СОДЕРЖАНИЕ
Введение
1. Описание технологического процесса
1.1 Конструктивное описание оборудования
2. Расчетно-технологическая часть
2.1 Предварительный расчет конвейера
2.1.1 Определение ширины и выбор ленты
2.1.2 Определение предварительной мощности электродвигателя и тягового усилия.
2.1.3 Определение предварительного максимального натяжения ленты
2.1.4 Определение линейной плотности ленты.
2.1.5 Линейная плотность транспортируемого груза и роликоопор.
2.2 Конструктивные размеры барабана
2.3 Определение натяжения ленты конвейера методом обхода контура по точкам
2.4 Уточненный расчет конвейера
2.4.1 Проверка провисания ленты между роликоопорами
2.4.2 Определение уточненного тягового усилия на приводном барабане
2.4.3 Уточненная мощность приводной станции.
2.5 Разработка приводной и натяжной станций.
2.6 Расчет редуктора приводного барабана.
2.6.1 Кинематический расчет
2.6.2 Определение вращающих моментов.
2.7 Расчет зубчатых колес
2.7.1 Допускаемые контактные напряжения.
2.7.2 Конструктивные параметры передачи.
2.7.3 Предварительный расчет валов редуктора.
2.7.4 Конструктивные размеры шестерни и колеса.
2.8 Проверочный расчет
2.8.1 Проверка долговечности подшипника ведущего вала
2.8.2 Проверка долговечности подшипника ведомого вала.
2.8.3 Проверка прочности шпоночных соединений.
2.9 Уточненный расчет ведомого вала
3. Эксплуатация и ремонт оборудования цепного конвейера.
3.1 Структура ремонтно-механической службы цеха.
3.2 Годовой график планово-предупредительных ремонтов.
3.3 Межремонтное обслуживание, виды ремонтов и их содержание.
3.4 Организация и методы ремонта на предприятии.
3.5 Сдача ленточного конвейера в ремонт.
3.6 Технические требования на дефекацию и ремонт деталей.
3.7 Сборка ленточного конвейера
3.8 Контроль качества ремонта
3.9 Испытание, приёмка оборудования из ремонта
4. Смазка оборудования.
5. Себестоимость капитального ремонта ленточного конвейера.
5.1 Определение трудоемкости капитального ремонта.
5.2 Выбор состава ремонтной бригады
5.3 Расчет косвенных затрат
5.4 Расчет затрат на материалы.
5.5 Составление калькуляции ремонт.
6. Охрана труда и техника безопасности для слесарей по ремонту технологического оборудования
Заключение.
Список используемых источников
Приложение
ВВЕДЕНИЕ
Северский трубный завод имени Ф.А. Меркулова одно из старейших предприятий Урала. Ныне это современное трубное предприятие, продукция которого обеспечивает успешную работу газовиков и нефтяников Западной Сибири. Идут северские трубы и зарубеж – в десятки государств. Завод выпускает лучшие в Союзе цельнокатаные обсадные трубы. Некоторые их виды успешно соперничают с лучшими мировыми образцами. Электросварные трубы завода отличаются редким разнообразием типов, производство которых впервые освоено на Северском.
Для успешного функционирования производственных звеньев сформированы обслуживающие подразделения - транспортное и складское хозяйства, различные службы по обеспечению охраны окружающей среды, чистоты производственной эстетики территории предприятия.
Первичным звеном организации производственного процесса является рабочее место. Рабочее место это часть производственной площади, оснащённая оборудованием и различными приспособлениями, на которой рабочий или группа рабочих (бригада) выполняют одну или несколько операций производственного процесса.
Несколько однородных технологических участков формируют более крупные подразделения предприятия – производственные цехи.
Цех – это административное обособленное подразделения предприятия, в котором изготовляется продукция, подлежащая дальнейшей переработке на предприятии (полуфабрикат) или готовая продукция, поступающая в народно-хозяйственный оборот. Цехи территориально обособлены и работают на основах хозяйственного расчёта. Цех является основным структурным подразделением предприятия. По отношению к выпуску продукции различают основные, вспомогательные и подсобные цехи.
К основным цехам относятся: трубопрокатный цех – ТПЦ–1; трубоэлектросварочный – ТЭСЦ-2; мартеновский цех, цех товаров народного потребления – ТНП.
Вспомогательные цехи содействуют основным цехам в выпуске основной продукции, оказывая им различные услуги. На предприятии функционируют следующие вспомогательные цехи:
Ремонтно-механический цех (РМЦ) поддерживает оборудование на надлежащем техническом уровне;
Электрический цех - производит ремонт электрооборудования перемотку и установку электродвигателей в производственных цехах;
Ремонтно-строительный цех (РСЦ) – осуществляет ремонт зданий и сооружений;
Энергетический цех – включает понизительные преобразовательные подстанции, теплоэлектроцентраль, парокотельную станцию, газогенераторную, кислородную установку, цех связи.
К подсобным цехам относятся цехи, изготовляющие тару или упаковывающую продукцию, цехи, производящие продукцию из отходов основных и вспомогательных цехов.
Структура управления предприятиями определяется его производственной структурой и учитывает территориальное расположение производственных единиц, их специализацию, степень юридической самостоятельности и производственно-хозяйственные связи. Управленческие органы в целом осуществляют разработку и принятие основных производственно-хозяйственных и научно-технических решений, определяют стратегические направления развития предприятия. [1]
В последние годы на металлургических заводах для перевозки массовых грузов сырья и топлива все большее применение находит конвейерный транспорт. Этот вид транспорта применяют не только на вновь строящихся и проектируемых предприятиях, но и на действующих – при реконструкции основных агрегатов. Конвейерами перевозят сырье от вагоноопрокидывателей, сортировочных станций или от причала заводского порта на склад, со склада на агломерационную фабрику, в доменный и коксохимический цехи. Конвейерный транспорт применяют также для подачи твердого топлива на ТЭЦ; известняка, руды и других материалов – в сталеплавильные цехи и т.д.
Конвейерный транспорт широко используют для внутрицеховых перевозок. Этому в значительной мере способствует повышение степени непрерывности технологических процессов первых переделов коксохимического, агломерационного, доменного, сталеплавильного, при которой другие виды транспорта не обеспечивают современного уровня производства этих переделов.
Развитию внутрицехового конвейерного транспорта способствовало расширение межцеховых перевозок и создание непрерывного технологического потока в масштабе всего завода от приема и складирования сырья до отгрузки готовой продукции. Внутрицеховой конвейерный транспорт применяют не только для выполнения ремонтных работ, а также на установках по переработке металлургических шлаков.
Из конвейеров всех типов наибольшее распространение на металлургических заводах получили ленточные, доля которых составляет 95 – 97%. Широкое применение конвейерного транспорта объясняется его преимуществами перед транспортом других видов при перемещении значительных объемов грузов на небольшие расстояния. К таким преимуществам относятся: простота конструкции, надежность в работе, высокая производительность и небольшие эксплуатационные расходы. Кроме того, применение конвейерного транспорта позволяет повысить производительность труда и степень автоматизации производства, сократить на 10 – 15% площадь завода, уменьшить расстояние между цехами, упростить транспортные коммуникации, вынести общезаводскую железнодорожную станцию прибытия за пределы завода. Внедрение конвейерного транспорта дает возможность повысить степень безопасности на транспорте.
Возможность применения конвейерного транспорта на металлургических заводах в еще большей степени возрастает с разработкой и созданием теплостойких лент, позволяющих транспортировать горячие материалы металлургического производства агломерата, шлак, кокс и др.
1. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Машины непрерывного действия характеризуются непрерывным перемещением насыпных или штучных грузов по заданной трассе без остановок для загрузки и разгрузки (рисунок 1).
Перемещаемый насыпной груз располагается на несущем элементе машины сплошной массой или отдельными порциями в непрерывно движущихся последовательно расположенных на небольшом расстоянии друг от друга рабочих сосудах-ковшах коробках и т.п.
Штучные грузы перемещаются также непрерывным потоком в заданной последовательности один за другим. При этом рабочее и холостое (обратное) движения элемента машины, несущего груз, происходит одновременно. Такие важные свойства, как непрерывность перемещения груза, отсутствие остановок для загрузки и разгрузки, совмещение рабочего и холостого движений рабочих элементов, обусловили машинам непрерывного транспорта высокую производительность, что очень важно для современных предприятий с большими грузопотоками. Например, современный ленточный конвейер на открытых разработках угля может транспортировать до 20 000 т/ч вскрышной породы, обеспечивая загрузку шести железнодорожных вагонов в одну минуту.

Рисунок 1 – Схема технологического процесса транспортирования и дозирования сухого известняка
Ленточный конвейер является конвейером, в котором тяговым элементом является бесконечная (замкнутая ) транспортерная лента. Лента приводится в движение мотор-редуктором посредством приводного барабана.
Применяются для транспортирования известняка, мела, извести и каменного угля
Лента приводится в движение мотор-редуктором посредством приводного барабана.
1.1 Конструктивное описание оборудования
Назначение привода – приведение в движение тягового элемента конвейера и груза. Необходимое тяговое усилие на тяговом элементе ленточного конвейера создается силами трения, возникающими между лентами и поверхностью приводного барабана.

Рисунок 1 – Схема привода ленточного конвейера.
Привод состоит из двигателя 1, редуктора 3, барабана 5, а также муфт 2 и 4, соединяющих двигатель с редуктором и редуктор с валом барабана. Ленточные конвейеры могут иметь следующие виды приводов: однобарабанный (единичный) головной или двухбарабанный головной.
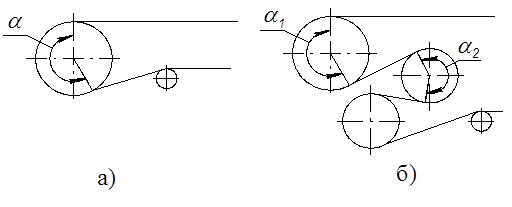
Рисунок 2 – Виды приводов ленточного конвейера: а) – однобарабанный; б) – двухбарабанный.
Привод может быть как с правой, так и с левой стороны конвейера. При использовании двухбарабанного привода необходимо предусмотреть расстояние между приводными барабанами, равное длине пробега ленты за время не менее 0,5 с.
На конвейерах тяжело нагруженных и большой протяженности для преодоления местных и распределенных линейных сопротивлений необходимо создать большое натяжение ленты. В этих случаях однобарабанный привод конвейера становится неэкономичным, и весьма перспективным является применение многобарабанного привода конвейера, состоящего из установленных вдоль трассы конвейера нескольких приводов, работающих согласованно друг с другом и предназначенных для одного тягового элемента конвейера.
В приводах наклонных ленточных конвейеров применяют остановы и тормоза, предохраняющие ленту от самопроизвольного обратного движения под действием силы тяжести груза при выключении приводного двигателя [1].
2. РАСЧЕТНАЯ ЧАСТЬ
Рассчитаем ленточный конвейер с заданными параметрами:
производительность конвейера Q = 1300 т/ч;
скорость движения ленты v
= 3 м/с;
плотность насыпного (транспортируемого) груза (известняк сухой) ρ = 1,6 т/м3
;
угол наклона конвейера φ = 12º;
длина конвейера LK
= 30 м;
максимальный размер куска а
= 200 мм.
2.1 Предварительный расчет конвейера
2.1.1 Определение ширины и выбор ленты
Находим ширину ленты по формуле [2]:
 ,(1) ,(1)
где В – ширина ленты, м;
Q – производительность конвейера, Q = 1300 т/ч;
v
– скорость движения ленты, v
= 3 м/с;
ρ – плотность насыпного груза, ρ = 1,6 т/м3
;
kβ
– коэффициент, зависящий от угла наклона конвейера, kβ
= 1 [2];
φ – угол естественного откоса, β = 30º.
 1,03 м, 1,03 м,
принимаем ленту шириной В = 1200 мм; выбираем резинотканевую ленту БКНЛ – 120 запас прочности Крп
= 9,5; предел прочности σрп
= 6,1 МПа.
Проверка рабочей ширины ленты:
В = 2 · а
+ 200,(2)
где а
– максимальный размер куска, а
= 200 мм;
В = 2 · 200 + 200 = 600 мм.
2.1.2 Определение предварительной мощности двигателя и тягового усилия
Находим предварительную мощность двигателя по формуле [2]:Рп
= (0,00015 · Q · Lг
+ К1
· Lг
· V + 0,0027 · Q · H) · К2
,(3)
где Lг
– длина конвейера, Lг
= 30 м;
К1
– коэффициент, зависящий от ширины ленты, К1
= 0,02 [2];
К2
– коэффициент, зависящий от длины ленты, К2
= 1 [2];
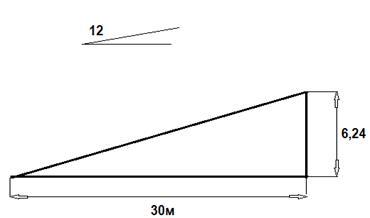
 = sinλ = sinλ
Sin 12 = 0.2079·30 = 6.24м
Н – высота подъема груза, Н = 6,24, м;
Рп
= (0,00015 · 1300 · 30 + 0,02 · 30 · 3 + 0,0027 · 1300 · 6,24) · 1 = 29,55 кВт.
Находим предварительное тяговое усилие по формуле [2]:
 ;(4) ;(4)
где Рп
– предварительная мощность двигателя;
v
– скорость движения ленты;
 9,85 кН. 9,85 кН.
2.1.3 Определение предварительного максимального натяжения ленты
Максимальное натяжение ленты находим по формуле [2]:
 ,(5) ,(5)
где е – коэффициент, характеризующий тяговую способность приводного барабана, е = 2,71;
f – коэффициент трения резины по дереву, f = 0,35 [2];
α – угол обхвата барабана лентой, α = π (рад);
 12,7 кН. 12,7 кН.
Для лучшего сцепления ленты с поверхностью барабана его футеруют деревом.
2.1.4 Определение линейной плотности ленты
Находим число прокладок по формуле [2]:
 ,(6) ,(6)
 ; ;
принимаем по стандарту число прокладок z = 3.
Находим линейную плотность ленты по формуле [2]:
ρ1
= 1,1 · В · (δ · z + δ1
+ δ2
),(7)
где δ – толщина одной текстильной прокладки, δ = 1,25 мм;
δ1
– толщина верхней обкладки, δ1
= 4,5 мм;
δ2
– толщина нижней обкладки, δ2
= 1,5 мм;
ρ1
= 1,1 · 1,2 · (1,25 · 3 + 4,5 + 1,5) = 12,87 кг/м.
2.1.5 Линейная плотность транспортируемого груза и роликоопор
Находим среднюю линейную плотность груза по формуле [2]:
 ,(8) ,(8)
 120 кг/м. 120 кг/м.
Находим шаг роликоопор на рабочей ветви конвейера по формуле [2]:
Iр
= А – 0,625 · В,(9)
где А – коэффициент, зависящий от плотности груза, А = 1470 [2];
Iр
= 1470 – 0,625 · 1200 = 720 мм.
Находим массу роликоопор по формуле [2]:
m = 10 · B + 7; (10)
m = 10 · 1,2 + 7 = 19 кг.
Линейная плотность роликоопор определяется по формуле [2]:
 ,(11) ,(11)
 кг/м. кг/м.
Шаг роликоопор на холостой ветви определяется по формуле [2]:
Ix
= 2 · IP
;(12)
Ix
= 2 · 720 = 1440 мм.
Масса роликоопор на холостой ветви по формуле [2]:
mп
= 10 · В + 3;(13)
mп
= 10 · 1,2 + 3 = 15 кг.
Линейная плотность плоских роликоопор по формуле [2]:
 ,(14) ,(14)
 кг/м. кг/м.
2.2 Конструктивные размеры барабана
Находим диаметр приводного барабана по формуле [2]:
Dб
= z · (120 ÷ 150),(15)
Dб
= 3 · (120 ÷ 150) = 360 ÷ 450 мм,
по ГОСТ 22644 – 77 принимаем Dб
= 500 мм.
Находим длину барабана по формуле [2]:
В1
= В + 100,(16)
В1
= 1200 + 100 = 1300 мм.
Стрела выпуклости барабана по формуле [2]:
fв
= 0,005 · В1
,(17)
fв
= 0,005 · 1300 = 6,5 мм.
Находим диаметр натяжного барабана по формуле [2]:
 ,(18) ,(18)
 333 мм, 333 мм,
принимаем DН
= 350 мм.
2.3 Определение натяжения ленты конвейера методом обхода контура по точкам
Разбиваем контур конвейера на 4 участка. Натяжение ленты в точке 1 принимаем за неизвестную величину. Затем находим натяжение ленты в остальных точках через неизвестное натяжение в точке 1.

Рисунок 3 – Схема для определения натяжения ленты конвейера методом обхода контура по точкам.
Находим натяжение ленты методом обхода контура по точкам в точке 2 [2]:
 ,(19) ,(19)
где F1
и F2
– натяжение ленты в соответствующих точках, кН;
Кωп
– коэффициент сопротивления кручению, Кωп
= 0,022;

в точке 3:
F3
= F2
+ KδН
· F2
,(20)
где KδН
– коэффициент сопротивления на натяжном барабане, KδН
= 0,05;
F3
= (1 + 0,05) · (F1
+-0,637) = 1,05 · F1
- 0,669;
в точке 4:
 ,(21) ,(21)
где Kωж
– коэффициент сопротивления движению ленты по желобчатым роликоопорам, Kωж
= 0,025;
 = 1,05 · F1
+ 8,631. = 1,05 · F1
+ 8,631.
F4
= F1
· ef·α
(22)
1,05 · F1
+ 8,631 = F1
· 2,710,35·3,14
F1
· 2,99 - F1
· 1,05 = 8,631
F1
· (2,99 – 1,05) = 8,631
F1
· 1,94 = 8,631
 = 4,45 кН. = 4,45 кН.
F2
= 4,45 - 0,637 = 3,813 кН
F3
= 1,05 · 4,45 – 0,669 = 4 кН
F4
= 1,05 · 4,45 + 8,631 = 13,3 кН
2.4 Уточненный расчет конвейера
2.4.1 Проверка провисания ленты между роликоопорами
Наибольший прогиб ленты будет в точке 3 и он определяется по формуле [2]:
 ,(23) ,(23)
где Imax
– наибольший прогиб ленты, м;
F3
– натяжение ленты в точке 3, Н;
 = 0,011 м. = 0,011 м.
Допустимый прогиб определяется по формуле [2]:
[Imax
] = (0,025 ÷ 0,03) · Ip
,(24)
[Imax
] = (0,025 ÷ 0,03) · 0,72 = 0,018 ÷ 0,0216 м.
[Imax
]> Imax
, следовательно, натяжение ленты достаточное.
2.4.2 Определение уточненного тягового усилия на приводном барабане
Находим тяговое усилие на приводном барабане по формуле [2]:
Fту
= F4
– F1
+ F4... 1
;(25)
Fту
= 13,3 – 4,45 + 0,03 · (13,3 + 4,45) = 9,383 кН.
2.4.3 Уточненная мощность приводной станции
Мощность приводной станции определяется по формуле [2]:
 ,(26) ,(26)
где η – КПД передачи механизма привода, η = 0,85;
 кВт. кВт.
Выбираем электродвигатель переменного тока закрытого исполнения с повышенным пусковым моментом 4А180М8 мощностью 15 кВт и синхронной частотой вращения 750 об/мин.
2.5 Разработка приводной и натяжной станций
Частота вращения приводного барабана определяется по формуле [2]:
 ,(27) ,(27)
 115 об/мин. 115 об/мин.
Находим передаточное отношение по формуле [2]:
 ,(28) ,(28)
где nдв
– частота вращения двигателя, об/мин;
nдв
= nc
– s · nc
,(29)
где nc
– синхронная частота вращения двигателя, nc
= 750 об/мин;
s – скольжение двигателя, s = 2,5% = 0,025;
nдв
= 750 – 0,025 · 750 = 731,25 об/мин.
 . .
Крутящий момент на валу барабана определяем по формуле [2]:
 ,(30) ,(30)
 Н·м. Н·м.
Принимаем схему натяжной станции – грузовое натяжное устройство.
Определяем натяжное усилие по формуле [2]:
GНГ
= 1,1 · (F2
+ F3
+ Fполз
),(31)
где GНГ
– натяжное усилие, кН;
F2
– натяжение в точке 2, F2
= 3,813 кН;
F3
– натяжение в точке 3, F3
= 4 кН;
Fполз
– сопротивление при передвижении в ползунах натяжного барабана.
Fполз
= (100 ÷ 250) · Н;(32)
при Н = 6,24 Fполз
= (100 ÷ 250) · 6,24 = 624 ÷1560;
GНГ
= 1,1 · (3,813 + 4 + 1,56) = 9,373 кН.
2.6 Расчет редуктора приводного барабана
2.6.1 Кинематический расчет

1 – электродвигатель; 2 – муфта; 3 – быстроходный вал; 4 – тихоходный вал; 5 – барабан; 6 – зубчатые зацепления.
Рисунок 4. Кинематическая схема привода ленточного конвейера.
Общий КПД привода определяем по формуле [3, с. 184]:
 ,(33) ,(33)
где η1
– КПД пары зубчатых колес, η1
= 0,98;
η0
– КПД, учитывающий потери на трение в подшипниках, η0
= 0,99;
 = 0,93. = 0,93.
Требуемая мощность двигателя определяется по формуле [3, с. 184]:
 ,(34) ,(34)
где Рб
– мощность на валу барабана, Рб
= 15 кВт;
η – общий КПД привода, η = 0,93;
 кВт. кВт.
Находим угловую скорость барабана по формуле [3, с. 184]:
 ;(35) ;(35)
 12 рад/с. 12 рад/с.
Мощность на промежуточном валу определяем по формуле [3, с. 185]:
Р2
= Р1
·  · η1
,(36) · η1
,(36)
Р2
= 15 · 0,992
· 0,98 = 14,4 кВт.
Частота вращения на ведомом валу определяется по формуле [3, с.185]:
 ,(37) ,(37)
 115 об/мин. 115 об/мин.
Угловая скорость на ведомом валу [3, с.185]:
 ,(38) ,(38)
 12 рад/с. 12 рад/с.
Угловая скорость двигателя по формуле [3, с.185]:
 ,(39) ,(39)
 76,54 рад/с. 76,54 рад/с.
Общее передаточное число по формуле [3, с.185]:
 ,(40) ,(40)
 , ,
Частные передаточные числа можно принять для редуктора по ГОСТ 20758 – 75 [3, с.30] u = 6,3.
2.6.2 Определение вращающих моментов
На валу шестерни вращающий момент определяем по формуле [3, с.215]:
 ,(41) ,(41)
 200 Н·м. 200 Н·м.
Вращающий момент на валу барабана:
М2
= М1
· u, (42)
М2
= 200 · 6,3 = 1260 Н·м.
Таблица 1 – Основные параметры конвейера.
| Параметры |
Валы |
| обозначение |
единицы
измерения
|
1 |
2 |
| Р |
кВт |
15 |
14,4 |
| n |
об/мин |
731,25 |
115 |
| ω |
рад/с |
75 |
12 |
| M |
Н·м |
200 |
1260 |
| u |
6,3 |
2.7 Расчет зубчатых колес
Выбор материала.
Так как особых требований к габаритам передачи не предъявляется, выбираем материал со средними механическими характеристиками: для шестерни – сталь 45, термообработка – улучшение, твердость НВ230; для колеса – сталь 45, термообработка – улучшение, твердость НВ200 [3, с.28].
2.7.1 Допускаемые контактные напряжения
Допускаемые контактные напряжения определяем по формуле [3, с.27]:
 ,(43) ,(43)
где σН
limb
– предел контактной выносливости при базовом числе циклов; для углеродистых сталей с твердостью поверхностей зубьев менее НВ350 и термообработкой – улучшением, он равен [3, с.27]:
σН
limb
= 2 · НВ + 70;(44)
KHL
– коэффициент долговечности; при числе циклов нагружения больше базового, что имеет место при длительной эксплуатации редуктора, принимают KHL
= 1;
[SH
] – коэффициент безопасности, [SH
] = 1,2.
Для косозубых колес расчетное допускаемое контактное напряжение определяется по формуле [3, с.29]:
[σH
] = 0,45 · ([σH
1
] + [σH
2
]);(45)
для шестерни:
 442 МПа; 442 МПа;
для колеса 1:
 392 МПа; 392 МПа;
для колеса 2:
[σH
2
] = 392 МПа.
[σH
] = 0,45 · (442 + 392) = 375 МПа.
Требуемое условие [σH
] ≤ 1,23 · [σH
2
] выполнено.
2.7.2 Конструктивные параметры передачи
Принимаем предварительно по [3, с.32], как в случае несимметричного расположения колес, значение КНβ
= 1,25.
Принимаем для косозубых колес коэффициент ширины венца по межосевому расстоянию [2]: . .
Межосевое расстояние из условия контактной выносливости активных поверхностей зубьев определяем по формуле [3, с.26]:
 ,(46) ,(46)
где Ка
– коэффициент косозубых колес, Ка
= 43;
 ≈ 129,7 мм. ≈ 129,7 мм.
Ближайшее значение межосевого расстояния по ГОСТ 2185 – 66 аω
= 160 мм.
Нормальный модуль зацепления находим по формуле [3, с.30]:
mn
= (0,01 ÷ 0,02) · аω
,(47)
mn
= (0,01 ÷ 0,02) · 160 = 1,6 ÷ 3,2 мм;
принимаем по ГОСТ 9563 – 60 mn
= 3 мм [2].
Принимаем предварительно угол наклона зубьев β = 10º и определим числа шестерни и колеса по формуле [3, с.31]:
 ,(48) ,(48)
 14; 14;
z2
= z1
· u,(49)
z2
= 14 · 6,3 = 88.
Уточненное значение угла наклона зубьев [3, с.31]:
 ,(50) ,(50)
 ; ;
принимаем β = 17º01'.
Основные размеры шестерни и колеса:
Диаметры делительные по формуле [3, с.38]:
 ,(51) ,(51)
 43,922 мм, 43,922 мм,
 276,078 мм. 276,078 мм.
Проверка:
 мм. мм.
Диаметры вершин зубьев:
da
= d + 2 · mn
,(52)
da1
= 43,922 + 2 · 3 = 49,922 мм,
da2
= 276,078 + 2 · 3 = 282,078 мм.
Ширина колеса:
b2
= ψba
· aω
,(53)
b2
= 0,4 · 160 = 64 мм.
Ширина шестерни:
b1
= b2
+ 5,(54)
b1
= 64 + 5 = 69 мм.
Определяем коэффициент ширины шестерни по диаметру:
 ,(55) ,(55)
 . .
Окружная скорость колес и степень точности передачи:
 ,(56) ,(56)
 1,65 м/с. 1,65 м/с.
При такой скорости для косозубых колес принимаем 8 степень точности [3, с.27].
Коэффициент нагрузки:КН
= КНβ
· КНα
· КН
v
,(57)
где КНα
– коэффициент, учитывающий распределение нагрузки между зубьями; при v = 1,65 м/с и 8 степени точности КНα
= 1,075;
КНβ
– коэффициент, учитывающий распределение нагрузки по длине зуба; при ψbd
= 1,08, твердости НВ≤350 и несимметричном расположении колес относительно опор с учетом изгиба ведомого вала передачи КНβ
= 1,125;
КН
v
– коэффициент, учитывающий динамическую нагрузку в зацеплении; для косозубых колес при v ≤ 5 м/с КН
v
= 1.
Таким образом:
КН
= 1,125 · 1,075 · 1 = 1,21.
Проверка контактных напряжений по формуле [3, с.34]:
 ,(58) ,(58)
 333 МПа. 333 МПа.
Условие σН
< [σH
] выполнено.
Силы, действующие в зацеплении [3, с.217]:
окружная ,(59) ,(59)
 9108 Н; 9108 Н;
радиальная ,(60) ,(60)
где α – угол профиля зуба, α = 20º;
 3095 Н; 3095 Н;
осевая
Fa
= Ft
· tgβ,(61)
Fa
= 9108 · tg 17º01' = 2786 Н.
Проверяем зубья на выносливость по напряжениям изгиба по формуле [3, с.38]: ≤ [σF
],(62) ≤ [σF
],(62)
здесь коэффициент нагрузки КF
равен [3, с.38]:
КF
= КFβ
· КFv
(63)
При ψbd
= 1,08, твердости НВ ≤ 350 и несимметричном расположении зубчатых колес относительно опор КFβ
= 1,26, КFv
= 1,1.
Таким образом, коэффициент нагрузки:
КF
= 1,26 · 1,1 = 1,39
YF
– коэффициент, учитывающий форму зуба и зависящий от эквивалентного числа зубьев zv
[3, с.38]: ;(64) ;(64)
у шестерни
 ≈ 16, ≈ 16,
у колеса
 ≈ 92, ≈ 92,
таким образом YF
1
= 3,80 и YF
2
= 3,60.
Допускаемое напряжение определяем по формуле [3, с.39]:
 ,(65) ,(65)
где - предел выносливости (при отнулевом цикле), соответствующий базовому числу циклов; для стали 45 улучшенной при твердости НВ ≤ 350 - предел выносливости (при отнулевом цикле), соответствующий базовому числу циклов; для стали 45 улучшенной при твердости НВ ≤ 350
= 1,8 НВ [2];
[SF
] – коэффициент безопасности;
[SF
] = [SF
]' · [SF
]";(66)
для поковок и штамповок [SF
]" = 1, [SF
]' = 1,75;
[SF
] = 1,75 · 1 = 1,75;
для шестерни:= 1,8 · 230 = 415 МПа,
= 1,8 · 200 = 360 МПа.
Допускаемые напряжения:
для шестерни
 237 МПа, 237 МПа,
для колеса
 МПа. МПа.
Находим отношение  : :
для шестерни  МПа, МПа,
для колеса  МПа. МПа.
Дальнейший расчет следует вести для зубьев колеса, для которого найденное отношение меньше.
Определяем коэффициенты Yβ
и КFα
[3, с.35]:
 ,(67) ,(67)
 , ,
 ;(68) ;(68)
где n – степень точности зубчатых колес, n = 8;
εα
– коэффициент торцового перекрытия, εα
= 1,5;
 0,92. 0,92.
Проверяем прочность зубьев колеса:
 ≈ 198 МПа. ≈ 198 МПа.
Условие σF
2
= 198 МПа < [σF
2
] = 206 МПа выполнено.
2.7.3 Предварительный расчет валов редуктора
Предварительный расчет проведем на кручение по пониженным допускаемым напряжениям.
Ведущий вал:
диаметр выходного конца вала при допускаемом напряжении определяем по формуле [3, с.94]:
 ,(69) ,(69)
 ≈ 29,4 мм; ≈ 29,4 мм;
принимаем dв1
= 30 мм;
принимаем под подшипники dп1
= 35 мм.
Шестерню выполним за одно целое с валом.

Рисунок 5 – Конструкция ведущего вала.
Ведомый вал:
диаметр выходного конца вала при допускаемом напряжении [τk
] = 25 МПа:
 ≈ 63,6 мм. ≈ 63,6 мм.
Принимаем ближайшее значение из стандартного ряда : dв2
= 65 мм ; диаметр вала под подшипниками dп2
= 70 мм; под зубчатым колесом dк2
= 75 мм.
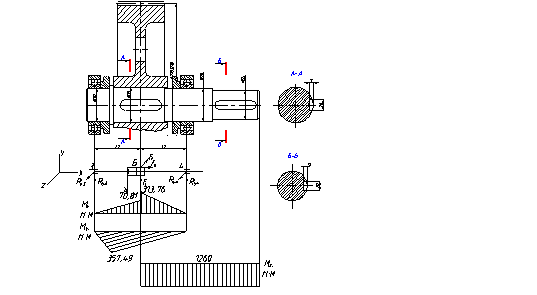
Рисунок 6 – Конструкция ведомого вала.
Диаметры остальных участков валов назначают исходя из конструктивных соображений при компоновке редуктора.
2.7.4 Конструктивные размеры шестерни и колеса
Шестерню выполняют за одно целое с валом, ее размеры определены выше: d1
=43,922 мм; dа1
=49,922 мм; b1
= 69 мм.
Колесо кованое: d2
= 276,078 мм; dа2
= 282,078 мм; b2
= 64 мм.
Диаметр ступицы dст
= 1,6 · dк2
= 1,6 · 75 = 120 мм;
Длина ступицы lст
= (1,5 ÷ 1,6) · dк2
= 112,5 ÷ 120 мм, принимаем lст
= 115 мм.
Толщина обода δ0
= (2,5 ÷ 4) · mn
= 7,5 ÷ 12 мм, принимаем δ0
= 8 мм.
Толщина диска С = 0,3 · b2
= 19,2 мм, принимаем С = 20 мм.
2.8 Проверочный расчет
2.8.1 Проверка долговечности подшипника ведущего вала
Из предварительных расчетов имеем:
Ft
= 9108 Н; Fr
= 3095 Н; Fа
= 2786 Н; l1
= 76,5 мм; d1
= 43,922 мм.
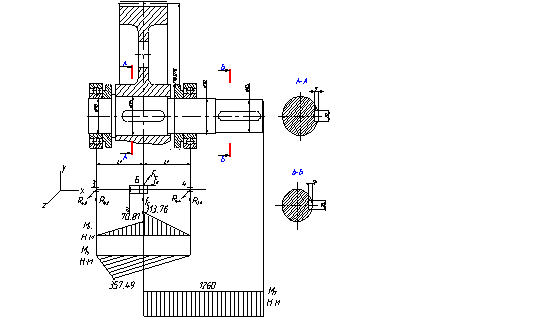
Рисунок 7 – Расчетная схема ведущего вала.
Реакции опор:
в плоскости xz
 , (70) , (70)
  4554 Н; 4554 Н;
в плоскости yz
 ,(71) ,(71)
 1947 Н; 1947 Н;
 ,(72) ,(72)
 1148 Н. 1148 Н.
Проверка:
Ry
1
+ Ry
2
– Fr
= 1947 + 1148 – 3095 = 0.
Суммарные реакции:
 = =  4953 Н, 4953 Н,
 4696 Н. 4696 Н.
Построение эпюр моментов в плоскости 0x:
Mx
1 = 0,
Mx
Ал
= - Ry
1
· l1
= - 1947 · 76,5 = - 148,95 Н·м,
Mx
Ап
= - Ry
2
· l1
= -1148 · 76,5 = - 87,82 Н·м,
Mx
2 = 0;
в плоскости 0y:Мy
1 = 0,
Мy
А = Rx
1
· l1
= 4554 · 76,5 = 348,38 Н·м,
Мy
2 = 0;
в плоскости 0z:
Мz
= M1
= 200 Н·м.
Подбираем подшипники по более нагруженной опоре 1. Намечаем радиальные шариковые подшипники 207 [3, с.335]: d = 35 мм; D = 72 мм; В = 17 мм; С = 25,5 кН; С0
= 13,7 кН.
Эквивалентная нагрузка определяется по формуле [3, с.117]:
Рэ
= (X · V · PP1
+ Y · Fa
) · Kδ
· KT
,(73)
где PP
1
– суммарная реакция, PP
1
= 4953 Н;
Fa
– осевая сила, Fa
= 9108 Н;
V– коэффициент, зависящий от вращения подшипника; т.к. вращается внутреннее кольцо подшипника, то V = 1;
Kδ
– коэффициент безопасности для приводов ленточных конвейеров, он равен Kδ
= 1;
KT
– температурный коэффициент, KT
= 1 [3, с.117].
Отношение   , этой величине соответствует е
≈ 0,44 [3, с.117]. , этой величине соответствует е
≈ 0,44 [3, с.117].
Отношение  > е
; тогда X = 0,56 и Y = 1,86. > е
; тогда X = 0,56 и Y = 1,86.
Рэ
= (0,56 · 1 · 4953 + 1,86 · 3095) · 1 · 1 = 8530 Н.
Расчетная долговечность в млн.об.:
 ,(74) ,(74)
 ≈ 26 млн.об. ≈ 26 млн.об.
Расчетная долговечность, ч:
 ,(75) ,(75)
где n – частота вращения двигателя, n = 731,25 об/мин;
 ≈ 593 · 103
ч, ≈ 593 · 103
ч,
что больше установленных ГОСТ 16162 – 85.
2.8.2 Проверка долговечности подшипника ведомого вала
Ведомый вал несет такие же нагрузки, как и ведущий:
Ft
= 9108 Н; Fr
= 3095 Н; Fa
= 2786 Н; l2
= 78,5 мм; d2
= 276,078 мм.

Рисунок 8 – Расчетная схема ведомого вала.
Реакции опор:
в плоскости xz
 4554 Н; 4554 Н;
в плоскости yz
 . .
 - 902 Н; - 902 Н;
 , ,
 3997 Н. 3997 Н.
Проверка:
Ry
4
– Ry
3
– Fr
= 3997 – 902 – 3095 = 0.
Суммарные реакции:
 = =  4642 Н, 4642 Н,
 = =  6059 Н. 6059 Н.
Построение эпюр моментов:
в плоскости 0x
Mx
3 = 0,
Mx
Бл
= Ry
3
· l2
= 902 · 78,5 = 70,81 Н·м,
Mx
Бп
= Ry
4
· l2
= 3997 · 78,5 = 313,76 Н·м.
Mx
4 = 0;
в плоскости 0y:
My
3 = 0,
My
Б = -Ry
4
· l2
= -4554 · 78,5 = -357,49 Н·м,
My
4 = 0;
в плоскости 0z
Mz
= M2
= 1260 Н·м.
Выбираем подшипник по более нагруженной опоре 4 – шариковый однорядный подшипник 214 [3, с.335]:
d = 70 мм; D = 125 мм; В = 24 мм; С = 61,8 кН; С0
= 37,5 кН.
Отношение  , этой величине соответствует е
≈ 0,27 [3, с.117]. , этой величине соответствует е
≈ 0,27 [3, с.117].
Отношение  > е
; тогда X = 0,56; Y = 2,10. > е
; тогда X = 0,56; Y = 2,10.
Эквивалентная нагрузка по формуле (74):
Рэ
= (0,56 · 1 · 6059 + 2,10 · 2786) · 1 · 1 = 9244 Н.
Расчетная долговечность в млн.об. (75):
 ≈ 299 млн. об. ≈ 299 млн. об.
Расчетная долговечность в часах (76):
L =  ≈ 43 · 103
ч, ≈ 43 · 103
ч,
что больше установленных ГОСТ 16162 – 85.
2.8.3 Проверка прочности шпоночных соединений
Шпонки призматические со скругленными торцами. Размеры сечений шпонок и пазов и длины шпонок – по ГОСТ 23360 – 78 [3, с.103]. Материал шпонок – сталь 45 нормализованная. Напряжения смятия и условия прочности по формуле [3, с.106]:
 ≤ [σсм
],(76) ≤ [σсм
],(76)
где М – вращающий момент, Н;
d – диаметр вала, мм;
b – ширина шпонки, мм;
h – высота шпонки, мм;
t1
– глубина паза шпоночной канавки, мм;
l – длина шпонки, мм;
Допускаемые напряжения смятия при стальной ступице [σсм
] = 100 ÷ 120 МПа, при чугунной ступице [σсм
] = 50 ÷ 70 МПа.
Ведущий вал:
d = 30 мм; b= 8 мм; h = 7 мм; t1
= 4 мм; l = 60 мм; М1
= 73 · 103
Н·мм.
[σсм
] =  = 85 МПа < [σсм
], = 85 МПа < [σсм
],
материал полумуфт МУВП – чугун СЧ20.
Ведомый вал:
d = 65 мм; b= 20 мм; h = 12 мм; t1
= 7,5 мм; l = 100 мм; М2
= 1260 · 103
Н·мм.
[σсм
] =  = 97 МПа < [σсм
], = 97 МПа < [σсм
],
материал полумуфт МУВП – чугун СЧ20.
2.9 Уточненный расчет ведомого вала
Материал вала – сталь 45 нормализованная, σв
= 570 МПа. Предел выносливости при симметричном цикле изгиба:
σ-1
≈ 0,43 · σв
,(77)
σ-1
= 0,43 · 570 = 246 МПа.
Предел выносливости при симметричном цикле касательных напряжений:
τ-1
≈ 0,58 · σ-1
,(78)
τ-1
= 0,58 · 246 = 143 МПа.
Сечение А – А.
Коэффициент запаса прочности по формуле [3, с.100]:
 ,(79) ,(79)
где амплитуда и среднее значение отнулевого цикла:
 .(80) .(80)
Диаметр вала в этом сечении 75 мм. Концентрация напряжений обусловлена наличием шпоночной канавки. kσ
=1,59 и kτ
= 1,49 [3, с.98]; масштабные факторы εσ
= 0,775 и ετ
= 0,67; коэффициенты ψσ
= 0,15 и ψτ
= 0,1; М2
= 1260 · 103
Н·м.
 .(81) .(81)
При d = 75 мм; b = 20 мм; t1
= 7,5 мм
 = 78,6 · 103
мм3
. = 78,6 · 103
мм3
.
 = 8 МПа, = 8 МПа,
s = sτ
=  = 7,8. = 7,8.
Изгибающий момент в горизонтальной плоскости:
М' = Rx
3
· l2
= 4554 · 78,5 = 357,49 · 103
Н·м.
Изгибающий момент в вертикальной плоскости:
M" = Ry
3
· l2
+ Fa
·  = 902 · 78,5 + 2786 · 138,039 = 445 · 103
Н·мм. = 902 · 78,5 + 2786 · 138,039 = 445 · 103
Н·мм.
Суммарный изгибающий момент в сечении А – А:
МА–А
=  ≈ 333 · 103
Н·мм. ≈ 333 · 103
Н·мм.
Момент сопротивления изгибу [3, с.100]:
 ,(82) ,(82)
 = 41,6 · 103
мм3
. = 41,6 · 103
мм3
.
Амплитуда нормальных напряжений изгиба:
 ,(83) ,(83)
 ≈ 8 МПа, ≈ 8 МПа,
среднее напряжение σm
= 0.
Коэффициент запаса прочности по нормальным напряжениям:
 ,(84) ,(84)
 = 14. = 14.
Результирующий коэффициент запаса прочности для сечения А – А
 ,(85) ,(85)
 ≈ 6,8 ≈ 6,8
получился близким к коэффициенту запаса sτ
= 7,8. Это незначительное расхождение свидетельствует о том, что консольные участки валов, рассчитанные по крутящему моменту и согласованные с расточками стандартных полумуфт, оказываются прочными, и что учет консольной нагрузки не вносит существенных изменений. Надо сказать и о том, что фактическое расхождение будет еще меньше, так как посадочная часть вала обычно бывает короче, чем длина полумуфты, что уменьшает значение изгибающего момента и нормальных напряжений.
Такой большой коэффициент запаса прочности (12,1 или 8,9) объясняется тем, что диаметр вала был увеличен при конструировании.
3.ЭКСПЛУАТАЦИЯ И РЕМОНТ ОБОРУДОВАНИЯ ЦЕПНОГО КОНВЕЙЕРА
В целях поддержания ленточного конвейера пригодном для эксплуатации состоянии и предупреждения преждевременного износа и поломок необходимо осуществлять качественное обслуживания, уход и своевременный ремонт оборудования.
Контроль за соблюдением правил обслуживания, и проведение ремонта возложены на ремонтные службы завода. Обеспечение правильной эксплуатации оборудования является также важнейшей обязанностью всего цехового персонала и в первую очередь производственных мастеров.
Эффективное использование оборудования возможно лишь при правильном его эксплуатации и бережном отношении к нему со стороны обслуживающего персонала.
Обслуживающий персонал обязан знать и строго соблюдать правила технической эксплуатации (ПТЭ) и инструкции по техническому обслуживанию, уходу за оборудованием. Знания соблюдение указанных правил и инструкции должны систематически проверяться.
Техническое обслуживание включает в себя:
- ежесменное техническое обслуживание
- ежесуточная проверка правильной эксплуатации и технического состояния.
- периодические технические осмотры, выполняемые после отработки оборудования определенного числа часов.[8]
3.1 Структура ремонтно-механической службы цеха
Цеховые ремонтные службы входят в состав производственных цехов и предназначаются для ремонтных операций по всем видам оборудования, установленного в цехе.[9]
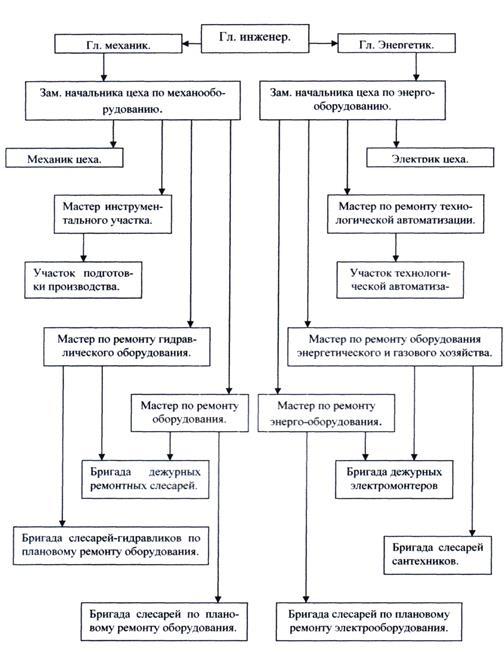
Рисунок 12 – Схема организационной структуры ремонтной службы цеха.
3.2 Годовой график планово-предупредительных ремонтов
Таблица 3 – Виды ремонтов.
| Краткая техническая характеристика |
Масса в тоннах |
Вид ремонтов |
Периодичность между ремонтами отработанных оборудованием
часов
|
Периодичность ремонтов в часах |
Число ремонтов в цикле |
Ленточный конвейер
Ширина 1300мм.
Длина 30000мм
|
5,300
|
ТО
Т
К
|
730
4380
26280
|
8
36
144
|
30
5
1
|
Ленточный конвейер работает 21ч в сутки, 25,6 дня в месяц, используется по времени =87,5%.
Периодичность между ремонтами в месяцах состоит:
ТО = 
Т = 
К= 
Таблица 4 – Годовой график планово-предупредительных ремонтов на 2010 год.

3.3 Межремонтное обслуживание, виды ремонтов и их содержание
Межремонтное обслуживание – это вид обслуживания (осмотр и текущий ремонт) включает наблюдение за выполнением правил эксплуатации оборудования, указанных в технических руководствах заводов – изготовителей, особенно механизмов управления, ограждений и смазочных устройств, а также своевременное устранение мелких неисправностей и регулирование механизмов.
Межремонтное обслуживание выполняют во время перерывов в работе оборудования, не нарушая процесса производства.
Межремонтное обслуживание выполняют рабочие, обслуживающие станки или оборудования, и дежурный персонал ремонтной службы цеха (слесари, электрики, смазчики и др.).
Межремонтное обслуживание оборудования проводят ежесуточно либо реже в зависимости от назначения оборудования. При работе оборудования в две смены осмотр и текущий ремонт осуществляют в не рабочую смену, а при работе оборудования в три смены межремонтное обслуживание выполняют на стыке двух смен.
Межремонтное обслуживание оборудования проводят наладчики и операторы, в случае необходимости привлекают слесарей цеховой ремонтной службы.
В период между ремонтами всё оборудование, работающее в условиях загрязненности, промывают. В эти же периоды меняют масло или пополняют его в оборудовании с централизованной и картерной системой смазки. Работу осуществляют по специальному графику.
Между плановыми ремонтами периодически проверяют герметическую точность деталей, а также проводят профилактическую проверку прецизионного оборудования по особому плану - графику.
Плановый осмотр оборудования проводят с целью проверки его состояния, устранения мелких неисправностей и выявления объема подготовительных работ, выполняемых при очередном плановом ремонте.
Ежесменное техническое обслуживание состоит в тщательном и своевременном обслуживании и выполняется эксплуатационным и дежурным персоналом. При этом устанавливается время и продолжительность обслуживания, распределение обязанностей между эксплуатационным и дежурным персоналом. Время ежесменного технического обслуживания может быть выбрано или во время смены, или между сменами. Ежесменное техническое обслуживание регламентируется инструкцией и включает наличие смазки в узлах сопряжения, проверяют действие рукояток управления, осмотр наружных частей машины, контроль-проверка легкодоступного изнашивающихся деталей. Обнаруженные мелкие дефекты устраняются немедленно.
Ежесуточная проверка правильной эксплуатации и технического состояния выполняется цеховыми и участковыми механиками и сменными мастерами. Отклонения в работе оборудования фиксируется в журнале, и устраняются.
Технические осмотры проводятся для проверки технического состояния оборудования, выявление и устранение неисправностей, а также определение объёма предстоящего планового ремонта. Результаты осмотра заносятся в агрегатный журнал. Технический осмотр выполняется ремонтным персоналом с участием эксплуатационного персонала по графику ремонтные смены, а также в период технологических простоев.
В состав технических осмотров входят:
- вскрытие люков, крышек.
- осмотр, проверка состояния узлов.
- выполнение мелких ремонтных работ.
- выявление объема работ для ближайшего планового ремонта.
- регулировка основных узлов.
- проверка правильности переключений и исполнения команд, подающих от пульта управления.
- проверка исправности ограничителей и упоров.
Проведение ремонта планируют в соответствии с ремонтными нормативами на каждую единицу оборудования. При этом принимают во внимание данные журнала учета работы оборудования, установленный межремонтный период, отработанные часы или смены за межремонтный период. В годовой план включают осмотровый, малый, средний и капитальные ремонты оборудования.
Для проведения межремонтного обслуживания и основных ремонтов необходим резерв запасных деталей. Запасные детали хранятся в кладовой, их запас постоянно возобновляется. Для снижения простоев оборудования к началу ремонта необходимо иметь большую часть запасных частей для замены изношенных. В зависимости от назначения запасные детали хранятся в готовом виде, в предварительно обработанном или в виде заготовок.
Плановый ремонт – это ремонт, предусмотренный национальной системой технического обслуживания и ремонта оборудования и выполняемый через установленное нормами количество часов, отработанных оборудованием, или при достижении установленного нормами технического состояния.
Неплановый ремонт – это ремонт, предусмотренный рациональной системой технического обслуживания и ремонта оборудования, но осуществляемый в неплановом порядке, по потребности.
Повреждения и износ деталей механической части оборудования могут быть разбиты на две группы, вызывающие необходимость в ремонтах, принципиально отличающихся по характеру входящих в них работ:
- износ и повреждения деталей внутри сборочных единиц, не вызывающие нарушения правильности взаимодействия сборочных единиц, хотя в ряде случаев приводящие к потере точности оборудования из-за возникновения вибраций при взаимодействии износившихся деталей;
- износ рабочих поверхностей базовых деталей сборочных единиц, приводящий к нарушениям первоначальных траекторий их взаимного перемещения и непосредственно вызывающий потерю точности или производительности оборудования.
Текущий ремонт – это плановый ремонт, выполняемый с целью гарантированного обеспечения работоспособности оборудования в течение установленного нормативами количества часов работы до следующего ремонта и состоящий в замене или восстановлении отдельных сборочных единиц и выполнении связанных с этим разборочных, сборочных и регулировочных работ.
Капитальный ремонт – это плановый ремонт, выполняемый с целью восстановления исправности и гарантированного обеспечения работоспособности в течение установленного нормативами количества часов работы до следующего капитального ремонта, при котором должны быть восстановлены первоначальные качественные характеристики оборудования; мощность, производительность, точность и др.
При капитальном ремонте обязательно составляется ведомость дефектов ремонтируемого агрегата. Эта ведомость составляется при разборке оборудования. Каждую деталь рекомендуется маркировать, обозначая номер станка в числители, порядковый номер детали по ведомости дефектов в знаменателе.
При капитальном ремонте производится очистка, полная разборка оборудования, промывка узлов, замена или ремонт базовых деталей, замена всех изношенных деталей и узлов, сборка наладка оборудования.
Аварийный ремонт – это неплановый ремонт, вызванный дефектами конструкции или изготовления оборудования, дефектами ремонта и нарушениям правил технической эксплуатации. [9]
3.4 Организация и методы ремонта на предприятии
Ремонтная служба на предприятии возлагается на отдел главного механика. Основная задача этого отдела и его цехов – поддержание оборудования предприятия в работоспособном состоянии на основе планово – предупредительного ремонта.
Главный механик, возглавляющий отдел, несет ответственность перед дирекцией завода за состояние всего заводского оборудования.
Существует три вида организации выполнения ремонтных работ.
На промышленных предприятиях: централизованное, децентрализованное и смешанная.
Централизованная организация предусматривает выполнение всех ремонтных работ на заводе силами и средствами отдела главного- механика цеха. Такая организация типично для предприятий с небольшим количеством оборудования.
Децентрализованная организация – выполнение ремонтных работ состоит в том, что все виды ремонтных работ – межремонтное обслуживание, периодические ремонты, в том числе и капитальный ремонт, - производят под руководствам механиков цехов так называемыми цеховыми ремонтными базами. В состав цеховых ремонтных баз входят ремонтные бригады. Ремонтно-механический цех подчиняется главному механику, осуществляет только капитальный ремонт сложных агрегатов. Кроме того, он изготовляет и восстанавливает для цеховых ремонтных баз детали и сборочные единицы оборудования, изготовление которых требует применения оборудования, отсутствующего на ремонтной базе.
Смешенная организация – выполнение ремонтных работ характерна тем, что все виды ремонта, кроме капитального, выполняют цеховые ремонтные базы, а капитальный ремонт – ремонтно-механический цех.
Ремонтно-механический цех также занимается модернизацией действующего парка оборудования в процессе выполнения капитального ремонта и изготовлением запасных деталей для оборудования завода.
В соответствии с работами, поручаемыми ремонтно-механическому цеху, в его состав входят станочное, слесарное и электрогазосварочное отделения.
Цеховые ремонтные базы на крупных заводах входят обычно в состав основных производственных цехов, а на небольших заводах часто подчиняются начальнику ремонтно-механического цеха. Их назначение – проводить техническое обслуживание оборудования и выполнять работы по ремонту оборудования. Объём и характер ремонтных работ, выполняемых ремонтной базой, зависит от того, какой вид организации их принят на заводе.
Узловая организация – выполнения ремонтных работ. При более высоком уровне организации производства применяется узловой метод ремонта. При этом методе узлы агрегата, требующие ремонта, снимают и заменяют запасными, заранее отремонтированными, приобретенными или изготовленными.
Узловой метод ремонта сокращает время простоя оборудования, применяется для оборудования, состоящего из конструктивно обособленных узлов. Наиболее целесообразно его применять для следующих видов оборудования: одноименных моделей агрегатов, имеющихся на предприятии в большом количестве, агрегатов, являющихся основными для данного производства, кранового оборудования независимо от его количества.
Последовательно-поузловая организация ремонтных работ. Этот метод используют при капитальном ремонте узлов машин. Их ремонтируют не одновременно, а последовательно, используя кратковременные плановые остановки на малые ремонты, а также выходные дни и не рабочие смены. Метод рекомендуется для ремонта уникальных установок и ряда конструктивно-обособленных узлов подъемно-транспортного, крупного литейного оборудования, агрегатных станков. Агрегат разделяют на узлы, которые ремонтируют поочередно. [10]
3.5 Сдача ленточного конвейера в ремонт
Отвечают за подготовку оборудования для передачи в ремонт начальник производственного цеха или начальники участков (старшие мастера). Перед остановкой на ремонт оборудование (станки и др.) должно быть очищено от стружки, грязи, пыли и охлаждающей жидкости.
Передача конвейера в капитальный ремонт оформляется специальным актом, составленным инспектором отдела главного механика совместно с механиком производственного цеха. В акт заносят результаты внешнего осмотра, испытания на ходу, а также замечания работающего на оборудование. Внешним осмотром устанавливают комплектность всех механизмов агрегата, определяют имеющиеся неисправности, нет ли на деталях механизмов задиров, вмятин, трещин, изломов и других дефектов, видимых без разборки механизмов, кроме того, оценивают состояние смазочных и защитных устройств.
Путем опроса работающего на оборудовании устанавливают, какие недостатки свойственны ему на разных режимах работы, состояние механизмов и даже отдельных деталей. Допустим, токарь сообщает, что в работающем станке происходит на определенной ступени скоростей самовыключение зубчатых передачи. Это означает, что в соответствующей паре колес изношены зубья и при составлении ведомости дефектов следует обратить на эти детали особое внимание.
Прослушиванием действующей машины определяют, нет ли шумов и стуков, не испытывает ли она вибраций.
Все неисправности, зафиксированные в акте, учитывают при составлении окончательной ведомости дефектов на ремонт. [9]
3.6 Технические требования на дефекацию и ремонт деталей
После промывки на поверхностях разобранных деталей хорошо видны царапины, трещины, выбоины и можно с необходимой точностью измерить детали при дефектовке.
Дефектовку промытых просушенных деталей производят после их комплектовки по сборочным единицам, которую нужно выполнять аккуратно и внимательно. Каждую деталь сначала осматривают, затем соответствующим поверочным и измерительным инструментом проверяют ее форму и размеры. В отдельных случаях проверяют взаимодействие данной детали с другими, сопряжениями с ней, чтобы установить, возможен ли ремонт данной детали или целесообразнее её заменить новой.
Сведения о деталях, подлежащих ремонту и замене, заносят в ведомость дефектов на ремонт оборудования.
Правильно составленная и достаточно подробная ведомость дефектов является существенным фактором в подготовке к ремонту. Этот ответственный документ обычно составляет технолог по ремонту оборудования с участием бригадира ремонтной бригады, мастера ремонтного цеха, представителей ОТК.
При дефекации важно знать и уметь назначить величины предельных износов для различных деталей оборудования и допустимые предельные размеры.
Детали разбраковывают на три группы
Первая – годные для дальнейшей эксплуатации.
Вторая – требующие ремонта или восстановления.
Третья – негодные, подлежащие замене.
Ремонту подвергают трудоёмкие в изготовлении детали, восстановление которых обходится значительно дешевле вновь изготовляемых. Ремонтируемая деталь должна обладать значительным запасом прочности, позволяющей восстанавливать или изменять размеры сопрягаемых поверхностей (по системе ремонтных размеров), не снижая (в ряде случаев повышая) их долговечность, сохранив или улучшив эксплуатационные качества сборочной единицы агрегата.
Детали подлежат замене, если уменьшение их размеров в результате износа нарушают нормальную работу механизма или вызывает дальнейший интенсивный износ, который приводит к выходу механизма из строя.
При ремонте оборудования заменяют детали с предельным износом, а также износом меньше допустимого, если они по расчетам ни дослужат до очередного ремонта. Срок службы деталей рассчитывают с учетом предварительного износа и интенсивности их изнашивания в фактических условиях эксплуатации.
При дефектовке детали необходимо маркировать порядковым номером ведомости дефектов, а также инвентарным номером оборудования или станка, это облегчает выполнения дальнейших ремонтных операций.
Маркировку выполняют клеймами, краской, бирками, электрографом или кислотой.
Детали, которые при дефектовке решено заменить, хранят до окончания ремонта механизма, они могут понадобиться для составления чертежей или изготовления образцов новых деталей.
Основным техническим документом, необходимым для производства плановых работ, является дефектная ведомость.
Дефектную ведомость составляет бригадир ремонтной бригады или техник ремонтных мастерских. Предварительную дефектную ведомость на средний и капитальные ремонты составляют за 2-3 месяца до ремонта во время одного из плановых осмотров. Окончательную дефектную ведомость составляют при разборке машины перед ремонтом. В дефектной ведомости перечисляют все дефекты отдельных деталей и узлов и указывают методы их устранения. Окончательная ведомость дефектов является документом, определяющим объём работ при ремонте. [3]
Таблица 5 – Ведомость дефектов.
| Наименование детали |
Номинальный размер мм. |
Действ.размер |
Метод восстановления |
Колич. |
Марка материала |
примечание |
Вал
Шпоночный паз
|
d = 90-,023+0,018
12-0,02
|
d = 89+0,03
13
|
наплавка
Ручная сварка
|
1
3
|
Сталь 45 |
Т/О ТВЧ
Э-42
|
| Болт М 20 |
20-0,05 |
Деформация резьбы |
Прогнать плашкой |
6 |
Ст 30А |
----- |
| Шток направляющий |
45- 0,03 |
44+0,8 |
шлифовка |
4 |
Ст.45 |
Отшлифовать до ремонтного резмера |
3.7 Сборка ленточного конвейера
Стационарные ленточные конвейеры монтируют на легких фундаментах, эстакадах и в транспортных галереях. Их установку осуществляют с помощью стреловых самоходных кранов. Подготовку к монтажу конвейера начинают с разбивки главной оси – ориентира, а затем осей приводной и натяжной станций, обращая особое внимание на привязку к осям примыкающих транспортных и технологических устройств. Сборку начинают с опорной металлоконструкции привода или натяжной станции, а затем монтируют среднюю часть. Установку предварительно проверенных роликоопор начинают с нижней холостой ветви, пока доступ к ней не закрыт роликоопорами рабочей ветви. После этого устанавливают роликоопоры рабочей ветви и монтируют приводной барабан, а по его валу – редуктор-электродвигатель. Привод конвейера обкатывают до установки ленты, замеченные неисправности устраняют. Натяжной барабан устанавливают в крайнее положение, соответствующее минимальной длине конвейера. При наличии сбрасывающей тележки ее ездовой трек монтируют после установки роликоопор. Его ширину проверяют шаблоном: допускаемые отклонения в плоскости качения колес тележки – 1 мм на 1000 мм и 5 мм на 25 м длины, по ширине – до 3 мм. После выполнения этих работ устанавливают конвейерную ленту. Монтаж ленточных конвейеров ускоряют заблаговременной подготовкой и укрупнительной сборкой оборудования, а также параллельным ведением работ по монтажу элементов средней части, приводной и натяжной станций сразу в нескольких пунктах [7].
3.8 Контроль качества ремонта
Качество капитального ремонта оценивается по факторам, характеризующим ремонт и определяющим качество отремонтированного оборудования. К факторам, характеризующим и определяющим качество ремонта, относятся: качество ремонтной технологической документации.
Качество сборки. При сборке линии необходимо соблюдать следующие основные положения:
Базовую деталь, по которой выверяют точность сборки, выбирать с таким расчетом, чтобы в процессе дальнейшего ремонта не подвергать её более никакой обработке;
Выверять узлы и детали следует относительно основной технологической базы – зеркала стола, в направлении его рабочих перемещений;
Собирать узлы и детали нужно в такой последовательности, чтобы при выверке того или иного узла линии не нарушалось точность установки и выверки ранее установленных узлов и деталей;
Собирать узлы и детали, не требующие выверки, обычными, принятыми в ремонтном деле способами;
Неподвижные соединения после сборки не должны качаться, а подвижные соединения при минимальных зазорах должны легко и плавно перемещаться;
При сборке должна быть сохранена параллельность между осями валов (наибольшее отклонение от параллельности двух связанных шестернями осей допускается не более 0,03мм на длине 1000мм, наибольшее отклонение от параллельности двух связанных рычагами осей допускается не более 0,05мм на длине 1000мм, наибольшее отклонение от параллельности ходовых винтов допускается не более 0,005мм на длине 1000мм);
Между ходовыми винтами и гайками не должно быть зазоров;
Все масленки и смазочные отверстия должны быть обеспечены защитными устройствами от грязи и стружки.
Наружная отделка. После ремонта производят тщательную наружную отделку станка: соответствующую обработку и окраску поверхностей корпусных деталей. Все обработанные поверхности корпусных деталей. Все обработанные поверхности деталей шлифуют и полируют.
Все наружные необработанные поверхности деталей. После просушки все поверхности окрашиваются ровным слоем краски. Подтеки и наплывы краски, пестрота в тоне краски, пузырчатость, местная неокрашенность, трещины в слое краски, волнистость, наличие крупных частиц мела и соринок, заметных на глаз, не допускаются.
Краска для станков должна сопротивляться разъедающему действию смазочно-охлаждающих жидкостей и масла. Цвет краски выбирают в соответствии с утвержденным эталоном.
Внутренние поверхности коробок скоростей, коробок передач, резервуаров и других деталей, в которых находится масло, окрашивают краской светлого тона, устойчивой против разъедания масла, согласно утвержденному эталону.
Аппаратуру и приспособления, установленные на станке, снаружи окрашивают в такой же цвет, как и станок.
Все места для заполнения маслом, не имеющие специальных масленок, отмечают красной краской.
Для аккуратного нанесения цветных указателей и стрелок используют соответствующие трафареты. Чисто обработанные плоскости тщательно очищают от следов краски. Чисто обработанные торцы всех выступающих валов, головки винтов, болтов, а также гайки подвергают воронению или оксидированию.
Контрольные шпильки могут выступать не более чем на 1/
3
их диаметра. Концы винтов из гаек могут выходить не более чем на 1/
5
их диаметра.
Проверка конвейера после ремонта.
Конвейер после ремонта проверяет комиссия в составе главного механика, главного технолога, начальника ОТК, начальника ремонтно-механического цеха и механик цеха заказчика. По окончании всесторонней проверки станка, его испытаний на холостом ходу, под нагрузкой, с проверкой на точность комиссия составляет акт о приемке станка и дает заключение о годности его к эксплуатации.
В акт обязательно вносятся все результаты проверок и испытаний станка. Утверждает эти данные главный инженер завода. [9]
3.9 Испытание, приёмка оборудования из ремонта
В целях проверки качества отремонтированного оборудования проводят приемочные испытания в следующей последовательности:
1. Испытание на холостом ходу;
2. Испытание под нагрузкой;
3. Испытание на производительность;
4. Испытание на точность и чистоту обрабатываемой поверхности.
Испытание станков на холостом ходу.
Для испытания станка на холостом ходу производится проверка правильности взаимодействия всех механизмов станка. При этом проверяются все органы управления путем включения всех скоростей главного движения, а также скорости всех подач на одной из скоростей главного движения. Проверяется перемещение от руки всех подвижных узлов, натяжение ремней, смазки и состояние смазочных отверстий, наличие охлаждающей жидкости.
После пуска станка включаются последовательно все рабочие скорости шпинделя или стола от наименьшей до наибольшей, причем на наибольшей скорости станок должен проработать не менее 2 часов.
При наибольшем числе оборотов температура подшипников шпинделя не должна превышать 60о
С для подшипников скольжения 70о
С для подшипников качения всех станков и подшипников скольжения шлифовальных станков. В других узлах температура должна быть не выше 50о
С.
После проверки безотказного действия механизма включения рабочих скоростей проверяют механизм включения рабочих подач ускоренных подач, если они имеются у проверяемого станка.
На холостом ходу производится проверка работы всех автоматических устройств, проверка исправности работы системы подачи охлаждающей жидкости и смазки станка; проверяется нормальная работа гидравлических и пневматических устройств, а также электрооборудования. Особое внимание обращается на защитные устройства по технике безопасности.
Во время испытания станок должен работать плавно, без толчков и сотрясений, вызывающих вибрацию станка. Шум работающего станка должен быть еле слышен на расстоянии 4-5м.
Испытание станков в работе под нагрузкой.
Испытание станка под нагрузкой производится путем обработки образца заготовки на средних скоростях хорошо заточенным инструментом с таким сечением стружки, чтобы нагрузка его достигала до номинальной мощности привода.
Под полной нагрузкой станок должен проработать не менее 30 минут. Допускается кратковременная перегрузка электродвигателя на 25: сверх его номинальной мощности. [8]
При испытании станка в работе под нагрузкой все механизмы, электроаппаратура и другие устройства должны работать исправно и без перебоев. Фиксация органов управления должна быть надежна. Подвижные узлы станка должны перемещаться без заедания и перекосов.
Проверяются скорости главного движения, которые должны отличаться не более чем на 5% от соответствующих скоростей при работе станка и на холостом ходу.
Проверяется также надежность действия отдельных устройств, предназначенных для защиты от перегрузок.
Испытание станков на производительность.
Испытанию на производительность подвергаются только специализированные операционные станки, агрегатные станки, автоматы и полуавтоматы и другие станки, которые заказаны для изготовления определенной детали. Испытания проводятся по условиям и разделам, оговоренным при заказе станка. При этом производительность станка, определяемая количеством изделий, обработанных в единицу времени, должна соответствовать проектной или рассчитанной по техническим нормам.
Испытание станков на геометрическую точность и чистоту обработанных поверхностей.
Испытание станков на геометрическую точность предназначена для проверки отдельных элементов станка на прямолинейность, плоскость и точность расположения обработанных поверхностей, а также на параллельность и перпендикулярность осей вращения и базовых поверхностей. Проверяется также погрешность ходовых винтов и делительных устройств. При проверке устанавливается соответствие выявленных отклонений допускаемым для них нормам точности. Проверка станка в работе производится путем обработки образца валика. Диаметр валика должен быть не менее 1/
4
высоты центров станка. Длина образца должна быть равна терм его диаметрам, но не более 500мм. После чистовой обработки образец измеряется микрометром. Испытание станка на чистоту обработки производится путем обработки образца на чистовом режиме. Обработанные поверхности должны быть чистыми, без следов дробления и вибрации. Для оценки чистоты поверхности применяются различные приборы (профилометры, интерферометры и др.) или эталоны частоты. [10]
4. СМАЗКА ОБОРУДОВАНИЯ
Смазка в машинах имеет многоцелевое назначение. В узлах трения слой смазочного материала разъединяет трущиеся поверхности деталей и переводит трение без смазки в жидкостное или граничное, при которых значительно снижается износ. Его снижение достигается также вследствие смывания жидким маслом с поверхностей трения твердых продуктов изнашивания, уплотнения зазоров густой смазкой и защиты от попадания на поверхности трения абразивных частиц из внешней среды, а также благодаря отводу тепла от поверхности трения и исключению неблагоприятных термических превращений в поверхностном слое материала деталей, связанных с тепловыделением при трении. Смазка снижает силы трения, а в тепловых, гидравлических и пневматических механизмах повышает компрессию вследствие уплотнения плунжерных соединений.
Положительное влияние смазки на работу машин огромно. Но наибольший полезный эффект достигается лишь при правильном выборе смазочных материалов, способа и режима смазывания в соответствии с условиями работы и хранения машин.
На рисунке 13 показана схема смазки ленточного конвейера.
Для подачи густой смазки к смазочным точкам используют ручные станции централизованной смазки, размещаемых вблизи этих точек непосредственно на машине, например, возле привода конвейера на высоте 700 – 800 мм от уровня пола. При монтаже таких установок выполняются следующие работы: ревизия и установка станций густой смазки и парных магистральных маслопроводов; проверка работоспособности и установка питателей, предназначенных для автоматического подвода к смазочным точкам определенных порций смазки; осмотр и установка маслопроводов, соединяющих питатели со смазочными точками; зарядка системы смазкой. Перед монтажом нужно тщательно осмотреть трубопроводы, очистить внутренние полости, удалить следы коррозии, убедиться в наличии медных прокладок к накидным гайкам.
Грязь, окалину и ржавчину из труб удаляют остукиванием и протаскиванием через них щетки из твердой стальной проволоки. Трубы перед установкой продувают сжатым воздухом, промывают 20% - ным раствором соляной или серной кислоты, а затем известняковым раствором. После промывки чистой водой и просушки их смазывают. При сборке необходимо плотно затянуть все резьбовые соединения. Применение уплотняющих средств не допускается, так как при правильной сборке необходимая плотность соединений обеспечивается их конструкцией.
Последнюю операцию – заполнение и опробывание системы осуществляют в определенной последовательности. Сначала набивают смазкой подводящие магистрали, пока из них не вытечет некоторое количество смазки. Затем заполняют отводы к питателям и сами питатели, для чего устанавливают заглушки на концах магистральных маслопроводов и снимают заглушки концевых питателей. Далее набивают маслопроводы к смазочным точкам. При этом их отключают от подшипников и присоединяют к питателям. После появления смазки на концах питающих трубок их присоединяют к подшипникам. Момент окончательной зарядки всех подшипников смазкой отмечается резким повышением давления в сети. После этого подачу смазки прекращают.
Смазочную систему испытывают давлением 12 – 15 МПа. Результат испытаний оформляют актом [7].

Рисунок 9 – Схема смазки ленточного конвейера.
Таблица 2 – Периодичность смазки ленточного конвейера.
Наименование
узла
|
№ поз. |
Наименование
смазки
|
Расход
смазки
|
Периодичность
смазки
|
| Барабан |
1 |
У - 1 |
0,1 кг |
1 раз в неделю |
| Ролики |
2 |
У - 1 |
0,05 кг |
1 раз в неделю |
Натяжной
барабан
|
3 |
У - 1 |
0,08 кг |
1 раз в неделю |
| Винт |
4 |
У - 1 |
0,02 кг |
1 раз в месяц |
| Редуктор |
5 |
И – 20А |
0,8 кг |
1 раз в год |
5. СЕБЕСТОИМОСТЬ КАПИТАЛЬНОГО РЕМОНТА ЛЕНТОЧНОГО КОНВЕЙЕРА
5.1 Определение трудоемкости капитального ремонта
Определение трудоемкости капитального ремонта (по Положению о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях Министерства Цветной металлургии).
Трудоемкость капитального ремонта определяется по нормативам действующим на предприятии.
Тр = 7000 ,час.
Тр =  = 4,56 = 5 = 4,56 = 5
Расчет численности рабочих ремонтников:
Численность рабочей бригады определяется по формуле.
Чр =

Чр =
 = 5
чел. = 5
чел.
Где Fэф – эффективный фонд рабочего времени одного рабочего времени ,одного рабочего ремонтника.
Квн
- коэффициент выполнения норм при отсутствии других.
Для расчета эффективного фонда рабочего времени составим баланс рабочего времени одного рабочего в год.
Баланс рабочего времени.

5.2Выбор состава ремонтной бригады
Определение фонда зароботной платы
Расчет фонда зароботной платы бригады.

Пояснение к таблице.
1) Определяем среднемесячную трудоемкость кап. Ремонта.
Трмес. =
 = =
 = 583,333 ,
час. = 583,333 ,
час.
2) Распределяем трудоемкость по рабочим.
Тр,раб =
 = =
 = 145,833,
час. = 145,833,
час.
3) Вносим трудоемкость в таблицу пропорционально численности.
4) Тарифный фонд зароботной платы определяем по формуле:
ФЗПтф. = Тр · Сч
5) Заработную плату с учетом премии определяем по формуле:
ФЗПепр = ФЗПтф · Кпр
6) Фонд заработной платы рассчитывают по формуле.
7) Определение дополнительной зароботной платы единого соц. Налога.
Дополнительная заработная плата, это резерв на оплату отпусков , на различных предприятиях составляет от 10 – 40%. На нашем предприятии 0,2%.
Едины соц. Налог (ЕСН) – это отчисления в пенсионный фонд ,фонд мед. Страхования , фонд гос. соц. страхования по законодательству составляет 26% может быть увеличен на 1-2% при повышении уровня заболеваемости и травматизма на предприятии. На нашем предприятии составляет 26%.
ЗПдоп = ФЗП · 0,3 = 39649,844·0,3 = 11893,15 руб.
ЕСН = ( ФЗП + ЗПдоп ) · 0,26 = 39649,844 + 11893,15 · 0,26 = 42742,063, руб.
5.3 Расчет косвенных затрат
К основным затратам относятся:
Расходы по содержанию и эксплуатации оборудования, цеховые расходы и общественные , эти расходы колеблются в пределах 120 – 150 %; 100 – 120% и 80 – 100% соответственно. На нашем предприятии они составляют 120; 100; 80 %:
РСЭО = ФЗП · 1,2 = 39649,844·1,2=47579,81, руб.
Рцех = ФЗП ·1,0 = 39649,844·1,0=39649,844, руб.
Робщ = ФЗП · 0,8 = 39649,844·0,8=31719,87, руб.
5.4 Расчет затрат на материалы
В тяжелых отраслях промышленности (к которым относится металлургия), затраты на материалы составляют 60 – 80% как в структуре себестоимости продукции, так и в структуре себестоимости ремонта оборудования.
Поэтому сначала рассчитаем затраты на ремонт без затрат на материалы.
Зб/м = ФЗП + ЗПдоп + ЕСН + РСЭО + Рцех + Робщ =
= 39649,844+11893,15+42742,06+47579,81+39649,84+31719,87=181546,42 ,руб.
Исходя из того ,что на нашем предприятии затраты на материалы составляют 70% - составляем пропорцию:
Зп = 70%
Зб/м = 30%
Зм =  = =  = 423608,3 ,руб. = 423608,3 ,руб.
5.5 Составление калькуляции ремонта
Сводим полученные результаты в таблице и определяем себестоимость капитального ремонта.
Себестоимость капитального ремонта ленточного конвейера.

Вывод:
Затраты на капитальный ремонт ленточного конвейера составляют - 605154,72 тыс./руб.
6. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ ДЛЯ СЛЕСАРЕЙ ПО РЕМОНТУ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Требования безопасности перед началом работы.
К работе в качестве ремонтного и дежурного слесаря допускаются лица, прошедшие специальное обучение, инструктаж по технике безопасности и усвоившие безопасные приемы в работе.
Слесари по ремонту оборудования, связанные по условиям работы с подъемом, транспортировкой и установкой груза при помощи грузоподъемных кранов должны пройти специальное обучение, сдать экзамен и иметь при себе удостоверение, на ШСУ – 2 – стропальщика, на право этих работ.
Обвязку груза производить в соответствии с имеющими схемами строповки, находящихся на каждом участке цеха.
При работе с ручными талями, домкратом, лебедками, наружным осмотром убедиться в их исправности, при подъеме груза на необходимую высоту убедиться в исправности тормоза. Места подвешивания и установки их определяет мастер.
Каждый слесарь должен знать и выполнять все требования инструкции при работе с ручным пневматическим и абразивным инструментами, при работе на сверлильных и заточных станках, при использовании в работе персональных лестниц, спасательных поясов.
При совместной работе с электросварщиками или бензорезчиками пользоваться специальными защитными очками (щитками) и рукавицами.
При ремонте технологического оборудования дежурные и ремонтные слесари должны быть объединены в бригады, которых мастер назначает старшим квалифицированного рабочего.
До начала производства ремонтных работ должны быть выполнены требования по отключению электроэнергии и принятию мер безопасности согласно “Положения бирочной системы и системы наряд допусков”.
Внимательно осмотреть место предстоящих работ или верстак, привести его в порядок, убрать все загромождающиеся и мешающие работе посторонние предметы. Расположить материал и инструмент приспособления на рабочей площадке так, чтобы производить минимум переходов, движений, поворотов при использовании того или иного элемента.
Проверить наличие и исправность инструмента, приспособлений, средств индивидуальной и противопожарной защиты. Работать только исправным инструментом и приспособлениями.
При переноске инструмента применять специальную сумку или ящик с несколькими отделениями, переносить инструмент в карманах запрещается.
Ручной инструмент должен удовлетворять следующим требованиям:
Слесарные молотки, кувалда должны иметь ровную, слегка выпуклую поверхность, быть насажены на рукоятки овального сечения, изготовленные из дерева твердых и вязких пород (дуб, береза, вяз). Поверхность ручки должна быть гладкой, без трещин, заусенец и сучков.
Ударный инструмент – молотки, зубила, бородки, обжимки, кёрна не должны иметь трещин и заусенец. Длина зубила и крейцмейселя должна быть не менее 150 – 200мм, оттянутая часть 60-70мм, режущая кромка должна представлять прямую или слегка вытянутую линию.
Напильники, отвертки, ножовки и другие инструменты с заостренным нерабочим кольцом должны быть прочно закреплены в гладко зачищенной рукоятке, снабжены кольцами, предохраняющими их от раскалывания.
Гаечные ключи должны соответствовать размерам гаек, головок болтов и не иметь трещин и забоин.
Ножовочные станки должны обеспечивать закрепление ножовочных полотен. Не работать полотном, имеющим трещины или надломы.
Лезвия отверток должны быть оттянуты и расплющены до такой толщины, чтобы они входили без зазора в прорези головок винтов.
Стол слесарного верстака устанавливается горизонтально, поверхность стола должна быть гладкой, без выбоин и заусенец.
Тиски должны быть прочно закреплены на верстаке и установлены так, чтобы в процессе работы слесарь мог занять правильное положение. Слесарные тиски должны иметь хорошо насеченные губки и исправный винт с ограничителем.
Место ремонтных работ должно быть хорошо освещено и чтобы свет не слепил глаза. Если необходимо пользоваться переносной электрической лампочкой, проверить, есть ли на лампе защитная сетка, исправны ли шнур и изоляционная резиновая оплетка. Напряжение допускается не выше 42 вольт, а при работе в особо сырых местах или внутри металлоконструкций напряжение должно быть не выше 12 вольт.
К ремонту оборудования приступают:
После разборки эл. схемы согласно установленной в цехе системы допусков и наличия предупредительных плакатов на пусковых устройствах “Не включать – ремонт”.
После отключения питающих трубопроводов сжатого воздуха, холодной воды и т.п. и наличия предупредительных плакатов “Не включать – ремонт”.
После снятия приводных ремней, рассоединения муфт, т.е тогда, когда ни одна часть механизма не могла прийти в движение от случайного включения пусковых приспособлений.
Требования безопасности во время работы.
При работе гаечным ключом запрещается пользоваться прокладками между губками ключа, бить молотком по ключу, применять ключ вместо молотка, наращивать ключ другими ключами или трубой для увеличения усилия затяжек гаек.
Не работать замасленными ключами, а в местах не доступных для плоского ключа, пользоваться торцевым, не пользоваться для свертывания гайки молотком и зубилом.
При работе отверткой не держать изделие в руках, навесу, а отвертку в другой руке. Отвертка может соскользнуть и поранить руку. Не наносить удар молотком по ручке отвертки.
При работе шабером второй конец закрывать специальным футляром – ручкой.
Для того, чтобы при резке металла ручными ножницами не было заусенец, между половинками должен быть отрегулирован необходимый зазор, а сами ножницы должны быть хорошо заточены. При резке на ручных ножницах коротких полос металла придерживать их клещами или плоскогубцами.
Чистку напильников производить только металлической щеткой.
При работе ударным инструментом пользоваться очками с небьющимися стеклами из органического стекла. Работу ударным инструментом производить в местах, огражденных предохранительными устройствами, не допускающими облетания осколков в сторону находящихся по соседству рабочих и в направлении проходов. При невозможности установки предохранительных щитков люди из близлежащей зоны должны быть удалены.
При работах, требующих разъединения или соединения деталей при помощи кувалды, деталь держать клещами, не находиться против работающего кувалдой, а стоять от него сбоку.
Надевать рукавицы при съеме с ремонтируемого объекта деталей, подъеме и переносе их, чтобы предохранить руки от ранений, а при работе на горячих участках – от ожогов.
Разборку узлов, станков, агрегатов производить последовательно, открепляя деталь, следить за тем, чтоб не упали сопрягаемые детали на ноги.
Освобождение деталей открепления типа кронштейнов должно производиться после того, как приняты меры для предупреждения их опрокидывания.
При разборке (сборке) крупногабаритного оборудования сообщить мастеру о начале работ и производить ее в его присутствии.
Снятые при разборке узлы и детали укладываются устойчиво на деревянные прокладки и, в случае необходимости, надежно закрепить, не загромождать при этом проходов.
Снятие и запрессовку муфт, подшипников производить только с помощью специальных приспособлений.
При перемещении детали с одного места на другое последнюю протереть от масла.
Во избежание загрязнения маслом, концами и упаковочными материалами места работ, следует производить разборку и чистку деталей в стороне от основных работ. Все материалы и отходы необходимо немедленно убирать.
Промывку деталей производить в специально отведенных местах в ваннах или поддонах.
При укладке деталей и узлов следует их так сгруппировать, чтобы не пришлось извлекать из-под других деталей.
При ремонтных работах, производимых одновременно на разных уровнях, нужно принять меры для защиты рабочих от случайно падающих предметов, инструмента и приспособлений. Если на высоте работают люди необходимо обходить места работы на безопасном расстоянии, участок производства работ должен быть огражден.
Для установки совпадения отверстий в деталях пользоваться только конусными оправками, а для отверстий в деталях со значительной толщиной применять сборочные пробки. Проверять совпадение отверстий пальцем запрещается.
Перед пуском отремонтированного узла, станка, пресса, агрегата:
Тщательно осмотреть его и убедиться в том, что на станке, прессе, агрегате и внутри его нет посторонних предметов, деталей, гаек, болтов, ключей.
Удалить людей от испытуемого оборудования на безопасное расстояние.
Проверить, установлены ли все необходимые ограждения.
Проверить, нет ли заедания, ударов, подозрительных шумов или стуков.
Проверить исправность защитного заземления.
Заполнить соответствующей смазкой масляные картеры.
Опробование станка, пресса, агрегата в холостую и под нагрузкой допускается только тогда, когда оборудование полностью собрано, проверено качество выполненных работ, произведена регулировка с проверкой на легкость вращения от руки там, где это возможно, а также установлены ограждения движущихся и вращающихся частей.
Пуск и остановка оборудования после ремонта производится только по команде ответственного лица за ремонт.
Все открытые места и люки около станка, пресса, агрегата должны быть закрыты.
Если пробный пуск необходим при снятом ограждении, предупредить об этом всех работающих рядом, выставить предупредительные сигналы “ОСТОРОЖНО – ПРОКРУТКА” и убедиться в том, что пуск никому не грозит опасностью.
Не разрешается выполнять работы по ремонту, настройке оборудования или устранению всякого рода неполадок не по своей профессии.
Запрещается выполнять ремонтные работы, осмотр и устранение дефектов оборудования при ямах под работающими механизмами, а также которые могут самопроизвольно опускаться в низ, без установки предохранительных прокладок.
Запрещается производить включение каких-либо механизмов, если не имеешь на это право.
Требования безопасности по окончанию работы.
Собрать инструмент и приспособления, привести в надлежащий порядок и убрать их в отведенное для этого место.
Навести порядок на рабочей площадке.
Убрать с верстака (если здесь работал) все детали, уложить их устойчиво в установленное для этого место.
Не мыть руки в масле, керосине или бензине и не вытирать их концами обтирочного материал, загрязненными стружками.
О всех замечаниях и неустраненных неисправностях доложить мастеру.
ЗАКЛЮЧЕНИЕ
Согласно произведенных расчетов выбираю универсальный одноступенчатый цилиндрический редуктор с косозубой передачей и параметрами приводного двигателя:
Тип4А180М8, закрытый обдуваемый
Рдв
=15 кВт (мощность двигателя)
nдв
=750 об/мин (номинальная частота вращения)
ώдв
=75 рад/с (угловая скорость)
u=6,3 (передаточное отношение привода)
В качестве смазывания зубчатого зацепления, при контактных напряжениях σн
=375 МПа и скорости v=1,65 м/с, принимаю масло индустриальное марки И-30А.
Исходя из расчетов выбираем одноступенчатый цилиндрический редуктор 1ЦУ – 160. Данный редуктор можно эффективно использовать как отдельный механизм для передачи вращения от вала двигателя к валу какого-либо механизма (агрегата), особенно где требуется понижение угловой скорости и повышения вращающего момента.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. Басов А.И. Механическое оборудование обогатительных фабрик и заводов тяжелых цветных металлов. – М.: Металлургия, 1984.
2. Марон Ф.П., Кузьмин А.В. Справочник по расчетам механизмов подъемно-транспортных машин. – Минск: Высшая школа, 1977.
3. Чернавский С.А. и др. Курсовое проектирование деталей машин. – М.: Машиностроение, 1979.
4. Донченко А.С., Донченко В.А. Справочник механика рудообогатительной фабрики. – М.: Недра, 1975.
5. Положение о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях министерства цветной металлургии.
6. Свирин В.Г. Ремонтно-вспомогательное хозяйство обогатительных фабрик. – М.: Недра, 1978.
7. Басов А.И., Ельцев Ф.П. Справочник механика заводов цветной металлургии. – М.: Металлургия, 1981.
8.. Епифанцев Ю.А. Механическое оборудование для обогащения руд. – М.: Машиностроение, 1978.
|