Тема
З’єднання та відгалудження жил проводів та кабелів
ЗМІСТ
І. Загальні відомості про кабельні лінії
ІІ. З'єднання, відгалуження та окінцювання алюмінієвих і мідних струмопровідних жил проводів і кабелів
ІІІ. Послідовність операцій під час з'єднування і відгалуження жил кабелів
ІV. Заходи безпеки при монтажі кабельних ліній
Список використаниої літератури
І. Загальні відомості про кабельні лінії
Кабелі прокладають на опорних конструкціях, лотках (у виробничих приміщеннях, тунелях); по стінах будинків і споруд; у траншеях і блоках (по території підприємства або міста).
Монтаж кабелів у траншеях найпоширеніший і найлегший у виконанні, оскільки при цьому основна робота зводиться до риття траншей та вкладання в них кабелів. Недоліком цього способу є можливість механічного пошкодження кабелів, які знаходяться в землі, і нещасних випадків з людьми під час виконання земляних робіт на кабельній трасі або поблизу неї.
Більш надійно захищеною є кабельна лінія, розташована в блоках з азбестоцементних труб або бетонних блоків, проте таке прокладання кабелів складніше і веде до суттєвого збільшення вартості лінії. Крім того, внаслідок менш сприятливих умов охолодження допустимі струмові навантаження кабелів, що знаходяться в блоках, нижчі, ніж у кабелів, прокладених відкрито або в землі.
Жили кабелю нагріваються струмом. При цьому відбувається розрідження і необоротне переміщення розчину, яким просочений кабель. З усіх матеріалів, що входять до конструкції кабелю, просочувальний розчин має найбільший коефіцієнт об'ємного розширення, і тому при нагріванні струмопровідних жил у кабелі створюється надлишковий тиск, який може за певних умов призвести до розтягування його оболонки і збільшення її об'єму до небезпечної величини. Крім того, в кабелі, прокладеному похило або вертикально, під дією сил гравітації стікає просочувальний розчин, внаслідок чого в нижній частині кабелю накопичується надлишкова кількість просочувального розчину, а у верхній можуть утворюватися пустоти, які заповнюються газовими включеннями. Внаслідок такого переміщення просочувального розчину погіршується ізоляція у верхній частині кабелю, а в нижній зростає тиск — створюється загроза розтягання і навіть розриву оболонки кабелю. Слід також дотримуватися передбачуваних проектом і приписуваних директивними вказівками мінімальних відстаней від кабельної лінії до найближчих будівель, підземних споруд та різноманітних комунікацій (водопровід, газопровід, каналізація, труби теплофікаційної мережі тощо).
Відстань між кабелем і фундаментами будинків повинна становити не менше 0,6 м, а між силовими кабелями і кабелями зв'язку — 0,5 м. Прокладання кабелів паралельно трубопроводам по вертикалі не допускається.
Дозволяється розміщувати кабелі паралельно трубопроводам у горизонтальній площині за умови, що відстань між кабелем і трубопроводами становитиме, не менше: 0,5 м — у разі прокладання паралельно трубопроводам усіх призначень, крім нафтопроводів, газопроводів і теплопроводів; 1,0 м — у разі прокладання паралельно нафтопроводам і газопроводам.
Кабелі, які знаходяться на відстані від трубопроводів меншій від зазначеної вище (але не менше 0,25 м), повинні бути захищені азбестоцементними або гончарними трубами.
Кабелі, що розташовуються даралельно теплопроводам, повинні бути віддалені від останніх не менше ніж на 2 м. Ця відстань може бути зменшена за умови, що теплопровід має ізоляцію, яка забезпечує нагрівання грунту в місці проходження кабелю не більше ніж на 10 °С будь-якої пори року.
Кабель, який перетинає теплопровід, повинен бути віддалений від останнього не менше ніж на 0,5 м. При цьому теплопровід на ділянці перетинання плюс по 2 м в кожний бік від крайніх кабелів повинен бути ізольований так, щоб температура грунту не перевищувала найвищу літню температуру більше ніж на 10 °С і найнижчу зимову —більше ніж на 15 °С.
Перетинання кабелем електрифікованих залізниць і тих, які підлягають електрифікації, повинні бути виконані в ізолюючих блоках і трубах. Ділянка перетинання повинна бути віддалена від стрілок, хрестовин та місць приєднання до рейок відсмоктувальних кабелів не менше ніж на: 3 м — для трамвайних ліній і не-електрифікованих залізниць; 10 м — для електрифікованих залізниць.
У випадку перетинання кабельними лініями трубопроводів, у тому числі нафтопроводів, відстань між кабелем і трубопроводом повинна становити не менше 0,5 м.
ІІ. З'єднання, відгалуження та окінцювання алюмінієвих і мідних струмопровідних жил проводів і кабелів
Надійна робота електроустановок значною мірою залежить від якості виконання з'єднань, відгалужень, окінцювання та приєднання проводів. З'єднання, відгалуження, окінцювання та приєднання повинні бути механічно міцними, мати малий електричний опір і залишатися справними за умов нагрівань і охолоджень, що часто виникають внаслідок різких змін струмових навантажень у мережі. Ці вимоги забезпечуються чітким дотриманням технології монтажу, а також правильним вибором застосовуваних з'єднувальних деталей та робочого інструменту.
Основними способами з'єднування і окінцювання алюмінієвих та мідних струмопровідних жил проводів і кабелів є опресовування і зварювання — електричне, газове або термітне. В деяких випадках застосовують і паяння струмопровідних жил проводів і кабелів, яке хоча й створює надійне з'єднання, проте вимагає більших витрат часу і припою, що дорого коштує. Вибір способу окінцювання, з'єднування і відгалуження залежить в основному від матеріалу проводів (алюміній або мідь), оскільки фізичні властивості алюмінію суттєво відрізняються від фізичних властивостей міді.
Останнім часом більшість електропроводок виконують проводами з алюмінієвими жилами. Це пояснюється тим, що алюміній менш дефіцитний, проводи і кабелі з алюмінієвими жилами дешевші від мідних і мають меншу масу. Разом з тим алюміній має деякі фізико-механічні властивості, які потребують дотримання особливих умов під час з'єднування алюмінієвих проводів між собою або з мідними проводами і контактами.
Однією з негативних властивостей алюмінію є швидке окислення при сполученні з повітрям і утворення на його поверхні тугоплавкої (з температурою плавлення близько 2000 °С) плівки оксиду, який погано проводить електричний струм і тому перешкоджає створенню щільного контакту. Крім того, під час контакту алюміній — мідь утворюється «гальванічна пара», внаслідок чого алюміній, зазнаючи електрокорозії, руйнується, що призводить до поступового погіршення з'єднання. Для запобігання погіршенню і руйнуванню контактних з'єднань алюміній захищають від окислення, змащуючи з'єднання в процесі монтажу кварцовазе-ліновою або цинковазеліновою пастою, а також вкриваючи готові з'єднання лаками (асфальтовим, гліфталевим, полівінілхлорид-ним).
Наявні в пласті тверді часточки руйнують плівки оксидів, що утворюються на контактних поверхнях, а вазелін перешкоджає надходженню повітря до контактних поверхонь і таким чином запобігає їх окисленню та утворенню на них плівок.
З'єднування і відгалуження однодротяних алюмінієвих проводів і кабелів перерізом до 10 мм2
опресовуванням
З'єднування і відгалуження однодротяних алюмінієвих жцл перерізом^ до 10 мм2
виконують опресовуванням в алюмінієвих гільзах місцевим вдавлюванням гільзи в одному або двох місцях за допомогою кліщів ПК-2 або гідравлічних кліщів ГКМ Після опресовування з'єднання вкривають шаром асфальтового або гліфталевого лаку, а потім ізолюють липкою стрічкою впівнапуску і вдруге вкривають лаком для запобігання доступу повітря й вологи. Операції опресовування проводів кліщами ГКМ зображені на рис. 1.1, а-д.
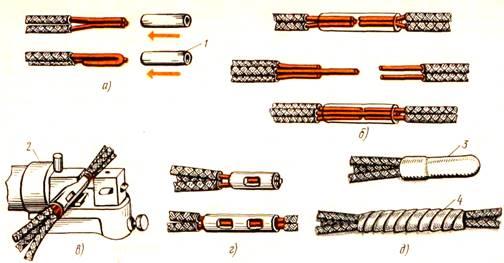
Рис. 1.1 З'єднування одножильних алюмінієвих проводів
опресовуванням у гільзі:
а - підготовка проводів до однобічного опресовування,
б - те саме, для двобічного опресовування,
в - момент опресовування кліщами ГКМ,
г - опресовані з'єднання д - готові з'єднання,
1 - гільза ГАО, 2 - кліщі ГКМ, З - пластмасовий ковпачок,
4 - липка полівшілхлоридна стрічка
Під час опресовування алюмінієвих жил проводів і кабелів обов'язково застосовують кварцовазелінову або цин-ковазелінову пасту. Цинковазелінова паста токсична, тому слід запобігати потраплянню її в їжу, на пошкоджені ділянки шкіри обличчя й рук та в очі.
З'єднування і відгалуження однодротяних алюмінієвих проводів і кабелів перерізом 2,5-10 мм2
паянням і зварюванням
Паяння є одним з найнадійніших, але трудомістких способів з'єднування. Для паяння алюмінієвих проводів застосовують припій марки А.
З кінця кожного із з'єднуваних проводів, які підлягають паянню, видаляють ізоляцію, ретельно зачищають їх сталевою щіткою або ножем і з'єднують внапуск подвійним скручуванням так, щоб утворився жолоб (рис. 57, а). Потім нагрівають проводи паяльною лампою або гасовим пальником до температури, близької до температури плавлення алюмінію (860°С), і з натиском натирають паличкою припою ділянку з'єднання, щоб зняти тугоплавку плівку оксиду, яка утворилася на поверхні проводу. Припій, що плавиться при цьому, повинен заповнити жолобок між двома проводами. Пропаявши провід з одного боку жолобка, операцію паяння повторюють на його другому боці. Ділянку з'єднання протирають чистою ганчіркою, змоченою в бензині, а потім вкривають шаром гліфталевого або полівінілхлоридного лаку і ізолюють липкою стрічкою. Ізольовану ділянку з'єднання вкривають шаром лаку.
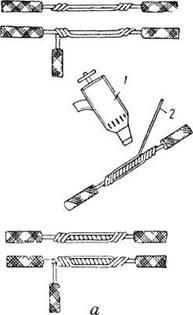

Рис. 1.2 З'єднування алюмінієвих жил перерізом до 10 мм2
:
а - паянням; б - зварюванням в обоймі за допомогою кліщів з вугільними електродами, 1 - газовий пальник, 2 - паличка припою, З - плоскогубці, 4 - кліщі з вугільними електродами
За Будівельними нормами і правилами (БНіП, розд. VI — «Електротехнічні пристрої») з'єднування і відгалуження алюмінієвих жил перерізом від 2,5 до 10 мм2
рекомендується здійснювати переважно зварюванням.
Електрозварювання проводів здійснюють в обоймі за допомогою кліщів та вугільних електродів із застосуванням флюсу або без нього.
У разі зварювання без застосування флюсу (рис 1.2, б) звільнені від ізоляції і зачищені кінці проводів обтискують за допомогою плоскогубців обоймою із куска штабової сталі розміром 20X160 і завтовшки 0,8—1 мм так, щоб кінці зварюваних проводів виступали з обойми на 3—4 мм, а потім зварюють у полум'ї дуги, утвореної між вугільними електродами кліщів, приєднаних до зварювального трансформатора. Після остигання металу знімають обойму, зачищають сталевою дротяною щіткою з'єднані кінці і вкривають їх гліфталевим або асфальтовим лаком, розгинають жили (якщо електропроводка відкрита), а потім ізолюють з'єднання ізоляційною стрічкою або вініпластовим ковпачком і вдруге вкривають лаком.
Зварювання із застосуванням флюсу відрізняється від способу електрозварювання без застосування флюсу лише тим, що зварювані кінці проводів скручують разом, вкривають флюсом і, не розміщуючи їх в обоймі, сплавлюють у полум'ї дуги між вугільними електродами кліщів.
З'єднування і відгалуження багатодротяних алюмінієвих проводів і кабеліз перерізом понад 16 мм2
зварюванням
Алюмінієві багатодротяні проводи великих перерізів (16— 240 мм2
) з'єднують встик електрозварюванням за методом контактного розігрівання або термітним зварюванням.
Електрозварювання. Звільняють ділянку жили від ізоляції і промивають бензином. Потім, встановивши жилу вертикально, надягають на неї обидві половинки рознімної форми 4 (рис. 1.3, а) (вугільної або сталевої) і скріплюють їх сталевим хомутиком 5 або дротяним бандажем. Верхні краї форми повинні виступати на 1—2 мм над торцем зварюваної жили; нижню частину форми підмотують азбестовим шнуром 01—1,5 мм. Безпосередньо під формою, на очищеній від ізоляції жилі, закріплюють охолоджувач 6. Кінці проводів, які йдуть від електротримача і охолоджувача, приєднують до зварювального трансформатора потужністю не менше 1,5 кВ-А і, змастивши торець жили флюсом, приступають до зварювання. Для цього притискують закріплений в електротри-мачі 2 вугільний електрод 3 до торця жили і тримають у такому положенні до сильного нагрівання та появи перших ознак її плавлення.
У подальшому, повільно переміщуючи електрод по торцю жили, розплавляють усі дротики жили і в отриманий розплав вводять обмазаний флюсом присаджувальний алюмінієвий пруток 1. Розплавляючись, присаджувальний пруток заповнює форму вщерть Після остигання металу знімають з жили форму і охолоджувач, а утворений монолітний зварений кінець жили очищають сталевою щіткою від шлаку та залишків флюсу. Підготовлені до з'єднування таким чином кінці жил вкривають флюсом і вкладають з незначним зазором між торцями в горизонтально розташовану з'єднувальну або відгалужувальну жолобчасту форму, яку потім прикріплюють до проводів дротом.
З обох боків форми S, на очищених від ізоляції ділянках встановлюють охолоджувачі і підключають їх до зварювального трансформатора (рис. 1.3, б). Почергово торкаючись електродом торців зварюваних жил, розплавляють їх, а потім вводять у форму обмазаний флюсом присаджувальний пруток і також розплавляють, продовжуючи зварювання до заповнення розплавом алюмінію всієї форми й утворення над формою сферичного наплаву заввишки 1-2 мм. Знявши форму і охолоджувачі, обпилюють ділянку зварювання напилком і, вкривши асфальтовим або гліфталевим лаком, ізолюють, а потім ізоляцію вкривають лаком. Послідовність операцій зварювання з'єднуваних жил проводів зображено на рис. 1.3, в.

Рис 1.3. З'єднування в стик і окінцювання багатодротяних алюмінієвих жил перерізом 16 — 240 мм2
за методом контактного розігрівання.
а - сплавляння кінця жили в моноліт; б - встановлення жил у формі для зварювання в стик,
в - зварювання жил, г - підготовка жили до окшцювання наконечником, д - стадії зварювання при окшцюванш багатодротяних алюмінієвих жил наконечниками, 1 - присаджувальний пруток, 2 - електродоутримувач, 3 - вугільний електрод, 4 - рознімна форма, 5 - сталевий хомутик, 6 - охолоджувач, 7 - провід для приєднування охолоджувача до зварювального трансформатора, 8 - жолобчаста форма для з'єднування жил зварюванням, 9 - наконечник
Для окінцювання зварюванням багатодротяної алюмінієвої жили наконечник надягають на жилу так, щоб вона виступала з нього на 2-3 мм (рис. 1.3, г), а потім виконують зварювання (рис. 1.3, д).
Термітне зварювання. Термітне зварювання багатодротяних алюмінієвих проводів здійснюють у термітному патроні, який складається з термітного муфеля і сталевого кокілю.
Перед зварюванням у термітному патроні знімають ізоляцію із з'єднуваних жил по довжині, що залежить від їх перерізу.
Переріз жил, мм2
Довжина ізоляції,що знімається, мм
16 і 2550
35 і 5055
7060
95 і 12065
150 і 18570
24075
Жили протирають ганчіркою і вкривають їх та присаджувальний пруток тонким шаром флюсу ВАМІ, розбавленого водою до пастоподібного стану. На підготовлені таким чином кінці надягають алюмінієві втулки або ковпачки, які запобігають підплавлен-ню чи перепаленню поверхні окремих дротинок зовнішнього плетення. Потім надягають термітний муфель з кокілем, після чого місця входу з'єднуваних жил до термітного патрона ущільнюють, підмотуючи азбестовий шнур, щоб запобігти витіканню розплавленого металу. На звільнених від ізоляції відрізках жил кабелю для захисту від перегрівання встановлюють охолоджувальні кліщі. Термітний патрон розміщують у пристрої-для з'єднування жил термітним зварюванням. Починаючи зварювання, закріплюють на шматку сталевого дроту завдовжки 350-400 мм спеціальний сірник, який створює при горінні температуру, близьку до 1000 °С. Сірником підпалюють торець муфеля, а отже, і патрон, у процесі горіння якого здійснюється зварювання проводів.
З'єднування, відгалуження та окінцювання мідних проводів перерізом 1-102
Для приєднання мідних однодротяних проводів перерізом від 1 до 2,5 мм2
до затискачів приладів і апаратів обмежуються тим, що кінець проводу згинають у кільце з внутрішнім діаметром, який дещо перевищує діаметр затискного гвинта, або оголений кінець проводу вводять у контактний пристрій виробу чи апарата і закріплюють у ньому притискним гвинтом.

Рис. 1.4 Окшцювання, з'єднування і відгалуження мідних проводів перерізом до 10 мм2
а - окшцювання кільцевим наконечником; б - окшцювання опресовуванням з мідною фольгою, в - окшцювання наконечником місцевим вдавлюванням; г - з'єднування місцевим вдавлюванням за один прийом пуансоном з чотирма виступами; д - відгалуження місцевим вдавлюванням у два прийоми пуансоном з двома виступами: є - з'єднування місцевим вдавлюванням у п'ять прийомів пуансоном з одним виступом
Для того, щоб приєднати до затискачів мідну багатодротяну жилу перерізом до 2,5 мм2
, її попередньо згинають у кільце, яке потім облуджують або опресовують кільцевим наконечником (рис. 1.4, а). Якщо затискач виробу є циліндром з отвором і притискним гвинтом, то багатодротяну мідну жилу окінцьовують облуджуван-ням або опресовуванням кінця проводу, обгорнутого одним шаром мідної стрічки (фольги) завтовшки 0,15-0,2 мм (рис. 1.4, б).
Мідні багатодротяні жили перерізом 4,5 і 10 мм2
окінцьовують трубчастими наконечниками (рис. 1.4, в) місцевим поперечним вдавлюванням кліщами ПК-2М циліндричної частини наконечника Оголений відрізок проводу повинен мати довжину, яка дорівнює довжині циліндричної частини наконечника плюс 2 мм, а кабельних жил - плюс 10 мм (для наступної герметизації).
З'єднування і відгалуження багатодротяних мідних жил виконують місцевим вдавлюванням з'єднувальної гільзи за один раз (рис 1.4, г) пуансоном з чотирма виступами, за два рази (рис. 1.4, д) - пуансоном з двома виступами або за п'ять разів (рис. 1.4, є) - пуансоном з одним виступом.
Розміри та конструкції наконечників і з'єднувальних гільз, а також розміри та конструкції пуансонів і матриць підбирають за відповідними таблицями довідників залежно від перерізу проводів.
З'єднування і окінцювання проводів ТПРФ і А1ПРФ
Жили проводів ТПРФ і АТПРФ з'єднують у коробці, куди вводять проводи, попередньо знявши з них захисну металеву оболонку завдовжки 5-6 мм з тим, щоб кінець кожного вільного від оболонки проводу виступав всередині коробки на 3-4 мм. На кінець введеного в коробку проводу, відступивши на 8-10 мм від краю захисної оболонки, накладають по довжині 8-10 мм бандаж із сурових ниток або ізоляційної стрічки, після чого знімають загальну поясну ізоляцію, вводять провід у коробку і, зачистивши жили, з'єднують їх між собою опресовуванням або приєднують до затискачів коробки.
Кінець проводу ТПРФ, підведеного до щитка або апарата, забивають окінцювачем, який складається із сталевої трубки дещо більшого діаметра, ніж провід ТПРФ, і фарфорової втулки, надягненої на кінець трубки. Окінцювач надягають на провід ТПРФ і кріплять до опорної поверхні скобою з двома лапками.
ІІІ. Послідовність операцій під час з'єднування і відгалуження жил кабелів
З'єднування і відгалуження струмопровідних жил виконують за допомогою спеціальних інструментів, різних пристроїв і приладдя, короткий перелік яких наведений у табл. 1.
З'єднування і відгалуження три- і чотирижильних кабелів здійснюють різними способами (табл. 2), які вибирають залежно від матеріалу і перерізу струмопровідних жил кабелів. З'єднування і відгалуження струмопровідних жил кабелів слід виконувати з дотримуванням технології, яка забезпечує надійний електричний контакт і необхідну механічну міцність з'єднання.
При виборі способу з'єднування потрібно враховувати: характерні особливості кожного із способів з'єднування; матеріал і переріз з'єднуваних жил; наявність матеріалів та інструментів, необхідних для виконання з'єднання; можливість здійснення даного способу внаслідок конструктивних особливостей з'єднання або муфти. Нижче наводиться стисла характеристика кожного із зазначених у табл. 2 способів з'єднування струмопровідних жил кабелів. Паяння є одним з найпоширеніших способів з'єднування стру мопровідних жил кабелів між собою. Суть його полягає в тому, що розігрітий до рідкого стану припій проникає в метал з'єднуваних жил, а потім, застигаючи, утворює механічно міцне з'єднання. Для з'єднування паянням алюмінієвих жил застосовують припої А, ЦО-12, ЦА-15, ЦМО, П тощо, а для з'єднування мідних жил - припої ПОС-30, ПОС-40 та ПОС-50. Під час паяння алюмінієвих жил з їх поверхні слід попередньо видалити плівки оксидів, які перешкоджають проникненню припою в метал і створенню щільного контакту в місці-з'єднання. З'єднування паянням здійснюють із застосуванням флюсів, паяльних жирів і паст: каніфолі, паяльного жиру № 1, № 5 тощо - для мідних жил; КМ-1, АФ-4А, ВАМІ, кварцовазелінової пасти - для алюмінієвих жил.
Таблиця 1 Перелік інструменту і приладдя для монтажу кабельних муфт
| Назва |
Кількість, шт. |
Аптечка
Діеталеві банки місткістю 0,5 і 1,5 л
Бідони
Бронерізка
Ванночка для парафіну
Циліндричне відро місткістю 10-12 л
Лійка для заливання маси в муфту
Дзеркало для огляду муфт і кабелів
3убила 25 X 200 і 35 X 400 мм
Каністра місткістю 5 л
Каструля з кришкою для розігрівання кабельної мастики
Малярні пензлі
Кліщі для знімання гумової і пластмасової ізоляції жил кабелів
Розвідний ключ № З
Гайковий ключ 3/8" X 1/2"
Гумовий килимок з рифленою поверхнею
Кусачки
Ківш для розігрівання припою
Гачок з дерев'яною ручкою
Паяльна лампа або пропановий пальник з балоном і шлангом
Ложка (чумичка)
Лоток для інструменту
Штикова (саперна) лопата
Сталевий лом
Лоток з покрівельної сталі
Мішалка для розмішування епоксидного компаунду, кабельної мастики та припою
Сталевий метр
Слюсарний молоток масою 0,6 кг
Дерев'яний молоток
Напилки (набір: тригранний драчовий 12"-1 шт, лицьовий 8" - 1 шт., круглий драчовий 10"- 1 шт )
Монтерський складаний ніж
Монтерський простий ніж
Ніж для знімання алюмінієвої оболонки
Ніж для знімання пластмасової оболонки
Ножиці для перерізання кабелю
Ножівка по металу
Обколотка для осаджування свинцевої труби
Викрутка завдовжки 100 мм
Захисні окуляри із шкіряним обідком
Брезентові намети з каркасом
Поліетиленові рукавички з бязевою підкладкою або гумові (медичні)
Брезентові рукавички (або рукавиці)
Пінцет
Планшет для дрібного інструменту
Універсальні плоскогубці завдовжки 200 мм
Інвентарна підставка для монтажу з'єднувальних муфт
Ножівкові полотна
Лист розміром 520 X 310 для прошпаровувальної маси
Розшрівач заливальної мастики і припою
Розбортовка
Сталева рулетка завдовжки 10 м
Скрині для інструментів і матеріалів
Термос для підігрівання банки з комплектом паперових роликів і рулонів
Термометр із шкалою до 300 °С у металевій оправі
Шаблони для згинання жил
Штангенциркуль
Сталева щітка
Металевий ящик, що замикається
|
1
2
2
1
1
1
1
1
2
1
1
2
1
2
1
1
1
1
1
2
1
1
1
1
1
3
1
1
1
3
1
1
1
1
1
1
1
1
2
2
2 пари
2 пари
1
1
1
1
6
1
1
1
1
2
1
1
2
1
1
1
|
Таблиця 2. Галузі застосування способів з'єднування і відгалуження жил три- і чотирижильних кабелів напругою до 1 кВ
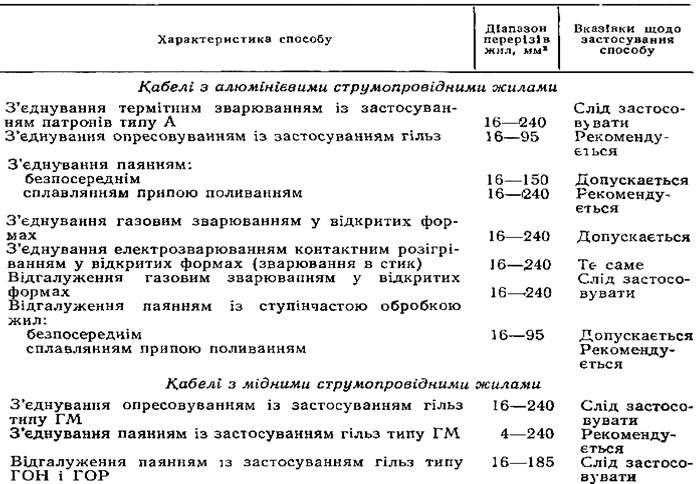
Опресовування є кращим із застосовуваних способів з'єднування алюмінієвих жил кабелів напругою до 1 кВ. Опресовування виконують із застосуванням гільз та опресовувальних механізмів (кліщів ПК, пресів РГП, РМП, ПГЕП-2 тощо). Суть опресовування полягає в тому, що під дією створюваного пресуючим механізмом тиску, який перевищує границі текучості металу жил і гільзи, останні спресовуються і, проникаючи одна в одну, утворюють монолітне з'єднання. Спосіб опресовування порівняно простий у виконанні і швидко виконується, проте потребує наявності гільз, які за своїм матеріалом і розмірами відповідають з'єднуваним жилам, а також пресуючих механізмів, здатних створювати необхідний для опресовування тиск.

а б в
Рис. 3.1 Послідовність операцій згинання жил кабелю (а, б, в)
Газове і електричне зварювання допускається застосовувати для з'єднування алюмінієвих жил кабелів перерізом 16-240 мм2
. Для газового зварювання використовують теплоту спалюваною газу (пропан-бутану тощо), яка досягає температури 2300 °С і вище, а для електрозварювання - теплоту, яка виділяється в ділянці, що має великий опір, у момент проходження через неї струму зварювання в кілька сот ампер. Газове і електричне зварювання здійснюють із застосуванням екранів, які захищають ізоляцію поблизу ділянки зварювання від прямого впливу високої температури, а також охолоджувачів, призначених для відведення теплоти від зварюваних жил.
Термітне зварювання - один з найдосконаліших способів з'єднування алюмінієвих жил кабелів. Термітне зварювання здійснюють із застосуванням патронів А. Термітний патрон підпалюють спеціальним сірником, який створює під час горіння необхідну для підпалювання термітного розчину патрона температуру, близьку до 1000 °С. При зварюванні жил у термітному патроні ізоляцію жил захищають від впливу високої температури.
Способи з'єднування жил кабелів
Паяння. З'єднування алюмінієвих струмопровідних жил кабелів напругою до 1 кВ паянням здійснюють:
1) безпосереднім сплавлянням припою у формочці;
2) поливанням попередньо розплавленого припою.
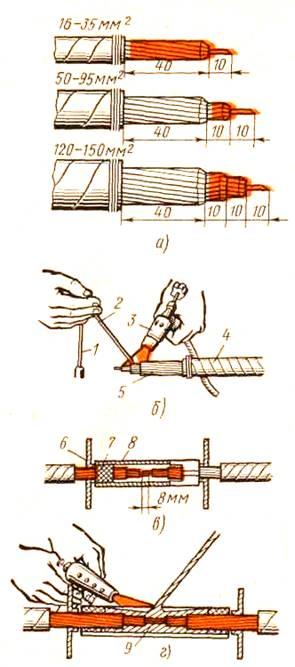
Рис 3.2 Обробка і з'єднування багатодіротяних алюмінієвих жил кабелів паянням безпосереднім сплавлянням припою в формочці
а, б, в, г - послідовність операцій, 1 - сталевий помазок, 2 - паличка припою, 3 -пальник, 4 - ізоляція, 5 - жила, 6 - захисний екран, 7 - азбестова підмотка, 8 - формочка, 9 - розплав припою
Перший спосіб застосовують для з'єднування алюмінієвих струмопровідних жил перерізом до 150 мм2
, другий - для жил перерізом до 240 мм2
.
З'єднування алюмінієвих жил перерізом до 150 мм2
паянням безпосереднім сплавлянням припою у формочці виконують у певній послідовності. Розводять жили оброблених кінців кабелів (рис. 3.1, а) і вигинають їх вручну (рис. 3.1, б) або за допомогою дерев'яного шаблона (рис. 3.1, в) по вершинах рівнобічного трикутника. Відстань між жилами кабелів, з'єднуваних у чавунній муфті СЧо, визначається відстанню між центрами фарфорових розпірок, які фіксують положення жил, а в муфті СЧм - підмоткою (ізоляцією) паперовою просоченою стрічкою, яку накладають на жили в місці їх з'єднування після паяння.
Для з'єднування багатодротяних алюмінієвих жил їх попередньо обробляють ступінчасто (рис. 3.2, а). Кількість ступенів залежить від перерізу з'єднуваних жил: для жил перерізом 16-35 мм2
обробка повинна мати один ступінь розміром 10 мм; для жил перерізом 50-95 мм2
- два ступені по 10 мм; перерізом 120- 150 мм2
- три ступені по 10 мм Центральний провід струмопро-відної жили зрізають навскіс під кутом 45°.
Перед паянням жил перерізом 16-150 мм2
безпосереднім сплавлянням припою у формочці очищають ступінчасту обробку жил від залишків просочувального розчину, протираючи чистою ганчіркою, змоченою в бензині, а потім, нагріваючи полум'ям паяльної лампи, облуджують (рис. 3.2, б) припоєм А й одночасно видаляють з жил сталевим помазком 1 плівки оксидів. Закріпивши формочку 8 (рис. 3.2, в) на жилах так, щоб ділянка з'єднання розташувалася в її центрі, намотують біля торців формочки кілька витків азбестового шнура 7 для запобігання витіканню припою в процесі паяння і встановлюють захисні екрани 6.
Операцію паяння починають з прогрівання жил і формочки полум'ям паяльної лампи, а потім вводять у полум'я лампи паличку 2 припою А (рис. 3.2, г), розплавляючи його до повного заповнення формочки припоєм. Після охолодження ділянки з'єднання видаляють з нього формочку, підмотку азбестовим шнуром і екрани, я потім обпилюють напилком цю ділянку, надаючи їй правильної циліндричної форми та одночасно видаляючи застиглі на поверхні часточки припою, що виступають.
Паяння припоями ЦО-12 і ЦА-15 здійснюють у такій самій послідовності, але без попереднього облуджування з'єднуваних жил.
Для з'єднування алюмінієвих жил кабелів перерізом 16- 240 мм2
поливанням секторним жилам надають круглої форми і обрізають їх кінці під кутом 45°, після чого встановлюють у роз-німній сталевій формочці так, щоб між з'єднуваними кінцями утворився зазор у 2 мм. Біля торця формочки намотують азбестовий шнур і встановлюють захисні екрани, після чого полум'ям паяльної лампи підігрівають жили та формочку до температури 200-250 °С. Далі розплавляють необхідну кількість припою в тиглі, беруть з нього припій підігрітою ложкою і ллють безперервним струменем у формочку до її заповнення, одночасно видаляючи скребком оксидні плівки з косо зрізаних поверхонь жил. Остиглу ділянку з'єднання звільняють від екранів, підмотки та формочки обпилюють і обпарюють гарячою мастикою МП-1 для видалення з неї часточок металу, що залишилися.
З'єднування мідних струмопровідних жил перерізом 4-240 мм2
кабелів напругою до 1 кВ паянням здійснюють із застосуванням мідних гільз типу ГМ, які мають заливальний отвір для вливання припою. Для з'єднування жил їх вкривають тонким шаром паяльного жиру і встановлюють у гільзі так, щоб стик обох жил знаходився на середині гільзи, а заливальний отвір гільзи опинився над стиком жил. Операції паяння виконують так само, як паяння алюмінієвих жил поливанням припою.
У разі з'єднування алюмінієвих струмопровідних жил кабелів, з мідними операції паяння виконують аналогічно з'єднуванню алюмінієвих жил, але мідні жили підготовляють так само, як для з'єднування їх паянням.
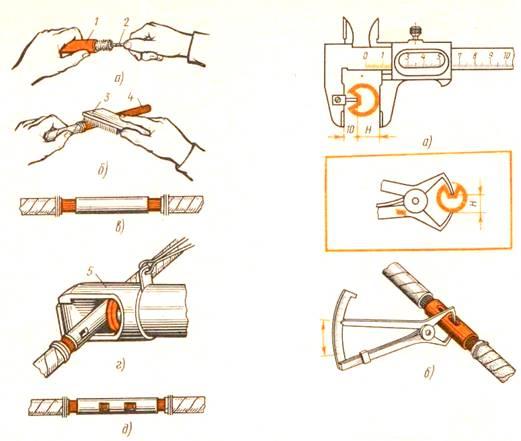
Рис. 3.3 З'єднування жил кабелю опресовуванням:
а, б, в, г, д - послідовність операцій; 1 - гільза; 2 - йорж: 4 - жила; 5 – прес
Опресовування. З'єднування струмопровідних жил кабелів опресовуванням виконують у гільзах. Для цього сталевим йоржем зачищають внутрішню поверхню гільзи до металевого блиску (рис 3.3, а) і змащують кварцовазеліновою пастою. Поверхню з'єднуваних жил очищають сталевою щіткою (рис. 3.3, б) і протирають чистою тканиною, змоченою в бензині. Жили вводять у з'єднувальну гільзу так, щоб їх кінці розташувалися точно в середині гільзи (рис. 3.3, в). Готують відповідний механізм для опресовування і пуансон з матрицею.
Розташовують з'єднання між пуансоном і матрицею опресовувального механізму і здійснюють залежно від перерізу жил по одному або два вдавлювання - спочатку на одному кінці гільзи,, потім на другому (рис. 3.3, г).
Якість готового з'єднання (рис. 3.3, д) перевіряють спеціаль ним інструментом, вимірюючи в місці вдавлювання остаточну товщину.
Зварювання. З'єднування алюмінієвих струмопровідних жил кабелів зварюванням здійснюють: термітним зварюванням в стик у патронах типу А; газовим зварюванням у відкритій формочці; електрозварюванням контактним розігріванням у відкритій формочці.
Найбільш якісного з'єднання алюмінієвих жил досягають термітним зварюванням, тому у відповідних інструкціях зазначається насамперед цей спосіб.
Газове зварювання і електрозварювання алюмінієвих жил застосовують у випадках, коли термітне зварювання з будь-яких причин здійснити не можна.
Термітне зварювання виконують у дві стадії. На першій (попередній) стадії здійснюють підготовку жил до зварювання. В процесі підготовки (рис. 3.4) підбирають термітний патрон за перерізом зварюваних жил. Переріз жили, на який розрахований патрон, зазначено маркуванням на патроні. Для зварювання жил кабелів застосовують патрони типу А (рис. 3.4, а). Круглі жили кабелю очищають від залишків просочувального розчину, а секторним жилам надають також круглої форми. На оброблену таким чином жилу кабелю надягають алюмінієву втулку 3 (рис. 3.4, б) і вводять її в патрон (рис. 3.4, в). Для запобігання витіканню розплаву місця входу з'єднуваних жил у патрон ущільнюють азбестовим шнуром 5 (рис. 3.4, г), користуючись сталевою підбійкою 4 з напівкруглим лезом. Підготовлене до зварювання з'єднання (рис. 3.4, д) встановлюють на площадці для фіксації 2 (рис. 3.5, а) пристрою (штатива) 1, закріплюють на жилах охолоджувальні кліщі 4, за хищають жили листовим азбестом 5 і переходять до дргої стадії - зварювання.
Зварювання в термітному патроні здійснюють із застосуванням флюсу ВАМІ у послідовності, зображеній на рис. 3.5, б, в, г. Після остигання ділянки з'єднання сколюють муфель зубилом (рис. 3.5,д) і видаляють з нього сталевий кокіль. Після завершення процесу зварювання залишається ливниковий додаток (рис, 3.5, є), який видаляють, відкушуючи кліщами або зрізаючи ножівкою. Ділянку з'єднання обпилюють, надаючи їй форми циліндричної гільзи (рис 78, в), а потім промивають гарячою обпарювальною мастикою МП-1 для видалення часточок металу і шлаку, що залишилися.
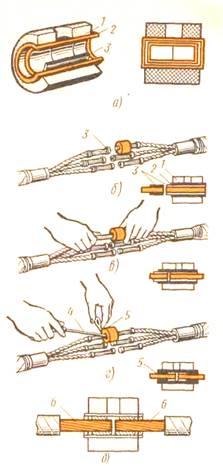
Рис 3.4 Підготовка алюмінієвих жил кабелю до зварювання в термітному патроні
а - термітний патрон типу А (розріз), б, в, г, д - послідовність операцій 1 - термітний муфель, 2 - сталевий кокіль, 3 - алюмінієва втулка І - підбійка з швкруглим дезо-з для підбивання азбестового шнура, 5 - азбестовий шнур, 6 - з'єднувані жили
З'єднування алюмінієвих жил кабелів газо- і електрозварюванням здійснюють у два прийоми: спочатку сплавляють кінці з'єднуваних жил у монолітний стержень, а потім зварюють їх Сплавляння здійснюють у формочці, встановленій на вертикально розташованій струмопровідній жилі (рис 3.5, а). Спочатку по лум'ям пальника 3 розігрівають формочку 1, потім розплавляють кінець жили, після чого вводять у полум'я пальника присадочний пруток 7 і розплавляють його, збільшуючи таким чином кількість розплаву, необхідного для утворення під час остигання монолітного стержня. Для зварювання жил із сплавленими монолітними стержнями (рис. 3.6, б) розміщують їх горизонтально в сталеву рознімну форму 10, закріплювану на жилах дротяними бандажами 5, і зварюють, розмішуючи розплав 9 сталевим гачком (мішалкою)6. Операції з'єднування струмопровідних жил електрозварюванням мало чим відрізняються від газового зварювання. Під час сплавляння кінців і газового зварювання ізоляцію жил захищають екранами 4 і охолоджувачами 5, а під час з'єднування електрозварюванням - лише охолоджувачами, які одночасно є і контактними затискачами, що підводять зварювальний струм до жил.
Після завершення з'єднування жил переходять до заземлення кабелів.

Рис 3.5. З'єднування алюмінієвих жил кабелів термітним зварюванням
а, б, в, г, д, є, є - послідовність операцій, 1 - штатив, 2 - площадка для фіксації термітного патрона, 3 - термітний патрон, 4 - охолоджувальні кліщі, 5 - листовий азбест для захисту жил від полум'я, 6 - скоба для закріплення азбесту на жилах кабелю, 7 - екран, 8 - присаджувальний пруток, 9 - сталевий дротяний гачок, 10 - сірник для підпалювання термітної суміш
і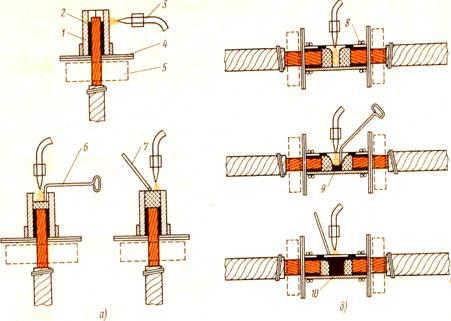
Рис. 3.6 З'єднування алюмінієвих жил газовим зварюванням:
1 - операції сплавляння кінця струмопровідної жили в монолітний стержень; б- з'єднування жил зварюванням; 1 - формочка; 2 - азбестова ізоляція; 3 газовий пальник; 4 -захисний екран; 5 - охолоджувач; 6 - сталевий гачок (мішалка); 7 - паличка припою; 8 - дротяний бандаж; 9 - розплав металу; 10 - рознімна сталева форма
Окінцювання струмопровідних жил кабелів
Жили кабелів .окінцьовують наконечниками опресовуванням., паянням або зварюванням. Конструкція наконечника та спосіб його з'єднування із струмопровідною жилою визначаються матеріалом жили (аЛюміній або мідь).
Найнадійнішим і найпоширенішим способом окінцювання жил наконечниками є опресовування, який слід застосовувати у всіх доступних випадках.
Алюмінієві жили перерізом 16-240 мм2
окінцьовують опресовуванням трубчастими наконечниками типів ТА або ТАМ, а мідні жили перерізом 4-240 мм2
-наконечниками типу Т. Опресовування здійснюють шляхом місцевого вдавлювання трубчастої частини наконечника за допомогою спеціальних опресовувальних механізмів (пресів РГП-7м, РМП-7, ПГЕП-2 тощо). Для цього очищають сталевим йоржем 1 (рис. 3.7) внутрішню поверхню трубчастого наконечника 2 (рис. 3.7, а) до металічного блиску. Змащують зачищену внутрішню поверхню наконечника кварцовазеліно-вою пастою (рис. 3.7, б), яка складається з 50 % кварцового піску тонкого помелу і 50 % технічного вазеліну.

Рис. 3.7 Окінцювання алюмінієвої жили кабелю опресовуванням наконечника способом місцевого вдавлювання
а - ж - послідовність операцій; 1 - йорж; 2 - трубчастий наконечник; 3 - щітка; 4 - дерев'яна лопатка; 5 - опресовувальний механізм; 6 - ямки, що утворюються після операції опресовування
Звільнений від ізоляції кінець жили зачищають щіткою 3 з кардострічки (рис. 3.7, в) і наносять на неї дерев'яною лопаткою 4 тонкий шар кварцова-зелінової пасти (рис. 3.7, г). Встановлюють наконечник, насадивши його до упору на кінець струмопровідної жили (рис. 3.7, д), і жилу з наконечником в опресовувальному механізмі (рис. 3.7, є) із заздалегідь підібраними пуансоном та матрицею і опресовують. Трубчасту частину наконечника і ямки 6 готового окінцювання (рис. 3.7, є) протирають ганчіркою, змоченою в бензині.
Окінцювання мідних жил кабелів опресовуванням трубчастими наконечниками типу Т здійснюють аналогічно окінцюванню алюмінієвих жил наконечниками ТА і ТАМ, але без застосування квар-цовазелінової пасти.
Алюмінієві жили можна окінцьовувати також електрозварю,-ванням методом контактного розігрівання або газовим зварюванням із застосуванням в обох випадках литих наконечників типу ЛА. Технології електрозварювання і газового зварювання принципово аналогічні. Електрозварювання виконують вугільними електродами 010-12 мм із застосуванням флюсу ВАМІ, який складається з хлориду кальцію (50 %), хлориду натрію (ЗО %) і кріоліту марки К-1 (2О'%).
Допускається окінцювання алюмінієвих і мідних жил паянням мідних наконечників серії П. Для з'єднування мідного наконеч яика з алюмінієвою струмопровідною жилою застосовують припої: марки А - з попереднім облуджуванням цим припоєм жили кабелю; марок ЦО-12 і ЦА-15 - без попереднього облуджування.
ІV.Заходи безпеки при монтажі кабельних ліній
Риття траншеї дляпрокладкикабелів дозволяється тільки після одержання керівникомробіт письмового дозволу від організації, що експлуатує підземні комунікації (кабелі, газопроводи й т.п.) траси, щоперебуваютьурайоні проходження кабелю, щозновупрокладається. Накресленнітраси кабелю точно вказуютьусіпересічні підземні комунікації,місця перетинань повинні бути позначені йзазначенівиконавцем робіт у натурі на місцевості.
Пересічні підземні комунікації дозволяється розкривати пририттітраншеї тільки в присутності виконавця робіт або майстра.Розкриттяпересічнихдіючихкабельних ліній допускається виконувати тільки в присутності спостерігаючої організації, що експлуатуєдіючулінію. Спостерігач зобов'язаний припинити роботу, якщо вінпорахуєїї виконання небезпечним для працюючих.
Земляні роботи наділянкахтраси, де відсутні підземні комунікації,проводятьсямеханізованим способом.У безпосередній близькості віддіючихпідземних комунікацій ґрунт розробляють вручну лопатами без різких ударів. При цьому забороняється застосовуватиударні інструменти (ломи, кирки, клини й пневматичні інструменти).
Пририттітраншей враховують припустиміукосидля відповідних ґрунтів і внеобхіднихвипадкахнадійно розкріплюють стінки траншей і котлованів від обвалення. Ґрунт, що виймається із траншеї,розміщують не ближче 0,5 м від брівки траншеї або, котловану по однусторону. По іншусторонурозміщаютьматеріал дорожнього покриття. Пририттітраншеї стежать за тим, щоб наукосахґрунту незалишалися"козирки" і камені.
Механізми, лебідки, кабельні барабани й інші вантажі дозволяється розміщати тільки за межами призмиприродного обвалення ґрунту, при цьому відстань від краю траншеї до вантажів повинне бути неменшеглибини траншеї. Якщо цього виконати не можна, то стінки повинні бути розкріплені.
Перед початком перекочування барабана або розмотування кабелю необхідновилучитиз щік барабанацвяхи й вжити заходів по запобіганнюзахопленняодягуробітниківвиступаючими частинами барабана. Необхідно також перед початком перекочування міцно закріпити кінець кабелю.
Розмотування кабелю дозволяєтьсяробититільки при наявностіпристосуваннядля пригальмовування барабана. Допускається для цієїметизастосовувати дошку.Кабельний барабан з розгортальним валом (віссю) повинен бути встановлений на домкратах абоспеціальному візку.Особливаувагаслід звернути настійке, міцнеположеннядомкратів увертикальномуположенні.
При необхідності прогріву кабелю передпрокладанням, який допускається застосовувати напруга не вище 250 В. При напрузі вище 42 В броня й оболонка кабелю, а такожусіметалеві корпуси апаратів, приміняемихприпрогріві, повинні бути заземлені.Прирозмотуваннікабелю лебідкою по роликах, а також і прирозкочуваннівручну на поворотах траси встановлюють кутові ролики. Підтримувати кабель на поворотах траси вручну забороняється. Не дозволяється також при, розкочуванню кабелю ставитиробітниківусерединікутівповороту траси. Припрокладцікабелю по складній трасі із проміжними колодязями абокамерами для робітників, щоперебуваютьуколодязій камерах, повинна бути забезпечена подача команд через зв'язкових.Примеханізованімпротяганнікабелю особливу увагуслідобертатиназачалюваннякінця кабелю до троса лебідки або тягнучого механізму - воно повинне бути надійним і недопускатизриву кабелю під частяжіння.
Наприкінці розмотування барабана, коли наньомузалишаєтьсякілька витків, необхідно пригальмувати барабан щоб уникнути удару кінцем кабелю. Припротяганнікабелю усередині приміщень через проріз у стіні робітники повинні бути поставлені по обидві сторони прорізу. Призатягуваннікабелю в трубипорібно додержуватись обережності проти затягування в трубурукиабоодягуробітника разом з кабелем.Підтримувати кабель перед прорізом або трубоювипливаєне ближчечомуза 1 м. Прокладкукабелю на висоті слідробитиз лісів, риштовання або вишок з поруччям, висотою неменш1 м бортові дошки, що мають, висотою неменш150 мм.
При роботі в кабельних колодязях, тунелях і кіл лекторах необхідно дотримувати особливих запобіжного заходів : перед початком роботи повинне бути перевірена відсутністьгорючихі душливих газів, при цьому перевірка відкритим вогнем забороняється; відкритий люк колодязяобгороджуютьабо встановлюютьблизьконього попереджувальний знак; розігрівати вколодязімастику, припій або розпалювати паяльну лампу забороняється,усіці операції слід робити тільки зовні; розплавлений припій і розігріту мастику слідопускатив колодязь у закритих каструлях або ковшах, що прикріплюються до сталевого троса накарабіні.
Якщоувідкритого люка колодязя чергує монтер зіскладубригади, то вколодязідозволяється працювати одній людині, якщо він має кваліфікацію не нижче III групи.
У тунелях і, колекторах після перевірки відсутності газів дозволяється придотриманнізаходівпожежноїбезпеки розпалювати паяльні лампи й жаровні, розігрівати припій. Розігрів кабельної мастики слідробитипоза приміщенням. Під час роботи повинні бути відкрито два люки або двоє дверей так, щоб працюючіперебувалиміж ними.
Дляосвітленнямісця роботи в колодязях, а також у тунелях і колекторах при, недостатностіпостійного освітленнязастосовують переносні лампи 12 В або акумуляторні ліхтарі.
Примонтажікабельних закладень із застосуваннямлаківіэпоксидногокомпаунда потрібно додержуватись інструкцією, що передбачає,захистпроти токсичності цих матеріалів.
Примонтажікабельних закладень із застосуванням мастики розігрів їїроблятьу спеціальних каструлях із кришкою й носиком для зливу. Температуру мастики прирозігрівіконтролюють по термометру. Температуру повиненвизначитий указатикерівникробіт (виконроб, майстер). Мастику не можна доводити до кипіння. Забороняєтьсяробитирозігрів мастики в закритій банці. Улітку банкуз мастикою злегка підігрівають, попередньо знявши кришку, до текучогостануй переливають обережно в каструлю.
Припідігрівікабельної мастики й припою в холоднупоруроку перемішуванняроблятьпідігрітим сталевим прутком або, ложкою щоб уникнути влучення вогкості,здатноївикликатирозбрискування припою або мастики. Каструлю з підігрітою мастикою забороняється передавати з рук у руки. При передачі каструлю слід ставити на землю й брати тільки із землі.
Працювати з розігрітою мастикою або припоєм потрібноу рукавицях ізапобіжнихокулярах.
При роботі з епоксиднимкомпаундомта затверджувачами слід уникати їхнього зіткнення зі шкірою до повного затвердіння. Необхідно при роботі користуватися спецодягом ізапобіжнимизасобами: халатом, бавовняною шапочкою, окулярами й медичними гумовими рукавичками. Бажано застосовувати поліетиленові рукавички з бязевоюпідбивкою.
Епоксиднийкомпаундабо затверджувачзмивають гарячою водою з милом, після чого це місце шкіри змазують жирною маззю наосновіланоліну, вазеліну або касторовогомасла.
Дозволяється очищати шкіру ацетоном. Застосовувати бензол, толуол,четирьоххлористийвуглець і інші токсичні розчинники забороняється.
Очищенняінструментароблятьацетоном. Поблизу робіт зепоксиднимкомпаундомзабороняється зберігати й вживатиїжу, а такожкурити.
Список використаниої літератури
1. Ктиторов А. Ф. Злектрослесарь строительньїй: Учеб. для проф.-тех. училищ. -М.: Стройиздат, 1990.- 383 с: ил.
2. Атабеков В.Б. Монтаж електрических сетей и силового електрооборудования: Учеб. для сред. проф.-тех. училищ. - 4-е изд., испр. - М.: Вьюш. шк., 1985. -176 с, ил. - (Профтехобразование).
3. Корнилов Ю.В., Бредихин А.Н. Слесарь-злектрик: Учеб. пособ. для СПТУ. 2-е изд., перераб. и доп. - М.: Вьюш. шк., 1988. - 256 с: ил
|