Оглавление
Введение
Классификация ДСП (Дуговых сталеплавильных печей)
Дуговая сталеплавильная печь ДСП - 180
Основные технические и эксплуатационные характеристики ДСП
Производство стали в ДСП
Технологические периоды производства стали
Методы измерения температуры
Измерения температуры в технологических периодах на ДСП
Измерение температуры свода ДСП
Принцип измерения температуры шомпольным термозондом
Заключение
Список используемой литературы
Введение
Начальным этапом в развитии электрометаллургии следует считать открытие в 1802 году В.В. Петровым явления электрической дуги - электрического разряда в газовой среде.
Устойчивое горение электрической дуги в газовой среде, приводящего к ионизации газа и получению температуры 3000-3500 °С, осуществили в Италии (г. Камо) Алессандро Вольта и Луиджи Гальвани более двухсот лет назад. Практически через 100 лет во Франции был создан первый, удовлетворительно функционирующий образец электродуговой печи.
В 1906 году в США построена промышленная трехфазная дуговая сталеплавильная печь переменного тока. Аналогичный агрегат емкостью 3,5тв 1910 году появился в России на Обуховском (Ижорском) заводе. С тех пор электрометаллургия является самой передовой и интенсивно развивающийся технологией металлургического производства. Более 30% от всей выплавляемой стали приходится на электрометаллургию, она занимает второе место после кислородно-конверторного производства. Электрометаллургия полностью вытеснила мартеновское производство в США и многих других странах.
В электродуговых печах особенно удобно перерабатывать стальной лом и металлизированное сырье (продукт низкотемпературного бескоксового восстановления железа).
Поскольку электросталеплавильное производство слабо зависит от доменного, это позволяет организовывать производство стали практически в любом районе, имеющим достаточное энергообеспечение и необходимые запасы металлолома. Особенно широко используются дуговые сталеплавильные печи в литейном производстве и на машиностроительных предприятиях.
В настоящий период электродуговые печи являются самыми перспективными и экологически чистыми сталеплавильными агрегатами, используемыми для получения высококачественных сталей или прецизионных сплавов заданного химического состава.
Основной целью технологического процесса электродуговой плавки является получение стали заданного химического состава при требуемой температуре, определенного количества по массе при минимально возможной себестоимости. В современных условиях дуговые сталеплавильные печи (ДСП) все больше начинают использоваться как высокоэффективные технологические агрегаты для расплавления шихтовых материалов. Процессы рафинирования или доводки стали переводятся частично или полностью в другие технологические установки внепечной обработки стали.
В конечном итоге это увеличивает общую производительность металлургического комплекса и позволяет наиболее эффективно использовать преимущество ДСП как высокопроизводительного агрегата для расплавления металлической шихты.
Наиболее значимыми периодами технологического процесса в этом случае являются энергетические стадии, в которых основное внимание уделяется режиму расплавления шихтовых материалов. Чисто технологические периоды, осуществляемые в установках внепечной доводки стали, становятся для ДСП не основными.
Это позволяет дополнительно увеличить стойкость огнеупорной футеровки рабочего пространства ДСП и обеспечить снижение удельного расхода дорогостоящей электрической энергии.
Очевидно, что разделение технологического процесса на технологические и энергетические периоды плавки доступны для крупных современных металлургических предприятий, обеспечивающих большие объемы выплавки стали.
На многих отечественных предприятий производство стали в ДСП осуществляется циклическим процессом с последовательно повторяющимися периодами плавки: межплавочный период; период расплавления шихты; Окислительный и восстановительный периоды.
При наличии жидкого расплава металла в период плавления, т.е. в окислительный и восстановительный (технологические) периоды плавки для исключения перегрева огнеупорной защитной кладки рабочего пространства ДСП величина подводимой к печи электрической мощности ограничивается. Поэтому в названные периоды плавки большое значение имеет объективный достоверный непрерывный (текущий) контроль температуры жидкого металла, температуры внутренней поверхности огнеупорной футеровки и температуры шлака.
Классификация Дуговых сталеплавильных печей
В зависимости от установленной удельной (на тонну садки) мощности печного трансформатора, используемые в металлургической промышленности ДСП подразделяются на следующие группы:
1) низкой мощности, менее 250 кВт/т;
2) средней мощности, от 250 до 400 кВт/т;
3) высокой мощности, от 400 до 600 кВт/т;
4) сверхвысокой мощности, более 600 кВт/т.
Емкость ДСП широко используемых в литейных цехах промышленных
предприятий обычно не превышает 10 - 50 тонн. Емкость агрегатов, используемых в сталеплавильных цехах металлургических предприятий обычно составляет 100, 150, 200 и более тонн.
При интенсивном увеличении объемов выплавляемой стали в дуговых сталеплавильных печах происходит непрерывное совершенствование их конструкции и принципов организации технологического процесса:
— используются водоохлаждаемые панели ;
— осуществляется симметрирование коротких подводящих цепей; используются графитированные электроды, выдерживающие повышенную плотность тока и отличающиеся более высокой механической прочностью;
— осуществляется совершенствование способов выпуска металла из печи;
— использование ДСП в качестве высокопроизводительных технологических агрегатов только для расплавления шихтовых материалов с последующим переносом технологических операций в установки и агрегаты внепечной доводки стали, и т. д.
Для ускорения расплавления шихты и окислительных процессов с целью снижения затрат электрической энергии на 30 - 40% в технологический период расплавления в ДСП используются мощные газо-кислородные горелки конструктивно комбинированные с кислородными продувочными фурмами.
Современный электросталеплавильный процесс совершенствуется особенно заметно в направлении уменьшения электропотребления, в основном за счет замены дорогостоящей электроэнергии пока еще более дешевыми видами углеводородного топлива в различных сочетаниях.
В настоящее время существуют и используются несколько систем подачи углеводородного топлива в ДСП. Например, известна система Данарк фирмы Даниэли. Эта система предусматривает установку газокислородных горелок (фурм) в подине печи и нескольких кислородно-топливных фурм в боковых стенках печи.
Технологическая задача подачи кислорода в ДСП состоит в уменьшении продолжительности окислительного периода электродуговой плавки. Новейшая технология использования кислорода в ДСП разработана фирмой «BaddishCojet», Германия. В данном случае для ускорения процесса обезуглероживания металла через фурму в боковой стенки печи вдувают кислород под высоким давлением в виде когерентной струи по системе «Ргахаiг Соjеt». Для стабилизации электрического режима и снижения интенсивности разогрева огнеупорной кладки ДСП за счет экранирования электрических дуг используются пенистые шлаки, одновременно ускоряющие процессы окисления нежелательных примесей серы и фосфора в выплавляемой стали.
Широкое распространение в промышленности всех технически передовых стран при выплавке стали в ДСП получило использование в шихте металлизированных окатышей и чугуна. Это, в первую очередь, связано с возможностью расширения сырьевой базы электросталеплавильного производства за счет частичной замены металлического лома окатышами, в которых значительно меньше содержание вредных примесей по сравнению с металлическим ломом.
Как показали результаты исследования количество металлического лома в развитых металлургических районах нашей страны из-за большого экспорта, значительно уменьшилось или лом находится в трудно извлекаемом состоянии.
Во-вторых, замена металлического лома окатышами и чугуном целесообразна по причине увеличения производительности ДСП. При использовании металлизированных окатышей эффективность электросталеплавильного процесса дополнительно повышается за счет более равномерного потребления электрической мощности и увеличения коэффициента использования печной установки.
В случае использования в шихте ДСП окатышей потребление электроэнергии возрастает в связи с увеличением количества шлака и протекания реакций восстановления окислов железа, содержащихся в окатышах. Увеличение средней активной мощности потребляемой ДСП и удельного расхода электроэнергии обуславливает повышенную тепловую нагрузку печи. В связи с этим становится более актуальной проблема защиты огнеупорной кладки ДСП от перегрева путем непрерывного измерения по ходу плавки температуры огнеупорной футеровки и жидкого металла.
Удорожание электроэнергии и энергоносителей с одновременным ужесточением требований к экологической безопасности металлургического производства явилось мощным дополнительным стимулом для развитых промышленных стран использование дуговых печей постоянного тока (ДППТ).
Основные конструктивные элементы и используемые механизмы ДППТ практически аналогичны ДСП переменного тока. В ДППТ для футеровки используются те же материалы, что и для футеровки ДСП. При выплавке стали в ДППТ используют все те же известные и применяемые в ДСП технологические периоды и методы повышения производительности печей: продувка металла кислородом или инертным газом, легирование металла, перемешивание ванны.
Для работы современных ДППТ требуемая величина рабочего тока составляет более 130 КА и напряжения до 750 В. Отличительной особенностью ДППТ нового поколения от ДСП переменного тока является использование только одного верхнего - главного электрода (ГЭ) - катода, расположенного вдоль вертикальной оси печи. Подовые электроды (ПЭ) - аноды вставляются в подину или используется токопроводящая подина. Стойкость подины при проведении в течение компании печи текущих «горячих» ремонтов составляет до 5 тысяч плавок.
Одним из основных элементов подины ДППТ является подовый электрод (реже токопроводящая подина) который подсоединяется к плюсу выпрямителя источника питания ДППТ. В случае использования ПЭ нижний конец его соединяется с токопроводом, выше которого расположены каналы охлаждения. Каналы охлаждения расположены вне защитного металлического кожуха печи. Основная часть подового электрода расположена в нижней трети толщины огнеупорной футеровки подины печи.
Сам электрод представляет собой стальную трубу, заполненную медью, к боковой поверхности трубы приварены стальные листы, соединяющие электрод с расплавленным металлом. Внутри электрода расположены датчики температуры, связанные с системами сигнализации, блокировки и аварийной защиты.
Подовый электрод такой конструкции имеет неограниченный ресурс работы, поскольку заменяются только стальные листы при смене огнеупорной футеровки через 2-3 года (имеются данные и через 5 лет).
В ДППТ используется главный электрод без специальных требований к прочностным свойствам материала. Расход электродов при этом составляет 0,8-1,5 кг/т по сравнению с 4-5,5 кг/т в ДСП переменного тока.
Причиной такого малого удельного расхода дорогостоящих электродов в ДППТ являются следующие факторы:
• сокращение количество используемых электродов в три раза;
• продолжительная работа ДППТ на пониженном токе при высоком напряжении;
• отсутствие поломок при обрушении металлической шихты.
Последнее объясняется изменением формы проплавляемого в шихте колодца. В период расплавления шихты, который проводится при высоком напряжении и малом рабочем токе дуги (небольшой плотности тока), в шихте образуется не узкий колодец, в который погружается электрод (что характерно для ДСП переменного тока), а широкая воронка, внутри которой металлическая шихта на электрод не обрушается.
Дополнительным преимуществом ДППТ является наличие естественного перемешивания расплава за счет взаимодействия электрического тока, протекающего через него и электромагнитным полем. Для реализации естественного перемешивания устанавливается не менее двух подовых электродов, смещенных от оси симметрии подины.
Важным преимуществом ДППТ является значительное (в 7-9 раз) уменьшение выбросов газов при заметном уменьшении угара металла по сравнению с ДСП переменного тока. И в будущем это будет очевидно иметь решающее значение при ужесточении экологических требований.
Несмотря на установку дополнительного электрооборудования (дросселя и выпрямителя) при использовании ДППТ достигается достаточно ощутимая экономии электроэнергии за счет следующих факторов:
• использование одного электрода вместо трех и, следовательно, одного отверстия в своде, что уменьшает тепловые потери;
• у постоянного тока отсутствуют значительные индукционные потери;
• электрическая энергия подводится к ДППТ с более высоким напряжением;
• передача тепла от электрической дуги к металлу, благодаря естественному перемешиванию расплава, более эффективна.
Следует отметить, что стоимость ДППТ в 1,8-2,5 раза превышает стоимость ДСП переменного тока одинаковой производительности и это является пока сдерживающим фактором для их широкого применения.
Начиная с 1962 года особое распространение получила вначале в США, Японии, а затем и в Западной Европе технология СВМ (сверхвысокой мощности).
Именно благодаря этой технологии ДСП стали более эффективными, чем мартеновские печи. Основным преимуществом ДСП высокой и сверхвысокой мощности является значительная концентрация электрической мощности в рабочем пространстве печи.
Так, если для печей емкостью 100 т и больше обычно удельная мощность в энергетический период расплавления составляет 150-250 КВт/т, то для печей СВМ этот показатель равен 300- 650 КВт/т. Это приводит к значительному сокращению продолжительности периода расплавления шихты. Так, если на печи емкостью 100т повышенной мощности (мощность трансформатора около 30 МВА) длительность расплавления составляет до 2,5 часов, то на 140 т печи СВМ (мощность трансформатора 80 МВА) длительность периода расплавления составляет всего 1 час.
Использование СВМ делает необходимость разработки и применения методов оптимизации энергетического режима работы ДСП еще более очевидной и актуальной.
При применении печей СВМ работа происходит на более коротких дугах, которые эффективнее отдают тепловую энергию ванне, обеспечивают длительный срок службы огнеупорной кладки рабочего пространства. Это дополнительно способствует меньшим потерям тепла, особенно после обнажения электрических дуг в технологические периоды плавки. Для устранения этого нежелательного явления требуется установка на печах дорогостоящих компенсирующих устройств, что влияет на стоимость печей, делая её более высокой.
Обычно стоимость ДСП СВМ на 10-25% больше чем в ДСП обычного типа. Это в основном дополнительные затраты на печные трансформаторы и токоподводящие системы с низкой стороны. Дополнительные затраты сравнительно быстро (2-3 года) окупаются за счет повышения производительности печи, снижения расхода огнеупоров и электродов. Ощутимая экономия получается за счет уменьшения удельного количества затраченной электроэнергии до 450-490 КВт/т, что в современных условиях имеет иногда решающее значение.
Дуговая сталеплавильная печь ДСП – 180

Рис. 1. 1 –
механизм наклона печи; 2 –
фиксатор; 3 –
насосно-аккумуляторная станция; 4 –
механизм поворота портала; 5 –
механизм перемещения электродов; 6 –
печной трансформатор; 7 –
вторичный токоподвод; 8 –
электрододержатель; 9 –
графитированный электрод; 10 –
свод водоохлаждаемый; 11 –
механизм подъема свода; 12 –
полупортал; 13 –
патрубок газоотсоса сводовый; 14 –
стеновые водоохлаждаемые панели; 15 –
корпус печи; 16 –
люлька; 17 –
сливной носок; 18 –
фундаментная балка; 19 –
фундамент.
Основные технические характеристики, устройство и особенности технологического процесса в современных ДСП рассмотрим на примере ДСП - 180 ЭСПЦ ОАО «ММК», введенного в эксплуатацию в 2006 г.
Две дуговые сталеплавильные печи с номинальной емкостью 180 тонн каждая предназначены для расплавления и нагрева до заданной температуры жидкого расплава металла. Печи оснащены практически всеми современными устройствами для обеспечения ведения высокопроизводительного технологического процесса. Управление устройствами осуществляется автоматическими системами известных фирм VAI – FUCHS и SIEMENS.
Основные элементы оборудования ДСП-180 представлены на рис. 1.
Выплавку стали осуществляют в рабочем пространстве ограниченном водоохлаждаемым сводом, водоохлаждаемыми панелями, стенами и подиной из огнеупорного материала.
Куполообразный водоохлаждаемый свод несет наибольшую функциональную нагрузку. В своде предусмотрены технологические отверстия для отвода плавильных газов, подачи сыпучих, ввода трех электродов и отбора импульса давления в рабочем пространстве.
Огнеупорная футеровка подины и стен выполняется из основных огнеупоров (магнезитохромитовых и хромомагнезитовых). Огнеупорная кладка подины и стен заключена в металлический защитный кожух, имеющий сферическое днище и небольшой выступ (эркер) на стороне сталевыпускного отверстия имеющего шиберный затвор. При выплавке стали в ДСП-180 используется различное сырье и материалы. Фракция используемых ферросплавов должна составлять 20-50 мм. В качестве шлакообразующих материалов используется обожженная известь собственного производства, известняк, сырой доломит, обожженный или ожелезненный доломит. Фракция извести должна составлять 10-40 мм. Содержание Са2 в плавиковом шпате должно быть не меньше 75%.
В качестве углеродосодержащих материалов используются:
• для науглероживания металла коксовая мелочь фракций 10-60 мм, с содержанием углерода не менее 85% и серы не более 0,7%;
• для вспенивания и раскисления шлака в нем графит и (или) антрацит фракций: 0,1-1 мм не более 10%, 1-3 мм - 90% при содержании серы не более 0,3%.
Основные технические и эксплуатационные характеристики ДСП-180 представлены в таблице1 Комбинированные газокислородные фурмы-горелоки RСВ («RefiningCombinedBurners») используются в качестве эффективных дополнительных источников тепловой энергии и в качестве фурм для продувки кислородом.
Мощность каждой комбинированной горелки - 3500 кВт. Газокислородная горелка КСВ имеет два режима работы:
• в режиме «горелка» расход кислорода до 800 м3
/ч при расходе природного газа до 350 м3
/ч;
• в режиме «фурма» расход кислорода составляет до 2800 м3
/ч при расходе природного газа до 120 м3
/ч.
Комбинированные фурмы-горелки устанавливаются в специальных отверстиях третьей, четвертой, шестой, тринадцатой, пятнадцатой и шестнадцатой водоохлаждаемых панелей печи.
Размещение и выбор направления факелов горелок определяется наличием холодных зон в печи. Горелки ориентируются в направлении холодных зон и по касательной относительно электродов для предотвращения их окисления.
Принцип работы газокислородных комбинированных фурм-горелок заключается в регулирования конфигурации факела горелки в различные периоды расплавления и нагрева. Основной поток кислорода направлен в ванну расплава. Однако одной высокой кинетической энергии струи вдуваемого газа не достаточно для поддержания когерентного потока на требуемой длине. Для формирования высокоскоростной когерентной струи необходимо направлять поток кислорода другой газовой струей. Это обеспечивается газовым потоком, который окружает кислородный поток и поступает по внешнему контуру сопла. Благодаря такой комбинации окружающий поток кислорода природный газ действует как «рубашка». Поэтому основной поток кислорода остается сосредоточенным на требуемой расчетной длине.
Основной задачей кислородных фурм (инжекторов) РСI («Post Combastion Injector») является вдувание в печь кислорода с целью получения дополнительной тепловой энергии от реакции окисления топлива и дожигания СО отходящих плавильных газов в пределах рабочего пространства ДСП.
Использование фурм РС1 позволяет увеличить производительность сталеплавильного агрегат, уменьшить расход электроэнергии и снизит удельный Расход графитированных электродов.
Система подачи (вдувания) углеродсодержащих материалов используется для образования и поддержания вспененного шлака, частичного раскисления печного шлака порошкообразным коксом. Для введения углеродсодержащих материалов в потоке осушенного воздуха используется дозирующее устройство, расположенное вблизи ДСП, в комплекте с расходным бункером, дозирующим и взвешивающим оборудованием в виде автономного узла с автоматической электрической системой управления
Углесодержащие материалы подаются в псевдосжиженном состоянии. Для вдувания используется два инжектора, установленные в пятой и четырнадцатой охлаждаемых панелях печи. Расход углеродсодержащих материалов регулируется автоматической системой, поддерживающий величину расхода в пределах от 20 до 100 кг/мин при расходе сухого воздуха до 480 м3
/ч.
Предусмотрена возможность донной продувки металла инертным через три пористые вставки с общим расходом аргона 1,2-3,6 м3
/ч. Для управления подачей инертного газа предусмотрен вентильный стенд. При выплавки марок стали с нерегламентированным содержанием азота, для продувки ванны может использоваться азот. В случае преждевременного выхода из рабочего состояния пористых пробок их засыпают огнеупорной массой, а работа ДСП продолжается без продувки до ближайшего холодного ремонта.
Таблица 1. Основные технические и эксплуатационные характеристики ДСП-180
| Наименование параметров |
Значение |
Масса плавки:
- номинальная, т
- максимальная, т
- остаток металла после выпуска, т
|
180
210
30
|
| Мощность трансформатора, МВА |
150 |
| Вторичный ток, кА |
70 |
| Частота тока, Гц |
50 |
| Высоковольтное напряжение, кВ |
35 |
| Вторичное напряжение, В |
800 – 1225 – 1400 |
| Количество рабочих ступеней трансформатора, ед. |
23 |
| Диаметр кожуха на уровне откосов, мм |
7400 |
| Диаметр выпускного отверстия, мм |
200 |
| Диаметр распада электродов, мм |
1200±50 |
| Диаметр графитированных электродов, мм |
600-610 |
| Ход электродов, мм |
6300 |
Максимальная скорость перемещения электродов:
- автоматический режим, мм/с
- ручной режим, мм/с
|
80-120
300
|
| Высота подъема свода, мм |
400 |
| Угол поворота свода, град |
70 |
Угол наклона печи:
- на слив металла, град
- на слив шлака, град
|
20
10
|
| Объем загрузочной бадьи, м3
|
16,5 |
| Объем ванны, м3
|
29,7 |
| Глубина ванны, мм |
1290 |
Производительность по вдуванию:
- кислорода, нм3
/ч
- природного газа, нм3
/ч
- углерода, кг/мин
|
6 х 2800
6 x 350
2 x 60
|
| Мощность горелок RCB, кВт |
6 x 3500 |
| Высота системы охлаждения стен, мм |
3210 |
| Общая площадь водоохлаждаемых элементов, м2
|
75 |
| Площадь водоохлаждаемой панели свода, м2
|
57 |
Расход воды на охлаждение:
- свод, м3
/ч
- кожух печи, м3
/ч
- трансформатор, м3
/ч
- общий расход, м3
/ч
|
550
950
160
1950
|
Дуговая сталеплавильная печь 180 практически оснащена со всеми современными устройствами для ведения высоко производительного технологического процесса эти: комбинированные газокислородные фурмы-горелоки RCB («Refining Combined Burners» 6 шт) используются для сжигания газа в качестве эффективных альтернативных дополнительных источников тепловой энергии и в качестве фурм для продувки кислородом.
Мощность каждой комбинированной горелки – 3500 кВт. Газокислородная горелка RCB имеет два режима работы:
· в режиме «горелка» расход кислорода до 800 м3
/ч при расходе природного газа до 350 м3
/ч;
· в режиме «фурма» расход кислорода составляет до 2800 м3
/ч при расходе природного газа до 120 м3
/ч.
Комбинированные фурмы-горелки устанавливаются в специальных отверстиях третьей, четвертой, шестой, тринадцатой, пятнадцатой и шестнадцатой водоохлаждаемых панелей печи.
Размещение и выбор направления факелов горелок определяется наличием холодных зон в печи. Горелки ориентируются в направлении холодных зон и по касательной относительно электродов для предотвращения их окисления.
Принцип работы газокислородных комбинированных фурм-горелок заключается в регулирования конфигурации факела горелки путем изменения соотношения природный газ - кислород в различные периоды расплавления и нагрева. Основной поток кислорода при продувке направлен в ванну расплава.
- двух кислородных фурм (инжекторов) PCI («Post Combastion Injector») является вдувание в печь кислорода с целью получения дополнительной тепловой энергии от реакции окисления топлива и дожигания СО отходящих плавильных газов в пределах рабочего пространства ДСП. Расход кислорода в этом случае составляет до 500 м3
/ч.
Использование альтернативных источников тепловой энергии позволяет увеличить производительность сталеплавильного агрегат, уменьшить расход электроэнергии и снизить удельный расход графитированных электродов за счет интенсификации процесса расплавления шихты.
- два инжектора, установленные в пятой и четырнадцатой охлаждаемых панелях печи. Расход углеродсодержащих материалов регулируется автоматической системой, поддерживающей величину расхода в пределах от 20 до 100 кг/мин при расходе сухого воздуха до 480 м3
/ч.
- три пористые вставки донной продувки металла инертным газом с общим расходом аргона 1,2-3,6 м3
/ч. Для управления подачей инертного газа предусмотрен вентильный стенд. В случае преждевременного выхода из рабочего состояния пористых пробок их засыпают огнеупорной массой, а работа ДСП продолжается без продувки до ближайшего холодного ремонта.
ДСП-180 может работать в ручном и автоматическом (система АРКОС) режимах энергопотребления и управление подачи природным газом при различных шихтовках плавки.
В ручном режиме ДСП-180 предусматриваются два директивно заданных программных режима работы горелок RCB. При автоматическом (система АРКОС) режиме используются пять директивно заданных программных режимов (профилей работы), которые в зависимости от реальных условий загрузки шихты может выбирать сталевар (технолог-оператор) и которые одновременно определяют программно заданные режимы работы горелок RCB. Программный режим энергопотребления включает:
· 1-й профиль - «холодная» печь, используется при вводе печи в работу после холодного ремонта;
· 2-й профиль - «горячая» печь при шихтовке плавки 100% металлического лома;
· 3-й профиль - «горячая» печь при содержании в шихте 75% металлолома и 25% жидкого чугуна;
· 4-й профиль - «горячая» печь при содержании в шихте 60% металлолома и 40% жидкого чугуна;
· 5-й профиль – программа работы ДСП без ФКУ (фазокомпенсирующего устройства) при максимальной ступени напряжения не выше 12 для предотвращения колебания напряжения в подводящей сети.
Производство стали в ДСП – 180
Производство стали в ДСП – 180 характеризуется цикличностью. Плавка содержит следующие основные технологические операции.
1. Заправка печи (межплавочный простой).
2. Завалка (загрузка шихты, включая заливку жидкого чугуна и подвалку металлошихты).
3. Расплавление завалки и полное расплавление шихты.
4. Окислительный период.
5. Восстановительный период (если не используются процессы внепечной доводки стали).
6. Выпуск стали.
Каждый из этих периодов характеризуется отличительными технологическими, физико-химическими и энергетическими процессами, происходящими в рабочем пространстве ДСП.
В периоды с 3 по 5 печь работает под током. Каждый из этих периодов характеризуется определенными ограничениями на величину подводимой к ДСП электрической мощности.
Период плавления составляет по продолжительности более половины длительности всей плавки. При этом расходуется до 70% всей электроэнергии, потребляемой за плавку. Задача этого периода в основном энергетическая: нагреть холодные шихтовые материалы, расплавить их и обеспечить нагрев расплава до заданной температуры.
Продолжительности плавки по профилям на ДСП – 180
Продолжительность плавки 577361 в ДСП №2 25.12.2007 г. при использовании в шихте 100% металлического лома (профиль №2) при загрузке ме-таллошихты четырьмя корзинами составила 55 мин при времени работы под током 35 мин и при общем весе металлошихты 222.8 т. Удельный расход электроэнергии 360 кВтч/т.
Продолжительность плавки 577406 в ДСП №2 27.12.2007 г. при использовании металлошихты 170 т и 50 т жидкого чугуна (профиль №3) при загрузке шихты двумя корзинами (120.483 т и 50.89 т) составила 46 мин при времени работы под током 33 мин. Удельный расход электроэнергии 290кВтч/т.
Продолжительность плавки 450922 в ДСП №1 26.02.2007 г. при использовании в шихте 60% металлошихты и 40% жидкого чугуна (профиль №4) при загрузке шихты двумя корзинами составила 56 мин.
Технологические периоды
Завалка (загрузка) шихты в печь
. Основную часть шихты составляет металлошихта - лом и жидкий чугун. При необходимости, вместе с ломом и чугуном в завалку дают металлические материалы, содержащие легирующие элементы, имеющие низкое сродство к кислороду - N1 и Си, иногда Мо и Со. Вместе с металлошихтой загружают некоторое количество неметаллической шихты: известь (2-3% от садки); твёрдые окислители (агломерат или окатыши (1,0-1,5%)), если требуется обезуглероживание и дефосфорация; углеродосодержащие материалы (коксик, электродный бой) в случаях недостатка углерода в металлошихте. Содержание углерода в шихте должно быть на 0,3—0,5% выше его содержания в стали. Для этого обычно достаточно иметь 5-10% чугуна в металлошихте.
Завалку в печь осуществляют сверху при открытом своде с помощью двух-трех бадей за 5-10 мин. Обычно завалку организуют так, чтобы на подину сначала упали куски мелкого лома, которые защищают подину от повреждения падающими крупными кусками лома. Стараются, чтобы крупный лом вперемешку со средним попал в срединную часть печи, а по краям, на откосах печи, расположился лом средних размеров. Последними заваливают чугун и остатки мелкого лома - легкоплавкие материалы. Это обеспечивает в самом начале периода плавления быстрое образование так называемых колодцев, погружение электродов вглубь шихты, что улучшает нагрев последней и защищает (экранирует) стены и свод от интенсивного излучения электрических дуг. Неметаллические материалы либо добавляются в бадьи с металлошихтой, либо подаются по тракту сыпучих материалов. Второй способ позволяет присаживать их и в другие периоды плавки. Кокс и электродный бой, если они нужны, заваливают на первый слой мелкого лома. Известь и твёрдые окислители загружают после завалки первой бадьи. Следует иметь в виду, что твёрдые окислители и науглероживатели несовместимы, их совместная завалка чревата выбросами из печи в период плавления.
Бывают случаи, когда из-за низкой насыпной плотности лома вся шихта сразу не помещается в объёме печи. Тогда по ходу плавления, после оседания шихты в результате оплавления, осуществляют подвалку: снова открывают свод и загружают остаток металлошихты. Это крайне нежелательно, так как увеличивается время плавки, возрастает расход электроэнергии, страдает от температурных перепадов футеровка.
В 90-е года немецкая фирма "Риспз-5у51ет1есптк" реализовала принципиально новый вариант загрузки лома. В специальных контейнерах или по наклонному транспортёру металлошихту сначала загружают в шахту, расположенную под печью. Далее она на- гревается до температуры 500-700°С отходящими газами предыдущей плавки, а также, дополнительно, газокислородными горелками, установленными в нижней части шахты. После этого нагретая металлошихта загружается в печь. Этим обеспечивается сокращение периода плавления и на 20-25% снижается расход электроэнергии. Правда, следует отметить, что такой тип печей требует особо тщательной подготовки лома, особенно при конвейерной загрузке.
Период плавления
составляет по продолжительности более половины длительности всей плавки. При этом расходуется до 80% всей электроэнергии, потребляемой за плавку.
Задача этого периода в основном теплотехническая: нагреть холодные шихтовые материалы, расплавить их и обеспечить нагрев расплава до заданной температуры. Этот период полностью можно считать энергетическим периодом электроплавки.
Весь период плавки шихты можно условно разделить на несколько стадий, которые различаются условиями протекания процессов и действующими ограничениями на величину подводимой к ДСП электрической мощности.
Стадия заглубления электродов в шихту.
В начальный момент времени плавки при зажигании дуг, для уменьшения теплового излучения на элементы рабочего пространства ДСП (в основном на свод) работают на сравнительно коротких дугах. Эта стадия длится не долго, поскольку дуга достаточно быстро экранируется шихтой. Вследствие малой продолжительности очень часто эту стадию в реальных условиях не выделяют, принимая во внимание ограничения следующей стадии.
Проплавление колодцев
. В эту стадию при условии проплавления дугами отдельных колодцев также нельзя еще подводить максимальную электрическую мощность к ДСП.
Если вести плавку на больших токах, т.е. на малых дугах, то в шихте проплавляются узкие колодцы. Электроды проходят колодцы быстро, при этом образуется мало жидкого металла (особенно при плавках на «сухую» подину). Для предотвращения повреждения подины электрической дугой движение электродов ограничивается конечным выключателем и при выпуске плавки в ДСП оставляется часть (15-30 тонн для 180 тонной печи) металла («болото»).
Кроме того, узкие колодцы могут привести к поломке электродов при возможном обвале шихты. Поэтому на этой стадии работают на длинных дугах, чтобы диаметр проплавляемых колодцев был на 25-30% больше диаметра электродов.
Если в шихте дуги проплавляют один общий колодец, что обычно встречается на мощных ДСП, то работают на максимальной подводимой к печи электрической мощности.
Стадия закрытых дуг.
На этой стадии обеспечивается возможность подвода к ДСП максимальной электрической мощности. Дуги вполне устойчиво горят на жидкий металл, а элементы рабочего пространства экранированы шихтой. Шихта интенсивно расплавляется как за счет теплового излучения дуг, так и за счет тепла, поднимающегося уровня жидкого расплава. Это самая энергоемкая стадия процесса электроплавки.
После проплавления колодцев и осадки шихты обычно производят операцию подвалки шихты, которая включает заливку жидкого чугуна и загрузку второй бадьи с шихтовыми материалами. В этом случае стадии проплавления колодцев и закрытых дуг повторяются.
Стадия открытых дуг.
По мере расплавления шихты и подъема электродов при повышении уровня расплава электрические дуги обнажаются. Поскольку шихта уже не экранирует тепловое излучение дуг на элементы рабочего пространства, то для предотвращения перегрева огнеупорной футеровки и водоохлаждаемых панелей необходимо работать на коротких дугах.
Для уменьшения теплового излучения дуг на элементы рабочего пространства в этой стадии наводят пенистый шлак, поглощающий тепловое излучение дуги.
Также можно выделить и пятую стадию расплавления, в течение которой происходит нагрев расплава до заданной температуре при одновременном проведении технологических операций окисления примесей и дефосфорации расплава. На этой стадии поддерживается относительно небольшая длина дуги.
Для ускорения плавления шихты особенно на периферийной части рабочего пространства применяют дополнительное отопление ДСП за счет сжигания природного газа в газокислородных горелках - фурмах, установленных в стенах рабочего пространства печи. За счет тепла, выделяющегося от сжигания газа обеспечивается до 30-40% подвода требуемой тепловой мощности.
После расплавления шихты осуществляется отбор пробы металла на содержание различных примесей, прежде всего углерода и фосфора. По полученным данным принимается решение о последовательности проведения окислительного периода плавки.
Окислительный период
как часть технологического процесса получения расплава в ДСП проводится с целью решения следующих технологических задач:
• обезуглероживание металла до содержания углерода, соответствующего верхнему пределу в готовой стали;
• дефосфорация металла до содержания фосфора в расплаве на 0,010-0,015% ниже требуемого в готовой стали;
• нагрев расплава до температуры, превышающей температуру плавления на 100-130°С;
• удаление из расплава серы, водорода и азота в той мере, в какой это возможно.
Обезуглероживание расплава осуществляется с использованием присадок твердых окислителей с одновременной продувкой металла газообразным кислородом, подаваемым через специальные горелки - фурмы в виде высокоскоростных (когерентных) струй.
С целью интенсификации процесса удаления газов и неметаллических включений необходимо обеспечить достаточно интенсивное «кипение» ванны, вызываемое окислением углерода до СО и СО2
. В этом случае для экономии тепловой энергии важно обеспечить дожигание СО в пределах рабочего пространства ДСП.
В окислительный период для предотвращения перегрева металла снижают на 25-40% подводимую к печи электрическую мощность по сравнению с первоначальной в период расплавления.
Наиболее сложной технологической задачей, решаемой в этот период является дефосфорация металла. Эту задачу решают путем обновления шлака, которое осуществляют одним или двумя скачиваниями, либо непрерывным самотеком.
Поскольку шлак в электропечах плохо вспенивается, то для интенсификации его вспенивания, а следовательно и процесса дефосфорации в ДСП подают шлакообразующую смесь следующего состава: известь - твердый окислитель -плавиковый шпат в соотношении 7:3:1.
Высокая эффективность процесса дефосфорации достигается при вдувании такой смеси в ванну в порошкообразном состоянии. Степень дефосфорации при этом достигается 90-95%. Обновление шлака также в какой-то мере способствует и десульфации металла.
Удаление фосфора из металла в основном определяется основностью шлака и температурой металла. Увеличение основности шлака повышает его дефосфорирующую способность, но только до величины не более 2,4 - 2,6. При дальнейшем увеличении основности шлака это уже не оказывает заметного влияния на удаление фосфора. Для увеличения дефосфорирующей способности шлака необходимо увеличивать содержание в нем монооксида железа (FеО). Повышение температуры металла ухудшает условия окисления фосфора. В ДСП удаление фосфора частично происходит еще в период расплавления, когда температура ванны недостаточно высока. Очевидно, поэтому содержание фосфора в первичном шлаке обычно выше.
Кремний в окислительный период практически полностью окисляется и переходит в шлак еще в начале окислительного периода.
Окисление марганца определяется температурой металла и содержанием оксидов железа, марганца, кальция и кремния в шлаке.
При выплавке сталей в ДСП важно определять окисление (угар) дорогостоящих легирующих элементов: хрома, вольфрама, ванадия и др.
Окисление хрома увеличивается с увеличением температуры металла и основности шлака. Окисление вольфрама и ванадия происходит интенсивнее с увеличением основности шлака.
Во всех случаях в окислительный период большое значение имеет получение оперативной и достоверной информации о текущем (непрерывном) температурном состоянии металла и огнеупорной кладки рабочего пространства ДСП и составе расплавленного металла .
Если по технологии процесс доводки стали осуществляется непосредственно в ДСП, то после окислительного периода начинается восстановительный период.
Восстановительный период
электродуговой плавки в ДСП осуществляется если выплавляемый металл не подвергается дальнейшей внепечной доводки для решения следующих задач:
· диффузионное раскисление металла;
· завершение десульфации металла;
· легирование металла;
· нагрев металла до заданной температуры выпуска.
После завершения окислительного периода проводят максимально полное скачивание шлака, чтобы вывести из металла фосфор, содержащийся в нем.
Затем в печь загружают в кусковом виде или вдувают в виде порошка шлакообразующую смесь, состоящую из извести, плавикого шпата и шамота в соотношении 5:1:1. Из этой смеси в течение 10-15 минут формируется начальный шлак, содержащий до 60% СаО, 10-15% CaF2, 5-10% SiO2, 3-5% FeO.
Для раскисления этого шлака на него подают коксик, что приводит к снижению FeO приблизительно до 1,5%. При этом шлак меняет цвет и становится серым. Дальнейшее раскисление шлака осуществляется смесью коксика и ферросилиция ФС-75. Это приводит к снижению содержания FeО до 0,5%. При этом шлак становится белого цвета.
В случае выплавки легированных сталей в восстановительный период производится легирование металла различными элементами.
Никель и молибден практически не окисляются в процессе электроплавки и вводятся в начальный момент окислительного периода. Хром, марганец, вольфрам вводят в металл в начале восстановительного периода после слива окислительного шлака. Кремний, ванадий, титан, алюминий обладают достаточно большим сродством к кислороду и легко окисляются в процессе электродуговой плавки. Поэтому эти элементы вводят в печь за несколько минут до выпуска стали.
Потребление тепла в восстановительный период не велико, поэтому работа ведется на пониженных ступенях напряжения, т.е. на пониженной мощности. Рекомендуется работать на коротких дугах, поскольку при этом меньше тепла передается излучением или на длинных дугах погруженных в пенистый шлак.
Для улучшения перемешивания шлака и металла, а также для интенсификации медленно протекающих процессов перехода серы в шлак, удаления кислорода и неметаллических включений из металла рекомендуется продувать металл аргоном через донные пористые пробки или использовать электромагнитное перемешивание ванны. Последнюю рекомендацию реализовать на большинстве ДСП технически очень сложно.
Методы измерения температуры
При измерении температуры различают 2 метода – контактный и бесконтактный.
К приборам контактного метода относятся:
• термометры расширения, измеряющие температуру по тепловому расширению жидкостей (ртуть, керосин, спирт) (жидкостные термометры) или твердых тел (дилатометрические и биметаллические термометры);
• термометры манометрические, использующие зависимость между температурой и давлением газа (газовые термометры) или насыщенных паров жидкости (конденсационные термометры), а также между температурой и объемом жидкости (жидкостные термометры) в замкнутом пространстве термосистемы;
• термометры (преобразователи) термоэлектрические, действие которых основано на измерении термоэлектродвижущей силы (термо-э. д. с.), развиваемой термопарой (спаем) из двух разнородных проводников (ТХА, ТХК, ТПП и др);
• термометры (термопреобразователи) сопротивления, использующие зависимость электрического сопротивления вещества (медь, платина) от его температуры (ТСМ, ТСП и др.);
Также существуют термометры сопротивления и термометры термоэлектрические с унифицированным выходным (токовым) сигналом (ТСМУ, ТСПУ, ТХАУ, ТХКУ и др.). Для измерения разности температур в системах теплоснабжения используют комплекты термометров (КТСПР, КТПТР), специально подобранных по техническим параметрам (ΔR0
, ΔW100
).
К приборам бесконтактного метода относятся пирометры (пирометрические термометры):
яркостные, измеряющие температуру по яркости накаленного тела в заданном узком диапазоне длин волн; радиационные, измеряющие температуру по тепловому действию суммарного излучения нагретого тела (во всем диапазоне длин волн); цветовые, принцип действия которых основан на измерении отношения энергий, излучаемых телом в разных спектральных диапазонах. По характеру получения информации различают пирометрические термометры для локального измерения температуры в данной точке объекта и для анализа температурных полей.
Таблица 2. Наиболее распространенные устройства для измерения температуры
Термометрическое
свойство
|
Наименование
устройства
|
Пределы длительного применения, 0С |
| Нижний |
верхний |
Тепловое
расширение
|
Жидкостные
стеклянные
термометры
|
-190 |
600 |
| Изменение давления |
Манометрические
термометры
|
-160 |
60 |
Изменение
электрического
сопротивления
|
Электрические термометры
сопротивления.
Полупроводниковые термометры сопротивления
|
-200
-90
|
500
180
|
Термоэлектрические
эффекты
|
Термоэлектрические термометры (термопары) стандартизованные.
Термоэлектрические термометры (термопары) специальные
|
-50
1300
|
1600
2500
|
| Тепловое излучение |
Оптические пирометры.
Радиационные пирометры.
Фотоэлектрические пирометры.
Цветовые пирометры
|
700
20
600
1400
|
6000
3000
4000
2800
|
Измерение температуры в технологических периодах
Для теплового режима процесса плавки стали в дуговых сталеплавильных печах (ДСП) приоритетное значение имеет наличие непрерывного способа оценки температурного состояния расплава в заключительный период плавки. В этом случае ведение процесса плавки становится прогнозируемым, что позволяет получить заданную марку стали с минимальными энергетическими затратами.
На сегодняшний день существует два основных метода измерения температуры жидкой стали, позволяющих оценить текущее тепловое состояние расплава в технологический (жидкий) период электроплавки.
1. Метод непрерывного измерения температуры, когда термопара устанавливается через футеровку печи в защитном водоохлаждаемом кожухе после расплавления металла.
2. Метод периодического измерения температуры путем погружения термопары со сменным наконечником в жидкую сталь через смотровое рабочее окно.
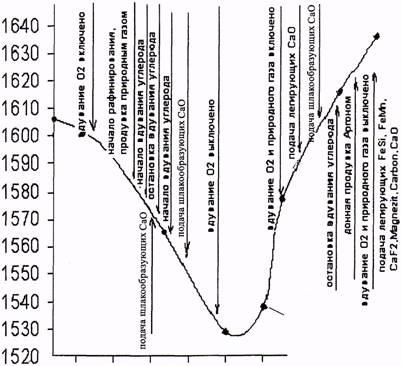
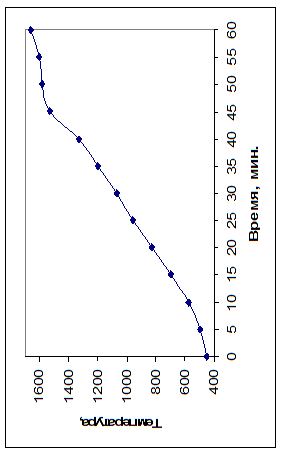
На рис.6 представлено изменение температуры металла во времени в окислительный период плавки №510598 в ДСП-180 №2 ЭСПЦ ОАО «ММК» при выплавке стали марки СтЗПС.
Измерение температуры осуществлялось штатной термопарой погружения в интервалы времени, отмеченные на рис.6 точками.
Интенсивный разогрев внутренней поверхности огнеупорной кладки в районе горения дуг в окислительный период, несмотря на наличие водоохлаждаемых панелей и вспенивание шлака, вынуждает уменьшать подводимую ДСП энергетическую мощность. Это приводит к замедлению физико-химических процессов происходящих в расплаве, и увеличению продолжительности плавки.
Рис. 6. Изменение температуры металла во времени в окислительный период в ДСП-180 №2 ЭСПЦ ОАО «ММК»
В любой производственной ситуации для поддержания рационального теплового режима электродуговой плавки необходима непрерывная текущая информация о значении температуры металла и шлака в текущий момент плавки.
Реально в ЭСПЦ составляются директивные указания (технологические инструкции) регламентирующие температурный режим и соответствующий этому режиму подвод электрической мощности к печи и регламентированные расходы природного газа и кислорода на горелки КСВ при выплавке определенной марки стали по заданному программному профилю.
В теплообменных процессах при высокопроизводительной работе ДСП-180 активно участвует только небольшой 15-35 мм слой огнеупорной кладки печи. Объективными параметрами, однозначно характеризующими и оценивающими текущее тепловое состояние современного высокопроизводительного технологического процесса выплавки стали в ДСП, являются температура металла tм
(т) и температура огнеупорной футеровки tк
(т).
Практически момент расплавления фиксируется визуально (субъективно Индивидуальным методом) сталеваром и подтверждается назначением регламентируемой процедуры измерения температуры расплава tМо
.
В настоящее время только периодически регламентированный во времени контроль температуры металла и шлака осуществляет технолог (подручный сталевара) термопарой погружения со сменным наконечником.
Исследователями установлено, что температура металла на 80-100°С меньше температуры шлака. С одной стороны подводимая к ДСП электрическая мощность должна обеспечивать необходимую максимальную скорость и полноту протекания химико-физических процессов, возможно быстрый нагрев и расплавление подаваемых в печь шлакообразующих, раскисляющих и легирующих компонентов, а с другой стороны не допускать превышения температуры огнеупорной футеровки рабочего пространства и температуры охлаждающей воды на сливе выше предельно допустимых значений.
Заметное влияние на тепловой режим при выплавки стали в современных ДСП оказывают различные способы интенсификации технологического теплового процессов.
Сложность тепловых и технологических процессов, отсутствие надежного простого непрерывного контроля температуры металла создают значительные проблемы при разработке математических моделей теплового или температурного режимов в жидкие периоды электродуговой плавки. Как правило, существующие математические модели температурного режима электроплавки являются расчетно-статистическими, т.е. статическими по своей сути и не позволяют эффективно и целенаправленно изменять параметры энергетического режима в динамике по ходу процесса выплавки стали в ДСП.
Достаточно удобная и доступная для практической реализации детерминированная математическая модель теплового режима ДСП предложена специалистами Чехословакии. Эта контролирующая модель основана на составлении мгновенных тепловых балансов. Для успешного функционирования этой модели одним из основных параметров является непрерывный контроль температуры металла и внутренней поверхности огнеупорной кладки.
  Измерение температуры свода электросталеплавильной печи
Куполообразный водохлаждаемый свод несет наибольшую функциональную нагрузку. В своде предусмотрены технологические отверстия для отвода плавильных газов, подачи сыпучих, ввода трех электродов и отбора импульса давления в рабочем пространстве.
Для повышения стойкости свода ДСП делают водоохлаждаемую футеровку центральной части свода, где расположены электроды, чтобы избежать межфазовых замыканий. Стойкость таких сводов составляет 5000-6000 плавок.
Расход воды на охлаждение свода электропечи составляет 550 м3
/ч.
При использовании водоохлаждаемых элементов свода важным параметром, ограничивающим подвод тепла, является температура воды на сливе. Эта температура не должна превышать 65°
С, т.е. предела начала выпадения солей.
Для данной электропечи ДСП – 180 температура воды составляет на сливе составляет 45-50°
С
При превышении температуры выше 65°
С возможно аварийное остановление электропечи.
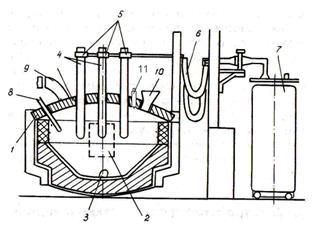
Рис. 8. Основные элементы комплекса ДСП: 1 - свод; 2 - рабочее окно; 3 - сталевыпускное отверстие; 4 - электроды; 5 - электрододержатели; 6 -короткая сеть; 7 - трансформатор; 8 - кислородная фурма; 9 - отвод отходящих газов; 10 - загрузочная воронка; 11 – шомпольный термозонд.
Принцип измерения температуры шомпольным термозондом
Шомпольный термозонд представляет собой устройство периодического действия, служащее для измерения интегральной интенсивности падающего теплового потока по температурному перепаду в стенке теплоприемника, охлаждаемого с внутренней стороны водой. Механический автоматизированный привод обеспечивает периодическую очистку наружной поверхности теплоприемника от любых отложений. Теплоприемник достаточно близок к теплоприемнику сферического излучения. Он имеет форму удлиненного цилиндра, причем рабочей является его боковая поверхность, это конструктивно облегчает очистку и дает возможность относительно просто путем увеличения длины теплоприемника практически полностью избавиться от стоков тепла, минующих его чувствительный элемент.
Конструктивные особенности
Термозонд состоит из трех основных узлов (рис.9): водоохлаждаемого цилиндрического шомпола 1
с чувствительным элементом на конце, водоохлаждаемой фурмы 2 пневмоцилиндра 3, приводящего в движение шомпол. Фурму устанавливают в кладке свода или стен печи, с кольцевым резцом 4 для очистки поверхности шомпола погружают в кладку до внутренней его поверхности или выдвигают в рабочее пространство. В отличие от станционарных тепломеров чувствительный элемент прибора выдвигает вместе с шомполом в рабочее пространство печи только на время измерения, а затем убирают до следующего замера внутрь фурмы. В результате кратковременного погружения шомпола в печь поверхности чувствительного элемента загрязняется незначительно, точность измерения не снижается. Небольшой налет плавильной пыли, брызг металла и шлака, успевший образоваться на цилиндрической поверхности чувствительного элемента во время измерения, очищают кольцевым резцом 4.
Таким образом устраняется основное препятствие, мешавшее успешному применению водоохлаждаемых приборов полусферическому излучения в сталеплавильных печах. В принятой компановке термозонда жесткое соединение пневмоцилиндра с фурмой полностью освобождает кладку печи от усилий, развивающихся на штоке поршня при очистке шомпола.
Шомпол 1охлаждается водой, поступающей к его штецерам по гибким шлангам. Чувствительным элементом шомпола служит дифференциальная батарея миниатюрных хромель-алюмелевых термопар 5,
горячие и холодные спаи которых расположены на разных расстояниях от наружной поверхности шомпола в глухих концах соответственно наклонных и прямых отверстий 6,
высверленных с торца термоцилиндра 7
по всей его окружности. Таким образом, термобатарея фиксирует температурный перепад по толщине цилиндрической стенки термоцилиндра между заданными ее сечениями. Этот перепад температуры ∆t определяется удельным тепловым потоком, проходящим через стенку теплоприемника, который в свою очередь связан с величиной падающего теплового потока. Торец термоцилиндра 7 закрыт медным наконечником 8,
наружный буртик которого защищает кольцевой паз 9,
соединяющий все отверстия 6
с трубками 10,
служащими для выводаконцов термобатареи.
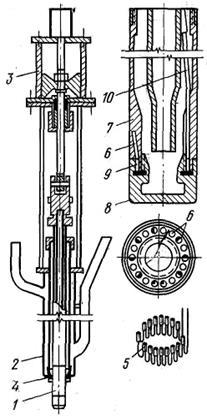
Рис. 9. Схема шомпольного термозонда.
Принципы действия
В температурных условиях рабочего пространства сталеплавильной печи собственным излучением шомпала, температура наружной поверхности которого не превышает 500° С, можно пренебречь. Поэтому температур перепад темпертур ∆t между сечениями термоцилиндра в которых расположены горячие и холодные спаи термопар определяется уравнением:

λш
— коэффициент теплопроводности стенки термоцилиндра;
δ — расстояние между сечениями термоцилиндра, в которых расположены горячие и холодные спаи;
φ — коэффициент, учитывающий кривизну стенки, влияние сверлений и термобатареи на распространение теплового потока;
αш
— поглощательная способность поверхности термоцилиндра;
qпад
ш
;
qкон
ш
— падающие на поверхность термоцилиндра удельные лучистый и конвективный тепловые потоки.
Из уравнения Теплового баланса
участка внутренней поверхности футеровки, расположенного вблизи шомпола

можно получить выражение для ее абсолютной температуры:
 
δо — константа черного излучения;
εф,
αф
- степень черноты по излучению и поглощательная способность поверхности футеровки;
qпад
ф
, qкон
ф
- тепловые потоки, падающие на поверхность футеровки (лучистый и конвективный);
qпот
ф
, qакк
ф
-
тепловой поток, теряемый в окружающую среду, и поток аккумулируемый кладкой;
qпр
ф
- тепловой поток, проходящий через внутреннюю поверхность футеровки, равный
qпот
ф
+ qакк
ф
Тепловоспринимающие поверхности чувствительного элемента шомпола и участка футеровки вблизи термозонда ориентированы пространстве неодинаковы, так что соответствующие угловые коэффициенты между этими поверхностями и факелом, дугами, кладкой, водоохлаждаемыми конструкциями и другими элементами рабочего пространства,сильно отличающимися по температуре различны. В связи с указанными особенностями успешно в метрологическом отношении применение шомпольных термозондов требует соблюдения основных условий вытекающих из анализа определяющих уравнений теплообмена, относящихся к шомполу и футеровке
Во-первых, так же как в случае применения торцовых датчиков полусферического излучения, необходимо, чтобы конвективные тепловые потоки qпад
ш
;
qкон
ш
поток (qпот
ф
+qакк
ф
)проходящий через внутренне поверхность кладки, были весьма малы по сравнению с лучистыми потоками qпад
.
Во-вторых, необходима достаточно высокая степень изотропности лучистого поля печи вблизи футеровки, обеспечивающая равенство тепловых потоков на футеровку qпад
ф
и на шомпол qпад
ш
или по крайней мере достаточно тесную корреляционно зависимость между ними. Только при этих условиях постоянстве коэффициентов, входящих в уравнения, зависимость между tф и показаниями датчика Eш изменяющимися прямо пропорционально ∆tш становится практически однозначной.
Расчеты показывают, что на сталеплавильных печах первое условие всегда выполняется с достаточной точностью. Исследования, проведенные на мартеновских печах при помощи специальных датчиков, измеряют одновременно потоки q, подтвердили соблюдение и второго условия. Было установлено, что эти потоки близки по величине и связаны тесной пропорциональной зависимостью, одинаковой для любых периодов плавки. При высоких значениях оптической плотности и излучающей способности сильно запыленных газов, заполняющих рабочее пространство печи равенство qпад
ф
= qпад
ш
соблюдается с большой точностью. Такие условия измерения tф, типичные для современных сталеплавильных агрегатов, являются идеальны применении шомпольных термозондов.
Установка шомпольных термозондов на сталеплавильных печах
При выборе места установки шомпольных термозондов необходимо учитывать неравномерность температурного поля футеровки печи. Распределение температур по внутренней поверхности сводов мартеновских печей подробно исследовали как в СССР, так и за рубежом. Результаты, полученные в различных работах, хорошо согласуются между собой. Перепад температур по ширине свода незначителен, он не превышает 30—40° С, причем более высокую температуру наблюдают обычно у задней стенки. Разности температур по длине свода также невелики. В периоды прогрева, плавления и доводки они не превышают 50—60° С, причем максимум температуры можно наблюдать как у подводящей, так и у отводящей головки. Значительные перепады температур по длине свода достигающие в отдельных случаях 100—150° С, возникают только при завалке лома, причем зона максимальных температур в этот период всегда располагается у подводящей головки. Это наблюдается обычно при недостаточно высоких тепловых нагрузках и объясняется резким снижением температуры газов, по длине печи вызванным заполнением рабочего пространства холодным ломом. В соответствии с этими данными на мартеновских печах, как правило, устанавливают по одному шомпольному термозонду вблизи центра свода или у задней стенки на поперечной оси ванны, поскольку температуры в этих точках достаточно близки к средним. Аналогичным образом на двухванных печах устанавливают два термозонда — по одному на каждую ванну.
Значительно большую неравномерномть температурного поля футеровки наблюдают на дуговых печах. Однако в этом случае целесообразной оказалась установка 1 термозонда в верхней части кладки стен против наиболее нагруженной фазы (рис. 9). Установка термозонда вблизи точки, для которой характерны максимальные значения t
ф,
не является обязательной. При выборе места установки датчика необходимо учитывать и удобство его эксплуатации, которые могут иметь решающее значение. Практика показала, что поддержание контролируемой точке рациональной для данных условий температуры футеровки обеспечивает значительное повышение стойкости печи и стабильное поддержание её на заданном уровне и в тех случаях, когда точка контроля не лежит в зоне максимальных значений tф.
Шомпольный термозонд не содержит узлов, требующих повседневного ухода в процессе нормальной, эксплуатации. Это выгодно отличает его от всех других датчиков температуры футеровки. Периодически, но реже двух-трех раз в месяц, а на печах с автоматическим регулированием температуры футеровки — двух раз в неделю сверяют показания шомпольного термозонда показаниями оптического пирометра. При обнаружении систематических расхождений, превышающих 30С показания термозонда корректируют.
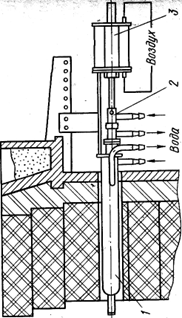
Рис. 9 . Установка шомпольного термозонда
1 – фурма; 2 – шомпол; 3 - пневмоцилиндр
Вторичный прибор Диск 250
· Универсальность: измерение, регистрация, сигнализация, регулирование
· Хорошо видимая издалека круговая шкала
· Широкая гамма применяемых входных сигналов: термопары, термопреобразователи сопростивления, mВ, mА
· Непрерывная линия регистрации на диаграмном диске
· На передней панели расположены оси переменных резисторов для задания уставок
· Светодиодная индикация включения прибора, обрыва датчика, состояния сигнализирующих и регулирующих устройств
· Простота эксплуатации и ремонта
Рис. 10. Диск 250
Таблица 3.
| Наименование характеристики |
Ед. изм. |
Значение |
| Число каналов |
шт. |
1 |
| Основная погрешность, % от диапазона |
% |
0,5% по показанию и преобразованию;
1% по регистрации, регулированию и сигнализации |
| Время оборота диаграммного диска |
об. |
8, 24 часа;
6, 8 суток |
| Быстродействие, не более: |
c |
5 или 16 |
| Напряжение питания / частота |
В / Гц |
220 / 50 |
| Потребляемая мощность, не более: |
ВА |
25 |
| Параметры окружающей среды: |
°С |
+5 .. +50 / влажность до 80% при 25 °С УХЛ 4.2) |
| +5 .. +60 / влажность до 98% при 35 °С (О 4.2) |
| Исполнение по виду поставки: |
Обыкновенное, экспортное и топическое |
| Габаритные размеры |
мм |
320x320x290 |
| Модификация ДИСК-250 |
Назначение |
Дополнительные технические характеристики: |
| Входной сигнал |
Выходной сигнал |
| ДИСК-250 - базовая модификация. |
Измерение, отображение и регистрация температуры, давления, расхода, уровня и других параметров.
Управление процессом. |
Термопары ТПП, ТПР, ТВР, ТХК, ТХА (K,L,S,B,A-1);
термопре-образователи сопротивления ТСМ, ТСП (Cu, Pt);
0-20,0-50,0-100 mV;
0-1, 0-10 V;
минус 10-0-плюс10 V;
0-5, 0-20, 4-20 mA |
Пропорциональный 0-5, 4-20 mA;
пропорционально-интегральный:
уровень (0/24V);
пневматический:
контактный:
реле 0,1A/127V, 1A/220V |
| ДИСК-250П |
Регулирование параметров техпроцесса по программе |
Пропорциональный 0-5, 4-20 mA;
программа - 3 участка:
"подъем", "выдержка", "спад":
контактный:
реле 0,1A/127V, 1A/220V |
| ДИСК-250И |
Измерение, отображение и регистрация температуры (искробезопасная входная цепь уровня "ia") |
Термопары
ТПП, ТПР, ТВР, ТХК, ТХА (K,L,S,B,A-1);
термопреобразователи сопротивления ТСМ, ТСП (Cu, Pt) |
Пропорциональный 0-5, 4-20 mA;
пропорционально-интегральный:
уровень (0/24V);
пневматический: |
| ДИСК-250С |
Измерение температуры жидкого металла в процессе плавки |
Термопары ТПР, ТВР (B, A-1) |
Пропорциональный 0-5, 4-20mA; реле 1A/220V |
| ДИСК-250ТН |
Измерение и регулирование веса в системах автоматического дозирования. Питание датчиков |
Силоизмерительные тензорезисторные датчики |
Пропорциональный 0-5, 4-20 mA; контактный:реле 0,1A/127V, 1A/220V |
| ДИСК-250ДД |
Измерение и регулирование давления, уровня, расхода. Питание датчиков и/или корнеизвлечение входного сигнала |
0-5, 4-20 mA |
Пропорциональный 0-5, 4-20 mA;
пропорционально-интегральный:
уровень (0/24V);
пневматический:
контактный:
реле 0,1A/127V, 1A/220V:36V |
Заключение
В настоящее время при поточном сталеплавильном производстве в сверхмощных дугосталеплавильных печах измерять температуру свода печи необходимо, но есть более дешевый и удобный метод: измерять температуры воды, водоохлаждаемого свода, при сливе, которая не превышает 50°
С, что приводит к увеличению стойкости свода до 5000-6000 плавок.
Список литературы
1. Бигеев А.М. Металлургия стали / А.М. Бигеев, В.А. Бигеев // Учебник для вузов. - Магнитогорск: МГТУ, 2000. - 544 с.
2. Поволоцкий Д.Я. Электрометаллургия стали и сплавов / Д.Я.Поволоцкий, В.Е.Рощин, Н.В.Мальков // Учебник для вузов. - М.: Металлургия, 1995. - 592 с.
3. Поволоцкий Д.Я. Основы технологии производства стали / Д.Я.Поволоцкий // Учебное пособие. - Челябинск: ЮУрГУ, 2000. - 189 с.
4. Еланский Д.Г. Тенденции развития электросталеплавильного производства / Д.Г.Еланский // Электрометаллургия. - 2001. - №5. - С.3-18.
5. Еланский Д.Г. Передовые технологи производства стали / Д.Г.Еланский // Электрометаллургия. - 2005. - №10. - С.42-48.
6. Лопухов Г.А. Новая система подогрева лома для дуговой сталеплавильной печи / Г.А.Лопухов // Электрометаллургия. - 2000. - №2. - С.43-44.
7. Рябов А.В. Современные способы выплавки стали в дуговых печах / А.В.Рябов, И.В.Чуманов, М.В.Шишимиров // Учебное пособие. - М.: Теплотехник, 2007. - 192 с.
8. Модульная технология «Динарк» Danieli //Электрометаллургия. - 2007. – №8.-С.44-45.
9. Лапшин И.В. Автоматизация технологических процессов дуговой сталеплавильной печи / И.В.Лапшин // М.: ООО «Квадратум», 2002. - 157 с.
10. Лопухов Г.А. Плавка стали в дуговой печи Соnstее1 с использованием жидкого чугуна в шихте / Г.А.Лопухов // Электрометаллургия. - 2006. -№1.-С.40-42.
11. Глинков Г.М. АСУ технологическими процессами в агломерационных и сталеплавильных цехах / Г.М. Глинков, В.А. Маковский // Учебник для вузов. - М.: Металлургия. - 1999. - 360 с.
12. Парсункин Б.Н. Непрерывное измерение температуры жидкого металла / Б.Н. Парсункин, С.М. Андреев, У.Б. Ахметов // Труды IV всероссийской научно-практической конференции А8'2003. Новокузнецк: СибГНУ. — 2003.-С. 385-388.
13. Спирин Н.А. Метод диагностики состояния футеровки шихты доменной печи / Н.А. Спирин, В.В. Павлов, Ю.В. Федунов, В.С. Швыдкий // Автоматизация управления металлургическими процессами. - Магнитогорск. -МГМА.- 1996. -СП-26.
14. Тулуевский Ю.Н. // Информационные проблемы интенсификации сталеплавильных процессов // Ю.Н. Тулуевский, Е.А. Нечаев // Металлургия, 1978. –С. 102-114.
|