Санкт-Петербургский государственный технологический институт
(Технический университет)
Кафедра технологии катализаторов
Факультет химической технологии органических веществ и
полимерных материалов
Курс 3
Группа 443
Учебная дисциплина ОХТ
Курсовая работа
Тема: «Выбор реактора для проведения реакции окисления сернистого ангидрида в серный ангидрид»
Студент
Васина Е. В.
________________________
Личная подпись
Руководитель
профессор Власов Е. А.
________________________
Личная подпись
Оценка ________________________
________________________
Подпись руководителя
Задание
Обосновать выбор реактора для окисления SO2
.
Получить максимальную степень окисления SO2
, если изменяются давление, начальная температура и начальная концентрация (Х=f(P, TN, ZNA)).
Содержание
Введение
1. Краткие сведения о технологическом процессе
2. Математические модели химических реакторов
2.1. Реактор идеального вытеснения
2.2. Реактор полного смешения
3. Программы расчета и результаты
4. Обсуждение результатов
Выводы
Список использованной литературы
Введение
Одним из основных элементов любой химико-технологической системы является химический реактор. Химический реактор – это аппарат, в котором осуществляются химические процессы, состоящие из реакций массо- и теплопереноса. Типичные реакторы – промышленные печи, контактные аппараты, реакторы с механическим, пневматическим и струйным перемешиванием, варочные котлы, гидрататоры и др.
Все аппараты, расположенные до реактора, необходимы для подготовки сырья к химической обработке; аппараты после реактора – для разделения получившихся продуктов. От правильности выбора реактора и его совершенства зависит эффективность всего технологического процесса.
Основные требования к промышленным реакторам.
Максимальная производительность и интенсивность работы.
Высокий выход продукта и наибольшая селективность процесса, обеспечиваемые оптимальным режимом работы реактора: температурой, давлением, концентрацией исходных веществ и продуктов реакции, применением подходящего катализатора.
Минимальные энергетические затраты на перемешивание и транспортировку материалов через реактор, а также наилучшее использование теплоты , подводимой в реактор для нагрева реагирующих веществ до оптимальных температур
Легкая управляемость и безопасность работы, обеспечиваемые рациональной конструкцией реактора и малыми колебаниями параметров технологического режима.
Низкая стоимость изготовления реактора и ремонта его, достигаемые простотой конструкции и применением дешевых конструкционных материалов: черных металлов, силикатных изделий, наиболее дешевых пластмасс.
Устойчивость работы реактора при значительных изменениях основных параметров режима.[1]
Обычно не удается реализовать процесс в реакторе таким образом, чтобы были удовлетворены одновременно все предъявляемые к нему требования в виду их противоречивости. Приходится вырабатывать наиболее рациональные и экономичные решения, обеспечивающие поддержание заданных значений основных параметров процесса: времени реакции, температуры в различных точках реакционной зоны, давления, степени перемешивания реагирующих веществ, изменения концентраций реагентов по высоте (длине) реактора.
При исследовании работы реакторов составляется математическое описание, под которым понимается система уравнений, позволяющих определить изменение в нём концентраций, температуры, давления и других параметров.
Химические реакторы отличаются друг от друга по конструктивным особенностям, размеру, внешнему виду. Наиболее значимы следующие признаки классификации химических реакторов и режимов работы: режим движения реакционной смеси, условия теплообмена в реакторе, фазовый состав, способ организации процесса, характер изменения параметров процесса во времени, конструктивные характеристики.
Так в зависимости от режима движения реакционной смеси существуют реакторы смешения и вытеснения. Реакторы смешения – ёмкостные аппараты с механическим перемешивающим устройством (мешалкой) или циркуляционным насосом. Реакторы вытеснения – трубчатые аппараты, имеющие вид удлинённого канала. По применяемому давлению различают вакуумные реакторы и реакторы, работающие под атмосферным и высоким давлением.
В зависимости от температурного режима выделяют реакторы адиабатические, изотермические и политермические. При отсутствии теплообмена с окружающей средой химический реактор называется адиабатическим. Вся теплота, выделившаяся или поглотившаяся в нём, идёт на обогрев или охлаждение реакционной смеси. Существуют изотермические реакторы, в которых обеспечивается постоянство температуры за счёт теплообмена с окружающей средой.
В политермическом режиме часть тепловой энергии химической реакции идёт на изменение теплосодержания системы, а часть – на теплообмен с окружающей средой.
При проектировании реактора необходимы сведения о кинетике химической реакции и производительности реактора. Разрабатывая схему реактора, нужно решить, будет ли реактор работать непрерывно или периодически, определить модель реактора и указать способы подвода или отвода теплоты.
1. Краткие сведения о технологическом процессе
Физико-химические основы процесса
.
Термодинамика окисления диоксида серы.
Реакция окисления диоксида серы в триоксид
2SO2
+ O2
SO3
обратима и степень окисления газа любого состава строго определяется температурой и парциальными давлениями компонентов реакции[2]
:

Уравнения для расчета теплового эффекта и константы равновесия реакции для интервала температур 400 – 625 и 650 0
С имеют следующий вид:


Для технических расчетов может быть использовано уравнение:



Количество окисленного SO2
характеризуют долей общего содержания диоксида серы (сернистого ангидрида) в газе или в % (к общему первоначальному количеству SO2
в газе). Максимальная степень превращения диоксида серы в триоксид при заданных условиях (температуре, давлении, исходных концентрациях реагирующих компонентов) достигается в условиях равновесия. Для состояния равновесия с учетом уменьшения объема газовой смеси при протекании реакции выражения для парциальных давлений компонентов смеси принимают вид (выражение справедливо при общем давлении 1 атм): где a и b – исходные парциальные давления диоксида серы и кислорода, хр
– равновесная степень превращения.
Уравнение, в неявном виде определяющее степень превращения:
Катализаторы окисления диоксида серы.
В производстве серной кислоты контактным методом окисление SO2
происходит в присутствии катализатора. Для этого газ приводят в соприкосновение с катализатором, находящимся в стационарном или «кипящем» состоянии. Способностью ускорять окисление диоксида серы обладают различные металлы, их сплавы и окислы, некоторые соли, силикаты и многие другие вещества и материалы. Каждый катализатор обеспечивает определенную, характерную для него степень превращения. В заводских условиях выгоднее пользоваться катализаторами, при помощи которых достигается возможно более высокая степень превращения, так как остаточное количество неокисленного SO2
не улавливается в абсорбционном отделении, а удаляется в атмосферу вместе с отходящими газами[3]
. Для утилизации выбросов SO2
в настоящее время используются различные технологии, например, технология компании "HALDOR TOPSOE". (Каталитический процесс WSA - производство серной кислоты из влажного газа, позволяющий регенерировать сернистый ангидрид независимо от его концентрации в технологических газах; основные характеристики: полная автоматизация процесса, возможность использования тепла реакции окисления сернистого ангидрида для получения товарного пара и полная экологическая чистота).
Длительное время лучшим катализатором считался платиновый, однако с 1932 г. его вытеснили ванадиевые. До конца 70-х гг. применялся катализатор БАВ (контактная масса, состоящая их бария, алюминия, ванадия). Чистый пятиоксид ванадия обладает слабой каталитической активностью, резко возрастающей в присутствии солей щелочных металлов. Применяется катализатор СВД (сульфо-ванадато-диатомовая контактная масса), изготавливающийся путем смешения кремнеземистого носителя – диатомита с содержанием не более 3% Al2
O3
, тонко измолотого пятиоксида ванадия и раствора KHSO4
, последующего гранулирования и прокаливания гранул.
Стремление повысить активность при низких температурах привело к разработке катализатора СВС и катализатора Института катализа (ныне Институт катализа им. Г. К. Борескова СО РАН). Они производятся с использованием в качестве носителя охлажденного силикагеля при применении гидратированного пятиоксида ванадия по несколько отличающимся между собой технологическим схемам. Применение этих катализаторов при концентрации газа 8 – 9% SO2
позволяет снизить температуру на входе в I катализатора до 405 – 410 0
С. Там же были разработаны катализаторы ИК-1-6, МСВ – с малым содержанием ванадия. Сейчас для окисления сернистого ангидрида в серный в производстве серной кислоты применяются катализаторы ИК-1-6М, также разработанные Институтом катализа. (ИК-1-6М - семейство новых катализаторов, являющихся модернизированными аналогами катализатора ИК-1-6; работают в широком диапазоне температур - от 380 до 640 °С в системах одинарного и двойного контактирования, а также в аппаратах нестационарного окисления SO2
)[4]
. Для переработки газов повышенной концентрации (10 – 11% SO2
) был разработан катализатор ТС (термостабильный), более устойчивый к термической инактивации, чем СВД. В качестве носителя используется модифицированный диатомит. Также применяют шариковый износоустойчивый катализатор для работы во взвешенном слое, разработанный в ЛТИ (СПбГТИ (ТУ)). Его получают пропиткой растворами ванадата и сульфата калия шарикового алюмосиликагеля с определенным содержанием Al2
O3
и последующей термообработкой, при которой, в зависимости от температуры и содержании вводимого KNO3
, создается определенная пористая структура. Для переработки газов с повышенной концентрацией SO2
и под давлением были созданы ванадиевые катализаторы, обладающие повышенной термостабильностью или повышенной температурой зажигания. Существует трубчатый катализатор СВД с пониженным гидравлическим сопротивлением. Иностранные фирмы – поставщики катализаторов для серной кислоты: BASF (ФРГ), MonsantoEnvironmentalChemicalSystems (США), AmericanCyanamidCo (США), CatalystandChemicalsInc (США), HaldorTopsoe (Дания), SaintGobeinandKrebs (Франция), Kemira (Финляндия) и др.
Механизм и кинетика окисления серы[5]
.
Катализаторы окисления диоксида серы в триоксид имеют различный состав. Так, в СВД установлено присутствие трех соединений: 3K2
S2
O7
*V2
O5
, 2K2
S2
O7
*V2
O5
и K2
S2
O7
*V2
O5
, разлагающихся при температурах соответственно 315 – 330, 365 – 380 и 405 – 400 0
С. Активный компонент ванадиевых катализаторов в температурной области их применения находится в расплавленном состоянии, возникает специфическая особенность в механизме их действия. Катализаторы работают как абсорбционные и процесс окисления протекает внутри слоя активного компонента. В области высоких значений поверхности реакция протекает во всем объеме расплава вследствие его малой величины, со снижением поверхности катализатора толщина пленки расплава увеличивается и скорость реакции лимитируется диффузией газообразных компонентов в объеме расплава.
Схема процесса может быть сформулирована следующим образом:
1) 2V5+
+ O2-
+ SO2
2V4+
+ SO3
2) 2V4+
+ 1/2O2
2V5+
+ O2-
А
В первой стадии достигается равновесие, вторая стадия является медленной и определяет скорость процесса.
В области температур выше 4200
С скорость каталитической реакции много больше скорости восстановления катализатора. В связи с этим вероятен механизм, в котором процесс протекает по пути, не связанному с изменением валентного состояния ванадия. Схематакогопроцесса:
 1) V2
O5
*nSO3
+ SO2
V2
O5
*(n - 1)SO3
*SO2
+ SO3 1) V2
O5
*nSO3
+ SO2
V2
O5
*(n - 1)SO3
*SO2
+ SO3
2) V2
O5
*(n - 1)SO3
*O2
V2
O4
*nSO3
Б
3) V2
O5
*(n - 1)SO3
*SO2
+ O2
+ SO2
V2
O5
*nSO3
+ SO3
В случае Б скорость каталитической реакции пропорциональна доле активного компонента в окисленной форме. По этому механизму реакция протекает в присутствии триоксида серы в газовой фазе.
Скорости окисления ванадия (IV) кислородом и каталитической реакции в присутствии SO3 близки и при малых степенях превращения процесс протекает по окислительно-восстановительному механизму, который может быть представлен схемой:
 1) V2
O4
*nSO3
V2
O4
*(n - 2)SO3
+ 2SO2 1) V2
O4
*nSO3
V2
O4
*(n - 2)SO3
+ 2SO2
2) V2
O4
*(n - 2)O3
+ 1/2O2
V2
O5
*(n - 2)SO3
В
3) V2
O5
*(n - 2)SO3
+ SO2
+ SO3
V2
O4
*nSO3
Скорость реакции определяет стадия (2).
Таким образом, кинетические закономерности достаточно сложны.
На скорость реакции влияет также внутренняя диффузия. В реальных условиях контактного процесса влияние внешнедиффузионных факторов составляет менее 3%. Диффузионное сопротивление уменьшается с ростом массовой скорости газового потока при высоких парциальных давлениях реагентов, при малых значениях скоростей реакции и размера зерна катализатора.
Влияние давления на процесс окисления диоксида серы.
Повышение давления влияет как на скорость процесса, так и на состояние равновесия. Скорость реакции и выход продукта с повышением давления увеличиваются за счет повышения действующих концентраций SO2 и O2 и увеличения движущей силы процесса. Начальная температура (температура газа на входе в I слой катализатора) понижается с увеличением давления.
Температура газа на входе в I слой:
| Давление, МПа |
Концентрация SO2
, % |
| 8 |
9 |
10 |
11 |
| 0,5 |
440 |
383 |
364 |
348 |
| 0,7 |
400 |
378 |
359 |
342 |
| 1,0 |
398 |
375 |
353 |
336 |
Значения температур, соответствующих равновесной степени превращения 0,998 при давлении в системе 1,0 МПа:
| Сso2
,% |
8 |
9 |
10 |
11 |
12 |
| t,0
C |
400 |
393 |
386 |
379 |
372 |
Технологическое оформление процесса окисления диоксида серы
.
Технологическая схема и аппаратура контактного узла зависит от вида применяемого сырья, способов отвода тепла реакции, производительности установки и других факторов.
На рис. представлена схема контактного узла с одинарным контактированием, включая 4-слойный аппарат с промежуточными теплообменниками. Очищенный и осушенный сернистый газ подается газодувкой, нагревается во внешнем и промежуточных теплообменниках и поступает на I слой контактного аппарата. Пройдя все слои катализатора с промежуточным охлаждением в теплообменниках, прореагировавший газ покидает контактный аппарат, охлаждается во внешних теплообменниках и поступает на абсорбцию образовавшегося SO3
. оптимальный температурный режим поддерживается с помощью байпасных газоходов с задвижками на теплообменниках, которые обычно устанавливают последовательно по ходу газа, иногда – параллельно перед двумя последними слоями. Максимальная степень превращения в контактном аппарате 98,0 – 98,5%.
При двойном контактировании после первой стадии катализа из газовой смеси поглощается образовавшийся SO3
и на вторую стадию катализа поступает неокисленная часть исходного SO2
. Степень превращения 99,5 – 99,8%.
В современном сернокислотном производстве наиболее широко применяются контактные аппараты с горизонтальными стационарными слоями катализатора и отводом тепла в выносных теплообменниках. Применяются также контактные аппараты с внутренними теплообменниками либо с поддувом воздуха или газа.
При работе по короткой схеме на газах от сжигания серы или сероводорода применяется охлаждение газа между слоями в пароперегревателях, в газовоздушных теплообменниках или поддувом воздуха, что значительно упрощает конструкцию контактного узла.
Для устойчивой работы контактного аппарата необходимо равномерное распределение газа и температур по сечению аппарата, достаточная мощность теплообменников, надежная схема регулирования, простота обслуживании и ремонта и др. Наибольшая равномерность температур и концентраций газа в аппарате достигнута при использовании выносных теплообменников.
Использование аппарата ОТС – с отводом тепла серой позволяет путем использования высокотемпературного теплоносителя увеличить степень конверсии по сравнению с традиционными методами конверсии на 1,5 – 1,8% вследствие снижения градиента температур между стенками трубок и серединой слоя. Рабочая температура охлаждающего агента в ОТС совпадает с температурой зажигания катализатора, что позволяет исключить возможность инактивации катализатора при возрастании скорости газов. При этом в два раза меньше, чем у ПНР, расход металла.
Также используются кассетные аппараты (катализатор помещен в кассеты из проволоки).
По условиям осуществления процесса окисления SO2 и принципу теплоотвода контактные аппараты можно разделить на:
аппараты со стационарными слоями катализатора и промежуточным теплообменом (наиболее широко применяемые);
аппараты со стационарными слоями катализатора и непрерывным теплообменом;
аппараты с кипящими слоями катализатора и непрерывным теплообменом;
аппараты с нестационарным режимом окисления и теплоотвода в слоях катализатора.
2. Математические модели химических реакторов
Центральным аппаратом в любой химико-технологической системе, включающей целый ряд машин и аппаратов, соединенных между собой различными связями, является химический реактор - аппарат, в котором протекает химический процесс. Выбор типа, конструкции и расчет химического реактора, создание системы управление его работой – одна из важных задач химической технологии.
Как и в случае других аппаратов, используемых в химической промышленности (теплообменных, массообменных и др.), для изучения, расчета и проектирования химических реакторов применяется метод моделирования.
Под математической моделью
понимается некоторое упрощенное изображение процесса в реакторе, которое сохраняется наиболее существенные свойства реального объекта и передает их в математической форме. В зависимости от постановленной задачи математическая модель учитывает разное число признаков объекта и поэтому модель может быть широкой и узкой.
2.1 Модель реактора идеального вытеснения
Реакторы вытеснения – трубчатые аппараты, имеющие вид удлиненного канала. В трубчатых реакторах перемещение имеет локальный характер и вызывается неравномерностью распределения скорости потока и ее флуктуациями, а также завихрениями. Реакторы вытеснения бывают двух видов: идеального и полного вытеснения.
Идеально вытеснение предполагает, что любое количество реагентов и продуктов через реактор перемещается как твердый поршень, и по длине реактора (в пространстве) в соответствии с особенностями реакции и сопровождающих ее физических явлений устанавливается определенное распределение концентраций участников реакции, температуры и других параметров.К реакторам идеального вытеснения относятся те аппараты, в которых отсутствует радиальное и продольное перемешивание.
Материальный баланс
Материальный баланс – вещественное выражение закона сохранения массы вещества, согласно которому по всякой замкнутой системе масса веществ, вступивших во взаимодействие, равна массе веществ, образовавшихся в результате взаимодействия. Применительно к материальному балансу любого технологического процесса это означает, что масса веществ, поступивших на технологическую операцию – приход, равна массе полученных веществ – расходу. Материальный баланс составляют по уравнению основной суммарной реакции с учетом параллельных и побочных реакций.
Материальный баланс непрерывно действующих проточных реакторов составляется, как правило, для установившегося (стационарного) режима, при котором общая масса веществ, поступивших в аппарат за данный период времени, равна массе веществ, вышедших из аппарата. Количество же всех веществ в аппарате постоянно, т. е. накопления или убыли суммарного количества веществ не происходит.[3]
Составим материальный баланс реактора идеального вытеснения
.
 dVZNA dVZNA
 
xx+dx
Реактор представляет собой длинный канал, через который реакционная смесь движется в поршневом режиме. Изменение концентрации происходит по длине. Выделим элементарный объем dV, для которого считается материальный баланс, где ZNA-концентрация ключевого реагента.

[кг/c]=[(м3
/с)∙(м3
/кмоль)∙(кг/кмоль)]
 - расход - расход
 -массовый расход химической реакции -массовый расход химической реакции
[кг/с]=[(кмоль/м3
∙с)∙(м3
)∙(кг/кмоль)
 -массовый расход на убыль -массовый расход на убыль


 - объем реактора - объем реактора
[м3
]=[(м3
/c)∙(c)]
 - уравнение материального баланса для реактора, работающего в режиме идеального вытеснения. - уравнение материального баланса для реактора, работающего в режиме идеального вытеснения.
- время пребывания реакционной смеси в реакторе для получения заданной степени превращения x. Из этого уравнения можно рассчитать объем реактора.
Тепловой баланс
 HfpHch HfpHch

HfrHт/o
 -теплота физического прихода, где Cp-теплоемкость. -теплота физического прихода, где Cp-теплоемкость.
[кДж/с]=[(м3
/c)∙(кДж/м3
/град)∙(град)]
 - теплота физического расхода. - теплота физического расхода.
[кДж/с]=[(м3
/c)∙(кДж/м3
/град)∙(град)]
 - теплота химической реакции. - теплота химической реакции.
[кДж/c]=[(кмоль/м3
∙c)∙(кДж/кмоль)∙(м3
)]
 -теплота теплообменника, -теплота теплообменника,
[кДж/c]=[(кДж/м2
∙град∙с)∙(м2
/м3
)∙(град)∙(м3
)]
Где К-коэффициент теплопередачи, определяющийся по следующей формуле
 , ,
Где d-толщина стенки;
α1
, α2
-коэффициент теплоотдачи с наружной и внутренней поверхностях соответственно;
λ – коэффициент теплопроводности
Приход:



Расход:

По закону сохранения энергии:

 - -
уравнение политермы, в котором учитывается часть теплоты химической реакции, идущей на изменение температур в химической реакции, и часть, уходящая на теплоту, которую уводит теплообменник.
В адиабатическом режиме теплообменник отсутствует:
 - уравнение адиабаты. - уравнение адиабаты.
 - адиабатический коэффициент. - адиабатический коэффициент.
Физический смысл адиабатического коэффициента:
на столько градусов изменится температура реакционной смеси, если степень превращения будет равна 1, то есть, если ключевой реагент прореагировал полностью.
2.2 Модель реактора полного смешения
Реакторы смешения – это емкостные аппараты с перемешиванием механической мешалкой или циркуляционным насосом. Реактор полного смешения характеризуется тем, что любой элемент объема реагирующей смеси мгновенно перемешивается со всей средой, содержащейся в реакторе, так как скорость циркуляционных движений по сечению и оси аппарата во много раз больше, чем линейная скорость по оси. [2]
Материальный баланс
GAFP
GAFR GAch
Приход:
 -массовый расход ключевого реагента, пришедшего в реактор. -массовый расход ключевого реагента, пришедшего в реактор.
[кг/c]=[(м3
/c)·(м3
/кмоль)·(кг/кмоль)]
Расход:
 -массовый расход ключевого реагента, ушедшего из реактора. -массовый расход ключевого реагента, ушедшего из реактора.
 - массовый расход ключевого реагента в химической реакции. - массовый расход ключевого реагента в химической реакции.
[кг/c]=[(кмоль/м3
·c)·(м3
)·(кг/кмоль)]
По закону сохранения материи:

-уравнение материального баланса для реактора полного смешения.
Тепловой баланс
 HfpHch HfpHch
Hfr Hт/о
Приход:
 -теплота физического прихода, где Cp-теплоемкость -теплота физического прихода, где Cp-теплоемкость
[кДж/с]=[(м3
/c)·(кДж/м3
/град)·град)]
 теплота химической реакции. теплота химической реакции.
[кДж/c]=[(кмоль/м3
·c)·(кДж/кмоль)·(м3
)]
Расход:
 теплота физического расхода теплота физического расхода
[кДж/с]=[(м3
/c)·(кДж/м3
/град)·(град)]
 -теплота теплообменника, где К-коэффициент теплопередачи -теплота теплообменника, где К-коэффициент теплопередачи
[кДж/c]=[(кДж/м2
·c·град)·(м2
)·(град)]

По закону сохранения энергии:

 -уравнение политермы. -уравнение политермы.
 -уравнение адиабаты, то есть теплообмен с окружающей среды отсутствует. -уравнение адиабаты, то есть теплообмен с окружающей среды отсутствует.
 -уравнение изотермы.[1] -уравнение изотермы.[1]
3. Программы расчета и результаты
Выбор реактора










 ; ;  ; ; 









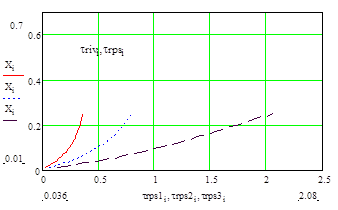
Зависимость
X
=
f
(
ZNA
)



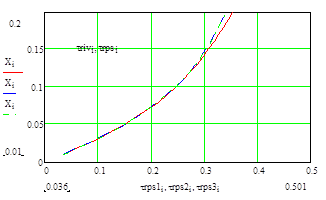
Зависимость X=f(
P
)



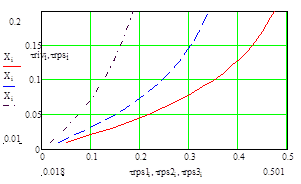
Зависимость X=f(TN)



4. Обсуждение результатов
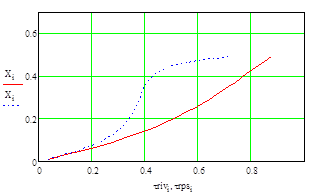
Из графика зависимости X-t (зависимость степени реактора от времени) видно, что она и в реакторе полного смешения, и в реакторе вытеснения имеет возрастающий характер, так как чем дольше время пребывания реакционной смеси в реакторе, тем больше образуется конечного продукта.
При постоянной степени превращения х (например, х=0,4) τRPS
< τRIV
, то есть за меньшее время РПС быстрей достигает степени превращения х=0,4 и объем реактора при этом будет меньше, то есть РПС отвечает критерию экономичности в большей степени, чем РИВ. Проведя сравнение реакторов РИВ и РПС по технологическим параметрам, характеризующим реактор ( время пребывания, скорость и степень превращения в ходе расчетов), приходим к выводу, что для окисления диоксида серы в триоксид выгоднее применять реактор полного смешения.
Графическая зависимость скоростей реакции окисления от времени для РИВ и РПС:
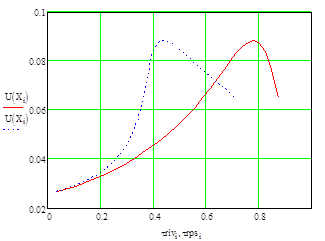
Из графика видно, что скорость реакции в РПС достигает своего максимального значения за меньшее время, чем в РИВ. Увеличение скорости же ведет к уменьшению времени пребывания. Скорость – основной параметр, влияющий на время пребывания смеси в реакторе. В РПС температура возрастает больше, чем в РИВ, что влияет на увеличение константы скорости реакции. В РПС реакция происходит во всех точках объема одновременно и с одинаковой скоростью вследствие перемешивания. В РИВ реакция происходит постепенно, по слоям, вытесняя следующий более плавно. Следовательно, реактор полного смешения выигрывает в скорости.
В ходе анализа изменения степени окисления диоксида серы от начальной температуры, начальной концентрации и давления были получены следующие результаты:
при увеличении начальной концентрации SO2
степень превращения его уменьшается;
при увеличении начальной температуры степень превращения возрастает;
при увеличении давления степень превращения возрастает.
5. Выводы
При сравнении реактора полного смешения и идеального вытеснения пришли к выводу, что по технологическим и экономическим параметрам более целесообразным является применение реактора полного смешения (больше скорость и меньше время пребывания смеси в реакторе, следовательно, меньше объем реактора VP=V0
*tпреб
).
При увеличении начальной концентрации SO2
степень превращения уменьшается. Это следует из уравнения материального баланса: X=t*U(X)/ZNA – степень превращения прямо пропорциональна времени пребывания реакционной смеси в реакторе и обратно пропорциональна начальной концентрации.
При увеличении начальной температуры степень превращения уменьшается; по уравнению материального баланса Х прямо пропорциональна скорости реакции, которая с увеличением температуры (с увеличением начальной температуры возрастает общая температуры смеси) сначала возрастает до значения Umax
(константа скорости реакции растет быстрее уменьшения движущей силы), затем уменьшается (const скорости растет медленнее уменьшения ДС). При большей начальной температуре быстрее достигается состояние равновесия (больше скорость, меньше время пребывания), поэтому степень превращения меньше.
При увеличении давления степень превращения возрастает с течением времени, так как реакция идет с уменьшением объема реакционной смеси, следовательно, повышение давления приводит к увеличению ДС реакции и скорости, которая прямо пропорциональна степени превращения по уравнению материального баланса . (Также возрастают парциальные давления реагентов).
Список литературы
1. Амелин А. Г. Технология серной кислоты. – М.: Химия, 1971.
2. Васильев Б. Т., Отвагина М. И. Технология серной кислоты. – М.: Химия, 1985.
3. Власов Е.А. Основы химической технологии. Курс лекций, 2006
4. Общая химическая технология: Учеб. для вузов/ А. М. Кутепова, Т. И. Бондарева, М.Г. Беренгартен. – 3-е изд., перераб. – М.:ИКЦ «Академкнига», 2003.
5. Общая химическая технология: Учеб. для химико-техн. спец. вузов. В 2-х т. Т. 1: Теоретические основы химической технологии/Под ред. И. П. Мухленова. – 4-е изд., перераб. и доп. – М.: Высш. шк., 1984.
6. Сайт Института катализа им. Г. К. Борескова СО РАН: Catalysis.ru, NeWord.ru и др.
[1]
Общая химическая технология: Учеб. для химико-техн. спец. вузов. В 2-х т. Т. 1: Теоретические основы химической технологии/Под ред. И. П. Мухленова. – с. 77 – 79.
[2]
Васильев Б. Т., Отвагина М. И. Технология серной кислоты. – с. 151.
[3]
Амелин А. Г. Технология серной кислоты. –с. 188.
[4]
Сайт Института катализа им. Г. К. Борескова СО РАН: Catalysis.ru.
[5]
Васильев Б. Т., Отвагина М. И. Технология серной кислоты. – с. 157 – 163.
|
