ВВЕДЕНИЕ
Длительное сохранение работоспособности оборудования и сведение к минимуму суммы затрат на его поддержание (восстановление), а также потерь основного производства, связанных с простоями оборудования из-за неисправности, требуют рациональной организации и эксплуатации и обязательного выполнения комплекса работ по его техническому обслуживанию.
Необходимость совершенствования организации технического обслуживания диктуется тем, что рациональная организация, эксплуатация и четкое выполнение комплекса требований к техническому обслуживанию являются не менее важным условием сокращения затрат и потерь основного производства и длительного сохранения оборудованием работоспособности, чем повышение организационно-технического уровня и качества ремонта. В связи с этим в деятельности производственных цехов и ремонтных служб рациональное техническое обслуживание должно стоять на первом месте, а ремонт – на втором.
Основными причинами вывода оборудования из строя являются:
нарушение правил эксплуатации, в том числе перегрузка отдельных механизмов и сборочных единиц;
нарушение регулировки определенного механизма;
износ отдельных деталей (ГОСТ 23.002-78), выход из строя отдельных механизмов, потеря точности.
Если выход из строя оборудования по первым двум причинам может быть предотвращен при обеспечении должного ухода и правильной эксплуатации, то износ механизмов – явление постоянное. Осуществляя ряд технических решений, можно замедлить процесс изнашивания, но предотвратить его трудно. Различают три периода изнашивания. Процесс изнашивания в первом периоде характеризует начальную работу сопряжения – период приработки его сопряженных деталей.
Величина и степень интенсивности изнашивания в период приработки зависят от качества поверхности деталей. Чем лучше обработаны и пригнаны трущиеся поверхности деталей в соответствии с условиями работы сопряжения, тем меньше их начальный износ. Второй период выражает нормальную работу сопряжения. Износ постепенно нарастает; его величина зависит от продолжительности работы сопряжения.
Далее следует третий период – область интенсивного нарастания износа, когда зазоры в сопряжении резко увеличиваются. Работа сопряжения при этом сопровождается появлением недопустимых шумов и стуков. По мере нарастания износа работоспособность механизма нарушается, и в конце концов он выходит из строя.
Задача ремонтников – компенсировать износы, восстановить нормальные сопряжения, вернуть механизму его первоначальную способность к выполнению работы, для которой он предназначен.
Если ремонт выполняется при нормальном износе, он обходится сравнительно недорого; если же допускаются чрезмерные износы, т.е. сопряжение работает в третьем периоде, когда изнашивание происходит интенсивно, ремонт в этом случае носит восстановительный характер и требует значительных материальных и трудовых затрат.
Целью курсового проекта является разработка технологического процесса ремонта коробки подач станка 1М63Н.
1. ХАРАКТЕРИСТИКА РЕМОНТИРУЕМОГО ОБОРУДОВАНИЯ
1.1 Назначение и техническая характеристика оборудования
Токарно-винторезный станок 1М63Н предназначен для выполнения разнообразных работ. На этом станке можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические и конические отверстия, обрабатывать торцевые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции.
Таблица 1- Технические характеристики станка 1М63Н
| Технические характеристики |
Параметры |
| 1. Наибольший диаметр устанавливаемой заготовки над станиной, мм |
700 |
2. Наибольший диаметр обрабатываемой заготовки, мм
над станиной
над суппортом
в люнете (пределы)
|
630
350
20…350
|
| 3. Наибольшая длина обрабатываемой заготовки, мм |
1500 |
| 4. Диаметр цилиндрического отверстия в шпинделе, мм |
105 |
| 5. Высота устанавливаемого резца, мм |
32 |
| 6. Пределы частоты вращения шпинделя, об/мин |
10….1250 |
7. Количество ступеней частот вращения шпинделя:
прямого вращения,
обратного вращения
|
22
11
|
8. Пределы скоростей быстрого перемещений суппорта, мм/мин, не менее:
Продольных 5200
Поперечных 2000
|
| 9. Частота вращения, об/мин |
1465 |
| 10. Мощность, кВт |
1,1 |
1.2 Устройство и принцип работы оборудования и сборочной единицы
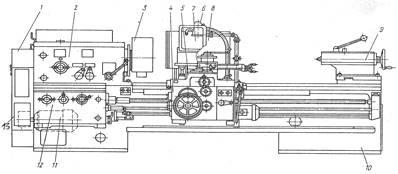
Рисунок 1 - Компоновка станка 1М63Н
Универсальный токарно-винторезный станок 1М63Н (рисунок 1) имеет следующие основные узлы:
- станину (поз.10), на которой монтируют все механизмы станка;
- переднюю (шпиндельную) бабку (поз.2), в которой размещают коробку скоростей, шпиндель и другие элементы;
- коробку подач (поз.12), передающую движение от шпинделя к суппорту (поз.5) с необходимым передаточным числом с помощью ходового винта (поз.15), при нарезании резьбы или ходового вала (поз.14), при обработке других поверхностей;
- фартук (поз.4), в котором вращение винта или вала преобразуется в поступательное движение суппорта (поз.5) с инструментом;
- заднюю бабку (поз.9) в пиноли которой может быть установлен центр для поддержки обрабатываемой заготовки или осевой инструмент (сверло, развёртка и т.п.) для обработки центрального отверстия в заготовке, закрепленной в патроне;
- суппорт (поз.5) служит для закрепления режущего инструмента в резцовой каретке и сообщения ему движения подачи. Суппорт состоит из нижних салазок (каретки) , перемещающихся по направляющим станка. По направляющим нижних салазок в направлении, перпендикулярном линии центров, перемещаются поперечные салазки, на которых расположена резцовая каретка с резцедержателем. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.
Также станок оснащается защитными ограждениями (поз. 7, 8), ограждением патрона(поз. 3), защитным кожухом (поз. 13), сменными шестернями (поз. 1), а также электрооборудование (поз. 6), электродвигатель (поз. 11).
Коробка подач (КП 2-36 01 03.31.2.32.12.01 СБ) обеспечивает настройку на следующие виды работ: нарезание резьбы метрической, дюймовой, модульной, питчевой, нарезание точных резьб и точение.
На станке можно нарезание резьбы и спирали с шагами, не предусмотренными таблицами нарезаемых резьб, путем прямого включения ходового винта (поз.) и настройки гитары (поз.) сменных шестерен специальными шестернями.
Шестеренный механизм коробки подач состоит из наборного механизма, множетельных механизмов ходового винта (поз.) и ходового вала (поз.) и механизма выбора вида работы – нарезание резьбы или точение.
2. ПОДГОТОВКА ОБОРУДОВАНИЯ К РЕМОНТУ С РАЗРАБОТКОЙ ГРАФИКА РЕМОНТА
Перед поступлением станка в ремонт необходимо внимательно осмотреть станок и определить его дефекты. Станок осматривает техник отдела главного механика и мастер по ремонту. Перед отправкой в ремонт станок на месте установки осматривают для определения комплектности и состояния. Передаваемый станок должен быть укомплектован, как правило, всеми деталями.
Станок очищается от стружки, грязи, пыли и смазывающе-охлаждающей жидкости. Площадка около станка освобождается от деталей и вспомогательных материалов.
Перед разборкой станок отключается от электрической сети, снимаются ремни, разъединяется полумуфта вала двигателя, вывешивается табличка “не включать - ремонт”. До начала ремонта подготавливаются необходимые инструменты, приспособления и сменные детали.
Если станок на ремонт транспортируется в ремонтно-механический цех, то туда же должна быть отправлена следующая техническая документация:
- документы, прибывшие со станком с завода – изготовителя;
- акт технического осмотра перед ремонтом;
- ведомость комплекта деталей и сборочных единиц, направляемых в ремонт вместе со станком.
Большое значение при составлении акта техосмотра перед ремонтом имеет опрос рабочих-станочников, работающих на данном станке, а также слесарей-ремонтников, обслуживающих станок во время его эксплуатации и проведения осмотров.
Разработка графика расчета
Исходные данные:
Модель станка 1М63Н;
Категория ремонтосложности – Rм = 12,5.
Год выпуска 1992г.;
Масса станка 4400кг;
Точность станка Н.
Определяем структуру ремонтного цикла [2, c.41, табл. 1,5]
КР – ТР – ТР – ТР – ТР – КР Определяем продолжительность ремонтного цикла Тцр,час [2, с.44, табл. 1,4]
Тцр = 16800∙Ком∙Кми∙Ктс∙Кнс∙Кв∙Кд; (1)
где Тц.р
- продолжительность цикла, час; [2, c.47, табл. 1,4]
16800 – базовая продолжительность цикла;
Ком - коэффициент, зависящий от обрабатываемого материала;
Ком
= 1,0; [2, c.47, табл. 1,4]
Кми - коэффициент, зависящий от применяемого материала инструмента;
Кми
= 1,0; [2, c.47, табл. 1,4]
Ктс – коэффициент, зависящий от класса точности станка;
Ктс
= 1,0; [2, c.47, табл. 1,4]
Кнс – коэффициент, зависящий от категории массы станка;
Ккс
= 1,0; [2, c.47, табл. 1,4]
Кв – коэффициент, зависящий от возраcта станка и порядкового номера планируемого ремонтного цикла;
Кв
= 0,7; [2, c.47, табл. 1,4]
Кд–коэффициент, зависящий от года выпуска оборудования;
Кд
= 1,0; [2, c.47, табл. 1,4]
Тцр=16800∙1∙1∙1∙1∙0,7∙1 = 11760 час
Определяем продолжительность межремонтного периода Тмр, месс.:
Тмр = 12Тцр / SF(n+1); (2)
где S - сменность работы станка;
S = 2;
F – действительный фонд времени работы станка;
F = 1955;
n – принятое число плановых ремонтов в ремонтном цикле;
n= 4.
Тмр = 12∙11760/ 2∙1955(4+1) = 7,5 мес.
Определяем продолжительность межосмотрового периода То, месс.:
То = Тмр / Омр +1; (3)
То = 7,5/ 1+1 = 4 мес.
График планово-предупредительного ремонта строиться (таблица 2) на основании расчетных данных ремонтного цикла, межремонтных и межосмотровых периодов и принятой структуры ремонтного цикла для данного оборудования.
Таблица 2- График планово-предупредительного ремонта
| Вид работ |
КР |
О |
ТР |
О |
ТР |
О |
ТР |
О |
ТР |
О |
КР |
| Год |
2005 |
2005 |
2006 |
2006 |
2006 |
2007 |
2007 |
2007 |
2008 |
2008 |
2008 |
| Месяц |
6 |
10 |
2 |
6 |
10 |
2 |
6 |
10 |
2 |
6 |
10 |
В 2008 году по структуре ремонта и технического обслуживания предусматривается для станка 1М63Н: один осмотр в июне, один текущий ремонт в феврале и один капитальный ремонт в октябре.
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РАЗБОРКИ
Операция разборки - операция разборки ремонтные операции, производимые по определенной технологии для каждого агрегата.
Перед разборкой станка нужно ознакомиться с его устройством, назначением и взаимодействием его сборочных единиц и деталей. Если это трудно осуществить обследованием станка, необходимо ознакомиться с инструкциями и чертежами, которые по данному станку имеются, и только после этого приступить к разборке. Точно так же и перед разборкой той или иной сборочной единицы следует хорошо изучить её внутреннее устройство и способы крепления отдельных деталей, установить порядок и методы разборки.
Перед разборкой, а так же в процессе разборки сложных и ответственных механизмов станка рекомендуется составлять их схемы, особенно в тех случаях, когда ремонтник впервые имеет дело с подобными устройствами. При разборке следует наносить на нерабочие торцовые поверхности деталей цифровые метки, облегчающие подбор деталей к сборке и саму сборку.
В первую очередь снимают узлы, препятствующие снятию других узлов, строго соблюдая при этом правила безопасности труда и обеспечивая сохранность оборудования. Разборку начинают со снятия кожухов, крышек, защитных щитков, скребков и других деталей, ограничивающих доступ к разбираемым узлам и механизмам. Затем освобождают стопорные винты, выпрессовывают штифты точного фиксирования взаимного расположения деталей и узлов, после чего продолжают разборку. При разборке детали надо снимать аккуратно, без перекосов и повреждений; при необходимости приложения определенных усилий по деталям наносят удары молотком, пользуясь подставками или выколотками из древесины либо мягкого металла.
Каждый станок может быть расчленён на узлы, подузлы, комплекты, детали. Расчленение станка на сборочные единицы облегчает построение технологического процесса разборки и облегчает осуществление разборки каждого узла в отдельности.
Перед проектированием технологического процесса разборки изделия оставляют схему его разборки. Схемы разборки по сравнению с другими формами записи имеют достоинства - наглядность и простоту пользования.
Разборку коробки подач производим в следующей последовательности:
Извлечь втулку (поз. 3) и иглу (поз. 4), снять крышку (поз. 2). Выпрессовать втулку (поз. 9), извлечь стопорное кольцо (поз. 72), выпрессовать стакан (поз. 8) и извлечь подшипник (поз. 77) выпрессовать втулку (поз.11) и извлечь шпонку (поз. 82).
Извлечь комплект 1 (вал шлицевой (поз. 10) в сборе) и разобрать его на детали:
- выпрессовать зубчатое колесо (поз. 7);
- снять втулку (поз. 6);
- выпрессовать зубчатое колесо (поз. 5).
Выбить штифт (поз. 87), извлечь втулку (поз. 23) и снять втулку (поз. 14). Выпрессовать втулку (поз. 15), подшипник (поз. 73), стакан (поз. 16), подшипник (поз. 77).
Извлечь комплект 2 (вал шлицевой (поз.13) в сборе) и разобрать его на детали:
- извлечь шпонку (поз.85);
- выпрессовать подшипник (поз.77);
- снять втулку (поз.24);
- выпрессовать подшипник (поз.)73;
- снять втулку (поз.18);
- выпрессовать зубчатое колесо (поз.21);
- снять втулку (поз.20);
- выпрессовать зубчатое колесо (поз.21).
Извлечь комплект 3 (стакан (поз.22) в сборе) и разобрать его на детали:
- снять стопорное кольцо (поз.68);
- выпрессовать подшипник (поз.75);
- снять стопорное кольцо (поз.71);
- выпрессовать подшипник (поз.77);
Выбить штифт (поз.86), извлечь втулку (поз.25).
Извлечь комплект 4 (вал (поз.46) в сборе) и разобрать его на детали:
- выпрессовать стакан (поз.44);
- выпрессовать подшипник (поз.77);
- выпрессовать подшипник (поз.76);
- снять стопорное кольцо (поз.69);
- снять стопорное кольцо (поз.69);
- выпрессовать подшипник (поз.76).
Выкрутить винт (поз.65), выпрессовать зубчатое колесо (поз.45),извлечь шпонку (поз.83), и снять встакан (поз.43), выпрессовать подшипник (поз.74). Выпрессовать зубчатое колесо (поз.42) и извлечь шпонку (поз.83).
Извлечь комплект 5 (вал (поз.41) в сборе) и разобрать его на детали:
- выкрутить винт (поз.64);
- выпрессовать зубчатое колесо (поз.37);
- извлечь шпонку (поз.83);
- выпрессовать зубчатое колесо (поз.37);
- снять кольцо (поз.40);
- выпрессовать зубчатое колесо (поз.37);
- снять кольцо (поз.40).
Извлечь крышку (поз.27) и крышку (поз.28) выпрессовать подшипник (поз.75).
Извлечь комплект 6 (вал шлицевой (поз.47) в сборе) и разобрать его на детали:
- выпрессовать зубчатое колесо (поз.29);
- выпрессовать зубчатое колесо (поз.30);
- выпрессовать зубчатое колесо (поз.31);
- выпрессовать зубчатое колесо (поз.32);
- выпрессовать зубчатое колесо (поз.33);
- выпрессовать зубчатое колесо (поз.33);
- снять стопорное кольцо (поз.70);
- снять кольцо (поз.35);
- снять втулку (поз.33);
- выпрессовать подшипник (поз.79);
- выпрессовать подшипник (поз.79).
Выпрессовать подшипник (поз.76), снять стопорное кольцо (поз.67) и выпрессовать подшипник (поз.76).
Снять крышку (поз.52), выпрессовать подшипник (поз.76).
Извлечь комплект 7 (вал шлицевой (поз.17) в сборе) и разобрать его на детали:
- выпрессовать зубчатое колесо (поз.54);
- снять втулку (поз.53);
- извлечь шпонку (поз.80);
- выпрессовать втулка (поз.55);
- выпрессовать зубчатый блок колес (поз.58);
- выпрессовать зубчатое колесо (поз.57);
- извлечь шпонку (поз.81);
- выпрессовать зубчатое колесо (поз.56).
Выпрессовать зубчатое колесо (поз.59), выпрессовать подшипник (поз.76), снять кольцо (поз.60), выпрессовать подшипник (поз.78).
Выкрутить винт (поз.66), снять стакан (поз.48), извлечь стопорное кольцо (поз.69), выпрессовать подшипник (поз.76).
Извлечь комплект 8 (вал шлицевой (поз.61) в сборе) и разобрать его на детали:
- выпрессовать зубчатое колесо (поз.49);
- выпрессовать зубчатое колесо (поз.50);
- выпрессовать подшипник (поз.76);
- выпрессовать подшипник (поз.76);
- снять стопорное кольцо (поз.69);
- снять втулку (поз.12);
- выпрессовать муфту (поз.88);
- извлечь шпонку (поз.80);
- выпрессовать зубчатое колесо (поз.63);
- извлечь шпонку (поз.84);
- снять втулку (поз.62);
- снять втулку (поз.10);
- выпрессовать подшипник (поз.75);
- снять стопорное кольцо (поз.68);
- выпрессовать подшипник (поз.75);
- выпрессовать зубчатое колесо (поз.51);
- выпрессовать подшипник (поз.77);
- выпрессовать подшипник (поз.77);
- снять втулку (поз.26);
- снять втулку (поз.12).
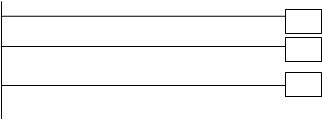
Коробка подач Комплект Деталь
   
 


Рисунок 2 - График разборки коробки подач станка 1М63Н
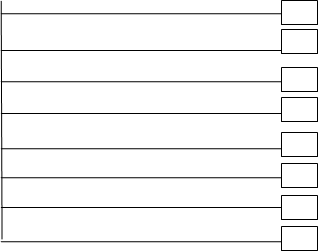
Продолжение рисунка 2 - Коробка подач Комплект Деталь

 

Продолжение рисунка 2 - Коробка подач Комплект Деталь

 
Продолжение рисунка 2 - Коробка подач Комплект Деталь

4. ДЕФЕКТАЦИЯ ДЕТАЛЕЙ
После разборки коробки подач детали и сборочные единицы должны быть тщательно промыты и очищены, так как это облегчает выявление дефектов и улучшает санитарные условия ремонта.
Для промывки окрашенных изделий применяется моющий состав, состоящий из:
- натрий углекислый – 0,8 – 1,2%
- эмульсия – 3,5%
Для промывки неокрашенных стальных и чугунных деталей используется состав состоящий из:
- натрий едкий – 1,5 – 2,5%;
- натрий углекислый – 1,5 – 2,5%;
- натрий кремнекислый – 0,3 – 0,5%;
- тририйфосфат – 1,5 – 2,5%;
При изготовлений раствора необходимо подогреть воду до 50 – 60 ◦С и растворить необходимое количество реактивов, залить раствор в ванну моечной машины, довести объем ванны теплой ванны до заданного, включить насосную установку для перемешивания раствора, тщательно перемешать.
В случаи отсутствий моечной машины детали и узлы промыть в ванне с подогревом до 25…30ºС моющим составам с помощью щетки и протереть ветошью.
Дефектацию промытых и просушенных деталей производят после их комплектований по узлам. Эта операция требует большого внимания. Каждую деталь сначала осматривают, затем соответствующим проверочным или измерительным инструментом проверяют ее размеры. В определенных случаях проверяется взаимодействие сопрягаемых деталей.
Цель дефектации – выявить дефекты деталей, установить возможность ремонта или определить необходимость замены детали.
В процессе дефектации детали сортируют на три группы: годные, ремонтнопригодные и негодные. К годным относят детали, износ рабочих поверхностей у которых не вышел за пределы допуска на те или иные размеры. Определяющие эти работающие поверхности. У ремонтопригодных деталей износ может быть выше предельных допусков, но ремонт таких деталей экономически целесообразен. При ремонте негодные детали подлежат замене.
Сведения о деталях, подлежащих ремонту и замене, заносят в ведомость дефектов на ремонт оборудования. Правильно составленная и достаточно подробное ведомость дефектов имеет большое значение при подготовке к ремонту. Это ответственный документ составляет технолог по ремонту оборудования с участием бригадира ремонтной бригады, мастера ремонтного цеха и представителей ОТК.
При дефектации детали необходимо маркировать порядковым номером ведомости дефектов, а так же инвентарным номером станка, что облегчает контроль выполнения дальнейших ремонтных операций.
Проверенные детали сортируют на три группы:
- годные для дальнейшей эксплуатации;
- требующие ремонта или восстановления;
- негодные, подлежащие замене.
При сортировке на группы детали рекомендуется помечать краской; годные – белой, ремонто-пригодные – зеленой, негодные-красной.
Исходя из экономических соображений, технических требований к деталям, а также величины износа устанавливают, что целесообразнее – ремонт детали или замена ее новой.
В результате проведения дефектации оборудования и узла определили следующие виды дефектов.
Таблица 3 - Дефектация деталей
| Наименование детали |
Дефект |
Способ определения |
Средства измерения |
Группа
пригодности
|
Подшипник
(поз.77)
|
Защемление тел качения |
Визуально |
____ |
Негодная |
| Вал (поз.13) |
Износ посадочной поверхности под подшипник Ø22+0,015 мм до 0,2 мм
Износ шлицев по профилю до 0,3 мм
|
Измерение |
МК 50
ГОСТ 6507-90
ШЦ 1-125-0,1 ГОСТ 166-89
|
Ремонто-пригодная |
| Кольцо стопорное (поз.72) |
Трещина |
Визуальный осмотр |
____ |
Негодная |
| Шестерня (поз.19) |
Остроконечность зубьев |
Измерение, визуальный осмотр |
ШЗ-18 ТУ 2-034-773-84 |
Ремонто-пригодная |
| Втулка (поз.44) |
Трещина |
Визуальный осмотр |
____ |
Негодная |
| Зубчатый блок колес (поз.58) |
Износ зубчатого венца |
Визуальный осмотр и измерение |
ШЦ 1-125-0,1 ГОСТ 166-89
МК 50
ГОСТ 6507-90
|
Ремонто-пригодная |
Ремонтопригодные: Негодные:
- вал (поз.13); - подшипник (поз.77);
- шестерня (поз.19); - кольцо стопорное (поз.72);
- зубчатый блок колес (поз.58) - втулка (поз.44).
Таблица 4 - Методы устранения дефектов восстанавливаемых деталей
| Наименование детали |
Восстанавливаемая поверхность |
Способ устранения |
| Вал (поз.13) |
Посадочное место под подшипник ø22+0,015 мм до 0,2 мм
Износ шлицев по профилю до 0,3 мм
|
Осталивание с последующей механической обработкой
Наплавка с последующей фрезерованием шлицев
|
| Шестерня (поз.19) |
Зубчатый венец |
Напресовка втулки с последующим фрезерованием зубьев |
| Зубчатый блок колес (поз.58) |
Износ червячного зубчатого венца, задиры по торцу |
Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) |
Все остальные детали являются годными к дальнейшей эксплуатации.
5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ
5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование
В процессе дефектации были выбракованы некоторые детали. Одна из них многоступенчатый шлицевой вал, подлежащий ремонту.
Он имеет разные поверхности: посадочные места под подшипники, посадочное место под шлицы и посадочное место под шпонку. Вал изготовлен из Стали 45 ГОСТ 1050-88.
На валу выявлены следующие дефекты: износ посадочной поверхности под подшипники ø22+0,015
на 0,2 мм и износ профиля шлицев до 0,3 мм.
Износ посадочных поверхностей устраняется хромированием с последующей механической обработкой, так как из всех методов восстановления поверхностей осталивание наиболее дешевый и эффективный способ при не большом износе, так как металлизацией может наращиваться слой до 2 мм.
Износ профиля шлицев устраняется заваркой (наплавкой) с последующей механической обработкой, так как данный метод является самым экономичным и дешевым.
5.2 Разработка маршрутно-операционной технологии
Таблица 5 - Маршрутная технология
| Номер операции |
Наименование операции |
Оборудование |
| 005 |
Токарно-винторезная |
16К20 |
| 010 |
Наплавочная |
Трансформатор СТШ-250 |
| 015 |
Токарно-винторезная |
16К20 |
| 020 |
Горизонтально-фрезерная |
6Р82 |
| 025 |
Слесарная |
Верстак |
| 030 |
Шлицешлифовальная |
3451 |
| 035 |
Круглошлифовальная |
3У151 |
| 040 |
Гальваническая |
Гальваническая линия |
| 045 |
Круглошлифовальная |
3У151 |
| 050 |
Контрольная |
Стол ОТК |
Таблица 6 - Операционная технология
| Номер операции |
Наименование операции, содержание установок и переходов |
Приспособление |
Инструмент |
| Режущий |
Средства измерения |
| 1 |
2 |
3 |
4 |
5 |
005
010
015
020
025
030
035
040
045
050
|
Токарно-винторезная
А- Установить, закрепить
1.Править центр. отверстие В8 ГОСТ 14034-74 выдерживая α600
Б- Переуст. , закрепить
1.Править центр. отверстие В8 ГОСТ 14034-74
выдерживая α600
Наплавочная
А- Установить, закрепить
1. Наплавить поверхность шлицев слой Ме выдерживая minǾ30
Токарно-винторезная
А- Установить, закрепить
1.Подрезать торец Ǿ30+0,6
на L=50-0,7
2.Точить пов-ть Ǿ28+0,5
на L=134-0,1
оконч. до
Rа=3,2 мкм, выдерж. R2
3.Точить фаску 2х450
Горизонтально-фрезерная
А- Установить, закрепить
1. Фрезеровать последовательно 6 шлицев
b=7,2-0,5
на пов-ти Ǿ28+0,5
на L=122-0,1
выдер. R9 и d=22-0,2
Слесарная
А- Установить, закрепить
1.Зачистить заусенцы
Шлицешлифовальная
А- Установить, закрепить
1.Шлифовать боковые пов-ти выдер. b=7-0,5
,до Rа=1,6 мкм
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-тьна L=23±0,5
выдер.ø21,8+0,12
Гальваническая
А- Изолировать места не подлежащие осталиванию
Б- Установить, закрепить
1. Осталить пов-ть выдер. minǾ22,2
на L=23±0,5
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть на L=23-0,5
выдер. ø22+0,015
оконч. до Rа=0,8 мкм
Контрольная
А- Установить
1.Проверить размеры согласно чертежа
- L=23-0,5
-ø22+0,015
- b=7-0,5
- Ǿ28+0,5
-фаску 2х450
- L=134-0,1
|
Патрон 7102-0058 ГОСТ 24351-80
Люнет
То же
Призма 1-31 ГОСТ
5641-88; Электродержатель ЭД-25 ГОСТ 14651-78; Электрод УОНИ 13/45 ГОСТ 9466-94
Патрон 7102-0058 ГОСТ 24351-80
Центр 7032-0023 ГОСТ 13214-79
УДГ 7036-0053
ГОСТ 8615-89
Тиски 7827-0259 ГОСТ 4045-75
УДГ 7036-0053
ГОСТ 8615-89
Центр 7032-0023 ГОСТ 13214-79 (два)
Хомутик 7107-0035 ГОСТ 2578-70
Подвеска специальная, смытая кинопленка.
Бумага
Центр 7032-0023 ГОСТ 13214-79 (два)
Хомутик 7107-0035 ГОСТ 2578-70
Стол ОТК
|
Сверло 2317-0106 ГОСТ 14952-75
То же
Резец 2102-0005 ГОСТ 18877-73
Резец 2101-0013 ГОСТ
18877-73
Резец 2102-0005 ГОСТ 18877-73
Дисковая фреза
Р6М5
2250-001
ГОСТ 3964-69
Напильник 2822-1060 ГОСТ1465-80
Шлифкруг 1-
90×32×40
14А50 НСТ17К
ГОСТ 2424-83
Шлифкруг 1- 260×40×120 14А40НСТ17К ГОСТ 2424-83
Шлифкруг 1- 260×30×120 14А40НСТ17К ГОСТ 2424-83
|
ШЦ-1-125-0,1 ГОСТ 166-89
ШЦ-1-125-0,1 ГОСТ 166-89
МК 50 ГОСТ6507-90
Шлицевое кольцо
ГОСТ 24959-81
Комплексный спецкалибр
МК 50 ГОСТ6507-90
ШЦ-1-125-0,1 ГОСТ 166-89
МК 50 ГОСТ6507-90
ШЦ-1-125-0,1 ГОСТ 166-89
МК 50 ГОСТ6507-90
Шлицевое кольцо
ГОСТ 24959-81
МК 50 ГОСТ6507-90
Визуально
ШЦ-1-125-0,1 ГОСТ 166-89
|
5.3 Выбор режимов резания
Таблица 7 – Разработка режимов резания
Номер
операции
Н
|
Наименование операции и содержание установов и переходов
|
D мм
|
L мм
|
t мм
|
i
|
S
мм/об
|
V
м/мин
|
n
об/ мин
|
N кВт
|
Tо
мин
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
005
010
015
020
025
030
035
040
045
|
Токарно-винторезная
А- Установить, закрепить
1.Править центр. отверстие В8 ГОСТ 14034-74 выдерживая α600
Б- Переуст. , закрепить
1.Править центр. отверстие В8 ГОСТ 14034-74
выдерживая α600
Наплавочная
А- Установить, закрепить
1. Наплавить поверхность шлицев слой Ме выдерживая minǾ30min
Токарно-винторезная
А- Установить, закрепить
1.Подрезать торец Ǿ30+0,6
на L=50-0,7
2.Точить пов-ть Ǿ28+0,5
на L=134-0,1
оконч. до
Rа=3,2 мкм, выдерж. R2
3.Точить фаску 2х45
Горизонтально-фрезерна
А- Установить, закрепить
1. Фрезеровать последовательно 6 шлицев
b=7,2-0,5
на пов-ти Ǿ28+0,5
на L=122-0,1
выдер. R9 и d=22-0,2
Слесарная
А- Установить, закрепить
1.Зачистить заусенцы
Шлицешлифовальная
А- Установить, закрепить
1.Шлифовать боковые пов-ти выдер. b=7-0,5
, d=20-0,2
до Rа=1,6 мкм
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-тьна L=23-0,5
выдер.ø21,8+0,12
Гальваническая
А- Изолировать места не подлежащие осталиванию
Б- Установить, закрепить
1.Осталить пов-ть выдер. min Ǿ22,2min
на L=23±0,5
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть на L=23-0,5
выдер. ø22+0,015
оконч. до Rа=0,8 мкм
|
8
30
30
28
22
22,2
|
12
12
4
136
4
23
23
|
0,1
0,1
1
2
2
2П
0,1
2П
0,1
|
1
1
1
1
1
1
h/0,2
1
|
0,18
С83,К38
0,18
С83,К38
0,2
С63,К18
0,5
С39,К3
0,3
С37,К2
Stм
мм/мин
0,88
с 201
т 5.12
n/1
Stм
мм/мин
0,88
с 201
т 5.12
|
4
С83,К38
4
С83,К38
170
С47,К6
165
С47,К6
165
С47,К6
80
с 201
т 5.12
t0
C/90
80
с 201
т 5.12
|
315
315
1250
800
350
D г/см3
7,8
350
|
1,1
1,1
C/
1,042
1,1
|
0,21
0,21
Т0
1,24
0,1
0,3
0,01
0,18
С201
0,63
399,8
0,63
|
6. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
6.1 Выбор вида заготовки
В качестве заготовки выбираем стальной горячекатаный прокат Ǿ35 мм.
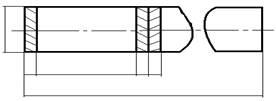
Рисунок 3 – Эскиз заготовки
а – припуск на подрезку торцов;
а = 2 мм ;
b – припуск на отрезку равен ширине режущего инструмента;
b = 4 мм (резец).
Круг  , ,
где: круг – сталь горячекатаная круглая;
35 – диаметр круга;
А – поверхность по группе А (чистая светлая)
h10 –предельное отклонение на заготовку;
ГОСТ 2590-71 – стандарт на форму проката;
45 – марка стали;
Н – нагартованная;
5 – категория по контролируемым свойствам;
δ – для обработки резания;
ГОСТ 1050-88 – гост на материал.
Для анализа исполнения материала производится расчет коэффициента использования материала по формуле:
КИМ = mд /mз , (4)
где: mд - масса детали;
mз – масса заготовки.
mд = 0,11 кг,
Массу заготовки находим по формуле:
тз = Vз · ρ, (5)
где: ρ – плотность материала, г/см³.
ρ = 7,8 · 103
г/см³
Vз – объем заготовки.
Объем заготовки находим по формуле:
Vз = π·R²·H, (6)
Где: R – радиус заготовки, см;
H – высота заготовки, см.
Vз = 3,14 · 17² · 0,4 = 453,73 см³
тз = 453,73 · 7,8 · 103
= 3,54 кг.
КИМ = 0,11/3,54 = 0,1.
6.2 Маршрутно-операционная технология изготовления детали
Таблица 8 - Маршрутная технология
| Номер операции |
Наименование операции |
Оборудование |
| 005 |
Токарно-винторезная |
16К20 |
| 010 |
Слесарная |
Верстак |
| 015 |
Круглошлифовальная |
3У151 |
| 020 |
Внутришлифовальная |
3Б228 |
| 025 |
Контрольная |
Стол ОТК |
Таблица 9 - Операционная технология
| Номер операции |
Наименование операции, содержание установок и переходов |
Приспособление |
Инструмент |
| Режущий |
Средства
измерения
|
| 1 |
2 |
3 |
4 |
5 |
005
010
015
020
025
|
Токарно-винторезная
А- Установить, закрепить
1.Подрезать торец
2. Сверлить отв. Ǿ18+0,5
на
L = 46-0,4
3. Расточить отв. на
L = 46-0,4
выдерживая
Ǿ19+0,5
предварительно
4. Расточить отв. Ǿ19,7+0,61
на L = 46-0,4
окончательно до Ra=3,2мкм
5.Расточить фаску 1,6х450
6.Точить пов-ть на L =46-0,4
выдерживая Ǿ31,2+0,4
предварительно
7.Точить пов-ть на L =46-0,4
выдерживая Ǿ30,2+0,3
до
Ra = 3,2мкм окончательно
8.Точить фаску 1,6х450
9.Точить канавку Ǿ28-0,52
b = 6±0,1 на L = 12-0,2
10.Отрезать деталь на
L = 42-0,4
Б – Переустановить, закрепить
1.Подрезать торец на
L = 40-0,4
2.Точить фаску 1,6х450
3. Расточить фаску 1,6х450
4. Точить канавку Ǿ25-0,51
,
b = 3,5±0,1 на L = 8-0,1
Слесарная
А- Установить, закрепить
1.Зачистить заусенцы
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть Ǿ30+0,032
до Ra=1,6 мкм на проход
Внутришлифовальная
А- Установить, закрепить
1.Шлифовать отв. на про
ход выдерживая Ǿ20+0,068
до Ra=1,6 мкм окончательно
Контрольная
А- Установить
1.Проверить размеры согласно чертежа
- Ǿ20+0,068
- Ǿ30+0,032
- Ǿ25-0,51
, b = 3,5±0,1
- фаску 1,6х450
- фаску 1,6х450
- Ǿ28-0,52
, b = 6±0,1
- фаску 1,6х450
- фаску 1,6х450
- L = 40-0,4
|
Патрон 7102-0058 ГОСТ 24351-80
То же
Тиски 7827-02599 ГОСТ 4045-75
Оправка 7110-0384-1-30 ГОСТ 31.1066.03-97
Хомутик 7107-0035
ГОСТ 2578-70
Два центра 7032-0023 ГОСТ 13214-79
Патрон 7102-0058 ГОСТ 24351-80
Стол ОТК
|
Резец 2102-0005 ГОСТ 18877-73
Сверло 2300-2884 ГОСТ 12121-77
Резец 2141-0009 ГОСТ 18883-73
То же
Резец 2140-0008 ГОСТ 18882-73
Резец 2101-0013 ГОСТ 18879-73
То же
Резец 2102-0005 ГОСТ 18877-73
Резец 2130-0255 ГОСТ 18884-73
То же
Резец 2102-0005 ГОСТ 18877-73
То же
Резец 2140-0008 ГОСТ
18882-73
Резец 2130-0255 ГОСТ 18884-73
Напильник 2822-1060 ГОСТ1465-80
Шлифкруг 1- 260×40×120 14А40НСТ1
7К
ГОСТ 2424-83
Шлифголовка 16×16×8 14А40НСМ27 1кл ГОСТ 2424-75
|
ШЦ 1-125-0,1 ГОСТ 166-89
То же
-/-
-/-
-/-
МК 50 ГОСТ 6507-90
То же
ШЦ 1-125-0,1 ГОСТ 166-89
То же
-/-
-/-
МК 50 ГОСТ 6507-90
НИ 18-50 ГОСТ 868-82
НИ 18-50 ГОСТ 868-82
МК 50 ГОСТ 6507-90
ШЦ 1-125-0,1 ГОСТ 166-89
Визуально
Визуально
ШЦ 1-125-0,1 ГОСТ 166-89
Визуально
Визуально
ШЦ 1-125-0,1 ГОСТ 166-89
|
6.3 Выбор режимов резания
Таблица 10 – Разработка режимов резания
Номер
операции
Н
|
Наименование операции и содержание перехода
|
D мм
|
L мм
|
t мм
|
i
|
S
мм/об
|
V
м/мин
|
n
об/ мин
|
N кВт
|
Tо
мин
|
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
005
010
015
020
|
Токарно-винторезная
А- Установить, закрепить
1.Подрезать торец
2. Сверлить отв. Ǿ18+0,5
на L = 46-0,4
3. Расточить отв. на
L = 46-0,4
выдерживая
Ǿ19+0,5
предварительно
4. Расточить отв. Ǿ19,7+0,61
на L = 46-0,4
окончтельно до Ra=3,2мкм
5.Расточить фаску 1,6х450
6.Точить пов-ть на
L =46-0,4
выдерживая Ǿ31,2+0,4
предварительно
7.Точить пов-ть на
L =46-0,4
выдерживая Ǿ30,2+0,37
до Ra = 3,2мкм окончательно
8.Точить фаску 1,6х450
9.Точить канавку Ǿ28-0,52
b = 6±0,1 на L = 12-0,2
10.Отрезать деталь на
L = 42-0,4
Б – Переустановить, закрепить
1.Подрезать торец на
L = 40-0,4
2.Точить фаску 1,6х450
3. Расточить фаску 1,6х450
4. Точить канавку
Ǿ25-0,51
, b = 3,5±0,1 на L = 8-0,1
Слесарная
А- Установить, закрепить
1.Зачистить заусенцы
Круглошлифовальная
А- Установить, закрепить
1.Шлифовать пов-ть Ǿ30+0,32
до Ra=1,6 мкм на
проход
Внутришлифовальная
А- Установить, закрепить
1.Шлифовать отв. на про
ход выдерживая Ǿ20+0,068
до Ra=1,6 мкм окончательно
|
35
18
19
19,7
19,7
34
31,2
31,2
28
30,2
30,2
30,2
19,7
25
30,2
20
|
19,5
52
48
48
3,6
48
48
3,6
12
17,6
17
3,6
3,6
8
40
40
|
2
10
2
0,85
1,6
2
1
1,6
3
1
2
1,6
1,6
1,75
2П
0,1
2П
0,15
|
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
|
0,2
с63, к18
0,14
с103, к41
0,2
с37, к2
0,5
с39, к3
0,3
с37, к2
0,3
с36, к1
0,4
с39, к3
0,3
с37, к2
0,1
с63, к18
0,1
с63, к18
0,2
с63, к18
0,3
с36, к1
0,4
с37, к2
0,1
с63, к18
Stx
мм/
мин
0,5
с201, т5,12
St
мм/
мин
3200
с201, т5,12
Sм
мм/дв.ход
0,0048
с201, т5,12
|
170
с64, к19
32
с82, к37
130
с47, к6
165
с47, к6
165
с47, к6
145
с47, к6
165
с47, к6
165
с47, к6
170
с64, к19
32
с64, к19
170
с64, к19
165
с47, к6
165
с47, к6
170
с64, к19
35
35
|
500
100
630
1250
800
630
1250
800
500
500
500
800
800
50
360
360
с201, т5,12
|
11
с106, к46
|
0,03
0,31
0,136
0,15
0,014
0,014
0,03
0,014
0,12
0,03
0,03
0,014
0,014
0,02
0,18
с201
2,1
1,21
|
Для нормирования принята внутришлифовальная операция 020
Расчет основного времени
Расчет основного времени T0
, мин по формуле
 , (6) , (6)
T0
= 2 · 61,63 · 0,15/3200 · 0,0048 = 1,21мин.
Расчет вспомогательного времени
Рассчитать вспомогательное время Тв
мин по формуле:
Тв
= Tуст
+ Tобр
+Tизм
,
где Tуст
– вспомогательное время на выполнение комплекса приемов по установке и снятии детали, мин.
Tуст
= 0,7 мин; [1, с 33, карта 2, поз. 3]
Tобр
- вспомогательное время на выполнение комплекса приемов связанных с обработкой поверхности, мин
Tобр
= 0,8 мин; [1, с 132, карта 47, лист 1, поз. 10]
Tизм
- вспомогательное время на выполнение комплекса приемов связанных с измерением обработанной поверхности, мин
Tизм
= 0,16 мин; [1, с 188, карта 86, лист 1, поз. 72]
Тв
= 0,7+0,8+0,16 = 1,66 мин.
Расчет штучного времени
Рассчитать штучное время Тш
мин на выполнение внутришлифовальной операции по формуле
Тш
=( То
+ Тв
· Кt
в
)(1+(aобс
+aотл
/100)), (7)
где Кt
в
– коэффициент серийности на вспомогательное время, зависящий от серийности производства
Кt
в
= 1,15; [1, с 31, карта 1]
аобс
– время на обслуживание рабочего места в % от оперативного времени;
аобс
= 10%; [1, с 130, карта 45]
aотл
– время на отдых и личные надобности в % от оперативного времени;
aотл
= 4%; [1, с 203, карта 83]
Тш
= (1,21 + 1,66 · 1,15) · (1+(10+4/100) = 3,56 мин.
Тпз
– подготовительно-заключительное время на выполнение всей партии в целом и состоящее из трех элементов;
Тпз
= Тпз1
+Тпз1
+ Тпз3
,
Тпз1
– подготовительно-заключительное время на наладку станка, приспособления, мин
Тпз1
= 10 мин; [1, с 130, карта 45, поз. 1]
Тпз2
– подготовительно-заключительное время на дополнительные приемы, мин
Тпз2
= 0 мин;
Тпз3
– подготовительно-заключительное время на получение инструмента, приспособлений до начала и сдачу их после окончания обработки, мин
Тпз3
= 7 мин; [1, с 131, карта 46, поз. 3]
Тпз
= 10+0+7 = 17 мин.
7. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ УЗЛА
Сборка коробку подач производиться в порядке обратном разборке, в соответствии с правилами сборки, с применением соответствующих инструментов и приспособлений в последовательности приведенной ниже:
Установить корпус (поз.1).
Собрать комплект 8 и установить его: установить шпонку (поз.84), напрессовать зубчатое колесо (поз.63), установить втулку (поз.62), напрессовать подшипник (поз.75), установить втулку (поз.10), установить стопорное кольцо (поз.68), впрессовать подшипник (поз.75). Установить втулку (поз.26), напрессовать подшипник (поз.77), напрессовать подшипник (поз.77) и напрессовать зубчатое колесо (поз.51), установить втулку (поз.12) и муфту (поз.88). Установить втулку (поз.12), напрессовать подшипник (поз.76), установить стопорное кольцо (поз.69), напрессовать зубчатое колесо (поз.50) и впрессовать подшипник (поз.69). Напрессовать зубчатое колесо (поз.49), установить шпонку (поз.80) и установить шлицевой вал (поз.61).
Напрессовать подшипник (поз.76), впрессовать подшипник (поз.78), установить кольцо (поз.60) и установить зубчатое колесо (поз.59). Установить подшипник (поз.76), стопорное кольцо (поз.69) и установить стакан (поз.48). Завинтить винт (поз.66).
Собрать комплект 7 и установить его: установить втулку (поз.55), установить шпонку (поз.80), напрессовать зубчатое колесо (поз.54) и впрессовать втулку (поз.53). Напрессовать зубчатое колесо (поз.56), установить шпонку (поз.81) и напрессовать зубчатое колесо (поз.57). Установить зубчатый блок колес (поз.58) и установить вал шлицевой (поз.17).
Впрессовать подшипник (поз.76) и установить крышку (поз.52). Установить стопорное кольцо (поз.67), впрессовать подшипник (поз.76) и впрессовать подшипник (поз.76).
Собрать комплект 6 и установить его: установить зубчатое колесо (поз.29), установить зубчатое колесо (поз.30), установить зубчатое колесо (поз.31), установить зубчатое колесо (поз.32), установить зубчатое колесо (поз.33), напрессовать подшипник (поз.79), напрессовать подшипник (поз.79). Напрессовать втулку (поз.34), установить кольцо (поз.35) и стопорное кольцо (поз.70). Напрессовать зубчатое колесо (поз.36) и установить вал шлицевой (поз.47).
Впрессовать подшипник (поз.76) и установить крышку (поз.28) и крышку (поз.27).
Собрать комплект 5 и установить его: установить зубчатое колесо (поз.38), установить шпонку (поз.83), напрессовать зубчатое колесо (поз.37) и завинтить винт (поз.64). Установить втулку (поз.40), установить зубчатое колесо (поз.39), установить втулку (поз.40). Установить шлицевой вал (поз.41).
Установить шпонку (поз.83), напрессовать зубчатое колесо (поз.42), напрессовать подшипник (поз.74), установить стакан (поз.43), установить шпонку (поз.83) и напрессовать зубчатое колесо (поз.45) и завинтить винт (поз.65).
Собрать комплект 4 и установить его: впрессовать подшипник (поз.76) установить стопорное кольцо (поз.69) и (поз.69) и впрессовать подшипник (поз.76), впрессовать стакан (поз.44), впрессовать подшипник (поз.77). Установить вал (поз.46).
Установить втулку (поз.25) и вбить штифт (поз.86).
Собрать комплект 3 и установить его: напрессовать подшипник (поз.68), установить стопорное кольцо (поз.68), впрессовать подшипник (поз.85), установить стопорное кольцо (поз.71). Установить стакан (поз.22).
Собрать комплект 2 и установить его: напрессовать зубчатое колесо (поз.21), установить втулку (поз.20), напрессовать зубчатое колесо (поз.19). Установить втулку (поз.18), напрессовать подшипник (поз.73), установить втулку (поз.24), напрессовать подшипник (поз.77). Установить шлицевой вал (поз.13).
Напрессовать подшипник (поз.77), установить стакан (поз.16), напрессовать подшипник (поз.73), установить втулку (поз.15), (поз.14) и (поз.23) и вбить штифт (поз.23).
Собрать комплект 1 и установить его: напрессовать зубчатое колесо (поз.5), установить втулку (поз.6), напрессовать зубчатое колесо (поз.7). Установить шлицевой вал (поз.10).
Установить шпонку (поз.82), напрессовать втулку (поз.11), напрессовать подшипник (поз.77), установить стопорное кольцо (поз.72). Установить стакан (поз.8) и установить крышку (поз.9). Установить иглу (поз.4), втулку (поз.3) и установить крышку (поз.2).
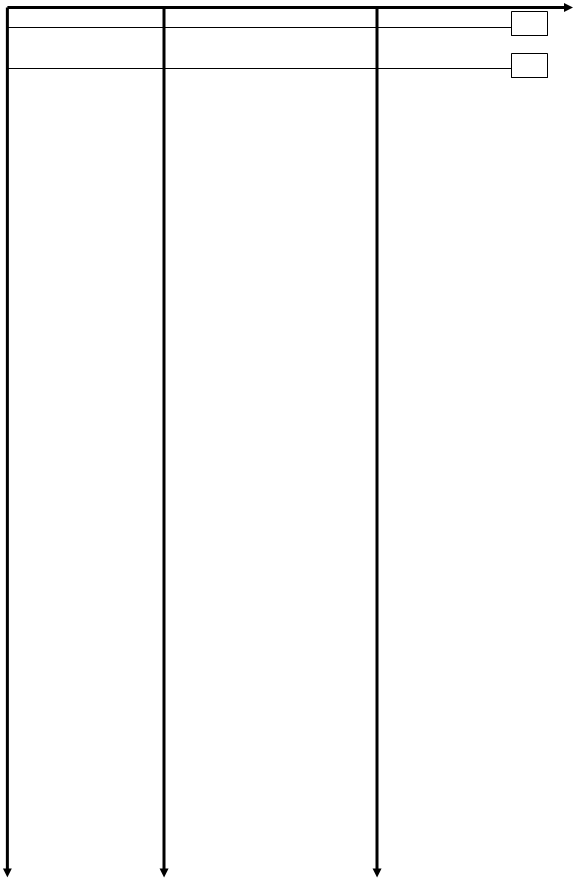
Деталь Комплект Коробка подач

Рисунок 4 – Схема сборки коробки подач станка 1М63Н
8. ИСПЫТАНИЕ И СДАЧА ОБОРУДОВАНИЯ ПОСЛЕ РЕМОНТА
Проверка 1. Радиальное биение наружной базирующей поверхности шпинделя передней бабки.
Допуск 10 мкм.
Средство измерения — прибор для измерения длин.
Схема измерения радиального биения наружных поверхностей указана на рисунке 5.

Рисунок 5 - Схема измерения
Проведение измерения.
Измерительный прибор 1 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался проверяемой поверхности 2 и был перпендикулярен оси в плоскости измерения. Рабочий орган приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора.
Проверка 2. Осевое биение шпинделя передней бабки.
Допуск 10 мкм
При измерении осевого биения рабочего органа без осевого предварительногонатяга подшипников следует устранить осевой зазор осевым усилием, направлениеи величина которого должны быть указаны в стандартах на нормы точности и технических условиях на конкретные типы станков.
При измерении осевого биения рабочего органа собранного на подшипниках качения (например, шпинделя) его необходимо поворачивать не менее чем на два последовательных оборота.
Измерение осевого биения рабочего органа должно проводиться при его вращении в направлении рабочего движения. При наличии рабочего движения рабочего органа в двух направлениях измерение его осевого биения проводят, последовательно вращая рабочий орган в каждом из них.
Средства измерения: короткая оправка с закрепленным на ее торце шариком, центр которого должен лежать на оси оправки или короткая оправка с плоским торцом, перпендикулярным к оси, или шарик, промежуточная пластинка с зажимом, прибор для измерения длин.

Рисунок 6 - Схема измерения
Проведение измерения
В отверстие проверяемого рабочего органа 2 устанавливают:
- контрольную оправку с шариком 1
- контрольную оправку с плоским торцом 1
- шарик 5, если рабочий орган имеет центровое отверстие
Измерительный прибор 3 устанавливают на неподвижной части станка соосно с проверяемым рабочим органом.
Осевое биение рабочего органа равно наибольшей алгебраической разности показаний измерительного прибора.
Проверка 3. Прямолинейность и параллельность траектории продольного перемещения суппорта относительно оси шпинделя передней бабки:
-в вертикальной плоскости;
- в горизонтальной плоскости; Допуск:
а) 20 мкм.
б) 12 мкм Свободный конец оправки может отклоняться в горизонтальной плоскости только в сторону расположения резца.
Средства измерения: прибор для намерения длин, поверочная линейка, концевые плоскопараллельные меры длины (когда плоскость, относительно которой проводят измерение, имеет отклонение в сторону выпуклости).
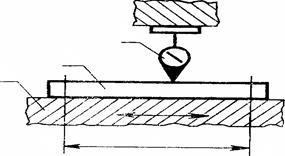
Рисунок 7 - Схема измерения
Проведение измерения.
Поверочную линейку 1 устанавливают на подвижном рабочем органе 2 вдоль направления его перемещения непосредственно на плоскость относительно которой проводят измерение или на двух концевых плоскопараллельных мерах длины одинакового размера. Измерительный прибор 3. устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. Рабочий орган перемещают па заданную длину.
Для исключения из результатов измерения отклонения от параллельности рабочих поверхностей линейки допускается производить перестановку линейки с поворотом на 180° вокруг оси, перпендикулярной ее рабочей поверхности.
Отклонение от параллельности направления перемещения рабочего органа относительно плоскости при измерении без переустановки линейки равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от параллельности направления перемещения рабочего органа относительно плоскости при измерении с перестановкой линейки равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерении до и после перестановки линейки. При этом для каждого положения линейки (до перестановки м после ее) определяют алгебраическую разность показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения рабочего органа относительно плоскости при измерении без перестановки линейки равно наибольшей алгебраической разности показании измерительного прибора на всей длине перемещения рабочего органа.
Суммарное отклонение от прямолинейности и параллельности траектории перемещения рабочего органа относительно плоскости при измерении с перестановкой линейки равно среднему арифметическому двух значений наибольшей алгебраической разности показаний измерительного прибора, полученных при измерения до и после перестановки линейки. При этом для каждого положения линейки (до перестановки и послеее) определяют наибольшую алгебраическую разность показаний измерительного прибора в пределах длины перемещениярабочего органа.
Проверка 4. Прямолинейность и параллельность траектории перемещения суппорта относительно оси конического отверстия шпинделя задней бабки.
а) в вертикальной плоскости;
б) в горизонтальной плоскости; Допуск:
а) 30 мкм.
б) 30 мкм.
Свободный конец оправки может отклоняться в горизонтальной плоскости только в сторону расположения резца.


Рисунок 8 - Схема измерения
Поведение измерения
Поверочный угольник 2 опорной поверхностью устанавливают на плоскость 1 относительно которой проводят измерение так, чтобы измерительная поверхность угольника была расположена вдоль направления перемещения рабочего органа. Измерительныйприбор 3 закрепляют:на подвижном рабочем органе 4 так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника и был перпендикулярен ей. Рабочий орган перемещают на заданную длину.
Для исключения из результатов измерения отклонения от перпендикулярности угольника допускается после первого измерения производить его поворот па 180° вокруг оси, параллельной направлению перемещения рабочего органа.
Отклонение от перпендикулярности направления перемещения, рабочего органа к плоскости при измерении без поворота угольника равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от перпендикулярности направления перемещения, рабочего органа к плоскости при измерении без поворота угольника равно алгебраической разности показаний измерительного прибора в начале (сечение I) и конце (сечение II) перемещения рабочего органа.
Отклонение от перпендикулярности направления перемещения, рабочего органа к плоскости при измерении с поворотом угольника равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота угольника. При этом для каждого положения угольника (до поворота и после его) определяют алгебраическую разность показаний измерительного прибора в начале (сечение 1) и конце (сечение II) перемещения рабочего органа.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа к плоскости при измерении без поворота угольника равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения узла.
Суммарное отклонение от прямолинейности и перпендикулярности траектории перемещения рабочего органа при измерении с поворотом угольника среднему арифметическому двух значений наибольшем алгебраической разности показаний измерительного прибора, полученных при измерении до и после поворота угольника. При этом для каждого положения угольника (до поворота и после него) определяют наибольшую алгебраическую разность показаний измерительного прибора и пределах длины перемещения узла.
9. ИНСТРУКЦИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И ЭКСПЛУАТАЦИИ СТАНКА
Механизмы станка должны быть всегда хорошо смазаны, поэтому обслуживающий персонал обязан помнить, что своевременная и достаточная смазка механизмов обеспечивает надежную работу и увеличивает долговечность станка.
Масла, заливаемые в емкости станка, должны быть рекомендуемых марок, тщательно очищены и отфильтрованы от посторонних частиц с абсолютным размером фильтрации не грубее: 25 мкм.
Схема смазки показана на рисунке 9.
В таблице 12 и 13 указаны перечень элементов системы смазки и перечень точек смазки.
Таблица 11 - Перечень элементов системы смазки
| Обозначение |
Наименование |
Кол-во |
| Б1...Б10 |
Емкость |
10 |
| В1...В6 |
Воронка заливная |
6 |
| МУ1...МУЗ |
Маслоуказатель |
3 |
| МС1...МС24 |
Масленка 3.2.2 УХЛ1 ГОСТ 19853—74 |
24 |
| НП |
Насос пластинчатый С12-5М-10УХЛ4 |
1 |
| Н1; Н2; НЗ |
Насос плунжерный |
3 |
| СЖ1.-СЖ4 |
Отверстие сливное |
4 |
| ТС1...ТС35 |
Точка смазки |
35 |
| УУЖ1...УУЖ4 |
Указатель уровня жидкости |
4 |
| Ф1 |
Фильтр 16-80-2УХЛ4 |
1 |
| Ф2; ФЗ |
Фильтр |
2 |
Таблица 12 – Карта смазки
№
точек
|
Объект смазки
|
Смазочный
материал
|
Способ смазки |
Периодичность смазки |
Расход смазочного материала |
| 1 |
2 |
3 |
4 |
5 |
6 |
| ТС1 |
Подшипниковые опоры шпинделя. Электротормозная муфта |
Масло «Индустриальное ИГП-30» ТУ38101413—96 |
Циркуляционный |
Непрерывная |
0,40 л |
| ТС2 |
Подшипники и колеса зубчатые |
То же |
То же |
0,40 л |
| ТС3 |
Сменные зубчатые колеса |
Фитильный периодический |
Ежедневно |
0.03л
|
| ТС4 |
Подшипник скольжения валика переключения фрикциона |
То же |
То же |
0,01л
|
| ТС5 |
Механизм фартука |
Циркуляционный |
Непрерывная |
| ТС6 |
Направляющие продольного перемещения суппорта |
Масло «Индустриальное ИГП-49» ТУ38101413—96 |
Периодический |
Ежедневно |
0.10 л |
| ТС7 |
Верхние направляющие каретки и винтовой пары резцовых салазок суппорта |
Масло «Индустриальное ИГП-30» ТУ38101413—96 |
То же |
То же |
0,40 л |
TCS;
TC13
|
Направляющие резцовых салазок |
То же |
0,02л
|
| ТС9, ТСЮ, |
Опоры скольжения ходового |
0,01л
|
| ТС16 |
Винта поперечного суппорта |
0,40 л |
| TCU; ТС12; |
Опоры скольжения ходового |
0,01л |
| ТС15 |
Вала поперечного суппорта |
0,01л |
| ТС14 |
Механизм резцедержки |
0,01л |
| ТС 17 |
Гайка ходового винта поперечного суппорта |
0,01
|
| ТС18 |
Подшипник скольжения конической шестерни суппорта |
0,01
|
| ТС19 |
Подшипник скольжения ходового винта резцовых салазок |
0,01 л |
| ТС20 |
Гайка механизма перемещения пиноли |
0,01 л |
| ТС21 |
Подшипник скольжения винта перемещения пиноли |
0,01 л |
| ТС22 |
Задняя опора ходового винта и вала |
0,1 л |
| ТС23 |
Подшипники шкива бабки передней |
Смазка «Лита» |
Один раз в год |
0,12л |
| ТС24 |
Оси сменных зубчатых колес |
Смазка пресс-солидол ж ГОСТ 1033—79 |
Ежедневно |
0,06л |
| ТС25 |
Зубчатые колеса привода быстрых ходов |
Смазка «Лита» |
Один раз в месяц |
0,10л |
| ТС26 |
Задняя подвижная планка каретки |
Масло «Индустриальное ИГП-49» ТУ38101413-96 |
Ежедневно |
0,02л
|
| ТС27 |
Ходовой винт |
То же |
То же |
0,02л л |
| ТС28 |
Кольцо ограждения |
Масло «Индустриальное ИГП-30»
ТУ38Ю1413—96
|
0,01 л |
| ТС29 |
Подшипники роликов пинолей люнета |
То же |
4 раза в год |
0,01л
|

Смазка станка обеспечивается следующими системами:
1) циркуляционной системой смазки механизмов зубчатых колес и подшипниковых опор бабки передней. Насос НП системы приводится в действие от вала В1 передней бабки через зубчатую передачу. Всасываемое масло из емкости Б1, проходя через фильтр Ф1, подается в подшипниковые опоры шпинделя и электротормозную муфту ТС1; в емкость Б2, из которой — к другим смазываемым точкам. Пройдя через смазываемые части, масло собирается в емкость Б1.
Кроме того, смазка деталей производится разбрызгиванием.
Контроль за подачей масла и его уровнем в емкости осуществляется визуально с помощью маслоуказателя МУ1 и указателя уровня жидкости УУЖ1.
Залив масла в емкость Б1 производится через воронку заливную В1 в крышке передней бабки, а слив жидкости — через СЖ1;
2) циркуляционной системой смазки механизма коробки подач;
Насос HI приводится в действие от эксцентрика, закрепленного на входном валу коробки подач.
Масло, всасываемое насосом из емкости БЗ через фильтр Ф2, подается в емкость Б4, из которой производится дождевая смазка подшипников и зубчатых колес — точки ТС2.
Пройдя через смазываемые части, масло собирается в емкости БЗ.
Контроль за подачей масла и его уровнем в емкости осуществляется визуально с помощью маслоуказателя МУ2 и указателя уровня жидкости УУЖ2. Залив масла в емкость БЗ производится через воронку заливную В2, а слив жидкости — через СЖ2.
3) фитильной системой смазки сменных шестерен;
Масло из емкости Б5 с помощью фитилей подается к точкам смазки ТСЗ.
4) циркуляционной системой смазки механизма фартука.
Насос Н2 приводится в действие от эксцентрика, связанного с валом-шестерней фартука. Масло, всасываемое насосом, из емкости Б6 через фильтр ФЗ подается в емкость Б8, из которой — к точкам смазки ТС5 механизма фартука.
Пройдя через смазываемые точки фартука, масло собирается в емкость Б6.
Контроль за подачей масла и его уровнем в емкости осуществляется визуально с помощью маслоуказателя МУЗ и указателя уровня жидкости УУЖЗ.
Залив масла в емкость Б6 производится через воронку заливную ВЗ, а слив жидкости — через СЖЗ
5) периодической системой смазки наливом верхних направляющих каретки и винтовой пары резцовых салазок суппорта. Залив масла производится в емкость Б10 через воронку заливную В4 и распределяется к смазываемым точкам ТС7;
6) периодической системой смазки опор скольжения ходового винта поперечного суппорта ТС9, ТС10, ТС16 направляющих резцовых салазок ТС8, ТС13, механизма резцедержки ТС14, гайки ходового винта поперечного суппорта ТС17, подшипников скольжения конического зубчатого колеса суппорта ТС18, подшипников скольжения ходового винта резцовых салазок ТС19, подшипников механизма перемещения пиноли ТС21, подшипников скольжения валика переключения фрикциона ТС4, подшипников люнета ТС29, ТС34, маховика продольного перемещения суппорта ТС35.
Смазка осуществляется с помощью масленок МС1...МС24, заполняемых ручным шприцем. Места расположения масленок и отверстий для смазки окрашены в красный цвет.
7) фитильной системой смазки задней опоры ходового винта и вала. Масло из емкости Б7 с помощью фитиля поступает к смазываемым точкам ТС22;
8) периодической системой густой смазки подшипников шкива передней бабки ТС23, механизма двигателя быстрых ходов ТС25, осуществляемой набивкой смазки «Лита» в смазываемые точки, а осей сменных зубчатых колес ТС24 смазки пресс-солидол Ж ГОСТ 1033—79.
Направляющие продольного перемещения суппорта ТС6, ходового винта ТС27 и задние поджимные планки каретки ТС26 смазываются от плунжерного насоса НЗ путем осевых перемещений рукоятки 36 см. рисунок.
Перед монтажом смазочных систем должна быть обеспечена очистка внутренних полостей емкостей от стружки и грязи.
Возможность попадания стружки в систему трубопровода должна быть исключена.
Перед запуском систем циркулярной смазки при отладке станка следует провести их промывку рабочей жидкостью в течение четырех часов, с заменой фильтроэлементов по мере их засорения.
Утечка жидкости по соединениям трубопроводов не допускается.
Перед пуском станка в эксплуатацию необходимо:
1) емкости Б1; БЗ; Б6 наполнить фильтрованным маслом «Индустриальное ИГП-ЗОА; через воронки заливные В1; В2; ВЗ до верхней риски указателей уровня жидкости УУЖ1; УУЖ2; УУЖЗ;
2) емкость Б9 наполнить фильтрованным маслом «Индустриальное ИГП-49», через воронку заливную В5 до верхней риски указателя уровня жидкости УУЖ4;
3) заполнить емкости Б5 и Б7 маслом «Индустриальное ИГП-30»;
4) залить через воронку заливную В4 масло «Индустриальное ИГП-30» в верхнюю часть суппорта;
5) заполнить места ежедневной смазки маслом «Индустриальное-ИГП-30» — ТС4; ТС7...ТС22;ТС28; ТС35 и «Индустриальное ИГП-49» — ТС6; ТС26; ТС27.
6) набить смазку «Лита» в смазываемые точки ТС23;ТС25 и пресс-солидол Ж ГОСТ 1033—79 в смазываемые точки ТС24.
При работе станка контролировать:
1) наличие масла по указателям МУ1; МУ2 и МУЗ;
2) уровень масла по указателю жидкости УУЖ1...УУЖ4.
Контроль работы насоса фартука осуществляется при быстром перемещении суппорта.
Рекомендуется при длительной работе станка на малых подачах для обеспечения смазки направляющих станины, ходового винта и задней полки станины периодически, не реже четырех-пяти раз в смену, производить два-три быстрых перемещения суппорта, предварительно перед каждым перемещением сделав вручную три-четыре двойных хода плунжера насоса НЗ. Для обеспечения правильной работы электромагнитных муфт фартука нужно следить за тем, чтобы в емкость Б6 фартука заливалось масло «Индустриальное ИГП-30» или соответствующее ему по вязкости.
В зимнее время в случае заметного повышения вязкости против нормальной, а также для уменьшения перебегов суппорта рекомендуется использовать масла с более низкой вязкостью, например, «Индустриальное ИГП-18».
Применение масел с повышенной вязкостью вызывает замедленное расцепление дисков муфт и вследствие этого — перебеги суппорта после отключения или реверсирования его движения.
Смену масла в емкостях Б1; БЗ; Б6 производить первый раз после десяти дней работы, второй — после двадцати дней, а затем — через каждые сорок дней.
Залив масла в емкость Б1 — 20 л, в емкость БЗ — 4 л, в емкость Б6 — 2,5 л, в емкость Б9 — 0,2 л. Для повышения равномерности и плавности перемещения суппорта, что особенно важно при резьбонарезных работах, рекомендуется в качестве смазки ходового винта и направляющих станины применять антискачковое масло ИНС п-65 которое заливается в емкость Б9, при температуреокружающей среды не ниже плюс 150
При переходе на другой сорт масла необходимо произвести двукратную промывку индустриальным маслом ИГП – 18.
Замену масла «Лита» в подшипниках электронасоса производить с одновременной сушкой электродвигателя при t=100...110 градусов не реже одного раза в шесть месяцев.
ЛИТЕРАТУРА
1.Паспорт станка 1М63Н.
2. Балобанов А.Н. «Краткий справочник технолога-машиностроителя», Москва, 1992г.
3. «Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках», Машиностроение, 1989г.
4. Кожура А.М. “Справочник шлифовщика”, Минск, “Высшая школа”, 1998 г.
5. Жданович В.В. «Техническая эксплуатация технологического оборудования: курсовое и дипломное проектирование », Минск, 2006 г.
|