МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра “Физическое материаловедение”
Индивидуальное домашнее задание №1
по дисциплине “Технология термической обработки”
на тему:
«Разработка технологии термической обработки полумуфты»
Выполнил:
студент группы МТ-05
Минин Александр
Проверил: зав. каф. ФМ
Егоров Н.Т.
ДОНЕЦК 2009
Реферат
Объект исследования: режим термической обработки полумуфты
Цель работы: осуществить выбор материала для изготовления полумуфты исходя из условий ее работы и механических свойств, разработать режим термической обработки, способный обеспечить получение требуемого уровня свойств.
Метод исследования: расчетно-аналитический.
Проведен анализ справочной литературы, исследованы отрасли применения полумуфт, выявлены основные причины выхода изделий из строя.
На основе литературной информации в качестве материала для изготовления полумуфты выбрана сталь марки 40ХН, выбор материала обоснован на основе сравнения механических свойств и экономических показателей.
Разработан режим термической обработки полумуфт, заключающийся в закалке с последующим высоким отпуском, позволяющий получить необходимый комплекс механических свойств.
Определены методы контроля качества готовых изделий, количество образцов для проведения испытаний.
Область применения: проектные институты, металлургические и машиностроительные предприятия.
ПОЛУМУФТА, ТЕРМИЧЕСКАЯ ОБРАБОТКА, ЗАКАЛКА, ОТПУСК, ПРОКАЛИВАЕМОСТЬ, КРИТИЧЕСКИЙ ДИАМЕТР
Содержание
Введение
1. Описание условий работы полумуфты и предъявляемые к нему требования
2. Выбор и обоснование марки стали
2.1 Выбор марки стали
2.2 Характеристика выбранной марки стали
3. Разработка технологи термической обработки полумуфты
4. Контроль качества
Выводы
Список использованной литературы
Введение
Полумуфты являются достаточно распространёнными деталями, применяемыми в различных сферах промышленности. Ввиду специфики устройств применяемые в них полумуфты имеют свои характерные особенности. Этим обусловлен широкий спектр их форм, размеров, предъявляемых характеристик и материалов для их изготовления. Во многих случаях полумуфты играют определяющую роль в функционировании той или иной машины. Их применение: прокатные станы, металлообрабатывающие станки, всевозможные двигатели, бытовые приборы.
Основное назначение полумуфт – соединение вращающихся или иначе перемещающихся деталей, передача крутящего момента от одной части машины или механизма к другой или непосредственно к рабочему органу – валку, колесу, винту, патрону, сверлу, фрезе.
Полумуфты в зависимости от их назначения и условий работы изготавливают из самых разнообразных материалов от самых примитивных пластмасс до дорогих высоколегированных сталей и сплавов, основная масса полумуфт – металлические. Применение того или иного материала зависит от степени нагруженности, ответственности размеров, условий среды.
К материалу полумуфт часто предъявляются высокие требования прочности, твёрдости, износостойкости в сочетании с высокой ударной вязкостью, однородность свойств по всему сечению. Существуют огромное количество методов упрочнения металла: закалка, закалка + отпуск, деформационное упрочнение (наклёп), закалка ТВЧ, цементация, нитроцементация, термомеханическая обработка. Наиболее часто для упрочнения полумуфт применяют улучшение, то есть объёмную закалку с последующим отпуском, которая обеспечивает должный уровень требуемых свойств по всему сечению в сочетании с достаточно известной и отработанной схемой её реализации. Другие виды упрочнения не могут дать таких результатов в силу тех или иных причин. Например, цементация, нитроцементация или закалка ТВЧ (виды поверхностной обработки) приведут лишь к упрочнению поверхности, а не всего сечения изделия, что требуется в данном случае. Деформационное упрочнение всегда приводит к высоким внутренним напряжениям, а, следовательно, – к охрупчиванию изделия и плохой его обрабатываемости.
Термообработка может быть эффективной только при правильном соблюдении технологии её проведения. Следовательно, важной задачей является разработка необходимого режима термической обработки, установление точных значений технологических параметров, способных обеспечить комплекс, требуемых от данного изделия свойств. Основными параметрами термообработки являются время и скорость нагрева, температура нагрева, время изотермической выдержки, скорость (среда) охлаждения.
Целью данной работы является определение параметров термообработки полумуфты.
1. Описание условий работы полумуфты и предъявляемые к ней требования
Данная муфта установлена на выходе вала электродвигателя и служит для соединения его с входным валом насоса. Эскиз полумуфты приведен на рисунке 1.1.
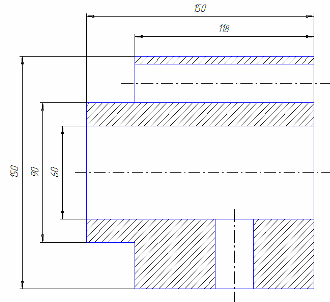
Рисунок 1.1 – Эскиз полумуфты
В процессе эксплуатации устройства полумуфта подвергается крутящим, а так же изгибающим и ударным нагрузкам. Выход из строя полумуфты может быть связан с её деформацией, износом или разрушением.
Полумуфта работает в достаточно тяжело нагруженных условиях. Для обеспечения долговечной работы полумуфты, так и всего механизма эта деталь должна обладать комплексом достаточно высоких механических свойств.
Толщина максимального рабочего сечения полумуфты 45мм. Рекомендуемая марка стали должна обеспечивать сквозную прокаливаемость полумуфты на 50% мартенсита.
Из условий работы следует, что полумуфта должна изготавливаться из улучшаемой конструкционной стали, которая в конечном состоянии после термообработки обладала бы следующими механическими свойствами:
σ0,2
– не менее 500 Н/мм2
,
KCU=50 – 60 Дж/см2
.
От полумуфты требуется твёрдость 210 – 230 НВ
2. Выбор и обоснование марки стали
2.1 Выбор стали
Исходя из условий работы, полумуфта подвергается объёмной закале с отпуском, она должна изготовляться из конструкционной улучшаемой стали. Это углеродистые или низколегированные стали с содержанием углерода ~0,35 – 0,55%.
Основной характеристикой при выборе марки стали является прокаливаемость, требования по которой зависят в первую очередь от минимального размера максимального сечения рассматриваемого изделия. Выбранная марка стали также помимо прокаливаемости должна обеспечивать требуемый комплекс механических свойств.
Ориентировочные значения критических диаметров и механических свойств после закалки и высокого отпуска некоторых улучшаемых сталей приведены в таблице 2.1
Таблица 2.1 – Механические свойства и критические диаметры для некоторых улучшаемых сталей[2]
| Марка стали |
σ0,2
, Н/мм2
|
σв
, Н/мм2
|
d, % |
ψ, % |
KCU, Дж/см2
|
Твёрдость, НВ |
Критический диаметр для 50% М, мм |
| в воде |
в масле |
| Сталь 40ХН |
540 |
685 |
15 |
45 |
59 |
212 – 248 |
60–112 |
34 – 76 |
| Сталь 30ХГСА |
540 |
685 |
15 |
45 |
59 |
223 – 262 |
60 – 91 |
34 – 60 |
| Сталь 30ХН2МА |
540 |
685 |
13 |
40 |
56 |
223 – 262 |
– |
37 – 75 |
Примечание: свойства приведены после закалки с высоким отпуском.
Из таблицы 2.1 видно, что сталь 40ХН имеет критический диаметр, способный при закалке обеспечить сквозную прокаливаемость для этой полумуфты в масле. Стали 30ХГСА и 30ХН2МА имеют сходные прокаливаемость, прочностные и пластические свойства, ударную вязкость. Материалом для изготовления полумуфты изберем сталь 40ХН, которая наиболее часто применяется для изготовления подобных изделий.
2.2 Характеристика марки стали
Основное назначение стали 40ХН – коленчатые валы, шестерни, оси, шатуны, зубчатые венцы, зубчатые колёса, шпиндели, болты, рычаги, штоки, цилиндры и другие детали машин и механизмов
Химический состав стали 40ХН в приведен в таблице 2.3. [2]
Таблица 2.3 – Химический состав стали 40ХН, % масс.
| С |
Si |
Mn |
Cr |
Ni |
P |
S |
Cu |
| не более |
| 0,36 – 0,44 |
0,17 – 0,37 |
0,50 – 0,80 |
0,45 – 0,85 |
1,00 – 1,40 |
0,035 |
0,035 |
0,30 |
Температура критических точек стали 40ХН следующая:
Ас1
=735°С; Ас3
=768°С;
Ar1
=660°C; Аr3
=700°C;
Mн
=305°С.
Графики зависимостей требуемых механических свойства стали 40ХН в зависимости от температуры отпуска после закалки представлены на рисунках 2.1 – 2.3. [2]

Рисунок 2.1 – Графики зависимости σ0,2
(– –)и σв
(–) от температуры отпуска
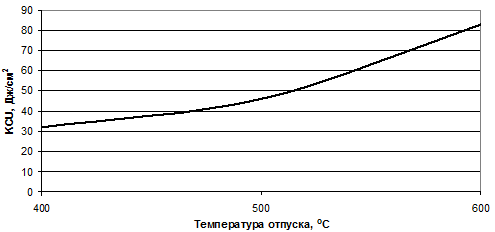
Рисунок 2.2 – График зависимости KCU от температуры отпуска
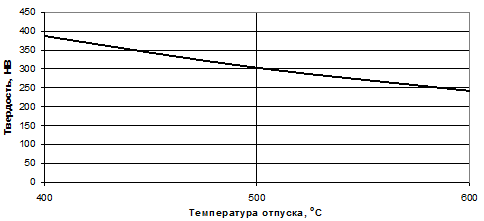
Рисунок 2.3 – График зависимости твёрдости (НВ) от температуры отпуска.
Для определения температуры отпуска, обеспечивающей комплекс требуемых свойств, воспользуемся графиками на рисунках 2.1 – 2.3. Из них видно, что требуемые свойства сталь 40ХН будет иметь после закалки и высокого отпуска (580÷600°С):
σ0,2
=520 – 540 Н/мм2
,
KCU=50 – 60 Дж/см2
Сталь 40ХН – флокеночувствительна и склонна к отпускной хрупкости; при этом требуется четкое соблюдение технологического процесса и применение при выплавке качественных шихтовых материалов во избежание образования флокенов или проведение последующей антифлокенной обработки, а для предотвращения возникновения отпускной хрупкости охлаждение после отпуска следует вести в воде, т.к. хрупкость возникает при охлаждении с низкими скоростями. Критический диаметр для 50% мартенсита при закалке в масле 34 – 76мм [2]
Термокинетическая диаграмма распада переохлаждённого аустенита для стали 35ХМ (наиболее близкой по составу стали) приведена на рисунке 2.4.
Для получения структуры, содержащей после закалки 50% мартенсита, надо обеспечить охлаждение со скоростью ~9о
С/с, что видно из диаграммы на рисунке 2.4. Такую скорость охлаждения обеспечит масло, следовательно, данное изделие охлаждаем в масле.
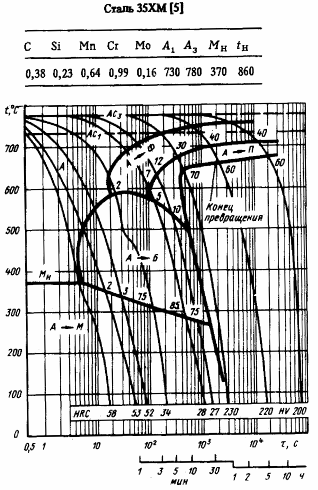
Рисунок 2.4 – Термокинетическая диаграмма распада переохлаждённого аустенита для стали 35ХМ [1]
3. Разработка технологии термической обработки полумуфты
Полумуфта из стали 40ХН для придания ей необходимых свойств подвергается закалке с высоким отпуском. Схематический график режима данной термической обработки приведен на рисунке 3.1.
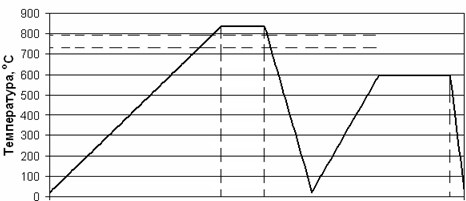
Рисунок 3.1 – График режима термической обработки полумуфты
В данном разделе рассчитываются основные параметры термической обработки данной полумуфты. Температура нагрева под закалку вычисляется по формуле:
Тн
=Ас3
+(30÷50°С)
Для данной стали температура нагрева под закалку равна:
Тн
=768+(30÷50°С)=800÷820°С
При такой температуре после охлаждения получим полную закалку. Если нагреть детали выше этой температуры, будет происходить процесс собирательной рекристаллизации, что приведет к образованию крупнозернистого мартенсита, что будет обеспечивать низкие механические свойства.
Время нагрева рассчитаем по формуле Е. А. Смольникова:
τн
=К*(V/F) [4]
где: V – объём нагреваемого тела, см3
;
F – площадь поверхности нагреваемого тела, см2
;
K – суммарный физический фактор, мин/см;
V/F – геометрический показатель тела, обозначается W.
Таким образом можно записать:
τн
=К*W
Полумуфту можно считать полым цилиндром, для него W вычисляется по формуле:
 [4] [4]
где: D – внешний диаметр, см;
d – внутренний диаметр, см;
l – длина, см.
В нашем случае:
D = 15см;
d = 6см;
l = 15см;
K=45, так как сталь легированная и нагревается в воздушной среде.
Рассчитаем геометрический показатель тела W:
 см см
Рассчитаем продолжительность нагрева под закалку:
τн
= 45*1,73 = 78 мин
Для загрузки в печь полумуфты размещаются в специальных корзинах. С учётом этой корзины рассчитанное время нагрева должно быть увеличено ещё на 20 – 30%:
τн
= (1,2÷1,3)*τн
τн
= 1,25*78=98 мин
Время изотермической выдержки при нагреве под закалку равняется:
τв
= (0,2÷0,3)*τн
,
τв
= 0,25*98=25 мин.
Должную глубину прокаливаемости, то есть охлаждение середины изделия со скоростью выше критической, в данном случае обеспечивает масло. Применение масла обеспечивает более медленное охлаждение изделия в мартенситном интервале, что уменьшает вероятность образования закалочных трещин. В качестве конкретного вида масла выберем МЗМ – 120, при этом следует учитывать, что температура вспышки масла составляет 220о
С и использовать масло как охлаждающую среду можно только до 190 – 200о
С.
После закалки сталь имеет значительные внутренние термические и структурные напряжения. Поэтому закалку не применяют как окончательную операцию термической обработки. Для снижения внутренних напряжений, увеличения вязкости проводится отпуск. Продолжительность высокого отпуска рассчитывается по формуле:
τотп
=10+d*τуд.
где: d – толщина наибольшего рабочего сечения изделия, мм;
τуд.
– удельное время нагрева (1,5 мин/мм толщины, так как сталь легированная).
В данном случае d=45 мм, следовательно:
τотп
=10 + 45*1,5 = 77 мин.
С учётом нагрева корзины рассчитанное время отпуска должно быть увеличено ещё на 20 – 30%:
τотп
= (1,2÷1,3)*τотп
τотп
= 1,25*77 = 96 мин
Учтем коэффициент легирования:
τотп
= 96*1,5 = 144 мин.
Так как сталь склонна к отпускной хрупкости, охлаждение после отпуска проводится в воде.
4. Контроль качества
При контроле качества вначале проводится измерение геометрических размеров и визуальный осмотр полумуфт. При этом основное внимание обращается на соответствие размеров изделий значениям, указанным на чертеже, отсутствие термических трещин, заметных поводок и короблений. Измерения геометрических размеров проводится с помощью штангенциркуля ШЦ-25, наличие короблений проверяется при помощи эталонной поверхности, при визуальном осмотре необходимо использовать лупу. Визуальному осмотру и измерению подвергаются 5% изделий от партии.
Изделия, прошедшие визуальный осмотр, подвергаются контролю механических свойств. Важнейшей характеристикой при этом является твёрдость, значение которой связано с остальными характеристиками. В качестве способа измерения твёрдости следует применять метод определения твёрдости по Бринеллю. Контролю твёрдости подвергаются 5% изделий от партии. На каждом изделии проводится по 3 измерения и определяется среднее значение. Средняя твёрдость должна составлять 220 НВ.
Выводы
Разработана технология термической обработки полумуфты из стали 40ХН, служащей для соединения вала электродвигателя с входным валом насоса. Выбор марки стали осуществлён на основании прокаливаемости и требуемых механических свойств.
В рамках разработки технологии рассматривались и были установлены следующие параметры: температура нагрева под закалку – 800÷820°С; время нагрева под закалку составляет 98 минут; время изотермической выдержки составляет 25 минут; способ нагрева – печной нагрев в воздушной атмосфере; закалочная среда – масло МЗМ – 120; температура отпуска – 580÷600°С; время проведения отпуска – 144 минуты, охлаждающая среда после отпуска – вода.
Установленные параметры термообработки являются обязательными при проведении термообработки данной полумуфты. Их соблюдение гарантирует получение требуемого комплекса механических свойств материала: σ0,2
=520 – 540 Н/мм2
, KCU=50 – 60 Дж/см2
,твёрдость 210 – 230 НВ. Эти значения удовлетворяют установленным требованиям. Несоблюдение вышеуказанных параметров приведёт к браку и непригодности изделия к использованию в соответствии с его назначением.
Готовые полумуфты должны подвергаться визуальному осмотру и контролю твёрдости по Бринеллю.
Список использованной литературы
1. Изотермические и термокинетические диаграммы распада переохлаждённого аустенита. / Попов А.А., Попова Л.Е., М: Металлургия, 1965. – 495 с.
2. Стали и сплавы. Марочник. / Сорокин В.Г Гервасьев М.А., Палеев В.С., Гервасьева И.В., Палеева С Я. М: «ИнтерметИнжиниринг», 2001. – 608 с.
3. Теория термической обработки. / Новиков И.И. М: Металлургия, 1978. – 288 с.
4. Конспект лекций по дисциплине: «Технология термической обработки».
|