Зміст
1. Інструменти для обробки отворів. Класифікація
2. Свердла
Напівкруглі свердла
Трубчасті свердла
Прямі свердла
Спіральні свердла
Шнекові свердла
Ежекторнi свердлa
3. Зенкери
4.Розвертки
4.1. Ручні розвертки
4.2. Збірні конструкції розверток
1. Інструменти для обробки отворів. Класифікація
Для обробки отворів в деталях машин застосовують різні інструменти: розточувальні різці і пластинки, фасонні різці, свердла, зенкери, розгортки, абразивні інструменти.
Багато деталей машин і приладів мають отвори, довжина яких більш. Свердління таких отворів пов'язане з великими труднощами, оскільки інструмент виходить довгим і маложорстким, стружка що утворюється погано віддаляється з каналу, значно складніше подавати СОЖ в зону різання. Все це знижує ріжучі властивості інструменту і продуктивність процесу. В той же час оброблені отвори мають бути прямолінійні і мати малі параметри шорсткості поверхні. Ці вимоги до отвору деталі обумовлюють конструкцію інструменту і його геометрію. Для свердління глибоких отворів застосовують різні інструменти.
2.Свердла
Залежно від діаметру оброблюваного отвору їх підрозділяють на інструменти суцільного свердління D= 80 мм і інструменти кільцевого свердління (D> 80 мм). Для суцільного свердління застосовують свердла однобічного різання (одно кромкові) і двостороннього різання, а для кільця - голівки одно різцеві і і багаторізцеві. Свердла однобічного різання бувають напівкруглі (гарматні) і трубчасті, які у свою чергу, підрозділяються на свердла із зовнішнім і з внутрішнім видаленням стружки. Свердла двостороннього різання перові, шнекові, спіральні інжекторні.
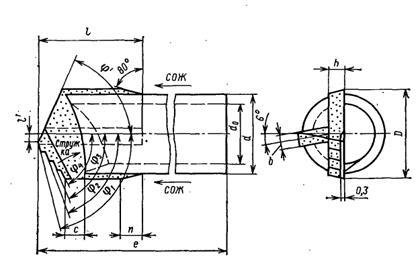
2.1.Напівкруглі свердла застосовують для свердління глибоких отворів діаметром до 10 мм. Їх конструкція і геометрія показані на мал. 3.1. Свердло є круглим стержнем, зрізаним приблизно на 0,5 D. Головна ріжуча кромка розташована перпендикулярно до осі свердла, допоміжна - под кутом φ = 10°. Уздовж свердла робиться калібруюча стрічка шириною Н = 0,5--1 мм. Фаскова ріжуча кромка мається в своєму розпорядженні вищим за вісь свердла на Н = 0,2-0,5 мм щоб уникнути заїдання. У останньому випадку утворюється невеликий позитивний передній кут для бічної фасковоїріжучої кромки.
В головної ріжучої кромки γ = 0, ά = 8-10°. Свердло має потоншення до хвостовика в межах 0,03-0,05 мм на 100 мм довжини. Як видно, таке свердло має нераціональну геометрію, створює значні сили тертя унаслідок великої опорної поверхні, працює без охолоджування. Тому для видалення стружки і охолоджування свердла необхідно періодично процесрізання

Рис.2.1 Нпівкругле свердло для глибокого свердління
Рис.2.2 Твердосплавне трубне свердло з зовнішнім виводом стружки
припиняти і виводити свердло з каналу, внаслідок чого знижується продуктивність. В процесі роботи свердло відводять унаслідок чого не забезпечується достатня прямолінійність отвору.
2.2 Трубчасті свердла оснащені твердим сплавом. Робоча частина може бути цілісною з твердого сплаву і з твердосплавними пластинками що з напаяли. У першому випадку робоча частина припаюється встык до трубчастого корпусу із сталі 40Х або 35ХГСА. Такі свердла робляться діаметром D= 2 - 15 мм. Свердла мають внутрішній канал круглого або серпоподібного поперечного перетину для підведення СОЖ під тиском 2-4 МПа. МОР разом із стружкою вимивається по зовнішній прямій канавці, утвореній фрезеруванням або прокатом.
На рис. 2.3 показано рушничне свердло з твердосплавними пластинками, що напаяли, на робочій частині. Твердосплавна пластинка є ріжучою, що направляють пластинки 2 і 3 з твердого сплаву групи ТК. - відповідно опорна. Що б створити сприятливіші умови різання у вершині свердла, пластина зміщена на (0,2-^-0,25) вперед від центру свердла. З цією ж метою ріжуча кромка у впри вершині свердла опущена трохи нижче за його центр. В результаті цього при свердлінні в центрі утворюється стержень діаметром до 0.02D, який легко ламається і віддаляється. В той же час він підвищує стійкість свердла.
Канавки для виходу стружки, МОР, що видаляється, прокатують або фрезерують. МОР під тиском подають по внутрішньому каналу, який має серпоподібний або круглий перетин залежно від способу формоутворення стружкових канавок. Ширина фаски b = 0,3-7-0,8 мм. Такі свердла роблять діаметром 8-30 мм.
На мал. 1.3 показана досконаліша конструкція твердосплавного трубчастого свердла з внутрішнім видаленням стружки, розроблена Саратовським політехнічним інститутом. СОЖ під тиском 3-5 МПа поступає в зону різання по кільцевому зазору між зовнішнім діаметром корпусу свердла і поверхнею оброблюваного отвору, а віддаляється разом із стружкою по внутрішньому каналу корпусу свердла. Трубчастий перетин корпусу додає свердлу вищу жорсткість. Такі свердла роблять діаметром
D =6- З0 мм.
Рис.2.3.Трубчасте свердло одностороннього різання
Товщина ріжучої і опорної пластинок з твердого сплаву h = b = 0,2D, довжина l= (1,1--2)D. Вершина пластинки зміщена від осі на 0.1∙D.
Зовнішню ріжучу кромку роблять ступінчастої для розділення стружки на декілька вужчих смужок. Для кращого її ламання на передній поверхні пластинки роблять уступ завглибшки 0,3-0,5 мм. Головний кут в плані φ для зовнішнього рівня приймають 70-75°, збільшуючи на 1,5-2° на кожному рівні у міру наближення до центру. Задній кут на зовнішньому рівні роблять 10-12°, збільшуючи на кожному рівні до центру на 1-1,5°. Кут в плані внутрішньої кромки φ' приймають на 2-3° менше, ніж для зовнішньої. Число рівнів на зовнішній ріжучій кромці п - 2 для D< 10 мм, п = 3 для D= 10-=-20 мм і п = 4 для D - 20-30 мм. Опорні поверхні пластинок забезпечують надійний напрям свердла в роботі.
Точність обробленого отвору такими свердлами 7-9 квалитет, Ra= 2,5-1,25 мкм. Унаслідок недостатньої жорсткості інструментів для- глибокого свердління їх подача обмежена. Тому інтенсифікувати процес різання можна лише за рахунок збільшення швидкості різання. Трубчасті свердла, оснащені твердим сплавом, допускають швидкості різання в 2-3 рази вище, ніж швидкорізальні. Швидкості різання
РекомендуютьсяV= 804-120 м/хв при обробці сталей і Vv = 65-100 м/хв. при обробці чавуну. Подача S = 0,01 -0,2 мм/об. Особливо ефективно подібні свердла застосовують при обробці високолегованих сталей і сплавів. Для підвищення продуктивності, надійнішої стійкості і кращого напряму для обробки глибоких отворів застосовують свердла двостороннього різання із зовнішнім і внутрішнім видаленням стружки. Вони мають дві головні ріжучі кромки і бувають прямі, спіральні, шнекові, ежекторні.
2.3.Прямі свердла двостороннього різання зазвичай роблять діаметром більше 30 мм, насадними, оснащеними твердосплавними пластинками. На мал. 2.4 показано таке свердло, що має ширину В = 100 мм. Головка збірної конструкції кріпиться на на вісь свердла. Стружка віддаляється по внутрішньому каналу під дією МОР (Мастильно-охолоджувальна рідина). У корпусі головки закріплено три різці 4, 6,7 з пластинками з твердого сплаву, що напаяли, розташованими в шаховому порядку, утворюючи ступінчасту схему різання. Кріпляться вони гвинтами 3, 8. Перед кожним різцем є отвір для виходу стружки у внутрішній канал корпусу і стебла свердла.
Три упорні направляючі планки 2 і 5 з твердого сплаву ВК.8 створюють надійну стійкість свердла в роботі. Планка напрямної 5 подпружинена н кріпиться гвинтом 10.
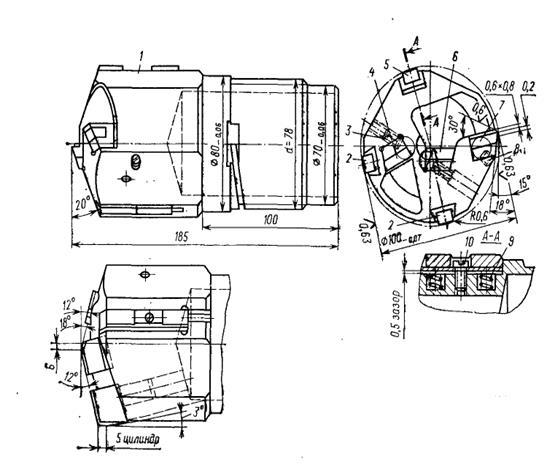
Рис.2.4 Свердло складне з пластинками із твердого сплаву
2.4.Спіральні свердла для обробки глибоких отворів роблять чотири стрічковими. Вони бувають із зовнішнім видаленням стружки (діаметр свердла до 30 мм) н з внутрішнім (діаметр 30-70 мм). Останні можуть оснащуватися пластинками з твердого сплаву. На рис. 2.5 показано спіральне свердло з внутрішнім видаленням стружки, яке нагвинчує на трубчасте стебло. МОР в зону різання поступає по кільцевому зазору між стеблом 38і оброблюваним отвором, потім між ним і виїмками на спинці свердла. Із зони різання МОР разом із стружкою спочатку віддаляється по спіральних канавках свердла, а потім по внутрішньому каналу. На головних ріжучих кромках по задній поверхні прорізають канавки в шаховому порядку для розділення стружки на вужчі смужки в цілях полегшення її видалення. Ширина тих пер що калібрують стрічок в таких свердел значно більше, чим в звичайних спіральних свердел, і досягає 3-5 мм. Кут в плані 2φ = 118-120°, кут нахилу гвинтових канавок ω= 20--25°. Свердло має зворотню конусність на калібруючих стрічках 0,03-0,05 мм. Діаметр серцевини рівний 0,25∙D. Для зменшення довжини поперечної ріжучої кромки вона підточується. Діаметр отвору для виходу стружки приблизно 0,5 D.
Рис.2.5. Свердло спіральне для глибокого свердління
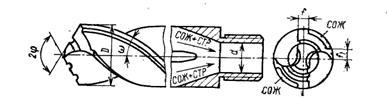
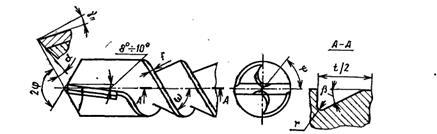
Рис.2.6. Шнекове (черв’ячне) свердло.
2.5.Шнекові свердла (черв’ячні) . При глибокому свердлінні видалення стружки є одному з головних завдань. Свердла з прямими канавками у ряді випадків погано виводять стружку з отвору. Шнекові свердла усувають цей недолік. На мал. 2.6 показано таке свердло з твердосплавною пластинкою. Воно може бути виготовлене з швидкорізальної сталі. Шнекові свердла роблять діаметром 3-30 мм. Таке свердло -спіральне з великим кутом нахилу гвинтових канавок ω = 60°, що полегшує транспортування стружки із зони різання. В шнекових свердел канавки в осьовому перетині мають прямолінійний трикутний профіль. Твірна робочої сторони канавки направлена перпендикулярно до осі свердла, плавно сполучаючись з прямою лінією спинки нахиленої до осі свердла під кутом ω= 25°. Канавки за всім профілем полірують. Для підвищення жорсткості шнекові свердла мають потовщену серцевину, рівну 0,3-0,35 діаметру свердла. Поперечна ріжуча кромка підточується до довжини (0,1-^-0,15) 0. Застосовуються вони при свердлінні отворів в чавуні і у високоміцних сталях.
Ширина стрічки в шнекових свердел приймається рівною 0,5- 0,8 ширини стрічки спірального свердла. Геометричні параметри декілька змінюються залежно від оброблюваного матеріалу.
2.6.Ежекторне свердло для глибокого свердління показане на мал. 2.7. Такі свердла роблять діаметром 20-65 мм, мають дві головні ріжучі кромки, тобто є інструментами двостороннього різання. Головку свердла нагвинчують на зовнішню трубку 3, що є корпусом. Ріжучу частину свердла оснащують пластинками з твердого сплаву, розташованими в шаховому порядку.
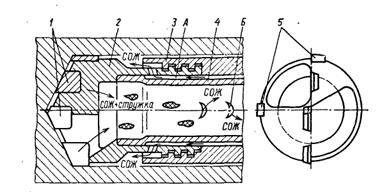
Рис2.7 Електричне свердло
В результаті стружка зрізається у вигляді вузьких стрічок і легше віддаляється. На передній поверхні твердосплавних пластинок зроблені уступи шириною B - 1,54-2 мм і заввишки h=0,44-0,55 мм для ламання стружки. Особливістю ежекторних свердел є ефект підсосу МОР, що вирушає разом із стружкою в результаті розрідження і перепаду тиску створюваного усередині корпусу свердла. Розрідження відбувається унаслідок розділення прямого потоку рідини на два напрями. Прямий потік МОР подається під тиском 2-3 МПа по каналу А. Не доходячи до ріжучої частини, він розділяється: приблизно 0,7 частин рідини продовжує рух в зону різання, а 0,3 частин прямує назад через щілини або прорізи Б у внутрішній канал труби 4. Між потоком рідини із стружкою, що йде від ріжучих кромок, і потоком, що вирушає через щілини Б по трубі 4, створюється розрідження і перепад тиску. В результаті основний потік СОЖ, що захопив стружку, як би засмоктується попереднім потоком і рухається з великою швидкістю. Це декілька підвищує ефективність видалення стружки при глибокому свердлінні. Такі свердла також мають направляючі планки 5 з твердого сплаву.
Ежекторні свердла працюють при швидкостях різання 25-200 м/хв з подачею 0,15-0,7 мм/об. Їх застосовують при глибокому свердлінні різних оброблюваних матеріалів. Свердла забезпечують точність обробки 9-11-го квалитета і шорсткість поверхні Ha1,25-0,63 мкм.
Продуктивність обробки такими свердлами збільшується в 5 разів за рахунок підвищення швидкості різання і подачі. головки для кільцевого свердління глибоких отворів бувають цілісними з швидкорізальної сталі (діаметр 30-60 мм), з твердосплавними пластинками (діаметр 30-150 мм), що напаяли, збірні зі вставними зубами з швидкорізальної сталі (діаметр більше 70 мм) і збірні зі вставними зубами, на які напаяли пластинки з твердого сплаву (діаметр більше 100 мм). Голівка з'єднується з тим, що несе її порожнистим стеблом за допомогою різьблення. Зміст кільцевого свердління полягає в тому, що по всій довжині деталі як, би прорізається кільцева порожнина. В результаті виходить твердіння потрібного діаметру і сердечник залишається цілісним при порівняно великому діаметрі, або ж він ламається при свердлінні, якщо його діаметр невеликий. Сердечник проходить усередині голівки і стебла. Внаслідок цього значно зменшується площа шару, що зрізається, і робота різання. На мал. 2.8 показана голівка для кільцевого свердління. МОР під тиском до 5 МПа подається у внутрішню кільцеву порожнину А; проходячи через зону різання, вона прямує по зовнішніх канавках Б голівки, відносячи з собою стружку.
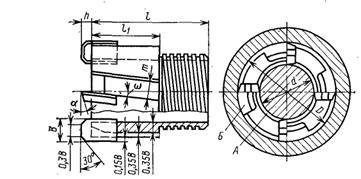
Рис 1.8. Головка для кільцевого свердління.
3.Зенкери
Зенкери - багатолезові інструменти, що обертаються, призначені для обробки циліндрових отворів, отриманих після свердління, відливання або штампування; циліндрових поглиблень під голівки гвинтів; конічних отворів і торцевих поверхонь на виступах корпусних деталей (бабишках, траверзах і т. п.). Основні типи зенкерів показані на мал. 3.1. Зі всіх типів найбільш широке вживання мають циліндричні зенкери, які служать для збільшення діаметру заздалегідь підготовленого отвору, підвищення його точності і зменшення шорсткості поверхні.
Циліндричні зенкери бувають кінцеві цілісні або зварні діаметром 10-32 мм; кінцеві збірній конструкції діаметром 32-75 мм; насадні цілісні діаметром 25-60 мм; насадні збірній конструкції діаметром 40-120 мм. Крім того, зенкери роблять з пластинками, що напаяли з твердого сплаву. Для обробки циліндрових отворів вони бувають кінцеві діаметром 14-40 мм і насадні, такі, що мають D = 344-80 мм. Вказані розміри характерні для стандартних зенкерів.
Зенкери обробляють отвори по 11-у квалитету точності і забезпечують шорсткість поверхні Rz =20-12мкм. В порівнянні зі свердлами зенкери підвищують точність і знижують шорсткість поверхні обробленого отвору. Це пояснюється тим, що конструкція зенкера жорсткіша, ніж конструкція свердла, у нього більше число ріжучих зубів. Внаслідок цього зенкер має кращу стійкість і напрям в роботі, що сприяє підвищенню точності обробки. Припуск під зенкерування менший, ніж при свердлінні. В результаті цього зменшується товщина шару, що зрізається, кожним зубом і шорсткість обробленої поверхні. На мал. 3.2. показаний кінцевий зенкер. Він схожий на спіральне свердло. Але на відміну від свердла зенкер не має поперечної ріжучої кромки і число зубів z у нього 3-4. Діаметр зенкера встановлюють залежно від його призначення. Для кінцевої обробки діаметр зенкера визначають по діаметру оброблюваного отвору з обліком
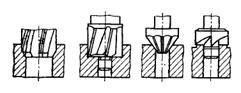
Рис.3.1 Типи зенкерів
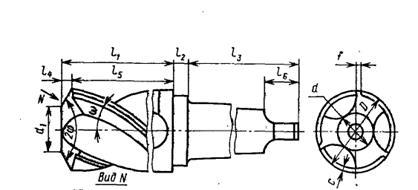
Рис.3.2 Кінцевий циліндричний зенкер
Орієнтовно величина розбиття приймається 0,3-0,4 допуску на оброблюваний отвір. При зенкеруванні допуск на отвір приймає по 11-у квалитету точність, а допуск на виготовлення по зовнішньому діаметру в середньому 0,25 мм допуску на отвір. Для попередньої обробки діаметр зенкера приймається з врахуванням припуска під подальшу обробку отвору
Діаметр серцевини в цілісних зенкерів (d= 0,51∙D). Для підвищення міцності і жорсткості зенкера діаметр серцевини до хвостовика може збільшуватися на 1-2 мм. Так само як і в свердел, робоча ділянка зенкера складається з ріжучої і калібруючої частин. Ріжуча частина має невелику довжину , вона розташована на конічній поверхні з кутом конусності L = 90^-120°. З врахуванням напряму сходу стружки леза на ріжучій частині відносно осьової площини можуть мати різний нахил: нульовий, негативний або Калібруюча частина Lмає довжину 60-130 мм для коротких і 80-170 мм для довгих кінцевих зенкерів залежно від діаметру. Вона не є строго циліндровою, а виконується із зворотною конусністю до хвостовика на 0,04 до 0,1 мм на 100 мм довжини. Це необхідно для зменшення тертя і зношування калібруючих зубів.
В цілях економії інструментальних матеріалів зенкери великих діаметрів роблять насадними цілісними і насадними збірними (мал. 3.3). Насадні цілісні зенкери (мал. 3.3, а) проектуються з гвинтовими канавками, що мають кут нахилу ω = 15^20, профіль яких криволінійний. Число зубів в таких зенкерів z, aїх діаметр d= 32--80 мм.
На мал. 3.3,б показаний насадний зенкер збірної конструкції. Такі зенкери роблять діаметром 40-120 мм. Зуби кріпляться за допомогою рифлень (мал. 3.3, а), клину (мал. 3.3,6) або без клину (мал. 3.3, в). Вони допускають регулювання діаметру. Зуби можуть бути з швидкорізальної сталі або із сталі 45 з твердосплавними пластинками, що напаяли. Передня поверхня плоска; зуби мають нахил уздовж осі під кутом φ = 10.
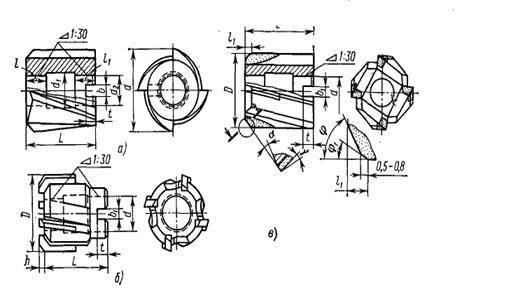
рис. 3.3Зенкери циліндричні насадні.
4.Розвертки
Розвертки – це багатолезові інструменти, що подібно до свердел і зенкерів у процесі роботи обертаються навколо своєї осі (головний рух) і поступово переміщуються вздовж неї, здійснюючи рух подачі (рис.2.1). Як операція процес розверчування має свої особливості: зменшений припуск під оброблення; у роботі бере участь більше число зубців; утворені стружки мають малу товщину та велику ширину, що зменшує навантаження на кожний зубець, надійне спрямування розвертки в отворі за рахунок циліндричної калібрувальної частини; орієнтація в отворі розвертки під час врізання різальної частини (для забезпечення самовстановлення розвертки в отворі застосовують плавальні патрони, видовжені оправи для закріплення розверток тощо).
Розверчування отвору забезпечує йому 6…8 квалітети точності та параметри шорсткості Ra
= 3…1,25 мкм. У всіх випадках під розверчування отвір обробляють попередньо свердлом, зенкером чи розточують. Згідно з загальним класифікатором розвертки поділяються:
- за способом застосування – на ручні та машинні;
- за формою оброблюваного отвору - на циліндричні та конічні;
- за конструкцією – на суцільні та збірні, постійного діаметра та регулівні;
- за методом закріплення – кінцеві (хвостові) і насадні;
- за формою зубців та родом різального матеріалу.
Правильна робота розвертки залежить від конструкції, якості її виготовлення та від умов експлуатації (режиму різання, охолодження, величини припуску для розверчування, якості загострення та доведення різальних лез тощо).
4.1Ручні розвертки застосовують для розверчування отворів вручну. Розвертки діаметром 3…40 мм мають циліндричний хвостовик з квадратом для воротка. Розвертки відносно малого діаметра виготовляють з циліндричним або конічним хвостовиком, за допомогою яких їх закріплюють на верстаті.
Насадні розвертки закріпляють на спеціальні оправи, які вставляють у шпиндель верстата. Найпростішими за конструкцією є суцільні розвертки (рис.2.1), проте вони не передбачають регулювання діаметра. У зв’язку з цим широко застосовують розтискні та збірні розвертки з швидкорізальними та твердосплавними вставними зубцями (ножами), які після спрацювання та перезагострення можна відрегулювати на необхідний розмір, збільшивши термін їх роботи (рис.2.2). Ці та інші ровертки виготовляють кінцевими та насадними. Решта - діаметром 32…50 мм - мають конічний хвостовик, а діаметром 40…100 мм – насадні.
Основними конструктивними елементами робочої частини розвертки є її діаметр, довжина відповідних ділянок, кут різального конуса, число та напрям зубців, розміри й форма остружкових рівців, а також геометрія зубців.
Збірні конструкції розверток дозволяють економити інструментальні матеріали, створити оптимальнішу геометрію, підвищити різальні властивості та розмірну стійкість.
На рис.2.2 показана розвертка з прямими плоскими зубцями, які закріплюються на корпусі за допомогою конічних кілець і гайок. Ножі фіксуються контргайками Дно отвору у корпусі та ножі мають нахил до хвостовика під кутом 3…5о
. Число зубців збірних розверток менше, ніж у суцільних. На цьому ж рис.2.2 наведена також розтискна розвертка.
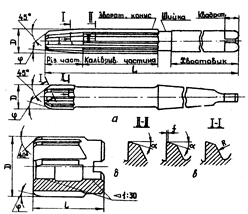 
Рис. 2.1. Розвертки суцільні Рис.2.2. Розвертки регулівні
Котельні розвертки з гвинтовими зубцями, що застосовують для оброблювання отворів у аркушевих матеріалах, звичайно мають Z = 4. Довжина їх робочої частини l = (0,3…0,5)d. З метою полегшення контролю діаметра розвертки число зубців, як правило, парне. Для покращання якості (шорсткості) поверхні зубці розвертки мають нерівномірне розміщення по колу, тобто нерівномірний коловий крок.
Розтискні розвертки використовують у ремонтній справі, коли за відремонтованим валом розверчують отвір до необхідного розміру. Для цієї мети діаметр розтискної розвертки відповідно регулюють у певних межах.
|