Министерство образования Российской Федерации
Южно-Уральский Государственный Университет
Кафедра “Станки и инструмент”
Пояснительная записка к курсовой работе
по курсу “Технология конструкционных материалов”
17010
4
-2007-1
90-18
ПЗ
Нормоконтролер
__________________________
“____” _____________2007г.
|
Руководитель
доцент, к.т.н.
Савинская В.Г.
“____” _____________2007г.
Автор работы
студент группы
МТ-190
Гуляков А.О.
“____” _____________2007г.
Работа защищена
с оценкой
__________________________
“____” _____________2007г.
|
ЧЕЛЯБИНСК 2007
План:
ВВЕДЕНИЕ
1. Холодное деформирование
2. Конструкционные материалы
3. Сущность процесса горячей объёмной штамповки, области её
применения
4. Оборудование
5. Разработка поковки и технологические операции получения поковки
6. Обработка детали резанием
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
Аннотация
Пояснительная записка к курсовой работе по курсу “Технология конструкционных материалов”: Курсовая работа. – Челябинск: ЮУрГУ, 2007. – 22 стр. с ил.
Библиография литературы – 4 наименования, 5 листов чертежей формата А4.
В работе обзорно изложены различные способы штамповки деталей и приведены схемы.
В работе изложена последовательность изготовления штамповочных форм. Для заданной конфигурации детали, согласно полученным в ходе расчета значениям, разработана матрица, пуансон и прочая оснастка.
Настоящая работа проведена для полученных теоретических знаний основополагающих аспектов штамповочных процессов в рамках учебной программы курса “Технология конструкционных материалов”.
Введение
В современных условиях развития общества одним из основных факторов технологического процесса в машиностроении является совершенствование технологии производства. Коренное преобразование производства возможно в результате создания более совершенствованных средств туда, разработки принципиально новых технологий.
Развитие и совершенствование любого производства в настоящее время связано с его автоматизацией, создание робототехнических комплексов, широким использованием вычислительной техники, применением станков с числовым программным управлением. Все это составляет базу, на которой создаются автоматизированные системы управления, становятся возможными оптимизация технологических процессов и режимов обработки, создание гибких автоматизированных комплексов.
Важным направлением научно – технического прогресса является также создание и широкое использование новых конструкционных материалов. В производстве все шире используется сверхчистые, сверхтвердые, жаропрочные, композиционные, порошковые полимерные и другие материалы, позволяющие резко повысить технический уровень и надежность оборудования. Обработка этих материалов связана с решением серьезных технологических вопросов.
Создавая конструкции машин и приборов, обеспечивая на практике их заданные характеристики и надежность работы с учетом экономических показателей.
Описание технологических процессов основано на их физической сущности и предваряет сведения о строении и свойствах конструкционных материалов. Основные методы обработки конструкционных материалов: литье, обработка давлением, сварка и обработка резанием. Эти методы в современной технологии конструкционных материалов характеризуется многообразием традиционных и новых технологических процессов, возникающих на их слиянии и взаимопроникновении.
1. Холодное деформирование
Обычно под холодной штамповкой понимают штамповку без предварительного нагрева заготовки. Для металлов и сплавов, применяемых при штамповке, такой процесс деформирования соответствует условиям холодной деформации.
Холодную штамповку можно разделить на объемную штамповку (сортового металла) и листовую штамповку (листового металла) Разделение целесообразно из-за различия технологии штампования и отличия самих штампов.
Рассмотрим холодную объемную штамповку.
Холодная объемная штамповка
При холодном выдавливании заготовку помещают в полость, из которой металл выдавливают в отверстия, имеющиеся в рабочем инструменте. Выдавливание обычно производят на кривошипных или гидравлических прессах в штампах, рабочими частями которых является пуансон и матрица.
Холодное выдавливание
Способы холодного выдавливания:
1. прямое
2. обратное
3. боковое
4. комбинированное
1. При прямом выдавливании (рис.1, а) металл вытекает в отверстие, расположенное в донной части матрицы 2, в направлении, совпадающим с направлением движения пуансона 1 относительно матрицы. Так можно получать детали типа стержней с утолщениями. Зазор между пуансоном и цилиндрической частью матрицы должен быть достаточно мал для того, чтобы металл не вытекал в него.
Если на торце пуансона (рис.1, б) имеется стержень, перекрывающий отверстие матрицы до начала выдавливания, то металл выдавливается в кольцевую щель между стержнем и отверстием матрицы. В этом случае прямым выдавливанием можно получать детали типа трубки с фланцем.
2. При обратном выдавливании направление течения металла противоположно движению пуансона относительно матрицы. Наиболее часто встречающейся схемой обратного выдавливания является схема, при которой металл может вытекать в кольцевой зазор между пуансоном и матрицей (рис.1, в). По такой схеме изготовляют полые детали типа туб (корпуса тюбиков), экранов радиоламп и др.
Реже применяют схему обратного выдавливания, при которой металл выдавливается в отверстие в пуансоне, для получения деталей типа стержня с фланцем (рис.1, г).
3. При боковом выдавливании металл вытекает в отверстие боковой части матрицы в направлении, не совпадающем с направлением движения пуансона (рис. 1, д). Таким образом можно получить детали типа тройников, крестовин и т.п. В этом случае, чтобы обеспечить удаление заготовки после штамповки, матрицу выполняют состоящей из двух половинок с плоскостью разъема, совпадающей с плоскостью, в которой расположены осевые линии заготовки и получаемого отростка.
4. Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено по нескольким из ранее рассмотренных схем холодного выдавливания (рис.1, е).

Рис. 1.
Холодная высадка
Холодную высадку выполняют на специальных холодновысадочных автоматах. Штампуют от прутка или проволоки. Используются заготовки диаметром 0,5 – 40 мм из черных и цветных металлов, а так же детали с местными утолщениями сплошные и с отверстиями (заклепки, болты, винты, гвозди, шарики, ролики, гайки, звездочки, накидные гайки и т.п.). На рис 2 показаны последовательные переходы штамповки двух характерных деталей.
Штамповкой на холодновысадочных автоматах обеспечивается достаточно высокая точность размеров и хорошее качество поверхности, вследствие чего некоторые детали не требуют последующей обработки резанием. Так, в частности, изготовляют метизные изделия (винты, болты, шпильки), причем и резьбу получают на автоматах обработкой давлением – накаткой.
Штамповка на холодновысадочных автоматах обладает большой производительностью и характеризуется высоким коэффициентом использования металла.
 рис. 2. рис. 2.
Холодная штамповка в открытых штампах
Холодная штамповка в открытых штампах заключается в придании заготовке формы детали путем заполнения полости штампа металлом заготовки. Схема холодной штамповки аналогична схеме горячей объемной штамповки.
Холодной объемной штамповкой можно изготовлять пространственные детали сложных форм (сложные и с отверстиями). Холодная объемная штамповка обеспечивает так же получение деталей со сравнительно высокой точностью размеров и качеством поверхности. Это уменьшает объем обработки резанием или даже исключает ее. Так как штампуют обычно за один ход ползуна пресса, то холодная штамповка (даже при использовании нескольких переходов со своими штампами) характеризуется большей производительностью по сравнению с обработкой резанием. Однако, учитывая, что изготовление штампов трудоемко и дороже изготовления инструментов, используемого при обработке резанием, холодную штамповку следует применять при достаточно большой серийности производства.
2.
Конструкционные материалы
Детали машин чрезвычайно разнообразны, и для их изготовления необходимы материалы с самыми различными свойствами. Требования к материалам серьезно возросли в эпоху научно-технического прогресса. В некоторых случаях для изготовления изделий необходимы материалы, обладающие следующими свойствами: повышенной коррозийной стойкостью, теплопроводностью и электропроводностью, особыми магнитными свойствами, тугоплавкостью, сверхпроводимостью и т.п. Для правильного использования имеющихся материалов, так же как и для обработки заготовок из них, важно иметь представление о их структуре, так как это дает возможность учитывать влияния режимов эксплуатации или обработки на характеристики изделия.
Свойства металлов и сплавов, применяемых в машиностроении
Все металлы имеют кристаллическое строение. Атомы в твердом металле расположены упорядоченно и образуют кристаллические решетки. Расстояния между атомами называют параметрами решеток и измеряют в нанометрах. С повышением температуры или давления параметры решеток могут изменяться. Некоторые металлы в твердом состоянии в различных температурных интервалах приобретают различную кристаллическую решетку, что всегда приводит к их изменению физико-химических свойств.
Перестройка кристаллических решеток при критических температурах называется полиморфными превращениями.
Полиморфные превращения обозначают греческими буквами α, β, γ и другими.
Чаще в машиностроении применяются сплавы, а не чистые металлы. Кристаллическое строение сплава более сложное, чем чистого металла, и зависит от взаимодействия его компонентов при кристаллизации. Компоненты в твердом сплаве могут образовывать твердый раствор, химическое соединение и механическую смесь.
К основным свойствам металлов относятся механические, физические, химические, технологические и эксплуатационные.
Механические свойства.
Основные из них – прочность пластичность, твердость и ударная вязкость.
Напряжение
– это нагрузка (сила), отнесенная к площади поперечного сечения, МПа:

Деформация
– это изменение формы и размеров тела под влиянием воздействия внешних сил или в результате физико-механических процессов, возникающих в самом теле. Различают упругую и пластическую деформацию.
Прочность
– это способность твердого тела сопротивляться деформации или разрушению под действием статических или динамических нагрузок. Прочность при динамических нагрузках оценивают по ударной вязкости, Дж/м : :
 KC=A/F KC=A/F
Пластичность
– это способность материала получать остаточное изменение формы и размера без разрушения.

Твердость
– это способность материала сопротивляться внедрению в него другого, не получающего остаточных деформаций, тела.
Твердость по Бриннелю (HB, МПа):
НВ = Р/F
Физические свойства.
К физическим свойствам металлов относятся температура плавления, плотность, температурный коэффициент, электросопротивление и теплопроводность. Физические свойства сплавов обусловлены их составом и структурой.
Химические свойства.
К химическим свойствам относятся способность к химическому взаимодействию с агрессивными средами.
Технологические свойства.
Способность материала подвергаться различным методам горячей и холодной обработки определяют по его технологическим свойствам. К технологическим свойствам металлов и сплавов относятся литейные свойства, деформируемость, свариваемость и обрабатываемость режущим инструментом. Эти свойства позволяют производить формоизменяющую обработку и получать заготовки и детали машин.
Литейные свойства
определяются жидкотекучестью, усадкой и склонностью к ликвации.
Деформируемость
– это способность принимать необходимую форму под влиянием внешней нагрузки без разрушения и при наименьшем сопротивлении нагрузки.
Свариваемость
– это способность металлов и сплавов образовывать неразъемные соединения требуемого качества.
Эксплуатационные, или служебные свойства.
В зависимости от условий работы машины или конструкции определяют коррозийную стойкость; хладостойкость; жаропрочность, жаростойкость; антифрикционность материала.
Коррозийная стойкость
– сопротивление сплава действию агрессивных кислот и щелочных сред.
Хладостойкость
– способность сплава сохранять пластические свойства при температурах ниже 0°С.
Жаропрочность
– способность сплава сохранять механические свойства при высоких температурах.
Жаростойкость
– способность сплава сопротивляться окислению в газовой среде при высоких температурах.
Антифрикционность
– это способность сплава прирабатываться к другому сплаву.
Эти свойства определяются в зависимости от условий работы машины или конструкции специальными испытаниями.
3. Горячая объемная штамповка
Сущность процесса
Горячая объемная штамповка – это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа. Течение металла ограничивается поверхностями полостей (а так же выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единственную замкнутую полость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки в подавляющем большинстве случаев применяют прокат круглого, квадратного, прямоугольного профилей, а так же периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине. Мерные заготовки отрезают от прутка различными способами: на кривошипных пресс-ножницах, механическими пилами, газовой резкой и т.д.
Плюсами горячей объемной штамповки перед ковкой являются: высокая производительность, более высокая точность изготовления детали (допуски на штампованные поковки в 3-4 раза меньше чем на кованную).
Минусами является то, что штамп дорогостоящий инструмент и пригоден для изготовления только одной , конкретной поковки. Кроме того, для объемной горячей штамповки поковок требуются гораздо большие усилия деформирования, чем для ковки таких же поковок. Поковки массой в несколько сот килограммов для штамповки считаются крупными. В основном штампуют поковки массой 20 – 30 кг и только в отдельных случаях – массой до 3 т.
Область применения
Горячей объемной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.д.
Способы горячей объемной штамповки
1) Штамповка в открытых штампах
характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящегося в полости, что позволяет не предъявлять слишком высоких требований к точности по массе. Заусенец затем обрезается в специальных штампах. Штамповкой в открытых штампах получают заготовки всех типов.
2) Штамповка в закрытых штампах
характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя часть штампа может иметь полость, а верхняя выступ (на прессах), или наоборот (на молотах) Закрытый штамп может иметь не одну, а две, взаимно перпендикулярные плоскости разъема, т.е. состоять из трех частей.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество – уменьшение расхода металла, поскольку нет отхода в заусенец.
Поковки, полученные в закрытых штампах Поковки, полученные в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
4. Оборудование для горячей объемной штамповки
Для горячей объемной штамповки применяют молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, гидравлические прессы, винтовые прессы и машины для специализированных процессов штамповки. Процессы штамповки на этих машинах имеют сои особенности, обусловленные устройством и принципом их действия.
Основным видом штамповочных молотов являются паровоздушные штамповочные молоты
. Их строят с массой падающих частей 630 – 25000 кг.
На молотах штампуют поковки разнообразных форм преимущественно в многоручьевых открытых штампах. Поскольку ход молота нежесткий, штамп конструируют так, чтобы при последнем ударе его половинки сомкнулись по плоскости соударения. На молоте обычно штампуют за несколько (3-5) ударов. После каждого удара баба молота уходит вверх, и в процессе деформирования наступает перерыв. Это приводит к тому, что нижняя часть заготовки охлаждается более интенсивно, так как постоянно соприкасается с нижней частью штампа. Течение металла так же облегчается благодаря тому, что после каждого удара молота окалина отваливается от поверхности заготовки и сдувается сжатым воздухом из штампа.
У бесшаботных паровоздушных молотов
шабот заменен нижней подвижной бабой, соединенной с верхней бабой механической или гидравлической связью. При ударе соударении верхней и нижней баб развивается значительная энергия (до 1 МДж), что позволяет штамповать на тих молотах крупные поковки преимущественно в одноручьевых штампах (ввиду подвижности обоих штампов многоручьевая штамповка на них затруднена).
Кинематическая схема Кривошипного горячештамповочного пресса
приведена на рис. 3. Электродвигатель 4 передает движение клиновидным ремням на шкив 3, сидящий на приемном (промежуточном) валу 5, на другом конце которого закреплено малое зубчатое колесо 6. Это колесо находится в зацеплении с большим зубчатым колесом 7, свободно вращающемся на кривошипном валу 9. С помощью пневматической фрикционной муфты 8 зубчатое колесо 7 может быть сцеплено с кривошипным валом 9; тогда последний придет во вращение. Посредством шатуна 10 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 1.
Для остановки вращения кривошипного вала после выключения муфты служит тормоз 2. Стол пресса 11, установленный на наклонной поверхности, может перемещаться клином 12 и тем самым в незначительных пределах регулировать высоту штамповочного пространства. Для облегчения удаления поковки из штампа прессы имеют выталкиватели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх.

Ввиду худшего заполнения полостей при штамповке сложных поковок на прессах применяют большее число ручьев, чем в молотовых штампах. Штампы на прессах не должны смыкаться на величину, равную толщине заусенца, поэтому полость для него делается открытой, в отличие от молотовых штампов.
Определение усилия, требуемого для штамповки на кривошипном горячештамповочном прессе, имеет важно, так как при недостаточном усилии пресса может произойти его поломка. Существуют аналитические экспериментально проверенные формулы для определения усилия штамповки с достаточной степенью точности.
Благодаря наличию выталкивателей в прессах удобно штамповать в закрытых штампах выдавливанием и прошивкой. Кривошипные горячештамповочные прессы строят с усилием 6,3 – 100 МН; такие прессы успешно заменяют штамповочные молоты с массой падающих частей 0,63 – 10т.
Горизонтально ковочные машины
имеют штампы, состоящие из трех частей (рис. 4): неподвижной матрицы 3. подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. Приток 4 с нагретым участком на его конце закладывают в неподвижную матрицу 3. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает приток к неподвижной матрице, упор 2 автоматически отходит в сторону, и только после этого, пуансон 1 соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость в матрицах, расположенную впереди зажимной части. Формующая полость может находиться не только в матрице, но и совместно в матрице и пуансоне, а так же только в одном пуансоне.
Кинематическая схема горизонтально-штаповочной машины представлена на рис. 5. Главный ползун 7, несущий пуансон, приводится в движение от кривошипного вала 6 с помощью шатуна 5. подвижная щека 1 приводится от бокового ползуна 3 системой рычагов 2; боковой ползун, в свою очередь, - кулачками 4, сидящими на конце кривошипного вала машины. Горизонтально-штамповочные машины способны создавать усилие на главном ползуне до 31,5 МН.
Основные операции при штамповке на горизонтально- ковочных машинах – высадка (рис.4 а, б), прошивка (рис.4 в), и пробивка (рис.4 г).
 рис.4 рис.4
рис.5
Гидравлические штамповочные прессы
по своему устройству принципиально не отличаются от ковочных. Усилие современных гидравлических штамповочных прессов достигает 750 МН.
На гидравлических прессах штампуют поковки типа дисков, коленчатых валов, различного рода рычагов, кронштейнов, сферических днищ, цилиндрических стаканов. Особое значение имеет штамповка на гидравлических прессах крупногабаритных панелей и рам из легких сплавов в самолетостроении. Исходной заготовкой является прокат (в том числе и листовой) и полуфабрикат ковки. Перед закладкой в штамп нагретая заготовка должна быть очищена от окалины.
Штампуют в открытых и закрытых штампах (с одной и двумя плоскостями разъема), как правило, в одном ручье.
5. Разработка процесса изготовления поковки методом горячей объемной штамповки на КГШП
Итак, нам нужно изготовить поковку. Горячая объемная штамповка на КГШП – самый лучший способ изготовления поковки для данной детали.
Я выбираю штамповку в открытом штампе.
Поковка
Решение:
Найдем объем детали, а затем и заготовки:
Объем детали

Объем поковки

Масса поковки

Исходный объем заготовки с учетом расходного коэффициента металла

Масса исходной заготовки

Наибольший диаметр поковки 120 мм, тогда площадь поперечного сечения:


Длинна заготовки
 , при этом условии будет затруднена отрезка заготовки. , при этом условии будет затруднена отрезка заготовки.
В качестве сырья используем сталь горячекатаную, круглого сечения.
Диаметр сортамента и длину заготовки вычислим из условия:
1,25< <2,5 <2,5
т.е. целесообразнее всего будет использовать сортамент круглого сечения диаметром 72мм.
При массе 6,012кг, заготовка будет иметь длину 18,8см
= 1,57
Отрезка детали проводится специальными кривошипными пресс-ножницами
Способ нагрева заготовки и температурные режимы поковки
При нагреве металла с повышением температуры уменьшается его временное сопротивление, а относительное удлинение увеличивается. Таким образом, при деформировании стали, нагретой, например, до температуры 1200°С, можно достичь большего формоизменения при меньшем усилии, чем при деформировании ненагретой стали.
Устройства, в которых металл нагревают перед обработкой давлением, можно подразделить на нагревательные печи и электронагревательные устройства.
Для нагрева нашей заготовки будем использовать индукционный способ, так как он быстр и практически не дает окалины.
Материал детали – сталь15.
Начальная температура - 1300°С
Окончание, не выше 800°С
, не ниже 700°С
Нагрев будет длиться около 15мин. Охлаждение – на воздухе.
Для упрощения дальнейшей штамповки, применяем осадку заготовки на специальном осадочном штампе.
Далее следует, собственно, сам процесс горячей объемной штамповки.
Она будет производиться в один ручей, так штамповка невысокого уровня сложности.
После штамповки следует несколько переходов
1) Обрезка заусенца. Она выполняется с помощью штампов, устанавливаемых на кривошипных прессах.
2) Пробитие перемычки. Осуществляется так же с помощью специального штампа на КГШП.
Необязательными процессами являются:
Правка поковки. Эту операцию выполняют для устранения искривлений осей и искажения поперечных сечений, образующихся при затруднённом извлечении поковок из штампа, после обрезки заусенца, а также после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии, либо в чистовом ручье штампа, либо на обрезном прессе, либо на отдельной машине. Мелкие поковки можно править в холодном состоянии после термической обработки на специальном оборудовании (обычно на фрикционных молотах с доской), в правочных штампах, ручьи которых изготовляют по чертежу холодной поковки.Очистка поковок от окалины. Очистка обеспечивает условие работы режущего инструмента при последующей механической обработке, а также контроль поверхности поковок. Очистку производят несколькими способами: в барабанах, дробью, травлением.
Исходные и расчетные данные:
1. Масса поковки (расчетная) G = 5,465кг
2. Расчетный коэффициент  = 1,6 = 1,6
3. Класс точности - 
4. Группа стали - 
5. Средняя доля С в стали – 0,15%
6. Степень сложности – С1
7. Размеры описывающей поковку фигуры (цилиндр):
· Диаметр 120*1,05 = 126мм.
· Высота 48*1,05 = 50мм
7.1. Масса описывающей фигуры = 623см *7,8г/см = 4,86кг *7,8г/см = 4,86кг
G /G /G = 5,465/4,86 = 1,12 => степень сложности – С1 = 5,465/4,86 = 1,12 => степень сложности – С1
8. Конфигурация плоскости разъема штампа – П (плоская)
9. Исходный индекс - 9
10. Штамповочный уклон
· Для внешних поверхностей 5°max, принимаем 3°
· Для внутренних поверхностей 7°max, принимаем 6°
11. Размеры поковки и их допустимые отклонения
· Диаметр 120+1,5*2 = 123мм
· Диаметр 80+1,4*2 = 83мм
· Толщина 48+1,5*2 = 51мм
· Толщина 42(верх)+1,5 = 44мм
· Диаметр 35(внутренний)-1,4 = 33мм
12. Радиусы закругления наружных углов на глубину плоскости ручья штампа, мм:
Все 3мм
Внутренние 7мм.
13. Допускаемые отклонения размеров, мм:
· Диаметр  ; диаметр ; диаметр  ; диаметр ; диаметр 
Диаметр 
· Толщина  ; толщина ; толщина 
В данной детали должно присутствовать отверстие диаметром 35мм, но штамповка на КГШП не может обеспечить отверстие при штамповке. Остается перемычка толщиной S, которая в следующем переходе пробивается специальным штампом.

 = 33мм = 33мм
 = 25,5мм = 25,5мм
S= 4,87мм
Так как мы используем штамповку в открытом штампе, то величина заусенца  на поковке по контуру обрезки облоя будет равняться 0,8мм. на поковке по контуру обрезки облоя будет равняться 0,8мм.

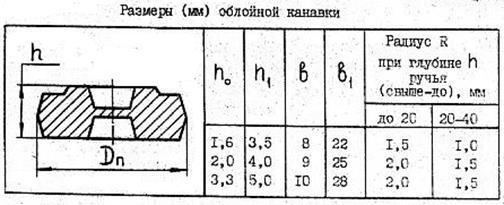
Рис.6. Облойная канавка прессового штампа.
Толщину облоя рассчитаем по формуле:
 ; =1,8мм ; =1,8мм
Из таблицы возьмем остальные размеры облойной канавки:
Допустимое наибольшее отклонение от концентричности пробитого отверстия = 0,8мм
Размер полости штампов с учетом величины усадки горячей поковки:
Все размеры + 1,5%
6. Обработка поковки резанием
Она нужна для того, чтобы:
1) добиться желаемой точности и шероховатости поверхности детали
2) изготовить 4 отверстия, которые нельзя получить при штамповке
Для получения желаемой точности и шероховатости поверхности и требуемых размеров, деталь обрабатываем на фрезерном станке.
Отверстия получаем сверлением. Для сверления используем сверла соответствующих диаметров, а затем зенкеры для достижения нужной точности и шероховатости поверхности.
Заключение
В данной курсовой работе был разработан технологический процесс изготовления детали по чертежу. Он состоит из нескольких этапов:
· сначала была получена заготовка способом горячей штамповки. Выбор этого способа оправдывает себя, так как производство детали получается недорогим.
· Затем заготовку обрабатывали резанием, сверлением, и затем зенкерованием.
Список литературы:
1) Технология конструкционных материалов. Под редакцией А. М. Дальского. М.: «Машиностроение», 1985, 448 с
2) Технология конструкционных материалов. 2-е издание, переработанное и дополненное. Под редакцией А. М. Дальского. М.: «Машиностроение», 1990, 352 с
3) Савинская В.Г. Проектирование литых и штампованных заготовок.
4) Учебное пособие к курсовой работе по дисциплине «Технология конструкционных материалов» – Челябинск: Издательство ЮУрГУ, 2006. – 160 с.
5) Справочник технолога, часть первая. «Машиностроение» 2000.
|