Министерство образования РФ
Вологодский государственный технический университет
Контрольная работа
Кафедра Технологии машиностроения
Метрология, стандартизация, сертификация
Череповец 2010г.
Содержание
1. Единая система технологической документации (ЕСТД)
2. Погрешность
2.1 Классификация погрешностей
Список литературы
1. Единая система технологической документации (ЕСТД)
Во всех отраслях промышленности технологическая документация является тем основанием, без которого невозможно квалифицированно и с минимальной затратой труда и средств производить изделия требуемого качества, осуществлять материально-техническую организацию производства и его управление. Технологическая документация — основной источник информации для организации, управления и регулирования производственного процесса на каждом предприятии. Она сопровождает изделие в течение всего жизненного цикла и заканчивает свое существование при списании изделия, пройдя предварительно этапы проектирования, производства, эксплуатации и ремонта.
В машиностроении технологическая документация больше, чем где бы то ни было, определяет взаимоотношения различных служб и производственных подразделений, является фактором, обеспечивающим ускорение технического прогресса, рост эффективности общественного производства и повышение производительности труда. Она решает две основные задачи — информационную и организационную.
Решая информационную задачу, технологическая документация обеспечивает изготовление деталей и сборочных единиц, служит средством организации труда рабочих и несет информацию для служб управления производством, в том числе используемую для определения плановой и фактической себестоимости изделия и его сборочных единиц, производительности труда, производственной мощности и загрузки оборудования участков, цехов и предприятий в целом. Являясь носителем информации о нормах расхода материалов, технологическая документация обеспечивает планирование и подготовку производства и т.д.
При решении организационной задачи технологическая документация связывает определенным образом участников производства (исполнителя, мастера, технолога), устанавливает определенные отношения между различными участками производства (инструментальное хозяйство, основное и вспомогательное производство), выполняет функцию организационной документации.
Особое значение технологическая документация приобретает в условиях автоматизированного управления производством (АСУП), создавая основу информационного обеспечения и играя роль обратной связи. При стандартизации технологической документации учитывается не только ее прямое назначение, но и возможность ее использования с применением современных технологических средств. Для эффективного использования технологической документации необходима унификация.
В 1965 г. организации Госстандарта совместно с передовыми отраслями промышленности приступили к разработке Единой системы технологической документации (ЕСТД). В дальнейшем весь комплекс документов ЕСТД был существенно переработан в 1986 - 1990 гг.
В соответствии с ГОСТ 3.1001-81 ЕСТД "Общие положения", "Единой системой технологической документации называется комплекс государственных стандартов и рекомендаций Госстандарта и ВНИИЭС, устанавливающих взаимосвязанные правила и положения по порядку разработки, комплектации, оформления и обращения технологической документации, применяемой при изготовлении и ремонте изделий машиностроения и приборостроения".
Основным назначением ЕСТД является установление в организациях и на предприятиях единых правил оформления и обращения всех видов технологических документов, причем содержащаяся в них информация является, частью информационного обеспечения АСУ.
Комплекс государственных стандартов ЕСТД разбит на девять классификационных групп:
— группа 0. Общие положения;
— группа 1. Основополагающие стандарты;
— группа 2. Классификация и обозначение технологических документов;
— группа 3. Учет применяемости деталей и сборочных единиц в изделиях и средствах технологического оснащения;
— группа 4. Основное производство. Формы технологических документов и правила их оформления на процессы, специализированные по видам работ;
— группа 5. Основное производство. Формы документов и правила их оформления на испытания и контроль;
— группа 6. Вспомогательное производство. Формы технологических документов и правила их оформления;
— группа 7. Правила заполнения технологических документов;
— группа 8. Резервная;
— группа 9. Информационная база.
Одним из основных стандартов системы является ГОСТ 3.1102- 81 «ЕСТД. Стадии разработки и виды документов». ГОСТ устанавливает, что технологическая документация разрабатывается на стадии «предварительного проекта» с литерой "П", который соответствует стадиям «эскизного» и "технического" проекта разработки конструкторской документации. Дальнейшие стадии разработки технологической документации соответствуют стадиям и обозначениям конструкторской документации по ГОСТ 2.103-68 ЕСКД. Опытный образец (опытная партия) - литера 0 или 01, 02...; установочная серия, установившееся серийное или массовое производство - литеры А, Б; единичное производство — литера И и др. К технологическим документам по ГОСТ 3.1102-81 относят графические и текстовые документы отдельно или в совокупности определяющие технологический процесс изготовления или ремонта изделия с учетом контроля и перемещения, комплектацию деталей и сборочных единиц и маршрут прохождения изготовляемого или ремонтируемого изделия по службам предприятия.
В стандарте установлены следующие виды документов.
Маршрутная карта (МК) — технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия (включая контроль или перемещения) по всем операциям в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативов.
Карта технологического процесса (КТП) — технологический документ, содержащий описание техпроцесса изготовления или ремонта изделия (включая контроль или перемещения) по всем операциям одного вида работ, выполняемых в одном цехе в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах.
Если техпроцесс полностью охватывает весь маршрут изготовления изделий, то КТП полностью заменяет МК, которая (в этом случае) не разрабатывается.
Карта эскизов (КЭ) — технологический документ, содержащий эскизы, схемы и таблицы, необходимые для выполнения технологического процесса, операции или перехода изготовления или ремонта изделия (включая контроль и перемещения).
Технологическая инструкция (ТИ) — технологический документ, содержащий описание предметов работ или технологических процессов изготовления или ремонтов изделия (включая контроль и перемещения), правил эксплуатации средств технологического оснащения, описание физических и химических явлений, возникающих при отдельных операциях.
Комплектовочная карта (КК) — технологический документ, содержащий данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия.
Ведомость оснастки (ВО) — технологический документ, содержащий перечень технологической оснастки, необходимой для выполнения данного технологического процесса (операции).
Ведомость технологических документов (ВТД) — технологический документ, определяющий состав и комплектность технологических документов, необходимых для изготовления или ремонта изделия.
Карта типового технологического процесса (КТТП) — технологический документ, содержащий описание типового технологического процесса изготовления или ремонта группы деталей и (или) сборочных единиц в технологической последовательности с указанием операций и переходов и соответствующих данных о средствах технологического оснащения и материальных нормативов.
Операционная карта (ОК) — технологический документ, содержащий описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения.
Карта типовой операции (КТО) — технологический документ, содержащий описание типовой технологической операции с указанием переходов, данных о технологическом оборудовании и, при необходимости, о технологической оснастке и режимах обработки, технологических документов, а также некоторые другие документы.
Таким образом, из всех ранее существующих документов в ГОСТы ЕСТД вошло минимально необходимое количество.
Стандартами ЕСТД установлены формы документов общего и специального назначения.
К документам общего назначения относятся документы, общие для различных видов работ, к документам специального назначения — документы на технологические процессы, специализированные по отдельным видам работ.
Требования, которым отвечают стандарты, входящие в ЕСТД:
— обеспечение преемственности со стандартами ЕСКД;
— возможности разработки, заполнения и обработки документации средствами вычислительной техники;
— снижение объема и трудоемкости разработки и унификация порядка утверждения и изменения документов;
— базирование на основе широкого применения типовых технологических процессов;
— включение правил обращения документов.
В соответствии с ЕСТД упрощается процедура оформления и утверждения технологических документов, поскольку вместо пяти-семи обязательных подписей сейчас предусмотрены только две - разработчика и контролера. В документах сосредоточена вся необходимая для технолога информация по трудовым нормативам, ранее разбросанная по большому числу документов, например существовавшая оторванность технологического нормирования, ведущаяся в цехе или отделе технических измерений от работ проектирования, проводившегося в отделах главного технолога, главного металлурга и т.д.
ЕСТД способствует улучшению технологической подготовки производства, повышает ответственность и эффективность работы технологических служб и обеспечивает благодаря централизации высокоорганизованное массовое производство бланков технологической документации.
Внедрение ЕСТД во всех отраслях машиностроения и приборостроения повлияло на повышение эффективности общественного производства, существенно повысило уровень технологических разработок, способствовало улучшению качества выпускаемой продукции и повышению производительности труда.
2. Погрешность
Погрешность измерения — оценка отклонения измеренного значения величины от её истинного значения. Погрешность измерения является характеристикой (мерой) точности измерения.
Поскольку выяснить с абсолютной точностью истинное значение любой величины невозможно, то невозможно и указать величину отклонения измеренного значения от истинного. (Это отклонение принято называть ошибкой измерения). В ряде источников, например, в БСЭ, термины ошибка измерения и погрешность измерения используются как синонимы, но согласно РМГ 29-99 термин ошибка измерения не рекомендуется применять как менее удачный). Возможно, лишь оценить величину этого отклонения, например, при помощи статистических методов. На практике вместо истинного значения используют действительное значение величины, т.е. значение физической величины, полученное экспериментальным путем и настолько близкое к истинному значению, что в поставленной измерительной задаче может быть использовано вместо него. Такое значение, обычно, вычисляется как среднестатистическое значение, полученное при статистической обработке результатов серии измерений. Это полученное значение не является точным, а лишь наиболее вероятным. Поэтому в измерениях необходимо указывать, какова их точность.
Для этого вместе с полученным результатом указывается погрешность измерений. Например, запись T=2,8±0,1 c. означает, что истинное значение величины T лежит в интервале от 2,7 с. до 2,9 с. некоторой оговорённой вероятностью. В 2004 году на международном уровне был принят новый документ, диктующий условия проведения измерений и установивший новые правила сличения государственных эталонов. Понятие «погрешность» стало устаревать, вместо него было введено понятие «неопределённость измерений», однако ГОСТ Р 50.2.038-2004 допускает использовать термин погрешность для документов, использующихся в России.
Определение погрешности
В зависимости от характеристик измеряемой величины для определения погрешности измерений используют различные методы.
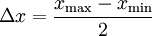
Метод Корнфельда, заключается в выборе доверительного интервала в пределах от минимального до максимального результата измерений, и погрешность как половина разности между максимальным и минимальным результатом измерения:
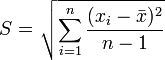
Средняя квадратическая погрешность:
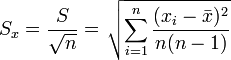
Средняя квадратическая погрешность среднего арифметического:
2.1 Классификация погрешностей
Погрешности средств измерений - отклонения метрологических свойств или параметров средств измерений от номинальных, влияющие на погрешности результатов измерений (создающие так называемые инструментальные ошибки измерений).
Погрешность результата измерения - отклонение результата измерения от действительного (истинного) значения измеряемой величины , определяемая по формуле - погрешность измерения.
Инструментальные и методические погрешности.
Методическая погрешность обусловлена несовершенством метода измерений или упрощениями, допущенными при измерениях. Так, она возникает из-за использования приближенных формул при расчете результата или неправильной методики измерений. Выбор ошибочной методики возможен из-за несоответствия (неадекватности) измеряемой физической величины и ее модели.
Причиной методической погрешности может быть не учитываемое взаимное влияние объекта измерений и измерительных приборов или недостаточная точность такого учета. Например, методическая погрешность возникает при измерениях падения напряжения на участке цепи с помощью вольтметра, так как из-за шунтирующего действия вольтметра измеряемое напряжение уменьшается. Механизм взаимного влияния может быть изучен, а погрешности рассчитаны и учтены.
Инструментальная погрешность обусловлена несовершенством применяемых средств измерений. Причинами ее возникновения являются неточности, допущенные при изготовлении и регулировке приборов, изменение параметров элементов конструкции и схемы вследствие старения. В высокочувствительных приборах могут сильно проявляться их внутренние шумы.
Статическая и динамическая погрешности.
Статическая погрешность измерений - погрешность результата измерений, свойственная условиям статического измерения, то есть при измерении постоянных величин после завершения переходных процессов в элементах приборов и преобразователей.
Динамическая погрешность измерений - погрешность результата измерений, свойственная условиям динамического измерения. Динамическая погрешность появляется при измерении переменных величин и обусловлена инерционными свойствами средств измерений.
Статические и динамические погрешности относятся к погрешностям результата измерений. В большей части приборов статическая и динамическая погрешности оказываются, связаны между собой, поскольку соотношение между этими видами погрешностей зависит от характеристик прибора и характерного времени изменения величины.
Систематическая и случайная погрешности.
Систематическая погрешность измерения - составляющая погрешности измерения, остающаяся постоянной или закономерно изменяющаяся при повторных измерениях одной и той же физической величины. Систематические погрешности являются в общем случае функцией измеряемой величины, влияющих величин (температуры, влажности, напряжения питания и пр.) и времени. В функции измеряемой величины систематические погрешности входят при поверке и аттестации образцовых приборов.
Случайной погрешностью называют составляющие погрешности измерений, изменяющиеся случайным образом при повторных измерениях одной и той же величины. Случайные погрешности определяются совместным действием ряда причин: внутренними шумами элементов электронных схем, наводками на входные цепи средств измерений, пульсацией постоянного питающего напряжения, дискретностью счета.
Погрешности адекватности и градуировки.
Погрешность градуировки средства измерений - погрешность действительного значения величины, приписанного той или иной отметке шкалы средства измерений в результате градуировки.
Погрешностью адекватности модели называют погрешность при выборе функциональной зависимости. Характерным примером может служить построение линейной зависимости по данным, которые лучше описываются степенным рядом с малыми нелинейными членами.
Погрешность адекватности относится к измерениям для проверки модели. Если зависимость параметра состояния от уровней входного фактора задана при моделировании объекта достаточно точно, то погрешность адекватности оказывается минимальной. Эта погрешность может зависеть от динамического диапазона измерений, например, если однофакторная зависимость задана при моделировании параболой, то в небольшом диапазоне она будет мало отличаться от экспоненциальной зависимости. Если диапазон измерений увеличить, то погрешность адекватности сильно возрастет.
Абсолютная, относительная и приведенная погрешности.
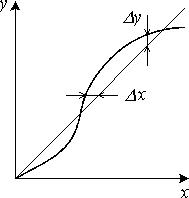
Абсолютная погрешность - алгебраическая разность между номинальным и действительным значениями измеряемой величины. Абсолютная погрешность измеряется в тех же единицах измерения, что и сама величина, в расчетах её принято обозначать греческой буквой - ∆. На рисунке ниже ∆X и ∆Y - абсолютные погрешности.
Относительная погрешность — отношение абсолютной погрешности к тому значению, которое принимается за истинное. Относительная погрешность является безразмерной величиной, либо измеряется в процентах, в расчетах обозначается буквой - δ.

Приведённая погрешность — погрешность, выраженная отношением абсолютной погрешности средства измерений к условно принятому значению величины, постоянному во всем диапазоне измерений или в части диапазона. Вычисляется по формуле

где Xn — нормирующее значение, которое зависит от типа шкалы измерительного прибора и определяется по его градуировке:
— если шкала прибора односторонняя и нижний предел измерений равен нулю (например, диапазон измерений 0...100), то Xn определяется равным верхнему пределу измерений (Xn=100);
— если шкала прибора односторонняя, нижний предел измерений больше нуля, то Xn определяется как разность между максимальным и минимальным значениями диапазона (для прибора с диапазоном измерений 30...100, Xn=Xmax-Xmin=100-30=70);
— если шкала прибора двухсторонняя, то нормирующее значение равно ширине диапазона измерений прибора (диапазон измерений -50...+50, Xn=100).
Приведённая погрешность является безразмерной величиной, либо измеряется в процентах.
Аддитивные и мультипликативные погрешности.
Аддитивной погрешностью называется погрешность, постоянная в каждой точке шкалы.
Мультипликативной погрешностью называется погрешность, линейно возрастающая или убывающая с ростом измеряемой величины.
Различать аддитивные и мультипликативные погрешности легче всего по полосе погрешностей (см.рис.).
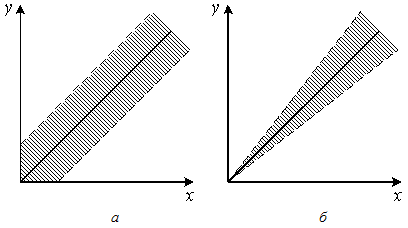
Если абсолютная погрешность не зависит от значения измеряемой величины, то полоса определяется аддитивной погрешностью (а). Иногда аддитивную погрешность называют погрешностью нуля. Если постоянной величиной является относительная погрешность, то полоса погрешностей меняется в пределах диапазона измерений и погрешность называется мультипликативной (б). Ярким примером аддитивной погрешности является погрешность квантования (оцифровки). Класс точности измерений зависит от вида погрешностей. Рассмотрим класс точности измерений для аддитивной и мультипликативной погрешностей:
- для аддитивной погрешности:

где Х - верхний предел шкалы, ∆0 - абсолютная аддитивная погрешность.
- для мультипликативной погрешности:

- это условие определяет порог чувствительности прибора (измерений).
Литература
1. Назаров Н. Г. Метрология. Основные понятия и математические модели. М.: Высшая школа, 2002. 348 с.
2. Крылова Г.Д. Основы стандартизации, сертификации и метрологии. – М.: «ЮНИТИ», 1998г.
3. Лифиц И. М. «Стандартизация Метрология Сертификация» 2006
4. Новицкий П.В. Оценка погрешностей результатов измерений. 1991.
|