МІНІСТЕРСТВО АГРАРНОЇ ПОЛІТИКИ УКРАЇНИ
Роменський коледж Сумського НАУ
Планування робіт по ремонту і технологія ремонту жатки кормозбирального комбайну КСК-100
Керівник проекту Лотішко О.П.
Розробив Левшин Т.Ю.
2010
Вступ
В процесі експлуатації тракторів, автомобілів, сільськогосподарських машин їхні функціональні властивості поступово погіршуються внаслідок спрацювання, корозії, пошкодження деталей, утомленості матеріалу, з якого виготовлені й таке інше. В машинах виникають різні несправності (дефекти) що знижують ефективність їх використання. Для запобігання появи дефектів і своєчасного усунення їх, трактори, автомобілі, сільськогосподарські машини піддають технічному обслуговування та ремонту.
Технічне обслуговування - це комплекс операцій для підтримання машин в працездатному чи справному стані під час використання їх, стоянки, зберіганні або транспортуванні. ТО як профілактичний захід здійснюється примусово в плановому порядку через точно встановлені періоди використання машин.
Ремонт представляє собою комплекс операцій по відновленню справності або працездатності машини, відновлення деталей, вузлів, тощо.
На технічне обслуговування і ремонт машин в сільському господарстві витрачаються кожний рік мільйони гривень але не дивлячись на такі великі затрати, машини нерідко простоюють багато часу.
Загально відомо що ефективність і високопродуктивне використання техніки можливе лише при умові добре організованій і науково-обгрунтованій системі технічного обслуговування і ремонту.
Тільки при постійному удосконаленні системи технічного обслуговування і ремонту можна досягти більш високої ефективності в використанні машин.
В системі технічного обслуговування ф ремонту машин важливе місце належить технологічним, інженерним питанням в області ремонту машин.
В процесі експлуатації внаслідок ряду причин (спрацювання, утомленості матеріалів, деформації та інше) працездатність машин періодично порушуються, тому виникає об’єктивна потрібність в ї відновленні. Високоякісне відновлення працездатності машин не можливе без знання технології їх ремонту.
Щоб в якійсь мірі допомогти працівникам які працюють в ремонтних майстернях розроблені методичні рекомендації по ремонту і ТО машин, складені довідники, операційні, маршрутні карти і т. д.
1. Характеристика господарства
1.1 Землекористування та склад виробничих підрозділів господарства
Приватне сільськогосподарське підприємство «Глорія» Конотопського району, Сумської області розташовано в південно-східній частині району. Відстань від господарства до районного центру м. Конотоп 34 км, до обласного центру м. Суми - 150.
Центральна садиба господарства знаходиться в селі Пекарі. На території господарства знаходиться одне село Пекарі.
Найближча залізнична станція «Конотоп» знаходиться на відстані 35 км.
ПСП «Глорія» одногалузеве господарство, спеціалізується на виробництві продукції рослинництва. В рослинництві господарство спеціалізується на вирощуванні таких культур як озима пшениця, ячмінь,горох та інші культури. Вироблена в господарстві продукція здається на пункти реалізації: зерно - на Дубов’язівський елеватор.
ПСП "Глорія» знаходиться в лісостеповій зоні України, що характеризується помірно - континентальним кліматом, що в свою чергу означає, що в цій зоні клімат формується континентальними повітряними масами: зима як правило з середніми або малими морозами, літо - помірно жарке. Середньорічна температура до + 4,5°С, середня кількість опадів в середньому коливається від 430 до 700 мм, причому 35-40 % опадів припадає на літні місяці. Тривалість без морозного періоду становить близько 250 днів. Як висновок, можна сказати, агрокліматичні умови є досить сприятливими для вирощування багатьох сільськогосподарських культур. Рельєф території не однорідний. Поверхня розчленована ярами, балками.
В землекористуванні ПСП «Глорія» 1505,6 га земельних угідь із них ріллі 1209,7 га, сінокосів – 257 та пасовищ - 38,9 га.
1.2 Склад машинно тракторного парку господарства
Основною передумовою для вирощування сільськогосподарських культур є повноцінне і належне забезпечення господарства машинно-тракторним парком.
Таблиця 1.1 Склад машино – тракторного парку ПСП «Глорія»
| Назва машини |
Марка машини |
Кількість, шт. |
Річна планова наробітка ум. га., км |
Трактор
Трактор
Трактор
Трактор
Трактор
Автомобіль
Автомобіль
Зернозбиральний комбайн
Зернозбиральний комбайн
Силосозбиральний комбайн
Плуги
Борони
Борони
Сівалки
Сівалки
Культиватори
Причепи
Жатки
Розкидачі
Розкидачі
|
Т-150К
МТЗ-80
ЮМЗ-6Л
Т-16
К-700
САЗ-3507
ЗИЛ-130
ДОН-1500
СК-5 «Нива»
КСК-100
Різних марок
Зубові
Дискові
Зернові
Кукурудзяні
Різних марок
Різних марок
Різних марок
Мін. Добрив
Орг. Добрив
|
3
3
2
2
6
6
2
3
1
2
7
25
4
6
3
10
15
5
2
2
|
1800
1300
1250
950
2100
40000
45000
-
-
-
-
-
-
-
-
-
-
-
-
-
|
Косарки
Гичкозбиральна машина
Оприскувачі
Котки
Зчіпки
|
Різних марок
БМ-6
ОВТ-1В
3ККШ-6
Різних марок
|
5
1
2
7
6
|
-
-
-
-
-
|
1.3 Пропозиції по покращенню ТО і ремонту машин в господарстві
Існуюча ремонтно-обслуговуюча база господарства вимагає: ремонтну майстерню, пункт технічного обслуговування, склад паливо-мастильних матеріалів, склад запасних частин, майданчик для зберігання і регулювання сільськогосподарських машин.
Матеріально-технічна база ПСП «Глорія» не в повній мірі відповідає теперішнім вимогам. Ремонтна майстерня і пункт технічного обслуговування не в повній мірі забезпечені необхідним обладнанням, пристроями, стендами, інструментом для проведення якісного ремонту і технічних обслуговувань тракторів, автомобілів, сільськогосподарських машин.
В зв’язку з недостатньою кількістю обладнання ремонт і ТО проводиться не в повному об’ємі і з невисокою якістю.
На якість ремонту і ТО також впливає і недостатнє забезпечення запасними частинами.
З метою покращення ремонтно-обслуговуючої бази пропоную оснастити майстерню і пункт технічного обслуговування новим обладнанням, стендами, інструментами.
2. Розрахункова частина
2.1 Розрахунок кількості ремонтів і ТО машин
2.1.2 Розрахунок кількості ремонтів і ТО тракторів
Кількість капітальних ремонтів визначається за формулою
Nкр
=  , (2.1) [ , (2.1) [
де W p
– річна планова наробітка на один трактор
М кр
– міжремонтна наробітка до капітального ремонту
n- кількість тракторів однієї марки
Визначаємо кількість капітальних ремонтів тракторів Т- 150 К
N кр
= 
Приймаємо 0
Кількість поточних ремонтів визначається за формулою
N пр.
=  N кр,
(2.2) [ N кр,
(2.2) [
де М пр
– міжремонтна наробітка до поточного ремонту
Визначаємо кількість поточних ремонтів тракторів Т- 150 К
N пр
= 
Приймаємо 1
Кількість технічних обслуговувань ТО 3 визначаємо за формулою
N то3
=  (N кр
+ N пр.
), (2.3) [ (N кр
+ N пр.
), (2.3) [
де М то 3
- міжремонтна наробітка до ТО 3
Визначаємо кількість ТО 3 тракторів Т- 150 К
N то3
= 
Приймаємо 1
Кількість ТО 2 визначаємо за формулою
N то2
=  (N кр
+ N пр.
+ N то3
), (2.4) [ (N кр
+ N пр.
+ N то3
), (2.4) [
де М то2
- міжремонтна наробітка до ТО 2
Визначаємо кількість ТО 2 тракторів Т- 150 К
N то2
= 
Приймаємо 9
Кількість ТО 1 визначаємо за формулою
N то1
=  (N кр
+ N пр.
+ N то3
+ N то2
), (2.5) [ (N кр
+ N пр.
+ N то3
+ N то2
), (2.5) [
де М то1
- міжремонтна наробітка до ТО 1
Визначаємо кількість ТО 1 тракторів Т- 150 К
N то1
= 
Приймаємо 37
Кількість сезонних технічних обслуговувань визначаємо за формулою
N сто
= (2.6) [ (2.6) [
де  - кількість тракторів однієї марки - кількість тракторів однієї марки
Визначаємо кількість СТО тракторів Т- 150 К
N сто
= 2 * 3 = 6
Аналогічно проводимо розрахунки решти тракторів і результати заносимо до таблиці 2.1
2.1.2 Розрахунок кількості ремонтів і ТО автомобілів
Кількість капітальних ремонтів автомобілів визначається за формулою
Nкр
= , (2.7) [
де Wp
– міжремонтний пробіг до капітального ремонту
n- кількість автомобілів однієї марки
Мкр
– міжремонтний пробіг до капітального ремонту
Визначаємо кількість капітальних ремонтів автомобілів ЗІЛ -130
N кр
= 
Приймаємо 0
Кількість поточних ремонтів не розраховується, а розраховується трудоємкість поточних ремонтів за формулою
Т пр.
=  , (2.8) [ , (2.8) [
де Т 1
– трудоємкість одного умовного ремонту
Визначаємо трудоємкість поточних ремонтів автомобілів ЗІЛ -130
Т пр.
=  477 люд. год 477 люд. год
Кількість технічних обслуговувань ТО 2 визначається за формулою
N то2
= N кр
, (2.9) [
де М то2
– міжремонтний пробіг до ТО 2
Визначаємо кількість ТО 2 автомобілів ЗІЛ -130
N то2
= 
Приймаємо 8
Кількість ТО 1 визначаємо за формулою
N то1
= (N кр
+ N то2
), (2.10) [
де М то1
- міжремонтна наробітка до ТО 1
Визначаємо кількість ТО 1 автомобілів ЗІЛ -130
N то1
= 
Приймаємо 24 Кількість СТО визначаємо за формулою
Nсто
=2 * n, (2.11) [
де n – кількість автомобілів однієї марки
Визначаємо кількість СТО автомобілів ЗІЛ -130
Nсто
= 2 * 2 = 4
Аналогічно провидимо розрахунки по решті автомобілів і результати заносимо до таблиці 2.1
2.1.3 Розрахунок кількості ремонтів і ПСТО сільськогосподарських машин
Кількість поточних ремонтів сільськогосподарських машин визначається за формулою
N пр
= n * η ox,
(2.12) [
де n – кількість сільськогосподарських машин однієї марки
η ox
– коефіцієнт охоплення ремонтом
Визначаємо кількість поточних ремонтів силосозбиральних
комбайнів КСК -100
N пр
= 2 * 0,60 = 1,2
Приймаємо 1
Кількість після сезонних технічних обслуговувань визначається за формулою
N псто
= n * η п,
(2.13) [
де η п
– коефіцієнт повторності
Визначаємо кількість ПСТО силосозбиральних комбайнів КСК -100
N псто
= 2* 1 = 2
Аналогічно проводимо розрахунки по решті сільськогосподарських машин і результати заносимо до таблиці 2.1
Таблиця 2.1 Кількість ремонтів і ТО машин
Назва машин
|
Марка
машин
|
Кількість
шт.
|
Вид ремонту
або ТО
|
Кількість
ремонтів
або ТО
|
Місце проведен-ня |
Трактор
Трактор
|
Т 150 К
МТЗ -80
|
3
3
|
КР
ПР
ТО 3
ТО 2
ТО 1
СТО
КР
ПР
ТО 3
ТО 2
ТО 1
СТО
|
0
1
1
9
37
6
0
2
2
15
59
6
|
Агротехсервіс
ЦРМ
ЦРМ
ПТО
ПТО
ЦРМ
Агротехсервіс
ЦРМ
ЦРМ
ПТО
ПТО
ЦРМ
|
Автомобіль
Автомобіль
Зернозбиральний
комбайн
Силосозбиральний
комбайн
Культиватори
Косарки
Сівалки
Сівалки
Плуги
Розкидачі
|
САЗ 3507
ЗІЛ -130
СК -5
КСК -100
різних
марок
різних
марок
зернові
кукурузн.
різних
марок
орг. добрив
|
6
2
1
2
10
5
6
3
7
2
|
СТО
КР
ПР
ТО 2
ТО 1
СТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
|
12
0
477 л.г.
8
24
4
0
1
1
2
7
20
3
5
4
12
2
3
5
14
1
4
|
ЦРМ
Агротехсервіс
ЦРМ
ЦРМ
ПТО
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
|
Розкидачі
Причіпи
Зчіпки
Жатки
Гичкозбиральна
машина
Оприскувачі
Котки
Борони
Борони
|
мін.
добрив
різних
марок
різних
марок
різних
марок
БМ -6
ОВТ -1В
ЗККШ -6
зубові
дискові
|
2
15
6
5
1
2
7
25
4
|
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
ПР
ПСТО
|
1
4
9
30
3
12
3
5
0
1
1
2
4
14
19
50
3
8
|
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
ЦРМ
|
2.2 Складання річного плану завантаження майстерні
Вихідними даними для складання річного плану завантаження майстерні є:
а) кількість машин по маркам (тракторів, автомобілів, сільськогосподарських машин);
б) планове річне навантаження на одну машину;
в) міжремонтна наробітка до ремонтів і технічних обслуговувань;
г) коефіцієнт охоплення ремонтом;
д) коефіцієнт повторності ПСТО;
ж) трудоємкість одного ремонту або технічного обслуговування.
За даними складу машинно-тракторного парку і міжремонтної наробітки до ремонтів і технічних обслуговувань розраховуємо кількість ремонтів і ТО і результати розрахунків заносимо до таблиці 2.2. Також в цю таблицю заносимо трудоємкість одного ремонту і загальну трудоємкість.
Потім загальну трудоємкість, кількість ремонтів і технічних обслуговувань розносимо по місяцям. Річний план завантаження майстерні наведено в таблиці 2.2.
В річний план не заносимо капітальні ремонти тракторів, автомобілів – їх проводять в спеціалізованих підприємствах, а також не заносимо ТО 2 тракторів і ТО 1 автомобілів – їх проводять в пунктах технічного обслуговування.
2.3 Складання зведеної відомості завантаження майстерні
Зведена відомість завантаження майстерні складається на основі річного плану завантаження майстерні.
Зведена відомість наведена в таблиці 2.3
2.4 Складання графіка завантаження майстерні
Графік завантаження необхідний для більшої наглядності завантаження ремонтної майстерні, він приведений в графічній формі.
Графік завантаження будується по даним річного календарного плану завантаження майстерні. Основна мета побудови графіка – рівномірне розподілення об’єму робіт протягом року.
На графіку вибираємо масштаб трудоємкості робіт: по горизонталі відкладаємо місяці року, по вертикалі – трудоємкість в людино-годинах.
Графік складаємо по окремим видам машин. Кожний прямокутник заштриховуємо в раніше прийнятих умовних позначеннях і так по всім видам ремонтів і технічним обслуговуванням.
Графік завантаження ремонтної майстерні наведено на аркуші 1 графічної частини.
2.5 Визначення фондів робочого часу
2.5.1 Визначення фондів робочого часу майстерні
Фонд робочого часу майстерні визначається за формулою
Ф м
= [(d к
– d в
– d c)
*t * n – (d пв
+ d пс
)], год. (2.14) [
де d k
– кількість календарних днів, d k
= 365 дн.
d в
– кількість вихідних днів, d b
= 52 дн.
d c
– кількість святкових днів, d c
= 9 дн.
t – тривалість зміни, t = 7 год.
n – кількість змін, n = 1.
d пв
– кількість передвихідних днів, d nb
= 51 дн.
d пс
– кількість передсвяткових днів, d пс
= 6 дн.
Ф м
= [(365– 52– 9) *7 * 1 – (51+ 6)] = 2071,00 год
Фонд робочого часу майстерні становить 2071,00 годин.
2.5.2 Визначення фондів робочого часу виробничого робітника
Фонд робочого часу виробничого робітника визначається за формулою
Ф др
= [(d к
– d в
– d c
- d о)
* t * n * η о
– (d пв
+ d пс
)], год. (2.15) [
де η о
– коефіцієнт який враховує втрати робочого часу по поважним причинам, η о
= 30 днів
Ф др
= [(365 – 52 – 9 – 30)
* 7 * 1 * 0,96 – (51+ 6)] = 1784,28 год
Фонд робочого часу виробничого робітника становить 1784,28 годин
2.5.3 Визначення фондів робочого часу обладнання
Фонд робочого часу обладнання визначається за формулою
Ф об
= [(d к
– d в
– d c
) * t * n * η об
– (d пв
+ d пс
)], год. (2.16) [
де η об
– коефіцієнт який враховує простої обладнання на ремонті і ТО, η об
= 0,95
Ф об
= [(365 – 52 – 9)* 7 * 1 * 0,95 – (51+ 6)] = 1964,60 год
Фонд робочого часу обладнання становить 1964,60 годин
2.6 Визначення штату майстерні
Кількість виробничих робітників визначається за формулою
 чол (2.17) [ чол (2.17) [
де Т с
– сумарна трудоємкість майстерні Т с
= 7757,8 люд. год.
Ф др.
– фонд робочого часу виробничого робітника, Ф др.
=1728 год.
ℒ - коефіцієнт який враховує перевиконання норм виробітки,
ℒ = 1,1.…1,3.
 = 3,95 чол. = 3,95 чол.
Приймаємо 4 робітника
Кількість допоміжних робітників визначається за формулою
Р д
= 0,08 * Р п,
чол. (2.18) [
Р д
= 0,08 * 4 = 0,32 чол.
Приймаємо 1.
Кількість інженерно-технічних робітників визначаємо за формулою
Р ітр
= 0,1 * (Р п
+ Р д)
, чол. (2.19) [
Р ітр
= 0,1 * (4 + 1) = 0,5 чол.
Приймаємо 1.
Кількість молодшого обслуговуючого персоналу визначається за формулою
Р моп
= 0,03 * (Р п
+ Р д)
, чол. (2.20) [
Р моп
= 0,03 * (4 + 1)
= 0,15
Приймаємо 0
Кількість службовців визначається за формулою
Р сл.
= 0,07 * (Р п
+ Р д)
, чол. (2.21) [
Р сл
= 0,07 * (4 + 1) = 0,35
Приймаємо одного службовця який буде виконувати одночасно і обов’язки молодшого обслуговуючого персоналу Визначаємо штат майстерні
Р = Р п
+ Р д
+ Р ітр
+ Р моп
+ Р сл
, чол. (2.22) [
Р = 4 + 1 + 1 + 0 + 1 = 7 чол.
В майстерні необхідно 7 робітників
Визначаємо кількість робітників в відділенні по ремонту сільськогосподарських машин за формулою
Р с.м
=  , чол. (2.23) [ , чол. (2.23) [
де Т с
– сумарна трудоємкість в відділенні по ремонту
сільськогосподарських машин Т с. г. м
=2377,1 люд. год.
Ф др.
- фонд робочого часу виробничого робітника,
Ф др.
=1784,28 годин
ℒ - коефіцієнт перевиконання норми
ℒ = 1,1….1,3.
Р с.м
=  = 1,2 = 1,2
Приймаємо 1 слюсаря по ремонту сільськогосподарських машин
2.7 Визначення такту виробництва
Тактом виробництва називається час в годинах через який із майстерні виходить одна відремонтована машина.
Такт виробництва визначається за формулою
τ =  , ,  (2.24) [ (2.24) [
де Ф м
– фонд робочого часу майстерні
Ф м
= 2100,00 год.
N – програма ремонту
Програма ремонту визначається за формулою
N =  , од. (2.25) [ , од. (2.25) [
де T c
– сумарна трудоємкість майстерні
Т с
= 7757,8 люд. год.
300 – трудоємкість одного умовного ремонту.
N =  = 25,85 од. = 25,85 од.
Приймаємо 26 одиниць
Визначаємо такт виробництва
τ =  = 80,76 = 80,76
Такт виробництва становить 80,76
2.8 Визначення фронту ремонту машин
Фронтом ремонту машин називається кількість машин які одночасно знаходяться в ремонті.
Фронт ремонту машин визначається за формулою
ƒ =  , шт. (2.26) [ , шт. (2.26) [
де t – середня тривалість перебування машини в ремонті, t = 64 год.
τ – такт виробництва
τ = 80,76
ƒ =  = 0,79 шт. = 0,79 шт.
Фронт ремонту машин становить 1 машина.
2.9 Підбір обладнання для ремонту сільськогосподарських машин
Для виконання річного плану по ремонту і ТО машин в відділенні по ремонту сільськогосподарських машин повинно бути таке обладнання яке наведено в таблиці 2.4
Таблиця 2.4 Обладнання відділення по ремонту сільськогосподарських машин
| Назва обладнання |
Тип або модель |
Габаритні розміри |
Кількість, шт. |
Площа під облад-
нанням
м 2
|
Загальна площа м2
|
1. 1. Верстат свердлильний
2. 2. Прес гідравлічний
3. Стелаж
4. 4. Верстак слюсарний
5. Шафа для інструменту
6. Стенд для обкатування
вакуумних насосів
7. Комбіновані ножиці
8. Стенд з набором
інструментів
|
2Н125
ГАРО 2135
ОРГ 1019-503
ОРГ 1019 -102
ОРГ 1019 -554
ОПР 459
Н 5 М
ОРГ 1058
|
950 х 600
1925 х 500
1400 х 500
1200 х 800
1250 х 500
1200 х 500
1200 х 1000
1400 х 900
|
1
1
1
1
1
1
1
1
|
0,62
0,96
0,7
0,96
0,62
0,7
1,2
1,26
|
0,62
0,96
0,7
0,96
0,62
0,7
1,2
1,26
|
F об
= 7,02 м2
2.10 Визначення площі відділення по ремонту сільськогосподарських машин
Площу відділення по ремонту сільськогосподарських машин визначається за формулою
F o
= F об
* к, м2
(2.27) [7c.25]
де F об
– площа яку займає обладнання
F об
= 7,02 м2
к – коефіцієнт який враховує проходи та зручність біля обладнання
к = 4 – 4,6
F o
= 7,02 * 4,2 = 29,48 м2
З довідника «Обладнання для ремонтних майстерень» підбираємо типовий проект ремонтної майстерні і виписуємо площу відділення по ремонту сільськогосподарської техніки. Згідно типового проекту ТП 816 – 127 площа відділення по ремонту сільськогосподарських машин становить F o
= 46,2 м2
2.11 Розрахунок освітлення відділення по ремонту сільськогосподарських машин
Проводимо розрахунок природного освітлення
Визначаємо площу вікон
F oк
= F o
* ℒ, м2
(2.28) [7.28]
де F o
– площа відділення
F o
= 46,2 м2
ℒ - коефіцієнт природного освітлення (для відділення по ремонту сільськогосподарських машин ℒ = 0,25….0,30)
F oк
= 46,2 * 0,3 = 13,86 м2
Визначаємо площу одного вікна
F 1
= 2,4 * 3,4 = 8,16 м2
Визначаємо кількість вікон
n ок
=  , шт. (2.29) [7.28] , шт. (2.29) [7.28]
n ок
=  = 1,69 = 1,69
Приймаємо 2 вікна
Проводимо розрахунок штучного освітлення
Визначаємо потужність усіх електричних лампочок
W = F o
* N, Вт (2.30) [7с.28]
де F o
– площа відділення
F o
= 46,2 м2
N – питома потужність штучного освітлення (для відділення по ремонту сільськогосподарських машин N = 6….9 Вт
W = 46,2 * 8 = 369,6
Кількість електричних лампочок визначається за формулою
m =  , шт (2.31) [7с.28] , шт (2.31) [7с.28]
де N 1
– потужність однієї електролампочки
N 1
= 200 Вт
W – потужність усіх електролампочок
W = 369, 2 Вт
m =  = 1,8 шт = 1,8 шт
Приймаємо 2 електричні лампочки потужністю 200 Вт кожна.
2.12 Розрахунок вентиляції відділення по ремонту сільськогосподарських машин
Існує природна і штучна вентиляція. Природна вентиляція здійснюється через двері, вікна, фрамуги і ін.
Проводимо розрахунок штучної вентиляції.
Визначаємо кубатуру відділення
V = F o
* h, (м3
) (2.32) [7с.27]
де F o
– площа відділення
F o
= 46,2 м2
h – висота відділення
h = 4,2 м
V = 46,2 * 4,2 = 194,04 м3
Визначаємо продуктивність вентилятора
W = V * к,  (2.32) [7с.27] (2.32) [7с.27]
де V – кубатура відділення
V = 194, 04 м3
к – кратність обміну повітря (для відділення по ремонту сільськогосподарських машин к = 2….3)
W = 194, 04 * 3 = 582,12
По розрахованій продуктивності з довідника вибираємо електровентилятор і виписуємо його технічну характеристику
Електровентилятор ЭВД -2
Частота обертання – 1500 
Продуктивність вентилятора – 600
Напір вентилятора – 25 
ККД вентилятора – 0,54
Тип електродвигуна – АОЛ -21 - 4
3. Технологічна частина
3.1 Технологічний процес ремонту жаток кормозбирального комбайна КСК-100
3.1.1 Ремонт валів
До основних дефектів валів відносяться причин скручення, знос посадочних місць під підшипники, знос шліців, зрив різьби, знос шпоночних пазів.
При прогині валу більше 1 мм вирівняти вал на пристрої. Для цього встановити вал на призми пристрої, завчасно підкласти під шийку мідні прокладки. Прогнули вал в зворотну сторону приблизно на величину початкового згину так, щоб після зняття навантаження вал залишився прогнутим в зворотну сторону. Після цього операцію правки повторити, але вал не прогинати до прямолінійного стану.
Невеликий знос шпоночних пазів відновлюють вручну або на верстатах використовуючи різні пристрої. При фрезеруванні знімають одинаків шар металу з обох сторін канавок, за гусениці зачищають. При значному зносі паза заварюють електродуговою зваркою з наступною обробкою нового шпоночного паза з зміщенням на 180о
(90о
) до дефектного.
Спрацьовані шліци вала відновлюють електродуговою наплавкою з наступною проточкою вала і фрезеруванням шліців фасонною фрезою.
Спрацьовані посадочні місця під підшипники відновлюють електронаплавкою метала з наступною механічною обробкою. Товщина наплавленого шару металу після механічної обробки повинна бути не менше 1,5 – 2,0 мм.
3.1.2 Ремонт різьбових з’єднань
Спрацьовану різьбу в отворах деталей відновлюють такими способами:
Нарізають різьбу на новому місці;
Заварюють спрацьовану різьбу електродуговим зварюванням і нарізають нарізують різьбу номінального розміру.
Спрацьовану різьбу на валах і осях відновлюють нарізанням зменшеного розміру або наплавленням по спрацьованій різьбі і потім нарізанням нової з попереднім проточуванням.
Стан різьби перевіряють зовнішнім оглядом, а також загвинчуванням нового болта або нової гайки.
Вибраковують болти і гайки які мають такі дефекти:
Вм’ятини, викришування або зрив більше двох ниток різьби, згинання стержнів болтів, забоїни на гранях під ключ.
3.2 Ремонт жатки для збирання трав
3.2.1 Ремонт шнека
При деформації гвинтової лінії відрехтувати деформовані поверхні. При наявності тріщин зварних швів – тріщини заварити. При спрацюванні зубів зірочки, шнеків, при виході з ладу фрикційної обгінної муфти їх зняти і замінити несправні деталі.
При знятті і розбиранні шнека необхідно послабити натяг ланцюга, роз’єднати і зняти його, потім роз штопорити і зняти фрикційну муфту з зірочкою. Відгвинтити гайку, зняти втулку тарілчасті пружини, нажимне кільце, зірочку з ступецею. Відкрутити болти і зняти кришку корпуса підшипника, розштопорити і відкрутити круглу гайку, розконусувати підшипник.
Відкрутити болти і зняти корпус підшипника. Випресувать підшипник з корпуса і зняти манжети із корпуса і кришки.
Послабити гайку стяжного болта опори і зняти вісь. Послабити натяг пасів, зняти паси з шківа роз штопорити і зняти шків з обгінною муфтою.
Після розбирання деталі промити, протерти і перевірити технічний стан на відповідність технічним вимогам.
Збирання і встановлення шнека на жатку проводять в послідовності зворотній розбиранню.
Після збирання шнек повинен бути встановлений паралельно до днища жатки так щоб його витки знаходились від кутового очисника на відстані 2 – 10 мм а нижнього очисника на відстані 10 – 18 мм.
Шнек повинен вільно від руки обертатися в підшипниках. Зазор між шнеком і боковинами рами повинен бути рівномірним.
Фрикційна муфта повинна бути відрегульована на передачу крутного моменту 900 Н* м (90 кГс * м).
Осьове переміщення шнека не допускається.
3.2.2 Ремонт привода різального апарата
При згині, скручуванні або зломі цапфи необхідно зняти її з жатки, замінити новою або відремонтованою. При спрацюванні шківа, підшипників, корпусів необхідно зняти спрацьовану деталь і замінити новою або відремонтованою.
При знятті шківа необхідно відкрутити гайку і зняти щіток, послабити натяг і зняти паси.
Роз шплінтувати, відкрутити гайку, вибити болт і послабити ексцентрик від підвіски. Відкрутити опору від корпуса жатки. Відкрутити гайки і зняти болти кріплення корпуса підшипника цапфи. Відкрутити стяжні болти муфти і зняти привід в зборі.
Після розбирання привода різального апарата перевіряють технічний стан деталей і при необхідності замінюють дефектні деталі новими або відремонтованими.
Перед збиранням корпус підшипника заповнюють солідолом «С» ГОСТ 4366 – 86. Осьовий зазор в підшипниках вилки вала в межах 0.03 – 0.1 мм, при необхідності встановити регулювальні прокладки.
3.2.3 Ремонт мотовила
При згині або поломці пружинних зубів, зносі роликів, руйнуванні підшипників, погнутості і поломці граблин, спрацьовані бокових сторін дорожки під ролик, спрацюванні поверхні вала під підшипники, поверхності шківа необхідну непридатну до подальшої експлуатації деталь замінити новою або відремонтованою.
При знятті мотовила необхідно послабити натяг пасів а потім їх зняти. Відкрутити контрагайки, вибити болти кріплення плити до рами жатки. Відкрутити гайки і зняти кришки корпуса підшипника (права сторона). Відкрутити гайки, витягти болти кріплення корпуса до плити. Розшплінтувати граблини. Зняти мотовило в зборі.
При розборці мотовила необхідно від’єднати і зняти кришку підшипника з лівої сторони мотовила, роз штопорити і відкрутити шліцеву гайку, зняти корпус підшипників в зборі. Виконати роботи по зняттю корпуса підшипника і плити з правої сторони мотовила.
Випресувати підшипник із корпуса і манжету із корпуса і кришки.
Відкрутити болти кріплення підшипників граблини і зняти граблини в зборі.
Після розбирання промити і протерти деталі, перевірити їх технічний стан на відповідність технічним вимогам. При необхідності дефектні деталі замінити новими або відремонтованими.
Перед установкою мотовила необхідно від’єднати підвіску з лівої половини жатки.
Установити на раму доріжку, плиту і закріпити болтами. Завести лівий кінець вала мотовила в отвір дорожки, а потім правий кінець в отвір плити підшипника. Встановити корпус підшипника в зборі на лівий кінець вала мотовила. Кріпити корпус до дорожки. Затягти круглу гайку, заштопорити штопорною шайбою. Встановити кришку підшипника, закріпити. На лівий кінець вала мотовила встановити шпонку, напресувати шків і заштопорить болтом. Відрегулювати і зафіксувати положення граблін.
Технічні вимоги до складання мотовил слідуючі: канавки шківів повинні знаходитись в одній площині. Допускається зміщення не більше 2 мм на 1 м міжцентрової відстані. Мотовило повинно вільно обертатися. Ролики граблин повинні вільно кататися в направляючій доріжці. Корпуса підшипників, корпуса опор граблини заповнити солідолом С ГОСТ 4366 – 86.
Мотовило повинно встановлено так, щоб зазор між пружинним зубом і шнеком, а також між пружинним зубом і пальцем різального апарату був від 15 до 35 мм.
Зазор між торцями планок мотовила і правою боковиною рами жатки повинен бути в межах 5 – 10 мм.
Відстань між зубами пружинного зуба повинно бути 84 – 88 мм.
3.2.4 Ремонт контрпривода
При спрацюванні шліців, корпусів підшипників, поверхні вала під конусну втулку, зносі зірочки, шківа, скручуванні вала контрпривід необхідно розібрати, промити деталі, замінити непригодні до подальшої експлуатації новими або відремонтованими, скласти і встановити на жатку або замінити контрпривід новим (або відремонтованим).
При знятті і розборці контрпривода необхідно послабити натяг, роз’єднати і зняти ланцюг. Послабити натяжний ролик і зняти приводні паси. Витягнути шпонку 1, зняти шків 3 в зборці з зірочкою2 (рис. 3.1). Відкрутити гайки і зняти кришку 4, роз штопорити і відкрутити круглу гайку, розконусувати підшипник, відкрутити гайки і спресувати корпус підшипника 5 в зборі з вала 6 контрпривода. Виконати роботи по зняттю кришки з другої сторони вала. Відпресувати підшипники із корпуса і витягти манжети із корпуса і кришки.
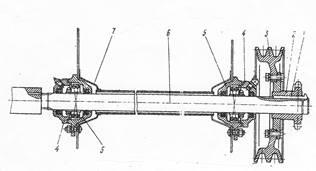
Рисунок 3.1 Контрпривод
1- шпонка; 2- зірочка з диском; 3 – шків; 4 – кришка; 5- корпус підшипника; 6 – вал; 7 – кожух.
Зняти вал 6 і кожух 7.
Після розбирання промити і протерти деталі, перевірити їх технічний стан на відповідність технічним вимогам.
При складанні необхідно встановити корпус підшипника 5 в зборі з кожухом 7 на корпус жатки і закріпити болтами з гайками.
Виконати роботи по установці корпуса підшипника і кожуха для другої сторони.
Встановити вал 6, затягнути круглу гайку, заштопорити штопорною шайбою. Встановити кришку 4 і закріпити болтами з гайками. Встановити шків 3 в зборці з зірочкою 2 на вал 6 контрпривода.
Перед збиранням корпус підшипників заповнюють солідолом С по ГОСТ 4366 – 86.
При прокручуванні від руки вал в підшипниках повинен вільно обертатися.
Канавки шківа контр привода і шківа вала різального апарату повинні знаходитися в одній площині. Допускається зміщення не більше 2 мм на 1 м міжцентрової відстані.
Шків з зірочкою повинен надійно закріплений на валу клиноподібною шпонкою.
3.2.5 Ремонт різального апарату
При викришуванні різальних кромок сегментів, на довжині більше 5 мм, поломках сегментів і вкладишів пальців, спрацюванні прижимів ножа необхідно непридатну до подальшої експлуатації деталь замінити новою або відремонтованою.
Для заміни ножів різального апарата необхідно встановити ніж в одне з крайніх положень, від’єднати ніж від підвісок, встановити пристрій для демонтажу ножа, витягнути ніж встановити новий або відремонтований, з’єднати головку ножа з підвісками і відрегулювати різальний апарат.
Для заміни сегментів необхідно ніж встановити в одне з крайніх положень, зняти з пальцевого бруса палець різального апарата, прижим, регулюючі прокладки, пластину тертя. Зрубати заклепки заміняємого, вибити їх, встановити новий сегмент, встановити заклепки, встановити пристрій для клепки сегментів в отвір кріплення пальця так щоб на ковальня знаходилася під головкою заклепок і приклепати сегмент. Встановити на місце і закріпити пластинку тертя, регуліровочні прокладки, прижим і палець. Відрегулювати різальний апарат.
Регулювання зазору між сегментами і противорізальними пластинами пальців при заміні ножа і пальців і при переклепці сегментів проводити шляхом підгинання пальців і підтяжки болтового кріплення. При цьому кінці сегментів в передній частині повинні прилягати до противорізальних пластин (допускається зазор до 0,8 мм) а в задній частині повинен бути зазор 0,3 – 2,0 мм)
Регулювання зазору між прижимами і сегментами проводити при заміні прижимів, ножа і переклепці сегментів.
Регулювання проводити встановленням або зняттям прокладок між прижимами і накладкою ножа правого в зібраному різальному апараті повинен бути не більше 0,5 мм. Для крайніх прижимів 0,5 – 1 мм.
Регулювання положення сегментів відносно пальців проводити при заміні ножа і такій послідовності:
Встановити ніж в одне з крайніх положень поворотом за карданний вал привода жатки; відпустити кріплення середньої опори; перемістити опору і ніж до спів падання осей сегментів і пальців і затягнути кріплення.
Регулювання положення підвісок проводити при заміні ножа в слідкуючій послідовності: відпустити кріплення верхньої опори; перемістити опору з підвіскою в горизонтальному і вертикальному напрямку так, щоб не було прогинання або скручування ножа а вилка розміщалася від підвісок на однаковій відстані і затягнути кріплення.
3.3 Ремонт жатки для збирання кукурудзи
3.3.1 Ремонт живильного апарата кукурудзяної жатки
При зносі зірочок, згинанні або скручуванні вала привода транспортера,послідній необхідно зняти з жатки, відремонтувати або замінити.
При згинанні, скручуванні або зломі цапфи гладкий палець необхідно зняти з жатки, відремонтувати або замінити.
При зносі шківа, підшипників, шестерень, корпусів та інше необхідно зняти з жатки спрацьовану деталь, відремонтувати або замінити.
При знятті живильного апарата необхідно зняти паси привода циліндричного привода. Розшплінтувати, відвернути гайку, зняти регулюючі шайби, спресувати шків. Злити масло з редуктора. Зняти загорожу з маховика гладкого вальця.
Викрутити болти, зняти кришку, розштопорити і відвернути дві круглі гайки, спресувати цапфи гладкого вальця внутрішнє кільце підшипника. Випресувати шпонку і спресувати маховик.
Роз’єднати ланцюги і зняти транспортери з рами жатки.
Заштопорити живильний апарат і притримувати кран – балкою. Відкрутити гайки, вибити болти кріплення лівого корпуса і циліндричного редуктора до рами жатки, зняти живильний апарат.
Регулювання живильного апарата проводиться в такій послідовності:
Зняти кришку, роз штопорити і затягнути регулювальну гайку, а потім відпустити її так, щоб між внутрішнім кільцем підшипника і торцем гайки був зазор 0,1 – 0,2 мм;
Заштопорити гайку, завернути контргайку, встановити кришку.
3.3.2 Ремонт мотовила
Поточний ремонт мотовила проводиться при тріщинах, зривах зварювальних швів, згинанні планок, зносі зубів зірочок, спрацюванні посадочних місць.
При згинанні планок мотовила необхідно їх зняти і провести правку. Допускається прогин прямолінійної дільниці планки 10 мм на 1м довжини. Допускаються місцеві вм’ятини на планці глибиною до 5 мм.
Відремонтовану планку встановити на колесо мотовила і закріпити двома болтами з гайками з кожної сторони.
При виявленні несправності колеса мотовила, необхідно послабити натяг ланцюгів привода мотовила і зняти його. Зняти всі планки. Для зняття колеса з сторони веденої зірочки викрутити болт, зняти щиток, спресувати зірочку, витягти шпонку, зняти регулювальну шайбу, втулку і випресувати колесо. З ричага витягти два стопорних кільця і випресувати два підшипника.
Для зняття другого колеса зняти штопорне кільце і випресувати колесо.
Після розбирання деталі промити, перевірити їх технічний стан відповідності вимогам.
Деталі не придатні до подальшої експлуатації відремонтувати або замінити новими.
Складання проводити в порядку зворотному розбиранню.
3.3.3 Ремонт шнека
Деформацію і розриви витків, тріщини в зварювальних швах відновлюють не знімаючи шнека з жатки.
При деформації і розривах кожуха шнека, спрацюванні підшипникових вузлів необхідно попередньо провести розбирання вузла. Деталі непридатні до подальшої експлуатації відремонтувати або замінити.
Для зняття і розбирання шнека необхідно зняти натяжки обладнання і ланцюг привода шнека. Зняти з осі штопорну шайбу, регулювальні шайби і зірочку. Зняти пружину,витягти тягу,відкрутити болти і зняти полку. Заштопорити шнек і притримати краном. Послабити стяжний болт і витягти вісь в зборі з підшипниковим вузлом шнека.
Виконати роботи по зняттю вісі з другої сторони шнека і зняти шнек.
Розібрати підшипниковий вузол. Для цього викрутити болти, зняти кришку, відкрутити круглу гайку, розконусувати підшипник і спресувати корпус підшипника з вісі.
Промити деталі, протерти і перевірити їх технічний стан на відповідність до вимогам до деталей загального призначення.
Складання і встановлення шнека на жатку проводити в послідовності зворотній розбиранню і зняттю.
3.3.4 Ремонт транспортера
Поточний ремонт транспортера проводиться при деформації і поломці скребка і пошкодженні ланцюга.
При знятті і ремонті транспортера необхідно послабити натяг транспортера, відпустити болти кріплення передньої балки і фланцевих корпусів підшипників і упорні болти роз’єднати ланцюг. Витягти транспортер через простір між балкою і піддоном обертаючи шків привода циліндричного редуктора.
При значній деформації або поломці скребка необхідно зрубати заклепки, які кріплять скребок до ланцюга, вибити їх, і від’єднати скребок.
Перевірити придатність вкладиша до подальшої експлуатації. При необхідності замінити вкладиш. Для цього зрубати і вибити заклепки, встановити новий вкладиш и приклепати.
Погнуту планку скребка виправити. Відремонтований скребок приклепати до ланцюга.
Ланцюг перевірити на відповідність до технічних вимог. Ланцюг який не відповідає вимогам замінити.
Непаралельність сусідніх планок виміряна по їх кінцях повинна бути не більше 4 мм. Похитування планок на заклепках не допускається. Всі три ланцюги транспортера по довжині повинні бути рівними. Відхилення від номіналу повинно бути не більше 4,7 мм.
4. Безпека життєдіяльності
4.1 Охорона праці і протипожежна безпека
Усі прийняті на роботу працівники повинні бути ознайомлені із умовами роботи,правами і обов’язками, що вони повинні виконувати.
У статтях розділу «Охорона праці» Кодексу законів про працю сказано, що на кожному об’єкті, де працюють люди повинні бути створені здорові і безпечні умови праці, що відповідають вимогам охорони праці. Усі будівлі ф устаткування не повинні створювати загрози працюючим, а також негативно впливати на стан їхнього здоров’я чи самопочуття. Керівник підприємства зобов’язаний приділяти увагу умовам праці працівника, забезпечуючи контроль за здоров’ям працівника, забезпечувати спецодягом. Стежити за дотриманням трудового законодавства, піклуватися про відпочинок працюючого.
Виробничий персонал який проводить ремонт жаток кормозбирального комбайна КСК-100 повинен знати їх конструкцію, загальноприйняті вимоги безпеки і пройти інструктаж з техніки безпеки.
Перед початком роботи необхідно надіти спецодяг, спецвзуття, головний убір і при необхідності захисні окуляри. Перед тим як розпочати роботу необхідно перевірити справність інструмента, пристроїв, верстатів і інше.
Вимоги техніки безпеки:
- Встановити жатку на рівній площадці;
- При розбирально-складальних операціях вузли і механізми вагою 20 кг переміщувати за допомогою підйомно-транспортних механізмів;
- Гідравлічні домкрати повинні мати щільні з’єднання, запобігаючи витіканню гідравлічного масла із робочих циліндрів під час піднімання вантажу;
- При розбиранні і складанні складальної одиниці її необхідно надійно встановлювати на верстаку або спеціальному стенді;
- Молотки, кувалди повинні мати поверхню бійка злегка випуклою, гладкою без тріщин, наклепів, вони повинні посаджені на дерев’яні ручки, які виготовляють із сухого дерева твердих порід;
- Напилки, ножівки і інший інструмент загостреним неробочим кінцем повинен міцно закріплений в рукоятці;
- Ударні інструменти (зубила, крейцмейселі, бородки, кернери та ін.) не повинні мати скошених затилків, вм’ятин, тріщин. При роботі зубилом або крейцмейселем для захисту очей робітників від відлітаючих кусочків металу необхідно надівати захисні окуляри;
- Гаєчні ключі повинні відповідати розмірам гайок і болтів і не мати тріщин і загусениць, губки ключів повинні бути паралельними, забороняються збільшувати довжину ключа трубами;
- Верстатні лещата повинні бути справними, міцно втримувати вироби;
- Переносний електрифікований інструмент (дрелі, гайковерти, паяльники і ін.) повинні бути справними, мати надійну ізоляцію і заземлення корпуса;
- Зняття і встановлення пружин необхідно здійснювати спеціальними знімачами;
- Випресовувати і запресовувати втулки, підшипники і інші вставні деталі здійснювати за допомогою спеціальних пристроїв, пресів;
В відділенні по ремонту сільськогосподарських машин повинно бути встановлено протипожежне обладнання згідно з нормами пожежної безпеки.
Всі робітники повинні знати сигнали які сповіщають про пожежу, місця де знаходиться протипожежне обладнання і вміти ним користуватися.
Не допускається використовувати протипожежне обладнання для других цілей.
Забороняється загромаджувати доступ до протипожежного обладнання.
Використаний обтиральний матеріал необхідно збирати в спеціальні ящики.
Електропроводку що спалахнула спочатку знеструмити а потім тушити одним із доступних методів. В випадку неможливості знеструмлення застосовувати тільки вуглекислі вогнегасники.
4.2 Охорона навколишнього середовища
Охорона навколишнього середовища – це науково обґрунтована система заходів яка направлена на охорону, раціональне використання природних ресурсів і покращення навколишнього середовища в інтересах теперішнього і майбутнього покоління. В нашій країні охороні навколишнього середовища приділяють велику увагу. В Конституції України записано «В інтересах теперішнього і майбутнього покоління в Україні проводиться необхідні заходи для збереження чистого повітря і покращення навколишнього середовища». Важливу роль в охороні навколишнього середовища відводиться працівникам сільського господарства. Своєчасна і чітка для механізму охорони навколишнього середовища залежать від працівників сільського господарства.
Розглядаючи центральну ремонтну майстерню в відношенні охорони навколишнього середовища, можна відмітити що джерелами забруднень може бути миючі засоби, продукти згорання нафтопродуктів і самі нафтопродукти.
Для запобігання забруднення навколишнього середовища необхідно провести слідуючи заходи:
Озеленювати територію навколо майстерні;
Миючі засоби забороняється зливати в грунт і водоймища, миття проводити по замкненому циклу;
Відпрацьовані масла збирати в спеціальні ємкості.
5. Конструктивна частина
5.1 Будова і робота пристосування
При ремонті кормозбирального комбайну КСК-100 одним із трудомістких процесів є зняття підшипників 86640 з вала гідромуфти. Раніше такі підшипники знімали за допомогою різних підручних інструментів (молотків, зубил та ін.), при цьому пошкоджувались дорогі і дефіцитні деталі гідромуфти.
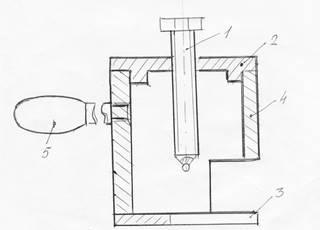
Рис.5.1 Знімач підшипників 86640 з вала гідромуфти комбайна КСК-100 1. - силовий гвинт; 2. - головка; 3. - корпус; 4.- днище; 5. - ручка.
В дипломному проекті розроблено знімач підшипників 86640 з вала гідромуфти комбайна КСК-100. Із стального відрізка труби виготовили корпус 4 в виді циліндра з однієї сторони корпуса нарізали різьбу куди вгвинчуємо головку 2,а з другої сторони приварюємо днище. В головку пристосування вгвинчуємо силовий гвинт 1. При роботі силового гвинта він спочатку впирається в вал гідромуфти, а потім при подальшому загвинчуванні знімає підшипник.
5.2 Розрахунок деталі пристосування на міцність
Найбільше навантаження в знімачі для зняття підшипників витримує різьбове з’єднання між силовим гвинтом і головкою. Тому проводимо розрахунок міцності різьби на зріз.
τ зр
= [ τ зр
]; (5.1) [ 4 ст. 158 ] [ τ зр
]; (5.1) [ 4 ст. 158 ]
де Q – осьове навантаження, 60 Н
d – діаметр різьби, 24 мм
к – коефіцієнт, який враховує тип різьби
Н – висота головки
[ τ зр
] – допустиме навантаження
[ τ зр
] = 100МПа
τ зр
= = 44,2 МПа = 44,2 МПа
44,2  [ 100 ] [ 100 ]
Із розрахунку видно що запас міцності різьби достатній для роботи на зріз.
6. Економічна частина
6.1 Розрахунок собівартості виготовлення пристосування
Собівартість виготовлення пристосування визначається за формулою
С = С о
+ С д
+ С с. страх.
С ф. з
+ С п. ф.
+ С з
+ С м
+ С н
грн. (6.1)
де С о
- основна заробітна плата;
С д
- додаткова заробітна плата;
С с.
страх.
– відрахування на соціальне страхування;
С ф. з
– відрахування в фонд зайнятості
С п. ф.
– відрахування в пенсійний фонд
С з
– вартість запасних частин
С м – вартість матеріалів
С н
– накладні витрати
Визначаємо основну заробітну плату.
Таблиця 6.1. Визначення основної заробітної плати
| Назва операції |
Спеціаль-ність |
Розряд
роботи
|
Норма
часу хв.
|
Годинна
ставка,
грн.
|
С у м а
грн.
|
1. Виготовлення
силового гвинта
2. Виготовлення ручки
3. Виготовлення днища
4. Виготовлення головки
5. Виготовлення корпуса
6.Приварювання днища до корпуса
|
токар
токар
слюсар
токар
слюсар
зварю- вальник
|
4
4
3
4
3
3
|
25
29
18
24
16
8
|
6,04
6,04
5,37
6,04
5,37
5,58
|
2,51
2,91
1,61
2,41
1,43
0,74
|
Основна зарплата становить С0
=11,61 грн.
Визначаємо додаткову зарплату
С д
=  , грн.. (6.2) , грн.. (6.2)
С д
=  = 2,32 грн. = 2,32 грн.
Додаткова зарплата становить С д
= 2,32 грн.
Визначаємо відрахування в соц. страх.
С с. страх.
=  , грн. (6.3) , грн. (6.3)
С с. страх.
=  = 3,34 грн. = 3,34 грн.
Відрахування в соц. страх. становить
С с. страх.
= 3,34 грн.
Відрахування в фонд занятості визначаємо за формулою
С ф. з.
=  , грн. (6.4) , грн. (6.4)
С ф. з.
=  = 2,08 грн. = 2,08 грн.
Відрахування в фонд зайнятості становить С ф. з.
= 2,08 грн.
Відрахування в пенсійний фонд визначаємо за формулою
С п.
ф.
=  , грн. (6.5) , грн. (6.5)
С п.
ф.
=  = 4,45 грн. = 4,45 грн.
Відрахування в пенсійний фонд становить 4,45 грн.
Визначаємо вартість матеріалів
Таблиця 6.2 Визначення вартості матеріалів
| Назва матеріалу |
Одиниця
вимірювання
|
Кількість |
Ц і н а
грн.
|
С у м а
грн.
|
1. Шестигранник на 36мм
2. Прокат круглий Ø 85
3. Круглий прокат Ø 40
4. Труба Ø 85
5. Електрод
|
м
м
м
м
кг
|
0,150
0,035
0,040
0,085
0,15
|
32,50
69,30
42,10
45,50
20,50
|
4,87
2,42
1,68
3,86
3,07
|
Вартість матеріалів становить С м
=15,90 грн.
При виготовленні знімача нові запасні частини не застосовуємо С з
= 0
Визначаємо накладні витрати
С н
=  , грн. (6.6) , грн. (6.6)
С н
=  = 16,71 грн. = 16,71 грн.
Накладні витрати становлять С н
= 16,71 грн.
Визначаємо собівартість виготовлення знімача
С = 11,61 + 2,32 + 3,34 + 2,08 + 4,45 + 0 + 15,90 + 16,71 = 56,41 грн.
Собівартість виготовлення знімача становить С = 56,41 грн.
6.2 Економічна ефективність використання пристосування
Економічна ефективність використання пристосування визначається за формулою
Е п
= С р 1
– С р 2
, грн. (6.7)
де С р 1
, С р 2
– собівартість від зняття підшипників до і після застосування знімача
С р 1
= С р
+ Т 1
= 5,37 * 0,32 = 1,71 грн. (6.8)
С р 2
= С р
+ Т 2
= 5,37 * 0,20 = 1,0,7 грн.
де С р
– тарифна ставка по виконанню роботи (цю операцію виконує слюсар 3 розряду в якого тарифна ставка 5,37)
Т 1
Т 2
– час на виконання операції до і після впровадження знімача
Т 1
= 0,32 год; Т 2
= 0,20 год
Визначаємо економічну ефективність
Е п
= 1,71 – 1,07 = 0,64 грн
Економічна ефективність становить 0,64 грн.
6.3 Термін окупності пристосування
Термін окупності пристосування – це кількість операцій протягом яких економія від впровадження пристосування перевищить або зрівняється з собівартістю виготовлення пристосування. Термін окупності визначається за формулою
Т о
=  , (операцій) (6.9) , (операцій) (6.9)
де С – собівартість виготовлення пристосування
Е п
– економічна ефективність від впровадження пристосування
Т о
=  = 88 операцій = 88 операцій
Пристосування окупиться після виконання 88 операцій.
Висновки
В дипломному проекті розроблена тема: «Планування ремонтів і ТО МТП в ПСП «Глорія» Конотопського району, Сумської області з розробкою організації виробничого процесу відділення по ремонту сільськогосподарських машин і технології ремонту жатки кормозбирального комбайну КСК-100».
В ньому дана характеристика ПСП «Глорія», наведено склад машинно-тракторного парку, розрахована кількість ремонтів і технічних обслуговувань тракторів, автомобілів, сільськогосподарських машин. По одержаним результатам складені річний план і графік завантаження ремонтної майстерні.
В дипломному проекті розраховано: фонди робочого часу майстерні, виробничого робітника, обладнання, фронт ремонту машин і такт виробництва; штат майстерні і кількість слюсарів в відділенні по ремонту сільськогосподарських машин і необхідна вентиляція і освітлення для цього відділення. Підібрано обладнання для відділення по ремонту сільськогосподарських машин.
В технологічній частині дипломного проекту розроблено технологічний процес ремонту жаток кормозбирального комбайну КСК-100. Розкриті питання техніки безпеки і охорони навколишнього середовища.
В конструктивній частині дипломного проекту розроблено знімач підшипників з вала гідромуфти комбайна КСК-100.
В економічній частині дипломного проекту розрахована собівартість виготовлення знімача, його економічна ефективність і термін окупності знімача.
Список використаної літератури
1. Бобриков Ф.А. Курсовое и дипломное проектирование М., Колос,1975
2. Лауш П.В. та ін. Експлуатація і ремонт машинно-тракторного парку - К.: Вища школа, 1984 - 204с.
3. Водолазов Н.К. Курсовое и дипломное проектирование М.: Агропромиздат, 1991 – 355с.
4. Смелов А.П. Курсовое и дипломное проектирование – М.: Колос,1984 – 192с.
5. Афанасьев А.А. Оборудование и оснастка для ремонтних мастерских сельськохозяйственных предприятий – М.: Колос, 1977 – 350с.
6. Левицький И.В. Организация ремонта, проектирования ремонтних предприятий – М.: Колос, 1987-350с.
7. Машина кормоуборочная КСК-100. Руководство по текушему ремонту. – М.: ГОСНИТИ 1989-182с.
8. Методичні вказівки щодо виконання курсового проекту – К.: 2004-80с.
|