Линия производства пастеризованного молока
Введение
Молоко - продукт питания, наиболее совершенный по своему составу. Ценность молока заключается в идеальной сбалансированности питательных веществ. Молочные продукты играют огромную роль в питании человека, снабжая организм необходимыми для здоровья элементами. Молоко - наименее заменимый продукт, особенно для детского питания.
Молоко различных сельскохозяйственных животных отличается по химическому составу и питательной ценности. Наиболее широко в питании людей используется коровье молоко. В рационе народов различных регионов присутствует также молоко коз, овец, кобылиц, верблюдиц, ослиц, буйволиц, самок зебу, яка, северного оленя.
Молоко - сложнейший продукт по своему химическому составу. В состав молока входят: вода, белки, молочный жир, молочный сахар - лактоза, минеральные вещества и микроэлементы - кальций и фосфор, большинство известных витаминов, ферменты, способствующие пищеварению; гормоны, иммунные тела, газы, микроорганизмы, пигменты.
Молоко - сырье для производства кисломолочных продуктов и напитков, сыра, сливочного масла, сливок, мороженого.
Молочная промышленность выпускает коровье молоко пастеризованное, стерилизованное, топленое, сгущенное, сухое.
Литературный обзор
Технологическая схема производства молока пстеризованного
В нашей стране выпускается широкий ассортимент молока, различающегося по тепловой обработке, по химическому составу, с внесением или без внесения наполнителей. Основным видом является цельное молоко с массовой долей жира не менее 3,2%, но выпускается также молоко с повышенной и пониженной массовой долей жира - 4,0; 6,0; 3,5; 2,5; 1,0%.
Цельное пастеризованное молоко
При производстве цельного пастеризованного молока производят его очистку, нормализацию, гомогенизацию, пастеризацию, розлив.
В зависимости от жирности исходного сырья и вида вырабатываемого молока для нормализации по содержанию жира используют обезжиренное молоко или сливки, по содержанию сухих веществ - сухое обезжиренное молоко. На практике, как правило, приходится уменьшать жирность исходного молока.
Проводить нормализацию можно в потоке или путем смешивания. Для нормализации в потоке удобно использовать сепараторы-нормализаторы, в которых непрерывная нормализация молока совмещается с очисткой его от механических примесей. Перед поступлением в сепаратор-нормализатор молоко предварительно нагревается до 40-45°С в секции рекуперации пластинчатой пастеризационно-охладительной установки.
На предприятиях небольшой мощности молоко обычно нормализуют смешиванием в резервуарах. Для этого к определенному количеству цельного молока при тщательном перемешивании добавляют нужное количество обезжиренного молока или сливок, рассчитанное по материальному балансу или путем использования специальных таблиц, составленных с учетом различной жирности исходного молока.
Для предотвращения отстоя жира и образования в упаковках "сливочной пробки" при производстве молока топленого, восстановленного и с повышенной массовой долей жира (3,5 - 6,0%) нормализованное молоко обязательно гомогенизируют при температуре 62-63 °С и давлении 12,5-15 МПа. Затем молоко пастеризуют при 76°С (±2 °С) с выдержкой 15-20 с и охлаждают до 4-б°С с использованием пластинчатых пастеризационно-охладительных установок. Температура пастеризации постоянно фиксируется самопишущими термографами и регулируется автоматически. Система блокировки исключает выход из аппарата недопастеризованного молока. Эффективность пастеризации в таких установках достигает 99,98%. Затем молоко при температуре 4-6°С поступает в промежуточную емкость, из которой направляется на фасование. Перед фасованием выработанный продукт проверяют на соответствие требованиям стандарта.
Пастеризованное молоко выпускают в бумажных пакетах, полиэтиленовых мешках вместимостью 0,25; 0,5; 1 л, а также во флягах, цистернах с термоизоляцией, контейнерах различной вместимости, мешках из полимерной пленки - от 5 до 48 л, которые герметизируют и вставляют в картонные или пластмассовые ящики для отправки крупным, потребителям - в детские сады, столовые, рестораны. Фасование молока в мелкую упаковку проводится на автоматических линиях большой производительности, состоящих из нескольких машин, соединенных между собой конвейерами.
Все шире используется для фасования пастеризованного молока тара разового потребления - полиэтиленовые мешки, бумажные пакеты. Такая тара значительно легче, компактнее, исключает сложный процесс мойки, гигиеничнее, удобнее для потребителя и транспортирования, требует меньших производственных площадей, трудовых и энергетических затрат. Бумажные пакеты имеют форму тетраэдра (тетра-пак), снаружи покрыты парафином, внутри - полиэтиленом; формы бруска (брик-пак) с двухсторонним покрытием полиэтиленом и применением аппликаторной ленты, что обеспечивает большую прочность швов по сравнению с пакетами тетра-пак,
В пакеты тетра-пак молоко фасуют на автоматах АП1-Н АП2-Н, которые из движущейся и стерилизуемой (бактерицидной лампой) бумажной ленты сваривают рукав, заполняемый молоком. Через определенные промежутки времени зажимы нагревателями пережимают рукав, образуя гирлянду пакетов молоком, которые разрезают и ставят в корзину. Фасование в пакеты брик-пак осуществляется на установках производительностью 3000-9000 упаковок от 0,1 до 1 л в час.
Фасование молока в пакеты пюр-пак вместимостью 1 (производительность установки от 1200 до 2400 упаковок в час) осуществляется в штампованные бумажные пакеты. Пакеть пюр-пак имеют большую ширину швов, чем пакеты тетра-пак брик-пак. Это обеспечивает большую надежность упаковки.
В полиэтиленовые пакеты молоко фасуют на машинах непрерывного действия фирмы "Фин-пак". Продольной сваркой из полимерной пленки образуют рукав, куда наливается молоко; закрывается пакет поперечной сваркой. Чтобы пленка была, светонепроницаемой, в нее добавляют диоксид титана (TiO2
) Методом соэкструзии можно получить двухслойную пленку с содержанием в двух слоях TiO2
. Однако применение такой пленки уменьшило прочность сварных швов, негерметичность пакетов достигала 8%. Стали вводить TiO2
только в наружный слой пленки, что сократило негерметичность пакетов до 0,28%. Высокими светозащитными свойствами обладают двухслойные пленки - черно-белая и бело-коричневая: внешний слой содержит наполнитель TiO2
, а внутренний - углеродную пищевую сажу (2%) или оксид железа.
В настоящее время выпускают машины для фасования молока в упаковку вместимостью 1,2 и 4 л, а также машины, которые в зависимости от требований технологии можно наладить на фасование молока в пакеты различной вместимости - 0,25; 0,5; 0,75 и 1 л.
Для розлива молока во фляги применяют машины, работающие по принципу объемного дозирования. Цистерны наполняют молоком до специальных меток или с помощью молокосчетчиков.
Тару, в которой выпускают с предприятий пастеризованное молоко, обязательно пломбируют и маркируют. На алюминиевых капсулах тиснением, на пакетах, этикетках и бирках для фляг и цистерн несмывающейся краской наносят маркировку: наименование предприятия-изготовителя, полное наименование продукта, объем в литрах (на пакетах), число или день конечного срока реализации, номер ГОСТа.
Фасованное молоко должно иметь температуру не выше 7°С и может быть сразу, без дополнительного охлаждения, передано в реализацию или направлено на временное хранение сроком не более 18 ч в холодильные камеры с температурой не выше 8°С и влажностью 85-90%. В камерах хранения необходимо поддерживать строгую чистоту и обеспечить вентиляцию воздуха. Срок реализации молока не более 36 ч с момента изготовления.
Готовый продукт на предприятии подвергается технологическому и микробиологическому контролю. В соответствии с требованиями стандарта пастеризованное молоко должно иметь вкус и запах, свойственные свежему молоку, без посторонних привкусов и запахов; белый цвет со слегка желтоватым оттенком (для цельного молока); однородную консистенцию; не иметь осадка, белковых сгустков; массовая доля жира и СОМО должна соответствовать виду молока и стандарту; кислотность в мелкой упаковке должна быть не более 21 °Т (для белкового не более 25 °Т), в крупной - 22 °С, степень чистоты не ниже I группы, температура не выше 8 °С. Принятый режим пастеризации должен обеспечить получение молока со следующими бактериологическими показателями: общее количество бактерий пастеризованного молока группы А в бутылках и пакетах не более 50 000 в 1 мл, титр кишечной палочки не менее 3 мл; молока группы Б соответственно 100 000 и 0,3 мл, молока в крупной упаковке (не подразделяется на группы) не более 200 000 и 0,3 мл. Пастеризованное молоко не должно содержать патогенных микроорганизмов. В торговую сеть и предприятия общественного питания пастеризованное молоко доставляют специальным автотранспортом с изотермическими или закрытыми кузовами. Допускается перевозка в открытых машинах, но ящики и фляги с молоком при этом должны быть укрыты брезентом.
Технологическая схема производства пастеризованного молока
Технологический процесс производства всех видов пастеризованного молока состоит из ряда последовательно выполняемых операций:
1. Прием молока цельного
2. Охлаждение, резервирование (температура 8-100
С)
3. Нормализация по массовой доле жира или сухих веществ
4. Очистка молока (температура 40…450
С)
5. Гомогенизация (t=60…650
С; P=15±2,5 МПа)
6. Пастеризация (t=76±20
С; τ=20с)
7. Охлаждение (t=4…60
С)
8. Розлив, упаковывание, маркирование
9. Хранение и транспортирование
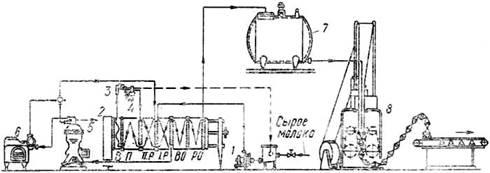
1 - Центробежный насос; 2 - Пластинчатая пастеризационно-охладительная установка; 3 - Терморегулятор; 4 - Автоматический возвратный клапан; 5 - Сепаратор-нормализатор-очиститель; 6 - Гомогенизатор; 7 - Резервуар для пастеризованного молока; 8 - Машина для розлива и упаковки молока; В - Выдерживатель пластинчатой установки; П - Пастеризационная секция; IP - Первая секция регенерации; ИР - Вторая секция регенерации; ВО - Секция водяного охлаждения; РО - Секция рассольного охлаждения
Молоко, отобранное по качеству и очищенное (на сепараторах-молокоочистителях, фильтрах различной конструкции и другом оборудовании), нормализуют по массовой доле жира при выработке нормализованного пастеризованного молока и топленого молока. Для белкового молока его дополнительно нормализуют по массовой доле сухих обезжиренных веществ.
В зависимости от производственной мощности и технической оснащенности предприятий молоко нормализуют в потоке или технологических емкостях различной вместимости.
Молоко нормализуют в потоке в сепараторах-нормализаторах либо путем сепарирования части цельного молока в сепараторах-сливкоотделителях для отбора сливок (если жирность нормализованного молока меньше, чем цельного) или обезжиренного молока (если жирность нормализованного молока больше, чем цельного).
С применением сепараторов-нормализаторов молоко нормализуют следующим образом. Вначале молоко подают в секцию рекуперации пластинчатой пастеризационно-охладительной установки для подогрева, затем в сепаратор-нормализатор. Нормализованное до заданной жирности молоко направляют в секцию пастеризации, а затем в секцию охлаждения пастеризационно-охладительной установки.
При отсутствии сепараторов-нормализаторов применяют сепараторы-сливкоотделители. В этом случае одну часть молока, подогретого в секции рекуперации пастеризационно-охладительной установки, направляют в сепаратор-сливкоотделитель, а другую - в сепаратор-молокоочиститель.
Обезжиренный продукт на выходе из сепаратора-сливкоотделителя смешивается в потоке с цельным молоком, поступающим в трубопровод из молокоочистителя. Нормализованная смесь далее поступает в секции пастеризации и охлаждения пластинчатой пастеризационно-охладительной установки.
Молоко следует нормализовать перед пастеризацией. Однако известны технологические схемы его нормализации в закрытом потоке, когда пастеризованное горячее цельное молоко повышенной жирности смешивают с пастеризованным горячим обезжиренным.
Сырое цельное молоко после перемешивания из промежуточной емкости насосом перекачивается для подогрева в секцию рекуперации пастеризационно-охладительной установки, затем поступает в сепаратор-молокоочиститель и возвращается в секцию пастеризации.
Часть горячего пастеризованного молока после выдерживателя подается по молокопроводу к сепаратору-сливкоотделителю. Для сепарирования подводят из общего потока рассчитанное количество молока (в зависимости от массовой доли жира в нем) через регулирующий кран.
Полученное горячее обезжиренное молоко отводят от сепаратора-сливкоотделителя по молокопроводу, где оно смешивается с цельным горячим пастеризованным молоком. Нормализованное молоко поступает в секции рекуперации, а затем охлаждения. Охлажденное нормализованное молоко собирают в технологических емкостях для проверки массовой доли жира.
Нормализованное по жиру молоко подогревают, очищают и гомогенизируют. Гомогенизацию нормализованного молока можно проводить раздельно. Для этого нормализованное молоко сепарируют, а полученные сливки гомогенизируют на двухступенчатом гомогенизаторе.
Гомогенизированные сливки смешиваются в потоке с обезжиренным молоком, выходящим из сепаратора-сливкоотделителя, и направляются в секцию пастеризации пастеризационно-охладительной установки. Сливки можно гомогенизировать также перед их смешиванием с обезжиренным молоком при составлении нормализованного молока.
После гомогенизации нормализованное молоко пастеризуют. Режим пастеризации молока на предприятии выбирают в зависимости от имеющегося оборудования с учетом бактериальной обсемененности сырья и эффективности пастеризации.
Пастеризованное молоко охлаждают и направляют на розлив и упаковывание (укупоривание) или для временного хранения в промежуточную емкость. Упакованное пастеризованное охлажденное молоко готово к реализации.
Сепаратор-молокоочиститель А1-ОЦМ-10
Предназначены для очистки молока от загрязнений, посторонних примесей и слизи c частичной пульсирующей центробежной выгрузкой осадка полузакрытого исполнения.

Техническая характеристика сепаратора
Производительность, л/час 10000
Частота вращения барабана, об/мин 6500
Максимальный диаметр барабана 405
Число тарелок в барабане, шт 53
Межтарелочный зазор, мм 0,7
Угол наклона образующей тарелки, град 50
Температура сепарирования, 0
С 35-40
Мощность электродвигателя, кВт 7,5
Давление на выходе очищенного молока, МПа 0,3
Электродвигатель тип, исполнение 4А132М, М300
Габаритные размеры, мм 1375х880х1210
Масса сепаратора, кг 470
Молоко по центральной трубке поступает в тарелкодержатель барабана, откуда оно по щелеобразному каналу, образованному основанием тарелкодержателя и днищем корпуса барабана, попадает в грязевое пространство. Здесь процесс очистки начинается, а в межтарелочном пространстве завершается.
Молоко, освобожденное от частиц механических примесей, по зазору между верхними кромками тарелок и тарелкодержателем поднимается в камеру, в которой расположен напорный диск, обеспечивающий выход молока из барабана и подачу в другие машины и аппараты, предназначенные для дальнейшей технологической переработки.
Пастеризационно-охладительная установка для питьевого молока

1 - уравнительный бак 2 - поплавковый регулятор уровня; 3 - центробежный насос для молока; 4 - ротаметрический регулятор; 5 - пластинчатый аппарат; 6 - сепаратор молокоочиститель; 7 - выдерживатель; 8,12 - датчики температуры; 9,10,13,14, 20,22,23 - показывающий манометры; 11 - вентиль для регулирования подачи рассола; 15 - возвратный клапан; 16 - центробежный насос для подачи горячей воды; 17 - бачок аккумулятор; 18,19 - регулирующие клапаны подачи воды
Из молокохранительного отделения молоко подается в уравнительный бак 1, который имеет поплавковый регулятор уровня 2. при работе установки постоянный уровень в уравнительном баке поддерживается регулятором, что способствует стабильной работе центробежного насоса и предотвращает перелив молока из бака. Далее молоко центробежным насосом 3 нагнетается в первую секцию рекуперации I пластинчатого аппарата 5. Между центробежным насосом и пластинчатым аппаратом установлен ротаметрических регулятор 4, который обеспечивает постоянство производительности установки. В первой секции рекуперации молоко нагревается до температуры 40-50 и поступает в сепаратор - молокоочиститель 6, где происходит его очистка. Установка может иметь один сепаратор-молокоочиститель с центробежной выгрузкой осадка или два сепаратор-молокоочистителя без центробежной выгрузки, работающих поочередно. После очистки молоко, нагреваясь до температуры 65-700
С во второй секции рекуперации II, по внутреннему каналу переходит в секцию пастеризации III, где нагревается до температуры пастеризации 76-800
С. После секции пастеризации молоко выдерживается в выдерживателе 7 и возвращается в аппарат, где предварительно охлаждается в секциях рекуперации I и II и окончательно до конечной температуры - в секциях водяного охлаждения IV и рассольного охлаждения V.
На выходе из аппарата установлен возвратный клапан 15. Он регулирует направление потока пастеризационного охлажденного молока к фасовочным автоматам или в уравнительный бак для повторной пастеризации при нарушении режима пастеризации.
Горячая вода для нагревания молока подается в секцию пастеризации насосом 16. Из этой секции охлажденная вода, после того как она отдаст тепло молоку, возвращается в бачок-аккумулятор 17. Вода нагревается до температуры 78-820
С паром в пароконтактном нагревателе 21. В пароконтактный нагреватель подается пар регулирующими клапанами подачи 18 и 19. На выходе пастеризационного молока из секции пастеризации установлен датчик температуры 8, который связан с автоматической системой регулирования температуры пастеризации посредством клапана 19 и возврата молока на повторную пастеризацию посредством клапана 15. Датчик температуры 12 предназначен для контроля температуры охлажденного пастеризационного молока. Установка снабжена показывающими манометрами для контроля давления молока после сепаратора-молокоочистителя 9, для контроля давления холодной воды 10, для контроля давления рассола 13, для контроля давления греющего пара 20,22 и 23.
Гомогенизатор
Предназначены для дробления и равномерного распределения жировых шариков в молоке и жидких молочных продуктах.
Гомогенизаторы представляют собой многоплунжерные насосы высокого давления с гомогенизирующей головкой.
Гомогенизаторы состоят из следующих основных узлов: кривошипно-шатунного механизма с системой смазки и охлаждения, плунжерного блока с гомогенизирующей (одной или двумя ступенями) и манометрическими головками и предохранительным клапаном, станины с приводом. Привод осуществляется от электродвигателя с помощью клиноременной передачи.
Гомогенизация осуществляется путем прохода продукта под высоким давлением, с большой скоростью через гомогенизирующую головку, представляющую собой две (одну) ступени щели между притертыми клапаном и седлом, соединенные между собой каналом.
Давление в гомогенизаторе регулируется вращением винтов (от 0 до 200 атм), изменяющих размер щели между клапаном и седлом.
В гомогенизаторах применяется принудительная система смазки наиболее нагруженных, трущихся пар в сочетании с разбрызгиванием масла внутри корпуса.
Все детали, соприкасающиеся с продуктом выполнены из пищевой нержавеющей стали.
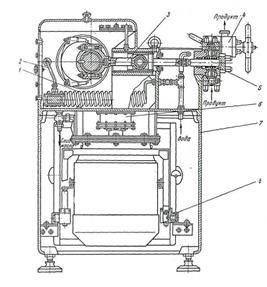
Гомогенизатор для двухступенчатой гомогенизации:1 - змеевиковый охладитель; 2 - трубопровод для подачи мела; 3 - кривошипно-шатунный механизм; 4 - гомогенизирующий клапан; 5 - блок цилиндров; 6 - муфта; 7 - станина; 8 - устройство для выдвижения электродвигателя
Упаковка молока
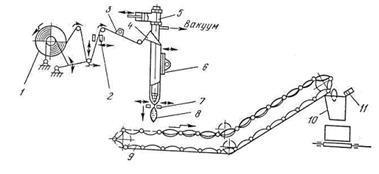
Автомат для упаковки молока в пакеты (мешочки): 1 - рулон; 2 - механизм для нанесения даты; 3 - бактерицидная лампа; 4 - формующая труба; 5 - дозатор; 6 - механизм продольной сварки; 7 - механизм поперечной сварки и резки пакетов; 8 - заваренный и отрезанный пакет; 9 - транспортер пактов; 10 - бункер; 11 - фотоэлемент счетного устройства.
Упаковочная бумажная лента сначала подается с рулона 1 в емкость химической обработки, которая наполнена перекисью водорода а затем огибает направляющий ролик и проходит в зоне бактерицидной лампы 3.
В формующем колесе лента свертывается в трубу 4.
Бумажная труба проходит через электронагреватель, в котором быстро нагревается до 300-400°С, в результате чего мгновенно разлагается перекись водорода, и тем самым достигается надежная стерилизация пакетов. После стерилизации пакетов в бумажную трубу непрерывным потоком поступает стерилизованное и охлажденное молоко. При этом ценообразование полностью исключается.
В нижней части транспортера находится механизм 7 для поштучной резки пакетов, наполненных молоком. Отрезанные пакеты подают в ковши подъемного механизма укладчика, который укреплен в основании автомата. Пакеты автоматически укладываются в специальные корзины шестигранной формы.
Контроль качества основного сырья и готового продукта
Молоко и продукты, вырабатываемые из него, благодаря высокой питательности, вкусовым достоинствам и хорошей усвояемости являются одним из важнейших источников питания. Они входят в рецептуры различных хлебобулочных и кондитерских изделий и широко используются в производствах пищевых концентратов, продуктов детского и диетического питания. Молоко содержит 87,5% воды. Из 12,5% сухих веществ в среднем 3,5% приходится на жир, 3,2% - на белки, 0,04% - на небелковые азотистые соединения, 4,7% - на лактозу, 0,7% - на минеральные вещества.
Кроме перечисленных основных компонентов, в молоке содержатся витамины, ферменты, пигменты.
Вода в молоке, как и в других биологических жидкостях животных организмов, находится в свободном и связанном состояниях. Большая часть воды (84-84,5%) содержится в свободном состоянии, являясь растворителем для водорастворимых компонентов - молочного сахара, у минеральных веществ, витаминов, кислот.
Связанная вода (3-3,5%) входит в состав различных гидрофильных коллоидов молока: белков, фосфатидов.
Молочный жир неоднороден по составу и состоит преимущественно из смеси различных триглицеридов; в небольшом количестве обнаружены ди- и моноглицериды. Наряду с ними молочный жир содержит фосфолипиды и стерины.
Свойства молочного жира определяются составом и структурой жирных кислот триглицеридов. В молочном жире обнаружено свыше 100 жирных кислот, из которых количественно преобладают 10 - 12. Среди насыщенных жирных кислот в большом количестве содержатся пальмитиновая, миристиновая и стеариновая, из ненасыщенных кислот преобладает олеиновая.
Молочный жир характеризуется высоким содержанием низкомолекулярных летучих жирных кислот - масляной, капроновой, каприловой, каприновой, придающих молоку специфический вкус и аромат. Наличие в составе молочного жира низкомолекулярных жирных кислот обусловливает его низкую температуру плавления - ниже температуры плавления бараньего, говяжьего, свиного жира, которая составляет 28 - 33 0
С.
Жир в молоке находится в виде шариков, окруженных защитными пленками (лецитиново-белковыми оболочками), препятствующими их слипанию, и представляет собой эмульсию в воде. Жировая эмульсия в молоке устойчива. Как правило, при технологической переработке молока (нагревании, охлаждении, механическом воздействии) оболочки жировых шариков не разрушаются.
Молочный жир обладает высокой усвояемостью, так как имеет низкую температуру плавления и тонко диспергирован в молоке. Биологическая ценность его высока благодаря наличию полиненасыщенной арахидоновой кислоты, лецитина, холестерина. Молочный жир является существенным источником β-каротина, витаминов А и D.
Белки молока можно разделить на 2 группы: казеин и сывороточные белки; казеин составляет 80%, сывороточные белки - 20% от массовой доли белков молока. Казеин является фосфопротеином и представляет собой смесь нескольких фракций, различающихся по химическому составу, находящихся в молоке в виде коллоидного раствора. Важным свойством казеина является способность к коагуляции, при которой происходит разрушение его коллоидного состояния. При выработке молочных продуктов коагуляцию казеина осуществляют с помощью кислот, сычужного фермента и хлорида кальция.
Основную часть сывороточных белков составляют β-лактоглобулин и α-лактальбумин, содержащиеся в молоке в тонкоциапергированном состоянии. Благодаря значительному содержанию незаменимых аминокислот белки молока являются полноценными. Особенно богаты незаменимых аминокислотами сывороточные белки, в которых содержание таких дефицитных аминокислот как лизин, триптофан, метионин и треонин, наиболее высоко. Белки молока обладают высокой усвояемостью (95 - 96%). Небелковые азотистые соединения содержатся в молоке в малых количествах.
Лактоза является основным углеводом молока. Она положительно влияет на организм человека: помогает усвоению кальция и фосфора пищи, улучшает состав микрофлоры кишечника благодаря тому, что образующаяся при сбраживании лактозы молочная кислота подавляет развитие гнилостных бактерий. Кроме того, ее компонент галактоза необходима для построения нервных и мозговых тканей человека
Лактоза подвергается сбраживанию после предварительного расщепления β-галактозидазой на составляющие ее моносахара: глюкозу и галактозу.
При нагревании молока до температуры 95°С и выше происходит его побурение, обусловленное реакцией меланоидинообразования, возникающей между лактозой и аминокислотами. Наиболее активно эта реакция протекает при стерилизации, сгущении и сушке молока.
Минеральные вещества представлены в молоке макро - и микроэлементами.
К основным макроэлементам относят кальций, фосфор, натрий, калий и хлор.
Содержание кальция в молоке составляет в среднем 120 мг %.
Кальций имеет большое значение в технологии переработки молока. Например, широкое количество кальция замедляет сычужное свертывание казеина при выработке сыра и творога, а его избыток вызывает свертывание белков молока при тепловой обработке.
Кальций и фосфор находятся в молоке в легкоусвояемой и хорошо сбалансированной форме.
Микроэлементы в молоке представлены чрезвычайно широко. Молоко содержит ионы меди, железа, цинка, марганца, йода, кобальта и др. Их количество зависит от рационов кормления, стадии лактации, состояния здоровья животных и т. д. В молоке микроэлементы связаны с белками или оболочками жировых шариков.
Ферменты молока различают истинные, или нативные, образуемые в клетках молочной железы, или переходящие в молоко из крови животного и ферменты микроорганизмов. Наиболее важными в технологии переработки молока являются представители оксиредуктаз - редуктаза, пероксидаза, каталаза и гидролаз-липаза, фосфатаза, β - галактозидаза.
Редуктаза накапливается в молоке по мере обсеменения его микроорганизмами, и потому редуктазная проба служит показателем общей бактериальной обсемененности молока.
Пероксидаза является нативным ферментом. Этот фермент характеризуется термостабильностью и инактивируется при температуре около 80°С. Каталаза окисляет пероксид водорода с образованием молекулярного кислорода. По количеству выделившегося кислорода судят о содержании каталазы в молоке. Катализ переходит в молоко из тканей молочной железы. В молоке, полученном от здоровых животных, каталазы мало, а в молоке больных животных активность каталазы возрастает.
Молоко содержит липазу: нативную и микробную. Нативная липаза связана с казеином и оболочками жировых шариков и не обладает высокой активностью, тогда как микробная очень активна и может вызывать прогорклый вкус молока и молочных продуктов. Некоторые плесневые липазы обусловливают образование вкуса и аромата сыров (рокфор, камамбер и др.).
Фосфатаза является нативным ферментом молока. Высокая чувствительность ее к температуре положена в основу метода контроля эффективности пастеризации молока и молочных продуктов (ГОСТ 3623-73).
Лактаза (β-галактозидаза) выделяется молочнокислыми бактериями и некоторыми дрожжами. Она катализирует расщепление лактозы на глюкозу и галактозу.
В молоке содержатся нативные и бактериальные протеазы. Микрофлора сырого молока выделяет активные протеазы, которые могут вызвать различные пороки молока и молочных продуктов.
Витамины в молоке представлены широко. Молоко содержит практически все витамины, необходимые длянормального развития организма. Содержание витаминов колеблется в зависимости от времени года, стадии лактации, кормового рациона, породы и индивидуальных особенностей животных. К водорастворимым витаминам молока относят: тиамин (В1
), рибофлавин (В2
), ниацин (РР), пиридоксин (В6
),цианкобаламин (B12
), аскорбиновую кислоту (С), биотин (Н).
Содержание витаминов В1
В2
, РР, С в молоке относительно постоянно и практически не зависит от вида корма, так как эти витамины синтезируются микрофлорой рубца и кишечника животных.
Из представителей жирорастворимых витаминов - ретинола (А), кальциферола (О), токоферола (Е) и филлохинона (К) - наибольший дефицит в молоке составляет кальциферол. Летом его содержание в молоке выше, чем зимой.
Окраска молока и молочного жира обусловлена наличием в нем пигмента оранжевого цвета - каротина. Содержание каротина в молоке зависит от состава корма, времени года и породы животного.
Желто-зеленая окраска молочной сыворотки объясняется наличием в ней рибофлавина.
Все молоко, поступающее на переработку и в торговую сеть для непосредственного потребления, проходит пастеризацию. Среднюю пробу молока для анализа отбирают в соответствии с ГОСТ 26809-86. Выделенный средний образец тщательно перемешивают. Если на стенках бутылки, пробки, пакета остаются сливки, то их нагревают на водяной бане до 30 - 40 °С, после чего снова перемешивают молоко и охлаждают до20°С.
Оценку качества молока определяют органолептически и методами физико-химического анализа.
Органолептическая оценка качества молока
При определении внешнего вида обращают внимание на однородность консистенции и отсутствие осадка. Однородность консистенции устанавливают при перемешивании молока, а наличие осадка - осмотром дна тары. При определении цвета, вкуса и запаха молоко наливают в стакан и рассматривают при рассеянном свете, обращая при этом внимание на отсутствие посторонних оттенков. Вкус молока исследуют лишь в том случае, если продукт не имеет посторонней окраски. Нельзя пробовать молоко от больных животных.
Оценка качества молока по физико-химическим показателям
Методами физико-химического анализа определяют плотность, содержание жира, влажность или сухой ос         таток, содержание белка, лактозы, степень чистоты и другие показатели молока. таток, содержание белка, лактозы, степень чистоты и другие показатели молока.
Определение плотности молока (ГОСТ 3625-71)
Плотность характеризует состав молока, соотношение составных частей его. Она является средневзвешенной величиной плотности отдельных компонентов молока. Определение плотности проводят при температуре молока 20+5° С с помощью лактоденсиметра (ареометра для молока).
Техника определения.
Тщательно перемешанное молоко осторожно, во избежание образования пены, наливают по стенке в цилиндр, держа его в слегка наклонном положении. Сухой лактоденсиметр медленно погружают в молоко до деления 1,030, после чего его оставляют свободно плавать. Прибор не должен касаться стенок цилиндра.
Отсчет показаний температуры и плотности проводят не ранее чем через 1 мин после остановки лактоденсиметра. Отсчет плотности проводят по верхнему мениску с точностью до 0,0005, а отсчет температуры - с точностью до 0,5°С. Если молоко вмомент определения имело температуру выше или ниже 20°С, то к показанию лактоденсиметра надо внести поправку: на каждый градус температуры выше 20° С прибавляют 0,002 единицы плотности, а на каждый градус ниже 20° С отнимают от отсчитанной величины 0,0002 единицы плотности. Плотность цельного молока находится в пределах 1,027-1,032 г/см3
. Разбавление молока водой приводит к уменьшению плотности приблизительно на 0,003 на каждые 10% прибавленной воды. Снятое молоко обладает большей плотностью, чем не снятое (1,033-1,037), за счет меньшего содержания в нем жира и относительно большего содержания минеральных веществ.
Определение содержания жира в молоке
Жир определяют кислотным методом с помощью жиромеров в соответствии с ГОСТ 5867-69.
Метод основан на выделении из молока жира под действием концентрированной серной кислоты и изоамилового спирта в виде сплошного слоя, объем которого измеряют в градуированной части жиромера. Жиромеры изготавливают в соответствии с требованиями ГОСТ 1962-66.
Техника определения.
В сухой жиромер, стараясь не смачивать горлышко вносят цилиндром 10 мл серной кислоты плотностью 1,81-1,82 г/см3
. Затем отмеривают пипеткой 10,77 мл исследуемого молока. Наклонив пипетку под углом 45° и приложив ее к внутренней стенке горлышка жиромера, дают медленно стекать молоку, так, чтобы оно не смешивалось_с серной кислотой, а наслаивалось на нее. Когда из пипетки стечет последняя капля молока, делают выдержку 7 с, не отнимая пипетку от жиромера. Оставшуюся в кончике пипетки каплю не выдувают. Далее приливают 1 мл изоамилового спирта. Необходимо соблюдать указанную последовательность внесения жидкостей, так как если нарушить ее и внести вначале молоко, то образующиеся в узкой части прибора сгустки свернувшегося белка затруднят определение. Смешивание кислоты и молока приводит к сильному нагреванию смеси, поэтому необходимо держать жиромер в момент приливания реактива в штативе.
Жиромер закрывают пробкой, перевертывают несколько раз до полного растворения белков, обернув его при этом полотенцем и поддерживая пробку указательным пальцем. Затем помещают жиромеры в водяную баню с температурой 65±2°С на 5 мин пробками вниз, после чего вставляют симметрично в гнезда центрифуги. В случае нечетного числа жиромеров, добавляют еще один, заполненный водой. Жиромеры должны размещаться градуированной частью к центру (в горизонтальной центрифуге) либо кверху (в вертикально размещенных патронах). Длительность центрифугирования 5 мин при частоте вращения 1000-1200 об/мин.
Во время центрифугирования температура смеси в жиромерах снижается, а так как шкала жиромера отградуирована при температуре 65°С, то после центрифугирования их снова помещают в водяную баню с температурой 65°С на 5 мин. Затем, сохраняя вертикальное положение прибора, вынимают его из воды, вытирают полотенцем, поддерживая пробку, и производят отсчет содержания жира. Для этого устанавливают нижнюю границу жирового столбика на каком-либо делении шкалы, от которого затем отсчитывают количество делений до нижней точки вогнутого мениска столбика жира.
Шкала прибора должна находиться на уровне глаз. Показания жиромера соответствуют содержанию жира в молоке в процентах: большие деления означают целые проценты жира, малые - десятые доли. Расхождение мёжду показаниями жиромера при параллельных определениях не должно превышать 0,1%.
Содержание жира в нормализованном цельном молоке должно быть не менее 3,2% (ГОСТ 13277-67).
Определение влажности молока
Высушивание до постоянной массы по ГОСТ 3626-73 (арбитражный метод).
Техника определения
. В стаканчик со стеклянной палочкой помещают 20-30 г хорошо промытого прокаленного песка и выдерживают в течение 30 мин в сушильном шкафу при температуре 102-105°С. Затем закрывают стаканчик крышкой, охлаждают в эксикаторе и взвешивают (без крышки с точностью до 0,001 г). Приливают пипеткой 10 мл молока, закрывают и снова взвешивают. Тщательно перемешивают молоко с песком и нагревают на водяной бане при частом перемешивании содержимого до получения рассыпающейся массы. Затем стаканчик помещают в сушильный шкаф (102-105°С) и высушивают в течение 2 ч. Закрывают крышкой, охлаждают в эксикаторе и взвешивают. Высушивание продолжают и стаканчик взвешивают каждый час до тех пор, пока разница между двумя последними взвешиваниями не будет менее 0,004 г. Содержание влаги рассчитывают в процентах.
Расхождение между параллельными определениями должно быть не более 0,2% (абсолютных).
Определение содержания сухого остатка расчетным методом (ГОСТ 3626-73)
Содержание сухого остатка молока находят как функцию плотности и содержания жира. Наиболее распространена видоизмененная формула Фаррингтона:
 , ,
где 4,9 - постоянный коэффициент;
С - содержание сухих веществ молока (включая жир), %
Ж - содержание жира в молоке, %;
D4
20
- плотность молока в градусах лактоденсиметра;
0,5 - поправка на плотность.
      Определение кислотности молока арбитражным методом Определение кислотности молока арбитражным методом
Одним из важных показателей качества молока является его кислотность, которая в основном обусловливается присутствием в нем кислых солей, частично белков, 3 органических кислот (лимонной, молочной) и продуктов гидролитического расщепления некоторых соединений, например жира.
Кислотность молока выражается в градусах Тернера, означающих количество миллилитров децинормальной щелочи, расходуемых на нейтрализацию кисло-реагирующих веществ, содержащихся в 100 мл молока.
Кислотность молока определяют по ГОСТ 3624-67.
Техника определения
. В коническую колбу вместимостью 150-200 мл отмеривают пипеткой 10 мл молока, прибавляют 20 мл свежепрокипяченной охлажденной дистиллированной воды и 3 капли фенолфталеина. Смесь тщательно перемешивают и титруют 0,1 н. раствором едкого натра (кали) до появления не исчезающего в течение 1 мин розового окрашивания.
Расхождение между параллельными определениями не должно превышать 1°Т.
В соответствии с требованиями ГОСТ 13277-67 кислотность коровьего пастеризованного молока не должна превышать 21°Т; свежевыдоенное молоко имеет обычно кислотность в пределах 16-18°Т. Молоко с кислотностью выше 22° Т может при длительном кипячении свертываться мелкими хлопьями, при кислотности свыше 30° Т молоко при нагревании сразу свертывается хлопьями.
Определение содержания белков в молоке
Содержание белковых веществ в молоке, и молочных продуктах является одним из основных факторов, обусловливающих их пищевую ценность.
Кроме того, выход таких молочных продуктов, как сыр, творог и других продуктов, зависит в значительной степени от количества белков в исходном молоке. Поэтому определение содержания белков в молоке должно явиться одной из основных операций технологического контроля процессов производства молочных продуктов. В настоящее время находят применение ускоренные методы определения белка в молоке и молочных продуктах. В данном руководстве приводятся 2 метода: рефрактометрический и метод формольного титрования.
Рефрактометрический метод.
Этот метод основан на установлении разности показателей преломления исследуемого молока и раствора, полученного после осаждения белков раствором хлористого кальция при кипячении.
Техника определения
. Отмеривают пипеткой 5 мл молока в пробирку, добавляют 5-6 капель 4% -ного раствора хлористого кальция. Пробирку закрывают пробкой и помещают в баню с кипящей водой на 10 мин. Затем содержимое пробирки фильтруют через складчатый фильтр. В прозрачном фильтрате, а также в исходном молоко определяют на рефрактометре ИРФ-22 показатель преломления при 20°С. Содержание белка в молоке (и%) рассчитывают по формуле:
 , ,
где а - содержание белка, %;
nD
м
- показатель преломления молока при 200
С;
nD
с
- показатель преломления сыворотки при 200
С;
0,002045 - коэффициент, позволяющий выразить полученную разность показателей преломления, % от общего белка.
Материальный баланс.
Определим потребность в сырье для производства 1000 кг молока пастеризованного с массовой долей жира 2,5%.
По массе готового продукта определим массу нормализованного молока с учетом потерь молока при приемке, обработке и фасовании по формуле:
 , ,
Мн
- масса нормализованного молока, кг;
Мгп
- масса готового продукта, кг;
Р - норма расхода нормализованного молока на 1 т продукта, кг/т.
 . .
Рассчитаем массовую долю жира в нормализованном молоке:
Жн
=Жгп
+0,05=2,5+0,05=2,55%.
Жн
, Жгп
- жирность нормализованного молока и готового продукта,%.
Так как массовая доля жира в нормализованном молоке меньше, чем в цельном, то необходимо провести процесс нормализации обезжиренным молоком смешением по формуле:
 . .
где Жц
- жирность цельного молока, составляет 3,6%;
Жо
- жирность обезжиренного молока, 0,05%;
Мц
- масса цельного молока, кг.
Необходимую массу обезжиренного молока определим по формуле:
 . .
Определим массу цельного молока для получения 598,4 кг молока обезжиренного в результате сепарирования по формуле:

Жс
- жирность сливок, 21%.
Список литературы
1. Технология молока и молочных продуктов / Г.В. Твердохлеб. - М.: Агропромиздат, 1991. - 463с.
2. Голубева Л.В. Проектирование предприятий молочной отрасли с основами промстроительства // Л.В. Голубева, Глаголева Л.Э. - СПб., ГИОРД, 2006г. - 288с.
3. Фалунина З.И. Лабораторный практикум по общей технологии пищевых производств. М., Агропромиздат, 1981г.
|