МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра «КиПРА »
КОНТРОЛЬНАЯ РАБОТА
по дисциплине:
«Автоматизация производственных процессов»
Вариант №8
выполнила: ст.гр.02ЗРК61
Мошняго В.
Проверил: Юрков Н.К.
2007 г
Содержание
Вариант 8
148. Основные принципы повышения производительности труда на основе совершенствования ТП
158. Методы оптимизации технологических процессов. Перечислите методы и сущность каждого
168. Классификация систем управления. Их характеристики
178. Функциональные системы программного управления. Характеристика
188. АСУ ТП с вычислительным комплексом в роли советчика. Схема. Принцип работы
198. Классификация промышленных роботов
208. Системы автоматического регулирования. Принципы построения и анализа
Литература
148. Основные принципы повышения производительности труда на основе совершенствования ТП
Под производительностью труда понимается количество продукции, изготовляемое в конкретный период времени, определяемый затратами рабочего времени на единицу продукции. Затраты труда измеряются рабочим временем.
Рост производительности труда означает увеличение продукции, вырабатываемой в единицу рабочего времени, за счет экономии труда, затрачиваемого на единицу продукции. Практически ни одна отрасль промышленности, ни одно предприятие не могли бы развить требуемых темпов, если бы не опирались на систематическое повышение производительности труда. Производительность труда определяется в первую очередь его техническим вооружением, техническим прогрессом.
При организации нового производства закладывается более высокая производительность, так как при проектировании его учитываются все современные достижения. На действующих предприятиях радиопромышленности рост производительности труда обеспечивается путем реконструкции и модернизации технологических процессов и оборудования, внедрения комплексной механизации и автоматизации.
Механизация и автоматизация процессов существенно меняют содержание производственного процесса в отношении как режимов выполнения, так и воздействия на изделие. Физическая сущность технологического процесса или операции, принципы управления ими и оптимальные режимы исследуются в основном в лабораторных условиях. В цех переносят только отработанные процессы.
Установление наивыгоднейшего уровня автоматизации и механизации определяется технико-экономическим расчетом по известным показателям (производительности, себестоимости, приведенным затратам, сроку окупаемости капиталовложений и др.).
Под уровнем механизации и автоматизации понимается
 ; ;
 , ,
где Т ма
- сумма машино-автоматического времени, затрачиваемого на всех технологических, контрольно-испытательных операциях, выполняемых на поточной линии, участке или в цехе; Т мр
- сумма машино-ручного времени, затрачиваемого на всех операциях, выполняемых на линии, участке или в цехе; Т ш
- сумма штучного времени (времени операции) на той же линии, участке или в цехе.
Механизация и автоматизация производственного и технологического процессов должны рассматриваться как с точки зрения совершенствования оборудования, технологического оснащения и качества процесса, так и с точки зрения обеспечения технико-экономической эффективности.
Существенное значение на повышение производительности труда оказывают дифференциация процессов, специализация участков и рабочих мест.
1. Под дифференциацией процесса понимается расчленение его на операции, а операций - на переходы и приемы. Концентрация процесса представляет собой выполнение его за одно или за малое количество операций, переходов, приемов.
При расчленении процесса содержание операции упрощается; концентрированный процесс содержит, как правило, сложные операции и переходы. При дифференциации процесса создаются, как правило, более благоприятные условия для специализации участков цеха и рабочих мест.
Концентрация процесса, особенно при сборке, может осуществляться как на основе ручного труда, так и при использовании автоматизированного оборудования (стан ков-автоматов, сборочных машин). В области механической обработки концентрация операций приводит часто к невозможности работать на настроенном оборудовании, рабочий методом пробных проходов обрабатывает последовательно все поверхности детали.
При обработке и сборке дифференциация процесса приводит к возможности использования простого оборудования, организации потока без автоматизации процесса, при простых ручных операциях сборки.
Степень дифференциации процесса определяется требованиями конструкции, технологии и организации производства РЭА.
Разделение конструкции на блоки способствует дифференциации процессов, а замена нескольких простых деталей внутри блока одной сложной - его концентрации.
2. Унификация деталей и преемственность конструкции создают условия для концентрации процесса так же, как и применение элементов микроэлектроники, замена обычного монтажа печатным. Расчленение конструкции на большое количество простых деталей и узлов, применение большого количества комплектующих изделий способствует дифференциации процессов обработки и сборки.
Требования точности, предъявляемые к изготовлению или сборке элементов РЭА, в большинстве случаев ведут к необходимости концентрации процесса на основе использования механизированного или автоматизированного оборудования, что снижает погрешности обработки и сборки при существенном повышении производительности процесса.
При нестабильных исходных материалах, форме и размерах заготовки, отсутствии автоматизированного оборудования более эффективными оказываются дифференцированные процессы как обработки, так и сборки.
Типовые технологические процессы обычно строятся на основе концентрированных операций, выполняемых на автоматизированном оборудовании. Групповые процессы в значительной степени дифференцированы по операциям при совмещении переходов. Такое построение дает возможность создать производительные автоматизированные операции для большого числа деталей, входящих в группу, даже при разной последовательности операций для каждой из деталей или узлов.
Концентрация обработки требует, как правило, значительных затрат на технологическое оборудование и оснащение, что является экономически оправданным при крупносерийном и массовом производствах, а также при мелкосерийном, основанном на групповом принципе.
При непоточном производстве технологическими границами расчленения процесса являются: 1) получение законченного сборочного элемента; 2) возможность использования простого (универсального) или переналаживаемого технологического оснащения (оборудования); 3) удобство планировки рабочего места и контроля; 4) обеспечение возможно меньшего удельного веса вспомогательного времени в операции; 5) установившиеся в данном производстве типовые и групповые операции как по объектам, так и по содержанию группового процесса.
При поточном производстве его дифференциация определяется в основном ритмом и может осуществляться на базе как ручного, так и автоматизированного труда.
Расчленение процесса дает возможность управлять ритмом изготовления детали, узла РЭА или ритмом их партии. Поэтому в ряде случаев расчленение процесса преследует решение задач организации производства. Это относится и к специализации участков.
Технологический процесс может быть разбит на две части: выполняемые на участках, созданных по технологическому признаку, и на предметно-замкнутых участках.
На технологических участках процессы разрабатываются в основном как типовые, что соответствует высокой степени специализации операций при общей их последовательности для многих объектов.
Для большинства изделий РЭА целесообразна организация предметно-замкнутых участков. Это обусловлено унифицированностью деталей и узлов, возможностью широкого применения в условиях серийного производства групповых технологических процессов и переналаживаемого оснащения. На этих участках полностью завершается изготовление деталей (например, зубчатых колес, магни-топроводов, каркасов) или сборка узлов (например, плат печатного монтажа, конденсаторов переменной емкости). Групповые процессы, используемые на участках этого вида, как правило, сильно дифференцированы.
В условиях поточного производства дифференциация процесса может решаться как в пределах одной линии, так и при организации нескольких параллельных поточных линий для выпуска одного и того же количества продукции, что и на одной поточной линии.
3. Параллельность процессов производства также существенно влияет на производительность.
Под принципом параллельности понимается параллельное (одновременное) выполнение отдельных частей (этапов, фаз, операций) производственного процесса, т. е. создание широкого фронта работ по изготовлению детали и сборке РЭА. Чем шире фронт работ, тем меньше при прочих равных условиях длительность производственного цикла.
Унифицированные детали и узлы, входящие во многие РЭА, также могут изготовляться параллельно. При создании конструкции РЭА, который должен быть выпущен в короткий срок, требование к возможности параллельного производства его деталей и узлов является основным.
Параллельность связана с точностью выполнения технологических операций и контролем их результата, главным образом с точки зрения ограниченности времени старения и в связи с этим необходимостью интенсификации процесса. Примером может служить совмещение в одной операции сушки и пропитки обмотки, выполняемых циклически.
Параллельность в организации производственного процесса проявляется в следующих формах.
Параллельность в структуре технологической операции находит свое выражение в многоинструментальной либо многопредметной обработке или сборке.
Параллельность в изготовлении деталей и в их сборке предусматривает одновременное выполнение работ над аналогичными или разными деталями, например при совмещении операций штамповки деталей с их сборкой.
Наибольшими возможностями с технологической точки зрения обладают следующие два вида обеспечения параллельности процессов: 1) изготовление и сборка на многопредметных поточных линиях одновременно нескольких РЭА или их элементов; 2) совмещение на автоматизированных поточных линиях изготовления деталей с их сборкой.
В первом случае за некоторыми рабочими местами на поточной линии можно закрепить операции по нескольким наименованиям изделий, если штучное время по этим операциям значительно меньше соответствующих ритмов выпуска. Естественно, что это требует общности всех или нескольких операций для изготовляемых на поточной линии изделий, т. е. может быть выполнено на основе унификации конструкции различных изделий и типизации процессов изготовления их деталей и сборки. Однако последнее возможно не всегда.
4. При организации производственного процесса в целях увеличения производительности стремятся обеспечить кратчайший путь прохождения изделия по всем фазам и операциям процесса, от запуска исходного материала до выхода готового РЭА. Принцип прямоточности, отвечающий такому построению производственного процесса, может осуществляться как по предприятию в целом, так и в пределах цеха, участка, линии и отдельного рабочего места.
Создание прямоточного производства основано на конструктивных, технологических и организационных предпосылках.
Основным требованием оформления конструкции для обеспечения этого условия является разработка ее элементов таким образом, чтобы деталь или узел могли быть изготовлены в одной фазе производства.
Эти требования могут быть распространены и на аппаратуру, выпускаемую в малых количествах, при условии высокой унификации ее элементов. Детали и элементы массового производства имеют прямоточный технологический маршрут.
Применительно к содержанию технологических операций это говорит о необходимости внедрения методов массового производства в серийное.
5. Под принципом пропорциональности в организации производственного процесса понимается пропорциональная производительность в единицу времени всех производственных подразделений - основных и вспомогательных цехов и обслуживающих хозяйств завода, а в рамках этих цехов и хозяйств - участков и линий, групп оборудования и рабочих мест.
Пропорциональные производственные возможности всех основных цехов завода позволяют считать, что при полном использовании имеющегося оборудования и площадей каждый из цехов и все цехи, вместе взятые, обеспечат равномерный выпуск РЭА, которая по своему номенклатурному составу, количествам и срокам выпуска будет соответствовать требованию комплектного и равномерного выпуска заводом готовой продукции.
Чем более тщательно разработана конструкция РЭА, тем легче обеспечить требования пропорциональности производства. При недостаточной проработанности конструкции отдельные детали или узлы будут «узким местом» в производстве, что потребует непропорционального развития соответствующих рабочих мест, например, по обеспечению стабильности выходных параметров регулировкой.
Хорошими методами улучшения пропорциональности являются повышение расчлененности конструкции и унифицированности ее элементов.
К технологическим методам повышения пропорциональности процессов относятся прежде всего их механизация и автоматизация.
Пропорциональность процесса может быть обеспечена и методами организации производства. К их числу относятся в первую очередь совершенствование производственной структуры цехов и участков (например, создание предметно-замкнутых участков), планирование количества оборудования и его загрузки по сменам, времени запуска в производство и выпуска деталей и узлов.
Обеспечение пропорциональности производства технологическими методами может быть получено в пределах нескольких участков или даже цехов: концентрацией процесса на одном или нескольких рабочих местах, удлинением поточных линий, применением механизированных групповых и типовых процессов.
Пропорциональность производственных процессов должна восстанавливаться все время при последовательном их совершенствовании, связанном с повышением уровня механизации и автоматизации. При этом повышение пропорциональности должно достигаться на основе все более высокой производительности, при экономической эффективности капиталовложений в технологическое оснащение.
6. Устранение или уменьшение всякого рода перерывов в производстве РЭА можно обеспечить путем непрерывности технологических процессов. Устранение межоперационных и внутриоперационных перерывов или их сокращение может быть предусмотрено при разработке конструкций, выполняемых непрерывным производственным процессом (например, применение корпусов, отливаемых под давлением), а также осуществлено технологическими и организационными методами. В поточном производстве, например, за счет синхронизации операций перерывы между ними могут быть сведены к минимуму или ликвидированы.
Применительно к отдельным технологическим операциям принцип непрерывности заключается в перекрытии машинным временем установки и снятия деталей и сборочных элементов, их проверки, а также приемов управления оборудованием.
При производстве РЭА непрерывность процесса повышается как при изготовлении деталей, так и при сборке, а также путем слияния процесса изготовления и сборки.
В сборочных цехах принцип непрерывности процессов при производстве РЭА находится еще (при обычном монтаже) не на достаточно высоком уровне.
Непрерывность процесса повышают также совершенствованием естественных процессов (пропитки, сушки и др.) и, в частности, включением их в поток так же, как операций контроля и испытаний.
Иногда возможно объединение изготовления со сборкой и, в частности, применение автоматизированного оборудования с программным управлением, что делает возможным обеспечить при его перестройке для сборки разных изделий высокую непрерывность процесса.
7. Принцип ритмичности в организации производственного процесса предполагает выпуск в равные промежутки времени одинаковых или возрастающих количеств продукции и соответственно этому повторение через эти промежутки времени производственного процесса во всех его фазах и операциях. Различают ритм выпуска продукции (в конце процесса), операционный (промежуточный) ритм, а также ритм запуска (в начале процесса).
Ритм выпуска может быть длительно устойчивым, если соблюдаются операционные ритмы на всех рабочих местах, выполняющих отдельные операции технологического процесса, т. е. на всех рабочих местах должны комплектно и равномерно повторяться работы, обеспечивающие ритмичный выпуск продукции в заданных номенклатуре и количестве. Операционный ритм может быть обеспечен только при соблюдении ритма запуска.
В сборочных цехах с устойчивой номенклатурой непрерывно выпускаемой" продукции для соблюдения установленного ритма необходимо, чтобы за каждый период ритма на каждой операции выполнялось столько сборочных элементов, сколько необходимо для выпускаемого в течение периода ритма количества годных радиоаппаратов или для обеспечения запланированного выпуска в следующем периоде ритма.
Ритмичность производства в сборочном цехе может быть существенно повышена при разработке групповых и типовых процессов, их унификации и предварительной синхронизации.
Наиболее ритмичной является сборка на одно-предметных поточных линиях, где она может быть основана на дифференцированных, преимущественно ручных операциях или на концентрированных автоматизированных.
158. Методы оптимизации технологических процессов. Перечислите методы и сущность каждого
МЕТОДЫ ОПТИМИЗАЦИИ:
1. Алгоритмические.
2. Градиент.
3. Математическое программирование:
3.1 линейное;
3.2 нелинейное;
3.3 целочисленное;
3.4 динамическое;
3.5 статистическое моделирование.
4. Аналитические (формулы).
Многообразие видов ММ ТС и широкая область их применения отражаются и в различии методов оптимизации. Целью оптимизации является выделение из этого множества единственного варианта ТС, оптимальной по некоторому результирующему критерию или нескольким критериям качества. Сравнение ТС между собой по нескольким критериям качества однозначно можно осуществить с помощью принципа Парето. Согласно этому принципу одна система лучше другой, если соответствующие ей критерии качества имеют значения не хуже критериев качества сравниваемой системы. Причем хотя бы один из них должен быть лучше соответствующего критерия другой системы. Принцип Парето позволяет упорядочить множество рассматриваемых систем и выделить в нем некоторое подмножество, внутри которого сравнение систем по указанному принципу уже невозможно. В тех случаях, когда нецелесообразно сужать поле поиска и вместе с тем необходимо отбросить неоптимальные системы, требуется построение конкретной процедуры реализации принципа Парето. Ее можно сформулировать как задачу оптимизации по одному из критериев качества, когда остальные критерии включены в разряд ограничений.
Выбор единственной оптимальной системы возможен далее только путем введения результирующего критерия, а полученная зависимость может использоваться при этом как дополнительное ограничение. Рассмотренный вариант реализации принципа Парето не является единственным, это задача многокритериальной оптимизации практически сводится к однокритериальной. Поэтому методы однокритериальной оптимизации имеют фундаментальное значение для проблемы оптимизации. Ввиду сложности современных ТС задача полной оптимизации разделяется на ряд подзадач оптимизации. В первую очередь это задачи оптимизации элементов ТС и затем задачи оптимизации всей системы по частным критериям или по некоторому результирующему критерию. Элементы ТС могут быть более или менее детально описаны математически, поэтому их оптимизация может быть осуществлена аналитическими методами. Это в первую очередь метод множителей Лагранжа, метод геометрического программирования, градиентный метод оптимизации.
Градиентный метод оптимизации и его обобщения используют свойство градиента быть направленным в сторону максимального возрастания функции качества. Поэтому если нет ограничений, то алгоритм сводится к генерированию новой точки исходя из предыдущей с помощью следующего соотношения:
 , ,
где  - шаг перемещения из - шаг перемещения из  в в  . .

Как видно, перемещение осуществляется из в в сторону противоположную направлению градиента. Более сложным обобщением градиентного метода является алгоритм переменной метрики. Однако он требует вычислений разностей градиентов в последовательных точках, т. е. учитывает приращения второго порядка. Аналогичные добавки получаются и в методе сопряженных направлений.
Величина шага подбирается из условия, чтобы функция имела в следующей точке первый локальный минимум по . При наличии ограничений существует несколько вариантов применения метода градиента: штрафных функций, проекции градиента.
Наиболее наглядным является метод перемещения к седловой точке для функции Лагранжа из некоторой начальной точки ( , ). , ).
При переходе к подсистемам более высокого иерархического уровня возможности точного математического моделирования уменьшаются или же точные ММ становятся настолько сложными, что вышеуказанные методы применить нельзя. В настоящее время в связи с широким внедрением средств вычислительной техники получили распространение численные методы оптимизации: метод наискорейшего спуска, метод Ньютона, метод покоординатного спуска, симплекс-метод и др.
Особого упоминания заслуживает метод линейного программирования, поскольку широко используется аппроксимация линейными функциями различных аналитических и экспериментальных зависимостей. Этот метод следует рассматривать не только как метод исследования операций. Существуют его модификации, позволяющие решать задачи параметрического синтеза. Поскольку моделями функционирования большинства ТС являются динамические модели, в которых ТП представляется как некоторый многоэтапный процесс, то наиболее адекватной стратегией их оптимизации является стратегия динамического программирования. Успех применения того или иного метода оптимизации во многом зависит от выбора критерия качества, т. е. аналитической зависимости показателя качества от параметров  , по которым оптимизация производится. , по которым оптимизация производится.
Широко используются некоторые унифицированные аналитические зависимости для представления критериев качества, инвариантные относительно метода оптимизации, а между тем выбор подходящей аналитической зависимости для критерия качества позволяет повысить эффективность применяемого метода. Так, при использовании метода Ньютона неравноценны даже эквивалентные с точки зрения описания качества системы функции  и и  , аналитическая запись которых отличается лишь знаком корня. В частности, для , аналитическая запись которых отличается лишь знаком корня. В частности, для

во втором случае точное решение получается за одну итерацию из любой начальной точки, а в первом случае число итераций зависит от положения начальной точки и может быть значительным.
Исходя из общих особенностей ТС можно дать некоторую схему применения методов оптимизации и используемых при этом критериев. Любая ТС предполагает пространственно-временную организацию перемещения исходных ресурсов (материалов, комплектующих), промежуточных продуктов и законченного изделия. Весьма широкий круг задач подобного рода допускает формулировку в виде задачи линейного программирования. В качестве критериев в данном случае выступают общие затраты на транспортирование, временные затраты, затраты на реконструкцию существующих систем и т. д. Ограничения обычно носят характер неравенств, отражающих возможности средств транспортирования, производительности оборудования, ресурсы поставляемых материалов и комплектующих. Возможности оптимизации систем в целом с помощью метода линейного программирования позволяют на самом раннем этапе ее проектирования просмотреть множество различных ее вариантов и получить весьма полезную дополнительную информацию для ее структурного синтеза. Здесь возможно получение информации об оптимальном размещении системы и рациональном выборе поставщиков и т. д. Следует отметить, что применение линейного программирования не ограничивается оптимизацией ТС, так сказать, в микромасштабе. Имеются весьма важные области применения линейного программирования и для оптимизации ТП. Так, в современной технологии РЭА важную роль играет получение веществ с высокой гомогенностью состава. Задача синтеза таких веществ из исходного сырья, содержащего несколько компонентов, может быть сформулирована как некоторая задача равномерного приближения и решена с помощью метода линейного программирования. Как задача равномерного приближения формулируется также задача построения кинематических узлов с заданными свойствами.
Проектирование элементов ТС предполагает использование преимущественно нелинейных ММ и соответственно методов нелинейного программирования. В качестве обобщенного критерия здесь выступает производительность, надежность при ограничениях на затраты энергии, материалов, комплектующих. Среди указанных методов в настоящее время широкое распространение получил метод геометрического программирования.
Уникальным свойством геометрического программирования является то, что оптимальное значение критерия вычисляется до получения координат оптимальной точки. Это позволяет построить весьма экономичные вычислительные алгоритмы при сравнении различных параметров ТС и облегчить структурный синтез. После проектирования элементов ТС осуществляется возврат к оптимизации системы в целом, но уже преследующий совершенно иные цели, чем при использовании метода линейного программирования. Наиболее важным становится оптимальное распределение функций между отдельными элементами ТС. Математическая модель системы на этом этапе уже известна в наиболее законченном виде. Однако ввиду ее сложности оптимизация на этом этапе встречает трудности вычислительного характера из-за большой размерности задачи. Наиболее важным методом оптимизации на этом этапе является метод динамического программирования.
Использование метода динамического программирования для указанных систем возможно в случае, если критерий качества является аддитивной функцией управляющих переменных, каждая из которых регулирует процесс на определенном этапе. Оптимальное значение управляющей переменной определяется состоянием системы в начале этого этапа и конечной целью управления и не зависит от эволюции системы на предыдущих этапах. Последнее условие соответствует принципу оптимальности Беллмана и является условием применимости динамического программирования. Динамическое программирование не является методом в строгом смысле, а является некоторой общей стратегией, заключающейся в том, что исходная задача становится задачей многоэтапной оптимизации, каждый этап которой, начиная с конечного, использует информацию об оптимальном решении на предыдущем этапе. Эта информация в наиболее явном виде может быть представлена в виде функционального уравнения, связывающего значение критерия качества на оптимизируемом этапе с оптимальным значением критерия качества на предыдущем этапе. Управляющие переменные могут быть векторными величинами.
Другой трудностью использования динамического программирования является то, что функция качества не является выпуклой функцией и поэтому достигаемый этим методом экстремум не является глобальным. Однако примеры решения задач методом динамического программирования показывают, что полученные решения имеют достаточно хорошее качество.
В ряду методов оптимизации ТС заслуживают упоминания метод наискорейшего спуска и метод покоординатного спуска. Особую эффективность эти методы имеют в случае имитационного моделирования ТС, применяемого в том случае, если производные критерия качества по управляющим переменным не могут быть выражены из-за сложности ММ в явном виде через управляющие переменные. Направление наискорейшего спуска оценивается по отклику критерия качества на изменения управляющих переменных. Оба указанных метода являются в настоящее время наиболее универсальными численными методами оптимизации и могут быть реализованы в виде конкретных алгоритмов, позволяющих получить локальные, а в случае выпуклости функции качества и глобальные экстремумы.
Метод случайного поиска может быть применен для оптимизации систем большой сложности и большой размерности (т. е. зависящих от большого числа параметров). Для его реализации необходимы достаточно производительные генераторы случайных (псевдослучайных) чисел.
Все эти методы оптимизации используются также в задачах оптимального управления ТП, в частности в задаче оптимального контроля параметров ТП и качества выпускаемых изделий. Введение развитой системы контроля качества, например, позволяет на ранних стадиях ТП отбраковывать изделия и тем самым устранять затраты на обработку заведомо негодных изделий. Это приводит к задачам линейного и нелинейного, целочисленного программирования. Задача оптимального управления ТП использует сложные динамические модели и требует привлечения самых мощных и универсальных методов оптимизации, среди которых метод случайного поиска зачастую оказывается единственно реализуемым.
Оптимизация современных ТС требует привлечения целого ряда методов оптимизации. Оптимизацию ТС можно рассматривать как некоторый многоэтапный процесс с возможным циклическим повторением этапов. Разработчики ТС должны быть знакомы с широким кругом методов оптимизации, их возможностями и сравнительной эффективностью. Проблема разработки универсального математического и программного обеспечения методов оптимизации для современных ЭВМ в настоящее время, весьма актуальна и далека от разрешения.
Когда имеется одна достаточно четко выраженная цель, степень которой можно оценить на основе одного критерия, используются методы математического программирования. Если эта цель, а следовательно, и степень ее достижения описываются с привлечением методов теории вероятностей или математической статистики, то используется стохастическое программирование.
Для анализа и синтеза ТП сборки и монтажа РЭА, оптимизации их структуры и принципов управления широкое распространение получил метод статистического моделирования. Его сущность состоит в создании специального алгоритма, реализуя который на ЭВМ, можно воспроизвести процесс по элементам с сохранением логической структуры и последовательности протекания процесса.
Метод статистического моделирования включает четыре этапа.
1. Составление содержательного описания процесса. Оно проводится на основе обстоятельного изучения процесса при выполнении натурного эксперимента на реально существующей аппаратуре и оборудовании, а также фиксации количественных характеристик. При отсутствии реального объекта используются накопленный опыт и результаты наблюдений за процессами аналогичного назначения. Содержательное описание позволяет:
- составить ясное представление о физической природе и количественных характеристиках ТП;
- расчленить ТП на ТО и простейшие элементы, определить их показатели и параметры;
- составить схему взаимодействия элементов в операции, а операций в ТП; определить закономерности изменения показателей процесса при изменении его параметров виде таблиц и графиков;
- сформулировать постановку задачи, значение начальных условий.
2. Построение формализованной схемы. На этом этапе уточняются количественные характеристики ТП и дается строгое математическое определение всех зависимостей между показателями и параметрами ТП, его отдельных элементов. Полученные на предыдущем этапе экспериментальные данные подвергаются систематизации с учетом случайного характера их получения. При формализации различают случайные события, случайные величины и случайные функции. Случайные события задаются с помощью вероятностей или частостей их появления, случайные величины- законами распределения или их числовыми характеристиками: средним значением, среднеквадратическим отклонением, корреляционными моментами, а случайные функции - средними значениями и корреляционными функциями. В заключение устанавливается точная математическая формулировка задачи исследований.
3. Составление моделирующего алгоритма проводится на основе построенной ММ. Для преобразования формализованной схемы в ММ необходимо, воспользовавшись готовыми математическими схемами (случайное событие, система массового обслуживания и т. д.), записать в аналитической форме все соотношения, которые еще не были записаны, выразить логические условия в виде систем неравенств, а также придать аналитическую форму всем другим сведениям, имеющимся в формализованной схеме. Числовой материал для удобства обработки на ЭВМ используется не в первоначальном виде, а в форме аппроксимирующих функций.
Моделирующие алгоритмы чаще всего представляются в виде схемы, где каждый блок изображает достаточно крупную группу элементов ТП, а связи между блоками отражают логическую структуру ТП. Схема алгоритма не учитывает особенностей системы команд ЭВМ, они вводятся при построении развернутых схем счета и программировании.
4. Разработка методики решения задачи и использование результатов моделирования. Методика решения задачи определяется целью исследования. Количество реализаций процесса моделирования рассчитывается исходя из заданной точности представления результатов. Полученные данные справедливы при фиксированных значениях параметров процесса, входной информации и начальных условиях.
168. Классификация систем управления. Их характеристики
Выделяются шесть наиболее существенных признаков классификации АСУТП, а именно: по характеру управляемого процесса; по сложности управляемого процесса; по степени охвата управляемого процесса; по степени автоматизация задач управления; по функционально - алгоритмическому признаку; по архитектурному признаку.
По характеру управляемого ТП различают: АСУ основными непрерывными ТП; АСУ основными непрерывно-дискретными процессами; АСУ основными дискретными ТП; АСУ сборочными процессами в дискретном производстве; АСУ процессами изготовления оснастки к инструмента для основного производства.
АСУ сборочными процессами представляют высший уровень комплексных АСУТП и решают задачу координации в реальном времени ряда дискретных ТП или операций.
В последние годы АСУТП начали внедряться во многие процессы подготовки производства РЭА, например, в изготовление фотошаблонов для интегральных микросхем, теневых масок кинескопов и т.п.
Классификация по степени сложности управляемого ТП основывается на условных границах числа параметров контроля и управления процессом. Например, 20, 40, 100, 800 параметров. Несмотря на условность, такая классификация может служить основой для планирования разработок.
По степени охвата управляемого ТП выделяют комплексные и локальные АСУТП.
По степени автоматизации задач управления выделяют системы с автоматическим сбором и обработкой информации; системы с автоматической выработкой советов оператору; системы автоматического управления процессом, иначе : информационные, информационно - советующие, управляющие.
Классификация по функционально-алгоритмическому признаку определяет функции и степень совершенства алгоритма управления, реализуемого АСУТП. Разделяют:
I - системы логико-программного управления;
II - системы экстремального управления;
III - системы адаптивного управления;
IV - системы организационно-технологического управления.
V - системы оптимально-координационного управления.
В таблице 3.1 дана сравнительная характеристика приведенных ваше пяти АСУШ по степени совершенства алгоритмов управления. Римскими цифрами обозначен класс АСУТП в соответствии с приведенной классификацией.
Классификация по архитектурному признаку:
- одноуровневые централизованные система на базе одного управляющего вычислительного комплекса, имеющего прямую связь со всеми источниками и приемниками информации;
- одноуровневые централизованные с уплотнением каналов связи - системы на безе одного управляющего комплекса и систем уплотнения линий связи;
- двухуровневые с одной ЭВМ - системы на базе одной ЭВМ с частотным распределением функций управления на управляемые регуляторы и (или) программаторы, и (или) локальные посты управления;
- многоуровневые (двухуровневые), с многими ЭВМ - системы, в которых ЭВМ используется более, чем на одном уровне.
Таблица 3.1
| Класс АСУТП |
Основные функции |
Примеры |
Основные источники экономической эффективности
|
| I |
Прямое цифровое управление по жёсткой или полужесткой программе одной или группой (в режиме разделения времени) технологических установок |
Группа механических обрабатывающих станков |
Повышение производительности труда, сокращение ошибок оперативного переноса, стабилизация ТП, сокращение штата работников |
| II |
Автоматическое или с участием человека управление одной или несколькими операциями (ТП) по определенному алгоритму, обеспечивающему нахождение экстремума заданного критерия |
Установки эпитаксиаль-ного наращивания кремниевых структур |
Повышение качества и надежности выпускаемых изделий, увеличение выпуска продукции, организация номенклатурного распределения изделий |
| III |
Автоматическое или с участием человека управление одной или несколькими операциями (ТП) по самонастраивающемуся алгоритму, обеспечивающему нахождение экстремума в условиях случайных внешних воздействий
|
Трубопро-катные станы |
То же
|
| IV |
Автоматические и (или) полуавтоматические сбор, обработка, наглядное отображение технологической и организационно - производственной информации, управление с участием человека ходом Т |
Технологи-ческие линии производства |
Сокращение потерь рабочего времени, повышение оперативности управления, повышение качества управления ТП, сокращение простоев оборудования |
| V |
Автоматическое или автоматизированное управление ходом взаимосвязанных ТП с динамической оптимизацией по критерию максимума выходного продукта
|
Сборочные производства цветных кинескопов, автомобилей |
Увеличение выпуска продукции, повышение качества выпускаемых изделий, сокращение простоев оборудования
|
178. Функциональные системы программного управления. Характеристика
Функциональные (контурные) СПУ осуществляют движение рабочего органа по сложной траектории. При механической обработке эта траектория определяет контур будущей детали или части ее. Поэтому очень важно при управлении функциональными СПУ обеспечить, чтобы траектория рабочего органа в каждый момент времени совпадала с заданной. В общем случае эта траектория представляет собой сложную функцию типа у = f (x) или z=f(x,y,z). Ввиду невозможности воспроизведения такой траектории одним движением ее заменяют несколькими простыми (однокоординатными) движениями поступательного и вращательного типа. Чтобы движение исполнительного органа было в соответствии с заданной траекторией (в общем случае криволинейной), необходимо в каждый момент времени поддерживать определенное соотношение скоростей и перемещений по управляемым координатам, т. е. должна быть между ними функциональная связь. Эту функциональную связь с высокой степенью точности выполняет устройство, называемое интерполятором.
Функциональные СПУ применяют для автоматизации технологического оборудования, где необходимо перемещать исполнительный механизм по сложной криволинейной траектории. Например, при производстве однослойных и многослойных печатных плат для вычерчивания токопроводящего рисунка на координатографе, при изготовлении деталей, имеющих сложный плоский или объемный контур (токарные, фрезерные, шлифовальные станки), а также в заготовительном и сварочном производстве. Таким образом, функциональные СПУ автоматизируют рабочие операции. Эффективность применения функциональных СПУ особенно возрастает для технологических процессов, где длительность перемещения по сложному контуру значительно превышает Длительность холостых и вспомогательных операций при мелкосерийном характере производства.
Требования по точности у них находятся в пределах: 0,005-0,05 мм — для высокоточных систем, 0,05-0,1 мм — для обычных функциональных СПУ; максимальные управляемые скорости составляют 0,6-1,5 м/мин у СПУ, применяемых для автоматизации обработки стальных деталей, до 3 м/мин — для обработки легких сплавов, до 10 м/мин - - в координатографах.
В функциональных СПУ объем задающей информации может быть значительным (в зависимости от сложности технологического процесса), поэтому для разработки программ здесь целесообразно применять универсальные вычислительные цифровые машины. Путь информации от чертежа к детали показан на рис. 2.1. При использовании УЦВМ связь ее с интерполятором может быть прямой (штриховая линия на рисунке), минуя ручное перфорирование.
На выходе интерполятора получается программа, пригодная для непосредственного использования в системе программного управления станком. Эта программа записывается в унитарном коде (последовательностью импульсов) либо в аналоговой форме (в виде кривой) на магнитную ленту или фотоленту. Если интерполятор является принадлежностью системы управления станком, тогда входом в эту СПУ будет служить программа, записанная на перфоленте, либо выход УЦВМ (штриховая и штрих-пунктирная линии на рис. 2.1).

Рис. 2.1 Схема прохождения информации от чертежа к детали:
1 — чертеж; 2 — технологические карты и таблицы; 3 — ручной перфоратор; 4 — универсальная цифровая вычислительная машина (УЦВМ); 5 — перфолента; 6 — интерполятор; 7 — магнитная лента; 8 — пульт программного управления (без интерполятора); 9 — система программного управления со встроенным интерполятором; 10 —станок; 11 — деталь.
188. АСУТП с вычислительным комплексом в роли советчика. Схема. Принцип работы
Основным инструментом для решения современных проблем управления материальным производством служат так называемые АСУ, в которых центральная, главенствующая роль и творческие способности человека сочетаются с широким применением современных математических методов и средств автоматизации, включая вычислительную технику.
АСУ - это человеко-машинная система, обеспечивающая автоматизированный сбор и обработку информации, необходимой для оптимизации управления в различных сферах человеческой деятельности. Процесс оптимизации предполагает выбор такого варианта управления, при котором достигается минимальное или максимальное значение некоторого критерия, характеризующего качество управления.
АСУП предназначена для решения основных задач управления производственно-хозяйственной деятельностью промышленного предприятия в целом и (или) его самостоятельных частей на основе применения экономико-математических методов и средств вычислительной техники.
Автоматизированная система управления технологическими процессами (АСУ ТП) - это АСУ для выработки и реализации управляющих воздействий на технологический объект управления в соответствии с принятым критерием управления. В АСУТП человек играет важнейшую роль, принимая в большинстве случаев решения по управлению. Существенное место в АСУТП занимают автоматические устройства (в том числе средства ВТ), выполняющие операции по переработке информации. Цель функционирования АСУТП - оптимизация работы технологического объекта путем соответствующего выбора управляющих воздействий.
Таким образом, АСУТП - совокупность автоматических устройств средств получения, обработки и передачи информации и технического персонала, осуществляющая контроль и управление ТП с целью оптимизации по заданным параметрам.
АСУ может быть отнесена к классу АСУТП только в том случае, если она осуществляет воздействие на объект в том же темпе, что и протекающие в нем технологические процессы, обеспечивает управление технологическим объектом в целом, а ее технические средства участвуют в выработке решений по управлению.
Современные АСУТП очень разнообразны и могут отличаться друг от друга по функциональному составу, степени автоматизации управления объектом, применяемым техническим средствам и многим другим признакам и характеристикам. Рассмотрим один из них.
АСУТП с вычислительным комплексом, выполняющим информационные функции, содержат все функциональные и аппаратурные элементы, и еще имеет в наличии вычислительный комплекс (ВК), который выполняет функции централизованного контроля работа и состояния оборудования, вычисление комплексных технических и технико-экономических показателей (рис. 5.1).
Вычислительный комплекс получает всю необходимую информацию о состоянии объекта, в том числе о регулируемых и управляемых величинах. Характерной особенностью рассматриваемого вида системы является то, что задачи анализа поступающей информации принятие решений, а также осуществление управляющих воздействий, возлагается на оператора.
Данные об объекте, полученные с помощью ВК, кроме выхода на централизованные средства отображения информации, могут либо передаваться в вышестоящую АСУ для дальнейшей обработки, либо выводиться на внешние накопители. Целью сбора данных может быть также изучение TП при различных условиях. В результате накапливается информация, позволяющая построить и (или) уточнить математическую модель процесса. Ясно, что сбор данных не оказывает воздействия на процесс, однако даже после внедрения самых сложных методов управления с использованием ВК сбор данных для анализа и уточнения модели оказывается полезным и почти всегда предусматривается как одна из задач вычислительного комплекса.
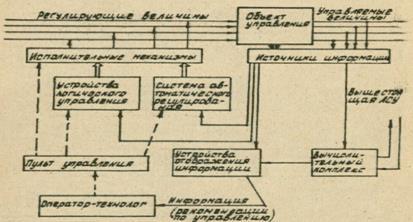
Рис. 5.1
Структурная схема АСУТП с вычислительным комплексом, выполняющим управляющие функции в режиме "советчика", аналогична предыдущей (рис. 5.1). Кроме функций, выполняемых ВК в предыдущей системе, на него возлагают задачи анализа поступающей информации и поиска оптимальных решений с выдачей рекомендаций (советов) по управлению оператору-технологу. Окончательный выбор и осуществление управляющих воздействий по-прежнему остается за оператором. Такая АСУ функционирует следующим образом: через заданные промежутки времени (обычно раз в 10-15 минут) полученные в ВК данные о состоянии объекта и комплексные технические и технико-экономические показатели анализируются с помощью математической модели управляемого процесса. Путем вычислений по модели определяются воздействия, необходимые для приближения процесса к оптимальному состоянию, результаты представляются оператору, который управляет процессом, изменяя регулируемые механизмы в соответствии с рекомендациями, вырабатываемыми ВК. При этом оператор выполняет роль следящего и координирующего звена и вносит изменения по советам ВК, который, в свою очередь, непрерывно помогает оператору в его усилиях оптимизировать ТП.
Наиболее серьезный недостаток подобной системы заключается в быстрой утомляемости операторов при необходимости перестраивать систему в соответствии с рекомендациями каждые 10-15 минут, причем количество контролируемых параметров может быть более 100. Вместе с тем такие системы удовлетворяют требованию осторожного подхода к новым способам управления, обеспечивая хорошие возможности проверки новых моделей процесса, так как контроль за управлением ведет технолог, который может исключить неправильные установки.
198. Классификация промышленных роботов
Говоря об общей классификации робототехнических систем, можно указать следующие их большие классы:
- манипуляционные;
- мобильные движущиеся;
- информационные и управляющие.
Наиболее развитые и практическое применение получили манипуляционные робототехнические системы различных типов.
Мобильные движущиеся робототехнические системы представляют собой некоторые платформы или шасси, перемещением которых управляет автоматика. При этом кроме программы маршрута движения они имеют запрограммированную автоматическую адресовку цели, могут автоматически нагружать и разгружать. В промышленных целях они предназначаются для автоматической доставке деталей и инструмента к станкам и от станков к складам. На таких подвижных системах могут устанавливаться манипуляционные механизмы. К таково рода системам относятся движущиеся устройства для обслуживания автоматических складов в разных отраслях народного хозяйства.
В мобильных робототехнических системах используют любые принципы движения. Они могут быть колесными, шагающими, колесно-шагающими, гусеничными, летающими, плавающими и т.п.
Информационные и управляющие робототехнические системы представляют собой некоторые комплексы измерительно – информационных и управляющих средств, автоматически производящих сбор, обработку и передачу информации.
В промышленных целях – это системы автоматического контроля и управления для почти безлюдного производственного процесса, комплексно – механизированного, в том числе с групповым использованием промышленных роботов. Подобные системы применяют и в автоматических системах проектирования, при выполнении технических и экономических расчетов и др.
Рассмотрим более подробно класс манипуляционных робототехнических систем. Их можно разделить на три вида (рис.1).
1. Автоматические движущиеся роботы, автоматические манипуляторы и роботизированные технологические комплексы;
2. Дистанционно управляемые роботы, манипуляторы, технологические комплексы;
3. Ручные, непосредственно связанные с движением рук, а иногда и ног человека.
Первые из них применяют в основном в промышленном производстве (промышленные роботы и роботизированные комплексы), а вторые главным образом – в экстремальных условиях, т.е. при наличии радиации, загазованности, взрывоопасности, высоких и низких температур и давлений. Третий вид применяют для погрузочно – разгрузочных и тяжелых работ.
Автоматически действующие манипуляционные роботы делят ив четыре рода: жестковстроенные, программные, адаптивные и «интелектные». Вместо термина «род» применяют также «поколение». Но, поскольку жестковстроенные машины еще не являются, роботами, они представляют собой нулевое («доработанное») поколение. Программные - первое поколение, адаптивные – второе поколение, интелектные – третье поколение. Однако здесь в отличие от вычислительной техники эти поколения не сменяет друг друга, а существуют параллельно, развиваясь внутри каждого из них. Поэтому четвертого поколенья роботов нет, а искусственный интеллект третьего поколения может развиваться почти неограниченно по мере развития науки я техники, а также возможность использования все новых поколений микро ЭВМ.
Охарактеризуем каждое из этих покаленей автоматически действующих робототехнических систем.
Рисунок 1
| Класс |
Манипуляционные робототехнические системы (роботы, манипуляторы и РТК) |
| Вид |
Автоматически действующие |
Дистанционно управляемые |
Ручные |
| Род |
Жестковстроенные |
Программные |
Адаптивные |
Интелектные |
Комендные |
Копирующие |
Полуавтоматические |
Супервизорные |
Диалоговые |
Шарнирно-балансирный ые |
Экзоскелетоны |
| Различные типы роботов |
Жестковстроенные манипуляторы не имеют перестраевыемых программных управляющих устройств. Это механические руки (автооператоры). Они жестко связан с остальным технологическим оборудованием, подчиняясь определенной программе технологического процесса в целом. Их применение, в частности, характерно для замены ручного труда в массовом производстве, например, на линиях сборки механизмов на часовых заводах.
Программные роботы (первое поколение роботов) имеют управляемые приводы во всех суставах, и система управления легко переналаживается на различные, ручные операции. Но после каждой переналадки они повторяют многократно одну в ту к же жесткую программу, в строго определенной обстановке, с определенно расположенными предметами. Таково большинство современных промышленных роботов, выполняющих вспомогательных операций у штампов, станков, линейных машин и т.п. Такой робот будет совершать те же движения, если даже детали не на месте. Кроме того, он требует создавал технологической оснастки упорядочивающей положение деталей. Но это сделать не всегда просто, а, главное жесткая оснастка затрудняет переналадку роботе на новые операции. Поэтому целесообразно бывает усложнить систему управления самого робота, т.е. перейти к применению второго поколения роботов.
Второе поколение - адаптивные роботы, т.е. такие, которые могут самостоятельно в большей или меньшей степени ориентироваться в нестрого определенной обстановке, приспосабливаясь к ней. Для этого их снабжают, во-первых, каками-либо датчиками, реагирующими на обстановку, и, во-вторых, системой обработки информации от датчиков для выбора сигналов адаптивного управления, т.е. гибкого изменения программы движения манипулятора в соответствии с фактической обстановкой. В настоящее время в таких системах широко используют компактные микропроцессорные устройства.
Адаптивные промышленные роботы необходимы во всех случаях, когда трудно создать строго определенную обстановку, при обходе препятствий, при работе с движущимися на конвейере деталями, в сборочных операциях, при дуговой сварке, окраске, нанесении покрытий и в других операциях. Адаптивные роботы второго поколения широко разрабатываются и эксплуатируются на производстве.
Третье поколение - интеллектные роботы с более богатым очувствлнием, с микропроцессорной обработкой информации, распознаванием обстановки, с автоматической выработкой роботом решения о своих дальнейших действиях, для выполнения нужных технологических операций в неопределенной или меняющейся обстановке - это роботы с элементами искусственного интеллекта.
Дистанционно управляемые роботы и манипуляторы по классификационной схеме делятся на пять родов:
манипуляторы с командным управлением,
копирующие манипуляторы,
полуавтоматические манипуляторы,
роботы с супервизовым управлением,
роботы с диалоговым (интерактивным) управлением.
Только два последних из них названа роботами, так как они наряду с дистанционным управлением имеют полностью автоматически режимы работы.
Манипуляторы с командным управлением отличаются тем, что человек-оператор включает по отдельности приводы каждого сустава манипулятора дистанционно путем нажатия на соответствующие кнопки или тумблеры. Такие манипуляторы применяют, например, на обитаемых подводных аппаратах.
В таком же командном режиме часто производится «обучение» промышленного робота с пульта управления. По аналогичному принципу работают и так называемые телеоператоры, находящиеся в опасной зоне.
Копирующие манипуляторы, находящиеся в опасной зоне, управляются дистанционно человеком - оператором с удаленного безопасного места при помощи задающего устройства, кинематически подобного рабочему манипулятору. При этом движение каждого сустава задающего механизма передается на соответствующий сустав рабочего манипулятора по принципу следящей системы. Такие манипуляторы применяют для работ при наличии радиации, загазованности и в других экстремальных условиях.
Полуавтоматические манипуляторы в отличие от копирующих в качестве задающего устройства на пульте оператора имеют компактную многостепенную управляющую рукоятку, кинематика которой может быть произвольной, удобной для малых движений руки человека. Снимаемые с нее электрические сигналы преобразуются с помощью специализированного вычислителя в сигналы управления на приводы манипулятора. Здесь возможны различные алгоритмы управления.
Роботы с супервизорным управлением характеризуются тем, что элементы выполняемых ими операций запрограммированы и могут воспроизводиться автоматически. Человек-оператор, наблюдающий дистанционно за действиями робота, установленного в опасной зоне, подает только отдельные переуказательные команды, по которым включается та или иная программа автоматического действия робота. За человеком остается лишь функция распознавания обстановки и принятая решений. После подачи им целеуказательной команды робот действует по определенной программе. Если этот робот являемся адаптивным, то человек-оператор может подавать более редкие и более «глобальные» команды.
Роботы с комбинированным управлением - это роботы, в которых сочетаются автоматические режимы (как у роботов с супервизорным управлением) с режимами управления от руки (как у полуавтоматического или копирующего манипулятора). Их применяют на необитаемых подводных аппаратах, во взрывоопасных и горячих цехах, для безлюдной работы в шахтах, в атомной энергетике а т.п. Такое комбинированное управление используют в различных типах телеоператоров.
Роботы с диалоговым (интерактивным) управлением, как правило, являются интеллективными, а отличаются от супервизовых тем, что робот не только принимает команды человека для их исполнения, но и сам активно участвует в распознавании обстановка и принятии решения, помогая в этом человеку-оператору.
Наконец третий вид манипуляционных робототехнических систем (ручные) делятся на шарнирно-балансирные манипуляторы и экзоскелетоны (усилители конечностей человека).
Шарнирно–балансный манипулятор представляет собой многозвенчатый механизм с приводами в каждом суставе, которые при любой величине удерживаемого манипулятором груза (в пределах его rpyзoподъемности) при любом расположении звеньев в пространстве находится в равновесии. Поэтому человек, взявшись за рукоятку манипулятора, легко может перемещать большой груз. Двигая рукоятку, человек осуществляет подачу управляющих сигналов, при этом вся работа по перемещению груза выполняется приводами, размещенными в суставах манипулятора. Такие системы удобны для погрузочно- разгрузочных работ.
Экзоскелетоны - многозвенные механизмы, звенья которых непосредственно сопряжены с руками или ногами человека. В суставах механизма, соответствующих суставам человека, в этом случае также помещены управляемые двигатели, берущие на себя всю тяжесть работы. Движения самого человека формируют лишь сигналы управления. Такие системы применяют для усиления конечностей человека. Это бывает полезно для выполнения тяжелых работ и движения по труднопроходимой местности. Экзоскелетоны можно встраивать, например, в водолазные костюмы для облегчения и усиления действий водолазов, когда это необходимо.
На рис.1 вертикальными линиями показаны типа, на которые делится каждый род (поколение) роботов. Этих типов может быть достаточно много. Они различаются принципами и техникой построения управляющих устройств, приводов в суставах манипулятора, числом звеньев манипулятора, грузоподъемностью, видом очувствления, математическим программным обеспечением и т.п.
Для полной ориентации объекта необходимы три степени подвижности, которые обычно реализуются тремя вращательными парами, осуществляя повороты охвата в горизонтальной, вертикальной плоскостях и вокруг оси схвата.
ПР могут быть колесными, гусеничными и стопоходящими (шаговыми). Тип рабочей зоны - одна из важных характеристик – это фигура описываемая при прохождении им предельно достижимых положений.
Для общей характеристики достаточно качественно определить тип рабочей зоны - рабочая зова на плоскости, в сфере, на поверхности параллепипеда, цилиндрическая, шарообразная или комбинированная.
Этим типам соответствуют разные системы координат.
Грузоподъемность - это масса перемещаемых изделий и орудий труда
да. Подразделяют:
- сверхлегкие (ряд грузоподъемностей 0,1; 0,16; 0,25; 0,4; 0,63; 1,0 кг);
- легкие (1,5; 2,5; 4,0; 6,3; 10,0 кг);
- средние (16, 25, 63, 100 кг);
- тяжелые (160, 250, 400, 630, 1000 кг);
- сверхтяжелые (свыше 1000 кг).
Тип приводов - пневматический, гидравлический и электромеханический. Часто применяют комбинации, например, тип привода охвата может отличаться от типа приводов звеньев манипулятора.
Типы систем управления разделяют по принципу управления: роботы с программным управлением, очувствительные роботы и роботы с искусственным интеллектом.
В первом случае работает жесткая программа. Во-втором - управление ведется с учетом фактического состояния внешней среды, в третьем - робот снабжают устройствами очувствления (сенсорикой), в виде тактильных, локационных, телевизионных и других устройств.
Системы управления очувствленных роботов делятся на неадаптивные и адаптивные. Роботы с искусственными интеллектами являются дальнейшим развитием очувствлении роботов в части алгоритмов функционирования и соответствующего сенсорного обеспечения.
По типу движения по отдельным степеням подвижности системы управления делятся на СУ непрерывного (контурного) и дискретного (позиционного) управления движением.
По числу управляемых ПР системы управления делятся на системы индивидуального и группового управления.
Под классом точности позиционирования и воспроизведения траекторий обычно понимается абсолютная точность позиционирования схвата, однако более объективно класс точности определяется относительной погрешностью позиционирования или воспроизведения траекторий.
Относительная погрешность - это величина, характеризующая точность ПР и равная отношению абсолютной ошибки перемещения схвата в заданную точку к минимальному расстоянию от оси ближайшей к основанию робота кинематической пары до границы рабочей зоны, выраженная в процентах. ПР различают также по типам исполнения - нормальное, пылезащитное, теплозащитное, взрывобезопасное и т.п.
Еще один признак - "назначения" по степени универсальности:
- специальные ПР - для деталей одного типа;
- специализированные - для деталей одного класса;
- универсальные ПР.
При классификации существующих и создаваемых роботов могут быть использованы различнее подхода, наиболее распространенными из которых являются разделение (ПР) по поколениям.
К ПР первого поколения относятся наиболее простые, легко перестраиваемые автоматы, вся последовательность действий которых заранее определяется жесткой программой. Для таких систем оператор является единственным источником информации о требуемых действиях и вводит ее в процессе обучения робота в запоминающее устройство. Информация, вводимая в процессе программирования, включает в себя данные о последовательности движений и положений звеньев манипулятора в соответствуйте моменты времени.
Для жесткопрограммируемых роботов в процессе обучения могут быть применены три способа программирования: ручной, полуавтоматический, автоматический. При ручном способе оператор участвует во всех этапах программирования, имитируя перемещение захвата манипулятора в нужные точки рабочей зоны. При этом координаты точек записываются в кодах на программоноситель. При полуавтоматическом программировании оператор участвует в нескольких этапах формирования программы. При автоматическом - задача оператора сводится к укрупненному формированию программы и предварительных давних управляющему устройству.
ПP второго поколения представляют собой гибкопрограммируемые устройства, оснащенные средствами, позволяющими получать информацию о свойствах внешней среды. Причем изменения окружающей обстановки должны быть заранее определены так, чтобы в ходе выполняемой работы робот мог автоматически скорректировать программу в соответствии с ними (неадаптируемые ПР). Более сложные, так называемые адаптивные (очувствительные) роботы могут заполнять различные операции в условиях заранее неизвестных изменениях окружающей обстановки.
К промышленным роботам третьего поколения относятся устройства с развитой сенсорной системой, высоким уровнем автоматичности и самостоятельности поведения в изменяющейся неупорядочной среде. Их называют интегральными роботами. Роль человека в управлении ими должна сводиться лишь к принципиальному анализу обстановки, принятию решений, носящих обобщенный характер, и выдаче целевых указаний на языке микропрограмм.
208. Система автоматического регулирования. Принципы построения и анализ
Рассмотрим структурную схему системы управления в общем виде (рис. 7.1). Объект управления - это некий механизм, агрегат или устройство, либо технологический, энергетический процесс, желаемое поведение и протекание которого должно быть обеспечено.
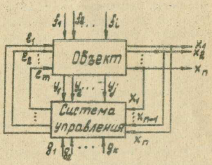
Рис 7.1
Поведение объекта управления, результат его действия определяются некоторыми показателями хn
. Чаще всего ими являются значения физических величин, которые называют выходными величинами объекта управления. К ним относят наиболее важные для оценки поведения объекта и его практического использования величины.
Кроме этих основных параметров, работа объекта характеризуется рядом вспомогательных параметров yi
, которые также должны контролироваться и регулироваться (например, поддерживаться постоянными).
В процессе работы на объект поступают возмущавшие воздействия f1
, f2
,…,fi
, вызывающие отклонение параметров xn
. Информация о текущих значениях xn
и yi
поступает в систему управления и сравнивается с предписанными им значениями g1
, g2
,…,gк
, в результате чего система управления вырабатывает управляющие воздействия Е1
, Е2
,...,Еm
для компенсации выходных параметров.
Входные воздействия, с точки зрения их влияния на действие объекта и на его выходные величины xn
, разделяются на две принципиально отличные группы. Некоторые из входных воздействий обеспечивают желаемое изменение поведения объекта, достижение поставленных целей. Такие входные воздействия называют управляющими Еm
и при их отсутствии задача управления вообще не имеет решения. При ручном управлении такие воздействия на объект осуществляет оператор, при автоматическом - система управления (см. рис. 7.1).
Другие входные воздействия fi
, напротив, мешают достижению цели и изменять их, как правило, невозможно. Такие воздействия называют возмущающими или помехами.
Задача управления, по существу, заключается в формировании такого закона, при котором достигается желаемое поведение объекта.
Сложная и разносторонняя задача управления в подавляющем большинстве случаев включает более узкую задачу регулирования. Задача регулирования заключается в поддержании выходных величин объекта равными (или пропорциональными) некоторым эталонным функциям времени - задающим воздействиям. Последние могут быть постоянными или изменяющимися как по заданному, так и по заранее неизвестному закону. В нашем случае объектами регулирования выступают вспомогательные параметры yi
.
Существуют различные принципы автоматического регулирования. Самый простой из них основан на использовании разомкнутых систем, применяемых в тех случаях, когда можно пренебречь влиянием возмущающих воздействий.
1. Разомкнутая система регулирования (рис.7.2) действует следующим образом. При изменении задающего воздействия g формирующий элемент 3 вырабатывает необходимое "указание" исполнительному механизму 2, Последний создает регулирующее воздействие z на объект регулирования 1. В результате регулируемая величина y приближается с той или иной точностью к требуемому значению.
Формирующий элемент и исполнительный механизм составляют регулятор. Регулятор и объект в совокупности образуют систему регулирования.
 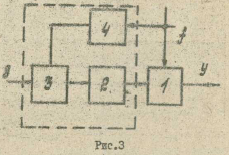
Рис 7.2 - Рис 7.3
При конструировании подобного регулятора необходимо знать все свойства объекта регулирования, тогда при условии отсутствия возмущений можно правильно предвидеть влияние задающего действия на регулирующею величину.
Область применения системы регулирования ограничена тем, что нельзя пренебречь влиянием возмущений. При определенном задающем воздействии и различных возмущениях выходная величена объекта (регулируемая величена) будет иметь разные значения и, следовательно, задача регулирования не будет решена. В связи с этим возникает необходимость контроля возмущений или хотя бы основного из них возмущения f (рис.7.3). Это возмущение нужно измерить и при его изменениях создавать дополнительное воздействие на объект, компенсирующее влияние возмущений. В регуляторе оказывается необходимым еще элемента 4, который через формирующий элемент 3 создает компенсирующее воздействие исполнительного механизма2 на объект 1
Рассмотренные системы является разомкнутыми: в них регулируемая величена y не влияет на действие регулятора. Это значит, что характер регулирующих воздействий зависит от свойства объекта лишь в той степени, в какой это учтено при конструировании регулятора. Однако из-за изменения свойств объекта» влияния второстепенных возмущений действительное значение регулируемой величины может значительно отличаться от требуемого значения. К тому же, в подавляющем большинстве случаев отсутствует исчерпывающая и достоверная информация о свойствах объекта регулирования и о характере возмущений, и разомкнутые системы регулирования оказываются неэффективными. Поэтому прибегают к созданию более современных замкнутых систем автоматического регулирования (САР).
2. В замкнутой системе используется принцип обратной связи. Такая система в простейшем случае (рис.7.4) состоит из объекта регулирования 1 и регулятора, который кроме исполнительного элемента 2 и формирующего элемента 3 имеет еще измерительный элемент 4 и элемент сравнения 5.

Рис. 7.4
Измерительный элемент 4 осуществляет обратную связь в системе - обеспечивает влияние регулируемой величины y на вход системы. Сигнал y0
, пропорциональный регулируемой величине, сравнивается с задающим воздействием g. Если регулируемая величина отклонилась от требуемого значения, то изменяется сигнал рассогласования (сигнал ошибки) x=g-y0,
который воздействует на элемент 3. Затем воздействие передается на исполнительный элемент 2 и на объект. В результате отклонение регулируемой величины от требуемого значения устраняется (с определенной степенью точности).
Таким образом, в замкнутой системе воздействие на объект формируется не только в зависимости от задающего воздействия, как в системе, показанной на рис.2, но и от состояния объекте и наличия возмущений. Точнее, регулирующее воздействие определяется отклонением регулируемой величины от заданного значения. Такие регуляторы носят название регуляторов по отклонению. Принцип обратной связи позволяет успешно решать задачу регулирования, несмотря на некоторую неопределенность или неточность в известных конструктору характеристиках объекта регулирования и исполнительного механизма, а также сведениях о возмущениях.
Можно видеть, что в замкнутой САР по отклонению нет необходимости получать информацию непосредственно о задающем воздействия, которое используется лишь для сравнения с сигналом обратной связи, и о возмущениях, однако это допустимо не всегда. В некоторых случаях качество такого регулирования оказывается неприемлемо низким. Тогда обеспечивается комбинированное регулирование, т.е. сочетание принципов замкнуто - разомкнутой систем.
3. При комбинированном регулировании создается дополнительная связь 6 по возмущению (рис.7.5), которая компенсирует влияние возмущения "в основном", а замкнутый контур устраняет рассогласование, возникающее при изменениях задающего воздействия и вследствие неточности действия дополнительной связи 6. Используются также комбинированные системы с дополнительной связью 7 по задающему воздействию (pиc. 6), которая и обеспечивает "в основном" его воспроизведение регулируемой величиной. Замкнутый контур в этом случае устраняет рассогласование, возникающее из-зa неточности действия дополнительной связи 7 и от возмущений.
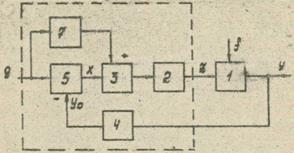 
Рис. 7.5 Рис. 7.6
Основным источником информации служит программа управления. Она может быть сообщена системе заранее. В программе даются сведения о характере движения рабочих органов их синхронизации, режимах работы, различные технологические и другие команды.
Другим источниками информации является сам ТП. Существующие датчики позволяют получить информацию о фактическом положении, скорости движения рабочего органа, размере обрабатываемых поверхностей к т.п. Эту информацию называют информацией обратной связи, а датчик - датчиком обратной связи.
Источником возмущений служит окружающая среда (температура, влажность, колебания припуска заготовки, уровень вибрации и др.).
Количество каналов информации структура определяют качество работе систем управления. Чем больше используется каналов информации, тем выше качество работы системы, шире ее функциональные возможности.
Использование только одного канала информации значительно упрощает конструкцию системы управления, однако нормальное функционирование такой системы требует высокого качества изготовления ее элементов.
В замкнутых системах управления, в которых для снижения технологических требований к отдельным элементам и повышения качества работа систем применяют обратные связи, используют два канала: канал задающей информации к канал обратной связи. Сопоставление задавшей информации с информацией обратной связи осуществляется в сравнивающем устройстве, на выходе которого вырабатывается команда, необходимая для управления приводом. Качество работы замкнутой системы выше, чем разомкнутой, при некотором осложнении ее конструкции. В замкнутых системах управления обычно используются управляемые приводы, структуру с замкнутой схемой управления имеют большинство систем программного управления и копировальные системы.
Для оптимального управления течением ТП необходимо использовать два или более двух каналов дополнительной информации. Системы управления, использующие два или более двух каналов дополнительной информации и имеющие устройство для коррекции управляющего сигнала, можно отнести к классу приспосабливающихся систем.
В зависимости от вида информации, которая используется системами, последние делят на непрерывные, импульсные и смешанные СУ.
Система управления всей работой технологического оборудования включает в себя ряд систем управления элементарными циклами работа отдельных механизмов и осуществляет либо функциональное управление ИМЕ, либо просто включение, синхронизацию и блокировку. Такие системы называются системами управления общим автоматическим циклом или системами группового управления.
Закон регулирования в замкнутых САР определяется зависшее регулирующего воздействия z от рассогласования x (см. рис. 7.4) Простейшими законами регулирования являются пропорциональный когда z=c1
x (система с П – регулятором). и интегральный, когда

(система с И -регулятора). Более совершенны системы, когда в законе регулирования кроме пропорциональной составляющей имеется интеграл от рассогласования:

(система с ПИ - регулятором). Наилучшие результаты получаются при введении в закон регулирования еще и производной от рассогласования:

(система с ПИД - регулятором). В комбинированных системах закон регулирования содержит, креме того, составляющих, зависящие от внешних воздействий.
Для обыкновенных САР достаточно определить реакции на некоторые эталонные воздействия и затем делать выводы относительно влияния внешних воздействий произвольного вида. На этом основании при расчетах обыкновенных САР широко используют метод передаточных функций и частотный метод.
Анализ устойчивости - это одна из основных задач анализа САР. Собственно, решение проблемы устойчивости и послужило началом теории автоматического регулирования.
Анализ динамического режима систем автоматического регулирования позволяет получить очень важные сведения об устойчивости замкнутой системы и ее быстродействии, так как устойчивость определяет ее работоспособность, а быстродействие влияет на динамическую точность и производительность.
При замыкании система, удовлетворяющая всем требованиям установившегося режима, часто оказывается неустойчивой. Неустойчивой система считается в том случае, если при снятии входного управляющего воздействия на выходе ее имеют место незатухающие колебания.
Следует отметить, что устойчивость, быстродействие и коэффициент усиления, являясь основными критериями оценки качества работы системы, находятся между собой в противоречии и между ними приходится искать компромиссное решение.
Математическая модель системы представляет собой дифференциальное уравнение, устанавливающее количественные и логические зависимости между отдельными элементами системы, а также между системой и объектом управления. Разработка математической модели упрощается при использовании "элементарных динамических звеньев", для которых известна дифференциальные уравнения и все необходимые характеристики. Однако наиболее развитые системы имеют математическую модель в виде сложных дифференциальных уравнений высокого порядка, решение которых в общем виде весьма трудоемко.
Одним из наиболее распространенных методов анализа САР является метод преобразования Лапласа-Карлсона. Этот метод основан на том, что заданные и искомые функции времени u (t ) ( ). При этом используется преобразование Лапласа-Карлсона: ). При этом используется преобразование Лапласа-Карлсона:

Использование преобразования Лапласа позволяет такие трудоемкие операции, как дифференцирование и интегрирование функции времени при нулевых начальных условиях, заменить соответственно делением и умножением на оператор р .
В результате, для получения изображения выходной величины достаточно изображение входной величины умножить на передаточную функцию системы:
Y(p)=x(p)W(p)
Метод применим для линейных уравнений с постоянными коэффициентами. Решение дифференциальных уравнений при этом не намного проще обычного, но использование таблиц с большим количеством изображений и оригиналов несколько упрощает анализ. Этот метод не дает представление о критериях качества.
Наиболее просто сведения о критериях качества определяются из кривой переходного процесса, получающейся на выходе системы при подаче на вход ступенчатого воздействия.
Рассмотрим типовую передаточную характеристику. О степени устойчивости здесь судят по величине перерегулирования h быстродействии - по времени переходного процесса tp
или по времени Т0.
Коэффициент усиления К у
можно определить по кривой переходного процесса при подаче на вход системы скачка скорости.
Метод анализа переходного процесса СAP удобен при экспериментальном определении показателей качества. Им удобно пользоваться при исследовании систем на аналоговых вычислительных машинах методом электронного моделирования. Однако построение переходного процесса путем расчетов затруднено.
Наиболее полные сведения о системе регулирования можно получить по амплитудно-частотной характеристике (АЧХ) замкнутой системы. Быстродействие система в этом методе характеризуется резонансной частотой  , полосой пропускания , полосой пропускания  на уровне 1 или частотой на уровне 1 или частотой  при затухав сигнала до уровня 0,707. Мерой устойчивости здесь служит показатель колебательности М. Процесс построения этой характеристики тоже является трудным. при затухав сигнала до уровня 0,707. Мерой устойчивости здесь служит показатель колебательности М. Процесс построения этой характеристики тоже является трудным.
Одним из разновидностей частотного метода является метод логарифмических амплитудно - частотных характеристик.
Все методы применимы лишь к линейным или линеаризованным системам. Анализ нелинейных систем очень трудоемок.
Большое распространение получил метод моделирования на ЭВМ. Он имеет широкие возможности, позволяет, учитывать нелинейности, при этом снижается трудоемкость расчетов. Сущность метода моделирования заключается в замене системы или ее частей типовыми блоками, соединенными между собой определенным образом. Электронная модель имеет туже же физическую сущность описывается теми же дифференциальными уравнениями, что и реальная система, отличаясь от нее лишь масштабами и мощностью. Метод моделирования, удобно применять в сочетании с другими методам в качестве подготовительных.
Литература
1. «Имитационное моделирование технологических систем» Юрков Н.К. Учебное пособие – Пенза: Пенз. политехн. Институт, 1989 г
2. «Комплексная автоматизация процессов производства РЭА» Юрков Н.К. Учебное пособие - Пенза: Пенз. политехн. Институт, 1985 г
3. «Управление технологическими процессами производства радиоэлектронной аппаратуры» Юрков Н.К. Конспект лекций - Пенза: Пенз. политехн. Институт, 1986 г
4. «Технология и автоматизация производства радиоэлектронной аппаратуры» Учебник для втузов И.П. Бушминский, А.П. Достанко, О.Ш. Даутов и др - М.: Радио и связь, 1989 г
5. «Технология радио электронного аппарата строения» П.И. Буловский, В.М. Миронов – М.: «Энергия», 1971 г
|