Федеральное агентство по образованию Российской Федерации
Вологодский государственный технический университет
Кафедра Э и ТПП
Курсовой проект по дисциплине
Разработка технологии производства
Разработка ресурсосберегающего технологического процесса изготовления детали «втулка» методом порошковой металлургии
Выполнил: ст. гр. МЭТ-21
Житков П.А.
Вологда
2009
Содержание
Введение
1. Информация к проектированию технологического процесса
1.1 Термическая обработка пресс-формы
1.2 Технология режима обработки резанием
1.3 Схема пресс-формы
3. Классификация детали по группе сложности
4. Расчет состава шихты аналитическим способом
5. Определение массы навески порошков
6. Разработка схемы участка порошковой металлургии
6.1 Выбор пресса
6.2 Выбор печи для спекания
Заключение
Список используемых источников
Введение
Наблюдающийся в настоящее время рост объема производства заготовок из порошков связан с возможностью увеличения коэффициента использования материала и специфическими свойствами порошковых деталей. Порошковая металлургия находит все новые области применения. Детали автомобилей, мотоциклов, бытовых приборов — это только некоторые примеры из широкого многообразия изделий из порошковых материалов.
Порошковая металлургия имеет следующие достоинства, обусловившие ее развитие.
1) Возможность получения таких материалов, которые трудно или невозможно получать др. методами. К ним относятся: некоторые тугоплавкие металлы ( сплавы и композиции на основе тугоплавких соединений (твердые сплавы на основе карбидов и др.): композиции и т. н. псевдосплавы металлов, не смешивающихся в расплавленном виде, в особенности при значительной разнице в температурах плавления (например, — композиции из металлов и неметаллов ( графит, пластмасса, окись и т.д.); пористые материалы (для подшипников, фильтров, уплотнений, теплообменников) и др.
2) Возможность получения некоторых материалов и изделий с более высокими технико-экономическими показателями. Порошковая металлургия позволяет экономить металл и значительно снижать себестоимость продукции (например, при изготовлении деталей литьем и обработкой резанием иногда до 60—80% металла теряется в литники, идет в стружку и т.п.).
3) При использовании чистых исходных порошков можно получить спеченные материалы с меньшим содержанием примесей и с более точным соответствием заданному составу, чем у обычных литых сплавов.
4) При одинаковом составе и плотности у спеченных материалов в связи с особенностью их структуры в ряде случаев свойства выше, чем у плавленых, в частности меньше сказывается неблагоприятное влияние предпочтительной ориентировки (текстуры), которая встречается у ряда литых металлов (например, бериллия) вследствие специфических условий затвердевания расплава.[1]
Большой недостаток некоторых литых сплавов (например, быстрорежущих сталей и некоторых жаропрочных сталей) — резкая неоднородность локального состава, вызванная ликвацией при затвердевании. Размеры и форму структурных элементов спеченных материалов легче регулировать, и главное, можно получать такие типы взаимного расположения и формы зерен, которые недостижимы для плавленого металла. Благодаря этим структурным особенностям спеченные металлы более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжений, а также ядерного облучения, что очень важно для материалов новой техники.[2]
1. Информация к проектированию технологического процесса
ВТУЛКА - деталь машины или устройства в виде полого цилиндра (конуса), в отверстие которого входит сопрягаемая деталь. Втулки бывают сплошные и разрезные.
 [7] [7]
С увеличением масштабов выпуска и совершенствованием методов изготовления порошков решатся такие проблемы порошковой металлургии как: дороговизна исходных материалов. При массовом производстве расходы связанные с необходимостью изготовления индивидуальных приспособлений (пресс-форм) для каждого вида деталей сократятся до минимума. С исследованием и использованием на производстве получения чистых порошков распылением расплавленного железа решены такие проблемы как необходимость получения достаточно чистых исходных материалов.
Формовочный узел пресс-формы является основным, при разработке всей конструкции пресс-формы. Кроме формовочного узла – матрицы, пуансона, выталкивателя, стержня, пресс-форма дополнительно включает в себя такие детали как: корпус, верхняя и нижняя формовочные плиты, захваты, пуансонодержатель, направляющие колонки и втулки, крепежные детали.[3]
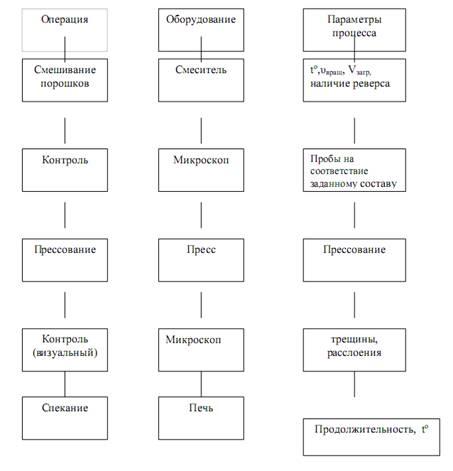
Схема маршрутно-технологического процесса изготовления детали методом порошковой металлургии
1.1 Термическая обработка пресс-формы
С целью увеличения прочности и износостойкости деталей пресс-формы проводят термическую обработку. При назначении режимов термической обработки учитывают то обстоятельство, что необходимо обеспечить режимом Т.О. пуансонов меньше чем HRC матрицы, это связано с тем, чтобы уменьшить истирающий износ матрицы.
В качестве материала для формообразующих деталей пресс-форм применятся различные марки сталей:
1) Если пресс-форма изготовляется как экспериментальная, то возможно ее изготовление из углеродистой инструментальной высококачественной стали;
2) Для условий промышленного производства применят легированную сталь
В качестве технологического параметра термической обработки, которая позволяет получить для одной и той же марки стали разные значения твердости служит температура отпуска.
В нашем случае используем сталь ШХ15. Это шарикоподшипниковая сталь, с содержанием хрома 1,5%.
Термическая обработка для матрицы:
Закалка с температурой нагрева до Тз
= 840 °С.
Затем низкий отпуск при температуре Тот
= 160 °С.
Данная термическая обработка позволяет получить твердость матрицы равную 61 HRC.
Термическая обработка для пуансона:
Закалка с температурой нагрева до Тз
=840 °С.
Затем средний отпуск при температуре Тот
= 220 °С.
В результате среднего отпуска получаемая твердость пуансона равна 59 HRC, что на 2 ед. ниже твердости матрицы.
Термическая обработка для вспомогательных деталей пресс-формы:
Назначим термическую обработку для направляющих колонок и втулок. Условия работы данных деталей сопровождается высоким поверхностным износом и вибрацией, поэтому материал детали должен сочетать в себе следующие свойства:
1. высокая поверхностная твердость для противодействия износу;
2. мягкую вязкую сердцевину способную воспринимать динамические нагрузки.
Для изготовления используем цементуемые марки стали с 0,25% С – 15Х, 20Х, 20ХН, 20ХНМ.
Цементация
Цементация стали — поверхностное диффузионное насыщение малоуглеродистой стали углеродом с целью повышения твёрдости, износоустойчивости.
Цементации подвергают низкоуглеродистые (обычно до 0.2 % C) и легированные стали, процесс в случае использования твёрдого карбюризатора проводится при температурах 900—950 °С, при газовой цементации (газообразный карбюризатор) — при 850—900 °С.
После цементации изделия подвергают термообработке, приводящей к образованию мартенситной фазы в поверхностном слое изделия (закалка на мартенсит) с последующим отпуском для снятия внутренних напряжений.
Цементация в твёрдом карбюризаторе
В этом процессе насыщающей средой является древесный уголь в зёрнах поперечником 3,5-10мм или каменноугольный полукокс и торфяной кокс, к которым добавляют активизаторы.
Технология процесса состоит в следующем: Загрузка деталей в стальной ящик с герметичным песчаным затвором. Укладка деталей производится таким образом, чтобы они были покрыты карбюризатором со всех сторон, не соприкасались друг с другом и стенками ящика. Далее ящик герметично закрывается песчаным затвором или замазывается огнеупорной глиной и загружается в печь.
Стандартный режим: 920 градусов, 1 час выдержки (после прогрева ящика) на 0,1 мм толщины цементированого слоя. для получения 1 мм слоя - выдержка 10 часов.
При "ускореном" режиме цементация производится при 980 градусах. Выдержка уменьшается в два раза и для получения слоя 1 мм требуется 5 часов. Но при этом образуется цементитная сетка, которую придется убирать многократной нормализацией.[5]
Цементация в газовом карбюризаторе
Этот процесс осуществляют в среде газов содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твёрдом карбюризаторе, поэтому её широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае с газовой цементации можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненных малотеплопроводным карбюризатором; обеспечивается возможность полной механизации и автоматизации процессов и значительно упрощается последующая термическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
После цементации термическая обработка состоит из закалки и низкого отпуска. Тз
=760°С.
В результате поверхностный слой приобретает структуру мартенсита отпуска, а сердцевина становиться ферритно-перлитной.
1.2 Технология режима обработки резанием
Для получения детали из прессовки необходимо проточить вторую внутреннюю фаску и просверлить отверстие. Для образования фаски используем токарный одношпиндельный автомат, там же сверлим отверстие. Для этого можно использовать автомат мод. 1Б140 предназначенный для изготовления в массовом и крупносерийном производстве деталей, требующих обтачивания, подрезания торцов, сверления, зенкерования, нарезания резьбы и т. п. Технологический метод формирования поверхностей заготовок точением характеризуется двумя движениями: вращательным движением заготовки (главное движение резания) и поступательным движением режущего инструмента – резца (движение подачи).движение подачи осуществляется параллельно оси вращения заготовки (продольная подача), перпендикулярно оси вращения заготовки (поперечная подача), под углом к оси вращения заготовки (наклонная подача).
Револьверная головка с шестью гнездами для инструментов имеет горизонтальную поперечную ось поворота в револьверном суппорте . Суппорт имеет продольную рабочую подачу Sп
и может быстро отводиться от заготовки после завершения перехода обработки для смены инструмента в гнезде путем поворота головки на 1/6 часть оборота.
1.3 Схема пресс-формы
1.Пресс-форма – основной инструмент при прессовании порошков, основными деталями которой являются:
- матрица, которая обеспечивает формирование боковой поверхности прессовки;
- нижний пуансон, который формирует нижнюю поверхность прессовки и обеспечивает функцию выталкивания детали после прессования;
- верхний пуансон, который формирует верхнюю часть прессовки и передающий усилия от ползуна пресса на порошок.
При конструировании пресс-форм учитываются основные требования:
· Формирование детали заданных форм и размеров;
· Равномерная плотность по всему объему прессовки;
· Возможность наиболее простого извлечения изделия, т.е. выпрессовки;
· Простота в изготовлении, в т.ч. обеспечение простоты и доступности ремонта;
· Надежность эксплуатации;
· Долговечность, а значит рабочие детали должны иметь высокую поверхностную стойкость, прочность для противостояния деформации, стиранию, износу и т.д. [3]
2
. Классификация детали по группе сложности
Все виды прессуемых из порошковых материалов изделий можно разделить на семь групп по сложности конфигурации:
· I группа – детали без отверстий с неизменным сечением по высоте, ограниченными двумя параллельными плоскостями, перпендикулярными направлению прессования;
· II группа – детали с неизменным сечением по высоте, ограниченные двумя параллельными плоскостями, с одним или несколькими отверстиями в направлении прессования с соотношением высоты изделия к толщине стенки h/δ ≤ (8÷10);
· III группа – детали второй группы, но соотношением h/δ > (8÷10);
· IV группа – детали с наружным или внутренним буртом и отношением h/δ ≤ (6÷8);
· V группа – детали четвертой группы, но с соотношением h/δ > (6÷8);
· VI группа – детали без отверстий, имеющие по высоте несколько сечений и переходов;
· VII группа – детали с отверстием, имеющие несколько наружных и внутренних переходов по высоте и детали, ограниченные не параллельными плоскостями или криволинейными поверхностями; [3]
Предложенная деталь «втулка» относится ко III группе, т.к. сечение данной детали не изменяется по высоте, она ограниченна двумя параллельными плоскостями, но имеется одно отверстие диаметром 10 мм.
Высота изделия равна 20мм, а толщина 5мм, т.е. соотношение высоты изделия к толщине стенки h/δ = (20÷5), т.е. h/δ > (8÷10).
3. Расчет состава шихты аналитическим способом
Деталь формируется на основе следующих порошковых материалов: порошок железа; порошок графита; порошок меди.
Формирование шихты с использованием железа и графита позволяет обеспечить химические состав и структуру аналогичную углеродистым сталям. Содержание графита от 1 до 4% позволяет обеспечить структуру преимущественно доэвтектоидных сталей. Это связано с тем, что не весь графит взаимодействует с железом, образуя соответствующие фазы (феррит – твердый раствор углерода в α-железе, цементит – химическое соединение Fe3
C, перлит – тонкая механическая смесь феррита и цементита).Часть графита (до 75%) остается в свободном виде.
Медь нужна для стабилизации усадки при спекании детали.
Состав шихты: 92,4 Fe + 3,0 C + 4,6 Cu
Подшихтовка: 91,3 Fe + 2,5 C + 6,2 Cu
Решение:
92,4 Fe + 3,0 C + 4,6 Cu = 100% (на 7 кг порошка)
m (Fe) = 7,0/10,0*9240,0 = 6,468 кг
m (C) = 7,0/10,0*300 = 0,210 кг
m (Cu) = 7,0/10,0*460 = 0,322 кг
Подшихтовка:
91,3 Fe + 2,5 C + 6,2 Cu = 100%
Расчет производим по С, т.к. в разы большее увеличение произошло именно по С:
100 г (шихты) – 3 г (С)
Х г – 2,5 г (С)Х =2,5/3*100 = 83,33 г
Отсюда:
Х (Fe) = 92,4*83,33/100 = 76,36 г
Х (Cu) = 4,6*83,33/100 = 3,83 г
92,4 Fe + 3,0 C + 4,6 Cu = 100
76,36 Fe + 2,5 C + 3,83 Cu = 83,33
14,34 Fe + 0 С + 2,37 Cu = 16,67
Это количество чистых компонентов, которое необходимо добавить к 83,33 г. шихты материала I для получения 100 г. шихты материала II.
4. Определение массы навески порошков
Общепринятой считается расчётная формула для величины навески:
Q = γк
* V* (I - Пс
/ 100)* К1
*К2
Где Q - навеска порошка, г
γк
— плотность беспористого материала, г/см
V - объём изделия после спекания, см3
Пс
— фактическая плотность спечённого изделия, %
К1
— коэффициент, учитывающий потери порошка при прессовании и зависящий от точности изготовления деталей пресс-формы.
К2
- коэффициент, учитывающий потерю массы прессовкой при спекании в результате восстановления оксидов и удаления примесей, в том числе и смазки.
γк
= 100/ (a1
/ γ1
+ а2
/ γ2
+ а3
/γ3
+.. .+аn
/γn
)
где γ1
, γ2
, γ3
, γn
- плотности отдельных компонентов
а1
, а2
, а3
, аn
— содержание отдельных компонентов в смеси.
γк
= 100/ (92,4/7,6 + 3,0/2,2 + 4,6/8,8) = 100/(12,16 +1,36 + 0,52) = 100/14,04 = 7,123 г/см3
V = π*R2
*H- π*r2
*H-Vфаски
V = 3,14*202
*20-3,14*152
*20 – 359,79 = 25132,74 - 14137,17 - 359,79 = 10635,78 мм3
= 10,6358см3
Q = 7,123 * 10,6358* (1-15/100)* 1,006* 1,02 = 66,08 грамм
5. Разработка схемы участка порошковой металлургии
5.1 Выбор пресса
Некоторые детали машин должны обладать настолько специфическими свойствами, что для их изготовления непригодны монолитные металлы. Например, детали должны быть пористыми или содержать компоненты, не образующие сплавов с железом, медью и т. п. В таком случае детали изготовляют из металлических порошков или их смесей (шихты) с другими компонентами на специальных прессах-автоматах.
В зависимости от типа привода различают механические (кривошипные) и гидраалические прессы-автоматы. Механические прессы-автоматы имеют более сложное устройство и довольно дорогие, их выпускают с номинальным усилием до 1,6 МН. Гидравлический привод позволяет упростить конструкцию, но производительность таких прессов-автоматов ниже, чем механических.
Отличительные особенности прессов-автоматов для изготовления деталей из металлических порошков обусловлены свойствами исходной «сыпучей заготовки» и характером процесса деформации. Так называемый насыпной объем «заготовки» намного превышает объем летали. Поэтому в процессе деформации «заготовку» равномерно уплотняют по всему объему до заданной плотности. Для этого в инструменте необходимо предусмотреть независимость движения его отдельных частей - верхних и нижних пуансонов, матрицы, стержня выталкивателя - с использованием соответствующих механизмов.
Oтпрессованная из шихты заготовка - это еще не готовая детать, поскольку сцепление деформированных частиц порошка остается слабым. Поэтому се подвергают химико-термической обработке спеканию в специальных печах. В ходе спекания полностью протекают адгезионные процессы и заготовка становится прочной. Однако спекание сопровождается изменением размеров заготовки, и поэтому необходима калибровка спеченной заготовки. Только после этого изготовление детали с требуемыми свойствами и размерами закончено. Механические прессы-автоматы для прессования металлических порошков выполняют с нижним приводом. Станины прессов сварные, коробчатой формы. Подвижную верхнюю траверсу называют прессующей головкой. Возвратно-поступательное движение головки (при рабочем ходе сверху вниз) осуществляют посредством кривошипно-ползунного механизма подобно тому, как это делают на листоштамповочных прессах-авто матах с нижним приводом. В системе привода пресса-автомата предусмотрены коробка скоростей (до 6 ступеней) или вариатор для регулирования скорости прессования.
Силу прессования регулируют посредством эталонирования давления воздуха в пневматическом мультипликаторе гидравлического цилиндра (гидроподушки), установленного в прессующей головке. Рабочие части инструмента закреплены на плите плунжера гидравлического цилиндра. Поэтому плунжер при достижении заданного усилия прекращает свое движение, несмотря на продолжающееся перемещение прессующей головки (но аналогии с прижимом в прессе тройного действия для чистовой вырубки. Поддержание силы постоянной в течение некоторого времени предохраняет пресс от перегрузок при неправильном ведении технологического процесса, например при излишней засыпке шихты в матрицу.
Основные размеры и параметры прессов-автоматов для прессования деталей из металлических порошков 25 кН – 1 МН регламентированы ГОСТ 10480. Конструкция прессов усложняется при усложнении формы и увеличении размеров прессуемых деталей. Например, для изготовления деталей с буртами необходимо иметь два нижних пуансона с независимым приводом. Калибровку спеченных заготовок проводят на прессах-авто матах, подобных автоматам для прессования.[6]
Серийность производства 300 тыс. деталей в год
.
Выберем один пресс с учетом, что на прессе автоматизированы все основные операции.
Годовой фонд работы оборудования для односменной системы равен 1945 часов за год.
Требуемое усилие прессования определяется по формуле:
Р=( р + ртр
) * F, мН,
где F – площадь сечения прессовки в плоскости, нормальной к направлению перемещения пуансона, м2
;
р – удельное давление пуансона на поверхность прессовки, необходимое для достижений требуемой плотности, мН/м2
( р = 400)
ртр
– потери давления на внешнее трение. Зависит от размеров поверхности трения, типа порошка, степени износа матрицы и др. факторов. Для упрощения расчетов принимаем ртр
=0,3 р.
F= Fобщ
–Fотв
= π*R2
- π*r2
= 1256,64 – 706,86 = 549,78 мм2
= 0,0005498 м2
тогда Р = (400 + 120) * 0,0005498 =0,2859 мН.
Согласно рассчитанному усилию пресса, мы выбираем пресс из предложенного перечня: КО628.
5.2 Выбор печи для спекания
Спеканием называют процесс развития межчастичного сцепления и формирования свойств изделия, полученных при нагреве сформованного порошка. Плотность, прочность и другие физико-механические свойства спеченных изделий зависят от условий изготовления: давления, прессования, температуры, времени и атмосферы спекания и других факторов.
В зависимости от состава шихты различают твердофазное спекание (т.е. спекание без образования жидкой фазы) и жидкофазное, при котором легкоплавкие компоненты смеси порошков расплавляются.
Твердофазное спекание. При твердофазном спекании протекают следующие основные процессы: поверхностная и объемная диффузия атомов, усадка, рекристаллизация, перенос атомов через газовую среду.
Все металлы имеют кристаллическое строение и уже при комнатной температуре совершают значительные колебательные движения относительно положения равновесия. С повышением температуры энергия и амплитуда атомов увеличивается и при некотором их значение возможен переход атома в новое положение, где его энергия и амплитуда снова увеличиваются и возможен новый переход в другое положение. Такое перемещение атомов носит название диффузии и может совершаться как по поверхности (поверхностная диффузия), так и в объеме тела (объемная диффузия). Движение атомов определяется занимаемым ими местом. Наименее подвижны атомы расположенные внутри контактных участков частичек порошка, наиболее подвижны атомы расположенные свободно - на выступах и вершинах частиц. Вследствие этого, т.е. большей подвижности атомов свободных участков и меньшей подвижности атомов контактных участков, обусловлен переход значительного количества атомов к контактным участкам. Поэтому происходит расширение контактных участков и округление пустот между частицами без изменения объема при поверхностной диффузии. Сокращение суммарного объема пор возможно только при объемной диффузии. При этом происходит изменение геометрических размеров изделия - усадка.
Усадка при спекании может проявляться в изменении размеров и объема и поэтому различают линейную и объемную усадку. Обычно усадка в направлении прессования больше, чем в поперечном направлении. Движущей силой процессе усадки при спекании является стремление системы к уменьшению запаса поверхностной энергии, что возможно только при сокращении суммарной поверхности честны, порожке. Но этой причине порошки с развитий поверхностью уплотняются при спекании с наибольшей скоростью, как обладающие большие запасом поверхностной энергии.
При спекании иногда наблюдается нарушение процесса усадки. Это нарушение выражается в недостаточной степени усадки или в увеличении объема. Причинами этого является: снятие упругих остаточных напряжений после прессования, наличие невосстанавливающихся окислов, фазовые превращения и выделение адсорбированных и образующихся при химических реакциях восстановления окислов газов. Рост объема спекаемых тел наблюдается при образовании закрытой пористости и объеме пор более 7% (когда расширение газов в закрытых порах вызывает увеличение объема). Пленки невосстанавливающихся окислов тормозят процессы диффузии, препятствуя усадке.[7]
Суточная программа: Аст
=159 шт./час. Тогда производительность в смену равна 1272 шт./смену.
Q = 66,08 грамм = кг. Определим массу деталей произведенных за одну смену. Qсм
=0,06608 *1272=84,054 кг. Данная величина необходима для расчета потребного количества печей для спекания. В данном случае целесообразно использовать две двух муфельные силитовые печи ОБ-357 .
Установочная мощность40 кВт
Рабочая температура1200°С.
Производительность40 кг/час
Размер рабочего пространства380´320´2200 мм
В качестве смесителя используем нестандартное оборудование. Объем камеры смесителя можно определить по формуле V=1,4*Vпр
, где Vпр
– необходимый объем порошка. Объем порошка в свою очередь определяется из необходимой массы порошка и его плотности (учтем, что шихту готовят 2 раза в неделю):
Vпр
= Qсм
* γк
=84054 *7,123 г/см3
=598716 см3
=0,598716м3
Vсмесителя
= 1,4* Vпр
=0,598716м3*
1,4=0,8382 м3
Такой объем смесителя позволит получать нужное количество порошка при его приготовлении на каждую смену.
Заключение
Благодаря структурным особенностям продукты порошковой металлургии более термостойки, лучше переносят воздействие циклических колебаний температуры и напряжения, а также ядерного облучения, что очень важно для материалов новой техники.
Порошковая металлургия имеет и недостатки, тормозящие ее развитие:
1.сравнительно высокая стоимость металлических порошков;
2.необходимость спекания в защитной атмосфере, что также увеличивает себестоимость изделий порошковой металлургии;
3.трудность изготовления в некоторых случаях изделий и заготовок больших размеров;
4.сложность получения металлов и сплавов в компактном состоянии;
5.необходимость применения чистых исходных порошков для получения чистых металлов.
Недостатки порошковой металлургии и некоторые ее достоинства нельзя рассматривать как постоянно действующие факторы: в значительной степени они зависят от состояния и развития как самой порошковой металлургии, так и других отраслей промышленности. По мере развития техники порошковая металлургия может вытесняться из одних областей и, наоборот, завоевывать другие. Развитие дугового, электроннолучевого, плазменного плавления и электроимпульсного нагрева позволили получать не достижимые прежде температуры, вследствие чего удельный вес порошковой металлургии в производстве несколько снизился. Вместе с тем прогресс техники высоких температур ликвидировал такие недостатки порошковой металлургии, как, например, трудность приготовления порошков чистых металлов и сплавов: метод распыления дает возможность с достаточной полнотой и эффективностью удалить в шлак примеси и загрязнения, содержащиеся в металле до расплавления. Благодаря созданию методов всестороннего обжатия порошков при высоких температурах в основном преодолены и трудности изготовления беспористых заготовок крупных размеров.
В то же время ряд основных достоинств порошковой металлургии – постоянно действующий фактор, который, вероятно, сохранит свое значение и при дальнейшем развитии техники.
Применение порошковой металлургии, ее развитие имеет важное значение для всего мира. Передовые страны мира такие как США и Япония ежегодно инвестируют и расширяют эту отрасль промышленности.
Не последнее место занимает порошковая металлургия и в нашей стране. Она представлена такими предприятиями как «Уральский завод твердых сплавов», «Краснопахорский завод композиционных изделий из металлических порошков» и многими другими. Неоспоримым доказательством полезности использования порошковых является то, что в период кризиса эти предприятия не только выживают, но и расширяют производство.
В настоящее время необходимо выбрать те технологии, которые мы возьмем с собой в будущее. Несомненно, что порошковая металлургия будет стоять одной из первых в этом списке. В условиях глобального роста населения, когда на свет появился шестимиллиардный житель планеты порошковая металлургия, которая дает наибольший экономический эффект при достаточно массовом производстве, по моему мнению, должна получить мощный толчок в развитии.[3]
Список используемых источников
1. Суворов, И.К. Обработка металлов давлением: Учебник для вузов / И.К. Суворов - М.: Высш. школа,1980. – 453с.
2. Курс переходной экономики: Учебник для вузов по экономическим направлениям и специальностям / под ред. Л.И. Абалкина - М.: Финстатинформ, 1997. – 237с.
3. Металлорежущие станки: Учебник для машиностроительных вузов/Под ред. В. Э. Пуша. - М.: Машиностроение, 1985. – 256с.
4. Раковский В.С. Сакалинский В.В. Порошковая металлургия в машиностроении: справочное пособие / В.С.Раковский, В.В. Сакалинский – М.: «Машиностроение», 1973. – 126с.
5. Арутюнова И.А., Дальский А.Н. Технология конструкционных материалов: Учебник./ И.А Арутюнова., А.Н Дальский - М.: Машиностроение, 1985. - 450 с.
6. Сторожев М.В., Попов Е.А. Теория обработки металлов давлением: учебник для вузов / М..В.Сторожев, Е.А. Попов - М.: «Машиностроение»,1977. – 235с.
7. Официальный сайт ООО "Внеш-Комплект".- Москва.: 2002-2008. Режим доступа: http://www.vk.com
|