МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНИЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Механический факультет
Кафедра Металлорежущие станки и системы
КУРСОВОЙ ПРОЕКТ
по дисциплине:
«Режущий инструмент»
на тему:
«
Расчет металлорежущих инструментов
»
Донецк 2008
Реферат
Курсовой проект: стр. 24, рис. 8, приложений 4, источников 4.
Объект исследования – металлорежущие инструменты: Долбяк, сверло комбинированное и протяжка шлицевая для обработки шлицевой втулки.
Цель работы: спроектировать указанные инструменты для обработки деталей с заданными размерами и параметрами.
В курсовом проекте приведены расчеты всех параметров и размеров указанных инструментов, выбраны материалы для изготовления инструмента и станки, на которых будет вестись обработка.
Разработаны рабочие чертежи рассчитанных инструментов.
ПРОТЯЖКА, СВЕРЛО, ДОЛБЯК, СЕКЦИЯ, СТРУЖЕЧНЫЕ КАНАВКИ, ХВОСТОВИК, МОДУЛЬ, ЗУБЧАТОЕ КОЛЕСО.
Введение
Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала.
Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длинной режущих кромок. Протягивание позволяет получать поверхности высокой точности (6-го – 8-го квалитетов точности) и низкой шероховатости Ra
=0.63–0.25 мкм.
Наиболее широкое применение получили протяжки для обработки шлицевых отверстий. При центрировании шлицевой втулки на валу по внутреннему диаметру для обеспечения более высокой точности центрирования необходимо протягивать одной протяжкой внутренний диаметр, шлицевые канавки и фаски.
Комбинированные сверла используют при обработке ступенчатых отверстий с невысокой точностью небольших и средних диаметров в крупносерийном и массовом производстве.
1. Расчет шлицевой протяжки
1.1 Исходные данные для проектирования комбинированной протяжки
Исходными данными для расчета шлицевой протяжки группового резания есть:
- внешний диаметр шлицев D =92H8 мм
;
- внутренний диаметр шлицев d=82 мм
;
- число шлицев n=20
;
- ширина шлицев b=6F10 мм
;
- длина втулки, которая протягивается, L=100 мм
;
- точность и шершавость обработки=2,5 мкм;
- материал обрабатываемой детали – чугун НВ180.
Анализ и техническое обоснование принятой конструкции протяжки
Конструктивные особенности, суммарная длина и технологичность изготовления шлицевых протяжек во многом зависят от принятой последовательности срезания припуска, то есть от комбинации зубцов, которые обрабатывают те или другие элементы шлицевой втулки.
При обработке втулки для шлицевого соединения с центрированием по внешнему диаметру (D
) или боковым поверхностям шлицев(b
) протяжка имеет только фасочные (Ф) и шлицевые (Ш) группы зубцов.
В нашем случае при центрировании по внешнему диаметру выбираем протяжку: фасочно-шлицевую (ФШ).
При обработке чугуна наряду с
быстрорежущейсталью можно применять легированную инструментальную сталь ХВГ.
По конструкции протяжки бывают цельными, составленными и сборными. Протяжки, изготовленные с постоянные ХВГ, выполняют цельными, независимо от их диаметра.
В нашем случае материалом протяжки будет служить быстрорежущая сталь Р6М5.
1.3 Выбор типа хвостовика и его размеров
Тип хвостовика и его размеры выбирают в зависимости от вида патрона протяженного станка, преимущество следует отдавать быстроизменяемым патронам.
Диаметр хвостовика должный быть меньше диаметра предварительно обработанного отверстия D0
не менее, чем на 0,3 мм для свободного входа хвостовика в деталь. Окончательный диаметр хвостовика принимается равным ближайшему стандартному размеру. Хвостовик протяжки выполняют с допуском по e7
или f7
.
Таблица 1. – Основные размеры и допустимые усилия на разрыв для хвостовиков под быстроизменяемые патроны
| Dхв
|
D1
|
D2
|
ℓ1
|
ℓ2
|
ℓ3
|
С
|
Припустиме розривне зусилля, Рдоп., Н |
| для стали Р6М5 |
| 50 |
36 |
49 |
90 |
20 |
32 |
8 |
453200 |
1.4 Определение профиля и геометрических параметров зубцов протяжки
Выбор размеров и профиля стружечных канавок
У протяжек группового резания шаг черновых и переходных зубцов на всех частях протяжки принимается одинаковым и равным
  =19 мм, =19 мм,
гдеL
– длина обрабатываемой втулки.

Рисунок 4.1 – Форма и размеры профиля зубцов протяжки
Полученное значение шагу зубцов t
округляется к ближайшего большего стандартного, приведенного в табл. 2. По таблице 2 определяют также форму, размеры профиля зубцов и активную площадь стружечной канавки. Форма профиля показанная на рис. 4.1.
Таблица 2. – Размеры профилей зубцов протяжки в (мм)
| № проф. |
t
|
b
|
R
|
h
|
r
|
F
акт, мм2 |
| 11 |
19 |
6,0 |
13,0 |
8,0 |
4,0 |
50,24 |
Для обеспечения нормальной работы протяжки без вибраций и удовлетворительного качества обработанной поверхности одновременно в работе должно находиться четыре-пять зубцов. При обработке коротких втулок предположим, чтобы в работе одновременно находилось не менее двух зубцов. Но количество одновременно работающих зубцов не должна превышать восемь штук. Поэтому рассчитанное значение шагу зубцов необходимо проверить на выполнение этого условия.
Количество одновременно работающих зубцов рассчитывается по формуле:
  . .
Целая часть показывает минимальное количество одновременно работающих зубцов Zmin
, а величина Zmax
= Zmin
+1=6
– максимальное количество одновременно работающих зубцов.
Выбор геометрических
параметров протяжки
Величины передних углов зубцов протяжки зависят от обрабатываемого материала. Величина заднего угла на черновых зубцах ограниченная тем, что при значительных величинах задних углов протяжка быстро теряет диаметральные размеры после переобострений по передней поверхности.
Передние и задние углы зубцов протяжки выбирают по табл. 3 в зависимости от типа зубцов и обрабатываемого материала.
Таблица 3 – Геометрические параметры протяжек группового резания.
| Вид зубцов |
Передние углы g в в зависимости от обрабатываемого материала |
Задние углы a в зависимости от точности обработки |
| Чугун |
7–9-й квалітети |
| св. HB 180 |
| Черновые, переходные |
10° |
3° – 4° |
| Чистовые |
0… (-5°)* |
2° |
| Калибрующие |
0… (-5°)* |
1° |
Определение подъемов на зуб
Черновые зубцы протяжки объединенные у группы по два зубца в каждой. Подъем на черновую группу рассчитывается по формуле
Szч
= Fакт
/(L
×
Kдоп
)=50,24/(100
×
2)=0,25
мм/зуб.
где Fакт
– активная площадь стружечной канавки зубцов протяжки (выбирается по табл. 2), мм2
;
Kдоп
– минимально допустимый коэффициент заполнения стружечной канавки, которая зависит от обрабатываемого материала. При обработке стали Kдоп
³ 3, при обработке чугуна Kдоп
=2…2,2.
Полученные значения Szч
округляют к значению, кратного 0,01 мм.
Для нормального размещения в канавке стружка должна обращаться в спиральный валик. Для каждой глубины стружечной канавки h
(см. табл. 2) существует максимальный подъем на зубец, при котором сворачивание стружки в валик происходит нормально. Эти значения подъемов приведенные в таблице 4. Рассчитанные значения Szч
должно быть меньшим, чем приведенные в таблице.
Таблица 4. – Максимальные значения подъема на зуб, при которых стружка обращается в валик, мм/зуб
| Ширина слоя, что срежется, b, мм |
Максимальный подъем на зуб при глубине стружечной канавки h
|
| 3 |
4 |
5 |
6 |
7 |
| до 1,5Öd |
0,25 |
После этого определяют фактический коэффициент заполнения стружечной канавки
 
и проверяют выполнения условия:
К
³Кдоп
.2,01>2,0
На переходной части протяжки зубцы также объединены в двузубые группы. Подъем на переходную группу выбирается в зависимости от найденной Szч
.
по таблице 5.
Таблица 5 – Подъем на переходную группу зубцов протяжки
| Подъем на черновых зубцах Szч
, гг |
Подъем на переходные зубцы Sz пер
, гг |
Припуск на переходные зубцы Апер
, гг |
| 0,21 – 0,3 |
0,12 – 0,15 |
0,56 – 0,66 |
Таблица 6 – Подъем зубцов на чистовой части, припуск, число чистовых и калибрующих зубцов
| Вид зубцов |
Шліцьові |
| Квалитет точности, шершавость поверхности |
7-й квалитет при
Ra
= 2,5–1,25
|
грубее |
| Число чистовых зубцов Zчт |
2 Sz ч m = 0,02;
2 Sz ч m = 0,01;
|
1
2
|
2
-
|
| Припуск на чистовые зубцы на диаметр |
0,08 |
0,08 |
| Число зубцов, которые калибруют |
4 |
3 |
1.5 Выборстанка
Расчет сил резания при протягивании
Для выбора станка необходимо определить силы резания, которые возникают при протягивании на разных частях комбинированной протяжки. Максимальные силы резания возникают при работе черновых зубцов, поэтому при выборе станка учитывают только их.
Сила резания, которая возникает во время работы черновых зубцов протяжки, зависит от параметров среза и обрабатываемого материала
P=pSzч
b1
Zmax
=421*0,25*80*6=50520
Н,
где р
– удельная сила резания, которая приходится на единицу длины резальной кромки зубца, Н/мм, выбирается из таблицы 7;
Szч
– подъем на черновые группы зубцов, мм/зуб;
Zmax
– максимальное число одновременное работающих зубьев;
b1
– длина резальной кромки одного зубца, мм.
Для протяжек группового резания каждый зубец группы снимает 1/Z часть общей ширины снимаемого пласта металла, где Z – количество зубцов в группе. Для фасочной:
  , мм , мм
где b
– ширина шлицевого паза, гг,
f
– величина фаски в основе шлица, гг,
Zф
=2
– количество зубцов в группе фасочной части протяжки,
n
– количество шлицев.
Для шлицевой части протяжки длина режущей кромки одного зубца равная
 , мм, , мм,
где Zш
=2
– количество зубцов в группе шлицевой части протяжки.
сила резания на 1 мм длины резальной кромки – р = 421, Н/мм (из таблицы 7, [1]).
Выбор модели
станка
Таблица 8. – Характеристики протяжных станков
| Показатели |
Показатели по модели станков |
| 7Б510 |
Номинальное тяговое усилие станка Q, Н
Максимальнаядлина рабочего хода, гг
|
100000
1250
|
| Границы скорости рабочего хода протяжки в м/хв |
1 – 9 |
| Минимальный размер от торца хвостовика протяжки к первому зубу, который режет lсч
= l1
+l2
+l3
+l4
(рис. 1) |
190 + L
|
L
– длина втулки, которая протягивается.
В данное время наиболее широко используются четыре модели протяженных станков, которые отличаются по тяговому усилию и максимальной длине хода штока. Характеристики протяженных станков приведенные в табл. 8. Для эффективной работы станков необходимо их оптимальное использование по мощности. Наиболее рациональным есть использования мощности станка на (80–90)%. Станок выбирают по максимальной рассчитанной силе резания.
Проверка протяжки на прочность
Для того, чтобы в процессе работы не состоялось разрыва протяжки, необходимо сделать ее проверку на прочность по опасному сечению. Опасным сечением протяжки есть тот, в котором его диаметр минимальный. В зависимости от размеров обрабатываемой втулки опасным может быть сечение, которое проходит через минимальный диаметр хвостовика, или сечение, которое проходит по впадине первого зубца. Необходимо проверить выполнение двух условий:
1) условие отсутствия опасности разрыва протяжки по хвостовику
Рдоп
³Q
h,
453200³90000,
где Рдоп
- допустимое разрывное усилие для хвостовика (см. табл. 1), Н,
Q –
тяговое усилие станка, Н,
h
= 0,9 – ККД станка.
2)
условие отсутствия опасности разрыва протяжки по впадине первого зубца
 , ,

где Dоп
= Do
– 2h = 92–2*8=76
– минимальный диаметр протяжки в сечении, которое проходит по впадине первого зуба,
Do
– диаметр отверстия к протягиванию, мм,
h
– глубина стружечной канавки, мм,
[
sр
]
– допустимое напряжение материала протяжки на разрыв, для быстрорежущей постоянные [
sр
]
= 400 МПа, для ХВГ [
sр
]
= 300 МПа
Если хотя бы одно из условий не выполняется, необходимо выбрать станок с меньшим тяговым усилием и при необходимости уменьшить подъем на зубец.
1.6 Расчет фасочной части
протяжки
Фасочна часть протяжки предназначенная для формирования фаски в основе шлицу. Эта часть протяжки имеет лишь черновые зубцы.
Определение припуска на фасочные
зубцы.
Величина припуска, который снимают фасочные зубцы протяжки зависит от ее типа. Для протяжки типа 1, которая используется при обработке шлицевой втулки для шлицевого соединения с центрировании по внешнему диаметру или боковым сторонам, внутренний диаметр протяжкой не обрабатывается. Диаметр предварительно обработанного отверстия равняется внутреннему диаметру шлицев с соответствующим полем допуска D0
= 82.
Припуск под фасочные зубцы равняется
Аф
= dфп
-d= 83,4–82=1,4
, мм,
где dф.г
= d + 2
¦
+ (0,3…0……0,4)=82+2*0,5+(0,3..0…0,4)= 83,4
– диаметр последнего фасочного зубца, мм;
¦
–
величина фаски в основе шлица, мм;
d
– внутренний диаметр шлицевой втулки, мм.
Диаметр последнего фасочного зуба принимается на 0,3…0…0,4 мм больше диаметра фаски для того, чтобы обеспечить запас на перетачивание протяжки.
Расчет количества
зубцов
Для всех типов протяжек, когда фасочные зубцы расположены первыми, количество зубцов определяется по формуле
 =6, шт., =6, шт.,
где Szч
– подъем на зуб в черновых секциях по п. 8.
Определения параметров выкружек
Фасонные зубы группируются в двузубые секции, причем первые зубцы в каждой секции имеют на боковых сторонах выкружки для распределения стружки по ширине, а вторые выполняются без выкружек, заниженные по диаметру на 0,02–0,04 мм для компенсации упругой деформации металла втулки. Радиус выкружки выбирается графически так, чтобы ширина первого зубца секции была приблизительно на половину меньше ширины второго зуба. Глубина викружки должна быть не меньше 3Sz
.
Боковые стороны зубцов выполняют под углом фаски.
Расчет длины фасочной части
протяжки
Общая длина фасочной части протяжки определяется по формуле
Lф
= Zф
*t=7 *19=133,
гг.
где t
– шаг черновых зубьев протяжки.
1.7 Расчет шлицевой части
протяжки
Припуск на шлицевые зубцы
Шлицевые зубцы протяжки, независимо от ее типа, снимают припуск, величина которого рассчитывается по формуле
Аш
= Dmax
-
dф.
–
d
=92,054
-
83,4.
– 0,03=8,624,
мм,
где Dmax
– максимальный внешний диаметр втулки, которая протягивается, с учетом допуска, мм,
dф.
– диаметр последнего фасочного зуба,
d
=0,02–0,05 мм
– допуск на разбивание отверстия.
Весь припуск Аш
снимают черновые, переходные и чистовые зубцы протяжки. Припуск на переходные группы (Аш пер
)
и чистовые зубцы (Аш чист
)
выбирают из таблиц.
Припуск на черновую часть рассчитывают по формуле
Ашчерн
= Аш
– (Аш пер
+ Аш чист
)=8,624 – (0,6 +0,08)=8,104
гг.
Расчет количества
зубцов
Количество черновых зубцов
  , шт. , шт.
где Szч
– подъем на зуб в черновых секциях по п. 5.3.
Если выходит дробовое число, то его округляют в меньшую сторону к ближайшему целому числу, а не снятый припуск переносится на переходные секции.
Количество переходных зубьев
  , шт. , шт.
Количество чистовых (Zшчист
)
и калибрующих (Zшкал
)
зубцов выбирается по табл. 6.
Параметры выкружек
Шлицевые черновые и переходные зубцы группируются в секции, причем первые зубцы в каждой секции имеют на боковых сторонах выкружки для распределения стружки по ширине, а вторые выполняются без выкружек, заниженные по диаметру на 0,02–0,04 мм для компенсации упругой деформации металла втулки. Радиус выкружки выбирается графически так, чтобы ширина первого зуба секции была приблизительно на половину меньше ширины второго зуба. Глубина выкружки должна быть не меньше 3Sz
.
Чистовые зубцы выполняют не секционироваными с подъемом на каждый зубец. Выкружек на чистовых и калибрующих зубцах нет.
Расчет длины шлицевой части
протяжки
Для повышения точности обработанной поверхности шаг чистовых и калибрующих зубцов принимают меньшим, чем шаг черновых зубцов tчист
= (0,7–0,8) t,
мм.
ℓш
= (Zш черн
+ Zш пер
)*t +(Zш чистый
+ Zш кал
)* tчист
, мм
.
ℓш
= (33 + 6)*19 +(3+ 3)*13,3=820,8=821 мм
1.8 Определение конструктивных размеров протяжки
Все черновые и переходные зубцы в фасочной, круглой и шлицевой частях протяжки объединенные в группы. В границах каждой группы зубцы отличаются между собой шириной, между группами – диаметром.
Диаметры первых зубцов групп определяют путем прибавления двойного подъема на зубец к диаметру первого зубца предыдущей группы
di+1
= di
+ 2 Szч
, мм.
Диаметр второго зубца группы выполняются меньшим по диаметру на 0,02–0,04 гг. для компенсации упругой деформации обрабатываемого металла.
Зубце в чистовых частях протяжки выполняют несекционироваными, то есть диаметр каждого следующего зубца рассчитывается по формуле:
di+1
= di
+ 2 Sz истч
, мм.
Диаметры последнего чистового зубца и всех калибрующих одинаковые и уровни максимальному диаметру обрабатываемой втулки с учетом допуска на разбивку:
для круглой части протяжки dmax
–
d
=82,054–0,03=82,024 мм
для шлицевой части Dmax
–
d
=92,054–0,03=92,024 мм,
где d
=0,02–0,05 гг.
– допуск на разбивку отверстия.
| Фасочные |
Черновые |
Переходные |
Чистовые |
Калибрующие |
| 82,00 |
83,00 |
91,08 |
91,98 |
92,02 |
| 82,50 |
83,40 |
91,06 |
92,00 |
92,02 |
| 82,48 |
83,38 |
91,28 |
92,02 |
92,02 |
| 83,00 |
83,90 |
91,26 |
| 82,98 |
83,88 |
91,48 |
| 83,40 |
84,40 |
91,46 |
| 83,38 |
84,38 |
91,68 |
| 84,90 |
91,66 |
| 84,88 |
91,88 |
| 85,40 |
91,86 |
| 85,38 |
91,94 |
| 85,90 |
91,92 |
| 85,88 |
| 86,40 |
| 86,38 |
| 86,90 |
| 86,88 |
| 87,40 |
| 87,38 |
| 87,90 |
| 87,88 |
| 88,40 |
| 88,38 |
| 88,90 |
| 88,88 |
| 89,40 |
| 89,38 |
| 89,90 |
| 89,88 |
| 90,40 |
| 90,38 |
| 90,90 |
| 90,88 |
Передняя направляющая
Передняя направляющая предназначенная для установления обрабатываемой втулки соосной с протяжкой, благодаря чему снимается равномерный припуск по всему периметру отверстия.
За длину передней направляющей принимается расстояние от конца переходного конусу к первому режущему зубцу, включая ширину первой впадины между зубцами (l4
, рис. 1).
Длина передней направляющей выбирается в зависимости от отношения длины втулки, которая протягивается L,
к ее диаметруD
при L/D
£1,5 lпн
= L
;
при L/D>1,5 lпн
= 0,75L
, но длина ее не должна быть меньше 40 мм.
Форма и диаметр передней направляющей принимается равным диаметру отверстия к протягиванию Dпн
= D0
с допуском по ¦7.
L/D=100/82=1,22£1,5
lпн
= 100
Шейка и переходный
конус
Эти элементы предназначены для соединения хвостовика протяжки с ее рабочей частью. Длина переходной шейки должна обеспечить возможность присоединения протяжки к патрону протяжного станка.
Переходный конус выполняется для обеспечения легкого ввода направляющей протяжки в обрабатываемую втулку. Длина переходного конуса l3
= 10–20
мм,
в зависимости от диаметра
Минимальная длина шейки определяется в зависимости от типа станка и длины обрабатываемой детали.
lш
= lст
– lпк
– lпн
= 190+100 – 20 – 100=170,
мм,
где Lст
– минимальный размер от торца хвостовика протяжки к первому режущему зубцу (см. табл. 8),
l3
– длина переходного конуса, мм,
l4
– длина передней направляющей, мм.
Рассчитанную длину увеличивают на 5–30 мм для более свободного оперирования с хвостовиком.
Диаметр переходной шейки принимается меньшим чем диаметр хвостовика на 0,3–1 мм с допуском по h14
. Шейка обрабатывается с чистотой поверхности Ra3,2
и используется для маркирования протяжки и сваривания.
Задняя
направляющая
Задняя направляющая предназначенная для того, чтобы исключить возможность перекоса обработанной детали в момент выхода из нее последнего зубца протяжки и повреждения обработанной поверхности.
Форма и диаметр задней направляющей Dзн
принимается равным номинальному диаметру обрабатываемого отверстия с допуском по ¦7.
Длина задней направляющей зависит от длины обрабатываемой втулки и выбирается с табл. 9.
Таблица 9. – Длина задней направляющей, мм
| Длина обрабатываемой втулки, L |
70–100 |
| Длина задней направляющей, lзн
|
50–65 |
Общая длина
протяжки
Общая длина протяжки рассчитывается как сумма длин всех составных частей протяжки
L= l1
+ l2
+ l3
+ l4
+ lф
+lш
+lкр
+ lзн
=90+170+20+100+133+821+60=1394,
мм.
Длина протяжки не должна превышать величины, которая допускается технологическими возможностями ее изготовления (см. табл. 10), и параметрами станка (см. табл. 8).
Таблица 10. – Предельные длины протяжек, обрабатываемых в центрах, мм
| Диаметр протяжки |
более 70 |
| Допустимая длина протяжки |
2000 |
Если длина протяжки выходит большей, чем табличные значения, то необходимо ее пересчитать, уменьшая при этом шаг зубьев, или применить вместо одной протяжки комплект из двух протяжек, поделив количество зубцов приблизительно пополам.
2. Проектирование долбяка
2.1 Исходные данные для проектирования долбяка
Модуль колеса m=5,5 мм
Профильный угол α=20º
Число зубев
Шестерни Z1
=28
Колеса Z2
=80
Степень точности нарезаемых колес 7-D
Угол наклона зубьев на делительной окружности β=0
Материал детали сталь 35
2.2 Дополнительные данные, необходимые для расчета долбяка

Диаметры делительных окружностей
dd1
=m∙z1
; dd2
=m∙z2
;
dd1
=5,5∙28=154 мм;
dd2
=5,5∙80=440 мм.
Диаметры основных окружностей колес
do1
= dd
1
· cosα; do2
= dd
2
· cosα;
do1
= 154 · cos 20 = 144,713 мм;
do2
= 440 · cos 20 = 413,465 мм.
Диаметры окружностей вершин колес
dа1
= d1
+ 2 · ha
*
· m = 154 + 2 · 1,0 · 5,5 = 165 мм;
dа2
= d2
+ 2 · ha
*
· m = 440 + 2 · 1,0 · 5,5 = 451 мм.
Диаметры окружностей впадин колес
df1
= m(z1
– 2·ha
*
-2·c*
)=5,5 (28–2·1 -2·0,25)=140,25 мм
df2
= m(z2
– 2·ha
*
-2·c*
)=5,5 (80–2·1 -2·0,25)=426,25 мм
Межцентровое расстояние
А1,2
=0,5 (dd
1
+ dd2
);
А1,2
=0,5 (154 + 440)=297 мм
Действительный угол зацепления в передаче

Отсюда α1,2
=20º
Высота головки зуба
ha1,2
=m=5,5 мм
Высота ножки зуба
hf1,2
=1,25m=1,25·5,5=6,88 мм
Толщина зуба по делительной окружности
 мм мм
2.3 Определение геометрических параметров долбяка
Передний угол вершины долбяка принимаем γв
= 5° как для чернового класса точности А
Профильный угол долбяка

Где a
к
– профильный угол обрабатываемого колеса;
a
в
та g
в-
задний и передний углы при вершине долбяка соответственно.

Задний угол назначают из условия обеспечения достаточного бокового заднего угла в плоскости N-N.
Необходимо проверить выполненные условия:


Условие выполняется.
2.4 Определение размеров долбяка в выходном сечении.
Толщина зуба долбяка по делительной окружности по нормали.
 ,
мм,
,
мм,
Гдеd
– боковой зазор в передаче

Высота зуба долбяка.
hи
= 2,5m
, мм;
haи = hfи = 1,25m,
мм.
hи
= 2,5*5,5=13,75
мм;
haи = hfи = 1,25*5,5=6,8,
мм.
Число зубьев долбяка.

Где d’
ди
– номинальный диаметр делительной окружности, принимаем Ø100 мм [4 ст. 32 таб. 2]

Округляем значения до целого числа 18 и уточняем делительный диаметр
 мм мм
Теоретический диаметр основной окружности
 мм мм
Диаметр вершин долбяка.
 , мм. , мм.
 мм мм
Диаметр впадин долбяка.
 , мм. , мм.
 мм. мм.
Боковой задний угол в плоскости, соответствующей оси долбяка.

где – d
н
номинальный задний угол принимается равным (2,5–3)°.

Угол давления на вершины зуба.


Толщина зуба при вершине.
 , мм. , мм.
 , мм. , мм.
2.5 Определение исходных расстояний долбяка
Определение позитивного исходного расстояния долбяка.
Минимальная толщина зуба долбяка по окружности выступов определяется по формуле
Samin
=к*m, мм,
где к
– коэффициент, который зависит от модуля
Samin
=0,22*5,5=1,21 мм
Действительная толщина зуба нового долбяка
 , мм , мм
где x-коэффициентсмещения определяется пографикам, приведенным на рис. 4.2 в зависимости от числа зубьев долбяка и коэффициента к
в формуле толщины зуба.
 мм мм
Проверка выполнения условия Saи
³
Samin
Избранное значение коэффициента смещения необходимо проверить на отсутствие интерференции с переходными кривыми. Для этого должны быть соблюдены следующие неравенства:
Первое условие отсутствия переходной кривой на зубцах шестірні
ρ1
– ρи1
≥0,

где, мм – наибольший радиус кривизны профиля зуба
 мм мм
 мм – наибольший радиус кривизны профиля зуба долбяка при нарезании шестірні мм – наибольший радиус кривизны профиля зуба долбяка при нарезании шестірні
 мм мм


 . .
 мм мм
ρ2
– ρи2
≥0,
де  , мм , мм
 мм мм
 , мм , мм
 мм мм


 , мм. , мм.
 мм мм
Позитивное исходное расстояние на передней поверхности нового долбяка от исходного пересечения определяется по формуле
 , мм. , мм.
Определение негативного исходного расстояния долбяка.
Негативное исходное расстояние долбяка (пересечение III–III на рис. 4.1) определяет размеры долбяка после всех. Толщина долбяка, что осталась, ограничивается: 1) прочностью зубцов долбяка; 2) срезкой кромок зубцов у колес, которые нарежутся, прямолинейным участком ножки зубца долбяка; 3) подрезает зубцы колес, которые нарежутся.
Допустимая величина среза кромки колеса ∆R
зависит от условий работы передачи, степени точности, и назначается конструктором. Если срезка покромки не допускается, то ∆R=0
.
Минимальный коэффициент смещения ξmin
, при котором высота среза кромки колеса будет равняется допустимой величине ∆R
, определяется по формуле
 , ,

где
 . .

Рассчитанное значение ξmin
проверяют на отсутствие подрезает зуб колеса.
Подрезает исключается, если выполняется условие
 . .

Если в результате проверки будет установлено наличие подрезающего, то нужно увеличить коэффициент смещения ξmin
.
Максимальное негативное исходное расстояние предельно сточенного долбяка ас
определяется по формуле
 , мм. , мм.

2.6
Определение высоты долбяка
Максимально возможная величина стачивания долбяка вдоль его оси.
 , мм. , мм.

Висота долбяка.
Если рассчитана величина возможного утачивания долбяка н
меньше максимально допустимой высоты рабочей части долбяка ви
-визн
(определяется по таблицы 4, дод. 2), то
Ви
-Визн
=20–6,5=13,5
Bи
=Н +Визн
, мм,
где визн
– минимальная толщина долбяка за условием прочности, выбирается по табличку. 4, дод. 2.
Если рассчитаная величина возможного утачивания долбяка н
превышает максимально допустимую по технологическим возможностям шлифования высоту долбякави
(определяется по таблицы 4, доп. 2), то как окончательную высоту долбяка принимается величина ви
, выбранную из таблицы. В этом случае возможно несколько случаев расположения исходного пересечения долбяка.
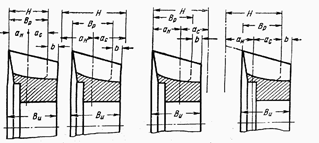
Рисунок 4.3 – Варианты расположения исходного пересечения долбяка: а и б – симметричное расположение исходных расстояний; в-с полным использованием позитивного исходного расстояния; г – с полным использованием негативного расстояния
Позитивное исходное расстояние долбяка принимается ровным рассчитанному значение ан
,
если Н
<
Ви
(рис. 4.3, а), де Ви
– максимально допустимая рабочая высота долбяка по технологическим возможностям его шлифования (определяется по таблице 4, дод. 2).
1.
Позитивное исходное расстояние ан
=ас
= 0,5Ви
(рис. 4.3, б),
если ан
>
0,5Ви
,
і ас
>
0,5Ви
, де Ви
– максимально допустимая рабочая высота долбяка по технологическим возможностям его шлифования (определяется по таблицы 4, дод. 2).
ан
=ас
= 0,5Ви
ан
=ас
= 0,5∙20=10 мм
2.
Позитивное исходное расстояние принимается ровным рассчитанному значение ан
,
ас
=Ви
-ан
, если ан
<
0,5Ви
,
і ас
>
0,5Ви
(рис. 4.3, в).
3.
Позитивное исходное расстояние ан
=Ви
-ас
,
если ас
<
0,5Ви
і ан
>
0,5Ви
,
(рис. 4.3, в).
2.7 Определение размеров долбяка по передней поверхности
Внешний диаметр нового долбяка
 , мм, , мм,

где a
н
– станочный угол зацепления нового долбяка
 . .


Толщина зуба на делительной окружности по нормали
 ..
..

Высота головки зуба долбяка по передней поверхности
 , мм. , мм.

Основные размеры стандартных долбяков за ГОСТ 9324–79 приведены в табл. 4, дополнения 2.
3. Расчет комбинированного сверла
3.1 Исходные данные для расчета комбинированного сверла
– обрабатываемый материал Чугун НВ180;
– диаметр первой ступени сверла d1
=20 мм;
– диаметр второй ступени сверла d2
=30 мм;
– длина сверления первой ступенью l1
=40 мм;
– длина сверления второй ступенью l2
=60 мм;

По указанной в исходном задании марке обрабатываемого материала определяем группу, к которой относится материал из [2, с. 17, табл. 3]: 16.
Материал сверла быстрорежущая сталь марки Р6М5 ГОСТ 19265–79.
3.2 Ленточка сверла
Ширина ленточки
 мм мм
 мм мм
Высота ленточки
 мм мм
 мм мм

Рисунок 3.1 – Основные геометрические параметры торцевой части сверла
3.3 Определение геометрических параметров сверла
Главный угол в плане
Главный угол в плане для сверл выбирается в зависимости от свойств обрабатываемого материала. Значение углов выбираем по [2, стр. 19, табл. 4.]:

Значение заднего угла


Угол наклона стружечной канавки


Шаг стружечной канавки
 мм мм
 мм мм
Ширина пера
 мм мм
 мм мм
Осевая сила

 ; ;
 ; ;
 мм/об; мм/об;
 мм/об; мм/об;
 ; ;
 ; ;

Крутящий момент

 ; ;
 ; ;
мм/об;
мм/об;
;
;

Диаметр сердцевины
 мм; мм;
 мм. мм.
Длина первой ступени сверла
 , ,
где  мм – длина заборного конуса; мм – длина заборного конуса;
 мм – длина перебега сверла; мм – длина перебега сверла;
 мм – запас на переточку первой ступени сверла; мм – запас на переточку первой ступени сверла;
 мм – глубина фаски; мм – глубина фаски;
 мм. мм.
Длина второй ступени сверла
 , ,
где  мм – длина стружечной канавки неполной глубины, необходимая для выхода фрезы; мм – длина стружечной канавки неполной глубины, необходимая для выхода фрезы;
 мм – запас на переточку второй ступени сверла; мм – запас на переточку второй ступени сверла;
 мм мм
Общая длина сверла
 мм, мм,
где  - длина переходной шейки; - длина переходной шейки;
 – длина хвостовика. – длина хвостовика.

Рисунок 8. – К определению длины первой ступени сверла
Площадь поперечного сечения сверла
Оптимальная площадь


Максимально допустимая площадь


Критическая сжимающая сила

Где:
J2min
= 0.0039d2
4
– наименьший из главных центральных моментов инерции сверла.
J2min
= 0.0039×304
= 3159;
E = 2.5×105
МПа – обобщенный модуль упругости материала сверла.
η – коэффициент критической нагрузки
для определения коэффициента критической нагрузки определим:
 ; ;
Тогда по таблице 5 [2, стр. 23] η=8,4
Ркр
=  кН; кН;
Проверка сверла на устойчивость производим по условию
 , ,
где  – коэффициент формы перемычки; – коэффициент формы перемычки;

Средний диаметр конического хвостовика
 м м
Максимальный диаметр конуса Морзе
 мм. мм.
Принимаем конус Морзе 3.
Заключение
При выполнении курсового проекта был произведён расчёт и проектирование заданных режущих инструментов (шлицевой проятжки, комбинированного сверла, долбяка), разработаны их рабочие чертежи, приведенные в приложении с указанием предельный отклонений размеров деталей и шероховатостей на поверхности инструмента. Также в приложении приведена карта наладки на заострение долбяка по задней поверхности.
Список использованной литературы
1. Методичні вказівки до виконання курсового проекту з дисципліни «Різальний інструмент». Розрахунок інструментів для обробки зубчастих коліс та шліцьових валів./ Укл.: Малишко І.О., Кисельова І.В. – Донецьк: ДонНТУ, 2007. – 48 с.
2. Косилова А.Г., Мещеряков Р.К. Справочник технолога – машиностроителя. В 2-х т. – М.: Машиностроение, 1985. – Т.2 – 496 стр.
3. Методические указания к выполнению контрольных работ по курсу «Проектирование и производство металлорежущих инструментов»/Сост.: И.А. Малышко, С.Л. Толстов. – Донецк: ДПИ, 1991. – 39 с.
4. Справочник инструментальщика/ И.А. Ординарцев и др. – Л.: Машиностроение, 1987. – 846 с.
5. Методичні вказівкидо виконання курсового проекту з дисципліни «Різальний інструмент». Розрахунок комбінованої протяжки для обробки шліцьової втулки, / Укл.: Кисельова І.В. – Донецьк: ДонНТУ, 2007. – 22 с.
|