Тольяттинский Государственный Университет
Кафедра «Технология машиностроения»
Расчетно-графическая работа по ТАУ
«Система автоматизации стабилизации уровня вибраций»
Вариант 3.1
Студент: Акберов Б.Р.
Группа: ТМ-404
Преподаватель: Гуляев В.А.
Тольятти 2006
Содержание
1. Функциональная схема системы
2. Порядок работы системы
3. Структурная схема контура
4. Анализ устойчивости контура
5. Переходный процесс
6. Определение оптимальных частот работы контура
Список используемой литературы
1. Функциональная схема системы
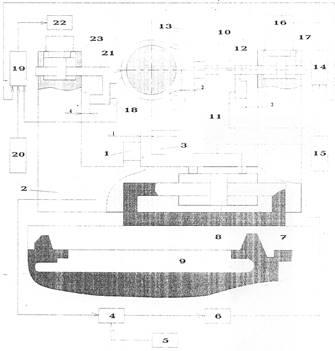
Рис. 1
1- датчик стабилизации корпуса резцедержателя
2- корпус резцедержателя
3- искусственная база
4- дифференциальный усилитель
5- задатчик начального положения
6- электромагнитный преобразователь
7- сервопривод
8- шток-поршень
9- поперечный суппорт станка
10- бесконтактный датчик
11- бесконтактный датчик
12- опора-призма
13- опорные поверхности
14- дифференциальный усилитель
15- задатчик начального положения опорной призмы
16- электромагнитный преобразователь
17- сервопривод
18- бесконтактный датчик
19- дифференциальный усилитель
20- задатчик глубины резания
21- резец
22- электромагнитный преобразователь
23- сервопривод
2. Порядок работы системы
На рис. 1 показана трехконтурная автоматическая система управления упругими перемещениями системы СПИД в процессе обработки.
Устройство работает следующим образом.
В процессе обработки работают три контура одновременно. Перед началом точения включается первый контур стабилизации положения корпуса резцедержателя, при этом бесконтактный датчик 1, жестко закрепленный на корпусе 2 относительно базы 3 (последняя устанавливается на станине станка и может быть сменной и регулируемой в радиальном направлении обрабатываемой детали), устанавливается с зазором Д1
относительно искусственной базы 3, и в случае перемещения корпуса резцедержателя 2 в плюс или минус относительно искусственной базы 3 датчик 1 выпадает электрический сигнал, пропорциональный величине перемещения корпуса резцедержателя с учетом знака на дифференциальный усилитель 4, выполненный по мостовой схема, где этот сигнал сравнивается с сигналом задатчика 5, усиливается и подается на электромагнитный преобразователь 6, последний распределяет рабочее давление в сервоприводе 7 и тем самым перемещает корпус резцедержателя 2 относительно штока-поршня 8, который установлен в суппорте 9 базового станка, до тех пор, пока сигнал рассогласования не станет равен нулю. В процессе резания, независимо от внешних или внутренних возмущений, порождающих перемещение корпуса резцедержателя 2, контур управления стабилизирует его положение относительно искусственной базы 3 по всей длине обрабатываемой детали. Стабилизация корпуса резцедержателя на всем пути его движения позволяет создать искусственную базу отсчета и измерения для контуров стабилизации вершины резца и оси детали, исключая при этом все погрешности, вносимые на базовом станке направляющими и ходовыми винтами.
Второй контур - стабилизации оси детали - перед процессом резания настраивается по эталонной детали с размером базовой поверхности равным номинальному (например, наибольшему предельному) диаметру обрабатываемой детали. При этом опора-призма должна быть установлена а положение, при котором ось эталонной детали с номинальным диаметром параллельна рабочей поверхности базы 3, а бесконтактные датчики 10 и 11 устанавливаются при этом с начальными зазорами Д2
и Д3
, первый - относительно базовой поверхности детали, а второй - относительно корпуса резцедержателя 2, это положение датчиков будет соответствовать номинальному диаметру обрабатываемой детали и параллельности оси детали к рабочей поверхности искусственной базы 3. Постоянные составляющие сигналов датчика 10, контролирующего положение базовой поверхности детали, и датчика 11, контролирующего положение опоры-призмы 12, сбалансированы при настройке по эталонной детали и их результирующий сигнал равен нулю. Опора-призма 12 своими опорными поверхностями 13 (последние выполнены из материала с большим коэффициентом демпфирования) контактирует с обработанной на предыдущих операциях поверхностью детали. Если диаметр обрабатываемой детали меньше номинального диаметра эталонной детали, то при установке в опору-призму ее базовая поверхность осветиться.
Датчик 10 выдает сигнал (его постоянная составляющая пропорциональна перемещению), который поступает на дифференциальный усилитель 14. Дифференциальный усилитель 14 усиливает сигнал с датчика 10 и подает на вход электромагнитного преобразователя 16, который распределяет давление в рабочих полостях сервопривода 17, поршень-шток которого представляет одно целое с опорой-призмой. Опора-призма 12 по команде усилителя 14 с помощью электромагнитного преобразователя 16 и сервопривода 17 перемещается в направлении биссектрисы. При этом датчик 11 начинает выдавать сигнал, меняющийся по мере перемещения опоры-призмы 12. При совмещении центра обрабатываемой детали с центром эталонной детали сигналы с датчиков 10 и 11 балансируются в усилителе 14, и результирующий сигнал становится равным нулю, отработка постоянных составляющих сигналов с датчиков 10 и 11 прекращается. В случае биения обрабатываемой детали с датчика 10, регистрирующего это биение, выделяется переменная составляющая и преобразуется в электрический сигнал, который подается на усилитель 14, где усиливается и в фазе поступает на последовательно включенные преобразователь 16, сервопривод 17. Последний отрабатывает переменную составляющую этого сигнала, что приводит к колебаниям опоры-призмы 12 с частотой, амплитудой и фазой, равными колебаниям обрабатываемой детали. При этом первоначальный зазор датчика 10 сохраняется в течение каждого оборота детали, что приводит к стабилизации амплитуды относительно колебаний детали и опоры-призмы.
Работа второго контура - стабилизации осидетали - позволяет скомпенсировать перемещения оси обрабатываемой детали под действием сил резания и свести к минимуму вибрации, возникающие в процессе обработки, а также повысить виброустойчивость системы деталь - опоры.
Третий контур - стабилизации положения вершины резца - работает следующим образом. Сигналы с датчика 10 контроля текущего размера (переменные составляющие) поступают на вход дифференциального усилителя 19. Датчик 18 закрепленный на резце 21, устанавливается помощью задатчика 20 относительно корпуса резцедержателя с начальным зазором Д4
, что соответствует заданной глубине резания. В процессе резания, в случае отжима резца или биения детали, появляются сигналы рассогласования на дифференциальном усилителе 19 по постоянной и переменной составляющим от датчиков 10 и 18. Усиленные сигналы с усилителя 20 поступают на вход электромагнитного преобразователя 22 с учетом знака, последний распределяет давление в рабочих полостях сервопривода 23 и перемещает резец 21 на величину пропорциональную отжиму резца (постоянная составляющая сигнала датчика 18), и на величину, пропорциональную амплитуде биения детали, но с обратным знаком.
Стабилизация положения вершины резца в статическом и динамическом состоянии в процессе резания позволяет повысить точность обработки в продольном и поперечном сечениях детали.
Работа трехконтурной автоматической системы, встроенной в естественную систему СПИД базового станка, позволяет исключить влияние износа и неточности изготовления направляющих и ходовых винтов, свести к минимуму вибрации, возникающие в процессе резания и передающиеся от внешних источников, а также повысить виброустойчивость системы СПИД, скомпенсировать влияние износа режущего инструмента на точность обработки. Как показывают эксперименты, использование предлагаемого устройства на токарном станке 1А616 при обработке нежестких деталей позволяет повысить точность обработки в 10—12 раз в продольном и поперечном сечениях, в зависимости от режимов резания, производительность в 2—2,5 раза.
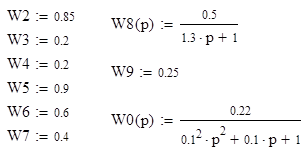
3. Структурная схема контура
На рис. 2 показана структурная схема первого контура САУ стабилизации уровня вибрации.

Рис. 2
Передаточные функции звеньев контура:
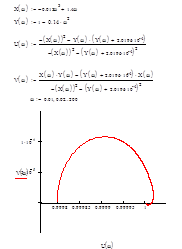
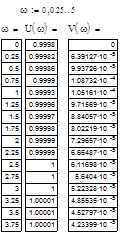
4. Анализ устойчивости контура
Передаточная функция разомкнутого первого контура:
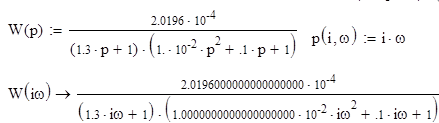
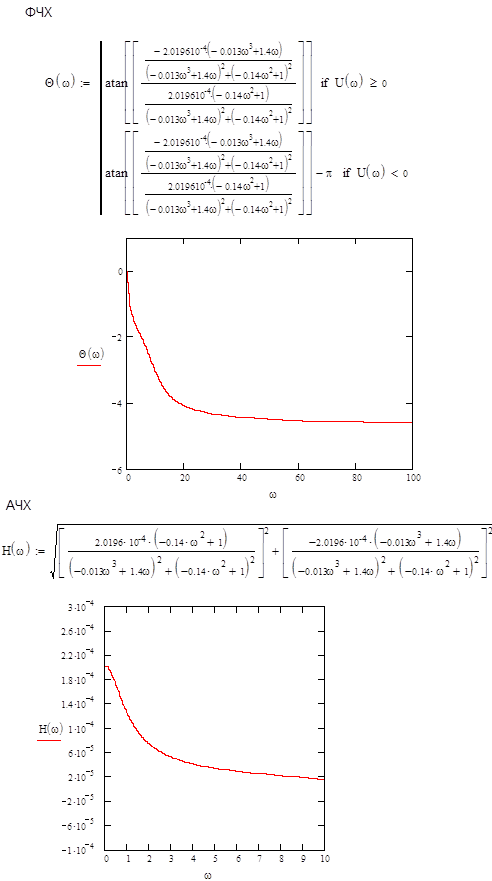
Выделяем вещественную и мнимую части:

Исходя из полученных зависимостей, строим характеристики контура: АФЧХ, ФЧХ и АЧХ.
АЧХ: 
ФЧХ: 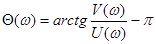

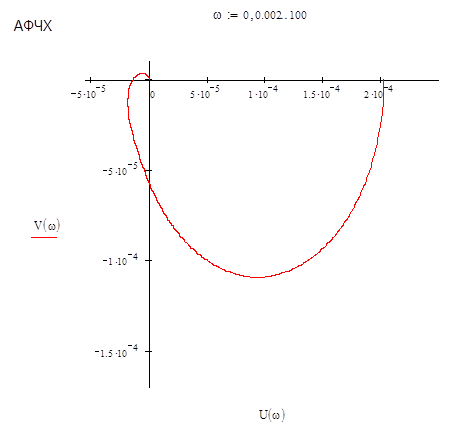
Анализируя АФЧХ, приходим к выводу, что по критерию устойчивости Найквиста первый контур данной САУ устойчив, т. к. годограф не пересекает отрезок вещественной оси (- ∞; -1).
5. Переходный процесс
Построим переходную характеристику контура:
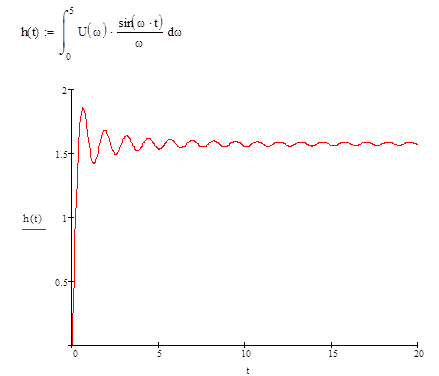
Из графика видно, что в данном случае переходная характеристика представляет собой колебательный процесс.
Построим график разности заданной и текущей функции А(t), учитывая, что
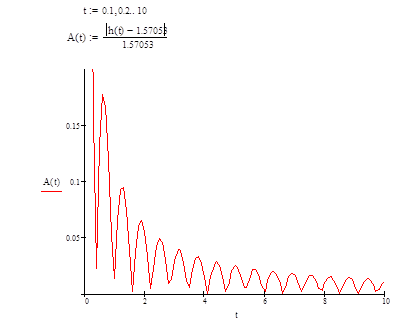
С помощью переходной характеристики и графика A(t) определяем время быстродействия звена. В данном случае оно равно времени, при котором h(t)=h(∞) + /– 5%.
Время быстродействия звена: tб = 2,5 сек.
6. Определение оптимальных частот работы контура
Для этого необходимо построить АФЧХ для передаточной функции ошибки.
Анализируя АФЧХ функции ошибки, определяем, что оптимальными частотами работы контура будут частоты, близкие к нулю.
Список используемой литературы
1. Капустин Н.М. Комплексная автоматизация в машиностроении: Учебник для Вузов. «Академия», 2005.
2. Конспект лекций по теории автоматического управления.
3. Солодовников В.В. «Теория автоматического регулирования».
|