«Очистка сточных вод производства экстракционной фосфорной кислоты»
Содержание
Введение
Глава 1.Особенности процесса производства ЭФК
Глава 2.Модернизация АСУТП производства ЭФК ОАО «Аммофос»
Глава 3. Очистка сточных вод производства ЭФК
Заключение
Литература
Введение
Производство экстракционной фосфорной кислоты связано с расходом значительных количеств воды. В процессе производства эта вода загрязняется многочисленными примесями, среди которых наиболее токсичными являются: желтый фосфор, фтористые и цианистые соединения, фенолы, фосфин. Организация работы фосфорного завода без выпуска сточных вод является наиболее целесообразной. Такая организация использования воды основана на наличии взаимосвязанных замкнутых циклов, с промежуточной очисткой воды до установленных норм. Главным звеном в этой организации является цех очистки сточных вод. Принимая химически загрязненную воду завода, он должен переработать ее и выдать воду установленного регламентом качества для снабжения технологических процессов, систем мокрой пыле-газоочистки и других потребителей.
Глава 1. Особенности процесса производства экстракционной фосфорной кислоты
Аппаратура для производства экстракционной фосфорной кислоты в основном не зависит от способа выделения сульфата кальция. Различие технологических режимов сказывается главным образом на соотношениях между отдельными аппаратурными элементами, а также и на выборе конструкционных материалов, защите от коррозии и величине образования потоков.
Наиболее распространен дигидратный режим, усовершенствование которого позволяет получать из апатитового концентрата или высококачественных фосфоритов при 65-80°С фосфорную кислоту с содержанием P O O . .
Фосфорную кислоту с содержанием более 30-32% PO получают по высокотемпературному режиму (90-100°С) с выделением в твердую фазу полугидрата или ангидрита. Полугидратный процесс в настоящее время широко используется в промышленности.
Ангидритный процесс, протекающий при температуре выше 100°С с применением концентрированной кислоты осложняется сильной коррозией аппаратуры, трудностью отделения мелких кристаллов; кроме того, для поддержания автотермичности процесса из-за недостаточной экзотермичности его необходим подогрев реагентов. Помимо этого возникают большие трудности при отмывке фосфорной кислоты из осадка. Поэтому ангидритный процесс до сих пор не вышел из стадии небольших опытных масштабов.
Производство экстракционной фосфорной кислоты состоит из следующих основных стадий: дозирования фосфатного сырья серной кислотой, разложение фосфата смесью серной и фосфорной кислот (экстракции), охлаждение циркулирующей пульпы, фильтрования экстракционной пульпы, абсорбции фторсодержащих газов и концентрирования фосфорной кислоты.
В зависимости от температуры и концентрации фосфорная кислота в системе CaSO4
-H3
PO4
-H2
O сульфат Ca осаждается в виде дигидрата (гипса), гемигидрата или ангидрита. В реальных условиях осадок загрязнен примесями P2
O5
в виде неразложенных природных фосфатов, недоотмытой H3
PO4
, сокристаллизованных фосфатов различных металлов и др., поэтому образующиеся сульфаты Ca называют соответствующе фосфогипс, фосфогемигидрат и фосфо-ангидрит. В зависимости от типа осаждаемого сульфата различают три прямых способа производства экстракционной фосфорной кислоты: дигидратный, полугидратный (гемигидратный) и ангидритный, а также комбинированные: полугидратно-дигидратный и дигидратно-полугидратный.
В СНГ наиболее отработан в промышленности дигидратный способ, который отличается высоким выходом P2
O5
(93-96,5%) в продукционную кислоту; однако относительно низкая концентрация фосфорной кислоты требует ее последующего упаривания. Основные стадии процесса: экстракция с внешней или внутренней циркуляцией и вакуумным или воздушным охлаждением экстракционной пульпы, дозревание пульпы после экстрактора, отделение фосфорной кислоты на наливных вакуум-фильтрах. Эффективность процесса определяют в основном экстрагирование P2
O5
и фильтрование пульпы. Аппаратурное оформление должно обеспечить полноту разложения сырья и кристаллизацию сульфата Ca в условиях минимального пересыщения им жидкой фазы. Оптимальная форма и размеры кристаллов сульфата Ca обусловливают хорошую фильтруемость пульпы и эффективную отмывку от фосфорной кислоты минимальным количеством воды (для получения концентрированной продукционной фосфорной кислоты). Типовая схема дигидратного способа (рис. 1) реализуется при непрерывном дозировании в экстрактор фосфатного сырья, 75-93%-ной H2
SO4
и оборотной H3
PO4
. Температура процесса 72-750
C, продолжительность 4-6 ч. Использование 93%-ной H2
SO4
(при переработке апатитового концентрата) позволяет увеличить подачу воды для промывки фосфогипса на вакуум-фильтре. Поступающая на фильтр фосфорная кислота отделяется, осадок фосфогипса промывается на фильтре по противоточной схеме водой с возвратом образующейся слабой фосфорной кислоты в экстрактор. Фосфорную кислоту, полученную из апатитового концентрата (28-32% P2
O5
), обычно упаривают до содержания P2
O5
52-54%. Концентрирование фосфорной кислоты, полученной из фосфоритов (20-24% P2
O5
), неосуществимо без предварительной очистки от примесей и не используется в промышленности.
Гемигидратный процесс позволяет получить более концентрированную фосфорную кислоту (в отдельных случаях до 50% P2
O5
без дополнительного упаривания). Фосфорную кислоту, содержащую 36-38% P2
O5
, можно получить из апатитового концентрата практически на том же оборудовании, что и в типовом дигидратном процессе с воздушным охлаждением пульпы. Фосфориты Каратау по этому методу не перерабатывают. Широкого распространения гемигидратные процессы пока не получили из-за повышенной температуры (80-100 0
C), выделения HF в газовую фазу, более низкого выхода P2
O5
в кислоту, чем в дигидратном методе. В усовершенствованных промышленных схемах предусмотрено предварительное смачивание апатитового сырья в скоростном смесителе, разделение зон разложения и кристаллизации и др. Проведение процесса при содержании H2
SO4
в жидкой фазе пульпы 0,2-1,0% в первом реакторе и 2,0-3,0% во втором позволяет снизить количество растворенного сульфата Ca в продукционной фосфорной кислоте, значительно уменьшить зарастание оборудования и трубопроводов, существенно интенсифицировать работу основных технологических узлов.

Рис. 1. Технологическая схема типового производства экстракционной H3
PO4
в дигидратном процессе из апатитового концентрата, мощность 110 тыс. т P2
O5
в год: 1 - бункер для фосфатного сырья; 2 - ленточный весовой дозатор; 3 - двухбаковый экстрактор; 4 -хранилище серной кислоты; 5 - погружной насос; 6 -расходомер серной кислоты; 7 - циркуляционный погружной насос; 8 - испаритель; 9 - брызгоуловитель; 10 -барботажный нейтрализатор; 11 - конденсатор; 12 -лотки карусельного вакуум-фильтра; 13 - сепараторы (ресиверы); 14 - промежуточный сборник образующейся при регенерации фильтровальной ткани; 15, 16, 17 - барометрические сборники: для первого (основного) фильтра (15), для оборотной фосфорной кислоты (16), для промывного фильтрата (17).
Содержание P2
O5
в фильтратах: Ф1
- 28-32%, Ф2
- 22-25%, Ф3
- 5-10% .
Ангидритный способ имеет ряд преимуществ перед дигидратным и полугидратным: позволяет без упаривания получать кислоту, содержащую до 50% P2
O5
; при экстракции в газовую фазу выделяется большая часть фтора; получаемая кислота меньше загрязнена сульфатом Ca. Использование метода в промышленности сдерживают: жесткие коррозионные условия (высокие температуры и концентрации фосфорной кислоты), образование мелких кристаллов и необходимость большого числа ступеней противоточной промывки.
Комбинированные способы получения экстракционной фосфорной кислоты - гемигидратно-дигидратный и дигидратно-гемигид-ратный - более технологичны и экономичны, чем одностадийные. Обеспечивают повышение степени использования фосфатного сырья (за счет снижения технологических потерь P2
O5
), увеличение концентрации продукционной фосфорной кислоты, получение более чистого сульфата Ca с целью его дальнейшей переработки.
За рубежом широко распространены гемигидратно-дигидратные схемы, внедрен также дигидратно-гемигидратный способ. Однако комбинированные процессы иногда усложнены двойным фильтрованием или нетехнологичны из-за высокой продолжительности стадии перекристаллизации в гемигидратно-дигидратном методе (общая продолжительность процесса 10-16 ч в зависимости от сырья). Из усовершенствованных комбинированных технологий наибольший интерес представляет отечественный дигидратно-гемигидратный процесс с промежуточным фильтрованием. Метод позволяет получать из апатитового концентрата фосфорную кислоту, содержащую 33-34% P2
O5
, из фосфоритов Каратау - фосфорную кислоту, содержащую 28-30% P2
O5
. Степень извлечения P2
O5
из сырья около 99%. Продолжительность процесса не превышает 6 ч. Фосфополугидрат (фосфогемигидрат) содержит менее 0,5% P2
O5
и0,15% F и применен как вяжущее средство в строительных материалах [1].
Глава 2. Модернизация АСУТП производства экстракционной фосфорной кислоты ОАО «Аммофос»
Открытое акционерное общество "Аммофос", входящее в холдинг «ФосАгро», на сегодня представляет собой большой технологический комплекс по производству минеральных удобрений, реализуемых как на внутреннем, так и на внешнем рынках. В состав этого комплекса входят три основных производства: серной кислоты, фосфорной и производство минеральных удобрений. В настоящее время ОАО «Аммофос» выпускает как двойные марки удобрений, содержащие азот и фосфор, так и трехкомпонентные, в состав которых входят три основных питательных элемента: азот, фосфор, калий.
Автоматизированные системы управления процессами (АСУТП) на предприятии внедрялись практически с пуском технологического производства. Сначала это были АСУТП на базе ЭВМ М6000, затем - на базе СМ-2М, ТВСО, и уже более десяти лет – на базе микропроцессорной техники и персональных компьютеров. Это достаточно большой срок для средств автоматизации. И в настоящее время по целому ряду причин мы столкнулись, как и другие предприятия отрасли, с необходимостью модернизации АСУТП. Это связано с тем, что поддержка работоспособности систем на базе ПЛК Ломиконт-110,-112, Ремиконт-110 и программного обеспечения, эксплуатируемого с начала 90-х годов становится все более трудоёмкой и продолжительной по времени. Например, мы начали сталкиваться с тем, что при замене вышедшей из строя вычислительной техники приходилось искать и использовать устаревшие, снятые с производства персональные компьютеры и компоненты. И конечно это не могло не сказаться на надежности системы, и соответственно, на самом производстве. Кроме того, существующие АСУТП имели ограничения вычислительных ресурсов, средств обработки и представления информации, имели и ограничения по расширению под постоянно растущие требования производства. В результате довольно длительного изучения доступных HMI/SCADA-пакетов мы остановили свой выбор на ПО HMI/SCADA iFIX компании GE Fanuc, представленном на российском рынке компанией “ИндаСофт”. Кроме того, в пользу выбора iFIX сыграло наличие у компании GE Fanuc интегрированных решений для автоматизации производства, в составе которых (помимо iFIX) имеются масштабируемая и высокопроизводительная система архивирования Proficy Historian и другие средства автоматизации. Что же касается iFIX, то этот пакет обладает многими достоинствами, среди которых возможности базы данных реального времени, распределенная сетевая архитектура, возможности масштабирования и резервирования, встроенный язык VBA, возможность обмена информацией с существующей у нас системой диспетчерского управления, наличие драйверов к отечественным контроллерам Ломиконт.
Модернизация АСУТП началась с производства экстракционной фосфорной кислоты в августе 2004 года. В период капитального ремонта одного из корпусов (5.58) производства, длившегося около 2-х месяцев, была проведена и реконструкция АСУТП. На 2005 год запланирована реконструкция АСУТП участка ЭФК-1. А в 2006 году – закончить реконструкцию АСУТП ПЭФК (SCADA-системы). Краткая характеристика производства
Производство экстракционной фосфорной кислоты (ПЭФК) включает в себя два корпуса (5.55 и 5.58), участок ЭФК-1, станцию нейтрализации кислых стоков, станцию приготовления известкового молока.
Основные функции АСУТП к.5.58:
· сбор и обработка информации по технологическому процессу, состоянию основного и вспомогательного оборудования,
· управление технологическим процессом,
· контроль состояния аварийной сигнализации, включая системы противоаварийной защиты,
· расчет технико-экономических показателей производства,
· передача данных в системы предприятия.
Структура системы
Основу системы составляют два дублированных SCADA-сервера с программным обеспечением iFIX Professional SCADA Pack unlimited Server Only. В их функции входит не столько отображение, сколько обмен информацией с контроллерами, её первичная обработка и функции передачи информации клиентам. Связь с контроллерами, сбор информации и общий контроль над технологией не прекращается даже в случае выхода из строя одного из серверов. Такое резервирование реализовано в системе iFIX следующим образом: каждый из серверов iFIX имеет собственное физическое имя узла, по которому он отслеживает состояние «соседа». В то же время для общей сети существует единое логическое имя сервера, оно однозначно и не привязано к конкретной машине, что позволяет свободное переключение управления на резервный сервер и, наоборот, в случае необходимости в процессе эксплуатации. Каждый сервер подключен к контроллерам по отдельной линии связи, что обеспечивает полное дублирование информации. При возникновении внештатных ситуаций управление «подхватывается» резервным сервером и при восстановлении основного – возвращается обратно. Все это проходит абсолютно незаметно для пользователей системы.
Для графического отображения состояния технологического процесса, непосредственного управления технологическим процессом и выполнения прикладных программ на рабочих местах операторов-технологов используются компьютеры с установленными на них пакетами iClient RunTime. Для контроля над состоянием техпроцесса (без возможности управления), клиентские станции установлены у административно-технического персонала (начальника производства, технолога, начальника смены и начальника участка). Клиенты не имеют собственной базы данных и архивов и за всей необходимой информацией обращаются к серверам, что позволяет при необходимости увеличивать число полноценных клиентских станций с полной информацией о состоянии цеха за текущее и прошедшее время. Обмен информацией между клиентскими АРМ и SCADA-серверами осуществляется по стандартной сети Ethernet, что упрощает возможности построения системы.
Весь наработанный информационный архив хранится на сервере Historian. Здесь собираются и хранятся в едином формате все данные (ввода/вывода, расчетные, ручного ввода), получаемые из системы управления технологическим процессом, ОТК и других источников информации. Возможность просмотра и использования исторических данных из архива есть у всех технологических машин, что активно используется при просмотре исторических трендов и формировании рапортов за заданный период времени [1, 2].
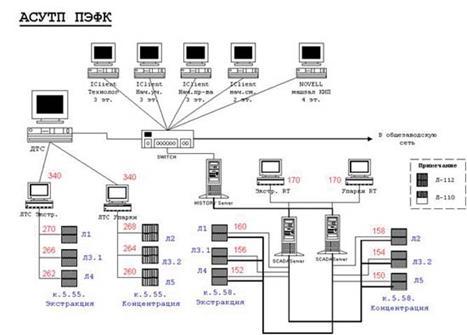
Рис.2. Структура АСУТП ПЭФК.
Передача данных в отдел АСУП управления предприятием осуществляется «старыми» средствами: из архива Historian средствами iFIX формируются dbf-файлы (Dbase IV), которые складываются на мостовую станцию в отдел АСУП и далее передаются пользователям заводской сети. Это связано с тем, что до недавнего времени в производстве использовался DOS-овский пакет управления техпроцессом с ограниченными функциями передачи данных и для перехода всего предприятия на современные средства передачи и обработки информации требуется время. Таким образом, была сохранена целостность существующей системы, без ущерба производству.
Формирование dbf-файлов происходит без участия оператора-технолога с интервалами от 1 минуты до 12 часов. Эту задачу выполняет Планировщик – задача iFIX, которая запускает скрипт, генерирующий файл в конце каждого заданного промежутка времени. Дополнительно в функции планировщика входит запуск в определенное время скрипта по расчету выработки экстракционной фосфорной кислоты за смену с учетом поступивших в архив iHistorian лабораторных анализов и уровней в ёмкостях продукционной кислоты на начало и конец смены. Эти расчеты необходимы для достоверного отчета по технико-экономическим показателям цеха.
В процессе разработки системы использовались стандартные возможности iFIX – это графические библиотеки и примитивы, библиотеки элементов ActiveX, встроенные мастера и эксперты. И хотя в начале статьи мы подчеркнули, что одним из привлекательных черт iFIX является встроенный VBA, но фактически при создании системы это средство использовалось только для решения нестандартных задач, например, таких как организация обмена информацией с системой АСУП. В системе АСУТП к.5.58 разработано около 45 экранов отображающих различные части технологического процесса и состояние вспомогательного оборудования, и предоставляющих операторам средство управления процессом производства. В процессе разработки мы руководствовались требованиями технологов к отображению информации и функциональности рабочих мест, одновременно обеспечивая при этом максимальную “дружелюбность” интерфейса.
Формирование технологических отчетов, рапортов ТЭП производится созданием простых SQL-запросов к архиву iHistorian и дальнейшей обработкой и форматированием полученных данных средствами MS Excel. Отладка SQL-запросов может производиться как в пакете Proficy Historian утилитой Historian Interactive SQL, так и с помощью Microsoft Query. Панель рапортов выглядит как показано на рис.3. – это созданный специально для технологов средствами iFIX простой пользовательский интерфейс, позволяющий просматривать, формировать, распечатывать различные типы отчетов за выбранный период времени и вести архив документов. Бланк отчета и сформированные архивные отчеты хранятся на диске в формате *.xls, поэтому могут быть доступны практически любым заинтересованным пользователям.
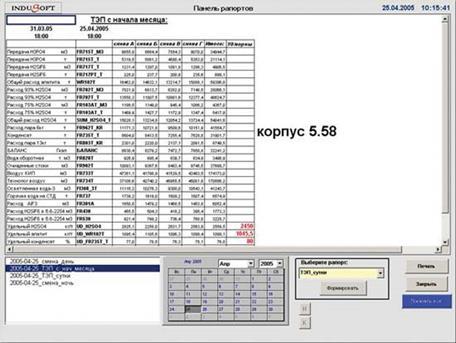
Рис.3. Панель рапортов
Математические возможности системы iFIX позволяют постоянно обновлять данные о технико-экономических показателях производства в зависимости от состояния техпроцесса. Например, при поступлении в систему новых анализов из лаборатории о концентрации серной кислоты, пересчитывается необходимый расход H2SO4 в технологию, что позволяет более точно рассчитать баланс производства и сэкономить необходимые ресурсы. А расчет корректированного расхода пара выводит данные о фактическом расходе с учетом поправки по давлению и по температуре. Операторы-технологи видят оперативно обновляемые данные по ТЭП, что позволяет им вести технологический процесс с учетом установленных норм потребления ресурсов и соблюдения технологического регламента.
Для управления технологическим процессом используются специальные панели-регуляторы. С их помощью можно переключать режимы управления (ручной/автоматический), контролировать положение исполнительного механизма или задавать в числовом виде величину задания на управление – рис.4. Эти панели вызываются на экран по нажатию на соответствующий регулируемый параметр, при этом подгружается соответствующая группа тегов подстановки, что позволяет для управления 75-ю регуляторами использовать только один графический объект.
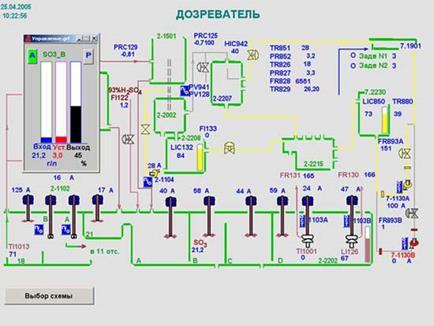
Рис.4. Управление регулятором
В процессе внедрения системы возникало много вопросов по реализации тех или иных возможностей iFIX. Ответы на большинство вопросов были найдены в документации по iFIX. Кроме того, возможность прямой связи со специалистами технической поддержки компании “ИндаСофт” (телефон, электронная почта, личное присутствие) значительно облегчили процесс освоения и внедрения ПО iFIX. Все вопросы решались профессионально и оперативно [2].
ГЛАВА 3. Очистка сточных вод производства экстракционной фосфорной кислоты
Замкнутый цикл воды в производстве экстракционной фосфорной кислоты
Использование воды в замкнутом цикле в производстве экстракционной фосфорной кислоты стало возможным при направлении потока навстречу потоку фосфора. В этом случае свежая вода в количестве 20 м3
/сут расходуется только на нужды лаборатории, а в технологии используется только оборотная вода. Из общего количества повторно используемой воды, равного 148 м3
/сут, 18 м3
/сут расходуется на смыв полов, 80 м3
/сут; для подпитки систем гидратации и 50 м3
/сут — на все операции, связанные с транспортированием и хранением фосфора.
Из оборотной охлаждающей системы вода, подогретая в теплообменниках, первоначально подается в дозаторы для вытеснения фосфора в башню сжигания (рис. 5). При выгрузке фосфора из хранилища в дозаторы в хранилище перекачивается оборотная вода из сборника оборотной воды. Передавливание фосфора из железнодорожной цистерны в хранилище осуществляется путем подачи под давлением оборотной воды из сборника, который заполняется водой, вытесняемой фосфором из хранилища при его загрузке. После окончания передавливания фосфора в железнодорожные цистерны еще некоторое время подается вода для промывки самой цистерны и фосфоропровода; при этом вода циркулирует в замкнутом контуре: железнодорожная цистерна — хранилище фосфора— сборник — железнодорожная цистерна.
При такой организации производства образуются три вида сточных вод:
1) фосфорсодержащие из железнодорожных цистерн после выдавливания фосфора в хранилище;
2) от лаборатории;
3) от смыва полов.
Все эти сточные воды поступают в сборник фосфорсодержащих сточных вод, откуда равномерно пёрекачиваются в отстойник. Осветленная вода собирается в сборнике, откуда подается на гидратацию фосфорного ангидрида. Как показал опыт работы, использование очищенных сточных вод для гидратации фосфорного ангидрида не оказывает отрицательного влияния на качество получаемой фосфорной кислоты [3].

Рис. 5. Технологическая схема использования воды в замкнутом цикле в производстве экстракционной фосфорной кислоты на привозном фосфоре. Сооружения: / — узел для подогрева воды; // — дозаторы фосфора; /// — башня сжигания фосфора; IV — хранилище фосфора; V — сборники оборотной воды; VI — участок мойки железнодорожных цистерн; VII — сборник фосфорсодержащих сточных вод; VIII — отстойник; IX — сборник осветленной воды; X — лаборатория. Потоки: / — продувочные воды оборотной охлаждающей системы; 2 — фосфор; 3 — оборотная вода; 4 — фосфорсодержащий шлам; 5 — фосфорсодержащие сточные воды; 6 — свежая речная вода
Схема очистки фосфорсодержащих сточных вод.
Типовая схема очистки сточных вод, принятая на заводах по производству экстракционной фосфорной кислоты, предусматривает следующие операции:
1) первое осветление сточных вод, поступающих на очистку;
2) нейтрализацию осветленной воды с одновременным получением взвеси фосфатов и фторида кальция;
3) второе осветление сточных вод;
Вторично осветленная вода направляется в накопители для повторного использования.
Первое осветление сточных вод
При степени загрязненности сточных вод фосфором первое осветление должно обеспечивать осаждение 90-98% взвесей, содержащих фосфор. Получаемый при этом шлам содержит от 10 до 30% элементарного фосфора. Для снижения производственных потерь, этот шлам непосредственно сжигают в специальных топках, получая фосфорную кислоту.
Вторичное осветление сточных вод
Полнота удаления взвешенных частиц, содержащих элементарный фосфор, зависит от эффективности процесса вторичного осветления сточных вод. Для укрупнения взвесей малорастворимых солей кальция, а, следовательно, для повышения скорости их осаждения, в полученную при нейтрализации суспензию добавляют раствор полиакриламида, выполняющего роль флокулянта.
Полиакриламид является высокомолекулярным полиэлектролитом, который в воде диссоциирует, образуя на своих нитевидных молекулах заряженные узлы, способные присоединиться к твердым взвешенным частицам, содержащим на поверхности ионы многовалентных металлов. В результате сорбции молекулы полиакриламида с отдельными взвешенными частицами образуют флоккулы, что способствует быстрому осаждению частиц.
Оптимальное количество полиакриламида находится в пределах 0,5-1,5 мг на 100 мг взвешенных веществ. При меньшем количестве его будет недостаточно, более высокое количество приводит к агломерации отдельных молекул полиакриламида между собой и стабилизации суспензии.
Оборудование и эксплуатация линии очистки сточных вод
Основным оборудованием линии очистки сточных вод являются отстойники и нейтрализатор, снабженные контрольно-измерительными приборами и устройствами для автоматического регулирования.
Отстойники
Осветление фосфорсодержащих сточных вод осуществляется в отстойниках-сгустителях типа СО-9.
Принцип работы отстойников этого типа заключается в том, что взвешенные в воде твердые частицы подают на дно отстойника и вода, двигаясь от нижнего края распределительного стакана к сливному желобу , т.е. снизу вверх и от центра к периферии, постепенно осветляется сначала от крупных, а затем и от более мелких взвесей.
Нагрузка на отстойник определяется так, чтобы вода находилась в нем не менее 4 часов.
Во вторичных отстойниках, предназначенных для осветления нейтрализованной суспензии, кислотоупорный слой отсутствует. Диаметр цилиндрической части отстойника около 9м, высота 3м. Угол откоса конического днища 7є. Объем отстойника 7 кубических метров.
Нейтрализатор
Нейтрализатор сточных вод (рис.7) представляет собой стальную цилиндрическую емкость 7 с плоской крышкой и сферическим днищем. Корпус нейтрализатора внутри покрыт слоем полиизобутилена, диабазовой плиткой и кислотоупорным кирпичом 5.
Поскольку процесс нейтрализации требует интенсивного перемешивания, то нейтрализатор снабжен быстроходной пропеллерной мешалкой 3, имеющей скорость вращения 270 об\ мин. В качестве параметра для контроля и регулирования процесса нейтрализации сточной воды используют величину pH - показатель концентрации ионов водорода, которая измеряется pH- метром, установленным по месту 6, и показывающим прибором, вынесенным на пульт управления.
Если бы величина pH сточных вод и скорость их поступления были постоянными, то количество нейтрализующего реагента можно бы подавать с постоянной скоростью, например, известкового молока из расчета 28г CaO на 1 грамм-эквивалент кислот. Для обеспечения непрерывной дозировки необходимого количества известкового молока от дозировочного бака к нейтрализатору подведены три трубопровода с запорной арматурой, из которых: на двух трубопроводах дозировка реагента осуществляется автоматически, а на третьем вручную.
В качестве дозирующего устройства на автоматических линиях (рис.9) используются пневматические клапаны 8. Для непосредственного измерения pH используют потенциометрические приборы.
Автоматическая регулировка работает по следующему принципу: сигнал, воспринимаемый датчиком 6, снимается и усиливается pH-метром 2 и подается на электронный прибор 1. Далее, с помощью пневморегулирующего устройства он воздействует на мембрану исполнительного механизма клапана 8.
Значение pH, до которого необходимо нейтрализовать сточные воды, устанавливается при помощи указателя на электронном приборе 1. В случае, если pH воды в нейтрализаторе 4 ниже заданного значения, то через систему рычагов заслонка пневматического регулятора прилегает к соплу, что уменьшает давление воздуха на мембрану исполнительного механизма пневматического клапана 8, а это ведет к открытию клапана и поступлению известкового молока в нейтрализатор.
По мере нейтрализации сточной воды до заданного значения pH изменяется сигнал на pH-метре и при этом повышается давление на мембрану клапана, а это влечет за собой прикрытие пропускного отверстия, которое полностью закроется при достижении в нейтрализаторе заданного значения pH среды, и дозировка известкового молока прекратится.
Комплексное использование сточных вод производства экстракционной фосфорной кислоты
В соответствии с технологией экстракционной фосфорной кислоты нефелиновый концентрат в порошкообразном виде спекают с известняком или мелом:
(Na, К)2
О + А12
О3
.
nSiO2
+ 2СаСО3
® Na2
О .
К2
О .
А12
О3
+n(2СаО .
SiO2
) + 2СO2
При последующем выщелачивании спека водой образовавшиеся алюминаты натрия и калия переходят в раствор. Затем водную пульпу подвергают фильтрованию от нерастворимых силикатов кальция, которые направляют в цементное производство, а фильтрат, содержащий N338103, — на автоклавное обескремнивание при давлении 0,6 — 0,7 МПа.
Образующийся осадок после дальнейшего отстаивания пульпы в сгустителе в виде шлама возвращают на спекание, а осветленный раствор подвергают карбонизации газами печей спекания.
Для получения глинозема осадок А1(ОН)3
отфильтровывают и подвергают кальцинации. В фильтрате (карбонатных щелоках) кроме Nа2
СО3
и К2
СО3
содержится определенное количество К2
SО4
и бикарбонатов натрия и калия, что обусловлено присутствием SO2
в газах печей спекания и режимом процесса карбонизации. Для предотвращения коррозии аппаратуры кислые соли при помощи гидроксида натрия (каустической соды) переводят в углекислые.
Для получения нужного количества щелочей часть карбонатных щелоков подвергают каустификации. Отфильтрованный и промытый шлам, полученный при каустификации, направляют на спекание. Содержащиеся в карбонатных щелоках соли выделяют затем методом политермического разделения, основанным на их различной растворимости при разных температурах. Карбонатный щелок, нейтрализованный щелочью (для перевода кислых солей в нейтральные), после карбонизации для освобождения от остатков Аl2
О3
и выделения осажденного Аl(ОН)3
подают на I стадию упаривания, где из него выделяется 25 — 30% соды. После отделения кристаллов соды маточник № 1 смешивают с маточником № 2, получаемым на стадии упаривания, и этот раствор охлаждают до 35 °С. В процессе охлаждения в осадок выпадает К2
SО4
, который затем отделяют от раствора, поступающего на II стадию упаривания, в результате которой выделяют остальные 70—75%. имевшейся в карбонатном щелоке соды. Отделенные на обеих стадиях упаривания осадки соды смешивают и обезвоживают.
Часть маточника №2, не пошедшую на смешение с маточником № 1, подают на III стадию упаривания, в результате которой кристаллизуется смесь двойной соли К2
СO3
.
Nа2
СО3
, Nа2
СО3
и К2
SО4
. Осадок отделяют от суспензии и передают на растворение в нейтрализованном карбонатном щелоке, а жидкую фазу охлаждают для выделения КгСО3
-1,5Н2
О, который затем отфильтровывают и высушивают. Маточник № 3 возвращают на III стадию упаривания и частично выводят из системы в виде поташного раствора (50% К2
СO3
).
Эксплуатационные затраты на получение перечисленных; продуктов по описанной технологии на 10—15% меньше затрат при раздельном их производстве. Кроме того, при определенных условиях может быть исключен сброс производственных сточных вод.
Разработан и безупарочный способ переработки карбонатных щелоков, при котором путем их карбонизации и высаливания аммиаком можно выделить в осадок в виде NаНСО3
до 97% Nа2
СО3
и до 85% К2
SО4
. Кроме того, по этому способу получается аммиачная вода, являющаяся жидким удобрением [4,5].

Рис. 10. Схема переработки карбонатного щелока из нефелина
Утилизация шлаков и сточных вод
Электротермическая возгонка фосфора сопровождается образованием больших количеств огненно-жидких шлаковых расплавов, содержащих в среднем 38— 43% SO2
, 2 – 5% Аl2
О3
, 44 – 48% СаО, 0,5 – 3% Р2
О5
, 0,5 – 1,0% МgО, 0,5 – 1,0% Fe2
О3
и другие компоненты. Только на Чимкентском производственном объединении «Фосфор» их образуется около 2 млн. т/год. Решение проблемы рациональной утилизации фосфорных шлаков и сточных вод является задачей большой государственной важности. Однако оно осложняется особенностями химического состава таких шкалов. Присутствие в них фтора (примерно до 3,6% в виде СаР2
), фосфора (примерно до 3,6% в виде Р2
О5
), серы не дает возможности непосредственно применить для утилизации этих шлаков ряд методов, используемых, в частности, при переработке доменных шлаков. В этой связи в нашей стране были проведены исследования, направленные в основном на переработку фосфорных шлаков в строительные материалы и изделия из них: разработаны процессы получения гранулированных шлаков, шлакового щебня, шлаковой пемзы, минеральной ваты, литых и других строительных изделий и материалов. Использование электротермофосфорных шлаков в стране с этими целями превышает 2 млн. т/год.
Учитывая необходимость утилизации фтора, который в печном процессе в основном переходит в шлак, и применения гранулированного шлака, в ряде случаев целесообразно проводить гидротермическую обработку расплавленных шлаков непосредственно после их получения. Химические реакции, протекающие при взаимодействии расплавленных шлаков с водой или водяным паром, схематично могут быть представлены следующими уравнениями:
CaF2
+ H2
O + SiO2
® 2HF + СаО.
SiO2
,
Ca3
P2
+ 3H2
O + 3SiO2
® 2РН3
+ 2 СаО.
SiO2
,
СаS + Н2
О + SO2
® Н2
S + СаО.
SiO2
, (6)
Кроме того, в таких процессах содержащийся в шлаке фосфор образует с кислородом воздуха Р2
О5
, дополнительные количества которого получаются, возможно, еще и при окислении РН3
. Перечисленные процессы протекают, например, при переработке расплавленного фосфорного шлака в шлаковую пемзу с применением
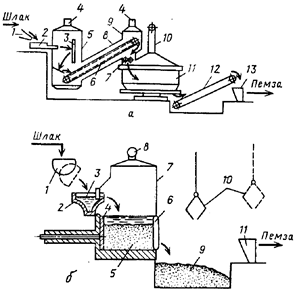
Рис. 11. Схемы производства шлаковой пемзы: a — вододутьевым способом: 1 — шлаковый желоб электропечи; 2— струйный вододутьевой аппарат; 3 - экран; 4 — газоотводные трубы; 5 — газосборная камера; 6 - пластинчатый конвейер; 7 — валковая дробилка; 8 —наклонная галерея; 9 — разгрузочная камера; 10— воздуховод; 11 — чашевый охладитель; 12 — транспортер; 13 — приемный бункер дробильно-сортировочного узла; б — бассейновым способом: 1 — шлаковый ковш; 2 — шлаковый желоб; 3 — гидрозатвор; 4 — толкатель; 5 — стационарный бассейн; 6 — откидная стенка; 7 — газосборная камера; 8 — отводная труба; 9 — приямок для шлаковой пемзы; 10 - грейферный захват; 11 — приемный бункер дробильно-сортировочного узла струйных вододутьевых аппаратов. Для проведения данного процесса не требуется разработки новой аппаратуры, так как для этой цели можно использовать оборудование, проверенное и применяемое при переработке доменных шлаков.
Вспучивание расплавленных фосфорных шлаков для производства шлаковой пемзы вододутьевым способом может быть организовано на установках, выполненных в различных вариантах. Схема одной из таких установок показана на рис. 11, а.
Расплавленный шлак дробят струей воды под давлением в вододутьевом аппарате и дополнительно разрушают при ударе об экран, после чего он попадает на настил пластинчатого конвейера, где вспучивается в результате выделения газов и охлаждается. Застывшие горячие куски шлака конвейером подают в дробилку, где их измельчают примерно до размера 100 мм, После этого шлак охлаждают в чашевом охладителе и транспортером передают на последующую переработку. Выделяющиеся при вспучивании шлака газы отводят из газосборной камеры и галереи через газоотводные трубы. [6]
Наиболее легкую шлаковую пемзу получают при переработке расплавленных шлаков бассейновым способом. Однако сложность герметизации опрокидных бассейнов существующих типов и отвода выделяющихся в них газов и паров заставляет отказаться от их применения для переработки фосфорных шлаков. Для этой цели требуются бассейны иных типов. Так, на рис. 7, б представлена схема получения шлаковой пемзы с применением стационарного бассейна с толкающим разгружателем.
Производство шлаковой пемзы бассейновым способом является высокоэффективным процессом переработки фосфорных шлаков. Экономическая эффективность использования 1 т шлаков в виде шлаковой пемзы по сравнению с керамзитом составляет 10 руб. Вододутьевой способ еще эффективнее.
Гранулированные фосфорные шлаки можно использовать как активную минеральную добавку к цементной шихте до 15%. Их применение в цементной промышленности позволяет снизить расход топлива на 6—7%. Шлакопортландцемент на основе фосфорных шлаков интенсивнее приобретает в изделиях: прочность, которая превышает прочность обычных цементов. Экономическая эффективность замены производства 1 т цементного клинкера производством 1 т гранулированного шлака ориентировочно составляет 7,65 руб. Экономически целесообразным являются и производства из фосфорных шлаков и сточных вод шлакового щебня, минеральной ваты, шлакоситалловых и других изделий [4-7].
Заключение
Химическая промышленность — одна из наиболее быстро развивающихся отраслей в мире и крупнейший потребитель энергии. По темпам роста химическая промышленность опережает многие другие отрасли. Не исключение производство неорганических веществ, а именно фосфорной кислоты, где образуется огромное количество сточных вод. В данной работе были рассмотрены основы производства экстракционной фосфорной кислоты и способы очистки сточных вод. Наиболее эффективный способ- получение шлаковой пемзы, которая может использоваться в сельском хозяйстве и строительстве.
Литература
1. Копылев Б.А. и др. Технология экстракционной фосфорной кислоты М.: Химия, 1989. –460с.
2. Родионов А.И. и др. Техника защиты окружающей среды. М.: Химия, 1989. – с. 436 – 460.
3. Наркевич И.П., Печковский В.В. Утилизация и ликвидация отходов в технологии неорганических веществ. М.: Химия, 1984, 160 с.
4. А.П. Цыганков, В.Н. Сенин. Циклические процессы в химической технологии. Основы безотходных производств. М.: Химия, 1988. С. 120 – 131.
5. Позин М.Е., Зинюк Р.Ю. Физико-химические основы неорганической технологии. Л.: Химия, 1985. – 383 с.
6. Основы химической технологии. / Под ред. И.П. Мухленова. – М.: Высш. школа, 1991. – 452 с.
7. Харлампович Г.Д., Кудряшова Р.И. Безотходные технологические процессы в химической промышленности. М.: Химия, 1978, 280 с.
|