Состав технических устройств контроля
Технические устройства контроля ГПС в общем случае включают:
• информационные устройства, представляющие собой первичные измерительные преобразователи (датчики) для сбора информации о свойствах, техническом состоянии и пространственном положении контролируемых объектов, а также о состоянии технологической среды;
• промежуточные преобразователи, приборы или вычислительные устройства, осуществляющие анализ полученной информации и сравнение полученных фактических значений параметров с заданными;
• управляющие вычислительные устройства, вырабатывающие сигналы оповещения, индикации или управления, необходимые для своевременного введения коррекции или принятия других мер.
Устройства контроля деталей и состояния режущего инструмента на станке
Широко применяемым методом контроля в процессе резания является метод непрерывного или через короткие промежутки времени (для каждой детали) измерения текущих параметров приводных электродвигателей. Измерительные преобразователи, устанавливаемые на электродвигателях, регистрируют изменения тока нагрузки и через аналого-цифровой преобразователь передают информацию для обработки в микро-ЭВМ.
Наиболее распространенные методы контроля процесса обработки делятся на три группы: по силовым параметрам, акустическим показателям и уровню вибраций.
Косвенное измерение сил резания производится посредством измерения деформаций под действием усилий (тензометрическими, индуктивными датчиками) или ускорений. В связи с этим выявляется величина износа, выкрашивание режущего инструмента, несоблюдение размера из-за отжима инструмента и т.д.
Акустический метод контроля основан на явлении акустической эмиссии, т.е. высокочастотных колебаний или волн напряжений, возникающих при деформации металла. Для регистрации таких колебаний используют пьезоэлектрические датчики. Между звуком, генерируемым режущим инструментом, и состоянием его режущей кромки существует определенное соотношение, так как характер звука зависит от степени износа инструмента.
По изменению вибраций при резании обнаруживаются изнашивание, резонансные колебания инструмента и его поломка. В качестве датчика вибраций используют пьезоэлектрический акселерометр.
Наиболее распространенными средствами прямого контроля с высокой точностью заготовок, деталей и инструмента вне процесса обработки являются датчики (индикаторы) касания (щупы
).
Датчик касания
состоит из корпуса и контактного щупа. При нажиме на щуп в любом направлении происходит срабатывание конечного выключателя, расположенного в корпусе. Корпус датчика касания может быть закреплен в шпинделе, на станине станка или в другом месте. При срабатывании конечного выключателя датчика касания от него поступает сигнал в УЧПУ станка, который является командой для определения текущих координат подвижных узлов. Если датчик съемный, то перемещение сигнала от него выполняется бесконтактно. Когда измерения не производятся, датчик автоматически помещается в инструментальный магазин. Приемник сигнала датчика остается на корпусе станка.
Измерительная щуповая головка
с датчиком касания БВ-4271 (рис. 1) содержит щуп 1, который установлен в корпусе 2 а шарнирной подвеске 3 так, чтобы при смещении в направлении любой из трехкоординатных осей осуществлять размыкание или замыкание электрических контактов 4. Питание щуповой головки, используемой при изменении детали, осуществляется бесконтактным способом посредством трансформатора 5 с воз душным зазором. Связь щуповой головки с электронным блоком выполняется при помощи приемно-передающего устройства 6 оптического типа, основанного на передаче светодиодом сигнала в момент контакта щупа с измеряемым изделием. Приемник сигнала, выполненный на базе фототранзисторов, установлен в электронном блоке.
На рисунке 2 показана конструкция измерительной щуповой головки для контроля размеров обрабатываемой на станке ИР320ПМФ4 корпусной детали. Головка I с оптическим передающим устройством 2 автоматически устанавливается в шпинделе 3 станка из магазина, где она хранится вместе со сменными режущими инструментами. Приемное устройство 4 установлено в определенном положении на переднем торце шпиндельной бабки так, чтобы отверстие в кожухе 5 совпадало с осью светоизлучателя датчика 2. Положение фототранзисторов приемного устройства 4 вдоль оси регулируется шпильками 6.
На рисунке 3 показана конструкция измерительной щуповой головки выдвижного типа, предназначенной для контроля размеров инструментов в сменном диске рревольверной головки токарного станка с ЧПУ ИРТ180ПМФ4. Щуповая головка скреплена на штанге 2, выдвигаемой из внутренней защитной гильзы 3 при помощи ггидроцилиндра 4. Связь измерительной головки с приемным устройством осуществляется кабелем, проходящим внутри штанги 2. Гильза с измерительной головкой вместе с гидроцилиндром и штангой смонтированы на передней стенке шпиндельной бабки станка так, чтобы ось выдвижения головки была параллельна оси шпинделя. Механизм выдвижения должен обеспечивать высокую стабильность позиционирования щупа в рабочем (выдвинутом) положении.
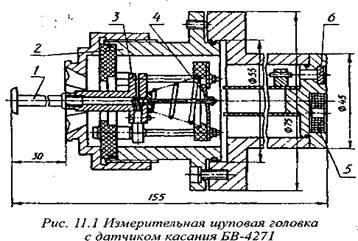
Рис. 1
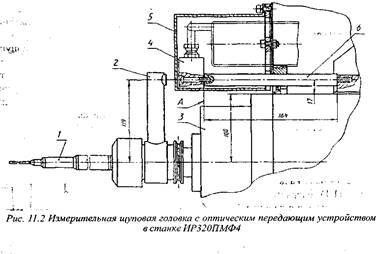
Рис. 2

Рис. 3
Модули контроля деталей вне станка
Для автоматического контроля размеров сложных изделий (корпусных деталей) используются специализированные контрольно-измерительные модули, оснащенные универсальными измерительными машинами. На рисунке 4 показан общий вид координатной измерительной машины КИМ-600. Машина предназначена для измерения различных деталей абсолютным методом в линейных (X, Y, Z) и угловых (С) координатах, характеризующих геометрические параметры: размеры, форму и взаимное расположение поверхностей детали путем обхода ее по запрограммированной траектории. Отсчет размеров в контрольных точках выполняется при помощи контактной щуповой головки и измерительных приборах с последующей обработкой результата.
КИМ-600
состоит из измерительной станции 1, несущей щуповую головку 2 для измерения координат контрольных точек детали. Деталь устанавливается на рабочей поверхности поворотного стола 3, необходимого для измерения углового положения С.
Обработка измерительной информации выполняется электронным устройством 4 со встроенной микро-ЭВМ 5. Результаты обработки передаются на печатающее устройство 6 и монитор 7, установленное на тумбах 8. В стойке 9 хранятся инструменты для оператора и приспособления к машине.
Измерительная станция
представляет собой портальную конструкцию, несущую подвижную (ось X) каретку 1 с контактной (щуповой) головкой 2 в шпинделе 10. Направляющие 11 каретки установлены на портале 12, который, в свою очередь, перемещается по направляющим 13, закрепленным на основании 14. На поверхности основания крепится поворотный стол 3. Основание машины установлено на тумбе 75 и регулируется по высоте при помощи винтовых опор 16, три из которых служат для установки поверхности основания в горизонтальной плоскости, а четыре других являются поддерживающими. В тумбе размещен блок подготовки воздуха, пневмоаппаратура и панель с электрическими разъемами и пультом оператора. Тумба устанавливается на полу на виброизолирующих опорах 17.
Из зарубежных устройств наиболее известны швейцарские измерительные машины SIP302M для контроля резьбообразующего инструмента, щупов электронных измерительных устройств, индикаторов и различных деталей в диапазоне
Центр для измерения инструмента
SIP305M предназначен также для контроля резьбообразующих инструментов, индикаторов, калибров, щупов и различных деталей.
Универсальная измерительная машина
SIP414M предназначена для контроля самых разнообразных деталей по трем осям (X, Y, Z) с пределами измерений соответственно 400x100x145 мм. Рабочая поверхность стола 520x200 мм, разрешающая способность измерительной системы 0,1 мкм.
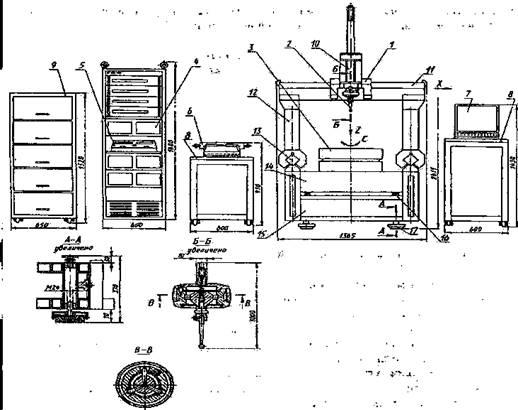
Рис. 4 Общий вид координатно-измерительной машины КИМ-600

Рис. 16
Список литературы
1.Харченко А.О. Станки с ЧПУ и оборудование гибких производственных систем: Учебное пособие для студентов вузов. – К.: ИД «Профессионал», 2004. – 304 с.
2.Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с ЧПУ. Справочник, – Л.: Машиностроение, 1990. – 592 с.
|