| Введение
Фасонные резцы классифицируются:
1.По форме: стержневые, призматические, круглые. Стержневые резцы можно установить в резцедержатель универсального станка. Недостатком их является уменьшение высоты рабочей части после переточки, компенсируемое подналаживанием. Призматические фасонные резцы имеют большое число переточек. Их вершину в осевой плоскости заготовки устанавливают регулировочным винтом. Задний угол у этих резцов получают при заготовке их в специальных резцедержателях под углом а=10…12 град. Крепление и базирование резца в резцедержателе осуществляется с помощью хвостовика типа ласточкин хвост. Недостаток призматического резца – невозможность обработки внутренних фасонных поверхностей. Круглые резцы применяют для обработки как наружных, так и внутренних поверхностей. Они более технологичны чем призматические, так как представляют собой тела вращения и допускают большое число переточек и стачиваются до остаточной по условию прочности величины. Задние углы у круглых резцов получают их установкой выше осевой плоскости заготовки в специальных резцедержателях. Базируют резец в резцедержателе по отверстию и торцу, а вершину в осевой плоскости изделия устанавливают путем поворота резца вокруг оси.
2.По установке относительно заготовки: радиальные и тангенциальные. Вершина радиального резца устанавливается в осевой плоскости заготовки, а подача осуществляется в направлении ее оси. Радиальный резец образует весь профиль заготовки одновременно. В результате на заготовку действуют значительные силы резания, которые могут привести к деформированию заготовки и появлению вибрации. Вершина тангенциального резца устанавливается по касательной к минимальному радиусу обрабатываемой детали. Передняя поверхность расположена под углом по отношению к оси заготовки, обеспечивая не одновременное, а постепенное профилирование изделия. Вследствие этого резко снижается сила резания и уменьшается вероятность появления вибрации. Тангенциальными резцами можно обрабатывать нежесткие заготовки большой длины.
Шлицевые червячные фрезы имеют фасонную производящую поверхность, на которой расположены зубья. Форма и размеры производящей поверхности зависит от формы и размеров обрабатываемой поверхности, кинематики процесса фрезерования и расположения оси фрезы относительно детали. Они широко используются в промышленности, как на универсальных, так и на специальных фрезерных станках. Такие фрезы обеспечивают высокую производительность, непрерывность процесса резания и перетачиваются по передней поверхности.
Основные особенности:
Наличие только одного главного движения, движения подачи, компенсирующего подъемом подачи на зуб.
Малая ширина и большая длина срезаемого слоя.
В процессе резания одновременно участвует несколько зубьев.
Совмещение черновой, чистовой и отделочной работ.
Точность обработки определяется точностью исполнения инструмента.
Припуск при протягивании ограничен длиной и ее размерами, а так же величиной хода протяжного станка. При недостаточной длине протяжки и длине хода, обработка осуществляется комплектом протяжек.
Протяжки имеют высокую стойкость между переточками
Рентабельность обеспечивается в массовом и крупносерийном производстве.
Недостатки:
При внутреннем протягивании обработка происходит внутри заготовки, стружка формируется в замкнутом пространстве канавки, что затрудняет ее образование и отвод и может привести к заклиниванию и ломке зуба.
Затруднен подвод СОЖ.
Невозможность наблюдения за процессом.
При генераторной схеме резания легче изготовлять и перетачивать зубья. Фасонные резцы применяют для обработки деталей с различной формой образующей. По сравнению с обычными резцами они обеспечивают идентичность формы, точность размеров детали, которая зависит в основном от точности изготовления резца, высокую производительность, благодаря одновременной обработке всех участков фасонного профиля детали и большую экономию времени (машинного). Резцы удобны в эксплуатации благодаря простоте переточки по передней поверхности. Фасонные резцы используют на токарных и револьверных станках, автоматах и полуавтоматах. Резцы проектируют для обработки конкретной детали и их применение экономически оправдано при крупносерийном и массовом производстве.
Червячная фреза
Червячные фрезы применяют для черновой и чистовой обработки цилиндрических зубчатых колёс наружного зацепления с прямым, винтовым и шевронным зубом, шлицевых валов, червячных колёс и колёс внутреннего зацепления.
Червячные фрезы относят к группе обкаточных многолезвийных инструментов с конструктивным движением обката, т.к. режущие кромки их зубьев расположены на винтовой поверхности. По сравнению с долбяком и гребёнкой червячная фреза имеет значительно большую производительность, т.к. процесс резания происходит непрерывно. Аналогично долбяку и гребёнке одна червячная фреза может обрабатывать колёса с любым числом зубьев данного модуля.
Основной недостаток червячной фрезы – достаточно высокая шероховатость обрабатываемых поверхностей, т.к. необходимый профиль образуют ограниченное число зубьев. У червячной фрезы, в отличии от долбяка невозможно регулировать число двойных ходов, а следовательно качество обработки.
1. Резец фасонный
2.1 Исходные данные
Рисунок 17, вариант 3
Тип резца – круглый.
Марка материала прутка – Сталь А40Г, σв = 675 МПа.
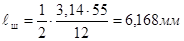
Рисунок 2.1 – Обрабатываема деталь 2.2 Расчёт резца
Высотные размеры профиля:
 ; (1) ; (1)
 ; ;
Определим габаритные и конструктивные размеры резца по таблицам 1 и 3, 2.
D =70 мм; d =22 мм; d1 =34мм; d2 =35 мм; b =17 мм; l2 =4мм.
Углы передний g = 20°, задний a=10°
Рассчитаем высоту заточки резца Н и высоту установки резца h:


Определим высотные размеры профиля резца вдоль передней поверхности.
 (2) (2)

 (3) (3)

Определим высотные размеры профиля для узловых точек в сечении, перпендикулярном задней поверхности резца:
 (4) (4)



 (5) (5)

Таблица 1 - Высотные размеры профиля
| Номер
Узловой
точки
|
Высотные размеры профиля,мм
|
| На детали
|
На резце
|
| Аналитический
расчёт
|
Графический
расчёт
|
| 2
|
6
|
5.22
|
5.15
|
| 3
|
12
|
9.89
|
9.74
|

Рисунок 2.2 – Схема взаимного расположения детали и круглого фасонного резца
Дополнительные режущие кромки, подготавливают отрезку детали от прутка. Высота кромок не больше высоты профиля резца, ширина равна ширине режущей кромки отрезного резца.

Для уменьшения трения резца о заготовку на участках профиля перпендикулярных оси детали затачиваем угол равный 3°.
Размер LР определяем по длине детали и ширине дополнительных режущих кромок резца:
LР = lg + f + b + C1 +C2 = 45+ 3 + 4 + 2 + 1= 55 мм; (6)
Определим размеры внутреннего отверстия:
l1 = 0,25 LР = 0,25* 55= 13.75мм; (7)
l = LР - l1 = 55-13.75 = 41.25 мм; (8)
l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9)
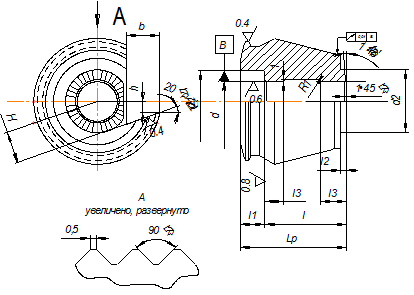
Рисунок 2.3 – Резец фасонный круглый
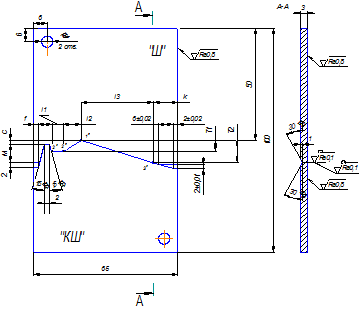
Рисунок 1.4-Шаблон и контршаблон
2. Проектирование и расчёт фасонной протяжки
Исходные данные: рисунок 14, вариант 3.
Размеры обрабатываемого отверстия:
d =30 мм, D =39 мм, D =0,04 мм, lд =45 мм,
Материал заготовки: сталь 20  , HB 156. , HB 156.

Рисунок 2.1 Профиль обрабатываемого отверстия
Расчет конструктивных элементов протяжки
Диаметр хвостовика
 (13) (13)
где  - минимальный диаметр отверстия под протягивание, мм. - минимальный диаметр отверстия под протягивание, мм.
Принимаем стандартное значение по табл. 1 [2] 
По ГОСТ 4044-70 принимаем основные размеры хвостовика и шейки
D1’ =22 мм, D2 =27,5 мм, l0 =160 мм, lX =140 мм, l1 =16 мм, l2 =25 мм, R1 =0,3мм, R2 =1,0 мм, C=1,0 мм, a =30°
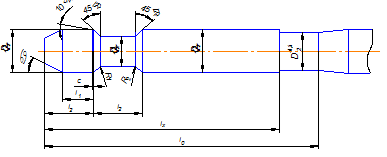
Рисунок 2.2 Размеры хвостовика протяжки.
Переходный конус

Диаметр и длина передней направляющей части
 . Предельное отклонение по e8. (14) . Предельное отклонение по e8. (14)
 , так как , так как  (15) (15)
где  - длина протягиваемого отверстия, мм; - длина протягиваемого отверстия, мм;
 - диаметр отверстия, получаемого после протягивания, мм. - диаметр отверстия, получаемого после протягивания, мм.
Форма и размеры зубьев режущей части
Главные режущие кромки зубьев имеют форму дуг концентрических окружностей, диаметр которых Di постоянно увеличивается от первого зуба к последнему. Вспомогательные режущие кромки двух зубьев имеют прямолинейную форму в зависимости от профиля обрабатываемой детали.
Величины углов в нормальном сечении по главной режущей кромке для стали 20 (НВ=156). g=17 a=3 a=3
Предельные отклонения углов по ГОСТ 16492-70 Dg=+2° -1° Da=+30’
Для уменьшения трения на вспомогательных режущих кромках делают угол равный 1 o, располагающий позади ленточки шириной 0,8…1 мм.
Для обработки заготовки принимаем зубья с криволинейной спинкой.
Ориентировочные размеры режущих зубьев и расположенных между ними стружечных канавок могут быть определены следующим соотношением:
 ; ;  (16) (16)
 ; ;  (17) (17)
C=(0,3…0,35)t=0,35*10=3,5 мм
 ; ;  (18) (18)
 ; ;  (19) (19)
Диаметр первого зуба протяжки
 (20) (20)
где  - диаметр передней направляющей части, мм. - диаметр передней направляющей части, мм.
Диаметр последнего зуба режущей части протяжки
 (21) (21)
где  - диаметр калибрующих зубьев протяжки, мм. - диаметр калибрующих зубьев протяжки, мм.
 (22) (22)
где  - диаметр отверстия, получаемого после протягивания, мм; - диаметр отверстия, получаемого после протягивания, мм;
 - предельное отклонение диаметра D по чертежу, мм; - предельное отклонение диаметра D по чертежу, мм;
 - величина разбивания отверстия. - величина разбивания отверстия.
Диаметры промежуточных зубьев режущей части протяжки между первым и последним получают последовательным прибавлением к диаметру первого зуба удвоенного значения толщины срезаемого слоя одним зубом 2а.
Диаметр 2-го зуба  (23) (23)
Диаметр 3-го зуба  и т. д. и т. д.
Предельные отклонения диаметра последнего режущего и калибрующих зубьев по ГОСТ 16492-70 равно –0,02 мм.
Определение толщины срезаемого слоя
Фасонные протяжки срезают припуск на заготовке, как правило, по генераторной схеме резания. Толщина срезаемого слоя  равна разности высот и полу разности диаметров каждой пары сменных режущих зубьев. Ширина срезаемого слоя равна разности высот и полу разности диаметров каждой пары сменных режущих зубьев. Ширина срезаемого слоя  равна длине главной режущей кромке зуба протяжки. Режущая кромка первого зуба окружность, следовательно: равна длине главной режущей кромке зуба протяжки. Режущая кромка первого зуба окружность, следовательно:
 (24) (24)
Режущие кромки последующих зубьев - дуги концентрических окружностей, поэтому ширина срезаемого слоя одним зубом равна сумме длин дуговых участков главной режущей кромки данного зуба, т.е.:
 (25) (25)
где b – длина одного дугового участка на режущей кромке данного зуба;
n – число дуговых участков на режущей кромке зуба.
Длина дуговых участков режущей кромки уменьшается при увеличении диаметра от d до D,т.е. от первого зуба к последнему на режущей части протяжки. Сила резания при протягивании зависит от площади срезаемого слоя Р=f(a×b), поэтому для сохранения постоянной силы P за весь период протягивания отверстия пропорционально уменьшению b увеличивают толщину срезаемого слоя а, т. е. стремятся получить постоянной величину площади срезаемого слоя.
Определяем толщину срезаемого слоя
Определим общий припуск на протягивание
 (26) (26)
Разделяем произвольно величину А на 4 ступени и устанавливаем диаметры ступеней.
d1=d=30 мм;
d2=32 мм;
d3=34 мм;
d4=35 мм;
D=39,3 мм.
Припуск первой ступени от d1 до d2 срезают зубья первой секции режущей части протяжки, припуск второй ступени от d2 до d3 срезают зубья секции номер два, припуск третьей ступени от d3 до d4 срезают зубья секции три, припуск четвёртой ступени от d4 до D срезают зубья секции 4.
Принимаем постоянной величину, а в пределах каждой ступени, но разной на отдельных ступенях: наименьшая - на первой, наибольшая - на последней ступени.
Определяем толщину срезаемого слоя на первой ступени  из условия прочности протяжки по впадине первого зуба. из условия прочности протяжки по впадине первого зуба.
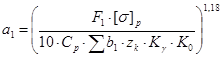 (27) (27)
где  - площадь сечения во впадине первого зуба протяжки, - площадь сечения во впадине первого зуба протяжки,  ; ;
 (28) (28)
 - допускаемое напряжение деформации растяжения в материале режущей части протяжки, МПа. Для стали Р6М5 - допускаемое напряжение деформации растяжения в материале режущей части протяжки, МПа. Для стали Р6М5  , твёрдость HRCэ 63…66; , твёрдость HRCэ 63…66;
 - длина режущей кромки первого зуба протяжки, мм; - длина режущей кромки первого зуба протяжки, мм;
 - число зубьев протяжки участвующих одновременно в резании; - число зубьев протяжки участвующих одновременно в резании;
 (29) (29)
t - Шаг зубьев на режущей части протяжки;
 - коэффициенты, принимаемые по табл. 4,5 [2]. - коэффициенты, принимаемые по табл. 4,5 [2].

 - обработка с эмульсией. - обработка с эмульсией.

Принимаем  0,09 мм 0,09 мм
Определяем толщину срезаемого слоя на второй  и последующих ступенях из условия и последующих ступенях из условия

  …. ….  (30) (30)
где  - суммарная ширина срезаемого слоя первым зубом каждой ступени. - суммарная ширина срезаемого слоя первым зубом каждой ступени.
 (31) (31)
где  - длина дугового участка режущей кромки первого зуба каждой - длина дугового участка режущей кромки первого зуба каждой
ступени (секции), измеряемая на диаметре данной ступени;
 - число дуговых участков. - число дуговых участков.
Величину определяем путём математического определения угла 
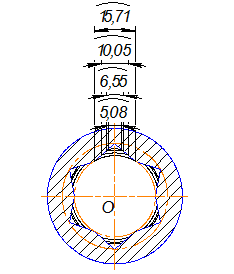
Рисунок 2.3 Схема построения математической модели для определения угла .







Найдём значение диаметров зубьев на каждом участке, воспользовавшись формулой (23). Полученные значения занесём в таблицы.
Таблица 2 Диаметры зубьев на участке 1.
| Номер зуба
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
| Диаметр зуба
|
30
|
30,18
|
30,36
|
30,54
|
30,72
|
30,9
|
31,08
|
| Толщина среза
|
0,09
|
| Номер зуба
|
8
|
9
|
10
|
11
|
12
|
13
|
| Диаметр зуба
|
31,26
|
31,44
|
31,62
|
31,8
|
31,98
|
32,16
|
Таблица 3 Диаметры зубьев на участке 2.
| Номер зуба
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
| Диаметр зуба
|
32,44
|
32,72
|
33,00
|
33,28
|
33,56
|
33,84
|
34,12
|
| Толщина среза
|
0,14
|
Таблица 4 Диаметры зубьев на участке 3.
| Номер зуба
|
1
|
2
|
| Диаметр зуба
|
34,56
|
35,00
|
| Толщина среза
|
0,22
|
Таблица 5 Диаметры зубьев на участке 4.
| Номер зуба
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| Диаметр зуба
|
35,56
|
36,12
|
36,68
|
37,24
|
37,8
|
38,36
|
38,92
|
39,03
|
| Толщина среза
|
0,28
|
0,055
|
Проверяем возможность размещения стружки в канавке между зубьями при срезании протяжкой максимальной толщины срезаемого слоя.
 (31) (31)
где  - коэффициент заполнения стружечной канавки, по табл. 6 [2] - коэффициент заполнения стружечной канавки, по табл. 6 [2]

 - условие не выполняется. - условие не выполняется.
Принимаем удлинённую форму стружечной канавки и определяем её размеры с учётом размещения в ней стружки на один рабочий ход зуба. Расчёт ведём в сечении перпендикулярном к режущей кромке.
 (32) (32)
где  - активная площадь удлинённой стружечной канавки, - активная площадь удлинённой стружечной канавки,
 - Площадь срезаемого слоя, - Площадь срезаемого слоя, 
 (33) (33)
 (34) (34)

 (35) (35)
Принимаем  12,5 мм 12,5 мм
Проверка прочности протяжки на разрыв по шейке хвостовика
 (36) (36)
где Р - сила резания при протягивании, Н
 (37) (37)
 (38) (38)
где  - диаметр шейки хвостовика, мм; - диаметр шейки хвостовика, мм;
 - допускаемое напряжение при деформации растяжения в материале - допускаемое напряжение при деформации растяжения в материале
хвостовика, МПа. Для стали 40 ГОСТ4543-71 

Так как условие не выполняется, то в качестве материала хвостовика принимаем сталь Р6М5 ГОСТ 19265-73  , HRCэ 63…66. , HRCэ 63…66.
 - условие выполняется - условие выполняется
Проверка протяжки по тяговой силе протяжного станка
 (39) (39)
где Q - номинальная тяговая сила протяжного станка. Выбираем по табл 7 [2]
Выбираем модель станка 7Б56 с максимальной длиной рабочего хода каретки 1600 мм и номинальной тяговой силой Q=200 кH.
114776 <0,9×200000=180000 H
Стружкоделительные канавки на режущих зубьях протяжки.
Канавки делают на зубьях, имеющих длину режущей кромки 5...10 мм и размещают их в шахматном порядке. Так как длина режущих кромок не превышает 10 мм, то канавки не предусматриваем на всех зубьях, кроме первого.

Калибрующая часть протяжки.
Состоит из пяти зубьев одинакового диаметра, равного диаметру последнего режущего зуба. Стружечные канавки имеют такую же форму и размеры, как и на режущей, части протяжки. Шаг калибрующих зубьев принимают равным шагу режущих зубьев.
Передний угол  принимают равным принимают равным  , так как при эксплуатации протяжки в результате переточек затупившихся зубьев происходит постепенный переход калибрующих зубьев в режущие. , так как при эксплуатации протяжки в результате переточек затупившихся зубьев происходит постепенный переход калибрующих зубьев в режущие.
Задний угол имеет небольшую величину по сравнению с режущими зубьями  . Это вызвано необходимостью обеспечить медленное уменьшение диаметральных размеров зубьев при переточках. . Это вызвано необходимостью обеспечить медленное уменьшение диаметральных размеров зубьев при переточках.
Заднюю направляющую часть у гранных и фасонных протяжек выполняют цилиндрической. Диаметр задней направляющей части:
 . Предельное отклонение . Предельное отклонение  по f 7. по f 7.
Длину задней направляющей части принимаем по таблице 8 [2]

3. Проектирование и расчет червячной фрезы
Исходные данные: Вариант 3.
Таблица 2.1- Размеры шлицевого вала
| z dD dD
|
b,мм
|
d1min, мм
|
аmin, мм
|
fном, мм
|
fоткл, мм
|
rmax, мм
|
| 62832
|
7
|
26,7
|
4,03
|
0,3
|
+0,2
|
0,2
|
Исполнение шлицевого вала – В.
Вид инструмента – промежуточный.
Базирование происходит по наружному диаметру.
Обозначение вала – D - 62832Н8/е87D9/h8;
6-число шлицев;
28- внутренний диаметр d, мм;
32- наружный диаметр D, мм;
7- ширина шлица b,мм.
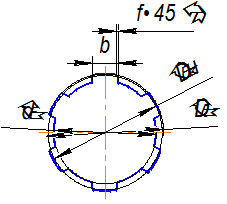
Рисунок 2.1-Профиль торцового сечения шлицевого вала при центрировании по наружному диаметру
3.2 Расчет размеров вала
Наружный диаметр:
 (1) (1)
где  - максимальная величина наружного диаметра; - максимальная величина наружного диаметра;
 - минимальная (номинальная) величина фаски. - минимальная (номинальная) величина фаски.
Внутренний диаметр:
 (2) (2)
где  - номинальный внутренний диаметр; - номинальный внутренний диаметр;
P - припуск на последующую обработку по таблице 2 [3].
Ширина шлица:
 (3) (3)
где  - номинальная ширина шлица. - номинальная ширина шлица.
Диаметр начальной окружности:
 (4) (4)
3.3 Конструктивные элементы фрезы
Определим профиль боковой стороны зубьев фрезы аналитическим методом.
Определим расчетную величину шлица:
 , (5) , (5)
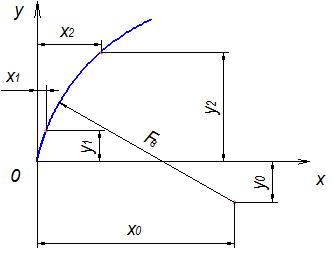
поэтому заменяем теоретическую кривую одной дугой окружности радиуса R0 c координатами (x0, y0) по формулам:
 (6) (6)
где
 (7) (7)
 , (8) , (8)
где  - соответственно координаты точек т1 и т2 по середине профиля и у вершины зуба. - соответственно координаты точек т1 и т2 по середине профиля и у вершины зуба.
Рисунок 3.2 - Профиль боковой стороны зуба фрезы Ординаты т1 и т2:
 (9) (9)
Абсциссы т1 и т2:
 (10) (10)
где
 (11) (11)
 (12) (12)
 (13) (13)
Подставим значения:

  ; ;
 ; ;
 ; ;
 ; ;
 . .
Максимальная погрешность замены в точках a и b:
 (14) (14)
где Fa,и Fb – радиусы в точках a и b:
 (15) (15)
где  - координаты точек a и b: - координаты точек a и b:
 (16) (16)
 (17) (17)
Углы обката т. a и b в радианах:
 (18) (18)
 (19) (19)

 ; ;
 ; ;
 ; ;
 ; ;


 ; ;
 ; ;
 ; ;

Погрешность считается допустимой, если:

где TD – допуск на наружный диаметр.

 . .
т.к. 0.00091<0,026 (мм) погрешность замены допустимая.
Толщина зуба фрезы по начальной прямой:
 ; (20) ; (20)
где n =6 – число шлицев.
 . .
Шаг зуба в нормальном сечении:
 . (21) . (21)
Смещение уступа от начальной прямой
 . (22) . (22)
Угол уступа y=35°
Ширина:
С = 2×f = 2×0,3 = 0,6 мм (23)
Высота
 (24) (24)
Размеры канавки для выхода шлифовального круга при затыловании канавки:
Радиус r = 1 мм
Ширина
 (25) (25)
Глубина h3 = 1,5 мм
Высота зуба фрезы:
hO =  (26) (26)
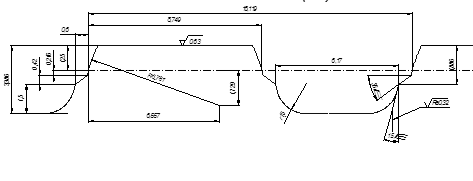
Рисунок 3.3 - Профиль зуба в нормальном сечении
3.4 Геометрия фрезы
Передний угол g = 0°
Задний угол ab = 11°
На боковых сторонах:
 ; (27) ; (27)
 (28) (28)
 ; ;
 . .
Значение бокового угла ad в пределах допустимого.
3.5 Расчет конструктивных и габаритных размеров фрезы
Фреза однозаходная, направление витков правое.
Угол подъема витка t = 6°
Направление передней поверхности зуба левое.
Ориентировочный наружный диаметр:
 ; (29) ; (29)
Принимаем Deu =55 мм.
Число зубьев Z = 12
Величина затылования:
 (30) (30)
тогда округлим до К=2,5 мм
К1 =(1,2…1,7)*К=1.4* 2,5 =3,5 мм. (31)
Размеры канавки для выхода стружки
 (32) (32)
Угол канавки q=30°
Длина шлифованной части задней поверхности зубьев фрезы:
 ; (33) ; (33)
Шаг витков фрезы в осевом сечении:
 . (34) . (34)
Длина наружной части фрезы:
 (35) (35)
Общая длина фрезы
 ; (36) ; (36)
где  - длина буртика - длина буртика
 . .
Диаметр цилиндрической части буртика:
 . (37) . (37)
Средний расчетный диаметр:
 . (38) . (38)
Угол наклона стружечной канавки:
w = t = 6°. (39)
Шаг стружечной канавки:
 . (40) . (40)
Диаметр посадочного отверстия:
 ; (41) ; (41)
 . .
Принимаем стандартное  = 27 мм. = 27 мм.

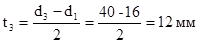
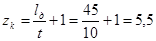
Рисунок 3.4 – Фреза червячная шлицевая
Литература
1.Методические указания по “РИ и ИОАП”. Разделы: ”Резцы фасонные”, ”Протяжки фасонные”, “Расчет червячных фрез для нарезания валов с прямобочными шлицами”.
2.Металлорежущий инструмент Г.Н.Сахаров, О.Б. Арбузов, Ю.Л.Боровой и др.-М.: Машиностроение,1989 г.
3.Щеголев А.В. Конструирование протяжек. М. Машиностроение, 1960г.
4.Г.Н. Кирсанов. Руководство по курсовому проектированию металлорежущих инструментов М.: Машиностроение, 1986г.
Заключение
В данном курсовом проекте мы изучили основы проектирования металлорежущего инструмента и его элементы. Проектирование режущих инструментов является одним из главных направлений в машиностроении. От качества и надежности, работоспособности режущих инструментов, применяемых в машиностроении, в значительной мере зависит качество и точность, получаемых деталей, производительность процесса обработки. При проектировании режущих инструментов необходимо знание теоретических основ конструирования и расчета инструментов, нужно уметь правильно определять лучшие для данных условий обработки конструктивные элементы инструментов и создавать оптимальную их конструкцию, учитывая условия эксплуатации, знать основные направления их совершенствования, пути повышения надежности и эффективности, представлять себе возможные направления и перспективы развития режущего инструмента.
|