Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Пермский Государственный Технический Университет
Расчётно-пояснительная записка
к курсовому проекту по ТМС
Пермь 2008 г.
Содержание
Введение
Технологическая часть
1 Служебное назначение и конструкторско-технологическая характеристика детали
1.1 Служебное назначение детали
1.2 Условия работы
1.3 Назначение поверхностей
1.4 Вывод о важности конструкции детали
1.5 Химический состав и механические свойства заготовки
1.6 Технологический контроль чертежа детали
1.7 Технологический анализ конструкции детали
1.8 Определение показателей технологичности
2. Определение типа производства
3. Технико-экономическое обоснование способа получения исходной заготовки
4. Анализ существующего технологического процесса и предлагаемые варианты его изменения
5. Расчет припусков
5.1 Расчет припусков на обработку шейки вала (пов. 15)
5.2 Расчет припусков на обработку шейки вала (пов. 13)
6. Расчет режимов резания
7. Техническое нормирование
7.1 Расчет нормы времени на операцию 010 (токарная)
7.2 Расчет нормы времени на операцию 025 (фрезерная)
8. Размерный анализ ТП
Конструкторская часть
1. Проектирование и расчет конструкции станочного приспособления
2. Проектирование и расчет контрольного приспособления
3. Описание конструкции режущего инструмента
Исследовательская часть
Введени
е
Эффективность производства, его технический прогресс, качество выпускаемой продукции во многом зависят от развития производства нового оборудования, машин, станков и аппаратов. Ведущее место в дальнейшем росте экономики страны принадлежит отраслям машиностроения, которые обеспечивают материальную основу технического прогресса всех отраслей народного хозяйства. В настоящее время в связи с развитием электроники создается и широко вводится в промышленность автоматическое оборудование с системой числового программного управления. Создаются новые высокопроизводительные и высокоточные машины, основанные на достижениях науки. Это оборудование позволяет производить продукцию высокого качества при ее низкой себестоимости. Разработка новых синтетических сверхтвердых инструментальных материалов позволило расширить не только диапазон режимов резания, но и спектр обрабатываемых материалов.
В настоящее время в машиностроении на первое место стали выходить такие понятия, как производительность и себестоимость. На решение этих главных задач направленно применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхности деталей машин, повышение полноты использования минерального сырья и увеличение извлечения из него полезных составляющих, сокращение отходов и потерь металлоконструкций за счёт замены технологических процессов, основанных на резании металла на экономичные методы формообразования.
На сегодняшний день перед технологами-машиностроителями стоят задачи дальнейшего повышения качества машин, снижение трудоемкости, себестоимости и материалоемкости их изготовления, механизация и автоматизация производства, а также сокращение сроков подготовки производства новых объектов. Технический процесс в машиностроении характеризуется не только улучшением конструкций машин, но и непрерывным совершенствовании технологии их сборки. Важно качественно, дешево и в заданные сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив высокопроизводительное оборудование, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависит надежность работы выпускаемых машин, а также экономика их эксплуатации. Совершенствование технологии машиностроения определяется потребностями производства необходимых обществу машин.
Целью данного курсового проекта является разработка оптимального технологического процесса изготовления детали.
Технологическая часть
1. Служебное назначение и конструкторско-технологическая характеристика детали
1.1 Служебное назначение детали
Деталь типа шатун является звеном шатунно-кривошипного механизма плунжерного насоса, который предназначен для откачки нефти. Шатун предназначен для передачи силы от поршня и преобразования его возвратно – поступательного во вращательное движение коленчатого вала двигателя.
1.2 Условия работы
При работе шатуны подвержены действию значительных знакопеременных рабочих нагрузок и сил инерции. Для этого шатун должен обладать достаточной прочностью и жесткостью при наименьшей возможной массе.
1.3 Назначение поверхностей
В поверхность 1 вставляется вкладыш (фиксируется штифтом – поверхность 3) и посредством соединения с деталью «крейскопф» соединяется с поршнем. Поверхность 2 соединяется с коленчатым валом и фиксируются штифтами (отверстия 4).
1.4 Вывод о важности конструкции детали
Все элементы имеют определенные функции и отказ от каких-либо элементов недопустим, т. к. это приводит к ухудшению или даже к полной потере работоспособности механизма.
1.5 Химический состав и механические свойства заготовки
Таблица 1.1. Химический состав стали 35Л (ГОСТ 977–88), %
C
|
Si |
Mn |
S |
P |
| не более |
| 0,32–0,40 |
0,20–0,52 |
0,45–0,90 |
0,050 |
0,050 |
Таблица 1.2 Механические свойства стали 38Л
| σ0,2
, Н/мм2
|
σВ
, Н/мм2
|
σ, Н/мм2
|
Ψ, % |
KCU, Дж/см2
|
НВ |
| Не менее |
| 275 |
491 |
15 |
25 |
34 |
150 |
Материал сталь 35Л подходит для требуемых условий работы.
1.6 Технический контроль чертежа детали
1) На чертеже нанесены все размеры и классы шероховатости, необходимые для изготовления детали;
2) Дополнительных операций для получения указанных на чертеже шероховатостей поверхностей не потребуется;
3) Допускаемые отклонения от правильных геометрических форм связаны со служебным назначением детали;
4) Допускаемые пространственные отклонения технологических трудностей не вызывают;
5) Все необходимые для изготовления детали проекции, размеры и сечения приведены на чертеже детали;
6) Чертеж также содержит сведения о массе детали и заготовки, о материале детали;
1.7 Технологический анализ конструкции детали
1) На основании изучения условий работы шатуна, а также его конструкции не целесообразно применять сварную или армированную заготовку. Назначение детали не позволяет упростить деталь, заменить материал на более дешевый или легкообрабатываемый;
2) Конструкция шатуна позволяет применить высокопроизводительные методы обработки, в частности применение станков с ЧПУ;
3) Шатун имеет труднодоступное для обработки отверстие для фиксации вкладыша, т.е. необходимо дополнительное приспособление для обработки;
4) При обработке большинства размеров возможно совмещение конструкторской и измерительной базы;
5) К детали предъявлены высокие требования по точности и шероховатости, т.е. обработку необходимо производить на оборудовании повышенной точности;
6) Все размеры на чертеже допускают измерение специальным и универсальным измерительным инструментом;
7) В качестве баз используется поверхность разъема шатуна с крышкой и отверстия повышенной точности в шатуне, введение искусственных баз необязательно;
8) Обработку необходимо производить на оборудовании повышенной точности, т. к. наличие высоких требований к отдельным поверхностям;
9) Заготовка: отливка;
10) Покрытие необработанных поверхностей – грунтовка ГФ – 0119 ГОСТ 23343–78.
В целом конструкция достаточно технологична и её изготовление возможно.
1.8 Определение показателей технологичности
- Коэффициент точности
| Тi
(квалитет) |
Ni
(кол-во поверхностей) |
Тi
* Ni
|
| 8 |
4 |
32 |
| 7 |
4 |
28 |
| 6 |
1 |
6 |
| 14 |
2 |
28 |
| сумма |
11 |
94 |
Тср
=94/11=8,5
Ктч
=1–1/ Тср
=1–1/8,5=0,88
- Коэффициент шероховатости
| Шi
|
Ni
|
Шi
* Ni
|
| 6,3 |
12 |
75,6 |
| 1,25 |
2 |
2,5 |
| 1,6 |
2 |
3,2 |
| 3,2 |
6 |
19,2 |
| 14 |
2 |
28128,5 |
| сумма |
24 |
128,5 |
Шср
=128,5/24=5,35
Кш
=1/ Шср
=1/5,35=0,187
Чертеж детали в результате технологического контроля оставлен без изменений, поэтому уровень технологичности как сравнительный анализ по использованию материала, точности обработки, шероховатости и технологической себестоимости равен единице.
2. Определение типа производства
Режим работы предприятия 2 смены в сутки
Годовая программа N=1000 шт.
Действительный годовой фонд времени работы оборудования Fд
=4029
Такт выпуска t=60* Fд
/N=241,74 (мин)
Данные по существующему (аналогичному) заводскому технологическому процессу или по укрупненному нормированию операций сводим в таблицу 2:
Таблица 2:
| Операция |
Тшт-к
|
Mр
|
Р |
ηз.ф
|
О |
| 010 |
7,2 |
0,7 |
1 |
0,7 |
1,07 |
| 015 |
1,8 |
0,17 |
1 |
0,17 |
4,41 |
| 020 |
0,3 |
0,029 |
1 |
0,029 |
25,86 |
| 030 |
0,5 |
0,049 |
1 |
0,049 |
15,31 |
| 035 |
3,7 |
0,36 |
1 |
0,36 |
2,08 |
| 040 |
3,5 |
0,343 |
1 |
0,343 |
2,187 |
| 045 |
0,1 |
0,01 |
1 |
0,01 |
75 |
| 050 |
0,2 |
0,019 |
1 |
0,019 |
39,47 |
| 055 |
1,6 |
0,157 |
1 |
0,157 |
4,77 |
| 060 |
1 |
0,098 |
1 |
0,098 |
7,65 |
| 065 |
1,9 |
0,186 |
1 |
0,186 |
4 |
| 080 |
0,15 |
0,134 |
1 |
0,134 |
5,59 |
| 090 |
0,145 |
0,13 |
1 |
0,13 |
5,76 |
| Сумма=13 |
Сумма=193,127 |
Мр=0,098* Тшт‑к
О= ηз.н/ ηз.ф=0,75/ ηз.ф
Кзо=193,127=13
Тип производства: Мелкосерийное производство
3. Технико-экономическое обоснование способа получения исходной заготовки
При выборе заготовки предпочтение следует отдавать той заготовке, которая обеспечивает меньшую технологическую себестоимость детали. Если же сопоставимые варианты по технологической себестоимости равноценны, то предпочтительным следует считать вариант заготовки с более высоким Ким
.
Материал детали 35Л
Масса детали q=71,3 (кг)
Годовая программа N=1000 (шт.)
Такт выпуска tв
=241,74 (мин)
Производство мелкосерийное
Данные для расчетов стоимости заготовки по вариантам сведены в таблицу 3:
Таблица 3:
| Наименование показателей |
1 вариант |
2 вариант |
| Вид заготовки |
Отливка (в оболочковые формы) |
Отливка (в кокиль) |
| Класс точности |
12 |
14 |
| Масса заготовки, Q |
73,8 |
75,6 |
| Стоимость 1т заготовок, принятых за базу Сi
, руб. |
240 |
240 |
| Стоимость 1т стружки Sотх
, руб. |
27 |
27 |
| Стоимость заготовки S |
20,137 |
20,581 |
| Вывод: |
S1<S2 |
Стоимость отливки в оболочковые формы определяем по формуле:
Sзаг
=(Сi
/1000•Q•kт
•kс
•kв
•kм
•kп
) – (Q-q)•Sотх
/1000 ([1], с. 31);
Исходные данные для расчета ([1]):
Сi
=240 руб. ([1], с. 31) – базовая стоимость 1 т. заготовок;
Q=73,8 кг – масса заготовки;
kт
=1,1 ([1], стр. 33) – коэффициент точности;
kс
=1 ([1], стр. 34) – коэффициент сложности;
kв
=0,85 ([1], табл. 2.8) – коэффициент веса;
kм
=1,22 ([1], табл. 2.8) – коэффициент марки материала;
kп
=1 ([1], табл. 2.8) – коэффициент объема производства;
q – масса детали, q=71,3 кг
Sотх
=27 руб. ([1], табл. 2.7) – цена 1т. отходов;
В результате расчета получаем стоимость заготовки (Sзаг
):
Sзаг
=(240/1000•1,1•1•0,85•1,22•1) – (73,8–71,3)•27/1000=20,137 руб.
Стоимость отливки (в кокиль) определяем по формуле:
Sзаг
=(Сi
/1000•Q•kт
•kс
•kв
•kм
•kп
) – (Q-q)•Sотх
/1000 ([1], с. 31);
Исходные данные для расчета ([1]):
Сi
=240 руб. ([1], с. 31) – базовая стоимость 1 т. заготовок;
Q=75,6 кг – масса заготовки;
kт
=1,1 ([1], стр. 33) – коэффициент точности;
kс
=1 ([1], стр. 34) – коэффициент сложности;
kв
=0,85 ([1], табл. 2.8) – коэффициент веса;
kм
=1,22 ([1], табл. 2.8) – коэффициент марки материала;
kп
=1 ([1], табл. 2.8) – коэффициент объема производства;
q – масса детали, q=71,3 кг;
Sотх
=27 руб. ([1], табл. 2.7) – цена 1т. отходов;
В результате расчета получаем стоимость заготовки (Sзаг
):
Sзаг
=(240/1000•1,1•1•0,85•1,22•1) – (75,6–71,3)•27/1000=20,581 руб.
Расчитываем экономический эффект:
Э=(S2
-S1
)/N,
Где S2
– стоимость отливки (в кокиль), (S2
=20,581 руб.);
S1
– стоимость отливки в оболочковые формы, (S1
=20,137 руб.);
N – годовая программа выпуска изделий, (N=1000 шт.).
В результате расчета получили экономический эффект: Э=(20,581–20,137)/1000=444 коп.
Вывод:
Сравнивая варианты способов получения исходных заготовок по минимуму приведенных затрат, предпочтение следует отдать литью в оболочковые формы, что приведет к большей экономии металла. Этот вариант следует принять к подробной разработке. Экономический эффект Э=444 коп.
4. Расчет количества деталей в партии
N=1000 шт.;
Тшт-к.ср
=1,69 мин;
Периодичность запуска – выпуска изделий а=3 дня;
Число рабочих дней в году F=254 дня; Количество деталей в партии определяем по формуле:
n=N•a/F
где N – годовая программа выпуска продукции, (N=1000 шт.);
а – периодичность запуска – выпуска изделий, (а=3 дня);
F – число рабочих дней в году, (F=254 дня).
В результате расчета принимаем количество деталей в партии:
n=1000•3/254 =11,8 шт.;
Расчетное число смен на обработку партии деталей определяем по формуле:
Срасч
=Тшт-к ср
•n/(476•0,8);
В результате расчета получаем:
С=1,69•11,8/(476•0,8)=0,25 смен;
Принимаем количество смен: Спр
=1;
Расчетное количество деталей в партии определяем по формуле:
Nрасч
=476•0,8•Cпр
/Tшт-к ср
;
В результате расчета получаем:
Nрасч
=476•0,8•1/1,69=225,33.
5. Анализ существующего технологического процесса и предлагаемые варианты его изменения
Технологический процесс механической обработки детали определяется следующими факторами: материалом изготавливаемой детали, конструкцией детали, требуемым качеством обработки и поверхностей детали, методом получения исходной заготовки, годовым объёмом выпуска изделия, а также условиями производства данной детали.
В результате проверки чертежа детали на технологичность и технологического контроля чертежа детали было установлено, что элементы конструкции детали не могут быть упрощены без ущерба служебному назначению; допуски на поверхности соответствуют заданной шероховатости, то есть, нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований.
Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, которые обеспечивают, заданные конструктором, точность размеров, точность геометрических форм и расположения поверхностей.
Оборудование и режущий инструмент подбирались по следующим критериям:
1. Наличие на производстве.
2. Обеспечение технологических параметров и режимов обработки.
При выборе баз руководствовались следующими соображениями:
1. За базы принимать наиболее точные поверхности.
2. Возможность закрепления на станке.
3. Возможность и удобство обработки детали.
Назначенный мерительный инструмент позволяет с необходимой точностью проводить измерения в указанных местах.
Существует соответствие между назначенными допусками на размеры и шероховатостью поверхностей.
Маршрут обработки по базовому технологическому процессу:
005: Входной контроль
010: Вертикально – фрезерная
65А80Ф1
015: Горизонтально – фрезерная
FW450
020: Маркирование
025: Контрольная
Стол контролера
030: Фрезерная с ЧПУ
ИС800ПМФ4
035: Слесарная
Верстак слесарный
040: Контрольная
Стол контроллера
045: Комплектовочная
050: Транспортирование
Автопогрузчик
055: Сборочная
060: Вертикально – фрезерная
65А90ПМФ4
065: Координатно-расточная
2Е450
070: Контрольная
Стол контроллера
075: Сборочная
Верстак слесарный
080: Вертикально – сверлильная
2С132
085: Слесарная
Верстак слесарный
090: Горизонтально – расточная
2А636
095: Слесарная
Верстак слесарный
100: Контрольная
Стол контроллера.
Недостатки базового технологического процесса:
· Слабо механизирована слесарная операция;
· Высокая себестоимость обработки операции 090;
Принимаем следующие изменения:
1. Переводим горизонтально-расточную операцию с ЧПУ 090, на сверлильную с дальнейшим проектированием приспособления, вследствие чего уменьшается себестоимость обработки;
2. На слесарной операции применяем шлифовальные машинки, тем самым повышая уровень механизации;
6. Расчет припусков
6.1 Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности
Æ120 Н7(+0,046)
(поверхность 1)
Расчет операционных припусков записываем в таблицу 4.
Таблица 4:
Технологи-
ческие переходы
|
Элементы припуска, мкм |
Расчетный припуск, мкм |
Расчетный размер, мм |
Допуск
мкм
|
Предельный размер, мм |
Предельные значения припусков, мкм |
| R z |
T |
r |
e |
2Z min
|
d Р
|
d |
d min
|
d max
|
2Z min
пр
|
2Zmax
пр
|
| Заготовка |
50 |
200 |
3956 |
- |
- |
111 |
3200 |
107,8 |
111 |
- |
- |
| Обтачивание чистовое |
30 |
50 |
237 |
- |
2•4206 |
119,32 |
500 |
118,82 |
119,32 |
8320 |
11020 |
| Обтачивание тонкое |
15 |
20 |
158 |
- |
2•317 |
120 |
46 |
119,954 |
120 |
680 |
1134 |
| Итого: |
9000 |
12154 |
Рассчитываем пространственные отклонения по формуле:
р=ркор
+рсм
([1], табл. 4.7);
рсм
=d=3200 мкм;
ркор
=Δк
•L,
где Δк
– удельная кривизна заготовки, Δк
=1 ([1], табл. 4.8);
L – общая длина заготовки, L=756;
ркор
=1•756=756 мкм;
В результате расчета получаем величину пространственных отклонений:
рзаг
=756+3200=3956 мкм;
рток.чист
=рзаг
•0,06=3956•0,06=237,36 мкм;
рток.тонк
=рзаг
•0,04=3956•0,04=158,24 мкм;
Расчетный припуск
2
Z
min
рассчитываем по формуле: ([1], с. 85);
2Zmin=2•(Rzi‑1+Ti‑1+ri‑1)
2Zminток. чист=2•(50+200+3956)=2•4206 мкм
2Zmin ток. тонкая=2•(30+50+237)=2•317 мкм
Расчетные диаметры:
Dток.чист
=119,954 – (2•317)/1000=119,954–0,634=119,32 мм
Dрзаг
=119,32 – (2•4206)/1000=119,32–8,412=111 мм
Т.к ведем расчет припусков внутреннего отверстия, то расчетный размер равен наибольшему предельному размеру:
Dр
=Dmax
Наименьшие предельные диаметры:
Dmin
= Dmax
-d
Dmax ток. тонкая=120–0,046=119,954 мм
Dmax ток. чист=119,32–0,5=118,82 мм
dзаг=111–3,2=107,8 мм
Предельные значения припусков: (
[
1
]
, с. 86);




Общий номинальный припуск:
Z=(dmax
-dmin
)/2=(111–107,8)/2=3,6/2=1,6
dзаг.ном=107,8+1,6=109,4 мм
Производим проверку правильности выполненных расчетов
: ([1], с. 87)
Zi max
-Zi min
=di-1
-di
Чистовое фрезероваение:
11020–8320=3200–500
2700=2700
Тонкое точение:
1134–680=500–46
454=454
Расчеты произведены верно.
6.2 Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности
103-0,2
(поверхность 2)
Расчет операционных припусков записываем в таблицу 5.
Таблица 5:
| Технологические переходы |
Элементы припуска, мкм |
Расчетный припуск, мкм |
Расчетный размер, мм |
Допуск
мкм
|
Предельный размер, мм |
Предельные значения припусков, мкм |
| R z |
T |
r |
e |
Z min
|
НР
|
d |
Нmin
|
Нmax
|
Z min
пр
|
Zmax
пр
|
| Заготовка |
50 |
200 |
3756 |
- |
- |
107 |
3000 |
104 |
107 |
- |
- |
| Фрезерованиечистовое |
30 |
50 |
225,36 |
- |
4006 |
103 |
200 |
102,8 |
103 |
1200 |
4000 |
| Итого: |
1200 |
4000 |
Рассчитываем пространственные отклонения по формуле:
р=ркор
+рсм
([1], табл. 4.7);
рсм
=d=3000 мкм;
ркор
=Δк
•L,
где Δк
– удельная кривизна заготовки, Δк
=1 ([1], табл. 4.8);
L – общая длина заготовки, L=756;
ркор
=1•756=756 мкм;
В результате расчета получаем величину пространственных отклонений:
рзаг
=756+3000=3756 мкм;
рфр.чист
=рзаг
•0,06=3756•0,06=225,36 мкм;
Расчетный припуск
Z
min
рассчитываем по формуле: ([1], с. 85);
Zmin=(Rzi‑1+Ti‑1+ri‑1)
Zmin фр. чист=(50+200+3756)=4006 мкм
Расчетные размеры:
НРзаг
=103+4006/1000=103+4=107 мм
Т.к ведем расчет припусков плоскости, то расчетный размер равен наибольшему предельному размеру:
Нр
=Нmax
Наименьшие предельные размеры:
Нmin
= Нmax
-d
Нmaxзаг=107–3=104 мм
Предельные значения припусков: ([1], с. 86);


Общий номинальный припуск:
Z=(Нmax
-Нmin
)/2=(107–104)/2=3/2=15
Нзаг.ном=104+1,5=105,5 мм
Производим проверку правильности выполненных расчетов
: ([1], с. 87)
Zi max
-Zi min
=di-1
-di
Чистовое фрезерование:
4000–1200=3000–200
2800=2800
Расчеты произведены верно.
Общие припуски:
Zmin
=1200 мкм;
Zmax
=4000 мкм.
Присвоение номеров поверхностей детали
Припуски и допуски на обрабатываемые поверхности детали по ГОСТ 7505–74
| Поверхность |
Размер |
Припуск |
Допуск |
| 1 |
n120 |
14 |
0,035 |
| 2 |
n202 |
6 |
0,029 |
| 3,4 |
103 |
4 |
0,2 |
| 5,6 |
125 |
14 |
0,25 |
| 7,8 |
34 |
4 |
0,4 |
| 9,10 |
282 |
10 |
0,2 |
7. Расчет режимов резания
7.1 Расчет режимов резания на координатно-расточную операцию 065
Переход 1:
Точить поверхность 1 в размер n120 Н7.
Обработка производится на координатно-расточном станке 2Е450
Глубина резания:
t=1,5 мм
Определяем подачу при чистовом растачивании, величина которой для обработки стали резцом с радиусом при вершине 0,4 мм при шероховатости обрабатываемой поверхности Rz 20 рекомендуется 0,25 мм/об.
S=0,25 мм/об.
Скорость резания определим по эмпирической формуле
V=Cv
/(Tm
*tx
*Sy
) *Kv
,
где Cv
=420; m=0,20; x=0,15; y=0,2 ([2], табл. 17)
Кv
=Кмv
*Кп
v
*Ки
v

Кмv
– коэффициент учитывающий влияние материала определяется по формуле:
Кмv
=Кг
•(750/σв
)n
v
([2], табл. 1, стр. 261);
Необходимые данные для определения Кму
: ([2], табл. 2, стр. 262)
Кг
=1;
Nv
=1,75;
В результате расчета получаем:
Кму
=1•(750/750)1,75
=1
Поправочный коэффициент Кп
v
, учитывающий влияние состояния поверхности заготовки на скорость резания находим из источника ([2], табл. 5, стр. 263);
Кп
v
=0,8;
Поправочный коэффициент Ки
v
, учитывающий влияние инструментального материала на скорость резания находим из источника ([2], табл. 6, стр. 263);
Ки
v
=1;
В результате расчета получаем:
Кv
=1•0,8•1=0,8;
При одноинструментальной обработке стойкость инструмента (Т) принимаем равной 60 минут: Т=60 мин;
В результате расчета получаем скорость резания:


Найденное n корректируем по паспорту n=500 об/мин
Находим фактическую скорость резания:

Силу резания определяем по формуле:
Pz
=10Сp
tx
sy
Vn
Kp
Постоянную Ср
и показатели степени х, у, n для расчетных условий обработки для каждой из составляющих силы резания приведены в источнике [2], табл. 22, стр. 273;
Ср
=300;
х=1,0;
у=0,75;
n=-0,15;
Поправочный коэффициент Кр
представляет собой произведение ряда коэффициентов (Kp
= Kmp
*Kφp
*Kyp
*Kλp
* Krp
) учитывающих фактические условия резания. Численные значения этих коэффициентов принимаем по таблице [2], табл. 23, стр. 275:= 1,16*1*1*1*0,93=1,08
 ; ;
Kφp
=1,0;
Kyp
=1,1;
Kλp
=1,0
Krp
=0,87.
Kp
= 1*1*1,1*1* 0,87=0,957
В результате расчета получим силу резания:
Pz
=10•300•1,51
•0,250,75
•189-0,15
•0,957=203628,19Н
Мощность резания определяем по формуле:

Рассчитаем основное время:
 . .
L=103 мм.
Переход 2:
Точить поверхность 2 в размер n202 Н6.
Обработка производится на координатно-расточном станке 2Е450
Глубина резания:
t=1,5 мм
Определяем подачу при чистовом растачивании, величина которой для обработки стали резцом с радиусом при вершине 0,4 мм при шероховатости обрабатываемой поверхности Rz 20 рекомендуется 0,25 мм/об.
S=0,25 мм/об.
Скорость резания определим по эмпирической формуле
V=Cv
/(Tm
*tx
*Sy
) *Kv
,
где Cv
=420; m=0,20; x=0,15; y=0,2 ([2], табл. 17)
Кv
=Кмv
*Кп
v
*Ки
v
Кмv
– коэффициент учитывающий влияние материала определяется по формуле:
Кмv
=Кг
•(750/σв
)n
v
([2], табл. 1, стр. 261);
Необходимые данные для определения Кму
: ([2], табл. 2, стр. 262)
Кг
=1;
Nv
=1,75;
В результате расчета получаем:
Кму
=1•(750/750)1,75
=1
Поправочный коэффициент Кп
v
, учитывающий влияние состояния поверхности заготовки на скорость резания находим из источника ([2], табл. 5, стр. 263);
Кп
v
=0,8;
Поправочный коэффициент Ки
v
, учитывающий влияние инструментального материала на скорость резания находим из источника ([2], табл. 6, стр. 263);
Ки
v
=1;
В результате расчета получаем:
Кv
=1•0,8•1=0,8;
При одноинструментальной обработке стойкость инструмента (Т) принимаем равной 60 минут: Т=60 мин;
В результате расчета получаем скорость резания:

Найденное n корректируем по паспорту n=300 об/мин
Находим фактическую скорость резания:

Силу резания определяем по формуле:
Pz
=10Сp
tx
sy
Vn
Kp
Постоянную Ср
и показатели степени х, у, n для расчетных условий обработки для каждой из составляющих силы резания приведены в источнике [2], табл. 22, стр. 273;
Ср
=300;
х=1,0;
у=0,75;
n=-0,15;
Поправочный коэффициент Кр
представляет собой произведение ряда коэффициентов (Kp
= Kmp
*Kφp
*Kyp
*Kλp
* Krp
) учитывающих фактические условия резания. Численные значения этих коэффициентов принимаем по таблице [2], табл. 23, стр. 275
;
Kφp
=1,0;
Kyp
=1,1;
Kλp
=1,0
Krp
=0,87.
Kp
= 1*1*1,1*1* 0,87=0,957
В результате расчета получим силу резания:
Pz
=10•300•1,51
•0,250,75
•190-0,15
•0,957=203628,19Н
Мощность резания определяем по формуле:

Рассчитаем основное время:
 . .
L=125 мм.
7.2 Расчет режимов резания на вертикально-фрезерную операцию 010
Фрезеровать плоскость 3 в размер 103-0,2
.
Обработка производится на вертикально-фрезерном станке 65А80 Ф1.
Фреза ВК8 ГОСТ 17026–71
Глубина фрезерования:
t=12 мм
Подачу определяем исходя из глубины фрезерования и диаметра фрезы:
nфрезы=30 мм;
S(z)=0,08 мм/зуб ([2], табл. 36, cтр. 285);
Определение скорости резания определим по формуле: ([2], табл. 39, стр. 286)
Поправочные коэффициенты берем из таблицы [2], 38, стр. 286
где СV
=108;
q=0,2;
m=0,32;
y=0,30;
x=0,06;
u=0,2;
p=0;
z=60;
В=1,25;
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания определяется по формуле:
К=Км
v
•Кnv
•Ки
v
,
Где Км
v
– коэффициент, учитывающий качество обрабатываемого материала ([2], табл. 1–4, стр. 280), Км
v
=0,645;
Кnv
-коэффициент учитывающий состояние поверхности заготовки ([2], табл. 5), Кnv
=0,9;
Ки
v
– коэффициент, учитывающий материал инструмента ([2], табл. 6), Ки
v
=1;
В результате расчета получаем:
 ; ;

 , ,
 , по паспорту nпр
=200 об/мин , по паспорту nпр
=200 об/мин

Силу резания определяем по формуле:
 ,
,
Постоянную Ср
и показатели степени х, у, n для расчетных условий обработки для каждой из составляющих силы резания приведены в источнике [2], табл. 22, стр. 273;
Ср
=92;
х=0,06;
у=0,3;
n=0;
q=0,86;
u=1;
w=0 ([2], c. 281)
Поправочный коэффициент Кр
представляет собой произведение ряда коэффициентов (Kp
= Kmp
*Kφp
*Kyp
*Kλp
* Krp
) учитывающих фактические условия резания. Численные значения этих коэффициентов принимаем по таблице [2], табл. 23, стр. 275:
;
Kφp
=1,0;
Kyp
=1,1;
Kλp
=1,0
Krp
=0,87.
Kp
= 1*1*1,1*1* 0,87=0,957
В результате расчета получаем:
Определим мощность резания:

Определение основного времени:
Сводная таблица режимов резания
| Операция |
t, мм |
S, мм/об |
V, м/мин |
n, об/мин |
010 вертикально-фрезерная:
1 фрезеровать плоскость 3,4
2 фрезеровать плоскость 9,10
3 фрезеровать плоскость 5,6
|
12
|
0,08
|
64,68
|
200
|
015 Горизонтально – фрезерная:
Разрезать на 2 части (шатун + крышка)
|
10 |
0,08 |
78,2 |
500 |
030 Фрезерная с ЧПУ:
1. Фрезеровать плоскость
2. Сверлить 4 отверстия
3. Зенкеровать 4 отверстия
4. Развернуть 4 отверстия
|
0,5
13
2
0,033
|
0,09
0,32
0,8–1
1,2
|
64,68
40,82
47,1
47,15
|
200
500
500
500
|
060 Вертикально-фрезерная:
1. Фрезерование чистовое
|
3
|
0,08
|
64,68
|
200
|
065Координатно-расточная:
1 точить поверхность 1
2 точить поверхность 2
|
7
3
|
0,25
0,25
|
189
189
|
500
500
|
080 Вертикально-сверлильная:
1. Сверлить 2 отверстия
2. Нарезание резьбы
|
5
0,25
|
0,32
0,6–0,8
|
15,7
8,2
|
500
200
|
090 Горизонтально-расточная:
1. Сверление
2. Зенкерование
3. Развертывание
|
5
1
0,015
|
0,32
0,8–1
1,2
|
18,84
18,84
18,84
|
500
500
500
|
8. Техническое нормирование
8.1 Расчет нормы времени на вертикально – фрезерную операцию 010 (фрезерование плоскости)
В серийном производстве определяется норма штучно-калькуляционного времени Tш-к
:
Tш-к
= Tп-з
/n+ Tшт
,
Где Тпз
– подготовительно – заключительное время;
n – количество деталей в настроечной партии, n=225,33 шт.;
Тшт
– штучное время на операцию;
Определяем состав подготовительно-заключительного времени: наладка станка, инструмента при установке детали на столе фрезерного станка‑5 мин; получение инструмента и приспособлений до начала и сдача после окончания обработки – 10 мин:
Tп-з
= 5+10=15 мин.
В серийном производстве норма штучного времени определяется по формуле:
Тшт
=То
+Тв
+Тоб
+Тот
=Топ
+Тоб
+Тот
,
Где То
– основное время, мин;
Тв
вспомогательное время, мин;
Тоб
– время обслуживания рабочего места, мин;
Тот
– время отдыха, мин;
Топ
– оперативное время, мин.
Основное время мы определяли при расчете режимов резания:
То
=1,25•4=5 мин, т. к. идет фрезерование четырех поверхностей
Вспомогательное время определяется по формуле:
Тв
=Ту.с
+Тз.о
+Туп
+Тиз
,
Где Ту.с
– время на установку и снятие детали ([I], c. 197);
Тзо
– время на закрепление, открепление детали;
Ту.с
+ Тзо
=0,148 мин;
Туп
– Время на приемы управления: включить, выключить станок кнопкой ([1], прил. 5.9);
Туп
=0,04 мин;
Тиз
– время на измерение ([1], прил. 5.17);
Tиз.
=0,18 мин;
Поправочный коэффициент на вспомогательное время при серийном производстве равен 1,85.
В результате расчетов получаем величину вспомогательного времени, равную:
Tв
=(0,148+0,04+0,18) 1,85=0,72 мин.
Оперативное время определяется по формуле: ([1], с. 102)
Топ
=То
+Тв
Tоп
=5+0,72=5,72 ин.
Время на обслуживание рабочего места и отдых составляет 6% от оперативного времени: Tоб.от.
=5,7*6/100=0,342 мин.
В результате расчетов получили норму штучного времени:
Тшт
=5+0,72+0,342=6,062 мин
В результате расчетов получили норму штучно-калькуляционного времени:
Тшт.к.
=Тпз
/n+Тшт
=15/225,33+(5+0,72+0,342)=6,128 мин
8.2 Расчет нормы времени на координатно-расточную операцию 065 (растачивание отверстий)
В серийном производстве определяется норма штучно-калькуляционного времени Tш-к
:
Tш-к
= Tп-з
/n+ Tшт
,
Где Тпз
– подготовительно – заключительное время;
n – количество деталей в настроечной партии, n=225,33 шт.;
Тшт
– штучное время на операцию;
Определяем состав подготовительно-заключительного времени: наладка станка, инструмента при установке детали на столе координатно-расточного станка‑5 мин; получение инструмента и приспособлений до начала и сдача после окончания обработки – 10 мин:
Tп-з
= 5+10=15 мин.
В серийном производстве норма штучного времени определяется по формуле:
Тшт
=То
+Тв
+Тоб
+Тот
=Топ
+Тоб
+Тот
,
Где То
– основное время, мин;
Тв
вспомогательное время, мин;
Тоб
– время обслуживания рабочего места, мин;
Тот
– время отдыха, мин;
Топ
– оперативное время, мин.
Основное время мы определяли при расчете режимов резания:
То1
=2,5 мин (обработка отверстия n120 мм);
То2
=5 мин (обработка отверстия n202 мм);
То
=То1
+То2
=2,5+5=7,5 мин;
Вспомогательное время определяется по формуле:
Тв
=Ту.с
+Тз.о
+Туп
+Тиз
,
Где Ту.с
– время на установку и снятие детали ([I], c. 197);
Тзо
– время на закрепление, открепление детали;
Ту.с
+ Тзо
=0,148 мин;
Туп
– Время на приемы управления: включить, выключить станок кнопкой ([1], прил. 5.9);
Туп
=0,05 мин;
Тиз
– время на измерение ([1], прил. 5.17);
Tиз.
=0,18 мин;
Поправочный коэффициент на вспомогательное время при серийном производстве равен 1,85.
В результате расчетов получаем величину вспомогательного времени, равную:
Tв
=(0,148+0,05+0,18) 1,85=0,592 мин.
Оперативное время определяется по формуле: ([1], с. 102)
Топ
=То
+Тв
Tоп
=7,5+0,592=8,092 мин.
Время на обслуживание рабочего места и отдых составляет 6% от оперативного времени: Tоб.от.
=8,092*6/100=0,49 мин.
В результате расчетов получили норму штучного времени:
Тшт
=7,5+0,592+0,49=8,58 мин;
В результате расчетов получили норму штучно-калькуляционного времени:
Тшт.к.
=Тпз
/n+Тшт
=15/225,33+(7,5+0,592+0,49)=8,65 мин
Сводная таблица технических норм времени по операциям, мин.
| Операция |
Tо
|
Тв
|
Tоп
|
T.об.от.
|
Tшт
|
Tп-з
|
Tш-к
|
| Тус
+Тзо
|
Туп
|
Тиз
|
| 010 вертикально-фрезерная |
5 |
0,148 |
0,04 |
0,18 |
5,72 |
0,342 |
6,062 |
15 |
6,128 |
| 065 координатно-расточная |
7,5 |
0,148 |
0,05 |
0,18 |
8,09 |
0,49 |
8,58 |
15 |
8,65 |
9. Размерный анализ
Размерный анализ технологического процесса осуществляется по следующей методике: [6]
1. Определяют фактическое поле рассеяния замыкающего звена по формуле:
2.
 , ,
где  – количество составляющих звеньев, – количество составляющих звеньев,  – поле рассеяния (допуск) i
‑того звена. – поле рассеяния (допуск) i
‑того звена.
3. Определяют средний размер замыкающего звена – конструкторского размера и средние размеры всех составляющих размеров  , за исключением определяемого звена можно рассчитать по формуле: , за исключением определяемого звена можно рассчитать по формуле:
4.
 ; ;
Для замыкающего звена – припуска исходный размер определяют по формуле:
 , ,
где  – минимальный припуск, определяется по формуле – минимальный припуск, определяется по формуле 
 – шероховатость поверхности, – шероховатость поверхности,  – толщина дефектного слоя, оставшиеся от предыдущей обработки – толщина дефектного слоя, оставшиеся от предыдущей обработки
 – максимальный припуск, определяется по формуле – максимальный припуск, определяется по формуле 
5. Средний размер определяемого звена:
6. Номинальный размер определяемого звена:
7. Запас по допуску замыкающего звена:
 ; ;
Произведём размерный анализ притирочной операции №65
Схема расчётной цепи
 


  

Z1
65
– припуск;
А1
15
– размер на предыдущей операции;
А1
65
=А1
– конструкторский размер;
Цепь: 
А1
min
=119,954 мм;
А1
max
=120 мм;
А1
min
15
=118,82 мм;
А1
max
15
=119,32 мм;
Z1
65
– замыкающее звено;
А1
15
– уменьшающее звено;
А1
65
=А1
-увеличивающее звено;
1. Определяем фактическое поле рассеяния замыкающего звена: 
2. Средний размер составляющих звеньев:
· 
· 
3. Фактический средний размер замыкающего звена

4. Находим номинальный размер определяемого (искомого) звена:
Для припуска номинальным размером является минимум.
5. Запас по допуску замыкающего звена 
 . Т.к. v=0, то коррекция номинального размера не производится. . Т.к. v=0, то коррекция номинального размера не производится.
Конструкторская часть
1. Проектирование и расчет конструкции станочного приспособления
1.1 Описание конструкции и принципа работы приспособления
Станочное приспособление для фрезерования лысок. Приспособление применяется на фрезерных операциях. Приспособление состоит из корпуса, к корпусу крепятся опора, призма, установ. Обрабатываемая деталь устанавливается на опору и призму, зажимается прижимом. По установу, прикрепленному к корпусу, настраивается рабочий инстремент на выполнение размеров  и и  . На эти размеры и влияет точность приспособления. . На эти размеры и влияет точность приспособления.
Расчет конструкции станочного приспособления на точность.
1) Расчет на точность размера .
Точность обработки будет соответствовать точности получаемых на данной операции размеров, если будет выполнено условие:
D£d=2
где D – суммарная погрешность обработки, мкм.;
d – допуск на обрабатываемый размер, мкм.
 , ,
где e – погрешность установки детали в приспособлении;
D Н
– погрешности настройки на размер;
D ОБР
– точность метода обработки.
 , ,
где e б
– погрешность базирования;
e З
– погрешность закрепления;
e ПР
– точность приспособления;
e б
= 0, так как установочная и технологическая базы совмещены;
e З
= 0, так как. направление сил зажима направлено перпендикулярно выполняемого размера.
e ПР
= 
– погрешности изготовления деталей приспособления  =0,03 (Определяется перпендикулярностью поверхности установа и боковой плоскостью); =0,03 (Определяется перпендикулярностью поверхности установа и боковой плоскостью);
– погрешности установки приспособления на станке d У
= 20 мкм.;
– погрешности износа деталей приспособления, ввиду недостатка статистических данных d И
= 0.
e ПР
=  мкм. мкм.
Суммарная погрешность установки детали в приспособлении:


 =0,4 – поставлена на чертеже; =0,4 – поставлена на чертеже;
 =0,006 – при толщине щупа 0,5 мм; =0,006 – при толщине щупа 0,5 мм;
 =0,02 – определяется настройкой рабочим фрезы на размер по установу с помощью щупа; =0,02 – определяется настройкой рабочим фрезы на размер по установу с помощью щупа;

D ОБР
= К2
* w
– К2
= 0,5 при выполнении размеров выше 7-го квалитета;
– средняя экономическая точность обработки w = 160 мкм.
D ОБР
= 0,5*160 = 80 мкм.
Суммарная погрешность обработки:

Заданная точность обработки будет обеспечена, т. к. D < d (156 мкм. < 2000 мкм.).
2) Расчет на точность размера .
Точность обработки будет соответствовать точности получаемых на данной операции размеров, если будет выполнено условие:
D£d=0,4
где D – суммарная погрешность обработки, мкм.;
d – допуск на обрабатываемый размер, мкм.
,
где e – погрешность установки детали в приспособлении;
D Н
– погрешности настройки на размер;
D ОБР
– точность метода обработки.
,
где e б
– погрешность базирования;
e З
– погрешность закрепления;
e ПР
– точность приспособления;
e б
= 0,06 мм – допук на кольцо в наборе фрез;
e З
= 0, так как. направление сил зажима направлено перпендикулярно выполняемого размера.
e ПР
=
– погрешности изготовления деталей приспособления =0,03 (Определяется перпендикулярностью поверхности установа и боковой плоскостью);
– погрешности установки приспособления на станке d У
= 20 мкм.;
– погрешности износа деталей приспособления, ввиду недостатка статистических данных d И
= 0.
e ПР
= мкм.
Суммарная погрешность установки детали в приспособлении:

=0,03 – поставлена на чертеже;
=0,006 – при толщине щупа 0,5 мм;
=0,02 – определяется настройкой рабочим фрезы на размер по установу с помощью щупа;
D ОБР
= К2
* w
– К2
= 0,5 при выполнении размеров выше 7‑го квалитета;
– средняя экономическая точность обработки w = 160 мкм.
D ОБР
= 0,5*160 = 80 мкм.
Суммарная погрешность обработки:

Заданная точность обработки будет обеспечена, т. к. D < d (190 мкм. < 400 мкм.).
2
Описание конструкции и принципа работы контрольного приспособления
Контрольное приспособление-калибр, предназначенная для контроля диаметра вала и фрезерованных лысок. Состоит из корпуса и двух планок. Планки крепятся на корпусе. Отверстием в корпусе контролируется диаметр вала на котором лыски, а планками расстояние между лысками.
3
Описание конструкции режущего инструмента
Дисковая фреза изготовлена из быстрорежущей стали. Количество зубов‑60. Две одинаковые фрезы устанавливаются на определенном расстоянии друг от друга. Расстояние определяется толщиной кольца, которое ставится между фрезами. Таким образом обрабатываются обе лыски одновременно.
Исследовательская часть
Оптимизация процесса шлифования профиля роторов одновинтовых насосов
Рассмотрен системный подход к управлению процессом финишного шлифования роторов одновинтовых насосов, заключающийся в предварительном проектировании технологических переходов (исходя из условий обеспечения максимальной производительности обработки) и последующем регулировании этого процесса (с учетом индивидуальных особенностей обрабатываемых роторов). Дана методика и приведены результаты проектирования технологических переходов шлифования.
Процесс шлифования рабочего профиля роторов одновинтовых насосов протекает в условиях нестабильной температуры помещения, переменной температуры узлов шлифовального станка и непостоянства теплосодержания заготовок. Нестабильность температуры приводит к изменению температурных деформаций технологической системы шлифования, что отрицательно сказывается на точности обработки профиля. Эта точность обусловлена индивидуальными особенностями обрабатываемых заготовок и изменением температурных условий шлифования.
Сущность предлагаемого способа управления стабильностью шлифования заключается в использовании системного подхода к управлению: на первом этапе выполняется расчет оптимальных режимов и проектирование управляющей программы для системы ЧПУ станка, на втором – регулирование режимов шлифования (скорости детали) с учетом индивидуальных особенностей (случайных факторов) обрабатываемых деталей, на третьем – компенсация оставшейся погрешности. Причем все три перечисленных этапа управления осуществляются исходя из обеспечения стабильности температурного удлинения обрабатываемых роторов (ТУР) при максимальной производительности обработки. Отличительной особенностью описанного способа является использование единой математической модели ТУР на всех этапах управления, причем каждый последующий этап предназначается для компенсации погрешности, оставшейся от предыдущего этапа. Применение данного системного подхода позволяет всесторонне использовать технологические резервы увеличения производительности и точности обработки профиля роторов.
Для этого на этапе проектирования производят оптимизацию распределения припуска на технологические переходы шлифования по критерию максимальной производительности обработки при обеспечении качества и точности обработки, эта задача решалась некомплексно. Например, в работе [1] решена задача распределения припуска на технологические переходы шлифования, исходя из следующего условия: глубина образуемого при шлифовании дефектного слоя равна величине оставшегося припуска. Однако в указанной работе не рассматривалась задача проектирования технологических переходов прецизионного финишного шлифования, исходя из обеспечения максимальной производительности при требуемой точности обработки с учетом возможного образования при шлифовании дефектного слоя.
В работе [2] решается задача стабилизации накопленной погрешности шага резьбы при финишном многопроходном шлифовании. Однако этап проектирования технологических переходов в этой работе не рассмотрен и, следовательно, не использованы технологические резервы увеличения производительности обработки путем выбора глубины шлифования.
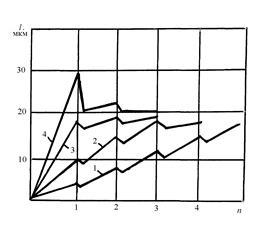
Рис. 1. Изменение температурного удлинения роторов l
по мере съема припуска за n
технологических переходов при различной производительности обработки (1
, 2
, 3
, 4
– номера обрабатываемых роторов)
На рис. 1 приведены графики изменения ТУР по мере съема одного и того же припуска Z
= 0,3 мм с различной интенсивностью шлифования при величине настройки коррекционной линейки  мкм. Кривые 1
и 4
на рис. 1 соответствуют низко‑и высокопроизводительным режимам.
мкм. Кривые 1
и 4
на рис. 1 соответствуют низко‑и высокопроизводительным режимам.
обработки, а кривые 2
–3
характерны для режимов со средней производительностью. При высокопроизводительной обработке (кривая 4
) припуск удаляется за 2–3 технологических перехода, а при низкопроизводительной (кривая 1
) – за 5–8 переходов. Высоко- и низкопроизводительные режимы являются двумя крайностями, обусловливающими, с одной стороны, снижение размерной стойкости шлифовального круга и появление шлифовочных дефектов (кривая 4
) при высокой производительности, а, с другой стороны, – быстрое затупление шлифовального круга при низкой производительности (кривая 1
). Последнее обусловливается уменьшением коэффициента  (
( – соответственно толщина среза одним зерном и радиус его закругления) до уровня, при котором большая часть энергии резания превращается в тепло. Следовательно, оптимальными являются режимы шлифования, которым соответствует зона между кривыми 2
и 3
на рис. 1. Выбор режимов финишного шлифования осуществляется на основе расчета распределения припуска по переходам в соответствии со следующим критерием: величина ТУР к началу последнего технологического перехода должна быть равна величине коррекции
– соответственно толщина среза одним зерном и радиус его закругления) до уровня, при котором большая часть энергии резания превращается в тепло. Следовательно, оптимальными являются режимы шлифования, которым соответствует зона между кривыми 2
и 3
на рис. 1. Выбор режимов финишного шлифования осуществляется на основе расчета распределения припуска по переходам в соответствии со следующим критерием: величина ТУР к началу последнего технологического перехода должна быть равна величине коррекции  , внесенной в ходовой винт станка. В соответствии с этим критерием разработана методика расчета распределения припуска по технологическим переходам шлифования. Анализ позволил установить, что системный подход к управлению процессом шлифования прецизионных роторов одновинтовых насосов заключается в предварительном автоматизированном проектировании технологической и управляющей программы для станков с ЧПУ и последующем автоматизированном регулировании процесса, причем указанные этапы управления шлифованием (проектирование и регулирование) имеют единое технологическое и математическое обеспечение. Величина коррекции шага
, внесенная в настройку ходового винта шлифовального станка, предопределяет производительность процесса. С увеличением
уменьшается число технологических переходов финишного шлифования. Для увеличения производительности финишного прецизионного шлифования необходимо на предыдущей операции шлифования формировать положительную накопленную погрешность шага ротора, величина которой не должна превосходить
.
, внесенной в ходовой винт станка. В соответствии с этим критерием разработана методика расчета распределения припуска по технологическим переходам шлифования. Анализ позволил установить, что системный подход к управлению процессом шлифования прецизионных роторов одновинтовых насосов заключается в предварительном автоматизированном проектировании технологической и управляющей программы для станков с ЧПУ и последующем автоматизированном регулировании процесса, причем указанные этапы управления шлифованием (проектирование и регулирование) имеют единое технологическое и математическое обеспечение. Величина коррекции шага
, внесенная в настройку ходового винта шлифовального станка, предопределяет производительность процесса. С увеличением
уменьшается число технологических переходов финишного шлифования. Для увеличения производительности финишного прецизионного шлифования необходимо на предыдущей операции шлифования формировать положительную накопленную погрешность шага ротора, величина которой не должна превосходить
.
Список использованных источников
1. А.Ф. Горбацевич, В.А. Шкред. Курсовое проектирование по технологии машиностроения: Высшая школа, 1983 г.
2. Справочник технолога – машиностроителя. 1 том. Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
3. Справочник технолога – машиностроителя. 2 том. Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
4. Е.М. Левенсон. Конструирование измерительных приспособлений и инструментов в машиностроении. – М.: МАШГИЗ, 1956.
5. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. Токарные станки.
6. А.В. Перминов. – Размерный анализ технологических процессов на ЭВМ: Часть 1. Основы размерного анализа: учеб. пособие. 2007 год.
7. Ю.Н. Иванкин. Методические указания. Курсовое проектирование по курсу ТМС: ПГТУ, кафедра ТМС, 2002.
|