гибкие производственные системы (ГПС) ТЕРМИЧЕСКОГО И СВАРОЧНОГО ПРОИЗВОДСТВ
В состав названных ГПС входят: ГПС отжига, ГПС закалки и отпуска, ГПС сварки. Рассмотрим состав, структуру и принципы функционирования ГПС сварки и термической обработки на уровне их реализации в Виде ГПМ.
ГПМ сварочного производства элементов конструкции
МЭА
Выбор вида и способа сварки, где применение ПР наиболее целесообразно и оправдано, должно проводиться с учетом предварительно сформулированных критериев и оценок. К ним следует отнести: степень распространенности данного вида и способа сварки; невозможность пребывания человека в зоне сварки; необходимость выполнения комплекса движений динамических характеристик (скорость, точность, величина перемещения масс) и др.
Конструкторско-технологическая характеристика свариваемых деталей
Основными способами сварки, отличающимися по характеру внешнего воздействия на свариваемые детали, являются:
1. холодная и ультразвуковая сварка, осуществляемая под давлением;
2. электронно-лучевая и лазерная сварка, осуществляемая под воздействием теплоты на свариваемые детали
3. диффузионная термокомпрессионная сварка, осуществляемая под Одновременным воздействием теплоты и давления непосредственно или косвенно на свариваемые детали.
Каждый из перечисленных способов требует точного (в пределах 1-5 %) соблюдения параметров (толщина материала, мощность излучения, температура, давление, усилие, скорость) и условий сварки. Соединяемые детали должны иметь точные (в пределах ±0,2 мм) геометрические размеры и точное (в пределах ±0,01 мм) относительное расположение.
Состав и структура ГПМ сварки
На сварочных операциях используются ГПМ сварки, которые подразделяются на следующие виды: модули с использованием универсальных ПР для загрузки-разгрузки сварочных автоматов; модули с использованием универсальных ПР для загрузки-гаразгрузки контактных сварочных машин; модули с использованием специальных ПР для автоматизации процесса дуговой и контактной сварки. ПР используются на вспомогательных операциях и управляют ходом ТП. На рис.1 приведена типовая структура ГПМ для загрузки-разгрузки контактных сварочных машин модели 1C. Указанная модель ГПМ предназначена для загрузки-разгрузки контактных сварочных полуавтоматов.
В рассматриваемом ГПМ ПР берет первую деталь из магазина-питателя и устанавливает ее в приспособление, закрепленное на электроде машины для рельефной сварки. Затем ПР берет вторую деталь из соответствующего магазина-питателя и устанавливает ее в первую деталь. По команде от системы программного управления робота включается сварочная машина. По окончании сварки ПР снимает сваренный узел и укладывает его в тару.

Рис. 1 - ГПМ сварки 1 — контактная сварочная машина; 2 - СПУ ПР; 3 - тара для сварочных узлов; 4 — ПР; 5 — СУ ГПМ; 6 - магазин-питатель
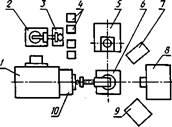
Рис.2. ГПМ термической обработки 1 — камерная печь; 2, 6 — ПР; 3 - подающее устройство; 4 - СПУ ПР; 5 - пресс закалоч ный; 7 — подающее устройство для оправок; 8 - моечная машина; 9 - устройство для сушки схвата ПР; 10 - шкаф электроавтоматики ГПМ

Рис 3 - ГПМ гальванического производства: 1 - ПР; 2 - автооператор (перегрузочное устройство) ; 3 — пост монтажа и демонтажа; 4- линия АГ-42-2; 5 — транспортируемое устройство
ГПМ термического производства
Особенности ГПМ термообработки, его состав и структура определяются многообразием ТП термической обработки деталей, используемого оборудования, конфигурацией деталей, материалов, организационных видов производств и т. д.
Существуют следующие основные виды термической обработки деталей (рис. 2): отжиг, нормализация, улучшение, закалка, отпуск, старение. К химико-термической обработке стальных деталей относятся: цементация, азотирование, цианирование, алитирование и др.
Результаты термической и химико-термической обработки изделий оцениваются по твердости обрабатываемых изделий. Получение требуемой твердости стальных деталей после термической обработки достигают за несколько операций. Сначала выполняется закалка на более высокую твердость, после чего производится предварительный отпуск для снятия ^внутренних напряжений, затем - окончательный отпуск. Очень часто между термическими (закалка и отпуск). осуществляют механические операциии — по снятию заусенцев, фрезерованию, шлифовке, полировке и др. К термической обработке стальных деталей помимо обеспечения установленной твердости предъявляют еще и другие требования:
1. поверхность термообработанной детали должна оставаться светлой чистой; окалина и цвета побежалости на поверхности детали не допускаются;
2. не должно быть обезуглероживания поверхностного слоя детали и ее перегрева; излом детали должен быть мелкозернистый;
3. не должно быть деформирования детали под собственным весом.
Состав и структура ГПМ термообработки
Сущность ТП термообработки детали заключается в том, что нагретую деталь зажимают между частями штампа, укрепленного на прессе, и автоматически погружают в закалочную жидкость. Подобная закалка является одной из тяжелых и монотонных операций в термических цехах, так как связана с поштучным переносом нагретых деталей от печи к прессу при сохранении постоянного высокого темпа закалки на протяжении всей рабочей смены. На рис. 2 приведен типовой ГГШ термообработки деталей модели IT, который включает в свой состав: камерную печь, два закалочных пресса, два ПР типа ,,Универсал-15".
ГПМ гальванического производства
Отличительной особенностью ГПМ гальванических покрытий деталей МЭА является применение в составе модуля, наряду с ПР и транспортной системой, двухрядных малогабаритных многопредметных переменно-поточных гальванических линий типа АГ-42, ЛГ-44-2. В зависимости от требуемой производительности и назначения модуля гальвано-покрытий, число ванн покрытий и длина линии может меняться. Указанные линии выполняются из унифицированных агрегатов, обеспечивающих выполнение группы близких по назначению технологических операций, что позволяет разделить линию гальванопокрытий на функционально законченные части. Так линия ЛГ-44-2, предназначенная для химической и гальванической металлизации деталей (в том числе печатных плат), состоит из трех агрегатов: агрегата химической металлизации; агрегата гальванической металлизации; агрегата технологических емкостей трех модификаций. На рис. 3 приведен ГПМ гальванопокрытий модели 1ГП
Указанная модель ГПМ предназначена для нанесения гальванопокрытий с автоматическим транспортированием деталей и катодных штанг.
ГАЦ гальванопокрытий деталей МЭА
Краткая технологическая характеристика основных видов гальванических (металлических) покрытий. Среди металлических покрытий наибольшее применение находят следующие: цинковое, кадмиевое, медное, никелевое, оловянное, хромовое, серебряное и др. По своему назначению металлические покрытия делятся на защитные, защитно-декоративные, специальные. К особым свойствам можно отнести высокую твердость и способность противостоять горению, повышенную электропроводность, повышенную стойкость к морской воде, магнитные свойства. Для обеспечения защитных свойств металлических покрытий и их долговечности основное значение имеет правильный выбор толщины покрытия. Государственные и отраслевые стандарты устанавливают минимальную толщину каждого покрытия в зависимости от материала детали, условий эксплуатации и хранения (см. например, рис. 4). По числу наносимых слоев металлические покрытия могут быть однослойные и многослойные. Однослойные — это покрытия одним каким-либо металлом определенной толщины, наносимое за один технологический цикл. Например цинковое покрытие толщиной 15 мкм, кадмиевое - толщиной 30 мкм и др. Многослойные покрытия — это последовательно нанесенные друг на друга слои различных металлов. Они могут быть двухслойными (медь 9 мкм — никель 6 мкм) и трехслойными (медь 9 мкм — никель 6 мкм — хром 1 мкм).
Для прочного соединения металла покрытия с металлом детали необходимо непосредственно перед нанесением покрытия производить подготовку поверхности детали, заключающуюся в удалении пленок окислов, жира, загрязнений одним из способов: механически, химически, электрохимически. Основными параметрами гальванического покрытия являются: допустимая рабочая температура, С; микротвердость, МПа; толщина, мкм.
Типовой ТП нанесения гальванических покрытий
включает в себя следующие операции: подготовка деталей под гальванопокрытие одним из способов, нанесение требуемого покрытия (в один или несколько слоев), промывка детали после покрытия, сушка детали, контроль качества покрытия детали.
Состав и типовая структура ГАУ нанесения гальванических покрытий. Проблема высокой автоматизации гальванического производства на предприятиях с крупносерийным и массовым выпуском продукции практически решена применением автоматических линий жесткого цикла, позволяющих в определенных пределах изменять программу, а также использованием автооперативных много предметных переменно-поточных линий. Для гальванических цехов, характерных для приборостроения, мелко- и среднесерийных производств с годовыми объемами покрытий на 150000 м2 и частой обновляемостью продукции, разработан ГАУ „Гальваника", участок на базе многопредметных, переменно-поточных автоматических гальванических линий, роботов-манипуляторов для загрузки (разгрузки) деталей на технологические спутники, перегрузки последних с цеховых транспортных средств на загрузочно-разгрузочные позиции гальванических линий, транспортных средств подачи деталей из зон, находящихся вне гальванического цеха, системы транспортных устройств, обеспечивающей передачу технологических спутников к технологическому оборудованию из помещения монтажа-демонтажа, а также возврат их; оборудования для очистки стоков гальванических цехов и регенерации из сточных вод серебра; золота, хрома, никеля, меди, кадмия, цинка и других цветных металлов. Применение этого оборудования в составе ГАУ способствует уменьшению выноса вредных веществ в окружающую среду и возврату ценных компонентов в производство. По своей организации он обеспечивает оптимизацию всех производственных процессов, в том числе поступление деталей на участок, их монтаж на технологические спутники и демонтаж, транспортирование технологических спутников по операциям
Автоматизированная система управления ГАУ нанесения гальванических покрытий
Автоматизированная система управления ГАУ „Гальваника" — многоуровневая. На нижнем уровне организуются локальные системы управления модулями и транспортными средствами. Предусматривается возможность наращивания функций системы, особенно по управлению технологическими параметрами, с применением соответствующих датчиков и исполнительных механизмов.
Программы управления для данной системы могут быть введены из вышестоящего уровня управления. Перечисленные системы реализуются на базе микропроцессорной техники и микро-ЭВМ.
На верхнем уровне управления локальными системами обеспечивается синхронизация работы отдельных систем, перестройка их на требуемые технологические режимы, маршруты, программы обработки. На этот уровень возлагается также решение задач общего характера с выдачей соответствующих документов. Рассмотрим функциональную структуру, технологическое, программное и организационное обеспечение АСУ ГАУ на несения гальванических покрытий.
Основной целью АСУ ГАУ нанесения гальванических покрытий является повышение производительности автоматических операторных линий типа АГ-42, объединенных в участок или цех, при точном соблюдении технологических маршрутов и режимов.
Функции АСУ ГАУ объединены в функциональные группы: „Контроль", „Анализ", „Принятие решений и реализация управляющих воздействий". Функциональная группа „Контроль" осуществляет формирование информации о состоянии технологического объекта управления (ТОУ), необходимой для реализации последующих этапов управления. Назначением функциональной группы „Анализ" является выработка информации, характеризующей состояние ТОУ и ход технологического процесса. Функциональная группа „Принятие решений и реализация управляющих воздействий" вырабатывает решения по управлению, формированию и реализации управляющих воздействий.
Комплекс технических средств (КТС) АСУ ГАУ состоит из управляющего вычислительного комплекса (УВК) типа М-600, датчиков и аппаратуры управления, входящей в комплект поставки АГ-42. УВК имеет в своем составе процессор, оперативно-запоминающее устройство, таймер, устройства ввода перфоленты, вывода на перфоленту, печати с клавиатурой, видеотерминал (СИД-1000), комплекс ввода дискретных сигналов (А622-1/1, А622-2, А622-2/12), комплекс вывода дискретной информации (А641-2, А641-5, А641-11), комплекс ввода аналоговой информации (А611 -8/2, А612-2, А612-9, БН-9А).
Источниками информации в системе являются датчики наличия (ДН), датчики положения (ДП), датчики крайнего верхнего положения (ДКВ), датчики крайнего нижнего положения (ДКН), характеризующие соответственно положение катодных штанг (КШ), автооператоров (АО) и их консолей; датчики технологических параметров; пульт ручного ввода информации (ПРВИ) и пульт заявки на возврат (ПЗВ). ДН, установленные на позициях загрузки и разгрузки АГ-42, сигнализируют о наличии КШ на этих позициях. ДКВ и ДКН, размещенные на АО, совместно с ДП, установленными на каждой рабочей позиции линии, позволяют контролировать выполнение рабочих ходов АО. ПРВИ, находящийся у позиции загрузки, предназначен для ввода информации о номере технологического маршрута и номере позиции, с которой начинается обработка загруженной КШ. ПЗВ предназначен для ввода заявок на возврат разгруженных КШ на позицию загрузки.
Список литературы
1. Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. – 592 с.
3. Роботизированные технологические комплексы / Г. И. Костюк, О. О. Баранов, И. Г. Левченко, В. А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
|