Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
Нижегородский государственный технический университет им. Р.Е. Алексеева
Кафедра Физика и технология материалов и компонентов электронной техники
Отчет по ознакомительной практике
РУКОВОДИТЕЛЬ
Воротынцев И. В.
Студент
Тюрина А.А.
О7—МТЭ—1
Содержание
1 История предприятия. 3
2. Структура предприятия. 7
3. Теоретическая часть. 9
3.1 Введение. 9
3.2 Получение тонких плёнок. 10
3.3 Формирование диэлектрических слоёв. 10
3.3.1 Осаждение тонких плёнок в вакууме. 11
3.3.2 Ионное (катодное), ионно-плазменное, магнетронное и ионно-термическое распыления. 11
3.4 Методы определения толщины плёнок. 15
3.4.1 Метод кварцевого вибратора. 15
3.4.2 Резистивный и ёмкостный методы.. 16
3.4.3 Метод эллипсометрии. 16
3.4.4 Ионизация молекулярного потока. 16
4. Практическая часть. 18
4.1 Технологические процессы напыления тонких плёнок. 18
4.2 Материалы, используемые для напыления резистивных плёнок. 18
4.3 Технические требования к технологическим процессам напыления. 19
4.4 Технические данные. 21
4.5 Принцип работы установки УВН-75П-1. 23
4.6 Схема установки УВН–75П–1. 24
4.7 Напыление слоёв хрома, меди на лицевую и обратную стороны подложки 25
4.8 Измерение удельного поверхностного сопротивления сплошных резистивных слоёв. 27
Выводы.. 29
Список литературы.. 30
1 История
предприятия
В 1946 году заводу № 197 поручается модернизация РЛС П-3, для чего создаётся специальная лаборатория под руководством Е. В. Бухвалова.
Официальной датой основания предприятия считается 30 сентября 1947 года, создаётся Специальное конструкторское бюро Государственного Союзного ордена Ленина завода № 197 (позднее – Горьковского телевизионного завода им. В. И. Ленина, ныне – ОАО "НИТЕЛ"). C 1966 года преобразуется в самостоятельное предприятие — КБ ГТЗ им. В. И. Ленина. В 1981 году переименован в Горьковский НИИ радиотехники (ГНИИРТ), в 1990 после переименования города Горького предприятие приобрело современное название. С 1999 года предприятию присвоен статус Федерального научно-производственного центра (ФНПЦ).
С 1947 по 1952 г. коллектив разработал 10 типов и модификаций радиостанций, одна из них отмечена Государственной премией. С 50-х гг. предприятие специализируется на разработке радиолокационных средств. После завершения в 1948 г. разработки РЛС П-3А на предприятии создаются первая отечественная РЛС П-8 (1950 г.) с индикатором кругового обзора и простейшей аппаратурой защиты от пассивных помех (СДЦ), РЛС П-10 (1951 г.) с перестройкой частоты, РЛС П-12 (1955 г.) с когерентно-компенсационной аппаратурой СДЦ, РЛС П-12М (1956 г.), первая высокопотенциальная РЛС П-14, РЛС П-12МП (1959 г.), П-12МА (1960 г.), автоматизированный радиолокационно-связной комплекс П-95 (1963 г.), РЛС П-12НП (1965 г.), П-14Ф (1966 г.), одна из первых в мире РЛС П-70 метрового диапазона волн с ЛЧМ зондирующим сигналом, АРЛСК П-96 (1968 г.), РЛС П-18 (1970 г.), РЛС 5Н84А (1974 г.) с корреляционным автокомпенсатором, первая отечественная трехкоординатная РЛС 5Н69 (1975 г.) дециметрового диапазона волн с частотным качанием луча, РЛС 44Ж6 (1979 г.), первая в мире подвижная трехкоординатная РЛС 55Ж6 метрового диапазона волн, РЛС 1Л13 (1982 г.).
3а 60 лет предприятием создано более 35 типов и модификаций РЛС. Они выпущены общим объемом около 17 тыс. единиц и составляют основу радиолокационного поля ПВО. Около трех тысяч РЛС, разработанных предприятием, поставлено в более чем 50 стран. С 1995 г. ННИИРТ в кооперации с предприятиями страны осуществляет серийное изготовление своих разработок.
ННИИРТ - единственное в мире предприятие, где разработаны и развиваются уникальные технологии создания и производства локаторов метрового диапазона волн, способных достаточно эффективно обнаруживать объекты, изготовленные с применением
СТЕЛС-технологий. Пять типов РЛС удостоены Ленинской и Государственных премий. В их числе Государственная премия РФ 2002 г. в области науки и техники за создание, внедрение в производство и эксплуатацию трехкоординатной РЛС метрового диапазона волн 55Ж6-У с цифровой фазированной антенной решеткой (ФАР).
Одна из последних разработок института в метровом диапазоне волн - первая высокомобильная РЛС 1Л119 обнаружения аэродинамических и баллистических целей метрового диапазона волн с активной ФАР принята на вооружение в 2003 г.
Продукция ННИИРТ, как правило, не имеет отечественных и зарубежных аналогов или значительно превосходит их по основным характеристикам. Таковы мобильная трехкоординатная РЛС 59Н6 (1997 г.) дециметрового диапазона волн, бортовая РЛС Э-801 (1995 г.) на вертолете Ка-31 для обнаружения воздушных и надводных объектов. Коллективом института разработан, изготовлен и испытан образец принятой на вооружение в 2005 г. РЛС 52Э6, в которой впервые с использованием новейших информационных технологий реализован метод локации "на просвет" для обнаружения малозаметных низколетящих объектов. В 2000 г. разработан и тиражируется монтажный комплект аппаратуры для модернизации непосредственно в войсковых условиях самой массовой в мире РЛС П-18 метрового диапазона волн средних и больших высот обнаружения. В 2005-2006 гг. успешно завершены государственные испытания 3 РЛС последнего поколения.
Предприятие - один из лидеров радиоэлектронной отрасли, работает в интересах отечественных и зарубежных заказчиков, поставляет радары для различных видов Вооруженных Сил (ВВС, СВ, ВМФ). За последнее десятилетие в ННИИРТ организованы новые высокотехнологичные производства и сотни рабочих мест, модернизированы основные производственные фонды
За высокие достижения в радиолокации и укрепление обороноспособности страны ННИИРТ в 1997 г. удостоен благодарности президента РФ. 40 работников предприятия стали лауреатами Ленинской и Государственных премий, около 400 отмечены государственными наградами и почетными званиями. Учеными и специалистами ННИИРТ опубликовано более 1000 научных работ.
По итогам 2006 г. институт вошел в число лауреатов конкурса "Элита Нижегородского бизнеса". Ряд работ, созданных за последние годы, удостоен наград международных конкурсов изобретений, проведенных во Франции, Бельгии и России
ННИИРТ отмечен медалью и дипломом победителя VII Всероссийского конкурса "1000 лучших предприятий и организаций России", дипломами победителя VI Всероссийского конкурса "Российская организация высокой социальной эффективности" и "Лучшая российская кадровая служба-2006" II Всероссийского конкурса кадровых служб.
Деятельность института имеет большое значение для социально-экономического развития региона и страны, т. к. обеспечивает занятость тысяч инженерно-технических работников и рабочих разных специальностей непосредственно в институте и на предприятиях-соисполнителях, расширение и модернизацию производственных мощностей, стимулирует развитие академической и отраслевой науки, подготовку учебными заведениями Нижнего Новгорода специалистов широкого спектра профессий и специальностей.
ОАО «Федеральный научно-производственный центр „Нижегородский научно-исследовательский институт радиотехники“ (ННИИРТ) — одно из ведущих российских предприятий по разработке и изготовлению радиолокационных станций, расположенное в Нижнем Новгороде.
С 2007 года указом Президента РФ федеральный научно-производственный центр ННИИРТ входит в состав Концерна ПВО «Алмаз-Антей».
2. Структура предприятия
Предприятие выполняет работы по всему жизненному циклу создаваемой продукции (прикладные научные исследования, опытно-конструкторские разработки, серийное производство, гарантийное обслуживание, модернизация фирменный ремонт, также выполняется утилизация устаревшей военной техники). За последнее десятилетие в ННИИРТ организованны новые высокотехнологические производства и сотни рабочих мест. Здесь работают филиалы кафедр ведущих вузов Нижнего Новгорода.
Структура предприятия состоит из нескольких базовых отделений: конструкторское, схемотехническое, производственное, технологическое и отделение по испытанию опытных образцов. Рассмотрим их более подробно.
В конструкторском отделении трудится большой отряд специалистов. Здесь уделяют особое внимание освоению и внедрению самых прогрессивных методов разработки конструкций, обеспечивающих требуемые технические параметры, обладающие высокой надёжностью в экстремальных ситуациях, имеющие высокую технологичность и степень унификации.
Схемотехническое отделение- мозг предприятия. Здесь рождаются идеи, материализуется процесс разработки, запускается процесс создания высокотехнологичной продукции на основе достижений радиоэлектроники и информационных технологий.
Производство оснащено уникальными производственными центрами, станками с программным управлением и высокоавтоматическими участками прецизионной механообработки, новейшим оборудованием для сборки сложной радиоэлектронной аппаратуры.
Технологическое отделение – является одним из крупнейших хорошо оснащенных подразделений предприятия. Существенная часть по технологической подготовки производства связанна с разработкой прикладных программ для автоматизированного оборудования.
Исследовательская база включает в себя:
1. Стендовое оборудование на базе современной компьютерной техники;
2. Испытательный полигон с развитой инфраструктурой;
3. Испытательный комплекс для проведения механических, климатических и термических испытаний радиоаппаратуры.
3. Теоретическая часть
3.1 Введение
В плёночных интегральных микросхемах элементы создаются осаждением тонких (тонкоплёночные ИС) или толстых (толстоплёночные ИС) плёнок на специальные платы из диэлектрических материалов – подложки. Подложка служит механическим основанием ИС и, будучи диэлектриком, изолирует её элементы. На основе напыленных плёнок в настоящее время изготавливают только пассивные элементы. Плёночные схемы, дополненные активными элементами принято называть гибридными ИС (ГИС). Активные элементы в этих схемах крепятся на подложке методом навесного монтажа.
Такая технология изготовления ИС, при которой пассивные и активные элементы создаются по двум не зависимым друг от друга циклам, приводит к ряду преимуществ, которые обусловили широкое применение и использование ГИС. Гибридные ИС характеризуются простотой изготовления, малой трудоёмкостью, непродолжительностью производственного цикла и в силу этого низкой стоимостью.
Многоуровневое расположение пассивных элементов и использование в качестве активных элементов полупроводниковые ИС расширяют возможности схемотехнической разработки при создании БИС.
Технология изготовления тонких и толстых плёнок позволяет создавать прецизионные резисторы и конденсаторы, в силу чего гибридная технология предпочтительнее в схемах с повышенной точностью пассивных элементов.
Интегральные микросхемы, работающие в СВЧ диапазоне также создаются по гибридной технологии. При этом исключается трудности связанные с изоляцией элементов толстыми диэлектрическими слоями, неизбежной, если СВЧ ИС выполняется как полупроводниковая.
Толстоплёночную технологию целесообразно использовать при разработке мощных ИС, работа которых сопровождается большим выделением тепла.
3.2 Получение тонких плёнок
В современной технологии изготовления интегральных микросхем тонкие пленки (толщиной до 5 мкм) нашли широкое применение и выполняют разнообразные функции. В полупроводниковых ИС тонкие диэлектрические пленки используются как маскирующие покрытия для получения локализованных легированных областей.
В тонкопленочных ИС на основе самих пленок образуются пассивные элементы. При этом применяются тонкие пленки из материалов с высокой электропроводностью, диэлектрические и резистивные пленки. Тонкие диэлектрические пленки создают диэлектрическую изоляцию между различными слоями в схемах многоуровневой металлизацией. Нанесённые на поверхность готовой схемы, они защищают от механических повреждений. Тонкие плёнки металлов связывают между собой активные и пассивные элементы, образуют контактные площадки. Кроме того, в полупроводниковой и тонкоплёночной технологии плёнки используются как технологические элементы в процессе изготовления схем, например, в качестве контактных масок при диффузии и напылении. Существует множество методов получения тонких плёнок: термическое окисление кремния, термическое вакуумное напыление, ионно-плазменное напыление и т.д. Каждый из этих методов имеет свои преимущества и недостатки.
3.3 Формирование диэлектрических слоёв
Формирование диэлектрических слоев может происходить вследствие прямого химического взаимодействия компонентов окружающей (технологической) среды с атомами обрабатываемой подложки – структуры и как результат "принудительного" осаждения материала из внешней атмосферы при пиролизе, ионно-плазменном, плазмохимическом или ином методе активации образования новой фазы. Первый тип реакций характерен для системы Si – SiO2 активное взаимодействие кремния с кислородом обусловливает наличие на монокристаллах кремния естественного слоя диоксида толщиной (2-5) нм. Реакции второго типа позволяют формировать диэлектрические слои (например SiO2) не только на кремнии, но и на кристаллах других полупроводников, не имеющих собственных окислов с хорошими маскирующими свойствами, в частности Gе, GаАs и др.
3.3.1 Осаждение тонких плёнок в вакууме
Вакуумное напыление - относительно простой метод, который при выполнении определенных условий позволяет получать тонкие пленки различных материалов высокой чистоты и заданного структурного совершенства. Процесс заключается в генерации потока частиц, направленного на подложку, их конденсации и образования последовательности слоев пленочного покрытия (Рисунок 3).
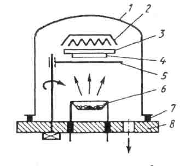
Рисунок 3 – Схема термического испарения в вакууме: 1- колпак; 2 - нагреватель; 3 - подложкодержатель; 4 - подложка; 5 - заслонка; 6 - испаритель; 7 - уплотнительная прокладка; 8 - опорная плита установки
3.3.2 Ионное (катодное), ионно-плазменное, магнетронное и ионно-термическое распыления
При ионном процессе осаждения тонких пленок напыляемый материал используется в качестве катода в системе с тлеющим разрядом в инертном газе (Аг или Хе) при давлении 1-10 Па и напряжении в несколько киловольт.
Подложка, на которую напыляют пленку, располагается на аноде. Положительные ионы газа, возникающие в разряде, ускоряются по направлению к катоду и достигают его с большой энергией; ее возрастание происходит в прикатодной области (рисунок 4).
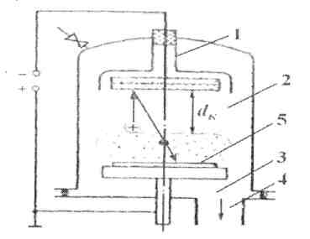
Рисунок 4 –. Схема ионного (диодного или двухэлектродного) распыления: 1- колпак; 2 - распыляемая мишень; 3-подложка; 4- подложкодержатель (анод); 5 - столб положительного заряда
В результате ионной бомбардировки материал катода (мишень) распыляется в основном в виде нейтральных атомов, но частично и в виде ионов. Распыленное вещество конденсируется на всей внутренней поверхности рабочей камеры, включая подложку - анод.
Достоинством диодного метода ионного распыления по сравнению с термовакуумным является то, что большая площадь мишени позволяет получать равномерные по толщине пленки на подложках любого диаметра, это обеспечивает реализацию группового автоматизированного метода осаждения слоев. Наряду с диодными существуют триодные системы, называемые также ионно-плазменными (Рисунок 5).
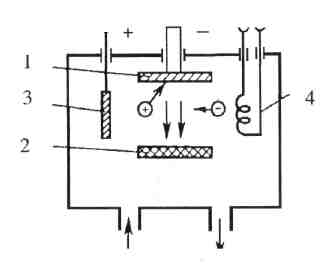
Рисунок 5. Схема триодного распыления: 1- колпак; 2 - катод - мишень; 3 - подложка; 4 - анод; 5 - термокатод
Магнетронные системы ионного распыления - это усовершенствованные диодные, в которых в прикатодной области, наряду с электрическим, существует кольцеобразное магнитное поле, и эти поля направлены перпендикулярно друг другу (Рисунок 6).
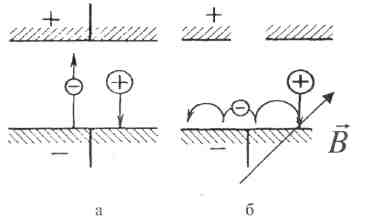
Рисунок 6 - Схема движения зарядов в (а) диодной и (б) магнетронной системах
Основными достоинствами этого метода осаждения металлов, полупроводников и диэлектриков являются высокая скорость напыления пленок с хорошей адгезией с подложками и минимальными загрязнениями фоновыми примесями.
Метод ионно-термического испарения - это комбинация термически стимулированного испарения вещества и ионного распыления, реализуемая в нескольких вариантах:
1) резистивное или электронно-лучевое испарение вещества с последующей ионизацией его паров в плазме рабочего газа;
2) испарение вещества разогревом в ВЧ - поле с одновременной высокочастотной ионизацией его паров.
В обеих схемах движение ионов испаряемого вещества к подложке и осаждение на ней обусловлены действием электрического поля между испарителем и подложкой. В зависимости от состава осаждаемых слоев, который можем быть достаточно сложным (например нитриды, карбиды и др.), их структуры и степени адгезионной связи с подложкой, к последней может прикладываться потенциал до 10 кВ. Наличие электрического поля высокой напряженности во время напыления позволяет осуществлять процесс с большими скоростями без нагрева подложек до высоких температур.
В заключение необходимо отметить, что универсальных методов осаждения тонких пленок для любых комбинаций материалов пленки и подложки с различными физико-химическими свойствами на сегодня не существует. Конкретный метод осаждения должен выбираться и отрабатываться по режимам и условиям проведения для данного типа микроэлектронного устройства в соответствии с его функциональным назначением. Выбор того или иного способа осаждения определяется заранее на этапах проектирования и моделирования технологии изготовления устройств с необходимым выполнением требований по химическому составу, чистоте, структуре, стехиометрии, морфологии поверхности и физическим свойствам пленок.
3.4 Методы определения толщины плёнок
Методы определения толщины пленок весьма разнообразны. Гравиметрические методы (микровзвешивание, метод кварцевого резонатора) основаны на измерении масс тонкопленочных покрытий, по которым затем рассчитываются толщины. Оптические методы основаны на интерференции, поскольку толщины пленок по порядку величины близки к длинам волн оптического излучения. Из других оптических методов важное значение в технологии микроэлектронных приборов приобрела так называемая эллипсо-метрия. Используются также электрические методы (в основном контроль электрического сопротивления для проводящих пленок и емкости для диэлектрических) и ряд других.
Свойства тонких пленок очень чувствительны к технологии их изготовления. Пленки, имеющие одинаковую толщину, в зависимости от условий их получения могут иметь совершенно различные удельные сопротивления, температурные коэффициенты сопротивления, диэлектрические потери, коэффициенты поглощения света и т. п. Поэтому в технологии ИС часто более важно не измерение толщины пленки после ее получения, а возможность управлять толщиной в процессе нанесения.
3.4.1 Метод кварцевого вибратора
Основан на измерение отклонений резонансной частоты пьезоэлектрического кварцевого вибратора. Отклонение обусловлено изменением массы кварцевой пластины при напылении на неё тонкой плёнки. Пьезоэлектрические свойства пластин кварца в первую очередь определяются кристаллографической ориентацией срезов по отношению к главным осям монокристалла. Все величины фигурирующие в формуле определения толщины плёнки являются известными параметрами кварцевой пластины и определены с некоторой погрешностью.
3.4.2 Резистивный и ёмкостный методы
Эти методы контроля толщины плёнок основаны либо на измерении сопротивления (для плёнок проводящих материалов) либо ёмкости (для плёнок диэлектрических материалов). Данный метод можно применять непосредственно в момент проведения процесса напыления. Для измерения толщины плёнки в рабочее пространство установки напыления рядом с рабочей подложкой устанавливают контрольную непроводящую подложку на края которой заранее нанесены проводящие контакты. Эта пластина включается в плечо мостовой схемы. По дисбалансу мостовой системы определяют процесс роста плёнки.
Недостатком метода является отсутствие точных данных об удельном сопротивлении плёнки, которое может значительно отличаться от удельного сопротивления объёмного образца. Поэтому этот метод удобно использовать в тонкоплёночной технологии, когда необходимо измерять не толщину плёнки, а её удельное сопротивление.
3.4.3 Метод эллипсометрии
Метод основан на изменении поляризации света при отражении от тонкой прозрачной поверхности. При освещении подложки линейно-поляризационным светом составляющие излучения отражаются по-разному, в результате чего свет получается эллептически поляризованным. Измерив эллептичность отражённой волны, можно определить свойства плёнки.
3.4.4 Ионизация молекулярного потока
Принцип действия приборов для измерения скорости осаждения пленок основан на частичной ионизации паров напыляемого вещества и измерения полученного тока, пропорционального плотности молекулярного потока, проходящего через рабочий объем датчика. Для разделения молекулярного потока и остаточных газов, используется модуляция молекулярного потока. В измерительном приборе переменная составляющая ионного тока датчика, пропорциональная скорости осаждения испаряемого вещества, выделяется, усиливается, детектируется и подается на стрелочный индикатор, показания которого пропорциональны скорости осаждения, и на цифровой интегратор, фиксирующий толщину осажденной пленки.
4. Практическая часть
4.1 Технологические процессы напыления тонких плёнок
Классификация применяемых технологических процессов
1.1 Получение резистивных высокоомных слоёв из порошка сплава РС-3710 методом взрывного испарения и методом ионно-плазменнного распыления мишени сплава РС-3710 в вакууме.
1.2 Получение резистивных низкоомных слоёв хрома марки ЭРХ методом термического испарения в вакууме.
1.3 Получение резистивных низкоомных слоёв методом ионно-плазменного распыления мишени сплава МНКВ в вакууме.
1.4 Получение резистивных низкоомных слоёв нихрома марки Х20Н80 методом термического испарения в вакууме.
1.5 Получение проводящих слоёв меди с адгезионнным подслоем хрома методом термического испарения в вакууме.
4.2 Материалы, используемые для напыления резистивных плёнок
Материалы, используемые для напыления резистивных плёнок, приведены в таблице 1.
Таблица 1– Материалы, используемые для напыления резистивных плёнок
| Наименование материала |
ГОСТ, ОСТ, ТУ |
Документы, разрешающие применение материала |
| 1 Сплав РС-3710 (порошок) |
ГОСТ 22025 |
РД 107.460084.200 |
| 2 Сплав РС-3710 (мишень) |
ЕТО 032.547 ТУ |
ОСТ 4.054.074 |
| 3 Хром электролитический рафинированный марки ЭРХ |
ТУ 14-5-76 |
ОСТ ИГО.0140.224 |
| 4 Сплав МНКВ (мишень) |
АУЭ 0.021.000 ТУ |
РД 107.460084.200 |
| 5 Нихром Х20Н80 |
ГОСТ 12766,1 |
ОСТ 107.750878.001 |
Материалы, используемые для напыления проводящего слоя приведены в таблице 2.
Таблица 2– Материалы, используемые для напыления проводящего слоя
| Наименование материала |
ГОСТ, ОСТ, ТУ |
Документы, разрешающие применение материала |
| 1 Хром электролитический рафинированный марки ЭРХ |
ТУ 14-5-76 |
ОСТ ИГО.010.224 |
| 2 Медь вакуумплавленная МВ |
бко.028.007 ТУ |
ОСТ 107.750878.001 |
| 3 Никель |
ГОСТ 2170 |
ОСТ 4.054.074 |
4.3 Технические требования к технологическим процессам напыления
1 Величина удельного поверхностного сопротивления резистивных слоёв должна соответствовать конструкторской документации и РД 107.460084.200.
2 Слои, получаемые по технологическим процессам, основные данные которых приведены в таблицах 3и 4, должны быть без царапин, вздутий, отслоений и трещин. Допускаются дефекты, обусловленные дефектами поверхности подложки, разрешёнными техническими условиями на подложке.
3 Отжиг испарителей производить непосредственно перед поведением операции напыления.
4 Платы с напылёнными слоями можно хранить в эксикаторе с силикагелем не более трёх сутиок или не более сорока суток с момента напыления в шкафу с защитной средой.
5 Толщина адгезионного подслоя должна быть от 0,03 до 0,08 мкм.
6 Толщина напылённого слоя меди на лицевой стороне подложки должна быть от 0,00 до 0,00 мкм.
7 При проведении технологических операций, подложки следует брать пинцетом на расстоянии не более двух ипллметров от края.
Таблица 3 - Данные по технологическим процессам напыления резистивных слоёв
| Напыляемый материал |
Метод напыления |
Режимы напыления |
| Температура прогрева подложек до напыления, (ºС) |
Предварительный вакуум до нагрева, (мм.рт.ст.). |
Давление в камере при напылении, (мм.рт.ст.). |
Время напыления на заслонку, (мин). |
Скорость вращения барабана (карусели), (об/мин). |
Температура стабилизации резистивного слоя, (ºС) |
Время стабилизации резистивного слоя, (мин) |
Температура подложки при разгерметизации камеры, (ºС) |
| РС-3710 |
Ионно-плазменный |
190-210 |
2·10-5 |
(4,5-7,5)·10-4 |
10-15 |
50-100 |
190-200 |
15 |
75-85 |
| РС-3710 |
Термический |
300-320 |
5·10-5 |
до 5·10-5 |
0,25 |
50-100 |
300-320 |
15 |
300-320 |
| Хром |
Термический |
290-310 |
5·10-5 |
до 5·10-5 |
0,25 |
50-100 |
290-310 |
15 |
75-85 |
| Нихром |
Термический |
290-310 |
5·10-5 |
до 5·10-5 |
0,25 |
50-100 |
290-310 |
15 |
75-85 |
| МНКБ |
Ионно-плазменный |
190-210 |
2·10-5 |
(4,5-7,5)·10-4 |
15 |
50-100 |
190-210 |
15 |
75-85 |
Основные данные по технологическим процессам напыления резистивных слоёв приведены в таблице 3.
Основные данные по технологическим процессам напыления проводящих слоёв приведены в таблице 4.
| Напыляемый материал |
Метод напыления |
Режимы напыления |
| Температура прогрева подложек до напыления, (ºС) |
Предварительный вакуум до нагрева, (мм.рт.ст.). |
Давление в камере при напылении, (мм.рт.ст.). |
Время напыления на заслонку, (мин). |
Скорость вращения барабана (карусели), (об/мин). |
Температура стабилизации резистивного слоя, (ºС) |
Время стабилизации резистивного слоя, (мин) |
Температура подложки при разгерметизации камеры, (ºС) |
| Хром |
Термический |
290-310 |
1·10-5 |
до 5·10-5 |
0,25 |
50-100 |
290-310 |
15 |
75-85 |
| Медь |
Термический |
290-310 |
5·10-5 |
до 5·10-5 |
0,25 |
50-100 |
290-310 |
15 |
75-85 |
| Никель |
Термический |
190-210 |
2·10-5 |
до 5·10-5 |
15 |
50-100 |
190-210 |
15 |
75-85 |
Примечание − 1 – Режимы операций напыления уточняются технологом участка при пробном напылении
2 – Расплавление и обезгаживание меди проводятся до напыления хрома
3 – Разрыв во вре6мени между окончанием напыления хрома и началом напыления меди не более полутора минут
4.4 Технические данные
1 Количество материала, распыляемых за один технологический цикл:
ионным распылением -2
электроннолучевым напылением -3
2 Количество одновременно напыляемых подложек за один технологический цикл:
керамических (36x24x1,2) с выводами - 90 шт.
ситаловых (60x48x0,5) -50 шт.
3 Предельный вакуум в рабочей камере 5·10-6мм.рт.ст.
4 Время получения вакуума 5·10-6мм.рт.ст. - 90 мин (при разогретом паромасляном насосе).
5 Рабочий вакуум:
при электроннолучевом напылении 8·10-6мм.рт.ст.
при ионном распылении (с током мишени
не более 250 А ) 5·10-4мм.рт.ст.
6 Напуск газа и стабилизацию давления в рабочей камере в диапазоне 6·10-4мм.рт.ст. до 3·10-4мм.рт.ст.
7 Рабочий газ при ионном распылении - аргон.
8 Количество мишеней - 2.
9 Постоянное напряжение на мишени в режиме ионного распыления ~ 0...3 кВ.
10 Ток мишени при распылении постоянным током
0...400 А
11 Нагрев барабана с подложкой до температуры 3500С и стабилизация его температуры в диапазоне 100...3500С
12 Скорость барабана:
минимальная - 2 об/мин;
максимальная -20 об/мин.
13 Режимы работы установки:
ручной;
автоматический с управлением по времени; автоматический по времени с контролем параметров напыляемых слоев;
управление установкой от средств АСУТП.
14 Питание установки УВН-75П-1 осуществляется от сети переменного тока напряжением 380В, частота 50 Гц.
15 Электрическая мощность, потребляемая установкой при установившемся режиме не более 33 кВт.
16 Для эксплуатации установки необходимы следующие виды питания:
вода холодная - температура 15 + 10°С, давлением 2...4 кгс/см2; расход 650 л/час;
вода горячая - температура 80...90°С, давлением 2...4 кгс/см2; расход 250 л/час.
4.5 Принцип работы установки УВН-75П-1
1 Работа установки УВН-75П-1основана на распылении проводящего материала мишени постоянным ионным током и термическое испарении материала из электронных испарителей с кольцевая катодами. Нанесение материалов методом ионного распыления происходит на внешнюю сторону барабана с подложками, в нанесение материалов методом термического- на внутреннюю. Подложки находятся с обеих сторон барабана и поворачиваются после нанесения пленки на 1800, затем наносится пленка на другую сторону барабана.
2 На установке обеспечиваются в ручном и автоматическом (с управлением по времени или по времени с контролем параметров напыляемых слоев) режимах или при управлении от средств АСУТП следующие технологические операции:
откачка камеры рабочей до давления 6·10-6мм.рт.ст в ручном или автоматическом режимах;
напуск инертного газа в камеру рабочую до давления (6…3)·10-4мм.рт.ст и ВЧ очистка подложек (с напряжением ВЧ 300...500В);
очистка распыляемой мишени и нанесение пленок методом ионного распыления материала.
Питание распыляемых устройств (накала, анода, мишени) осуществляется от шкафа питания и управления;
откачка рабочей камеры до давления 6·10-6мм.рт.ст и нагрев барабана с подложкой до температуры 3500С;
разогрев первого испарителя и нанесение плёнок на подложку методом термического испарения по времени;
разогрев второго и третьего испарителей и нанесение тонких плёнок по времени или по прибору КСТ-1;
естественное охлаждение в вакууме до 800С, напуск инертного газа и выгрузка кассет вручную.
4.6 Схема установки УВН–75П–1
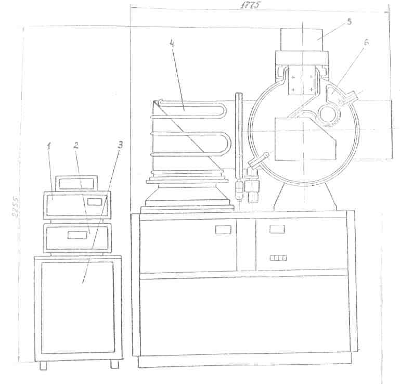
Рисунок 1 – Общий вид установки УВН–75П–1: 1 – прибор ионизационного контроля скорости роста толщины плёнок КСТ-1, 2 – прибор КС-2, 3 – генератор, 4 – установка вакуумной откачки УВН-70А-2, 5 – направляющая, 6 – камера рабочая
Установка УВН-75П-1 (Рисунок 1) состоит из базовой модели типа УВН-70А-2 поз.4, на которой смонтирована камера рабочая поз. 6, шкафа управления поз.7, двух шкафов питания в управления поз.8, прибора ионизационного контроля скорости и толщины пленок КСТ-1 поз 1, прибора КС- 2 поз. 2, генератора поз.З,
4.7 Напыление слоёв хрома, меди на лицевую и обратную стороны подложки
1. Включить установку согласно инструкции эксплуатации
2. Развакуумировать камеру
3. Загрузить испарители навесками напыляемых материалов.
Хром – 0,5 г. Допускается сплав МТЛ-30 – 0,5 г. Медь – 8,0 г.(в два испарителя по 4,0 г.)
4. Установить «свидетель» и проверить сопротивление в цепи «свидетеля»
5. Проверить работу заслонок
6. Закрепить подложки в подложкодержателях лицевой стороной к верху и установить их на карусель установки
Создать вакуум в рабочей камере (остаточное давление не более 5х10-5)
Включить привод вращения карусели (скорость вращения – 15 об/мин)
Прогреть подложки и выдержать при заданной температуре.
Температура 300º±10ºС, выдержать 15±5 минут
10. Подать ток на первый испаритель меди и прогреть навеску до её полного расплавления. Ток – 300-400 А (при закрытой заслонке)
Повторить переход 10 для второго испарителя меди
Подать ток на испаритель хрома и прогреть навеску.
Ток – 300-400 А, время прогрева 8-10 секунд (при закрытой заслонке)
13. Открыть заслонку и произвести напыление плёнки хрома.
Ток – 300 – 400 А, удельное сопротивление контрольного образца Ом/□ «свидетеля» задаётся технологом после пробного цикла напыления
Закрыть заслонку и прекратить подачу тока на испаритель
Подать ток на первый испаритель меди. Ток – 300 – 480 А
Открыть заслонку и произвести напыление меди до полного испарения навески. Момент полного испарения фиксируется по резкому падению тока.
Примечание. Интервал времени между напылениями хрома и меди не должен превышать 1 – 1,5 минуты
Закрыть заслонку и прекратить подачу тока на первый испаритель меди
Повторить переходы 15-17 для второго испарителя меди
Прекратить подачу тока на нагреватель подложек и охладить подложки до температуры 80º±5ºС
Выключить привод вращения карусели
Развакуумировать камеру карусели
Загрузить испарители навесками для напыления обратных сторон
Хром – 0,5 г., меди – 18,0 г. (в два испарителя по 9,0 г.)
С помощью специального механизма перевернуть подложки в подлоржкодержателях
Создать вакуум в рабочей камере
Остаточное давление не более 5х10-5 мм рт. ст.
Выключить привод вращения карусели
Скорость вращения 15 об/мин
27. Прогреть подложки и выдержать при заданной температуре
Температура - 250º±10ºС, время выдержки – 10 мин±1мин
28. Повторить переходы 10-21. В случае отсутствия металлизации на обратной стороне подложки переходы 22-27 не выполняются
Снять подложки пинцетом с подложкодержателей и поместить их в эксикатор с силикагелем. Хранить не более трёх суток с момента напыления
Провести визуальный контроль напылённых слоёв. На поверхности подложек не должно быть вздутий, отслоений, загрязнений, выплесков меди. Контролю подвергать 100% микроплат при увеличении не менее16х
Платы с напылёнными слоями передать на последующую операцию
4.8 Измерение удельного поверхностного сопротивления сплошных резистивных слоёв
Измерение проводится с помощью цифрового прибора измерения удельного поверхностного сопротивления полупроводниковых материалов ИУС-3 Дем 2.600.002, микроскопа стероскопического типа МБС-9 ТУЗ-3.1210-78. Используется также спирт этиловый ректификованный технический ГОСТ 18300-87; батист хлопчатобумажный ГОСТ 8474-80, силикагель технический ГОСТ 3956-76
Измерение удельного поверхностного сопротивления сплошных резистивных слоёв проводится следующим образом:
Протереть столик прибора, контактирующую головку, пинцет, напальчники батистом смоченным спиртом
Включить тумблер «сеть» и обеспечить прогрев прибора в течение 5 минут
Откинуть кожух на контактирующем устройстве прибора
Извлечь подложки из кассеты и поместить их на столик контактирующего устройства
Поставить рукоятку в положение «установ»
Совместить четыре отверстия прицела с местом измерения на подложке путём перемещения столика. Расстояние от зондов до края подложки должно быть не менее 5мм
Привести рукоятку в положение «измерение»
Найти диапазон измерения, на котором показания индикаторной лампы старшего разряда отличны от нуля и не гаснет индикаторная лампа младшего разряда. Производить с помощью переключения поддиапазонов
Записать установившееся показание прибора в рабочем журнале
Перевести рукоятку в положение «установ»
Замерить удельное поверхностное сопротивление в одной точке в центре на 100% подложек и в пяти точках (по углам и в центре) на одной подложке из партии. На обратной стороне подложки записать карандашом результаты измерений. Подложку следует считать забракованной при несоответствии удельного поверхностного сопротивления значению, указанному в КД
Примечание: замеры производить до термостабилизации и после термостабилизации плёнок
Поместить подложку на столик стереоскопического микроскопа. Контролю подвергать 100% микроплат при увеличении не менее 16х
Произвести контроль качества резистивного слоя. Слои, полученные вакуумным напылением, должны быть однородного цвета, без царапин, вздутий отслоений, пор, загрязнений и трещин
Допускаются: разнотонность напыленных слоёв, линии, обусловленные следами обработки подложек, не являющиеся царапинами напыленных слоёв, исчезающие при изменении направления освещённости
Рассортировать измеренные подложки по удельному сопротивлению, установить в кассету и поместить в эксикатор
Выключить прибор
16. Передать подложки на следующую операцию, заполнить технологический паспорт.
Выводы
Ознакомились со структурой предприятия и тематикой разработок. Рассмотрели особенности организации разработок изделий и технологической подготовки предприятия.
Ознакомились с нормативно-технической документацией: «Типовые технологические процессы микросборки плат тонкоплёночных» ОСТЧ ГО. 054.238, «Технология сборок микросборок общие требования» ОСТ 107.460091.004-88, «Техническое описание и инструкция по эксплуатации установки УВН-75П-1».
Ознакомились с работой отдела микроэлектроники: определить основные направления деятельности подразделения, ознакомиться с технической и научной базой отдела.
Произвели литературный обзор на тему «Тонкоплёночная технология изготовления ИС».
Произвели детальное изучение установки вакуумного напыления УВН-75П-1. Ознакомиться с возможностями и особенностями данной установки.
Изучили технологический маршрут напыления тонких плёнок на установке УВН-75П-1.
Произвели контроль тонкой резистивной плёнки на установке ИУС-3.
Список литературы
1. Минайчев В.Е. Нанесение пленок в вакууме. – М.: Высшая школа. 1989. – 156 с.
2. Степаненко И.П. Основы микроэлектроники. – М.: Лаборатория базовых знаний. 2004. – 488 с.
3. Вакуумная техника: Справочник / Е.С. Фролов и др. – М.: Машиностроении. 1992. – 62-65 с.
4. Розанов Л.И. Вакуумная техника. – М.: Высшая школа. 1990. – 239 с.
5. Курносов А.И., Юдин В.В. Технология производства полупроволниковых приборов. – М.: Высшая школа. 1974. – 400 с.
6. Метод термического испарения в вакууме [Электронный источник]. – http:// vak.htm
7. ОСТЧ ГО. 054.238 Типовые технологические процессы микросборки плат тонкоплёночных
8. ОСТ 107.460091.004-88 Технология сборок микросборок общие требования
9. Техническое описание и инструкция по эксплуатации установки УВН-75П-1
|