Негосударственное образовательное учреждение высшего профессионального образования
Камский Институт Гуманитарных и Инженерных Технологий
Контрольная работа
По дисциплине: «Переработка промышленных и бытовых отходов»
На тему: «Достоинства и недостатки сжигания промышленных отходов в различных видах печей. Методы переработки резиносодержащих промышленных и бытовых отходов»
Выполнил:
студент группы УЗЭ.6
Первушина Л.И.
Проверил:
Северюхина Т.В.
Ижевск 2009
Содержание
I Достоинства и недостатки сжигания промышленных отходов в различных видах печей:
1.1 Введение
1.2 Сжигание промышленных отходов в многоподовой печи
1.3 Сжигание промышленных отходов в барабанной печи
1.4 Сжигание промышленных отходов в Американской установке надслоевого горения
1.5 Сжигание промышленных отходов в печи Сатору и Накану (Япония).
II Методы переработки резиносодержащих промышленных и бытовых отходов:
1.1 Вступление
1.2 Общие данные
1.3 Низкотемпературная технология утилизации
1.4 Бароденструкционная технология
1.5 Полностью механическая переработка
1.6 Новейшая технология
1.7 Восстановление шин
1.8 Заключение
1.9 Источники информации
ЧАСТЬ I
1.1 Введение
Наука и техника начала третьего тысячелетия развивается в темпах геометрической прогрессии, не является исключением и промышленность как одна из самых (если не самой) масштабных сфер деятельности человека.
Подобного рода тенденция распространилась по всему миру и уже захватила развивающиеся, в прошлом слаборазвитые, страны. Российская Федерация обладает одним из мощнейших во всем мире промышленным потенциалом, доставшимся ей в наследие от Советского Союза, после распада, которого до сих пор промышленность нашей страны не оправилась в полной мере. Несмотря на это, промышленность России, так или иначе, развивается всё более стабильно и целенаправленно. В связи с не безупречностью технологических процессов на данном этапе неизбежно негативное воздействие на окружающую среду, промышленных отходов как компонента данного воздействия. Ежегодно во всем мире и в нашей стране миллиарды тонн твердых, пастообразных, жидких, газообразных отходов поступает в биосферу, нанося тем самым непоправимый урон как живой, так и неживой природы. В глобальных масштабах изменяется круговорот воды и газовый баланс в атмосфере. Огромное количество видов живых существ подвержены воздействию опасных веществ, в том числе на генетическом уровне, отсюда вытекает поражения целого ряда поколений организмов, а может и множества. Стало очевидным, что и люди не застрахованы от жатвы плодов своей беспечности и халатного отношения к природе.
1.2 Сжигание промышленных отходов в многоподовой печи
Многоподовыепечи (рис. 1) получили широкое распространение в странах Западной Европы и США для сжигания отходов, в первую очередь, осадков городских сточных вод. Печь состоит из цилиндрического стального корпуса 1, футерованного огнеупором, с поэтажно расположенными подами 2. По оси печи располагается охлаждаемый воздухом полый вал 3 с гребковыми лопастями 4. Вал приводится во вращение от расположенного внизу электропривода 5 и передаточного механизма 6. Гребковые лопасти, так же как и вал, выполняются пустотелыми. Через них в процессе работы подается воздух для охлаждения металлических поверхностей. Влажный продукт перемещается гребковыми лопастями сверху вниз от пода к поду навстречу дымовым газам. За счет тепла идущих в противотоке дымовых газов происходит подсушивание отходов, а затем их воспламенение, для чего дополнительно используют горючий газ. Зола, выходящая из патрубка 8, обычно гасится водой, которая затем направляется в отвал.

Рис. 1. Поперечное сечение многоподовой печи 1 - корпус; 2 - под: 3 -воздухоохлаждаемый полый вал; 4 - гребковые лопасти; 5 - электропривод; 6 - передаточный механизм; 7 - люк; 8 - патрубок
Таб. 1. Достоинства и недостатки сжигания ПО в многоподовой печи.
| № п/п |
Достоинства |
Недостатки |
| 1 |
Подовые печи отличаются простотой обслуживания и устойчивостью работы при колебаниях количества и качества обрабатываемых отходов, небольшим уносом пыли. |
Для воспламенения отходов необходимо дополнительно использовать горючий газ. Это дополнительные расходы |
| 2 |
Зола, выходящая из патрубка,
обычно гасится водой, которая затем направляется в отвал. Следовательно, использованная вода может применяться повторно |
Требуется большой объем воды для гашения выходящей золы. |
| 3 |
Тепло, выработанное в котле, может использоваться непосредственно в виде пара или расходоваться на производство электроэнергии. |
Низкие удельные тепловые нагрузки, наличие вращающихся элементов в зоне высоких температур, высокие капитальные и эксплуатационные затраты. |
1.3 Сжигание промышленных отходов в барабанной печи
Барабанные печи –
основной вид теплоэнергетического оборудования, которое применяется для централизованного сжигания твердых и пастообразных ПО. Этими печами оснащены практически все станции обезвреживания ПО, построенные в странах Западной Европы за последние годы. Основным узлом барабанной печи (рис. 2) является горизонтальный цилиндрический корпус 1,
покрытый огнеупорной футеровкой 2
и опирающийся бандажами 6
на ролики 7. Барабан наклонен под небольшим углом в сторону выгрузки шлака и в процессе работы вращается со скоростью 0,8—2 мин-1
, получая движение от привода 10
через зубчатый венец 9.
Во избежание продольного смещения барабана предусмотрены ролики 8.
Твердые и пастообразные отходы подаются в корпус печи с ее торца в направлении стрелок А. В случае необходимости дополнительное топливо или жидкие горючие отходы (растворители) распыливаются через форсунку (стрелка Д), повышая температуру внутри печи. В зоне 12
поступивший материал, перемешиваясь при вращении печи, подсушивается, частично газифицируется и перемещается в зону горения 13.
Излучение от пламени в этой зоне раскаляет футеровку печи и способствует выгоранию органической части отходов и подсушке вновь поступившего материала. Образовавшийся в зоне 24 шлак перемещается к противоположному торцу печи в направлении стрелки В, где падает в устройство для мокрого или сухого гашения золы и шлака.
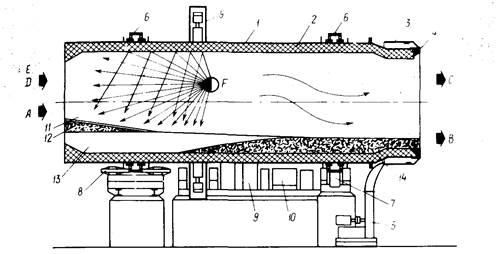
Рис. 2. Схема барабанной печи А - загрузка отходов; С - дымовые газы; В - выгрузка золы (шлака);
Д - дополнительное топливо; Е - воздух; Г - тепловое излучение; 1 -корпус барабанной печи; 2 - футеровка; 3 - разгрузочный торец; 4 -присоединительные сегменты; 5 - вентилятор; 6 - бандажи; 7 - ролики опорные; 8 - ролики боковые; 9 - зубчатый венец; 10 - привод;11 -
зона испарения воды; 12 - отходы; 13 -- зона горения; 14 - зола (шлак)
| № п/п |
Достоинства |
Недостатки |
| 1 |
Высокая удельная производительность, надежность в работе, простота эксплуатации гарантируют оптимальное применение оборудования и делают его незаменимым во многих отраслях промышленности. |
Газы, покидающие печь, могут содержать несгоревшие примеси, поэтому обычно после барабанной печи в схеме установки предусматривается камера дожигания. |
| 2 |
Достоинством барабанных печей является малое содержание пыли в отходящих газах, возможность сжигать отходы с большой зольностью и влажностью |
Низкая удельная тепловая и массовая нагрузка топочного объёма, разрушение футеровки в процессе работы, высокие капитальные и эксплуатационные затраты. |
| 3 |
Существуют серийно производимые барабанные печи, предназначенные не только для сжигания осадков сточных вод и твёрдых бытовых отходов, но и для термической переработки нефтешламов, буровых шламов и опасных отходов |
Не обеспечивает полной очистки
Для очистки отходящих газов предусматриваются скрубберы или электрофильтры.
Следовательно, необходимы, дополнит устройства. .
|
| 4 |
Необходим дополнительный расход используемых реагентов |
| 5 |
Многостадийность и сложность технологического процесса |
| 6 |
Значительная затрата электроэнергии |
1.4 Сжигание промышленных отходов Американская установка надслоевого горения
В США создана крупногабаритная установка для надслоевого сжигания горючих отходов с принудительной подачей воздуха в зону горения (рис. 3). Прямоугольная камера сгорания 3 печи, футерованная огнеупорным кирпичом, имеет зазоры 4
для охлаждения ее воздухом. Днище 2
камеры сгорания, выполненное также из огнеупорного кирпича, наклонено к горизонтали и лежит на песчаном основании 1.
В углубленной части камеры расположена клапанная коробка 11,
имеющая в верхней части ряд отверстий 10.
Насос 12
через трубопровод 13
соединяется с резервуаром жидких отходов. Вентилятор 9
напорным воздуховодом 7 соединен с коллектором 6, расположенным вдоль стены камеры сгорания и заканчивающимся соплом 5 .
В процессе работы установки отходы подаются насосом в камеру сгорания, где образуется слой, почти целиком закрывающий днище печи. С помощью легковоспламеняющейся жидкости (бензин, керосин и т.п.) поверхность отходов поджигается. В то же время включается вентилятор 9;
воздух начинает поступать в сопла коллектора и доставляет кислород в зону горения, футерованные стенки камеры сгорания постепенно раскаляются и становятся источником излучения, способствующим испарению летучих компонентов сжигаемых отходов. При правильном регулировании подачи горючих отходов и воздуха сгорание отходов может быть достаточно полным.
Установки такого типа относительно просты, не требуют сложной предварительной обработки отходов и могут применяться в местах их централизованного сжигания. К недостаткам установок следует отнести громоздкость, а также неуправляемость процессом при вскипании воды под слоем отходов.
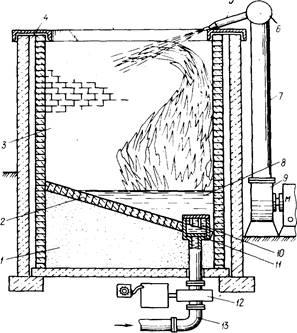
Рис. 3. Американская установка надслоевого горения: 1 - песчаное основание; 2 - днище камеры сгорания; 3 - камера сгорания; 4 - воздушный зазор; 5 - сопло; 6 - коллектор; 7 - напорный воздуховод; 8 - слой жидких отходов; 9 - вентилятор; 10 - отверстия, клапанной коробки; 11 - клапанная коробка; 12 - насос; 13 - трубопровод
Таб. 3. Достоинства и недостатки сжигания ПО в Американской установке надслоевого горения.
| № п/п |
Достоинства |
Недостатки |
| 1 |
Установки такого типа относительно просты, не требуют сложной предварительной обработки отходов и могут применяться в местах их централизованного сжигания. |
Громоздкость установки. |
| 2 |
Основное достоинство – относительная простота печи (топки, горелки), малая чувствительность к загрязненности и обводненности горючего отхода. |
Неуправляемость процессом при вскипании воды под слоем отходов. |
| 3 |
Сжигание с турбулизацией слоя отходов механическими устройствами является более эффективным процессом. |
Если эти отходы не перемешивать в процессе работы печи, то горение даже при правильном соотношении "воздух-горючее" идет неинтенсивно вследствие низкого уровня тепло- и массообменных процессов; образуются застойные зоны, где возможно расслаивание эмульгированной воды, а это приводит к ее внезапному вспениванию и погашению пламени. |
| 4 |
При правильном регулировании подачи горючих отходов и воздуха сгорание отходов может быть достаточно полным. |
С течением времени на днище печи накапливаются несгоревшие твердые примеси, содержащиеся в отходах, а также кокс и частично оплавляющиеся зольные отходы. |
| 5 |
Простота технологического процесса. |
По мере увеличения слоя твердых примесей происходит экранирование находящихся ниже жидких горючих отходов от излучения пламени, в результате чего уменьшается степень газификации горючих компонентов, снижается производительность печи и требуется ее остановка для проведения чистки. |
1.5. Сжигание промышленных отходов в печи Сатору и Накано (Япония)
По мере увеличения слоя твердых примесей происходит экранирование находящихся ниже жидких горючих отходов от излучения пламени, в результате чего уменьшается степень газификации горючих компонентов, снижается производительность печи и требуется ее остановка для проведения чистки. Поэтому целесообразнее создавать печи с принудительным перемешиванием слоя отходов и с механической выгрузкой твердого остатка (рис.4). Японская печь конструкции Сатору и Накано выполнена в виде воздухоохлаждаемой цилиндрической камеры сгорания 2 с
узким газоходом 1.
Днище 5 камеры в центре имеет отверстие, через которое проходит воздухоохлаждаемый пустотелый вал 8.
На конце вала закреплены полые радиальные лопасти 4 с
отверстиями 3 для выхода воздуха. Лопасти снабжены скребками 11.
Для выгрузки золы и кокса в днище печи предусмотрен люк 6.
Подача необходимого для горения воздуха производится от воздуходувок 9
и 10.

Рис. 4. Печь Сатору и Накано (Япония)
1 - газоход; 2 - камера сгорания; 3 - отверстия для воздуха; 4 – радиальные лопасти; 5 - днище; 6 - разгрузочный люк: 7 - привод; 8 - пустотелый вал; 9, 10 - воздуходувки; II - скребки; 12 - воздушные отверстия; 13 - кольцевая полость
Работает печь следующим образом: на днище 5 относительно тонким слоем заливают отработанное масло и поджигают. Воздух, необходимый для горения, от воздуходувки 9
подается в кольцевую полость 13
и входит в камеру сгорания через отверстия 12
в стенках печи. Одновременно с началом горения масла включается механический привод 7, передающий вращение на вал .Радиальные лопасти 4
со скребками 11
перемешивают и усредняют слой отходов. Воздух, подаваемый от воздуходувки 9,
охлаждает вал 8,
а также лопасти 4,
через отверстия в которых выходит в зону газификации, доставляя туда кислород. После прекращения подачи отходов негорючие частицы, зола и кокс перемещаются лопастями к люку 6 и выгружаются.
Преимущество данной конструкции перед предыдущей состоит в упорядочении и интенсификации процесса сжигания отходов. Металлические детали (лопасти мешалки) охлаждаются воздухом и не подвержены короблению.
Таб. 4. Достоинства и недостатки сжигания ПО в печи Сатору и Накано(Япония)
| № п/п |
Достоинства |
Недостатки |
| 1 |
Преимущество данной конструкции состоит в упорядочении и интенсификации процесса сжигания отходов.
|
После прекращения подачи отходов негорючие частицы, зола и кокс перемещаются лопастями к люку и выгружаются. Остаются негорючие частицы. |
| 2 |
Металлические детали (лопасти мешалки) охлаждаются воздухом и не подвержены короблению |
Сложная конструкция печи |
| 3 |
Имеется система с принудительным перемешиванием слоя отходов и с механической выгрузкой твердого остатка |
Сложность технологического процесса
|
| 4 |
Небольшое число используемых реагентов |
| 5 |
Повторное использование сырья (в данном случае – масла) |
ЧАСТЬ
II
2.1 Вступление
Проблема переработки различных промышленных и бытовых органических отходов является достаточно актуальной, что обусловлено постоянным ростом количества этих отходов и, в то же время, отсутствием эффективных способов их переработки с получением ценных продуктов. С учетом сложного химического состава различных органических отходов и резиносодержащих материалов наиболее перспективными являются методы их комплексной химической переработки с целью получения котельного топлива, компонентов высокооктановых моторных топлив, сырья для промышленности нефтехимического, органического и биохимического синтеза, производства гидро-, тепло- и звукоизоляционных материалов, асфальтобетона для дорожного строительства, углеграфитовых материалов, анодной массы для электротермических и электрохимических производств.
Решение этой проблемы позволит существенно расширить сырьевую базу углеводородного сырья, в котором, в связи со значительным сокращением запасов природной нефти, темпов ее разведки, добычи и последующей переработки, в последние годы ощущается острый дефицит; решить экологическую проблему комплексной и безвредной утилизации резиносодержащих и широкого ассортимента промышленных и бытовых органических отходов; значительно сократить расход углеводородного сырья, производимого на базе нефти, бурых и каменных углей, горючих сланцев, природных битумов.
2.2 Общие данные
Динамичный рост парка автомобилей во всех развитых странах приводит к постоянному накоплению изношенных автомобильных шин. По данным Европейской Ассоциации по вторичной переработке шин (ЕТРА) в 2000 году общий вес изношенных, но не переработанных шин достиг:
в Европе-2,5 млн. тонн;
в США-2,8 млн. тонн;
в Японии-1,0 млн. тонн;
в России-1,0 млн. тонн.
Объем их переработки методом измельчения не превышает 10%. Большая часть собираемых шин (20%) используется как топливо. Вышедшие из эксплуатации изношенные шины являются источником длительного загрязнения окружающей среды: шины не подвергаются биологическому разложению; шины огнеопасны и, в случае возгорания, погасить их достаточно сложно; при складировании они являются идеальным местом размножения грызунов, кровососущих насекомых и служат источником инфекционных заболеваний. Вместе с тем, амортизированные автомобильные шины содержат в себе ценное сырье: каучук, металл, текстильный корд.
Проблема переработки изношенных автомобильных шин и вышедших из эксплуатации резинотехнических изделий имеет большое экологическое и экономическое значение для всех развитых стран мира. Невосполнимость природного нефтяного сырья диктует необходимость использования вторичных ресурсов с максимальной эффективностью, т.е. в место гор мусора мы могли бы получить новую для нашего региона отрасль промышленности - коммерческую переработку отходов. Не менее перспективным методом борьбы с накоплением изношенных шин является продление срока их службы, путем восстановления. В настоящее время, все известные методы переработки шин можно разделить на две группы:
1. Физический метод
2. Химический метод
Ниже рассмотрим методы переработки резиносодержащих промышленных и бытовых отходов
2.3 Низкотемпературная технология утилизации
При низкотемпературной обработке изношенных шин дробление производится при температурах -60 град.С ... -90 град. С, когда резина находится в псевдохрупком состоянии. Результаты экспериментов показали, что дробление при низких температурах значительно уменьшает энергозатраты на дробление, улучшает отделение металла и текстиля от резины, повышает выход резины. Во всех известных установках для охлаждения резины используется жидкий азот. Но сложность его доставки, хранения, высокая стоимость и высокие энергозатраты на его производство являются основными причинами, сдерживающими в настоящее время внедрение низкотемпературной технологии. Для получения температур в диапазоне -80 град.С ... -120 град.С более эффективными являются турбохолодильные машины. В этом диапазоне температур применение турбохолодильных машин позволяет снизить себестоимость получения холода в 3-4 раза, а удельные энергозатраты в 2-3 раза по сравнению с применением жидкого азота. Технология не внедрена. Производительность линии 6000 т/год.
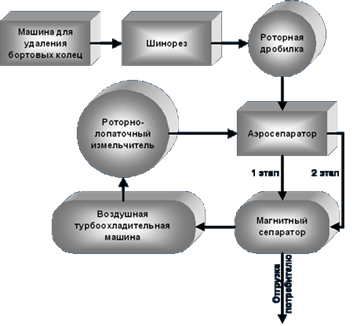 Описание технологической линии: Описание технологической линии:
Изношенные автомобильные шины подаются в машину для удаления бортовых колец. После этого шины поступают в шинорез и далее в ножевую роторную дробилку. Затем следует магнитный сепаратор и аэросепаратор. Для охлаждения порезанные и предварительно очищенные куски резины подаются в холодильную камеру, где охлаждаются до температуры -50 град.С...-90 град.С. Холодный воздух для охлаждения резины подается от генератора холода воздушной турбохолодильной машины. Далее охлажденная резина попадает в роторно-лопаточный измельчитель, откуда она направляется на повторную очистку в магнитный сепаратор и аэросепаратор, где отбирается резиновая крошка менее 1 мм ... 0,5 мм, а также более крупная и затаривается в мешки и отправляется к заказчику.
2.4 Бароденструкционная технология
Технология основана на явлении "псевдосжижения" резины при высоких давлениях и истечении её через отверстия специальной камеры. Резина и текстильный корд при этом отделяются от металлического корда и бортовых колец, измельчаются и выходят из отверстий в виде первичной резино-тканевой крошки, которая подвергается дальнейшей переработке: доизмельчению и сепарации. Металлокорд извлекается из камеры в виде спрессованного брикета. Производительность линии 6000 т/год. В настоящее время реализованы и успешно работают 2 перерабатывающих завода: "Астор"(Пермь), ЛПЗ(Лениногорск,Татарстан)
Описание технологической линии:
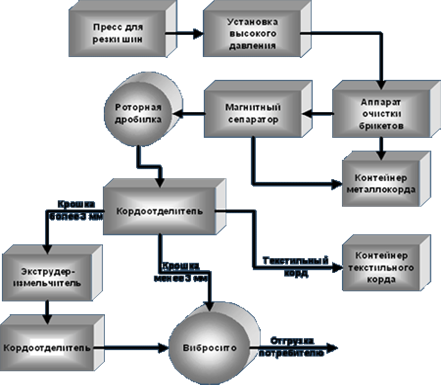
Автопокрышка подаётся под пресс для резки шин, где режется на фрагменты массой не более 20 кг. Далее куски подаются в установку высокого давления.
В установке высокого давления шина загружается в рабочую камеру, где происходит экструзия резины в виде кусков размерами 20-80 мм и отделение металлокорда.
После установки высокого давления резинотканевая крошка и металл подаются в аппарат очистки брикетов для отделения металлокорда (поступает в контейнер) от резины и текстильного корда, выделение бортовых колец. Далее остальная масса подаётся в магнитный сепаратор, где улавливается основная часть брекерного металлокорда. Оставшаяся масса подаётся в роторную дробилку, где резина измельчается до 10 мм.
Далее вновь в кордоотделитель, где происходит отделение резины от текстильного корда и разделение резиновой крошки на две фракции:
· менее 3 мм;
· от 3 до 10 мм.
Отделившийся от резины текстильный корд поступает в контейнер. В случае если резиновая крошка фракцией более 3 мм интересует потребителя как товарная продукция, то она фасуется в бумажные мешки, если нет, то она попадает в экструдер-измельчитель. После измельчения вновь в кордоотделитель. Текстильный корд - в контейнер, а резиновая крошка - в вибросито, где происходит дальнейшее её разделение на три фракции: I - от 0,3 до 1,0 мм; II - от 1,0 до 3,0 мм; III - свыше 3,0 мм.
Фракция резиновой крошки более 3 мм возвращается в экструдер-измельчитель, а резиновая крошка I и II фракции отгружается покупателю.
2.5 Полностью механическая переработка
В основу технологии переработки заложено механическое измельчение шин до небольших кусков с последующим механическим отделением металлического и текстильного корда, основанном на принципе "повышения хрупкости" резины при высоких скоростях соударений, и получение тонкодисперсных резиновых порошков размером до 0,2 мм путем экструзионного измельчения полученной резиновой крошки. Производительность линии 5100 т/год.
Описание технологической линии:
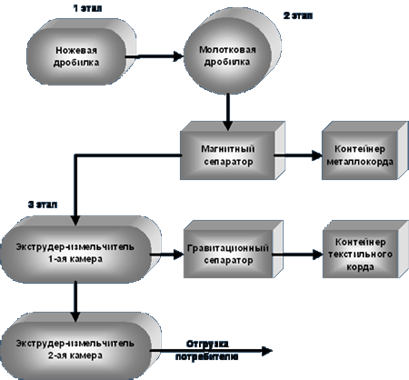
Технологический процесс включает в себя три этапа:
· предварительная резка шин на куски;
· дробление кусков резины и отделение металлического и текстильного корда;
· получение тонкодисперсного резинового порошка.
На первом этапе технологического процесса поступающие со склада шины подаются на участок подготовки шин, где они моются и очищаются от посторонних включений. После мойки шины поступают в блок предварительного измельчения - агрегаты трехкаскадной ножевой дробилки, в которых происходит последовательное измельчение шин до кусков резины, размеры которых не превышают 30х50 мм.
На втором этапе предварительно измельченные куски шин подаются в молотковую дробилку, где происходит их дробление до размеров 10х20 мм. При дроблении кусков обрабатываемая в молотковой дробилке масса разделяется на резину, металлический корд, бортовую проволоку и текстильное волокно. Резиновая крошка с выделенным металлом поступает на транспортер, с которого свободный металл удаляется с помощью магнитных сепараторов и поступает в специальные бункеры. После металлические отходы брикетируются.
На третьем этапе куски резины подаются в экструдер-измельчитель. На этой стадии обработки происходит параллельное отделение остатков текстильного волокна и отделение его с помощью гравитационного сепаратора от резиновой крошки. Очищенный от текстиля резиновый порошок подается во вторую камеру экструдера-измельчителя, в котором происходит окончательное тонкодисперсное измельчение.
По выходу из экструдера - в вибросито, и где осуществляется рассев порошка на 3 фракции: 1-ая фракция -0,5...0,8 мм; 2-ая фракция - 0,8...1,6 мм;
3-яя дополнительная фракция - 0,2...0,45 мм (поставка по заказу);
Сравнение вышеназванных технологических линий по затратам электроэнергии и по выходу товарного продукта.


2.6 Новейшая технология
Золотая медаль 26-го Международного салона изобретений, прошедшего весной 2000 года в Женеве, присуждена способу озонной переработки изношенных шин, предложенному группой российских ученых и инженеров. Суть технологии - в "продувании" озоном автомобильных покрышек, что приводит в полному их рассыпанию в мелкую крошку с отделением от металлического и текстильного корда. При этом новая технология значительно экономнее всех существующих и, кроме того, абсолютно экологически безвредна - озон окисляет все вредные газообразные выбросы. В России созданы две опытные озонные установки, их суммарная производительность - около 4 тыс. тонн резиновой крошки в год.
Возможные направления использования резиновой крошки:
· порошковая резина с размерами частиц от 0,2 до 0,45 мм используется в качестве добавки (5...20%) в резиновые смеси для изготовления новых автомобильных покрышек, массивных шин и других резинотехнических изделий. Применение резинового порошка с высокоразвитой удельной поверхностью частиц (2500-3500 см²/г), получаемой при его механическом измельчении, повышает стойкость шин к изгибающим воздействиям и удару, увеличивая срок их эксплуатации;
· порошковая резина с размерами частиц до 0,6 мм используется в качестве добавки (до 50...70%) при изготовлении резиновой обуви и других резинотехнических изделий. При этом свойства таких резин (прочность, деформируемость) практически не отличаются от свойств обычной резины, изготовленной из сырых каучуков;
· порошковую резину с размерами частиц до 1,0 мм можно применять для изготовления композиционных кровельных материалов (рулонной кровли и резинового шифера), подкладок под рельсы, резинобитумных мастик, вулканизованных и не вулканизованных рулонных гидроизоляционных материалов;
· порошковая резина с размерами частиц от 0,5 до 1,0 мм применяется в качестве добавки для модификации нефтяного битума в асфальтобетонных смесях.
Следует привести некоторые результаты исследования ее влияния на эксплуатационные свойства асфальтобетона. При исследовании изучалось влияние количество вводимой в асфальтобетонную смесь резиновой крошки по количеству и размерам частиц на трещиностойкость асфальтобетона и коэффициент сцепления колеса автомобиля с поверхностью проезжей части дороги.
1. Установлено, что применение резиновой крошки в асфальтобетоне в два раза повышает коэффициент сцепления на мокром покрытии. На сухом покрытии существенных изменений нет.
2. При использовании резиновой крошки от 0 до 1.0 мм трещиностойкость возрастает на 30 процентов. С уменьшением размера частиц трещиностойкость увеличивается. Особенно эффективно применение частиц крошки от 0.14 мм и меньше. Частицы меньше 0.08 за время перемешивания распадаются, составляющие модифицируют битум, улучшая его свойства.
3. При небольших размерах частиц крошка распределяется по массе асфальтобетонной смеси более равномерно повышая упругую деформацию при отрицательных температурах.
4. Объем дробленой резины в составе таких усовершенствованных покрытий yдолжен составлять около 2% от массы минерального материала, т.е. 60...70 тонн на 1 км дорожного полотна. При этом срок эксплуатации дорожного полотна увеличивается в 1,5 - 2 раза.
2.7 Восстановление шин
Вдумайтесь, само по себе, шинное производство - одно из самых энергоемких - постоянно наращивает мощности. Уничтожение отработавших шин, пиролизом, описанным выше, еще более энергоемко, а для сжигание 3-4 тыс. покрышек требуется такое же количество кислорода, какое поглощает небольшой европейский городок за месяц. Как это не покажется странным, но среди фирм, занимающихся восстановлением покрышек, лидируют шинные заводы.
Существует несколько технологий восстановления изношенного протектора. Наиболее распространены нарезка и горячая вулканизация специальной гладкой ленты с одновременным формированием рисунка (этот процесс был хорошо известен у нас в стране как "наварка").
Однако, самые большие надежды и перспективы связаны на сегодняшний день именно с "холодной" (при температурах до 100С) вулканизацией с применением лент с заранее нанесенным рисунком. В большинстве случаев для этого используется лента, равная размерам основных типов покрышек. Специальный станок растягивает резиновое кольцо и надевает его на подготовленный бреккер.
Процесс восстановления:
Процесс начинается с визуального контроля, в результате которого отсеиваются покрышки с видимыми дефектами. Затем следует проверка шины под давлением, после которой колесо поступает на участок, где с него снимаются остатки старого протектора.
После устранения мелких дефектов, вскрытых после снятия старого протектора, осуществляется процесс подготовки каркаса к обработке клеем. Затем наносится клей, в состав которого входят вещества, активизирующие процесс вулканизации, и прокладочная лента, по составу напоминающая сырую резину. После всех этих операций на шину накладывается протектор фирмы "Эллерброк".
Следующий этап - закладка колеса в оболочки, называемые энвелопами. Полученный "бутерброд" подается в автоклав, где при температуре чуть ниже +100С происходит "холодная вулканизация". На финишных же операциях осуществляется проверка покрышки под давлением и придание колесу товарного вида.
В России по технологии холодной вулканизации работают: ООО “Скай”, дилер германской компании Vergolst в Северо-Западном регионе, Чеховский шиновосстановительный завод (ЧШЗ); "Совтрансавто-Брянск", работающий по технологии американской компании Bandag; завод РТИ (г. Копейск).
Для примера, цена одного нового колеса карьерного самосвала (в зависимости от грузоподъемности) составляет 8000$ - 20000$, а восстановление методом холодной вулканизации обходится в 2 - 5 раз дешевле. Шины легковых автомобилей, в виду их большего распространения и при том значительно меньшей стоимости, восстанавливать не всегда выгодно, поэтому целесообразно их утилизовывать для получения гранулята или использывать их как вторичный энергоресурс.
Заключение
Немногие, наверное, смогли бы отказаться от всех тех благ и удовольствий, которые "подарила" нам цивилизация. Но еще меньше людей, которые никогда не задумывались о том, чем кончится такое неоправданное растрачивание природных ресурсов, чем мы, в конце концов, заплатим за наши автомобили, комфортабельные квартиры, чудеса техники. И не существует никакого оправдания, потому что в каком бы ужасном состоянии не находилась сейчас окружающая среда, есть способы предотвращения экологической катастрофы, которая грозит всему человечеству. И пренебрежительное отношение к этим путям спасения - ни что иное, как преступление.
Говоря о проблеме промышленных отходов, хочется еще раз напомнить о том, что на первом месте по приоритетности стоит проблема охраны окружающей природной среды и здоровья населения, а не те деньги, которые могли бы сэкономить предприятия, используя бесплатные производственные отходы вместо дорогого природного сырья.
Источники информации
1. Научно-технический портал www.NTRO.COM
2. www.recyclers.ru
3. www
.Ecologylife.ru
4. А.Н. Голицын «Промышленная экология и мониторинг окружающей среды».
|