Содержание
Введение
1. Характеристика свойств свариваемого металла
1.1 Основные параметры и константы свариваемого металла
1.2 Структура и свойства свариваемого металла
1.3 Оценка свариваемости металла
2. Исследование процессов взаимодействия между металлом, газом и шлаком
2.1 Характеристика защиты металла от взаимодействия с окружающей средой
2.2 Описание металлургических процессов
2.3 Термодинамическое исследование металлургического процесса
3. Расчёт тепловых процессов
3.1 Выбор расчётной схемы
3.2 Расчёт скорости охлаждения
3.3 Расчёт распределения температур вдоль оси шва
3.4 Расчёт изотерм на поверхности свариваемого материала
3.5 Расчёт распределения температур в поперечном сечении шва
3.6 Определение протяжённости отдельных участков в ЗТВ
3.7 Распределение максимальных температур в поперечном сечении шва
4. Анализ процесса формирования первичной структуры сварного соединения
5. Анализ процессов в ЗТВ
6. Оценка технологической прочности сварного соединения
6.1 Горячие трещины сварного соединения
6.2 Холодные трещины сварного соединения
Заключение
Cписок использованной литературы
Курсовая работа по дисциплине «Теория сварочных процессов» является заключительным этапом освоения дисциплины. Целью курсовой работы является приобретение навыков теоретического и экспериментального исследования сварочных процессов и поиска путей управления этими процессами для получения качественных сварных соединений.
Среди основных задач работы можно выделить следующие:
- исследование и описание физико-химических процессов взаимодействия металла с газом и шлаком;
- исследование процессов нагрева, плавления и охлаждения основного металла при сварке;
- изучение и описание процессов кристаллизации металла при образовании сварного соединения;
- разработка способов повышения технологической прочности в процессе кристаллизации сварного шва и остывания соединения.
1. Характеристика свойств свариваемого металла
1.1 Основные параметры и константы свариваемого металла
Сталь 30ХМА принадлежит к среднеуглеродистым низколегированным сталям. Для этой стали приблизительный химический состав и основные свойства указаны в нижеприведенных таблицах:
Таблица 1.Химический состав стали и основные показатели.
| С |
Mn |
Si |
P |
S |
Cr |
Ni |
Cu |
| 0,26-0,33 |
0,40-0,70 |
0,17-0,37 |
≤0,025 |
≤0,025 |
0,8-1,1 |
0,3 |
0,3 |
Таблица 1.2.Основные свойства стали.
| Δωопт, град/с |
АС1
|
АС3
|
Мн
|
Тнир
|
| 0,1-10 |
757 |
807 |
350 |
850 |
Таблица 1.3. Теплофизические коэффициенты:
| λ – коэффициент теплопроводности |
41,9 Вт/м·град |
| а – коэффициент температуропроводности |
 |
| сρ – объёмная теплоёмкость |
4,8 Дж/м3
·град |
| α – коэффициент теплоотдачи |
60 м2
/с |
Сталь 30ХМА характеризуется резко выраженной неравномерностью распределения серы и фосфора по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Введение в низколегированные стали небольшого количества меди (0,3—0,4%) повышает стойкость стали против коррозии (атмосферной и в морской воде). Для изготовления сварных конструкций низколегированные стали используют в горячекатаном состоянии. Легирующие элементы, вводимые в сталь 30ХМА, образуя с железом, углеродом и другими элементами твердые растворы и химические соединения, изменяют ее свойства. Это повышает, механические свойства стали и, вчастности, снижает порог хладноломкости. В результате появляется возможность снизить массу конструкций. В промышленности при производстве сварных конструкций широко используют среднеуглеродистые, низколегированные стали. Суммарное содержание легирующих элементов в этих сталях не превышает 4,0% (не считая углерода), а углерода 0,3%.
Таблица 1.2.1. - Механические свойства стали 30ХМА:
| Механические свойства |
σв
,
МПа
|
σт
,
МПа
|
δ, % |
, % |
| 800 |
600 |
12 |
50 |
1.3 Оценка свариваемости металла
Рассматриваемая сталь 30ХМА обладает ограниченной свариваемостью. Технология её сварки должна обеспечивать определенный комплекс требований, основными из которых являются равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварном шве. Для этого механические свойства металла шва и околошовной зоны должны быть не ниже нижнего предела механических свойств основного металла. В некоторых случаях конкретные условия работы конструкций допускают снижение отдельных показателей механических свойств сварного соединения. Однако в большинстве случаев, особенно пpи сварке ответственных конструкций, швы не должны иметь трещин, непроваров, пор, подрезов. Геометрические размеры и форма швов должны соответствовать требуемым. Сварное соединение должно быть стойким против перехода в хрупкое состояние. В отдельных случаях к сварному соединению предъявляют дополнительные требования (работоспособность при вибрационных и ударных нагрузках, пониженных температурах и т. д.). Однако во всех случаях технология должна обеспечивать максимальную производительность и экономичность процесса сварки при требуемой надежности и долговечности конструкции.
Механические свойства металла шва и сварного соединения зависят от его структуры, которая определяется химическим составом, режимом сварки и предыдущей и последующей термической обработки. При сварке рассматриваемой стали, состав металла шва незначительно отличается от состава основного металла. В металле шва меньше углерода для предупреждения образования структур закалочного характера при повышенных скоростях охлаждения. Возможное снижение прочности металла шва, вызванное уменьшением содержания углерода, компенсируется легированием металла через проволоку, покрытие или флюс марганцем и кремнием.
Повышенные скорости охлаждения металла шва способствуют увеличению его прочности, однако при этом снижаются пластические свойства и ударная вязкость. Скорость охлаждения металла шва определяется толщиной свариваемого металла, конструкцией сварного соединения, режимом сварки и начальной температурой изделия.
Рекомендуется подогрев и последующая термообработка.
Способы сварки: РД, РАД, АФ, КТ.
2. Исследование процессов взаимодействия между металлом, газом и шлаком
2.1 Характеристика защиты металла от взаимодействия с окружающей средой
Сварка плавлением - высокотемпературный процесс, сопровождающийся изменением состава металла сварного соединения, а следовательно, и его свойств, в результате взаимодействия с окружающей средой (атмосферой). Высокая восстановительная активность металлов приводит к образованию оксидов, нитридов и гидридов, а так как скорость химических реакций и диффузионных процессов при температурах сварочного цикла очень высокая, то даже в очень ограниченное время могут, произойти существенные и нежелательные изменения состава металла шва. Широкое применение сварки в различных отраслях промышленности, строительства и транспорта стало возможным только тогда, когда были разработаны надежные методы защиты зоны сварки от атмосферы.
Рассматривая различные виды сварки, можно выделить четыре способа защиты зоны сварки: 1) шлаковая защита, 2) газовая , 3) газошлаковая, 4) вакуумная.
Смешанная газошлаковая защита сварочной ванны.
Исторически этот метод появился раньше всех. Он реализуется при ручной дуговой сварке толстопокрытыми или качественными электродами, промышленное применение которых началось в середине 20-х годов.
Свойства металла шва, наплавленного электродом без покрытия, очень низки. Состав покрытия электродов определяется рядом функций, которые он должен выполнять: защита зоны сварки от кислорода и азота воздуха, раскисление металла сварочной ванны, легирование ее нужными компонентами, стабилизация дугового разряда. Производство электродов сводится к нанесению на стальной стержень электродного покрытия определенного состава. Электродные покрытия состоят из целого ряда компонентов, которые условно можно разделить на ионизирующие, шлакообразующие, газообразующие, раскислители, легирующие и вяжущие.
Ионизирующие компоненты – соединения, содержащие ионы щелочных металлов: Na2
CO3
, K2
CO3
. пары этих соединений снижают сопротивление дугового промежутка и делают дуговой разряд устойчивым.
Шлакообразующие – минералы: полевой шпат K2
O3
.
Al2
O3
.
6SiO2
; мрамор, мел, CaCO3
, магнезит MgCO3
, глинозем Al2
O3
, флюорит CaF2
, рутил TiO2
, кварцевый песок SiO2
и иногда гематит Fe2
O3
. При сплавлении эти компоненты образуют шлаки различного состава и различной основности.
Газообразующие – вещества, разлагающиеся с выделением большого объема газа – мрамор, мел или органические вещества: декстрин, крахмал, целлюлоза, которые, сгорая в электрической дуге, дают много газообразных продуктов – CO2
; CO; H2
; H2
O/
Раскислители и легирующие компоненты – металлические порошки или порошки ферросплавов – ферромарганец, ферросилиций, феррохром, ферровольфрам и др. Ферросплавы – это лигатуры, быстро растворяющиеся в жидкой стали. Только никель вводят в виде порошка металла, так как он при сварке почти не окисляется. Раскислителями, кроме ферромарганца и ферросилиция, могут быть ферротитан и алюминий.
Вяжущими компонентами могут быть или жидкое стекло, или полимеры. Они соединяют порошки вышеупомянутых компонентов в замес, который и напрессовываетяс на подготовленный металлический стержень в особых прессах. Можно также готовить электроды окунанием в жидкий замес, однородность которого поддерживается перемешиванием или обработкой ультразвуком.
Все материалы, идущие на изготовление покрытий, должны строго контролироваться по содержанию таких вредных примесей, как сера и фосфор.
В зависимости от вида компонентов, которыми осуществляется защита зоны сварки от атмосферы, все электродные покрытия можно разбить на следующие четыре группы (ГОСТ 75):
Кислые покрытия (А), в состав которых входят оксиды железа, марганца, титана и кремния, представляющие собой шлаковую основу покрытия. Газовая защита создается органическими составляющими (крахмал). Раскислителем служит ферромарганец. В состав этой группы входят электроды ОММ-5, ЦМ-7, МЭЗ-04, СМ-5 и др.
2. Основные покрытия (Б) построены на основе карбоната кальция (мрамор) и плавикового шпата (флюорита), который служит шлакообразующим компонентом. Газовая защита создется диссоциацией мрамора (СаСОз). В качестве раскислителей используют ферротитан, ферромарганец и ферросилиций. В состав этой группы входят электроды марок УОНИИ-13, CM-1I, ОЗС, МР и др. К этой же группе относятся безокислительные покрытия, содержащие мало СаСО3
и много CaF2
(до 80%), предназначенные для сварки высокопрочных сталей. Уменьшение доли мрамора в составе покрытия снижает окисление металла и уменьшает в нем содержание углерода. К электродам с такими покрытиями относятся ИМЕТ-4; ИМЕТ-8.
3. Рутиловые покрытия (Р) построены на основе рутила TiO2
с добавками полевого шпата, магнезита и других шлакообразующих компонентов. В качестве газообразующих веществ используются органические материалы (целлюлоза, декстрин) и карбонаты (MgCO3
, СаСОз). Раскислителем служит ферромарганец. Для повышения коэффициента наплавки в эти электроды вводят порошок железа. Типичные электроды с таким покрытием — электроды АНО-4, АНО-5, АНО-б.
4. Целлюлозные покрытия (Ц) построены на газообразующих веществах (целлюлоза). В некоторые покрытия этого типа вводят небольшие количества оксидов железа, марганца и титана. Для раскисления сварочной ванны добавляют ферромарганец и ферросилиций. Покрытия такого типа имеют электроды ОМА-2, применяемые для сварки сталей малых толщин, ВСП-1 (с железным порошком), ВСЦ-2.
В настоящее время продолжается работа по разработке новых малотоксичных электродов с пониженным содержанием флюорита (CaF2
) и пониженным содержанием марганца.
Общие требования к электродам: точность размеров, соосность покрытия и стержня, прочность сцепления покрытия с металлическим стержнем (сколы), гарантированные механические свойства наплавленного металла. Каждая партия электродов имеет соответствующий паспорт.
Рассмотрим металлургические процессы при сварке электродами различных групп.
Электроды группы А при сварке создают значительное количество газов (СО2; СО; H2
; H2
O) в результате разложение и окисления органических компонентов и обеспечивают хорошую защиту от атмосферного воздуха.
Содержание гематита Fе2
Оз в покрытиях этого типа требует значительного количества раскислителей, главным образом ферромарганца. Так, в электродах ЦМ-7 содержится до 33% гематита и около 30% ферромарганца, что достаточно для восстановления почти всего железа, но все же в сварочную ванну переходит достаточное количество марганца.
Электроды группы Б при сварке осуществляют защиту зоны сварки вследствие разложения мрамора СаСО3
, а оксид кальция СаО уходит на образование шлаковой системы основного типа СО — СаF2
. Атмосфера сварочной дуги состоит из СО, СО2
, Н2
и Н2
О. Пары воды выделяются из покрытия и во избежание появления водорода в зоне сварки эти электроды надо перед сваркой прокаливать при температуре 470.. .520 К (до 570 К) .
Содержание в покрытии нескольких раскислителей позволяет получить хорошо восстановленный металл, содержащий мало серы и не склонный к образованию горячих трещин. При сварке высокопрочных, жаропрочных сталей применяют покрытия с повышенным содержанием СаСО3
(15...20%), увеличивая CaF2
(60…80%). В этом случае удается избежать поглощения углерода сварочной ванной и обеспечить содержание углерода в металле шва на уровне (0,05.. .0,02%) С, как это требуется по техническим условиям. Недостаток этих электродов — малая устойчивость дугового разряда, требующая сварки на постоянном токе обратной полярности. Таким образом, технологические сложности электродов группы Б несколько ниже, чем электродов группы А. Повышенное содержание СаF2
вызывает образование токсичных соединений и требует создания надежной вентиляции.
Электроды группы Р осуществляют защиту зоны сварки шлаками на основе ТiO2
, полевого шпата, магнезит, который, разлагаясь, дает большой объем СО2
, но, кроме того, защитная атмосфера пополняется органическими компонентами. Электроды этой группы обладают высокими технологическими свойствами — обеспечивают высокую устойчивость горения дуги, хорошее формирование шва и отделяемость шлаковой корки, возможность сварки в любомпространственном положении шва. Кроме того, рутиловые электроды малотоксичны и обеспечивают высокие механические свойства у наплавленного металла.
Электроды группы Ц с органическим покрытием содержат своем составе до 50% органических веществ (пищевая мука, целлюлоза) и при их разложении и окислении выделяется большое количество газа, обеспечивающего хорошую защиту от воздушной среды. Для предотвращения водородной хрупкости или появления пор при сварке надо вводить окислители: ТiO2
, МnO2
. Для уменьшения влияния водорода в покрытия вводят также плавиковый шпат СаF2
. Надежная газовая защита позволяет снижать относительную массу покрытия: Кп
≈ 20%. Технологические свойства электродов типа Ц (ОМА – 2, ВСЦ , ВСП)довольно высокие и их применяют при сварке в различных пространственных положений.
2.2 Описание металлургических процессов обеспечивающих получение качественных соединений
Высокие температуры, используемые при сварке плавлением, с одной стороны, понижают термодинамическую устойчивость оксидов, но, с другой стороны, скорость их образования резко увеличивается и за очень небольшое время сварочного цикла металлы поглощают значительное количество кислорода. Поглощенный кислород может находиться в металле или растворенном состоянии в виде оксидов или субоксидов, а также может создавать неметаллические включения эндогенного типа, образовавшиеся при раскислении металла более активными элементами. И то, и другое резко снижает качество сварных соединений, особенно пластичность металла шва. Исследования этого вопроса показали, что основная масса кислорода в металле обычно находится в неметаллических включениях. Источниками кислорода в металле при сварке служат окислительно-восстановительные реакции между металлом и атмосферой сварочной дуги, металлом и шлаками, образующимися в результате плавления флюсов или при разложении и плавлении компонентов электродного покрытия, а также взаимодействии с наполнителям порошковой проволоки.
Особенно велики скорости взаимодействия металла с окружающей средой в высокотемпературной зоне сварки , к которой следует отнести каплю плавящегося металла на торце электрода или электродной проволоки, дуговой или плазменный разряд и переднюю часть ванны. Более медленно эти процессы развиваются в хвостовой части ванны, так как там температура приближается к температуре кристаллизующегося металла. Температурный перепад между этими зонами настолько велик, что реакции окисления – восстановления меняют свое направление. Так в капле плавящегося на электроде металла происходит интенсивное поглощение кремния и марганца в результате окисления железа, в то время как в хвостовой части сварочной ванны кремний и марганец восстанавливают железо, окисляясь сами.
Кроме того, взаимодействие металла с кислородом при сварке осложняется образованием растворов оксидов в металлах, а это сильно изменяет термодинамическую устойчивость из-за возрастания энтропии в процессе растворения.
Раскисление металла сварочной ванны.
Восстановление металла сварочного соединения требует удаления кислорода из сварочной ванны, пока она находится в жидком состоянии.
Восстановление или раскисление сварочной ванны можно осуществлять несколькими способами:
1. Извлечение его более активными металлами – раскисление осаждением.
2. Восстановление металла газовой атмосферой, контактирующей с металлом сварочной ванны.
3. Извлечение оксидов из металлической ванны, путем обработки ее шлаками.
Все эти методы реализуются в сварочной технологии, но для различных металлов они будут применяться с различным успехом. Так, для металла с высокой термодинамической устойчивостью оксидов эти способы восстановления почти не дают эффекта и для получения качественного соединения из этих металлов необходима по возможности полная изоляция их от окисляющей атмосферы.
Легирование металла шва при ручной сварки покрытыми электродами. Металл шва образуется из основного металла, электродной проволоки и покрытия, легирование осуществляется следующим образом:
- легирование путем введения в покрытие электрода порошкообразных металлических добавок или ферросплавов – марганца, кремния, титана.
- легирование в результате восстановления оксидов, входящих в состав покрытия, легко осуществляемое для малоактивных металлов и ограниченное для таких элементов, как марганец, кремний и хром.
- легирование путем изменения состава электродных проволок, дающие самые стабильные результаты.
- легирование в результате расплавления основного металла, что имеет место при сварке высокопрочных и теплоустойчивых сталей.
2.3 Термодинамическое исследование одного из вероятных металлургических процессов
Исследуемая реакция:
Na+F=NaF
Вероятность протекания реакции при данной температуре определим по формуле:
ΔGт
º = ΔHº298
- ΔSº298
.
T - ΔCºp298
.
f(T).
T
где ΔGт
º- свободная энергия Гибса, кДж/моль
ΔHº298
– энтальпия, кДж/моль
ΔSº298
– энтропия, ДЖ/моль.
К
ΔCºp298
– теплоемкость, ДЖ/моль.
К
F(T) – функция Улиха
Т – абсолютная температура, К
Формула для вычисления энтальпии:
ΔHº298
= ΣΔHºпр
- ΣΔHºисх
= ΔHºNaF
– (ΔHºNa
+ ΔHºF
)
Формула для вычисления энтропии:
ΔSº298
= ΣΔSºпр
+ ΣΔSºисх
= ΔSºNaF
– (ΔSºNa
+ ΔSºF
)
Формула для вычисления теплоемкости:
ΔСрº298
= ΣΔСрºпр
+ ΣΔСрºисх
= ΔСрºNaF
– (ΔСрºNa
+ ΔСрºF
)
Исходные данные приведены в виде таблицы:
Таблица 2.3.1 – исходные данные:
| Вещество |
ΔHº298,
кДЖ/моль
|
ΔSº298,
ДЖ/моль.
К
|
ΔСрº298,
ДЖ/моль.
К
|
| NaF |
-573.6 |
51.3 |
46.82 |
| Na |
0 |
51.45 |
28.16 |
| F |
4.75 |
53.9432 |
7.8046 |
Функцию Улиха вычисляем по формуле:
F(T) = ln(T/298) + 298/T – 1
Найдем численные значения функции Улиха для определенных температур:
f(298) =0
f(1000) = 0.508662
f(2000) = 1.052809
f(3000) = 1.408607
f(4000) = 1.671456
f(6000) = 2.052088
Найдем численные значения ΔHº298
, ΔSº298
, ΔСрº298
, ΔGº298
ΔHº298
= (-573.6 - (0+ 4,75)) = -578,35 кДЖ/моль
ΔSº298
= (51,3-(51,45 + 53,9432 )) = -54,09 ДЖ/моль.
К
ΔСрº298
= (46.82 –(7.8046 + 28,16)) = 10,86 ДЖ/моль.
К
Расчитаем свободную энергию Гиббса ΔG°т
и энтальпию ΔНт
для температур 298 –6000 К.
ΔGт
º = ΔHº298
- ΔSº298
.
T - ΔCºp298
.
f(T).
T=-578350-(-54,09.
1000)-10,86.
0,508662.
1000=-529,78 кДж/моль
ΔНт
= ΔН298
- ΔСр298
(Т – 298), кДЖ/моль.
Результаты представим в таблице:
Таблица 2.3.2 – Результаты вычислений
| Т,К |
298 |
1000 |
2000 |
3000 |
4000 |
6000 |
ΔG°т,
кДж/моль
|
-578,35 |
-529,78 |
-493,04 |
-461,972 |
-434,598 |
-387,524 |
| ΔНт,
кДЖ/моль |
-642,8 |
-785 |
-933 |
-1078 |
-1186 |
-1411 |

Итак, исходя из расчета, получили, что величина ΔН отрицательна, следовательно, реакция идет с выделением теплоты. При стандартной температуре величина ΔG отрицательна, а значит, реакция идет в прямом направлении.
3.1 Выбор расчётной схемы
Формы тел, нагреваемых при сварке, весьма разнообразны. Распространение тепловой энергии существенно зависит от формы и размеров шва. Однако точный учёт конфигурации тела может существенно усложнить расчёты. Поэтому целесообразно упрощать формы рассматриваемых тел, сводя их к простейшим.
В качестве расчётной схемы принимаем бесконечную пластину – тело, ограниченное двумя плоскостями: z=0 и z=δ. При использовании такой схемы предполагается, что температура по толщине листа распределена равномерно, а тепловая энергия может распространяться только в горизонтальной плоскости.
Мгновенная скорость охлаждения является первой производной температуры по времени:

Так как в большинстве случаев оказывается достаточным приближённое определение скорости охлаждения, то используют теорию мощных быстродвижущихся источников тепловой энергии без учёта теплоотдачи. Скорости охлаждения обычно определяют для оси шва ввиду незначительного её отличия от скорости охлаждения околошовной зоны. Скорость охлаждения рассчитываем по формуле:
 . .
Полученное значение Δω входит в оптимальный диапазон скоростей охлаждения (0,1…10,0).
3.3 Расчёт распределения температур вдоль оси шва
Уравнение предельного состояния процесса распределения тепла для источника ПТИ имеет вид:
 , ,
где qU
– погонная энергия, передаваемая источником телу. Определяется по формуле:
 . .
Для расчёта распределения температур вдоль оси шва, рассчитываем Х в диапазоне от -20 см до 40 см. Распределение строим на оси шва (у=0), на расстоянии 1см от оси шва (у=1), 1,5см и 2см. График распределения представлен ниже.

3.4 Расчёт изотерм на поверхности свариваемого материала
Построение изотерм производим аналитическим методом. Для этого выведем уравнение изотермы, опираясь на уравнение предельного состояния процесса.
Пусть требуется построить изотерму для некоторой температуры Т. Подставив эту температуру в уравнение предельного состояния, получим:
Затем, учитывая  и произведя несложные преобразования, получим: и произведя несложные преобразования, получим:
откуда вытекает
 . .
Преобразуя относительно у, получим в итоге:
 . .
Рассчитываем изотермы в пределах от х=-0,8 см до х=46,45 см. приведены Графики изотерм представлены ниже.

Данные изотермы построены для температур Тнир
, ТАС1
, ТАС3
, ТМн
(перечислены в порядке возрастания эксцентриситета вдоль оси ОХ).
Проводим расчёт распределения температур в поперечном сечении шва, т. е. вдоль оси Y, на поверхности металла при х={1; 2; 3; 4} см. Расчёт ведем по формуле, выведенной в разделе 4.3. Графики представлены ниже.

Термический цикл точек сварного соединения.
Термический цикл строим для  . По формуле для ширины зоны с температурой выше заданной, . По формуле для ширины зоны с температурой выше заданной,  см. Для построения графика используем формулу см. Для построения графика используем формулу
 . .
График представлен ниже.

3.6 Определение протяжённости отдельных участков в ЗТВ
Величина ЗТВ зависит от способа сварки, её режима, химического состава свариваемого и присадочного металла, физических свойств свариваемых металлов, и т. д. Увеличение сварочного тока, снижение скорости сварки увеличивают ширину ЗТВ.
Протяжённость отдельных участков ЗТВ для стали 30ХМА определим из строения ЗТВ для данного сварного соединения. Температурные интервалы участков:
1. участок неполного расплавления:  , ,
2. участок перегрева:  , ,
3. участок нормализации:  , ,
4. участок неполной перекристаллизации:  , ,
5. участок рекристаллизации: 
6. участок синеломкости:  . .
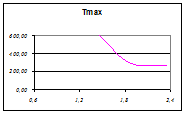
3.7 Распределение максимальных температур в поперечном сечении шва
Для определения протяжённости отдельных участков ЗТВ необходимо построить график распределения максимальных температур в поперечном сечении шва.
Для построения этого графика используем формулу
 (7.12 [1]). (7.12 [1]).
График распределения максимальных температур в поперечном сечении шва показан ниже.
Ширины зон с температурами, превышающими характерные температуры, приведены ниже:
| ширина участка |
| Тпл |
1536 |
0,57 |
см |
| Тпере |
1500 |
0,58 |
см |
| Тпере2 |
1100 |
0,61 |
см |
| Тнорм |
905 |
0,78 |
см |
| Тнпкр |
727 |
0,80 |
см |
| Трекр |
450 |
0,94 |
см |
| Тсине |
200 |
0,96 |
см |
Откуда можно видеть, что ширины соответствующих зон составляют:
| ширина зоны |
в см |
| Неполного расплавления |
0,01 |
| Перегрева |
0,03 |
| Нормализации |
0,17 |
| Неполной перекристаллизации |
0,02 |
| Рекристаллизации |
0,14 |
| Синеломкости |
0,02 |
Кристаллизация расплавленного металла состоит из двух элементарных параллельно протекающих процессов: зарождения зародышей, или центров кристаллизации, и роста этих центров кристаллизации.
В зависимости от способов образования зародышей различают гомогенную и гетерогенную кристаллизацию. В чистом от примесей металле при охлаждении зародыши образуются из наиболее крупных фазовых флуктуаций жидкой фазы, выделение которых связано с флуктуациями энергии (гомогенное зарождение). В технических металлах всегда имеются дисперсные включения примесей, на поверхности которых и происходит образование центров кристаллизации (гетерогенное зарождение).
В результате воздействия сварочного источника тепловой энергии основной металл начинает плавиться, а металл, ограниченный изотермой Т=Тпл
, образует сварочную ванну. Сварочная ванна перемещается по свариваемому изделию вместе с источником тепловой энергии. После затвердевания расплавленного металла сварочной ванны образуется шов.
На кристаллизацию расплавленного металла сварочной ванны оказывают влияние следующие условия:
- наличие в ванне центров кристаллизации в виде зёрен основного металла на границе раздела твёрдого и жидкого металла;
- происходящий параллельно кристаллизации ввод в сварочную ванну движущимся источником тепловой энергии, скорость движения которого определяет скорость перемещения фронта кристаллизации;
- малый объём и небольшое время существования сварочной ванны, большие средние скорости роста кристаллов;
- значительный градиент температур в ванне, перегрев металла в центре шва;
- интенсивное перемешивание металла ванны;
- воздействие на кристаллизующийся металл термодеформационного цикла сварки.
В процессе кристаллизации металла шва формируется его первичная структура[1]
, определяемая формой, размерами, взаимным расположением кристаллитов, размером дендридных образований и фазовых выделений. Форма межфазной поверхности фронта кристаллизации может быть плоской (при стыковой сварке стержней), цилиндрической (сварка пластин встык с полным проплавлением), пространственной (сварка массивного изделия).
При затвердевании расплавленного металла сварочной ванны преобладает гетерогенный процесс кристаллизации, и только в центре шва возможна гомогенная кристаллизация.
Под влиянием конкретных тепловых и кинетических условий кристаллизации металла шва, химического состава сплава, градиента температуры, скоростей сварки и кристаллизации в различных зонах шва, возможно образование разных первичных структур – столбчатой, полиэдрической. Эти структуры могут быть ячеистыми, ячеисто-дендридными, дендридными.
Скорость кристаллизации Vкр
и градиент температур в жидкой фазе grad(T) оказывающий наиболее существенное влияние на образующуюся структуру, можно рационально подбирать и изменять при сварке. Температурный градиент в жидкости может быть повышен увеличением тепловой мощности дуги путём изменения режима сварки в сторону увеличения тока и напряжения, либо понижен при предварительном подогреве.
Первичная структура шва оказывает большое влияние на многие свойства наплавленного металла, особенно если в недалёком будущем его не подвергать термообработке, прокатке или ковке. Поэтому важно, чтобы первичная структура была зернистой и, по возможности, равноосной. Тогда свойства металла будут достаточно высокими и без термообработки.
Пути регулирования процессов первичной кристаллизации:
- для уменьшения химической неоднородности и повышения стойкости металла к образованию горячих трещин, необходим подбор оптимального соотношения между шириной В и глубиной Н сварочной ванны.
- чтобы получить металл высокой прочности и пластичности, стойкий к возникновению кристаллизационных трещин, необходимо измельчать его структуру, что можно, в частности, достигнуть введением в сварочную ванну элементов-модификаторов (бор, титан, ванадий, ниобий, цинк и т.д.), либо искусственным повышением скорости кристаллизации.
- введение в сварочную ванну элементов, способствующих образованию избыточных фаз типа твёрдого раствора, первичных карбидов, что имеет особое значение при сварке легированных сталей и цветных металлов.
- воздействием на ванну ультразвуком, механическими вибрациями, электромагнитным полем.
В процессе сварки происходит изменение структуры и свойств участков основного металла, прилегающих к шву.
Зона термического влияния (ЗТВ) – участок основного металла, примыкающий к сварному шву, структура и свойства которого вследствие теплового воздействия сварочного источника тепловой энергии изменяются.
ЗТВ имеет несколько структурных участков, отличающихся формой и строением зерна, в зависимости от температуры нагрева.
Участок неполного расплавления – переходный от наплавленного металла к основному. На этом участке образуется соединение и проходит граница сплавления. Он представляет собой очень узкую область основного металла, нагретого ниже линии ликвидуса, но выше линии солидуса. В этой зоне наблюдается значительный рост зёрен и скопления примесей, поэтому этот участок обычно является слабым местом сварного соединения, обладая пониженной прочностью и пластичностью.
Участок перегрева – область основного металла, нагреваемого до температурного диапазона 1100..1500°С. Металл этого участка претерпевает аллотропическое превращение Feα
→Feγ
. Металл этой зоны отличается крупнозернистой структурой и пониженными механическими свойствами.
Участок нормализации – область металла, нагреваемая до температур 905-1100°С. Металл этого участка обладает высокими механическими свойствами, ввиду мелкозернистой структуры.
Участок неполной перекристаллизации – зона, металл которой нагревается до 727–905°С. Неполная перекристаллизация этого участка обусловлена недостатком времени и низкой температурой нагрева. Структура состоит из мелких перекристаллизовавшихся и крупных зёрен. По сравнению с участком нормализации, механические свойства несколько понижены.
Участок рекристаллизации – область металла, нагреваемого до температур 380–727°С. Рекристаллизация – изменение структуры деформированного металла при его нагреве выше определённой температуры. При этом искажённая кристаллическая структура переходит в ненапряжённую.
Участок старения (синеломкости) – нагреваемый до 200–380°С металл – переходный между ЗТВ и основным металлом. Спустя некоторое время могут происходить процессы старения в связи с выпадением карбидов и нитридов железа. Заметных структурных превращений нет.
6.1 Горячие трещины сварного соединения
Горячими трещинами называются хрупкие межкристаллитные разрушения в шве или ЗТВ, возникающие в области температурного интервала хрупкости в результате воздействия термодеформационного сварочного цикла. Горячие трещины чаще всего возникают в сплавах, обладающих выраженным крупнокристаллитным строением, с повышенным содержанием локальных концентраций легкоплавких фаз. Согласно общепринятым представлениям, они возникают в том случае, если интенсивность нарастания деформаций в металле сварного соединения в период остывания приводит деформациям большим, чем его пластичность в данных температурных условиях.
Образование горячих трещин определяется тремя основными факторами: пластичностью металла в ТИХ, значением этого интервала и характером нарастания деформаций при охлаждении.
Для уменьшения склонности сварных соединений к образованию горячих трещин необходимо в процессе производства стремиться к такому набору свойств свариваемого сплава в ТИХ, а также технологических приёмов и конструктивному оформлению узлов, которые бы обеспечили наименьшие деформации. Для этого необходимо стремиться к уменьшению ТИХ и снижению темпов роста деформаций.
Все известные способы повышения технологической прочности в конечном итоге сводятся к следующим:
1. Изменение химического состава
2. Выбор оптимального режима сварки
3. Применение рационального типа конструкции и порядка наложения сварных швов.
Из методов количественной оценки технологической прочности широкое распространение получил метод, изобретённый в МВТУ им. М.Э. Баумана. Сущность его состоит в следующем: испытуемый шов деформируется в ТИХ с заданным темпом нарастания деформаций, вплоть до полного исчерпания пластичности. Показателем сопротивляемости образованию горячих трещин служит максимальная скорость деформации, при которой трещины ещё не образуются.
 . .
Для стали 30ХМАнайдем

Если HСS
<
4
, то горячие трещины в сварном соединении не образуются. Для стали 30ХМА характерно образование горячих трещин.
Холодные трещины – локальное хрупкое межкристаллическое разрушение металла сварных соединений – частый дефект при соединении углеродистых и легированных сталей, претерпевающих при сварке частичную или полную закалку. Они могут возникать во всех зонах сварного соединения и располагаются параллельно или перпендикулярно оси шва. Холодные трещины образуются после окончания сварки, ниже температуры 420–370 ºС, в течение последующих суток. Излом холодных трещин светлый, без заметных следов окисления.
Основные факторы, влияющие на образование холодных трещин:
1. Структурное строение металла сварного соединения, характеризуемое наличием составляющих мартенситного и бейнитного типа
2. Концентрация диффузионно–подвижного водорода в зоне зарождения трещины
3. Уровень растягивающих сварочных напряжений I рода.
Способы борьбы с холодными трещинами направлены на уменьшение или устранение отрицательного действия основных факторов, обуславливающих их образование. Наиболее часто для предупреждения возникновения холодных трещин применяют предварительный и/или последующий подогрев сварного соединения. При невозможности подогрева применяют низкий или высокий отпуск сварных узлов непосредственно после сварки.
Способы оценки склонности к образованию холодных трещин подразделяют на : а) по характеру оценки – косвенные и прямые; б) по характеру критерия оценки – качественные и количественные; в) по характеру применения критерия оценки – сравнительные и абсолютные. Косвенные способы позволяют оценивать склонность к трещинам расчётным путём по химическому составу стали без испытания соединения. Один из таких способов – оценка потенциальной склонности стали по значению эквивалента углерода Сэкв
.

где H
— содержание диффузионного водорода, см3
/100г;
KО
— коэффициент жесткости соединения;
d
— толщина металла, мм.
Для стали 30ХМАнайдемпараметр трещинообразования

При РW
<
0.285
холодные трещины в сварных соединениях не образуются. Для стали 30ХМА образование холодных трещин характерно.
Сталь 30ХМА ограниченно сваривается, но желательно получение состава металла шва, близкого к основному металлу. Данная сталь может образовывать горячие и холодные трещины, поэтому есть необходимости в подогреве и последующей термообработке. Сварку можно производить как на постоянном, так и на переменном токах. Данному типу источника соответствует автоматическая дуговая сварка под флюсом встык за один проход.
Список использованной литературы
1. Теория сварочных процессов. Под ред. В.В. Фролова.- М.: Высшая школа, 1998.- 559 с.
2. Кох Б.А. Основы термодинамики металлургических процессов сварки. - Л.: Судостроение. 1975.- 219 с.
3. Макаров Э.Л. Холодные трещины при сварке легированных сталей. М.: Машиностроение, 1981.- 247 с.
4. Сварка в машиностроении. Справочник. Т. 1 - 4, - М.: Машиностроение, 1978.- 1979.
5. Марочник сталей / В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин и др.; Под общ. ред. В.Г. Сорокина. – М.: Машиностроение, 1989. – 640с.
6. Машиностроительные стали. Справочник./ В.Н. Журавлев, О.И. Николаева. – М.: Машиностроение, 1981. – 391с.
[1]
т.е. структура, образующаяся при переходе расплавленного металла из жидкого состояния в твёрдое
|
