Введение
Ванадий представляет собой широко распространенный элемент, имеющий важное народнохозяйственное значение и определяющий качество современной металлопродукции. Большие промышленные запасы ванадийсодержаших руд (Россия, ЮАР) и относительно невысокая стоимость ванадия дают право считать его наиболее предпочтительным металлом при выплавке экономнолегированных сталей. В наибольшей степени ванадий используют в металлургии в качестве легирующей добавки при производстве высокопрочных конструкционных и быстрорежущих сталей. Важными сферами его применения являются также авиакосмическая и химическая промышленности, в частности, производство сернокислотных катализаторов.
1. Получение оксида ванадия
Оксид ванадия V2O5—красные или красно-желгые кристаллы, малорастворимые в воде. Плотность V2O5 3,36 г/см3, температура плавления 670°С. Оксид ванадия легко растворяется в щелочах с образованием ванадатов—солей ванадиевых кислот.
Чистый оксид ванадия является исходным сырьем для получения ковкого ванадия, а также применяется в качестве катализатора при производстве серной кислоты и во многих процессах органического синтеза. До 95 % полученного ванадия используется в производстве специальных сталей.
Попутное извлечение оксида ванадия возможно при переработке бокситов способом Байера и комбинированным способом Байер-спекание, а также при переработке алунитов. Содержание V2O5 в алюминиевых рудах составляет 0,025—0,15%. Извлечение V2O5 в раствор при выщелачивании достигает 65% от содержания в руде и в основном зависит от условий выщслачнвання. Iipи выщелачивании с добавкой извести извлечение V2O5 резко снижается, так как образуется малорастворимый ванадат кальция.
В растворах глиноземного производства ванадий находится в виде ванадата натрия Na3VO4. С повышением концентрации щелочи в растворе и сниженном температуры растворимость ванадата натрия уменьшается. В присутствии других солей натрия (карбонатов, сульфатов, фосфатов и фторидов) растворимость ванадата натрия в щелочных растворах также снижается. Ванадий постепенно накапливается в растворах глиноземного производства. Заметное осаждение ванадата натрия при декомпозиции вместе с гироксидом алюминия начинается при содержании в алюминатном растворе V2O5 0,5 г/л.
Ванадий извлекают из части маточного раствора, который упаривают до Na2Oк 200—250 г/л. Необходимую долю маточного раствора, подлежащую выводу из процесса для выделения ванадия, находят из условия, чтобы концентрация V2O5 в алюминатном растворе составляла 0,5—0,6 г/л. Упаренный до содержания Na2Oк 200—250 г/л маточный раствор охлаждают до 15—30 °С. При охлаждении из раствора выделяется в осадок ванадиевый концентрат, который представляет собой сложную смесь соединении ванадия, фосфора, фтора и др. Содержание V2O5 в концентрате в пересчете на сухое вещество составляет 15—18 %. Раствор отделяют от концентрата и возвращают в процесс, а из концентрата выделяют V2O5.
На отечественных заводах применяют аммиачную схему получения оксида ванадия из концентрата. Для очистки от фосфора, фтора н других примесей концентрат растворяют в воде и обрабатывают гипсом с одновременной централизацией раствора кислотой. Фосфор при этом переводится в осадок в виде Са3(РО4)2, фтор — в виде CaF2, осаждаются также примесей кремния, железа и алюминия. Из очищенного от примесей раствора с помощью хлористого аммония или сульфата аммония ванадий выделяют в осадок, который прокаливают н получают безводный оксид V2O5.
Значительная часть примесей может быть выделена из маточного раствора предварительно, при этом получается более богатый ванадиевый концентрат. Для этого упаренный маточный раствор охлаждают до 60 °С при перемешивании. В таких условиях часть соды, сульфатов, фтора и органических веществ переходит осадок, а ванадий остается в pacтвope.
2. Примеры использования извлечения ванадия из отходов промышленных производств
2.1 Ванадий из отработанных катализаторов
Катализаторы, содержащие оксиды ванадия, которые находят применение, например, для производства малеинового ангидрида путем окисления бутана кислородом, в процессе работы теряют свою активность. Для регенерации катализатора проводят обработку его восстановителями. Однако активность и селективность регенерированного катализатора довольно быстро снижаются и восстановительную обработку приходится повторять через непродолжительное время. Известен способ, согласно которому пентаксид ванадия, содержащийся в отработанном катализаторе, обрабатывают тионилхлоридом или фосгеном с получением летучего оксихлорида ванадия, который в свою очередь по известным способам снова превращают в пентаксид ванадия. Еще с большей эффективностью пентаксид ванадия может быть выделен из отработанного катализатора путем обработки четыреххлористым углеродом при температуре >100°с с последующим взаимодействием газообразной реакционной смеси с аммиаком для получения ванадата аммония.
Эти процессы не обеспечивают регенерации катализатора, они лишь позволяют селективно извлекать содержащийся в нем ванадий. В то же время они требуют расходования дополнительных химических реагентов, и при их осуществлении возникает проблема выделения или удаления как образующихся побочных продуктов, так и остатков исходного отработанного катализатора.
Процесс предназначен для регенерации дезактивированных катализаторов окисления, в частности содержащих оксид ванадия. Катализатор обрабатывают водным раствором аммиака и (или) амина при повышенной температуре, в результате чего, по меньшей мере часть катализатора растворяется, а образующийся раствор или суспензию перерабатывают известными приемами для получения катализатора с восстановленной активностью.
Катализатор, в котором весовое соотношение компонентов составляет V2Os : Р205 : СиО = 1 : 1,5 : 0,3, приготовляют в соответствии с патентом США 3 625863 из 1250 г 85 %-ного (по массе) водного раствора фосфорной кислоты, смешанного с 2100 мл воды, 686 г ванадата аммонии, раствора 800 г ацетата меди в 600 мл воды и 3000 мл 25 %-ного раствора аммиака. Катализатор используют в процессе окисления смеси бутана и бутена воздухом. Процесс проводят в трубчатом реакторе длиной 3 м и диаметром 25 мм с электрическим обогревом. Высота насыпного слоя катализатора составляла 260 см.
Через реактор подают (при нормальных условиях) 3,6 м3/ч воздуха, содержащего 38 г/м3 фракции с4, в которой ~80 % составляют н-бутилены. Температура реакции составляет 420 °с. Выход малеинового ангидрида на пропущенный бутилен равен 85 % (по массе). После непрерывной работы в течение нескольких лет выход понизился до 71 %.
Полученный дезактивированный катализатор в количестве 1000 г измельчают и обрабатывают 10 л 27 %-ного раствора аммиака в автоклавном реакторе объемом 20 л при перемешивании в течение 5 ч при =й 150 °с и давлении 2,5 МПа. В результате получают 95 % раствор дезактивированного катализатора (степень растворения 95%).
После этого реакционную смесь упаривают при 150 °с в ротационном испарителе до получения твердой пасты, которую затем высушивают при ~210°с в течение 4 ч. Сухой продукт нагревают при температуре от 200 до 450 °с, повышая температуру на 10 град/ч, в атмосфере кислорода; при ~450 °С продукт выдерживают в течение 16 ч. Полученный материал затем измельчают с получением частиц размером 40— §00 мкм и, добавляя 2 % связующего вещества — стеарата алюминия, прессуют в шарики диаметром 6 мм.
Полученный таким образом регенерированный катализатор используют для окисления фракции с4 в вышеописанном реакторе. Выход малеинового ангидрида на пропущенный бутилен вновь достигает 85 %. После 1500 ч работы выход все еще остается на уровне 84 %; снижение активности происходит не быстрее, чем при использовании заново приготовленного катализатора.
Процесс, разработанный Р. 3. Пири и Р. С. Рикардом (патент США 4 115110, 19 сентября 1978 г.; фирма ч-Ирз Сайенсез, Инк.»). Процесс извлечения соединений ванадия из углеродсодержащих ванадиевых руд и отходов, таких как отработанные ванадиевые катализаторы, включает следующие стадии: обжиг ванадийсодержащего материала в атмосфере воздуха при 600 °С для удаления основного количества органических материалов; дальнейший обжиг в кислороде при ^800 С в течение времени, достаточного для полного перевода ванадия в растворимую форму; выщелачивание полученного продукта разбавленным раствором минеральной кислоты или водой при рН = 2-7 для растворения соединений ванадия; осаждение ванадия из раствора в виде ванадата железа при добавлении растворимого соединения железа при рН = 1 + 7; получение из ванадата железа феррованадия посредством вакуумной восстановительной плавки. Перевод ванадия в растворимую форму происходит без добавления солей щелочных металлов.
Процесс, разработанный Г. Грави, Ж. Ле Гоффом и К. Гонином (патент США 4 182747, 8 января 1980 г.; фирма «Мето Спето CAi, Франция), предназначен для выделения металлических компонентов из отработанных катализаторов, закрепленных на алюминийсодержащих носителях. Процесс, в частности, применяется для извлечения таких металлов, как Al, Mo, V, Ni и Со, присутствующих в отработанном катализаторе. Процесс предусматривает перевод выделяемых металлов в летучие хлориды, которые затем подвергают разделению. Отделение А1С13 достигается при пропускании через гранулы безводного NaCl, а отделение МоС15 — при пропускании через кристаллический KCI. Данный метод может быть, в частности, использован для переработки катализаторов гидрокрекинга или гидродесульфирования.
Вследствие наличия углерода в порах катализатора происходит одновременное восстановление оксидов, например оксид алюминия и хлорирование восстановленных металлов. Сера, которая также присутствует в катализаторе в виде сульфидов металлов, по-видимому, также принимает участие в восстановлении оксидов. Однако в присутствии больших избыточных количеств углерода большая часть серы превращается в хлорид серы, который выводится вместе с отходящими газами.
Установлено, что извлечение хлоридов алюминия, молибдена и ванадия происходит с высоким выходом ~90 %. Выход зависит от условий проведения процесса; он несколько повышается при использовании избытка хлора. Обработке подвергают 1 кг отработанного катализатора на носителе — активного оксида алюминия; в состав катализатора входят соединения V, Мо, Со и Ni. Для удаления углеводородов и воды сырье сначала нагревают в токе азота при 400 °С в течение 2 ч. Обработку проводят в трубчатом реакторе длиной 600 мм и диаметром 140 мм, вращающемся вокруг горизонтальной оси; реактор имеет наружный обогрев, скорость подачи азота составляет 20 л/ч. Через 2 ч реактор охлаждают, выгружают 825 г катализатора, из которого удалены летучие продукты, большая часть которых улавливается путем конденсации. В состав летучих продуктов входит ~1/3 воды и 2/3 смеси углеводородов После списанной обработки катализатор имеет следующий состав, %: С 21; S 8,4; V 9,4; Мо 5,6; Ni 2,4; Со 1,7; Si 0,14; Al 27.
Этот катализатор хлорируют в вертикальном никелевом трубчатом реакторе высотой 500 мм и диаметром 80 мм; в результате наружного обогрева температура составляет 500—600 °С; время реакции 10 ч. Хлор подается с нижнего конца реактора со скоростью 80 л/ч. В результате получают 245 г твердого остатка, имеющего следующий состав, %; С 36; S 4,8; Со 5,6; Ni 8,1; Al 2,8; Si 0,6.
В нем содержатся лишь следы Мо и V, поскольку оба этих металла практически полностью удаляются в виде летучих хлоридов. Металлы, присутствующие в остатке, после растворения выделяют из водного раствора известными методами, например в виде гидроксидов или карбонатов.
Газовую фазу со стадии хлорирования подают в нижнюю часть колонны, заполненной гранулами хлорида натрия размером 1—2 см; температура 350 °С. Из нижней части этой колонны стекает ~ 1 кг продукта, имеющего состав AlCl3-NaCl. Остальные компоненты газовой смеси, в частности, хлориды молибдена и ванадия, не задерживаются в этой колонне и выводятся из ее верхней части.
Отходящие газы подаются в нижнюю часть вертикальной трубки высотой 40 см и диаметром 60 мм, заполненной кристаллическим хлоридом калия. Его получают путем кристаллизации из водного раствора, размеры гранул составляют 1—2 см. Здесь при температуре 400 "С хлорид молибдена сорбируется на поверхности гранул КС1. Выходящие гагы далее проходят через конденсатор, в котором при температуре 60 °С выделяется хлорид ванадия. Газы из конденсатора направляют в абсорберы для выделения хлоридов кремния и серы.
Выход молибдена, выделенного в виде хлорида, превысил 90 % от количества молибдена, содержащегося в отработанном катализаторе. Также ~90 % составил выход ванадия.
2.2 Ванадиевый катализатор из отходов процесса производства адипиновой кислоты
В процессе окисления циклогексанола и (или) циклогексанона азотной кислотой образуются значительные количества побочных продуктов, таких как янтарная и глутаровая кислоты, находящиеся в смеси с основным продуктом — адипиновой кислотой. Разделение этих продуктов в промышленности проводится с помощью хорошо известных технологических схем, включающих стадии кристаллизации, концентрирования и повторной кристаллизации. Однако получаемый в результате такой переработки маточный раствор, содержащий янтарную, глутаровую и небольшие количества адипиновой кислоты, далее разделить на индивидуальные компоненты не удается.
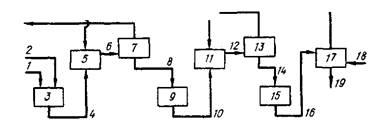
Рис. 2. Схема процесса обработки маточного раствора в производстве адипиновой кислоты для выделения металлических катализаторов и органических кислот.
В результате удаления адипиновой кислоты путем кристаллизации и испарения воды и азотной кислоты концентрация металлсодержащего катализатора в упомянутом маточном растворе значительно повышается. Таким образом, сброс этого раствора в виде отхода существенно снижает экономичность всего процесса, поскольку при этом теряются не только органические кислоты, но и значительные количества компонентов катализатора.
Способ включает обработку водного азотнокислого раствора спиртом для этерификации содержащихся в нем кислот с последующей обработкой растворителем, не смешивающимся с водой, разделение водной и органической фазы, выделение азотной кислоты и компонентов катализатора из водной фазы и выделение производных кислот из органической фазы.
Схема процесса представлена на рис. 2. Процесс экстракции этерифицированного продукта проводится непрерывно. Первый и второй экстракционные аппараты представляют собой резервуары с мешалкой. Третий экстрактор выполнен в виде насадочной колонны; подвижной здесь является водная фаза. Время контакта составляет 15—30 мин. При обработке раствора спиртом время контакта ~1 ч. Как экстракция, так и обработка спиртом обычно проводятся при повышенной температуре, >55 °С.
Маточный раствор по линии 1 подают в резервуар 3, куда по линии 2 поступает также спирт. Желательно, чтобы раствор и спирт подавались в равных объемах. Полученный раствор непрерывно подается через последовательно соединенные экстракторы, отстойники и резервуары. Одновременно соответствующий объем бензола или другого растворителя, не смешивающегося с водой, по линии 18 подается с противоположного конца системы и движется противотоком обрабатываемому раствору.
В первом резервуаре происходит этерификация кислот, присутствующих в маточном растворе, при взаимодействии со спиртом и смесь по линии 4 поступает в первый экстрактор 5, где взаимодействует с экстрагентом, поступающим по линии 21 из второго отстойника 13. Далее смесь направляют в первый отстойник 7, где происходит расслаивание, и экстракт-сырец непрерывно удаляется по линии 22.
Водная фаза из отстойника 7 по линии 8 поступает во второй резервуар 9, затем по линии 10 во второй экстрактор 11, где она смешивается с экстрагентом, поступающим из третьего экстрактора 17 по линии 20. Затем смесь по линии 12 подают во второй отстойник 13 и после расслаивания экстракт по линии 21 направляют в первый экстрактор 5, а водную фазу по линии 14 подают в третий резервуар 15 и далее по линии 16 в третий экстрактор. Свежий растворитель, не смешивающийся с водой, например бензол, вводят в третий экстрактор по линии 18. После обработки он по линии 20 поступает во второй экстрактор П. Водный раствор выводят по линии 19 для проведения дальнейшей необходимой обработки.
При осуществлении описанного непрерывного метода по линии 22 непрерывно отводится экстракт-сырец, содержащий эфиры органических кислот, а по линии 19 водный раствор, содержащий избыток спирта, воду, азотную кислоту и компоненты катализатора. Оба выделяемых раствора подвергаются дальнейшей переработке для выделения содержащихся в них компонентов.
Этот процесс обладает рядом преимуществ по сравнению с известными процессами выделения. В частности, он не требует проведения таких сложных технологических стадий как удаление азотной кислоты и воды путем упаривания, дистилляция высококипящих двухосновных кислот, добавление нелетучих кислот или других неорганических материалов, накапливающихся в системе, дорогостоящие процессы кристаллизации и фильтрования. В результате получают водный и органический растворы, не содержащие примесей.
Преимуществами описанного способа перед известными являются его простота и экономичность. Он позволяет получать дикарбоновые кислоты в виде эфиров, которые легко могут быть выделены в индивидуальном виде и далее путем гидролиза превращены в кислоты. Металлсодержащие компоненты катализатора выделяются в виде концентрированного азотнокислого раствора и могут быть непосредственно направлены для повторного использования на стадии окисления циклогексанола и (или) циклогексанона азотной кислотой.
Побочные продукты или сточные воды процесса производства адипиновой кислоты, содержащие также глутаровую, янтарную и азотную кислоты и компоненты медного и ванадиевого катализаторов, обрабатывают спиртом для этерификации двухосновных кислот. При использовании, например, н-бутанола образующиеся эфиры практически не смешиваются с водным раствором и отделяются от водного слоя, в котором содержатся компоненты катализатора. Водный раствор может быть возвращен на стадию производства адипиновой кислоты каталитическим окислением.
2.3 Ресурсосберегающая технология получения ванадия из отработанных катализаторов сернокислотного производства
Ванадий представляет собой широко распространенный элемент, имеющий важное народнохозяйственное значение и определяющий качество современной металлопродукции. Большие промышленные запасы ванадийсодержаших руд (Россия, ЮАР) и относительно невысокая стоимость ванадия дают право считать его наиболее предпочтительным металлом при выплавке экономнолегированных сталей. В наибольшей степени ванадий используют в металлургии в качестве легирующей добавки при производстве высокопрочных конструкционных и быстрорежущих сталей. Важными сферами его применения являются также авиакосмическая и химическая промышленности, в частности, производство сернокислотных катализаторов.
В странах СНГ основным природным сырьем для ванадиевой продукции являются титаномагнетитовые руды Качканарского месторождения (Россия), где концентрация оксида ванадия (V) составляет 0,14-0,17%.
Техногенными загрязнителями окружающей среды соединениями ванадия являются предприятия металлургической, химической промышленности и энергетика. На долю металлургии и химии приходятся твердые отходы: шлаки после выплавки ванадиевых ферросплавов, легирования стали ванадием и отработанные катализаторы химической промышленности. При сжигании органического топлива на тепловых электростанциях, соединения ванадия и другие вредные вещества выбрасываются в окружающую среду в газообразном, жидком и твердом виде. Соединения ванадия токсичны. Они могут поражать органы дыхания, пищеварения, систему кровообращения и нервную систему, а также вызывать воспалительные и аллергические заболевания кожи. Такое воздействие на человека связано с физико-химическими свойствами ванадия и его соединений.
Среди источников вторичного ванадиевого сырья важное место занимают отработанные катализаторы сернокислотного производства. Содержание в них ванадия в десятки раз превосходит его количество в традиционном рудном сырье - титаномагнетитовых рудах. Кроме того, для этого вида сырья не требуются затраты на добычу и его обогащение, что необходимо при переработке минерального сырья. Затраты на утилизацию содержащихся в них полезных компонентов в 2-3 раза меньше затрат на их добычу, обогащение минерального сырья и его последующую переработку. Расход топлива снижается на 10-40%, а удельные капиталовложения – на 30-50%. В целом это огромный резерв повышения эффективности. Использование традиционных технологий добычи и переработки рудного сырья приводит к образованию огромных объемом вторичных ресурсов и отходов производства.
В промышленной практике извлечение редких металлов из ОВК осуществляют как пирометаллургическими (обжиг, хлорирование), так и гидрометаллургическими способами (выщелачивание, химическое осаждение, экстракция) в различных сочетаниях. В данной работе опыты по извлечению соединений ванадия из ОВК проводили по гидрометаллургической схеме.
Характеристика отработанных сернокислотных катализаторов
Как видно, соотношение V2O4 и V2O5 в ОВК ряда заводов различное. Минимальное содержание V2O4 в пробе №3 составляет 29,7 % и доходит до 100 % в пробе № 2. Кроме того, ОВК характеризуются высоким содержанием железа (от 0,8 до 2,9 % в пересчете на Fe2O3).
Авторами были исследованы следующие факторы, оказывающие влияние на степень извлечения ванадия: концентрация реагента, время выщелачивания, температура, оптимальное соотношение Т:Ж, влияние окислителя.
Для исследований была подготовлена измельченная проба № 3 крупностью - 0,01 мм. Навеску пробы обрабатывали различными растворителями при нагревании и тщательном перемешивании. По окончании опыта раствор фильтровали и определяли в нем содержание V2O4 и V2O5, а в отвальных шламах содержание V2O5 .
В качестве растворителей использовали 5 - 25 % NaOH, H2O, аммиачные и сернокислотные растворы. Время выщелачивания составляло 0,5; 1; 2; 5 ч. Соотношение твердой фазы к жидкой составляло Т:Ж-=1:(3-10), температура выщелачивания находилась в пределах 25 - 95 °С.
С целью повышения степени извлечения ванадия из ОВК был исследован процесс окисления четырехвалентного ванадия до пятивалентного состояния. В качестве окислителя использовали 10% раствор Н2О2 . Опытами установлено, что при использовании 10 % Н2О2 степень перевода ванадия в раствор составила 87,2 - 91,3%. Кроме того, были проведены опыты по определению возможности электрохимического способа окисления ванадия.
Предварительные исследования показали, что максимальная степень перевода ванадия в раствор достигается при выщелачивании ОВК растворами серной кислоты. Поэтому дальнейшие опыты по извлечению ванадия проводили 3-7 % H2SO4.
Опытами установлено, что электрохимическое окисление ванадия из 4-х валентного состояния в 5-ти валентное происходит на 95-97 %, При концентрации V2O5 в растворе 6-8 г/л содержание в нем 4-х валентного ванадия составило 0,2-0,4 г/л.
Для отработки параметров новой гидрометаллургической технологии и выдачи исходных данных на проектирование установки по переработке отработанных катализаторов химических производств необходимо выполнить опытно-промышленные испытания на одном из предприятий, на котором применяются катализаторы.
Утилизация токсичных ванадийсодержащих отходов отработанных катализаторов позволит получить в Украине не только собственную ванадиевую продукцию на уровне лучших мировых образцов, но и в значительной мере — решить экологические проблемы.
2.4 Проблемы и способы переработки отработанных ванадиевых катализаторов сернокислотного производства
Ванадиевые катализаторы (ВК) применяются в производстве серной кислоты с 1937 г. Количество их на каждом предприятии определяется производительностью, т. е. на 1 т суточного выпуска кислоты необходимо иметь в контактном аппарате 100 кг катализатора, содержащего 10 % v2 о5 [1].
Разнообразие сырья и усовершенствования технологии производства кислоты и ВК обусловили использование различных типов ВК [2].
Барий-алюминий-ванадиевый катализатор (БАВ) соответствует формуле nV2 O5 · 12SiO2 · 0,5Al2O3 · 2K2O · 3BaO · mKCl и содержит, мас. доля, %: 8V2O5; 11K2O; 35SiO2; 28ВаО; 4Аl2O3·5Сl и 8 прочих соединений.
Сульфованадат-диатомитовая контактная масса (СВД) содержит, мас. доля, %: 6—7 V2O5; 9—10 K2O; 56—62 SiO2; 2—3 CaO; не более 5(А12Оз+ Fе2О3); 18—19 % — сульфаты (в пересчете на SO3).
Сульфованадат на силикагеле (СВС) содержит, мас. доля, %: 8 V2O5; 12K2O; 55—60 SiO2; менее 3А12О3; 10-15— сульфаты (в пересчете на SO3).
Катализаторы ИК 1—6 (Институт катализа) содержат, мас. доля, %: 9V2O5; 30K2SO4; 55-60 SiO2.
Катализатор кипящего слоя (КС) содержит, мас. доля, %: 7V2O5; 7K2O; 4-6 Al2O3; 55-60 SiO2; 16% — сульфаты (в пересчете на SO3). В процессе работы он истирается и уносится в виде пыли.
Срок службы катализаторов составляет 1—2 года на верхних полках контактного аппарата и 4—5 лет — на нижних слоях. Снижение каталитической активности происходит вследствие перехода значительной части ванадия в четырехвалентное состояние и изменения пористой структуры носителя при нарушении теплового режима работы ВК, а также в результате накопления контактных ядов — мышьяка, сульфата железа (II), тумана серной кислоты, потери части ванадия в виде летучих соединений, образующихся с некоторыми компонентами газа при некачественной газоочистке.
Отработанные ванадиевые катализаторы (ОВК) содержат хорошо растворимые высокотоксичные соединения ванадия, серной кислоты, мышьяка, и поэтому их необходимо захоранивать в герметичных могильниках. Состав ОВК зависит от многих факторов типа использованного катализатора, состава перерабатываемого сырья, качества газоочистки, места и длительности пребывания в контактном аппарате, длительности и условий хранения после выгрузки из контактного аппарата. Высокая ценность основных компонентов ОВК бесспорна, а утилизация целесообразна. Отсутствие переработки ОВК наносит большой экологический вред региону, где их зачастую захоранивают с нарушением правил, а то и просто выбрасывают.
Предложено несколько гидрометаллургических технологий переработки ОВК, часть из которых испытана в полупромышленном масштабе и даже построен цех на Украине по технологии, предложенной И. В. Винаровым с сотрудниками [5, 6]. Технология оказалась весьма сложной. Она предусматривает первичное выщелачивание 2М H2 So4 при 105—110°С и три водных промывки нерастворимого носителя. После сушки при 200 °С и прокалки при 600 °С носитель возвращается в производство свежего катализатора. Ванадийсодержащие кислые растворы нейтрализуют аммиаком до рН = 2,8 для проведения цементации мышьяка на медной стружке для его отделения. Очищенный раствор нейтрализуют аммиаком до рН = 8,5, окисляют ванадий пероксидом водорода и при температуре 90 °С осаждают первичный концентрат, который после сушки и прокалки содержит 40 % V2O5. Его кипятят с водой при Ж : Т = 2 в течение 1 ч, дважды промывают и сушат. Готовый продукт содержит 90 % пентоксида ванадия. Такая технология оказалась нерентабельной, хотя и позволяет получать довольно чистые продукты. Образующиеся сульфаты калия и аммония пригодны лишь в качестве удобрений.
Технология предусматривает восстановительное выщелачивание в присутствии металлического железа, осаждение четырехвалентного ванадия щелочью или аммиаком, окисление ванадия пероксидом водорода в пульпе, очистку от примесей, гидролитическое осаждение пентоксида ванадия, его сушку и прокалку. Ванадий теряется на стадии очистки от примесей из-за образования труднорастворимых ванадатов железа. Использование пероксида водорода в качестве окислителя (требуется 2—3-кратный избыток) вряд ли экономически оправданно.
Такое восстановительное выщелачивание позволяет максимально извлечь ванадий из ОВК. В качестве окислителя предлагается использовать газообразный хлор из баллона или барботаж воздухом в щелочной среде (рН=8,5—9,0). Технология оказалась эффективной, извлечение ванадия составило 85 %, а содержание в продукте пентоксида ванадия — 80 % .
Только экономически выгодной технологией можно решить проблему утилизации ОВК. Поэтому рекомендации приближения переработки к месту использования ВК и производства их позволяют резко снизить затраты на сырье, технологическое тепло, водоснабжение и, главное, будут исключены операции по подготовке готовой продукции к перевозке и доставка ее. Наряду с этим предлагаемая технология должна быть надежной, простой, с минимальными затратами на сырье.
Исходя из состава ОВК и учитывая многочисленные исследования по выщелачиванию, в качестве растворителя выбрали воду. При взаимодействии с водой пиросульфата калия образуется серная кислота, которая способствует переходу не только сульфата ванадила, но и частично пятивалентного ванадия. Поскольку пятивалентный ванадий плохо растворим в кислотах, то добавление восстановителя для ванадия повысит степень его извлечения. Наряду с этими процессами сульфат калия переходит в бисульфат, и растворимость его повышается в пять раз. Поэтому первую стадию водного выщелачивания необходимо проводить при таких отношении Ж : Т и температуре, чтобы в раствор перешли максимально ванадий и практически полностью сульфат.
Для более полного отмывания носителя операцию водного выщелачивания повторяют, но фильтрат используют на первом выщелачивании.
Полученный кислый (рН < 1) почти насыщенный сульфатами раствор содержит до 20 г/л ванадия и большую часть (около 80 % находящегося в ОВК) мышьяка. Наиболее рациональный способ окисления ванадия в кислом растворе — это электролиз. Чтобы избежать возможности образования арсина (НзАs), рекомендована оригинальная конструкция трехкамерного электролизера. В нем две катодные камеры, заполненные 5 %-ным раствором сульфата калия, отделены от анодной ионитовыми мембранами типа МА-41. Анодом служит либо платиновая сетка, либо платинированный титан. Катоды из нержавеющей стали.
Такой способ окисления ванадия экономичен. Экологически чист, позволяет сохранить в растворе кислоту и сульфаты и дает возможность осаждать ванадий простым нагреванием. Для получения более чистого осадка в раствор добавляют затравку — кристаллический пентоксид ванадия, а осаждение — кристаллизацию — ведут при низких значениях рН = 1—1,5, чтобы в осадок не переходил мышьяк, находящийся в растворе в виде недиссоциированной мышьяковой кислоты НзАs04.
Отмытый водой носитель — кремнезем или диатомит—подвергают обработке раствором КОН при Х:Т= 1 и температуре 90°С в течение одного часа. При низких концентрациях КОН в раствор переходят только оставшиеся ванадий и мышьяк, а при более высоких (больше 12— 17 %) растворяется аморфный кристобалит, содержание которого в кремнеземе бывает больше 30 %. После такой обработки чистый носитель можно использовать в качестве добавки к силикагелю или диатомиту при производстве свежего катализатора или готовить катализатор на его основе.
Щелочным раствором нейтрализуют до рН = 3 кислый маточный раствор после отделения осадка ванадия. Для этой же цели используют отработанный католит. Образующийся осадок содержит гидроксиды и арсенаты, т. е. основные вредные примеси, а также небольшое количество кремниевой кислоты. Если в этом осадке окажется много сульфата калия, то его следует отмыть на фильтре горячей водой. Полученное небольшое количество осадка, содержащего мышьяк, захоранивают.
Остатки щелочного раствора и отработанный катилит объединяют с очищенным кислым раствором для перевода остатков бисульфата калия в гораздо менее растворимый сульфат калия. Затем смесь охлаждают и кристаллизуют сульфат калия, который отделяют и используют для приготовления католита и свежего катализатора.
В этом случае, если технология будет реализована вдали от заводов-изготовителей катализаторов, то операцию приготовления пропиточного раствора можно заменить выпаркой маточного раствора после кристаллизации K2SO4 досуха. Получаемый при этом твердый остаток пригоден для изготовления свежего катализатора, а конденсат будет использован для выщелачивания в данной технологии.
В целом технология практически безотходная. Осадок, содержащий мышьяк в виде труднорастворимого арсената, настолько незначителен, что проблем с захоронением его не возникает.
Литература
1. Боресков Г. К. Катализ в производстве серной кислоты.— М.: Госхимиздат, 1954.— С. 175.
2. Технология катализаторов/Мухленов И. П., Добкина Е. И., Дерюшкина В, И., Сороко В. Е.— Л.: Химия, 1989.
3. Ажихина Ю. В., Серегин А. Н., Рудин В. Н. Металлургическая технология переработки отработанных ванадиевых катализаторов сернокислотного производства//Тез. докл. VII Всерос. Совещ. 16—20 сентября 1996 г., Пермская обл., г. Чусовой.— С. 46.
4. Сирина Т. П., КрасненкоТ. И. Технология переработки ОВК, получающихся при производстве серной кислоты//Тез. докл. VII Всерос. совещ. 16—20 сентября 1996 г., Пермская обл., г. Чусовой.— С. 78.
5. А. с. 1162093 СССР. МКИ В 01 F 23/92. Способ извлечения V2O5 из ОВК/Авт. изобрет. И. В. Винаров, Р. Г. Янкелевич, О. В. Владимирова, И. В. Починок.— Опубл. 23.05.90. Бюл. № 19.
6. Регенерация ценных компонентов отработанного катализатора окисления SO2 — СВД/Винаров И. В., Владимирова О. В., Починок И. В., Янкелевич Р. Г. // Комплексное использование минерального сырья.— 1992.— № 6 (168).— С. 77.
7. Киселев К. А., Велитиченко В. Л., Рыльков С. А. Разработка экономичной технологии извлечения V2O5 из отработанных ванадиевых катализаторов//Тез. докл. VII Всерос. совещ. 16—20 сентября 1996 г., Пермская обл., г. Чусовой.— С. 69.
8. Комплексная утилизация отработанных ванадиевых катализаторов сернокислотного производства/Терлихбаева А. Ж., Фильцев Ю. Н., Козлов В. А. и др.//Комплексное использование минерального сырья.— 1994.— № 3 (183).— С. 87.
9. Технология комплексной утилизации отработанных ванадиевых катализаторов сернокислотного производства/Козлов В, Н., Рабинович Е. М., Ахметова К.Ш. и др.//Тез. докл. VII Всерос. совещ. 16—20 сентября 1996г., Пермская обл., г. Чусовой.— С. 64.
10. Безруков И. Я., Кляйн С. Э. Проблемы переработки отработанных ванадиевых катализаторов производства серной кислоты//Тез. докл. VII Всерос. совещ. 16—20 сентября 1996 г., Пермская обл., г. Чусовой.— С. 79.
11. Безруков И. Я., Кляйн С. Э. Переработка отработанных ванадиевых катализаторов сернокислотного производства//Химия твердого тела и новые материалы. Всерос. конф., г. Екатеринбург, 14—18 октября 1996 г.: Сб. докл.— 1996.— Т. 2.— С. 225.
|