Министерство общего профессионального образования
Свердловской области
ГОУ НПО СО «Режевской профессиональный лицей»
Пояснительная записка практической творческой экзаменационной работы по предмету «Товароведение непродовольственных товаров»
Профессия: «Коммерсант в торговле»
Тема работы: «Керамическая посуда»
Исполнитель:
Госькова И.Ю.
учащаяся группы №121
Руководитель:
Морозова Н.В.
мастер производственного обучения
РЕЖ
2008 год
Содержание:
1.Введение
2.Основы производства керамической посуды
3.История возникновения и развития росписи по керамике «Гжель»
4.Свойства керамической посуды
5.Классификация и ассортимент керамической посуды
6.Фарфоровая посуда
7.Фаянсовая посуда
8.Майоликовая и гончарная посуда
9.Оценка качества керамической посуды
10.Маркировка, упаковка, транспортирование и хранение
керамической посуды
11.Литература
Введение.
Керамика (греческое — гончарное искусство, от слова keramos — глина) — это изделия, которые производятся путем спекания глин и смесей глин с минеральными добавками. Керамика распространена в быту (посуда, фигурки из керамики, вазы, картины), она применяется в строительстве, в искусстве. Можно выделить основные виды керамики: терракота, майолика, фаянс, фарфор.
История керамики разнообразная и очень интересная. Когда человек научился обрабатывать глину, он начал изготавливать посуду. Все керамические изделия делаются из глины, но из разных сортов глины, с различными добавками, поэтому они выглядят такими разными. С самых древнейших времен человек изготавливает изделия из керамики, произведения искусства, посуду. В развитии художественной керамики было сделано много замечательных открытий. Люди экспериментировали с сортами глин и примесей, с приемами формовки и обжига, украшения изделий. В стремлении получить тонкую, красивую, прочную керамику, производители из разных стран делали похожие изобретения.
Секрет производства фаянса, известный мастерам Древнего Египта в 15 в. до н. э., позже вновь был изобретен в 3-4 веках в Китае. В 18 веке европейцы открывали секрет фарфора, уже с 6 века известный китайским мастерам. Мастера керамики из Англии и Франции, создали свои разновидности фарфора, например, мягкий фарфор или костяной фарфор. Преемственность традиций при производстве керамики видна в истории гончарного искусства, которое всегда было связано с домашним ремеслом.
В средние века в Европе из керамики в основном изготавливали посуду для приготовления пищи, емкости для хранения продуктов. Мастера использовали самые разные материалы: белую глину, белый песок, измельченный горный хрусталь. После росписи и обжига такие изделия из керамики изделия покрывались слоем глазури, после чего изделия снова обжигались. Вся история изделий из керамики полна интересных открытий. Мастера пробовали разные техники, разные сорта глины. При производстве керамики использовались разнообразные цвета, техники рисунка, способы изготовления. Сегодня очень многие коллекционируют керамику, как произведения искусства и памятники истории художественной культуры.
В Древней Руси уже в X веке с помощью гончарного круга изготовлялись различные чаши, ковши, корчаги, украшенные геометрическим узором. В XI веке стала применяться роспись с применением глазури и эмали. После татаро-монгольского нашествия русская керамика возродилась уже в XIV-XV веках. В керамике XVI века стало применяться «морение» и лощение, а с XVII века появились плоскорельефные изображения. В XVIII веке наряду с гончарными ремесленными изделиями стала выпускаться посуда из майолики с росписью по сырой эмали, в частности на московской фабрике А. К. Гребенщикова, основанной в 1724 году. Было налажено производство изразцов — сначала рельефных, затем гладких с росписью. В 1744 году в Петербурге была основана Порцелиновая мануфактура, на которой через три года Д. И. Виноградовым было начато производство русского фарфора. Во второй половине XVIII века высокого художественного уровня достигла гжельская керамика благодаря своим майоликовым квасникам, тарелкам, игрушкам с многоцветной росписью по белой поливе.
Русский фаянс представлял собой белый опак (непрозрачный фарфор) с росписью печатными рисунками, с рельефами и цветными глазурями. Одним из старейших российских фаянсовых заводов является расположенный в сосновом бору, неподалеку от Волги, Конаковский фаянсовый завод.
Основы производства керамической посуды.
Производство керамических изделий включает следующие основные операции: приготовление массы, формование изделий, сушку, обжиг и декорирование.
Материалы, применяемые для керамического производства, принято подразделять на основные и вспомогательные. К основным относятся материалы, идущие для приготовления керамических масс, глазурей, керамических красок; к вспомогательным — материалы, применяемые для изготовления гипсовых форм, капселей.
Основные материалы делят на пластические, отощающие, плавни, глазуреобразующие и керамические краски.
Пластическими материалами являются глины и каолины. Глины и каолины образуются в результате распада горных пород типа гранита, гнейса, полевого шпата. Каолины отличаются от глины более чистым химическим составом, меньшей пластичностью, большей огнеупорностью.
Отощающими материалами являются кварц и чистые кварцевые пески, они способствуют уменьшению пластичности глин, снижают усадку и деформацию изделий при сушке.
Плавни понижают температуру плавления и спекания глинистых материалов, придают керамическому черепку плотность, просвечиваемость, механическую прочность; к ним относятся полевой шпат, пегматит, мел, известняк, доломит.
Глазуреобразующие материалы (глазурь) - это тонкий стекловидный слой на поверхности керамических изделий. Она предохраняет черепок от механических воздействий, улучшает его гигиеничность, придает поверхности изделия лучший внешний вид. Глазури бывают прозрачные и непрозрачные (глухие), бесцветные или окрашенные.
Керамические краски применяют для украшения фарфоровых, фаянсовых, майоликовых и других изделий. Основу керамических красок составляют металлы и их оксиды, которые при нагревании образуют с силикатами, алюминатами, боратами и другими веществами окрашенные соединения на черепке керамических изделий. По характеру применения керамические краски подразделяют на подглазурные и надглазурные.
Подглазурные краски наносят на неглазурованный обнаженный черепок, затем изделие покрывают глазурью и обжигают.
Надглазурные — наносят на черепок, покрытый глазурью, закрепляют их особым обжигом при температуре 600-850 °С.
Приготовление керамической массы осуществляется последовательным выполнением ряда технологических процессов: очистки сырья от вредных минеральных включений, дробления, разлома, просеивания через сита, дозирования и смешивания.
Формуют изделия из пластических и жидких (шликер) керамических масс. Изделия несложных форм - (чашки, тарелки) формуют из пластической массы влажностью 24—26 % в гипсовых формах с помощью стальных шаблонов на автоматах и полуавтоматах.
Способ: литья из жидкой массы — шликера влажностью 30-35 % гипсовые формы является незаменимым в производстве керамических изделий, где сложность и разнообразие форм исключают использование других способов формования. Осуществляют литьё ручным или автоматическим способами.
Сушка способствует повышению прочности керамических изделий, сформированной из пластической массы или отлитых из шликера. Сушку проводят в конвекционных (конвейерных, камерных и туннельных) и радиационных сушилках при температуре 70—90 ºС.
Обжиг является основным технологическим процессом. В результате сложных физико-химических превращений, проходящих при высоких температурах, керамические изделия приобретают механическую прочность.
Обжиг проводят в два приема. Для фарфоровых изделий первый
обжиг (утильный) происходит при температуре 900-950 °С, а второй (политой) — при температуре 1320-1380 °С. Для фаянсовых изделий первый обжиг проводится при температуре 1240—1280 ºС, а второй — при температуре 1140—1180 °С. Используются печи двух видов: туннельные (непрерывного действия) и горны периодического действия).
Декорирование изделий является завершающей стадией производства фарфоровых и фаянсовых изделий, заключающийся в нанесении на белье (неокрашенный полуфабрикат) специальных разделок двумя методами: ручным и полумеханизированным.
Усик, отводка, лента представляют собой непрерывные круговые полоски (усик шириной 1 мм, отводка - от 1 до 3 мм, лента от 4 до 10 мм).
Трафарет наносят аэрографом при помощи пластин из тонкой жести или фольги, имеющих вырезы, контуры которых соответствуют наносимому рисунку. Он может быть одноцветным и многоцветным.
Крытьё различают следующих видов: сплошное — все изделие
покрыто равномерным слоем краски; полукрытьё — изделие покрыто краской шириной от 20 мм и выше, нисходящее — краску накладывают с ослаблением тона к низу изделия; крытье с прочисткой — по сплошному крытью сделана прочистка рисунка; крытье с прочисткой и раскраской красками и золотом.
Печать наносят на изделие с печатного оттиска на бумаге, приэтом получают графический однокрасочный рисунок, который обычно раскрашивают одной или более красками.
Штамп представляет собой наиболее простой способ декорирования. Рисунок наносят резиновым штампом. Чаще штампы наносят золотом.
Декалькомания (деколь) занимает основное место в декорировании изделий. Переносят рисунок на изделие при помощи переводной картинки, выполненной литографическим способом. В настоящее время применяют сдвижную деколь. На подкладочную бумагу наносят ацетилцеллюлозную пленку, на которой напечатан рисунок. При смачивании пленка с рисунком отделяется от бумаги и остается на изделии. В процессе муфельного обжига пленка сгорает, а краска сплавляется с поверхностью изделия.
Шелкография является перспективным способом украшения керамических изделий. Печатание рисунка производят через шелковую сетку, на которую накладывают трафарет. Декорируемое изделие подводят под шелковую сетку. Резиновый ролик, с краской проходя через сетку, продавливает ее в вырезы трафарета, и таким образом рисунок переводят на изделие.
Живописные работы выполняют кисточкой или пером ручным способом. В зависимости от сложности живопись бывает простой и высокохудожественной.
Фотокерамика воспроизводит на изделии портреты знаменитых людей, виды городов, особенно эффектна она в цветном исполнении.
История возникновения и развития росписи по керамике «Гжель».
На удалении 50-60 километров к северо-востоку от Москвы, в Раменском районе, вдоль Егорьевского шоссе расположены два десятка слившихся между собой красивых сёл и деревень.
Гжель - название одного из сёл - бывшего волостного центра, ставшего собирательным для всей округи, символом неповторимого искусства и народного мастерства.
Гжелью называют выпускаемые в этих местах высокохудожественные фарфоровые изделия, расписанные кобальтом по белому фону.
Гжель - название одного из ведущих предприятий, где возрождено истинно народное керамическое искусство старинных русских мастеров.
Гжель впервые упоминается в письменных источниках в 1339 году в духовной грамоте Ивана Даниловича Калиты. С тех пор на протяжении столетий, как одна из наиболее прибыльных волостей, переходила Гжель по наследству в роду великих московских князей и царей, принося им немалый доход.
Ещё в XVI веке гжельцы возили в Москву излишки бытовой посуды, а также в Яузскую слободу московским гончарам свою глину, некоторые оставались там и работать. Выезжали они и на московские ярмарки и торги. Знакомились на торгах с привозными изделиями мастеров из других мест России, из других стран.
На базе крестьянских промыслов и торговли постепенно складывался новый тип крестьянского населения Гжели.
К 70 - 80 годам XVIII века Гжель становится центром производства в России художественной майолики. Дело в том, что со времени открытия мануфактуры Афанасия Гребенщикова в 1724 году многие гжельцы работали там гончарами. Смекалистые и расторопные, они быстро схватывали секреты нового производства майоликовых изделий, а возвращаясь на родину, заводили свои примитивные, но многочисленные новые горны, создавали свои изделия не только из обычных красных глин, как раньше, а использовали по новой технологии белые массы с примесями других сортов глин и минеральных добавок.
Самобытные гжельские изделия пользовались неизменным спросом. Крестьяне-кустари трудились от зари до зари, имея дело с глиной и творя из неё необходимые в быту вещи. Каждый из них имел свою манеру, и создавая изделия, вносил собственное видение окружающего мира. Достоинство посуды, игрушек определялось вкусами покупателей и управлялось их спросом. Популярность гжельских изделий означала соответствие их требованиям, отвечающим утилитарным целям и художественным вкусам людей того времени. В середине XVIII века в России довольно быстро начали развиваться гончарные производства, однако гжельские изделия пользовались неизменным спросом. Отсюда производство керамики распространяется в Коломенской, Серпуховской и другие уезды Московской губернии.
Конец XVIII века явился временем расцвета гжельской майолики; особенно большого искусства местные мастера достигли при изготовлении кувшинов, кумганов, квасников. Работа требовала большого терпения и искусства. Роспись не допускала поправок и переделок, так как велась по мягкому, не обожжённому черепку, покрытому белой эмалью. Гжельцы выпускали отдельно и мелкую майоликовую пластику, которая часто отражала типичные сценки их жизни, наполненные юмором композиции, солдат, крестьянок, модниц и франтов, занятых теми или иными делами. Сюжеты были выразительны и доходчивы, покоряли ясностью замыслов, наивностью их создателей - простых народных умельцев.
Здесь изготовлялись и изделия промышленно-хозяйственного назначения, как, например канализационные трубы для московских улиц.
В течение многих десятилетий гжельцы создавали изумительные по красоте и разнообразию росписи изразцы для оформления печей и каминов. Свыше 500 их образцов хранит теперь в своей коллекции Эрмитаж.
Многие гжельские мастера участвовали создании гончарного промысла и в других местах России.
Полуфаянс Гжели пытались делать ещё в последние годы XVIII века. Завозимые из-за границы предметы из этого материала были настолько дороги, что их могли купить только немногие, но они же невольно толкали гжельцев овладеть технологией их производства.
Полуфаянс уже имел белый, хотя и толстый черепок, и роспись велась не по сырой эмали, как на майоликовых изделиях, а после обжига, по твердому черепку, что значительно облегчало, ускоряло работу и ускоряло брак.
Полуфаянс стал таким же художественным замечательным явлением, как и майолика. Гжельцам удалось получить белую посуду белую, наподобие фаянса в начале XIX века. Добавив в свои глины известь, гжельцы получили материал, названный простым фаянсом или полуфаянсом, и в течение XIX века создавали из него десятки тысяч необходимых предметов быта.
Не сразу гжельцы выработали свой самобытный стиль росписи кобальтом, но постепенно он достиг совершенства именно в полуфаянсе. Синий цвет становится классическим, неотделимым от гжельского полуфаянса. Это был новый живописный изобразительный язык, пришедший на смену контурному рисунку с полихромной раскраской, какая ранее использовалась в майолике. Синяя краска лучше всего соединяется с глазурью, при обжиге даёт меньше брака, излучает сияние, не подвластное времени. В росписи присутствуют и элементы очеловечения, одухотворения вещей.
К середине XIX века Гжель являлась самым крупным поставщиком керамических изделий страны.
Во второй половине XIX века в русском керамическом производстве происходят значительные сдвиги. Лидируют теперь крупные механизированные заводы. Экономичность производства, добротность изделий и умеренность цен давали возможность выиграть борьбу на рынках сбыта.
В 1926 году число работающих в фарфорово-фаянсовой промышленности по Гжельской области составляло 506 человек.
Товарищество Гжель создано в результате объединения шести мелких цехов разных деревень в 1972 году.
В деревне Жирово выпускают керамические камины, В деревнях Трошково и Фенино - гончарную и майоликовую посуду. В деревне Фенино совместно с итальянской фирмой создаётся производство по выпуску изразцов и плитки. В деревне Коломино - Фрязино делают фарфоровые игрушки, а современные производства в д. Турыгино и Бахтеево - главные центры производства художественного фарфора.
Гжельские мастера глубоко и свято хранят традиции своих предков, творчески их развивают и приумножают. В полусказочном мире, создаваемом мастерами - керамистами нынешней Гжели, трудно провести четкую границу между искусством прошлого и настоящего. Не иссякает родник, возникший столетия назад в душе русского народа; пройдя через толщу веков, он по-прежнему остаётся могучей эстетической силой и не теряет своей чистоты. В преемственности традиций народных мастеров, верности им и находится зерно успеха и популярности гжельской керамики в наше время.
История Гжели уходит вглубь веков, и её народному искусству суждена долгая жизнь, сегодня знаменитый народный промысел набирает новые силы. В разные концы планеты улетают синие птицы Гжели, чтобы украшать быт людей, воспитывать чувство прекрасного.
Свойства керамической посуды.
Основными свойствами керамических изделий являются физические и химические. Свойства керамических изделий зависят как от состава применяемых масс, так и от технологических особенностей их производства.
Основными свойствами являются объемная масса, белизна, просвечиваемость, механическая прочность, твердость, пористость, термическая стойкость, скорость распространения звуковых волн, химическая устойчивость.
Объёмная масса фарфора равна 2,25-2,4 г/см³, а фаянса 1,92-1,96г/см³.
Белизна - способность материала отражать падающий на него свет. Особенно важна белизна для фарфоровых изделий. Белизна определяется визуально путем сравнения испытуемого образца с эталоном или с помощью спектрофотометра.
Просвечиваемость характерна для фарфора, который просвечивает даже при большой толщине изделия, так как: имеет плотный спекшийся черепок. Фаянсовые изделия не просвечивают, поскольку черепок является пористым.
Механическая прочность является одним из важнейших свойств, от которого зависит долговечность изделия. Удельная механическая прочность, т.е. отношение приложенного усилия к единице толщины дна, определяется по методу свободного падения стального шарика по дну изделия. У фаянса она более высокая, чем у фарфора. Прочность на удар по методу маятника, наоборот, у фаянсовых изделий ниже, чем у фарфоровых.
Твердость глазурного слоя по минералогический шкале Мооса для фарфора составляет 6,5-7,5, а для фаянса - 5,5-6,5, микротвердость определяется вдавливанием алмазной пирамидки (по Виккерсу). Фарфоровые глазури являются твердыми, майоликовые — мягкими, а фаянсовые относятся к средним.
Пористость определяют методом водопоглощения, которая у фарфора составляет 0,01-0,2 %, а у фаянса - 9-12 %.
Термическая стойкость характеризует способность изделия выдерживать резкие смены температур. Термическая стойкость фарфоровых изделий выше, чем у фаянсовых. Так в соответствии с действующими ГОСТами, глазурь у фарфоровых изделий должна выдерживать перепады температур от 205 до 20 °С, а у фаянсовых - от 145 до
20 °С (для бесцветных глазурей) и от 135 до 20 °С (для цветных глазурей).
Скорость распространения звуковых волн у фарфоровых изделий в 3—4 раза выше, чем у фаянсовых, поэтому при ударе деревянной палочкой по краю, фарфоровые изделия издают высокий звук, а фаянсовые — глухой.
Химическая устойчивость глазурей и керамических красок, при.-. меняемых для бытовых фарфоровых и фаянсовых изделий, должна быть высокой, так как при обработке слабыми кислотами и щелочами при обыкновенной температуре или при нагревание до 60—65 °С они не должны разрушаться.
Классификация и ассортимент керамической посуды.
Все керамические товары делят на изделия грубой и тонкой керамики. Изделия грубой керамики имеют неоднородную структуру черепка, различаемую невооруженным взглядом, кроме этого черепок имеет естественную окраску от желтых до коричневых тонов.
Для изделий тонкой керамики характерен спекшийся мелкопористый черепок, с однородной, плотной структурой.
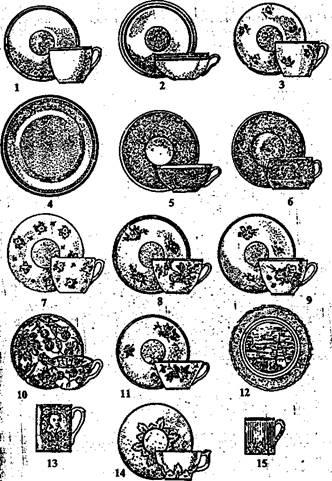
Рис. 1. Основные виды украшений керамических изделий:
1 - отводка; 2 - лента; 3 - трафарет; 4 - штамп; 5 г крытьё сплошное,6 - крытье нисходящие; 7 - печать; 8 - печать с раскраской; 9 - деколькомания; 10 и 11 живопись; 12 и 13 - фото по керамике; 14 и 15 - разделка рельефа.
Изделия тонкой керамики включают две группы:
1- изделия со спекшимся в изломе черепком (твердый фарфор, мягкий, костяной и фриттовый фарфор, тонкокаменные изделия);
2 - изделия с пористым черепком (фаянс, майолика, полуфарфор).
Твердый фарфор характеризуется высокой механической прочностью, химической и термической устойчивостью. Российские заводы вырабатывают в основном фарфоровые изделия из твердого фарфора, который готовят из массы, содержащей 50 % глинистых веществ, 25% полевого шпата и 25 % кварца.
Мягкий фарфор имеет высокую просвечиваемость, но меньшую термическую и механическую прочность. Массы, применяемые в производстве мягкого фарфора, содержат 30 % глинистых материалов, 30-36% полевого шпата и 20-45% кварца. Используют мягкий фарфор при изготовлении художественных изделий.
Костяной фарфор изготавливают из массы, в состав которой кроме обычных компонентов входит 20-60% костяной золы. Костяной фарфор характеризуется высокой просвечиваемостью, но вместе с тем низкой механической и термической прочностью. Применяется для изготовления сувенирной посуды.
Фриттовый фарфор по своему составу напоминает стекло, так как не содержит глинистых материалов. Этот вид фарфора вследствие недостаточной твердости глазури и трудоемкости технологического процесса для изготовления посуды применяют редко.
Тонкокаменные изделия имеют окраску, зависящую от природных свойств глины (светло-сёрая, кремовая). Эти изделия обладают высокой термической устойчивостью. Изготавливают химическую тонкокаменную посуду, а также кружки, кофейные и чайные сервизы.
Фаянс имеет, белый пористый черепок, водопоглощение которого колеблется в пределах 9—12%. Фаянсовые изделия докрывают легкоплавкой глазурью. В состав фаянсовой массы входят 65% глинистых материалов, 30% кварца или кварцевого песка и 2—5% полевого шпата.
Майолика является разновидностью фаянса, обладает высокой пористостью. Майоликовые изделия обычно покрывают цветной глазурью.
Полуфарфор по своим свойствам занимает среднее положение между фарфором и фаянсом и в основном идет на изготовление изделий санитарно-технического назначения. Полуфарфоровые изделия дешевле фарфоровых и выше по качеству, чем фаянсовые.
Керамические изделия подразделяются на посуду и художественно-декоративные изделия. В свою очередь посуда может быть столового, чайного и кофейного назначения.
Фарфоровые изделия по толщине стенки делят на обыкновенные с толщиной стенки 2,5 (чашка) — 4 мм и тонкостенные 1,4 (чашка) — 2,5 мм все остальные.
В зависимости от размера керамические изделия делят на мелкие и крупные.
По форме изделия делят на полые и плоские.
К плоским относятся блюдца, блюда, тарелки, селедочницы и
другие; к полым — бокалы, чашки, кружки, пиалы, чайники, кофейники, сахарницы, кувшины и другие.
В зависимости от наличия глазурного слоя различают фарфоровые изделия глазурованные и неглазурованные (бисквитные).
По комплектности изделия бывают штучные и комплектные (сервизы, гарнитуры, наборы). Особенностью изделий, входящих в комплект, является единство декоративного оформления, конструкции и формы.
Фарфоровая посуда.
По назначению ассортимент бытовых фарфоровых изделий делят на столовую, чайную, бытовую посуду и прочую.
Особо выделены художественно-декоративные изделия.
Фарфоровая столовая посуда (см. приложение 1) представлена самыми разнообразными изделиями, как по наименованиям, так и по фасонам и размерам.
Блюда выпускают круглыми и овальными размером 300, 350,400 и 450 мм.
Вазы для супа или компота изготавливаются с крышками разных фасонов емкостью 2000—3500 см3
.
Подливочники бывают без поддона и с поддоном (на тарелочке)
ёмкостью от 80 до 400 см3
.
Салатники характеризуются разными фасонами (круглые, овальные, четырехугольные) и емкостью 1200-1400 см3
, четырехугольные имеют емкость от 120 до 1000 см³.
Селедочницы выпускаются длиной 135 и 250—270 мм.
Тарелки — основной вид столовой посуды. Они бывают глубокими и мелкими, для взрослых и детей. Глубокие тарелки выпускают диаметром 240 и 200 мм и мелкие 240 мм (подставка под глубокую тарелку 240 мм), 200 мм (для вторых блюд), 175 мм (закусочная) и 158 мм (пирожковая). Детские тарелки глубокие и мелкие диаметром 178 мм входят в состав детских наборов. Кроме перечисленных изделий в эту группу входят изделия для специй — горчичницы, солонки, перечницы и хренницы.
Чайная и кофейная посуда (см. приложение 2) весьма разнообразна по фасонам, размерам и декору. Чашки с блюдцами занимают основное место в ассортименте данной группы. Чайные чашки от кофейных, отличаются по емкости. Так кофейные чашки имеют емкость 60, 85 и 100-130см3
. Емкость чайных чашек бывает200—250 см3
(обыкновенные), 260—275 см3
(среднегабаритные), 300—350 см3
(крупногабаритные) и 400 и 500 см3
(подарочные).
Чайники различают заварные (для заварки чая) емкостью 250, 350 - 375, 450, 500 – 700, 735 – 800 см³ и доливные (для кипятка) ёмкостью 1000-1250, 1400 и 3000 см3
.
Бокалы выпускаются разных фасонов с блюдцами емкостью 375 - 400, 500 и 600 см³.
Кофейники изготавливают разных фасонов емкостью 500, 750,
1000-1250, 1400 см³.
Кружки вырабатываются с ручкой и без ручки, с утолщенным черепком и специальные курортные плоские с отверстием в ручке. Емкость кружек колеблется от 90 до 500 см³.
Пиалы по форме бывают конические, без ручек емкостью 140-150, 220-250, 350-400 см³.
К группе чайной и кофейной посуды относят также вазы для фруктов и варенья на ножке.
Прочие изделия - это сырницы, салфетницы и др.
Комплектную посуду выпускают в виде сервизов, наборов, гарнитуров, для нее характерно единство формы (фасона) и разделки.
Сервизы и гарнитуры по назначению бывают столовыми, чайными и кофейными на 6 и 12 персон. Гарнитур включает большее количество предметов, чем сервиз того же назначения.
Художественно-декоративные изделия – бытовая посуда (см. приложение 3) занимают значительное место в группе фарфоровых изделий. В.ассортимент художественно-декоративных изделий входят скульптура (фигурки людей, животных, птиц; рыб и т.д.), бюсты, настенные барельефы, вазы для цветов, разные изделия (пудреницы, пепельницы, карандашиницы, блюда и тарелки настенные, графины для вина, памятные медали и т.д.).
Для изделий прикладного искусства характерно сочетание утилитарных свойств с высокими эстетическими. Эти изделия разнообразные по форме, их более тщательно отделывают и декорируют (чаще способом живописи).
Фаянсовая посуда.
Ассортимент фаянсовых изделий проще и менее разнообразен, чем аналогичных фарфоровых. Значительную долю занимают плоские изделия (тарелки, миски, селедочницы и др.). В ассортименте фаянсовых изделий отсутствуют чашки чайные, чайники, кофейники. В основном ассортимент фаянсовой посуды представлен изделиями столового назначения. Фаянсовая посуда состоит из штучных и комплектных изделий. В комплектные изделия входят сервизы столовые, наборы тарелок (разных размеров и детские наборы).
Художественно-декоративные изделия занимают незначительное место в ассортименте фаянсовых изделий, в основном это скульптура, вазы для цветов и пепельницы разных фасонов.
Майоликовая и гончарная посуда.
Ассортимент майоликовых изделий включает посуду и художественно-декоративные изделия.
Для майоликовых изделий характерна разделка различными цветными глазурями (майоликовыми поливами) и подглазурными красками.
Ассортимент майоликовых изделий представлен и штучной и комплектной посудой. Вырабатывают кружки, масленки, кофейницы, сухарницы, пепельницы, рюмки для яиц, сырницы, салатницы, медовницы; особенно широко представлены в ассортименте приборы для фруктов, блинов, салата, яиц, воды, варенья, компота, чая, специй, а также кофейные и детские приборы.
Художественно-декоративными изделиями являются вазы для цветов, настенные блюда и тарелки, пепельницы, скульптура и другие.
Гончарные изделия относятся к грубой керамике. Основным сырьем являются легкоплавкие глины средней пластичности. Формуют эти изделия на гончарном круге или в гипсовых формах. После сушки и глазурования обжигают в горнах при температуре 900-1000 ºС.
Ассортимент гончарных изделий состоит из крынок, горшков, мисок, кувшинов, масленок, сухарниц, судков для сметаны и масла, цветочных горшков. Из гончарной массы вырабатывают такие художественно-декоративные изделия: вазы для цветов, кашпо, блюда настенные, скульптуру, игрушки и др..
Оценка качества керамической посуды.
Керамические, товары должны быть прочными, удобными в пользовании, иметь красивый внешний вид. Их изготавливают в соответствии с образцами, утвержденными в установленном порядке. При оценке качества керамических товаров обращают внимание на показатели качества черепка, глазури и декорирования. В зависимости от внешнего вида, физико - технических показателей, характера, размера и количества дефектов посуда по действующим ГОСТам делится на 1 и 2 сорта.
Белизну, термическую стойкость, водопоглощение, кислотостой-кость определяют по методикам, изложенным в ГОСТах.
Белизна фарфоровых изделий для 1-го сорта должна быть не менее 64%, для 2 - 58%. Для фаянсовых изделий белизна не регламентируется.
Просвечиваемость характерна только для фарфоровых изделий, которые в слоях толщиной до 2,5 мм просвечивают. Механически прочными считаются фарфоровые и фаянсовые тарелки и блюдца, которые при пятидневном хранении их стопками (первые по 120 штук, а вторые по 100 и 150 штук) не разрушаются.
Наличие дефектов устанавливают при внешнем осмотре изделия. Все многообразие дефектов, встречающихся на керамических изделиях, делятся на дефекты черепка и глазури и дефекты декорирования.
Дефекты черепка и глазури. Деформация изделия выражается в его искривлении. Этот дефект возникает в результате направленного проведения процессов сушки и обжига. Особенно характерен для плоских изделий. Замеряется деформация с помощью ступенчатого шаблона в миллиметрах и для основных видов изделий имеет допуски по ГОСТу.
Выбоины и щербины на изделии образуются в процессе производства, транспортирования и хранения.
Заглазурованные односторонние трещиныпредставляют несквозные посечки черепка.
Разлив глазурина черепках должен быть гладким и равномерным. Допускаются незначительные натеки. Мелкие рассредоточенные наколы, не нарушающие товарный вид, изделия допускаются. Матовость глазури в 1 сорте не допускается.
Плешины и сборка глазурипроявляются в виде мест, не покрытых глазурью. На лицевой стороне фарфоровых изделий в 1 сорте, фаянсовых изделий в 1 и 2 сортах не допускаются.
Сухость глазури и летелый крайвстречаются на фаянсовых изделиях.Сухость глазури возникает в результате недостаточной толщины глазурного слоя на изделии. Летелый край резко снижает гигиенические свойства изделия; он характеризуется отскоком глазури по его краям в 1 сорте не допускается.
Цек и волос— это трещины глазурного слоя. Изделия с этими дефектами переводят в брак.
Засорка появляется на изделиях в результате выкрашивания зерен шамота из капселей. Она бывает подглазурной, а также надглазурной, которую можно зашлифовать.
Мушка проявляется в виде темных точек на изделии. Появляется этот дефект вследствие попадания в керамическую массу оксидов железа.
Следы от полозков характерны только для фаянсовых изделий и допускаются с оборотной стороны зашлифованными или зачищенными. Неправильность монтировки деталей изделия — это несимметричное их расположение, отклонение приставных деталей (носиков, ручек) от вертикальной и горизонтальной плоскостей.
Подрыв приставных деталей допускается, если он волосяной и несквозной и не нарушает механическую прочность изделия. Однако подрыв носиков у чайников, не допускается.
Дефекты декорирования. Пережог или не дожег красок,образуется при нарушении муфельного обжига. Краска не должна стираться.
Сборка деколькомании допускается, если она не нарушает рисунка.
Помарки краской надглазурныена лицевой стороне изделия в первом сорте не допускаются.
Отслоение краскипереводит изделие в брак.
По ГОСТу число допустимых дефектов не должно превышать для фарфоровых изделий для 1 сорта - 3, для 2 сорта - 6; фаянсовых изделий соответственно - 3 и 6.
Маркировка, упаковка, транспортирование и хранение
керамической посуды.
Каждое фарфоровое и фаянсовое изделие маркируют товарным знаком, который наносят на центр дна изделия керамической краской и закрепляют обжигом. Товарный знак должен быть четким.
При упаковывании посуды применяют тару потребительскую (коробки из картона, бумаги и комбинированных материалов); пачки из картона, бумаги и комбинированных материалов и пакеты бумажные и из комбинированных материалов, материалы вспомогательные (бумагу оберточную и прокладочную, картон гофрированный, термоусадочные материалы, пленку полиэтиленовую, полистирол, древесную стружку и др.); тару транспортную (ящики деревянные и ящики из гофрированного картона).
Чашки с блюдцами укладывают следующим способом: чашку вверх дном помещают на блюдце с лицевой стороны, предварительно переложенное бумагой, и оборачивают бумагой. Затем формуют стопу, содержащую от двух до двенадцати изделий, которую также оборачивают бумагой. Допустимо формование стоп, составленных отдельно из чашек и блюдец. Плоские изделия заворачивают в бумагу через одно изделие, а затем в пакет по 25-40 штук. Укрупненный пакет перевязывают шпагатом или заклеивают бумажной лентой и наклеивают ярлык с указанием завода-производителя и его адреса, наименования изделия, количество изделий в пакете, сорта, датыупаковки, номера упаковщика и номера ГОСТа или ТУ. При упаковывании пакетов сервизов, наборов, гарнитуров укладывают изделия одного сорта и одного декоративного оформления: каждый предмет оборачивают бумагой. Затем посуду укладывают в потребтельскую и транспортную тару. Изделия сувенирного и подарочного назначения укладывают в коробки из гофрированного картона, на которые наклеивают художественно оформленные этикетки.
Посуду транспортируют всеми видами транспорта. В основном посуду перевозят в железнодорожных вагонах и контейнерах, пол которых выстилают древесной стружкой равномерным и плотным слоем. Ряды пакетов тоже прокладывают стружкой. На контейнерах и железнодорожных вагонах завод - изготовитель должен сделать надпись «Осторожно стекло».
Посуду, направляемую в районы Арктики, Крайнего Севера и отдаленные районы упаковывают в соответствии со специальными техническими условиями.
Фарфоровые и фаянсовые изделия хранят в закрытых сухих помещениях на стеллажах. При этом более тяжелые изделия размещают на нижних стеллажах, легкие - на верхних. Тарелки можно хранить в стопках (фарфоровые по 120 штук, а фаянсовые по 100 штук).
Литература.
1.Товароведение и организация торговли непродовольственными товарами: Учеб. для нач. проф. образования \Под ред. А.Н. Неверова, Т.И.Чалых.-М: ИРПО; Изд. центр «Академия», 2000.-464 с.
2.Товароведение хозяйственных товаров: Учеб. для студ. вузов, обуч. по спец. 1732 «Товароведение и орг. торговли непрод.товарами». В 2-х т. Т. 1.-3-е изд., перераб.-М.: Экономика, 1989.-351 с.-ISBN 5-282-00048-2.
3.Пособие для продавца: Учеб. Пособие для уч-ся проф.-техн. Учеб. заведений Г.Г.Памбухчиянц, Л.М. Данилова, П.Ф. Пономарев, В.В. Лазерко.-М.: Экономика, 1987.-303 с.
4.Официальный сайт г. Конаково, историческая справка, http://www.konakovo.org/history.shtml
5.Официальный сайт ОАО «Конаковский фаянсовый завод», http://www.faience.ru/
|