Содержание
Введение
1. Диагностирование трубопроводов
2.Методы диагностирования
2.1 Шурфовое диагностирование
2.2 Метод акустической эмиссии
3. Определение состояния изоляционных покрытий
3.1 Определение количества сквозных повреждений
Список использованных источников
Введение
Быстрое развитие сети магистральных трубопроводов привело к диспропорции между резко возросшими требованиями к надежности и системой мероприятий, обеспечивающих её. По мере нарастания доли износовых отказов появляется необходимость дифференцированной оценки безотказности различных объектов линейной части.
Основные проблемы управления и ремонта объектов линейной части относятся к управлению профилактическим обслуживанием, предназначенным восстанавливать изменяющиеся в процессе эксплуатации основные параметры надежности объектов, предупреждать снижение эффективности работы линейной части, включая преждевременное ее разрушение, снижение безопасности и нарушение правил охраны окружающей среды.
Проблема обеспечения промышленной и экологической безопасности трубопроводного транспорта углеводородов - нефтепроводов, про-дуктопроводов и газопроводов - всегда была актуальной. Трубопроводы работают под большим давлением и при нарушении их герметичности происходит значительный по объему выброс продуктов перекачки. Это не только причиняет материальный ущерб предприятиям трубопроводного транспорта в связи с потерями продукта перекачки, затратами на ликвидацию аварий, штрафными санкциями, но и приводит к загрязнению окружающей среды, создает предпосылки для возникновения чрезвычайных экологических ситуаций техногенного характера.
Для России необходимость обеспечения безопасности трубопроводного транспорта УВ носит особенно острый характер. Это связано в первую очередь с большой протяженностью действующих и проектируемых трубопроводов. Кроме того, серьезной проблемой являются несанкционированные врезки в трубопроводы с целью отбора продукта перекачки, приобретающие все более серьезные масштабы. Рост числа таких врезок напрямую связан с увеличением стоимости УВ и продуктов их переработки. Несанкционированные врезки сопровождаются механическими воздействиями на трубопровод, утечками продукта перекачки, наносят значительный материальный ущерб компаниям, эксплуатирующим трубопроводы, и в ряде случаев приводят к серьезным экологическим катастрофам.
Компании, эксплуатирующие трубопроводы, прилагают немало усилий для обеспечения их безопасной эксплуатации. Значительные средства расходуются на охрану трубопроводов, текущее обслуживание, диагностику и ремонт.
Для обеспечения безопасной эксплуатации трубопроводного транспорта, защиты от несанкционированных врезок необходима надежная система непрерывного дистанционного контроля технического состояния трубопроводов с функциями обнаружения утечек. Такие системы интенсивно разрабатываются как в России, так и за рубежом.
Основная задача системы диагностики - долгосрочное прогнозирование работы объектов, раннее предупреждение дефектов и определение по результатам прогноза наиболее эффективных способов использования располагаемых материально-технических ресурсов.
В настоящее время задача контроля технического состояния объектов МН вышла на первое место, при этом следует учитывать, что традиционные мероприятия повышения надёжности МН исчерпали свои возможности. Вместе с тем стало очевидно, что в связи с негативными процессами старения МН наращивать капитальный ремонт только на основе существующей технологии сплошного ремонта невозможно даже по чисто экономическим соображениям. Поэтому было принято решение - быстрее переходить на метод выборочного ремонта на базе внутритрубной диагностики и других современных технологий и технических средств неразрушающего контроля.
1. Диагностирование трубопроводов
Под диагностикой понимается получение и обработка информации о состоянии технических систем в целях обнаружения их неисправностей, выявления тех элементов, ненормальное функционирование которых привело (или может привести) к возникновению неисправностей.
С технологической точки зрения техническая диагностика трубопроводов включает в себя:
1) обнаружение дефектов на трубопроводе;
2) проверку изменения проектного положения трубопровода, его деформаций и напряженного состояния;
3) оценку коррозионного состояния и защищенности трубопроводов от коррозии;
4) контроль за технологическими параметрами транспорта нефти;
5) оценку теплового воздействия трубопроводов на вечную мерзлоту, влияние трубопроводов на гидрологию трассы, учет результатов экологического и технологического мониторинга;
6) оценку результатов испытаний и диагностики трубопроводов, целесообразность проведения переиспытаний и повторной диагностики;
7) интегральную оценку работоспособности трубопроводов, прогнозирование сроков службы и остаточного ресурса трубопровода.
При разработке системы технической диагностики линейной части нефтепроводов решаются следующие задачи:
Дефекты линейной части магистральных нефтепроводов подразделяются по виду:
дефекты изоляционных покрытий;
дефекты трубы;
дефекты, связанные с изменением проектного положения трубопровода, его деформаций и напряженного состояния.
Дефекты трубы по степени опасности классифицируются по двум категориям:
дефекты подлежащие ремонту (ДПР);
дефекты первоочередного ремонта (ПОР).
По назначению диагностирование можно разделить на текущее и прогнозное. При текущем диагностировании определяют состояние трубопровода в какой-то определенный момент времени функционирования. Цель текущего диагностирования — определение правильности и возможности выполнения объектом определенных функции до следующего диагностического воздействия. При прогнозном диагностировании необходимо получить исходные данные для прогнозирования возможных изменении предсказания возможных неисправностей, могущих возникнуть при работе. Поэтому прогнозное диагностирование всегда выполняют в большем объеме, чем текущее.
Функциональное диагностирование дает возможность на работающем трубопроводе выявить нарушения правильности функционирования отдельных узлов и немедленно реагировать путем включения резерва, повторного выполнения операций, перехода на другой режим и т. п. Функциональное диагностирование во многих случаях обеспечивает нормальное или частичное выполнение трубопроводом возложенных на него функций даже при наличии неисправности в нем. Недостаток функционального диагностирования в том, что оно выявляет правильность функционирования только в данный момент и только в данном режиме. При этом могут быть не выявлены неисправности, мешающие работе в другом режиме.
Тестовое диагностирование дает возможность получить полную информацию о техническом состоянии газопровода, дать оценку его работоспособности и исправности, однако его применение возможно только при проведении профилактики или ремонте объекта.
Комбинированное диагностирование представляет собой сочетание функционального и тестового и дает наиболее точное представление о техническом состоянии объекта как при эксплуатации, так и ремонте. При комбинированном диагностировании проверяют не только правильность функционирования, но и исправность и работоспособность объекта.
И тестовые, и функциональные методы применяют при текущем диагностировании, например, при температурном контроле за режимом металла. Для прогнозного диагностирования используют тестовые методы, например: осмотры, проверки, испытания и исследования в период ремонта объекта. Следует отметить, что для получения правильного прогноза, кроме данных диагностирования, следует учитывать ретроспективные данные.
По режиму работы методы диагностирования можно разделить на постоянно действующие (непрерывные), периодически действующие и разовые. Постоянно действующие методы характеризуются постоянным контролем за выбранными параметрами в процессе работы объекта, поэтому этими методами выполняется только функциональное диагностирование. При периодически действующих методах контроль рабочих параметров при функциональном или тестовом диагностировании осуществляется через определенные, строго повторяющиеся промежутки времени, определенные производственными инструкциями. Разовые методы применяют только при необходимости получения дополнительной информации, когда информация от постоянного и периодического контроля недостаточна.
Неавтоматизированное диагностирование отдельных элементов трубопроводов, основанное на правилах эксплуатации, инструкциях, на интуиции обслуживающего персонала, существует и функционирует давно, например: проверка механической прочности элементов оборудования, дефектоскопия и др.
В настоящее время разработано значительное число методов технического диагностирования, основанных на различных физических, механических, химических и др.
По степени автоматизации методы диагностирования можно разделить на автоматические, автоматизированные, ручные. Автоматические обеспечивают диагностирование , включая и выдачу заключения, без участия человека. В этих случаях автоматически реализуется весь алгоритм технического диагностирования, задающий совокупность элементарных проверок, последовательность их реализации, правила обработки и анализа информации. При решении задач диагностирования автоматизированными методами человек не исключается из процесса диагностирования — он реализует часть алгоритма, например, обработку или анализ результатов элементарных проверок, контроль за выдерживанием параметров работающего энергоблока, когда средства контроля только дают информацию об отклонении параметров от заданных, а анализ информации и
поиск дефекта должен выполнять оперативный персонал. К таким методам относят, например, виброакустический, предусматривающий диалог «человек—машина». При ручном методе диагностирования весь алгоритм технического диагностирования выполняет человек.
Накопленную и постоянно поступающую информацию о состоянии эксплуатируемого оборудования следует систематизировать. Информация должна характеризовать такие параметры, которые в максимальной мере определяют состояние диагностируемых элементов.
Средства технической диагностики можно использовать как во время ремонтов для проверки его качества, так и в оперативном режиме, они, выполняя роль предвестников отказа, позволяют более эффективно использовать оборудование и сократить потери.
Необходимо совмещать анализ, причины появления дефектов с контролем технологических режимов эксплуатации и другими компонентами, нарушение которых приводит к дефектам.
2.Методы диагностирования
Методы диагностики технического состояния можно разделить на два типа: разрушающие и неразрушающие. К методам разрушающего контроля обычно относят предпусковые или периодические гидравлические испытания аппаратов, а также механические испытания образцов металла, вырезанных из их элементов. Неразрушающие методы предполагают применение физических методов контроля качества, не влияющих на работоспособность конструкции.
Неразрушающие методы контроля подразделяются на пассивные (интегральные) и активные (локальные).
К активным методам относятся методы, в которых измеряется изменение возбуждаемого физического поля, а к пассивным методам относятся методы, использующие свойства физического поля, возбуждаемого самим контролируемым объектом.
Локальные методы позволяют обнаружить дефект лишь на ограниченной площади, а интегральные методы способны проконтролировать весь объект в целом.
Активными методами являются: визуальный и измерительный контроль, ультразвуковая дефектоскопия, магнитные, радиографические капиллярные, метод вихревых токов, электрический.
К пассивным относятся: тепловизионный, виброакустические методы и акустической эмиссии.
Визуальный и измерительный контроль являются необходимыми условиями контроля качества как при изготовлении, так и при эксплуатации технологического оборудования. Они применяются для выявления следующих дефектов: трещин всех видов и направлений; свищей и пористости наружной поверхности шва; подрезов; наплывов, поджогов, незаплавленных кратеров; несоответствие формы и размеров швов требованиям технической документации и др.
Для определения внутренних дефектов металла и сварных соединений (трещин, непроваров, включений) трубопроводов в основном применяются радиационный и ультразвуковые методы контроля, в более редких случаях – магнитный.
В основе радиационного метода лежит ионизирующее излучение в форме рентгеновских лучей и гамма-излучения. С одной стороны объекта устанавливают источник излучения – рентгеновскую трубку, с другой – детектор, фиксирующий результаты просвечивания (рентгеновские пленки).
Ультразвуковой метод основан на исследовании процесса распространения упругих колебаний в контролируемом объекте. Этот метод основан на способности ультразвуковых колебаний отражаться от внутренних неоднородностей контролируемой среды.
Все трубопроводы подвергаются испытанию на прочность и плотность. Для этого чаще применяют гидравлическое испытание, реже – пневматическое. В соответствии с требованиями НТД проведение гидравлического или пневматического испытания трубопроводов относятся к основным видам работ при оценке их технического состояния. При диагностировании технического состояния длительно проработавшего оборудования, для продления ресурса его безопасной эксплуатации этод метод является обычно завершающим этапом диагностирования.
При испытании на прочность в трубопроводе создают давление, превышающее рабочее. При этом в конструкции трубопровода возникают повышенные напряжения, которые вскрывают его дефектные места.
При испытании на плотность в трубопроводе создают рабочее давление, при котором производят осмотр и обстукивание с целью выявления неплотности системы в виде сквозных трещин, отверстий и т.д.
На плотность трубопроводы испытывают только после предварительного испытания на прочность.
Гидравлический способ наиболее безопасный. Пневматический способ предусматривают в следующих случаях: когда опорные конструкции или трубопровод не рассчитаны на заполнение его водой; если температура воздуха отрицательная и отсутствуют средства, предотвращающие замораживание системы; гидравлический метод недопустим или невозможен по технологическим или другим требованиям.
Вид и способы испытаний, значения испытательных давлений указывают в проекте для каждого трубопровода. Испытанию следует по возможности подвергать весь трубопровод. Обвязочные трубопроводы, непосредственно примыкающие к аппаратам, испытывают одновременно с ними.
Для проведения гидравлического испытания необходимо заполнить изделие рабочей жидкостью. Давление в испытываемом трубопроводе необходимо повышать плавно и с остановками для своевременного выявления возможных дефектов. Во время выдержки не должно наблюдаться падения давления.
Давление нужно плавно снизить до рабочего и выдержать изделие под рабочим давлением в течение времени, необходимого для осмотра трубопровода.
Пневматическое испытание аналогично гидравлическому. В процессе испытания трубопровод заполняется воздухом или инертным газом и поднимается давление. Необходимо постоянно наблюдать за испытываемым трубопроводом. Утечки обнаруживаются по звуку.
Контроль за деформациями и напряженным состоянием трубопровода в целом не производится. Контроль за деформациями и напряженным состоянием отдельных участков трубопровода в особо сложных условиях (при просадках и пучении на вечной мерзлоте, на переходах через водные препятствия, в районах оползневых и карстовых проявлений, тектонических разломов и т.д.) возможен с использованием:
акустико-эмиссионного метода;
тензометрирования.
Использование шурфования, акустико-эмиссионного метода и тензометрирования требует доступа к трубопроводу и непосредственного контакта с ним.
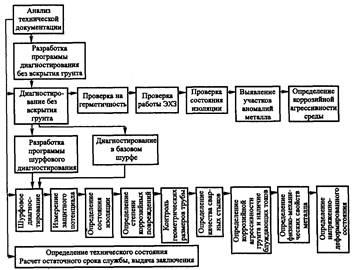
Рисунок 1 - Порядок диагностирования подземных трубопроводов
Наиболее сложными для технического диагностирования являются подземные трубопроводы.
Оперативную диагностику выполняют посредством обхода обслуживающим персоналом трассы газопровода. При обходе подземных участков утечки газа на трассе газопровода определяются по внешним признакам и приборами. Наибольшие сложности возникают при диагностировании подземных участков, что связано с трудностями доступа к ним и более интенсивным накоплением повреждений, обусловленным агрессивным воздействием грунта.
Получить информацию о динамике изменения свойств металла и изоляционного покрытия на трассе подземных трубопроводов, необходимую для оценки остаточного ресурса, можно только при наличии шурфов, что значительно повышает трудности диагностирования. Поэтому на первом этапе технического диагностирования максимум информации стремятся получить без вскрытия грунта.
• проверка эффективности электрохимической защиты от коррозии путем измерения потенциалов на защищенном участке (в точке подключения установки электрохимической защиты и на границах создаваемой ею защитной зоны);
• проверка состояния изоляции (в том числе наличия сквозных повреждений) производится во всех местах, доступных для визуального контроля; на засыпанных участках газопровода — проверка сплошности изоляционного покрытия с помощью специальных приборов (АНПИ, КАОДИ, C-Scan
и др.);
• выявление участков газопровода с аномалиями металла труб с помощью приборов, позволяющих дистанционно установить места коррозийных или иных повреждений труб, а также участки газопровода с местным повышением напряжений.
• определение коррозийной активности грунта и наличия блуждающих токов на участках с наиболее неблагоприятными условиями по этому показателю.
2.1 Шурфовое диагностирование
По полученным результатам диагностирования без вскрытия грунта составляется акт и производится шурфовое диагностирование газопровода в базовом шурфе, устраиваемом в период строительства. Если на действующем трубопроводе базовый шурф отсутствует, место базового шурфа выбирается в одном из мест обнаружения наиболее значительной аномалии металла или сквозного повреждения изоляции и однозначно в случае их совпадения (критерием, подтверждающим наличие мест аномалий, является всплеск параметров магнитного поля более чем на 20 % по сравнению с фоновым значением).
Помимо базового при необходимости разрабатывается программа закладки дополнительных шурфов. Основными критериями такой необходимости являются: утечка газа, совпадение показаний приборов проверки состояния изоляции с показаниями определения аномалий металла, результаты анализа технической документации и совпадение повреждений изоляционного покрытия с местами высокой агрессивности грунта, наличие блуждающих токов.
Программа шурфового диагностирования включает:
• определение толщины и внешнего вида изоляционного покрытия (расположение и размеры сквозных повреждений, наличие трещин, бугристость и др.), механической прочности, адгезии (прилипаемости) изоляционного покрытия к металлу трубы, величины переходного электрического сопротивления;
• определение величины коррозийных повреждений трубы, наличие вмятин, рисок и т.п., контроль наружного диаметра и толщины стенки при наличии коррозийных повреждений;
• определение вида и размеров дефектов в сварных швах, если они попали в зону шурфа и при осмотре обнаружены их отклонения от требований нормативных документов;
• определение коррозийной активности грунта и наличия блуждающих токов;
• определение фактических значений временного сопротивления овф
и предела текучести отф
при толщине стенки 5 мм; более 5 мм — определение ударной вязкости KCU металла, параметров напряженно-деформированного состояния в кольцевом сечении.
Оценку технического состояния газопровода проводят путем сравнения фактических значений параметров технического состояния с предельно допустимыми значениями соответствующих определяющих параметров. При достижении предельного состояния принимают решение о ремонте газопровода или его демонтаже. При наличии запаса производят оценку остаточного ресурса по следующим определяющим параметрам:
• переходному сопротивлению изоляционного покрытия;
• изменению пластичности металла труб в результате старения;
• изменению ударной вязкости (трещиностойкости) в результате старения;
• величине напряженно-деформированного состояния при действии фронтальной (общей) коррозии металла;
• величине язвенной (питтинговой) коррозии металла. Остаточный срок службы принимается наименьшим из рассчитанных по определяющим параметрам.
2.2 Метод акустической эмиссии
Метод акустической эмиссии относится к диагностике и направлен на выявление состояния предразрушения трубоопровода путем определения и анализа шумов, сопровождающих процесс образования и роста трещин.
Для регистрации волн акустической эмиссии используют аппаратуру, работающую в широком интервале частот – от кГц до МГц.
При испытании приложение нагрузки приводит к возникновению в зоне предразрушения акустического сигнала. Информация о времени распространения сигнала, его амплитуде, частотном спектре и т.п. воспринимается пьезоэлектрическими акустическими датчиками. Обработка полученной информации служит основанием для заключения о природе, месте расположения и росте дефекта.
Источники акустической эмиссии. Контроль сигналов АЭ
При разрушении почти все материалы издают звук, т. е. испускают акустические волны, воспринимаемые на слух. Большинство конструкционных материалов (например, многие металлы и композиционные материалы) начинают при нагружении испускать акустические колебания в ультразвуковой (неслышимой) части спектра еще задолго до разрушения. Изучение и регистрация этих волн стала возможной с созданием специальной аппаратуры.
Под акустической эмиссией (эмиссия — испускание, генерация) понимается возникновение в среде упругих волн, вызванных изменением ее состояния под действием внешних или внутренних факторов. Акустико-эмиссионный метод основан на анализе этих волн и является одним из пассивных методов акустического контроля. В соответствии с ГОСТ 27655—88 «Акустическая эмиссия. Термины, определения и обозначения» механизмом возбуждения акустической эмиссии (АЭ) является совокупность физических и (или) химических процессов, происходящих в объекте контроля. В зависимости от типа процесса АЭ разделяют на следующие виды:
• АЭ материала, вызываемая динамической локальной перестройкой его структуры;
•АЭ трения, вызываемая трением поверхностей твердых тел в местах приложения нагрузки и в соединениях, где имеет место податливость сопрягаемых элементов;
• АЭ утечки, вызванная результатом взаимодействия протекающей через течь жидкости или газа со стенками течи и окружающим воздухом;
• АЭ при химических или электрических реакциях, возникающих в результате протекания соответствующих реакций, в том числе сопровождающих коррозийные процессы;
• магнитная и радиационная АЭ, возникающая соответственно при перемагничивании материалов (магнитный шум) или в результате взаимодействия с ним ионизирующего излучения;
• АЭ, вызываемая фазовыми превращениями в веществах и материалах.
Таким образом, АЭ — явление, сопровождающее едва ли не все физические процессы, протекающие в твердых телах и на их поверхности. Возможности регистрации ряда видов АЭ вследствие их малости, особенно АЭ, возникающих на молекулярном уровне, при движении дефектов (дислокаций) кристаллической решетки, ограничивается чувствительностью аппаратуры, поэтому в практике АЭ контроля большинства промышленных объектов, в том числе объектов нефтегазовой промышленности, используют первые три вида АЭ. При этом необходимо иметь в виду, что АЭ трения создает шум, приводит к образованию ложных дефектов и является одним из основных факторов, усложняющих применение АЭ метода. Кроме того, из АЭ первого вида регистрируются только наиболее сильные сигналы от развивающихся дефектов: при росте трещин и при пластическом деформировании материала. Последнее обстоятельство придает АЭ методу большую практическую значимость и обусловливает его широкое применение для целей технической диагностики. Целью АЭ контроля является обнаружение, определение координат и слежение (мониторинг) за источниками акустической эмиссии, связанными с несплошностями на поверхности или в объеме стенки объекта контроля, сварного соединения и изготовляемых частей и компонентов. Все индикации, вызванные источниками АЭ, должны быть при наличии технической возможности оценены другими методами неразрушающего контроля.
Регистрация сигнала от источника АЭ осуществляется одновременно с шумом постоянного или переменного уровня. Шумы являются одним из основных факторов, снижающих эффективность АЭ контроля. Ввиду разнообразия причин, вызывающих их появление, шумы классифицируются в зависимости от:
•механизма генерации (источника происхождения) — акустические (механические) и электромагнитные;
• вида сигнала шумов — импульсные и непрерывные;
• расположения источника — внешние и внутренние.
Основными источниками шумов при АЭ контроле объектов являются:
• разбрызгивание жидкости в емкости, сосуде или трубопроводе при его наполнении;
• гидродинамические турбулентные явления при высокой скорости нагружения;
•трение в точках контакта объекта с опорами или подвеской, а также в соединениях, обладающих податливостью;
• работа насосов, моторов и других механических устройств;
• действие электромагнитных наводок;
• воздействие окружающей среды (дождя, ветра и пр.);
• собственные тепловые шумы преобразователя АЭ и шум входных каскадов усилителя (предусилителя).
Для подавления шумов и выделения полезного сигнала обычно применяют два метода: амплитудный и частотный. Амплитудный заключается в установлении фиксированного или плавающего уровня дискриминационного порога Un
, ниже которого сигналы АЭ аппаратура не регистрирует. Фиксированный порог устанавливается при наличии шумов постоянного уровня, плавающий — переменного. Плавающий порог Un
, устанавливаемый автоматически за счет отслеживания общего уровня шумов, позволяет, в отличие от фиксированного, исключить регистрацию части сигналов шума как сигнала АЭ.
Частотный метод подавления шумов заключается в фильтрации сигнала, принимаемого приемниками АЭ, с помощью низко- и высокочастотных фильтров (ФНЧ/ФВЧ). В этом случае для настройки фильтров перед проведением контроля предварительно оценивают частоту и уровень соответствующих шумов.
После прохождения сигнала через фильтры и усилительный тракт, наряду с трансформацией волн на поверхности контролируемого изделия, происходит дальнейшее искажение первоначальных импульсов источника АЭ. Они приобретают двухполярный осциллирующий характер. Дальнейший порядок обработки сигналов и использования их в качестве информативного параметра определяется компьютерными программами сбора данных и их постобработки, использованными в соответствующей аппаратуре различных производителей. Правильность определения числа событий и их амплитуда будут зависеть не только от возможности их регистрации (разрешающей способности аппаратуры), но и от способа регистрации.
После обработки принятых сигналов результаты контроля представляют в виде идентифицированных (с целью исключения ложных дефектов) и классифицированных источников АЭ.
Выявленные и идентифицированные источники АЭ рекомендуется разделять на четыре класса:
• первый — пассивный источник, регистрируемый для анализа динамики его развития;
• второй — активный источник, требующий дополнительного контроля с использованием других методов;
• третий — критически активный источник, требующий контроля за развитием ситуации и принятия мер по подготовке возможного сброса нагрузки;
• четвертый — катастрофически активный источник, требующий немедленного уменьшения нагрузки до нуля либо до величины, при которой активность источника снижается до уровня второго или третьего класса.
Учитывая большое число параметров, характеризующих АЭ, отнесение источников к соответствующему классу осуществляется с помощью ряда критериев, учитывающих набор параметров. Выбор критериев осуществляется по ПБ 03-593-03 в зависимости от механических и акустико-эмиссионных свойств материалов контролируемых объектов. К числу критериев относятся следующие:
• амплитудный, основанный на регистрации амплитуд импульсов (не менее трех от одного источника) и их сравнении с величиной превышения порога (А,), которая соответствует росту трещины в материале.
• интегральный, основанный на сравнении оценки активности источников АЭ Fс относительной силой этих источников Jk
в каждом интервале регистрации.
• локально-динамический, использующий изменение числа АЭ локационных событий на ступенях выдержки давления и динамику изменения энергии или квадрата амплитуды лоцированного события с ростом нагруженности объекта. Этот критерий используется для оценки состояния объектов, структура и свойства материала которых точно не известны.
• интегрально-динамический, производящий классификацию источника АЭ в зависимости от его типа и ранга. Тип источника определяют по динамике энерговыделения, исходя из амплитуды АЭ сигналов на интервале наблюдения. Ранг источника устанавливают путем расчета его коэффициента концентрации С и суммарной энергии Е.
• критерии кода ASME, предназначенные для зонной локации и требующие знания допустимых значений параметров АЭ, что предполагает предварительное изучение свойств контролируемых материалов и учет объекта контроля как акустического канала.
Структура аппаратуры АЭ контроля определяется следующими основными задачами: прием и идентификация сигналов АЭ, их усиление и обработка, определение значений параметров сигналов фиксация результатов и выдача информации. Аппаратура различается степенью сложности, назначением, транспортабельностью, а также классом в зависимости от объема получаемой информации.
Метод АЭ позволяет контролировать всю поверхность объекта контроля. Для проведения контроля должен быть обеспечен непосредственный доступ к участкам поверхности объекта контроля для установки ПАЭ. При отсутствии такой возможности, например при проведении периодического или постоянного контроля подземных магистральных трубопроводов без освобождения их от грунта и изоляции, могут быть использованы волноводы, укрепленные постоянно на контролируемом объекте.
До нагружения объекта проверяют работоспособность аппаратуры и оценивают погрешность определения координат с помощью имитатора. Его устанавливают в выбранной точке объекта и сравнивают показания системы определения координат с реальными координатами имитатора. В качестве имитатора используют пьезоэлектрический преобразователь, возбуждаемый электрическими импульсами от генератора.
Визуализация расположения источников АЭ осуществляется с помощью видеомонитора, на котором источники изображаются в соответствующем месте на развертке контролируемого объекта (см. рис. 1) в виде светящихся точек различной яркости, цвета или формы (зависит от использованного программного обеспечения). Документирование результатов контроля осуществляется с помощью соответствующих периферийных устройств, подключаемых к основному процессору.
В случае непрерывной АЭ определить время задержки сигналов становится невозможно. В этом случае координаты источника АЭ можно определить, используя так называемый амплитудный метод, основанный на измерении амплитуды сигнала разными ПАЭ. В практике диагностирования этот метод применяют для обнаружения течей через сквозные отверстия контролируемого изделия. Он заключается в построении столбчатой гистограммы амплитуды сигнала источника, принимаемого различными ПАЭ. Анализ такой гистограммы позволяет выявить зону расположения течи. Удобен при диагностировании таких линейных объектов, как нефте- и газопроводы.
Системы диагностического мониторинга, базирующиеся на методе АЭ контроля, являются наиболее универсальными. Аппаратное решение такой системы обычно включает:
• типовые блоки акустико-эмиссионной аппаратуры;
• блоки согласования и коммутации всех видов первичных преобразователей дополнительных видов неразрушающего контроля, состав которых определяется видом контролируемого объекта;
• блоки управления и принятия решения по результатам диагностической информации о текущем состоянии контролируемого объекта.
На каждый объект разрабатывается соответствующая технология контроля. Работы по АЭ контролю начинаются с установки ПАЭ на объект. Установка осуществляется непосредственно на зачищенную поверхность объекта либо должен быть использован соответствующий волновод. Для осуществления локаций источников АЭ на объемном объекте, имеющем большую площадь поверхности, ПАЭ размещаются в виде групп (антенн), в каждой из которых используется не менее трех преобразователей. На линейном объекте в каждой группе используют по два ПАЭ.
Контроль проводится только при создании в конструкции напряженного состояния, инициирующего в материале объекта работу источников АЭ. Для этого объект подвергается нагружению силой, давлением, температурным полем и т.д.
Наблюдение и контроль следует осуществлять на всех этапах испытаний. Некоторые виды дефектов проявляют себя в период сброса давления. Так, при снижении давления возникают сигналы от трения берегов трещин при их смыкании. Такие дефекты, как отдулины, возникающие чаще всего при наводороживании металла и проявляющиеся в расслоении металла по толщине, также обнаруживаются на этапе сброса давления (отдулины хорошо обнаруживаются визуально при косом освещении, иногда ощущаются при нажатии рукой). Для подтверждения их наличия обычно применяют методы УЗК.
В процессе нагружения рекомендуется непрерывно наблюдать на экране монитора обзорную картину АЭ излучения испытуемого объекта. Испытания прекращаются досрочно в случаях, когда регистрируемый источник АЭ относится к четвертому классу. Объект должен быть разгружен, испытание либо прекращено, либо выяснен источник АЭ и оценена безопасность продолжения испытаний. Быстрое (экспоненциальное) нарастание суммарного счета, амплитуды импульсов, энергии или MARSE может служить показателем ускоренного роста трещины, приводящего к разрушению.
Характерными особенностями метода АЭ контроля, определяющими его возможности и область применения, являются следующие:
• метод АЭ контроля обеспечивает обнаружение и регистрацию только развивающихся дефектов, что позволяет классифицировать дефекты не по размерам, а по степени их опасности. При этом большие по размерам дефекты могут попасть в класс неопасных, что значительно снижает потери из-за перебраковки. Одновременно при развитии опасного растущего дефекта, когда его размеры приближаются к критическому значению, амплитуда сигналов АЭ и темп их генерации резко увеличиваются, что приводит к значительному возрастанию вероятности обнаружения такого источника АЭ и повышает надежность эксплуатируемого оборудования;
• чувствительность метода АЭ контроля весьма высока. Он позволяет выявить в рабочих условиях приращение трещины порядка долей миллиметра, что значительно превышает чувствительность других методов. Положение и ориентация объекта не влияют на выявляемость дефектов;
• свойство интегральности метода АЭ контроля обеспечивает контроль всего объекта с использованием одного или нескольких преобразователей АЭ контроля, неподвижно установленных на поверхности объекта;
• метод АЭ контроля обеспечивает возможность проведения контроля объектов без удаления их гидро- или теплоизоляции. Для проведения контроля достаточно вскрыть изоляцию только в местах установки преобразователей, что многократно снижает объем восстановительных работ;
• метод обеспечивает возможность проведения дистанционного контроля недоступных объектов, таких, как подземные и подводные трубопроводы, аппараты закрытых конструкций и т.п.;
• метод позволяет проводить контроль различных технологических процессов и процессов изменения свойств и состояния материалов и имеет меньше ограничений, связанных с их свойствами и структурой;
• при контроле промышленных объектов метод во многих случаях обладает максимальным значением отношения эффективность/стоимость.
Существенным недостатком метода является сложность выделения полезного сигнала из помех, когда дефект мал. Другим существенным недостатком метода наряду с высокой стоимостью аппаратуры является необходимость высокой квалификации оператора АЭ контроля.
Структура аппаратуры АЭ контроля определяется следующими основными задачами: прием и идентификация сигналов АЭ, их усиление и обработка, определение значений параметров сигналов фиксация результатов и выдача информации. Аппаратура различается степенью сложности, назначением, транспортабельностью, а также классом в зависимости от объема получаемой информации.
Наибольшее распространение нашла многоканальная аппаратура, позволяющая наряду с параметрами АЭ определять координаты источников сигналов с одновременной регистрацией параметров испытаний (нагрузка, давление, температура и пр.).
Закрепление ПАЭ на поверхности объекта контроля осуществляется различными способами: с помощью клея, хомутами, струбцинами, магнитными держателями, с помощью стационарно установленных кронштейнов и т. п. В практике промышленного АЭ контроля используют в основном резонансные ПАЭ, так как чувствительность у них намного выше.
Крепление ПАЭ осуществляется с помощью магнитного прижима. Для обеспечения максимальной чувствительности тыльная сторона пластины выполнена свободной, а боковая поверхность задемпфирована лишь на 30 % компаундом.

Рисунок 2 - Схема расположения источников АЭ на развертке сосуда и местоположение зарегистрированных дефектов:1 — обечайка 1; 2 — обечайка 2; 3 — вход воздуха; 4 — обечайка 3; 5 — днище нижнее; 6 — штуцер слива конденсатора; 7 — лазовое отверстие; 8 — штуцер манометра; 9 — штуцер предохранительного клапана; 10 — днище верхнее; I—VIII — номера приемников АЭ
В настоящее время на трубопроводах эксплуатируется ряд систем, работа которых основана на различных физических принципах.
Акустические системы регистрируют в акустическом диапазоне частот волны, сформированные утечками. К этим системам относятся: СНКГН-1, СНКГН-2 (НИИ интроскопии при Томском политехническом университете); "LeakWave" (фирма "Энергоавтоматика", Москва); "Капкан" (ООО "Проект-ресурс", Нижний Новгород); "WaveAlertAcousticLeakDetectionSystem" (компания AcousticSystemsIncorporated, США); "LeakandImpact / ShockDetectionSystemL.D.S." (Франция).
Параметрические системы основаны на измерении давления и расхода продукта перекачки. Предлагаются также системы, работающие на других физических принципах, среди которых, в частности, следует отметить систему виброакустического мониторинга на основе волоконно-оптического кабеля; волоконно-оптический датчик (кабель) для обнаружения утечек нефти и нефтепродуктов; систему оперативного дистанционного контроля утечек, основанную на измерении проводимости изоляционного покрытия трубопровода.
Акустические и параметрические системы имеют преимущества по сравнению с другими благодаря более высоким техническим характеристикам и экономическим показателям. При сравнении систем существенным показателем является стоимость оборудования, его монтажа и текущего обслуживания в расчете на 1 км протяженности трубопровода. И если характеристики двух систем сравнимы, то предпочтение отдается, безусловно, экономически более привлекательной разработке.
Анализ экономических показателей позволяет условно разделить перечисленные системы на две стоимостные группы (распределенные и протяженные системы), которые отличаются способом монтажа оборудования на трубопроводе:
в распределенных системах регистрирующие модули устанавливаются на трубопроводе, как правило, на значительном расстоянии друг от друга и используют доступные каналы связи - радиоканал, спутниковый, телемеханический, оптоволоконный. К этой группе относятся акустические и параметрические системы;
в протяженных системах устанавливаемое оборудование требует прокладки вдоль трубопровода дополнительного канала связи.
Для распределенных систем стоимость оборудования, монтажа и текущего обслуживания в расчете на 1 км примерно в 10 раз ниже по сравнению с протяженными системами.
В то же время анализ технических характеристик указанных систем показывает, что они обеспечивают регистрацию крупных утечек, сопровождающихся падением давления, и имеют предел чувствительности, который составляет около 1 % производительности трубопровода. При этом утечки с низкой интенсивностью (менее 1 %) такие системы не регистрируют. Так, например, при производительности 2000 м3
/ч система с чувствительностью 1 % способна обнаружить только утечку с интенсивностью 333,3 л/мин и более.
Чувствительность рассматриваемых систем ограничена "шумом" измеряемых параметров. В последнее время растет производительность магистралыных трубопроводов, что приводит к увеличению "шума" и снижению чувствительности систем. Реализация только одной функции контроля технического состояния в акустических системах является их существенным недостатком.
Для обеспечения нескольких функций, например таких, как регистрация утечек, охрана трубопровода, сопровождение (контроль местоположения) внутритрубных устройств, необходимо устанавливать 3 разные системы, что приводит к снижению и надежности при реализации отдельных функций и росту общих затрат.
3. Определение состояния изоляционных покрытий
В процессе технической диагностики нефтегазового оборудования методы электрического контроля используют в первую очередь для оценки целостности изоляционных покрытий. Контроль состояния изоляции осуществляют обычно электропараметрическим (методом «влажной губки») и электроискровым («высоковольтным») методами.
Определение состояния изоляции подземных трубопроводов производится:
• на основе визуального осмотра;
• по величине переходного сопротивления;
• по количеству сквозных повреждений.
Визуальный осмотр изоляции выполняется в шурфах. Шурфованию при обследовании трубопроводов принадлежат те участки, на которых предполагается наличие разрушений изоляции (на основе анализа статистических данных об авариях, работы СКЗ и др.). Количество шурфов, отрытых на каждом километре обследуемого трубопровода, должно быть не больше двух.
При отрыве шурфов осторожно снимают прилегающие к трубопроводу слои земли с тем, чтобы не нарушить изоляцию в трубе. Далее производят визуальное обследование с описанием внешнего вида и типа повреждения покрытия, определяют адгезию защитного покрытия на неповрежденной части изоляции.
Недостатком данного метода является субъективность в оценке качества изоляции.
Наиболее полно состояние изоляционного покрытия подземных трубопроводов характеризует величина переходного сопротивления.
Переходное сопротивление подземного изолированного металлического трубопровода — это сопротивление входу тока в подземный трубопровод, а также выходу из него.
Проще всего определить переходное сопротивление Rn
в местах установки контрольно-измерительных колонок (КИК). В этом случае используется схема измерения, изображенная на рис. 5.5. В качестве источника тока и одновременно измерительного прибора используются измерители сопротивления МС-08, М-231 и др. Значение переходного сопротивления снимают непосредственно по шкале прибора. Однако возможности данного метода ограничены, поскольку КИК размещаются по трассе трубопровода через 1 км.
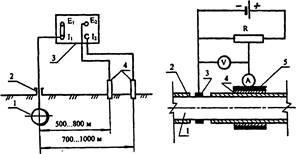
Рисунок 3 — Схема определения переходного сопротивленияизмерителями сопротивления:1 — трубопровод; 2 — контрольно-измерительная колонка;3— измеритель сопротивления; 4 — измерительные электроды
Рисунок 4 — Схема определения переходного сопротивления методом «мокрого контакта»:1 — трубопровод; 2 — изоляционное покрытие; 3 — механический контакт; 4 — влажное матерчатое полотенце, 5 — электрод
Переходное сопротивление может быть измерено в шурфах методом «мокрого контакта» (рис. 4). Схема измерений по данному методу состоит в следующем. Покрытие в месте измерения очищают от грунта и свободной влаги по периметру трубопровода полосой, ширина которой должна быть не менее 0,5 м. На очищенную поверхность накладывают тканевое полотенце, смоченное в 3%-м растворе поваренной соли, а на него — металлический электрод-бандаж.
Делителем Rустанавливают рабочее напряжение U = 30 В и определяют по амперметру величину тока утечки I. После этого вычисляют переходное сопротивление.
Для применения метода «мокрого контакта» необходимо производить шурфование трубопровода.
Известно, что чем хуже состояние изоляции, тем большая величина защитного тока необходима, чтобы поддерживать на трубопроводе требуемую величину защитного потенциала. Поэтому о состоянии изоляционного покрытия подземного трубопровода можно судить по величине плотности защитного тока, равной отношению тока дренажа к площади защищаемой поверхности.
3.1 Определение количества сквозных повреждений
Определение местонахождения сравнительно крупных сквозных повреждений в защитном покрытии подземных трубопроводов основано на измерении падения напряжения на поверхности грунта между двумя электродами, создаваемого током, стекающим с трубы в местах повреждений. Для локализации можно применять постоянный или переменный ток.
Одним из методов контроля состояния изоляционного покрытия подземных трубопроводов является определение количества сквозных повреждений в нем. Этот метод предложен американским изобретателем Д. Пирсоном в 40-х гг. XX столетия и мало изменился до нашего времени. Совершенствовалась только аппаратура для его реализации.
Метод с использованием переменного тока имеет следующие преимущества: его можно применять в зоне влияния блуждающих токов, и в качестве электродов могут быть использованы простые металлические штыри.
Содержание метода Пирсона заключается в следующем. Генератор звуковой частоты порядка 1000 Гц подключается одним полюсом к подземному трубопроводу, а другим — к земле. Ток, идущий по трубопроводу, стекает в местах повреждения изоляции и создает повышение потенциала, которое может быть измерено двухэлектродной установкой (рис. 3).
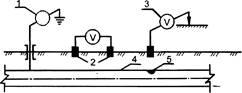
Рисунок 5 — Схема определения мест сквозных повреждений в изоляционном покрытии трубопровода:1 — звуковой генератор; 2 — измерительные электроды; 3 — звуковой индикатор; 4 — изолированный трубопровод; 5 — сквозное повреждение
Минимальный (нулевой) потенциал наблюдается, когда центр двухэлектродной установки находится под сквозным повреждением изоляции. Этот характер изменения разности потенциалов используется для точного определения сквозного повреждения в изоляции. Для уточнения места повреждения двухэлектродную установку располагают перпендикулярно оси трубопровода и постепенным перемещением электродов находят максимум разности потенциалов (рис. 6).
Схема измерения разности потенциалов устройства для контроля изоляции (УКИ-1) изображена на рис. 6.
При реализации метода Пирсона, например, прибором типа ИПИ, используют генератор переменного тока звуковой частоты (до 1000 Гц), который создает между трубой и временным стержнем-заземлителем напряжение в несколько десятков вольт. Благодаря этому через грунт начинает течь соответствующий "ток поиска".
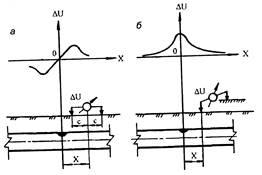
Рисунок 6 — График изменения разности потенциалов между измерительными электродами:а — при продольном расположении электродов; б — при поперечном расположенииэлектродов
Два оператора при помощи щупов или контактных башмаков снимают разность потенциалов на поверхности земли, результат регистрируют по показаниям прибора или звуковому сигналу. Для более точного выделения полезного сигнала и устранения влияния посторонних напряжений в грунте генератор может работать в пульсирующем режиме.
Один из операторов движется над осью трубы, другой в 10 м от него по линии, перпендикулярной оси трубы (рис. 7). При приближении первого оператора к месту дефекта амплитуда сигнала возрастает и достигает максимума, когда щуп находится непосредственно над дефектом. При удалении от повреждения уровень сигнала снижается. При невозможности перемещения операторов таким образом, например, при густых зарослях или болотистой местности, операторы могут передвигаться друг за другом над осью трубы. В этом случае оператор, контролирующий уровень сигнала, должен быть особо внимателен, так как уровень сигнала будет возрастать дважды, в момент прохождения над дефектом первого и второго операторов. Кроме того, поблизости могут находиться другие дефекты, которые осложнят локализацию.
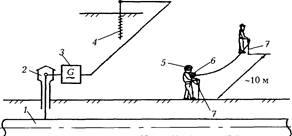
Рисунок 7 - Обнаружение сквозных дефектов изоляционного покрытия методом Пирсона с помощью прибора ИПИ:1 — труба; 2 — КИП; 3 — генератор звуковой частоты; 4 — временный заземли-тель; 5 — головные телефоны; б — приемник ИПИ; 7 — стальные электроды
Необходимым условием применимости данного метода является знание положения оси трубопровода. Поэтому приборы для контроля изоляции должны еще определять трассу трубопровода, т. е. должны быть снабжены поисковым контуром.
В отечественной практике места дефектов в изоляции подземных трубопроводов определяют одним из типов искателей повреждений (ИПИ-76, АНПИ «Пеленг-1», ИТ-5 и др.), либо установкой для определения дефектных мест в изоляционном покрытии магистральных трубопроводов УКИ-1.
Более точную локализацию места повреждения покрытия можно осуществить путем измерения градиента постоянного тока на поверхности земли над осью трубы (метод постоянного тока).
Для этого два медно-сульфатных электрода типа ЭСП с удлинительными штангами (можно использовать лыжные палки) устанавливают над осью трубы на расстоянии 1 — 1,5 м друг от друга. В качестве измерительного прибора используют цифровой мультиметр или высокоомный вольтметр с нулевой отметкой в центре шкалы( рис. 8).
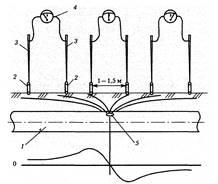
Рисунок 8 - Локализация сквозных дефектов защитного покрытия путем измерения градиента постоянного тока:1 — труба; 2 — медно-сульфатный электрод; 3 — удлинительные штанги; 4 — высокоомный вольтметр; 5 — дефект защитного покрытия
Электроды эквидистантно друг относительно друга переставляют вдоль оси трубы. При приближении к месту дефекта наблюдается увеличение градиента постоянного тока, который достигает максимума, когда один электрод расположен над дефектом, а при симметричном расположении электродов относительно дефекта разность потенциалов равна нулю. Место дефекта определяют путем деления расстояния между электродами на две равные части.
При дальнейшем перемещении электродов наблюдается вновь увеличение градиента напряжения и постепенный его спад.
Для количественной оценки размеров дефектов целесообразно применять методы, основанные на постоянном токе, поскольку ввиду емкостной проводимости сопротивление покрытия для переменного тока уменьшается.
Определение места сквозного дефекта в изоляции путем детального измерения потенциалов трубопровода осуществляют различными системами: аппаратурой "Поиск-01" фирмы "Парсек" (Россия), "Вайлекес Электроник" (Германия), системой "Корпак" или приборным комплексом "Сервейер МК-9" (Великобритания) и др. Комплексы состоят из измерительных устройств с памятью, измерительных электродов, персонального компьютера, печатающего и графопостроительного устройств. В комплект также входят катушки с проводом, таймер и устройства для прерывания тока УКЗ.
Измерения проводят методом выносного электрода, поляризационный потенциал измеряют методом отключения тока поляризации через короткие промежутки времени.
Синхронное (или несинхронное для аппаратуры "Поиск-01") отключение тока поляризации УКЗ осуществляют с помощью синтактов, управляемых синхронизированными таймерами или специальными прерывателями.
Оператор перемещается над осью трубы, переставляя два медно-сульфатных электрода сравнения, осуществляя контакт измерительного устройства с грунтом. Контакт с трубой осуществляется через контрольный вывод с помощью переносной катушки. На катушке имеется счетное устройство, позволяющее осуществить привязку к трассе трубопровода и к отдельным ориентирам на трассе.
Современные системы для обследований оснащены устройством GPS для спутниковой привязки измерений к местности с точностью до 3— 15 м.
Для учета влияния и регистрации блуждающих токов в ближайших КИПах устанавливают стационарные электроды с измерительными и запоминающими устройствами типа "Минилог-128", РАД-256 и др.
Прерывание тока поляризации осуществляется в диапазоне от 1 до 27 с, например, по схеме: 5с — включено, 1с — отключено и др. Измерение потенциала отключения проводят автоматически, не ранее 100 мс с момента отключения.
Данные, накопленные в результате измерений в запоминающих устройствах, переводят в компьютер, где обрабатывают и индицируют на экране дисплея.
В окончательном виде результаты обследования трубопровода выдают в виде таблиц и цветных графиков. По таблицам и графикам определяют места повреждений защитного покрытия и зоны недозащиты и перезащиты трубопровода.
Опыт диагностирования трубопроводов показывает, что для достоверной оценки их состояния невозможно ограничиться каким-либо одним методом диагностирования. Объективный диагноз может быть поставлен только в рамках комплексных исследований состояния трубопроводов.
Список использованных источников
1. Богданов Е.А. Основы технической диагностики нефтегазового оборудования. М.: Высшая школа, 2006.- 279 с.
2. Защита трубопроводов от коррозии. Т.2 / Ф.А. Мустафин, Л.И. Быков, А.Г. Гумеров и др. СПб.: Недра, 2007. – 656 с.
3. Коршак А.А., Байкова Л.Р. Диагностика объектов нефтеперекачивающих станций. Уфа: ДизайнПолиграфСервис, 2008. – 176 с.
4. Кузнецов Н.С. Теория и практика неразрушающего контроля изделий с помощью акустической эмиссии. М.: Машиностроение, 1998. – 197 с.
5. Неразрушающий контроль и диагностика: Справочник / Под ред. Проф. В.В.Клюева. М.: Машиностроение, 2003. – 636 с.
6. Справочник инженера по эксплуатации нефтегазопроводов и продуктопроводов / Под ред. Ю.Д.Земенкова. М.: «Инфра Инженерия», 2006. – 821 с.
7. Трубопроводный транспорт нефти / Под ред. С.М.Вайнштока. В 2 т. М.: Недра, 2004. - Т. 2. – 621 с.
|