БЕЛОРУССКИЙ ГОСУДАРСТВЕНЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
кафедра ЭТТ
РЕФЕРАТ
на тему:
«удаление загрязнений с оптических и механических деталей. сборка зеркал и призм в оправах»
МИНСК, 2008
1. Промывка механических и чистка оптических деталей
Промывка механических деталей
Все механические детали в процессе изготовления на станках загрязняются охлаждающими эмульсиями и маслами, которые впитываются в поверхность деталей и удерживаются там длительное время. Кроме того, детали загрязняются при транспортировке и хранении, их на складах. Поэтому для качественного изготовления механизмов и обеспечения их работоспособности при эксплуатации прибора, а также с целью предохранения оптических деталей от загрязнения, в процессе сборки приборов предусматривается промывка механических деталей.
Процесс промывки заключается в удалении всевозможных загрязнений и обезжиривании всех поверхностей детали.
Промывку детали осуществляют чаще всего ручным способом. В качестве растворителя применяют авиационный бензин Б-70. Детали промывают в специальном помещении, обеспечивающем противопожарную безопасность. Бензин заливают в бачки или ванночки различной величины в зависимости от числа и размеров промываемых деталей. Детали помещают в ванночку и промывают волосяными щетками или ершиками. Для получения высокой чистоты каждую поверхность детали промывают несколько раз, меняя при этом загрязненный растворитель чистым; для предварительной промывки используется бензин, полученный после отстоя, или второго сорта; окончательная промывка выполняется чистым авиационным бензином.
После выполнения различных пригоночных работ поверхности механических деталей также подвергают промывке, предохраняя при этом поверхности, имеющие лакокрасочные покрытия, от смачивания бензином. Неразборные (радиальные, радиально-упорные, сферические) подшипники промывают в бензина в собранном виде, а после просушки их вновь смазывают; разборные (упорные) подшипники промывают в разобранном виде, а затем их вновь собирают и смазывают.
При крупносерийном и массовом производстве промывку механических деталей осуществляют при помощи ультразвуковых установок.
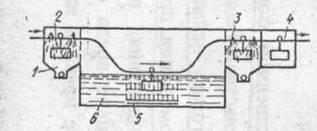
Рис. 1. Схема ультразвуковой установки для промывки деталей
Промывку с помощью ультразвука проводят в специальных ваннах (рис. 1). Ванна 6 заполняется растворами щелочей, кислот или органическими растворителями. В растворы щелочей на 1 л воды входят следующие компоненты в г; сода кальцинированная - 20; тринатринфосфат - 10, силикат натрия - 20, едкий натрий - 5-25 и др. В растворы кислот; на 1 л входят: серная кислота - 100 мл, соляная кислота - 50 мл, хлористый натрий - 60 г, азотная кислота - 100 мл, фтористый калий или кальций - 5-10 г и др.
Применяют как горючие, так и негорючие органические растворители.
К горючим растворителям относятся бензин сорта «Галоша» и других сортов, ацетон, спирт этиловый, бензол.
Из негорючих растворителей используют тетрахлорэтан, пентахлорэтан, трех-, четыреххлористый этилен, четыреххлористый углерод.
Указанные растворы и растворители хорошо отмывают загрязнения при воздействии на растворители и на детали ультразвуковых колебаний.
Установка непрерывного действия для промывки деталей ультразвуком обеспечивает предварительную проверку при помощи источника ультразвуковых колебаний 5, ополаскивание деталей горячей водой в камере 3 и сушку деталей сжатым воздухом в камере 4. Корзины с деталями из камеры в камеру последовательно перемещает конвейерное устройство в виде непрерывной цепи. При промывке деталей ультразвуком применяют установки с частотой колебаний от 10 до 40 кГц.
Длительность процесса промывки ультразвуком исчисляется несколькими секундами или минутами, в зависимости от степени загрязнения механических деталей. Промывка деталей ультразвуком является наиболее производительной.
Механические детали, прошедшие операцию промывки, сушат в струе чистого сжатого воздуха. Этим способом хорошо просушиваются детали, которые промывают летучими растворителями (бензином, смесью спирта и эфира и др.).
Детали, прошедшие промывку на ультразвуковых установках растворами щелочей, сушат в специальных сушильных шкафах с температурой нагрева до 50-80° С.
Промытые и высушенные детали укладывают в специальную тару (ящики с ячейками), предохраняющую детали от царапин и забоин во время их транспортирования к месту сборки.
Чистка оптических деталей и узлов
В результате отражения света от стенок корпусных деталей, оптических поверхностей, оправ и нерабочих поверхностей, а также рассеяния света недостаточно чистыми оптическими деталями в приборах возникает рассеяный свет.
Лучи рассеянного света, выходящие из прибора через выходной зрачок или падающие на плоскость изображения в пределах поля зрения, ухудшают его работу.
Оптические детали загрязняются в процессе их изготовления, транспортирования, хранения и сборки их с механическими деталями. К загрязнениям относят пыль, осыпавшиеся частицы отделочных материалов (лака, краски и оксидных пленок), мельчайшие металлические частицы (стружки), частицы смолы, крокуса, клея и т.н. Загрязнения в виде налетов, представляющих собой коррозию полированных поверхностей оптических деталей, портят поверхности деталей и могут привести их в полную негодность.
В результате гидролиза стекла при воздействии на него атмосферной влаги возникают капельно-жировые налеты, которые представляют собой мельчайшие капли концентрированных растворов щелочей. В зависимости от температуры окружающей среды и влажности воздуха этот налет может высыхать и вновь возникать.
При осаждении влаги и жира на поверхности деталей и последующем взаимодействии их с продуктами разрушения стекла образуется жировой налет в виде тончайшей пленки. Эта пленка способна поглощать (адсорбировать) влагу из воздуха и образовывать капельный жировой налет.
Биологический налет образуется в порах поверхности стекла в виде плесени. Этот налет возникает в приборах при наличии органических веществ (картона, пробки бумаги и других материалов). Продукты выделения плесени, имеющие кислую реакцию, разрушают стекло. В процессе сборки узлов проводят чистку оптических деталей, в результате которой с поверхностей оптических деталей удаляются следы жира, пыль, осыпки и прочих загрязнений.
Процесс чистки оптических деталей состоит из двух стадий: предварительной и окончательной.
Предварительную чистку оптических деталей осуществляют до установки их в оправы. Основная цель чистки на этой стадии - растворение и удаление жиров, остатков наклеечных смол, воскообразны, веществ и других загрязнений, образовавшихся на поверхности детали.
Технологический процесс предварительной чистки деталей ведут в следующей последовательности:
протирают детали обезжиренной салфеткой, смоченной органическим растворителем (например, этиловым спиртом-ректификатом);
протирают детали ватным тампоном, смоченным органическим растворителем (например, смесью 85-90 объемных частей петролейного эфира и 5-10 частей этилового спирта-ректификата);
удаляют с поверхности твердые нерастворимые частицы с помощью протирочных материалов (например, беличьей кистью).
Основной процесс чистки оптических деталей ведут при сборке оптических деталей в узлы . При этом удаляют с обезжиренных деталей пылинки, а также случайно попавшие жировые пятна. На этой стадии протирают полированные поверхности оптики ватным тампоном, смоченным растворителем, а затем снимают оставшуюся пыль обезжиренной беличьей кисточкой или струей воздуха из резиновой груши.
Чистка оптических деталей при сборке является ответственным процессом, влияющим на качество изготовления оптико-механических приборов, поэтому ее необходимо проводить после каждой сборочной операции, выполняемой над оптической деталью или оптическим узлом. В результате большинство оптических деталей подвергается неоднократной чистке.
В качестве растворителя применяют этиловый спирт-ректификат, обезвоженный до крепости не ниже 98,5% (по объему). Этиловый спирт хорошо растворяет смолы и воскообразные вещества. Поэтому его применяют в качестве первого растворителя на первой стадии чистки оптики.
В качестве второго растворителя служат петролейный эфир и его смеси с этиловым спиртом (смесь 85-90 объемных частей эфира и 15-10 объемных частей спирта). Эти органические растворители применяют для обезжиривания и чистки оптики, а также для обезжиривания поверхностей механических деталей, соприкасающихся с оптическими деталями, и для промывки инструмента сборщика-оптика.
Все перечисленные растворители очень летучи и легко воспламеняются, поэтому их нужно хранить в стеклянной посуде с хорошо притертыми стеклянными пробками. Для чистки оптических деталей выделяют отдельные помещения, изолированные от других участков сборочного цеха. В помещении должна быть приточно-вытяжная вентиляция с подачей профильтрованного воздуха. Окна помещения должны быть плотно закрыты и заклеены в любое время года, стены и потолок окрашены масляной краской, а пол и верстак покрыты линолеумом. Мебель должна иметь по возможности простую форму. Инструмент и приспособления следует держать в застекленных шкафчиках, окрашенных светлой масляной краской. Температура в помещении должна поддерживаться в пределах 18-25° С при относительной влажности не более 65%. Рабочее место для чистки оптических деталей оборудуют следующим набором приспособлений и инструмента, облегчающих и ускоряющих процесс чистки:
набором пинцетов для деталей различной формы и величины;
подставкой для инструмента;
приспособлением с замшей для наматывания ваты (со стеклянным колпачком);
баночкой для хранения обезжиренной ваты;
коробочкой для сбрасывания использованных ватных тампонов;
стеклянными флакончиками (капельницами) для органических растворителей; стеклянным колпаком для защиты от пыли оптических деталей и узлов;набором инструмента (палочки для чистки оптики, кисточка беличья для смахивания пыли и резиновая груша для ее сдувания); вращающимися волчками с оправками (цанговыми патронами) для зажима круглой оптики, лампой с экраном и лупой 4-10х
для рассматривания чистоты поверхности оптических деталей.
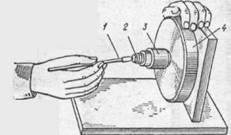
Рис.2. Вращающийся волчок
Вращающиеся волчки (рис.2.) применяют для ускорения процесса чистки поверхностей круглой оптики (линз, сеток, защитных стекол) и оптических узлов (окуляров, объективов и др.).
Маховик 4 вращается от руки сборщика. В результате вращения оптической детали 2, закрепленной в цанговой оправе 3, ускоряется процесс чистки поверхности, так как вместо хаотических движений руки достаточно провести кисточкой 1 или ватным тампоном в горизонтальном направлении от центра вращения детали к краю, и она становится чистой. Коническая резьба на наружной поверхности цанговой оправы и внутренней поверхности резьбового кольца позволяет плавно и с нужным усилием зажимать очищаемые детали и узлы. В некоторых случаях вместо волчка применяют электродвигатель. Процесс чистки совмещают со сборкой узлов и приборов. Например, при сборке окуляров, объективов и других узлов, после выполнения переходов подрезки оправ, центрирования и завальцовки линз проводят промывку механических и чистку оптических деталей.
Призмы и зеркала в процессе чистки устанавливают нерабочими поверхностями на обезжиренные салфетки и придерживают пинцетами. Склеенные оптические детали (линзы, призмы) чистят аккуратно, не допуская попадания растворителя па места склейки. Особую аккуратность нужно соблюдать при чистке сеток, шкал и зеркал. Штрихи сеток и шкал наносят фотографическим способом или механическим нарезанием алмазом, а также гравированием на грунте с последующим травлением.
Штрихи, полученные фотопутем, стираются растворителями, поэтому шкалы и сетки с такими штрихами чистят обезжиренными сухими кисточками. Штрихи, выполненные механическим способом, заполняют специальной краской, в состав которой входят олифа, жидкое стекло, кедровое или лавандовое масла, сажа или цинковые белила. Такие сетки и шкалы можно чистить ватным тампоном, слегка смоченным растворителем, проводя им по поверхности детали с незначительным нажимом.
Протирочные материалы - гигроскопическую вату и салфетки обезжиривают путем кипячения их в 1%-ном растворе щелочи или соды в воде в течение 2 ч.
Зеркала с наружным зеркальным покрытием (алюминированием) чистят, обмахивая их мягкой сухой кисточкой (барсучьей или беличьей).
После чистки оптических деталей и узлов контролируют качество чистки их поверхностей при помощи лампы с матовым экраном и увеличительной лупы. (рис.3.)
Контроль осуществляют визуально в проходящем или отраженном свете. При этом проверяемую деталь 3, устанавливают между экраном 1, освещенным лампой 2, и лупой 4, расположенной перед глазом 5 контролера (рис. 4).
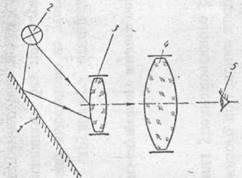
Рис. 3. Схема контроля чистоты поверхности оптических деталей
При сборке узлов с оптикой следят за тем, чтобы не загрязнить оптические детали пальцами рук и инструментом. Губки пинцетов и другие металлические инструменты должны быть обклеены замшей или резиновыми пластинками, а затем обезжирены.
2. Сборка зеркал и призм в оправах
Общие сведения
Узлы крепления зеркал и призм конструктивно более разнообразны, чем сборки круглой оптики. Ввиду конструктивной простоты зеркал по отношению к призмам, зачастую имеющих сложную конструкцию, сборочные узлы зеркал проще, чем аналогичные узлы, призм.
При рассмотрении технологии сборки и юстировки зеркал и призм целесообразно выделить две основные группы сборочных операций: сборку неподвижных зеркал и призм и сборку этих деталей, совершающих при работе прибора качание и вращение вокруг соответствующих осей.
Сборка неподвижных зеркал и призм
При сборке неподвижных зеркал и призм необходимо обеспечить: 1) угол  излома визирной оси (рис. 1 и 2); 2) отсутствие натяжении в больших призмах и пирамидальностисти в них; 3) заданные размеры свободных отверстий деталей; излома визирной оси (рис. 1 и 2); 2) отсутствие натяжении в больших призмах и пирамидальностисти в них; 3) заданные размеры свободных отверстий деталей;
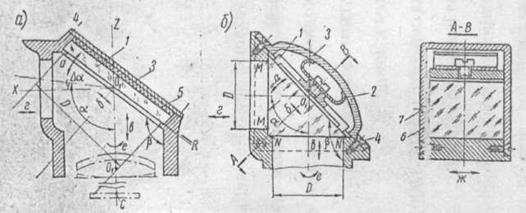
Рис.4.
4) симметричность свободных отверстий деталей относительно оси системы; 5) наклон изображения в пределах допуска; 6) при установке деталей между объективом и сеткой центрировку системы в допуске; 7) разрешающую силу (при сборке призм).
Наиболее просто собираются неподвижные зеркала и призмы наблюдательных труб (рис. 5 а и б), установленные перед объективом в параллельных пучках лучей.
Зеркала кладутся на опорные плоскости R корпуса и прижимаются к ним крышкой 3 - посредством четырех или трех винтов4 либо плоской пружиной А (рис 6, б).
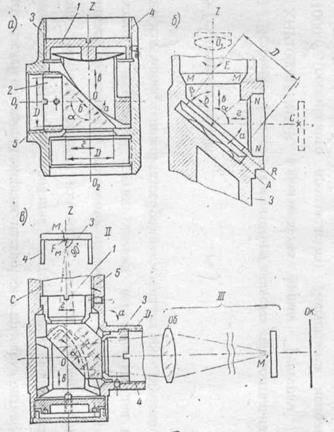
Рис.5.
Иногда между зеркалом и крышкой помещают картонную или пресс-шпановую прокладку 5 (рис 4, а). Аналогично собираются призмы, например при помощи прижимной планки 1, пружины 2 и крышки 3 (рис 4, б).
Перёмещение зеркал по стрелкам в, б, г для узлов, представленных на рис. 4, не вызывает какой-либо деюстировки прибора. Поворот зеркала по стрелке а вызывает постоянную ошибку  угла , которая для наблюдательных труб не имеет значения, а для прицельных может быть учтена при установке нуля шкалы углов, прицеливания при пристрелке оружия. В-этом же случае перемещения деталей могут привести к срезанию наклонных пучков лучей. угла , которая для наблюдательных труб не имеет значения, а для прицельных может быть учтена при установке нуля шкалы углов, прицеливания при пристрелке оружия. В-этом же случае перемещения деталей могут привести к срезанию наклонных пучков лучей.
Поворот зеркала вокруг оси Z вызывает наклон изображения. Все юстировочные повороты и смещения зеркала могут быть осуществлены только припиловкой опорных поверхностей оправы или установкой прокладок (например, 6, рис. 4, разрез АВ) между этими поверхностями и оптическими деталями. Это нежелательно, так как в условиях эксплуатации прибора, например при тряске, прокладка может сместиться, а прибор разъюстироваться.
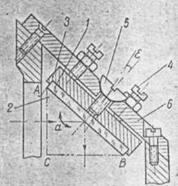
Рис.6.
При установке деталей после объектива (рис. 5) поворот деталей по стрелке а и смещения по стрелкам в и г приводят к децентрировке системы и параллаксу. Поворот деталей относительно оси Z (по стрелке е) приводит к наклону изображения.
На рис. 5 а, б, в показаны соответственно узлы крепления простой - прямоугольной призмы, плоского зеркала и прямоугольной крышеобразной призмы. Узлы позволяют центрировать призмы путем изменения положений втулок 1 и 2 в корпусе 3 в направлении стрелок в и г (рис. 5, а). Поворот вокруг оси Z может быть осуществлен только при помощи введения прокладок между деталью и корпусом и обычно в данных узлах не производится.
Юстировку наклона изображения в приборах с большим числом зеркал или призм, используемых в лабораторных условиях, удобно производить зеркалом 1 или призмой 2 (рис. 6), которые могут менять наклон отражающей грани. Это достигается поворотом оправы 3 призмы при помощи трех винтов 4, наклоняющих винт 5 с шаровой головкой па нужный угол е относительно неподвижной крышки б корпуса призмы. Величина наклона ограничивается величиной зазора между винтом 5 и отверстием в крышке 6.
Центрировка зеркала или призмы в оправе может быть осуществлена различными методами. Простейший способ центрировки выполняется при помощи двух трубок I и II(рис. 7, a) без объективов и окуляров, ввинчиваемых в базовые резьбы 5 и 4 корпусов 3 и 5 призмы (рис. 5, а и в). Трубки имеют сетки А, В и С, находящиеся на конечных расстояниях от юстируемой призмы (или зеркала). Сетка 1 имеет черный кружок; па сетке 2 нанесено черное кольцо; сетка 3 имеет, также черное кольцо диаметром, промежуточным между диаметром чёрного кружка и кольцом сетки 2.
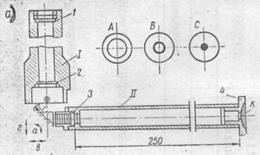 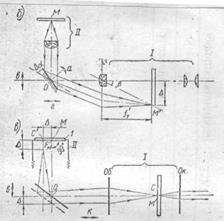
Рис.7.
Центры колец сеток и черного кружка должны быть точно центрированы. На расстоянии 250 мм наилучшего зрения от сетки 3 в трубке II имеется диафрагма К, в плоскости которой помещается зрачок глаза наблюдателя. Если призма (пли зеркало) установлена правильно, то при наблюдении в трубку II кружок сетки С и кольца сеток А и В будут концентричны друг другу. При смещении детали по стрелкам в и г и наклоне по стрелке а концентричность колец нарушается.
Описанный метод центрировки не очень точен и не позволяет оценивать количественно величину децентрировки детали. Оптические приспособления позволяют избежать указанных недостатков.
Удобно комбинированное оптическое устройство, позволяющее определять и наклон и параллельное смещение зеркала или призмы (рис. 8). Вместо сетки 1 трубки II (рис. 7, в) в трубке I (рис. 8, а) устанавливается зеркало 2 с маркой Е в центре Микроскоп I (рис. 7,в) заменяется автоколлимационной трубкой II с объективной насадкой М, имеющей круглое отверстие (рис. 8, а). При освещении сетки трубки II в торец лучи выйдут из объектива параллельными пучками и, пройдя отверстие в насадке отразятся от юстируемого зеркала А В и зеркала 2 (рис. 8, а).
При правильной установке зеркала (положение АВ) отраженные лучи (две стрелки) соберутся в фокусе окуляра трубки и марка С сетки совместится с ее автоколлимационным изображением  . .
При наклоне зеркала (положение А'В') на угол лучи (три стрелки) будут направлены на зеркало 2 не под углом  и, отразившись от него, дадут в плоскости сетки 3
трубки автоколлимационное изображение С", смещенное относительно марки С на величину Д. При юстировке призмы автоколлимационное изображение С’ марки С можно получить и непосредственно от ее передней грани без использования зеркала 2. Однако яркость блика бывает обычно недостаточна. и, отразившись от него, дадут в плоскости сетки 3
трубки автоколлимационное изображение С", смещенное относительно марки С на величину Д. При юстировке призмы автоколлимационное изображение С’ марки С можно получить и непосредственно от ее передней грани без использования зеркала 2. Однако яркость блика бывает обычно недостаточна.
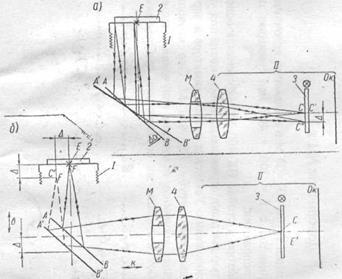
Рис. 8.
При параллельном смещении зеркала (положение А'В' па рис. 8,б) параллельные лучи, идущие через отверстие в насадке М, не дадут смещения изображения С’ относительно марки С, но лучи, проходящие насадку М, выйдут из нес сходящимся пучком, повторяя схему рис. 7, в. Передний фокус F насадки М должен быть совмещен с маркой Е сетки 2. При правильном положении зеркала (положение АВ) лучи после отражения от зеркала дадут изображение Е' марки Е в центре С.
Сборка вращающихся призм
К вращающимся призмам относятся призмы, которые при работе, прибора могут поворачиваться относительно вертикальной оси на 360°, обеспечивая круговой обзор местности при неподвижном положении глаза наблюдателя. Принципиально круговой обзор может быть осуществлен вращением только одной прямоугольной призмы. Однако поворот се относительно оси вращения (ось Z) вызывает наклон изображения, для устранения которого в оптическую систему прибора вводят дополнительную призму.
Выравнивание изображения осуществляется двумя призмами - Дове (рис. 6) и Пехана. Как известно, призма, Дове разворачивается в плоскопараллельную пластинку, наклонную оси системы. При установке призмы за объективом в непараллельных лучах призма вносит аберрации, не симметричные оси системы и которые невозможно компенсировать аберрациями линз симметричными оси. Поэтому призма Дове ставится всегда в параллельном ходе лучей либо перед объективом, либо между линзами оборачивающей системы с параллельным ходом между ними.
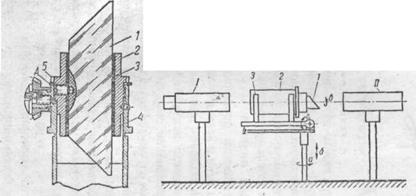
Рис.7. Рис.10.
При юстировке призмы Дове, необходимо, чтобы отражающая грань призмы была параллельна оси ее вращения, а последняя совпадала бы с визирной осью системы. Эти условия выполняются при юстировке призмы в оправе при помощи прокладок 3 (рис. 9), а иногда винтов. Юстировка производится при помощи коллиматора II и зрительной трубы I, оси которых должны быть или совмещены, или параллельны (рис. 10). В этом случае изображение перекрестии сетки коллиматора будет совпадать с центром сетки зрительной трубы. Юстируемая призма I в цилиндрической оправе 2 устанавливается в призмах 3 столика юстировочной установки, который может вращаться (по стрелке а), подниматься или опускаться (по стрелке б) и наклоняться (по стрелке г).
При юстировке призму устанавливают так, чтобы отражающая грань была внизу или вверху. Так как при произвольном положении столика ось призмы не будет совпадать с осями коллиматора и зрительной трубы, то изображение сетки коллиматора сместится относительно центра сетки зрительной трубы. Движениями столика добиваются совмещения этих крестов. Поворачивают призму в оправе на 180° (по стрелке б), причем изображение нитей сетки коллиматора повернется па 360°.
Юстировка призмы выполняется методом половинных поправок. Половина величины смещения перекрестия устраняется движениями столика, а другая половина - наклонами призмы при помощи прокладок 3.
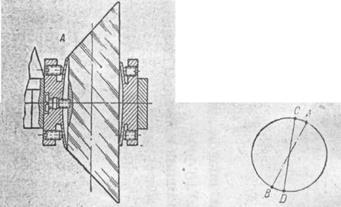
Рис.11. Рис. 12.
Существуют конструкции, позволяющие наклонять призму при помощи винтов. На рис. 11 показана одна из аналогичных конструкций, в которой наклоны призмы достигаются винтами, сжимающими стенку А оправы призмы. Такое крепление призмы находит применение в спектральных приборах (стилоскоп).
Данная конструкция позволяет легко и точно юстировать призму; однако при эксплуатации прибора в условиях сильной тряски и ударов юстировка призмы может нарушаться. Поэтому в приборах, работающих в указанных условиях, юстировка винтами не применяется и положение призмы определяется точными размерами посадочного отверстия в оправе призмы и незначительными наклонами призмы в оправе за счет толщины прокладок 3.
Если, при юстировке призмы Дове центры сеток коллиматора и зрительной трубы совмещены и горизонтальный (или вертикальный) штрих сетки совмещен с соответствующим штрихом сетки коллиматора, а перпендикулярный к нему штрих (например, АВ на рис. 12) сетки коллиматора наклонен относительно соответствующего штриха CD сетки трубки, то это означает, что призма обладает пирамидальностыо, которую исправить юстировкой невозможно. В этом случае необходимо призму Дове заменить.
После юстировки призма должна контролироваться на разрешающую силу, которая могла бы ухудшиться вследствие сильного сжатия призмы винтами, а также на натяжения, возникающие по той же причине.
Литература
1. Малов А.Н., Законников Обработка деталей оптических приборов. Машиностроение, 2006. - 304 с.
2. Бардин А.Н. Сборник и юстировка оптических приборов. Высшая школа, 2005. - 325с.
3. Кривовяз Л.М., Пуряев Д.Т., Знаменская М.А. Практика оптической измерительной лаборатории. Машиностроение, 2004. - 333 с.
4. Справочник технолога-оптика под редакцией М.А. Окатова, Политехника Санкт-Петербург, 2004. - 679 с.
|