Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Комсомольский-на-Амуре» государственный технический университет»
Факультет ИКП МТО
Кафедра МиТЛП
Курсовой проект
по теплотехнике
Проект толкательной печи для нагрева заготовок под прокатку (125х125х12000мм) из низколегированной стали производительностью 80 т/ч
Задание
Введение
1. Литературный и патентный обзор по теме работы
2. Расчет полного горения топлива
3. Расчет нагрева металла в печи
4. Расчёт основных размеров печи
5. Расчет рабочего пространства печи
6. Тепловой баланс
7. Выбор горелок
8. Определение высоты кирпичной трубы
9. Расчёт сечения борова
10. Выбор типа и размеров футеровки
11. Расчёт узла печи
Список использованной литературы
Примечания
1. Во время практики провести анализ тепловой работы печи, подобрать чертежи элементов конструкции печи;
2. Определить расход энергии, топлива на технологический процесс.
3. Определить расход воды на охлаждение отдельных элементов печи.
4. Определить энергетические и технологические параметры основных и вспомогательных механизмов печи.
5. Выполнить технологический, тепловой и конструкторский расчеты.
6. Приступить к оформлению графической части курсовой работы.
Введение
Назначение печи состоит в передаче тепла технологическим материалам. Совокупность процессов теплообмена, происходящих в рабочем пространстве печи обычно при помощи движущейся печной среды, называют тепловой работой печи. Ее подразделяют на полезную, которая представляет собой передачу тепла технологическим материалам, и потерянную, включающую все иные виды потребления тепла.
В нагревательных печах металл или другие материалы нагревают с целью:
1.Изменения механических свойств металла(главным образом пластичности) перед обработкой давлением: прокаткой, ковкой, штамповкой, волочением;
2.Изменения структуры металла;
3.Обжига материалов(известняка, доломита, магнезита, руды, огнеупорных материалов);
4.Удаления влаги из материалов(сушка литейных материалов и форм, руды, угля);
В таких печах основной продукт нагрева не меняет своего агрегатного состояния, хотя в процессе нагрева могут существенно измениться его свойства.
Нагревательные печи подразделяют на печи для термообработки отливок и печи для сушки форм, стержней, песка и глины. По конструкции нагревательные печи подразделяются на камерные и методические.
В камерных печах нагреваемый материал неподвижен, поэтому конструкция их должна обеспечить одинаковое условие передачи тепла во всех точках пространства.
В методических печах нагреваемый материал движется навстречу нагревающим его газам, или в одном направлении с ними, или при комбинации прямотока и противотока, а также при поперечном по отношению к направлению движения материалов вводе газов. В методических печах не требуется создавать одинаковых условий нагрева во всем рабочем пространстве. Необходим только одинаковый нагрев материала в поперечных сечениях печного канала, перпендикулярных направлению движения материалов. Рассматриваемая методическая печь с теплотехнической точки зрения относится к конвективной, т.е. нагрев металла или других материалов производится конвекцией.
К числу основных требований, предъявляемых к печам, относят:
1.Полное удовлетворение требований технологии;
2.Высокую производительность печи при минимальном расходе тепла и минимальных потерях металла (материала) при нагреве;
3.Минимальный расход материалов и времени для постройки и ремонта при минимальных капитальных затратах;
4.Возможность автоматизации работы печей;
5.Благоприятные условия труда.
Теплотехнические расчеты выполняются с целью конструирования новой печи или выяснения изменений, которые произойдут в тепловой работе существующей печи при переходе к другим условиям эксплуатации. Все теплотехнические расчеты основаны на теории теплопроводности и закономерностях внешнего теплообмена, учитывающих процессы тепловыделения и движения печной среды. На внешний теплообмен в основном влияет конструкция печи, поскольку ею полностью или частично определяются: источник и способ передачи тепла; интенсивность тепловыделения и распределение тепла; соответствующие изменения во времени и пространстве температуры печной среды и обрабатываемых материалов; характер движения печной среды, включая распределение давления.
1. Литературный и патентный обзор
Проходные печи с роликовым подом
Существующие печи по технологическому назначению делятся на:
1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах.
В прокатных цехах для нагрева металла перед прокаткой и для его термической обработки используют практически все типы печей как периодического, так и непрерывного действия. Наиболее высокой производительностью обладают печи непрерывного действия: 1) конвейерные; 2) с шагающим подом; 3) с роликовым подом.
Печи с роликовым подом получили наибольшее распространение, так как, обладают рядом преимуществ перед другими видами печей:
1) практически неограниченная длина печи, позволяющая проектировать печи большой производительности;
2) высокая удельная производительность в результате двухстороннего нагрева металла;
3) минимальный угар металла;
4) высокая степень механизации транспортировки обрабатываемого металла;
5) возможность автоматизации процесса;
6) простота обслуживания.
Особенно эффективными проходные печи оказались в условиях прокатного производства, где роликовый под является продолжением рольгангов и где необходима высокая производительность, достигающая 240 т/ч.Для исключения окалинообразования при нагреве применяют печи с защитной атмосферой, состоящей из смеси инертного газа и водорода. Нагрев металла в печах происходит излучением от радиационных труб, работающих на газе, или от электрических нагревателей. Для герметизации рабочего пространства эти печи имеют дополнительные шлюзовые камеры со стороны загрузки и выгрузки, а также специальные уплотнения роликовых окон, которые служат для выхода цапф роликов через кладку. Печные роликовые рольганги для нагрева перед прокаткой используют для нагрева как мелких заготовок, так и крупных слябов весом до 60 т. Конструкция роликов обеспечивает непрерывную работу печи при больших нагрузках и высоких температурах.
Высокая степень механизации транспортировки нагреваемого металла позволяет создавать непрерывные агрегаты, в которые входят машины непрерывного литья заготовок (МНЛЗ), подогревательная печь с роликовым подом и прокатный стан. Такой технологический цикл позволяет существенно снизить энергозатраты на нагрев за счет использования горячей заготовки, полученной после МНЛЗ. Отапливаются печи, как правило, природным газом, состав газа и его калорийность существенно влияют на работу агрегатов печи и качество поверхности нагреваемых в ней изделий.
Эффективность работы всей печи зависит от надежности печного рольганга, который является основной и наиболее дорогостоящей частью печи. В связи с этим рассмотрим более подробно конструкцию и режимы работы печных рольгангов Печной рольганг состоит из роликов, их подшипниковых опор, привода вращения и системы охлаждения. В настоящее время в печах с роликовым подом нашли применение следующие конструкции роликов:
1) с охлаждаемыми цапфами; 2) с водоохлаждаемым залом; 3) с водоохлаждаемой бочкой. Ролики с водоохлаждаемыми цапфами применяют в печах с температурой рабочего пространства до 1050 °С. Простота конструкции и низкие потери тепла у таких роликов обусловили их широкое распространение в промышленности.
Ролики рольганга с водоохлаждаемым валом применяют основном при температуре в печи 1050-1250 °С. Нагрузка от веса нагреваемых изделий, лежащих на бочке, передается на несущий водоохлаждаемый вал через опорные втулки. Полость между бочкой ролика и водоохлаждаемым валом заполняют термоизоляцией. Одну из опорных втулок выполняют подвижной относительно вала. Если термоизоляция засыпная, то во время эксплуатации через зазор между втулкой и валом она высыпается и потери тепла через ролик увеличиваются.
Применение различных уплотнений не дает положительного эффекта. В последнее время все более широкое применение в качестве термоизоляции получают волокнистые материалы.
Ролики рольганга с водоохлаждаемой бочкой применяют при температуре атмосферы в печи свыше 1250 °С. Охлаждающую воду подают в кольцевой зазор между бочкой и центральной трубой. Ролик изготавливают целиком из углеродистой стали, теплопроводность которой выше, чем у жаропрочной стали. Потери тепла через такой ролик чрезвычайно велики, что является его основным недостатком и причиной достаточно редкого применения на практике. Наиболее распространенными являются первые два типа роликов. В качестве материалов для бочек таких роликов используют жаропрочные стали аустенитного класса или сплав. Содержание углерода в этих сталях колеблется в пределах 0,15—0,4%. Цапфы изготовляют литыми или коваными из теплостойких сталей.
Ролики рольгангов нельзя останавливать более, чем на 3— 5 мин при рабочей температуре, так как при этом может произойти необратимая деформация их бочек — прогиб. Поэтому рольганги работают в одном из трех режимов: 1) непрерывном (или на проход); 2) реверсивном (или покачивания); 3) периодическом с кратковременными остановками. При работе рольганга в непрерывном режиме все ролики печи вращаются в одном направлении с постоянной скоростью. В режиме покачивания (или реверсивном) ролики поворачивают на 1,5; 2,5 оборота или другой угол в одну сторону, а затем после остановки в обратную сторону на такой же угол. При периодическом режиме работы ролики периодически поворачивают на 0,25 оборота в направлении движения садки с остановками в течение 1-120 с. в зависимости от режима работы рольгангов, шага роликов, размеров обрабатываемых изделий и других факторов применяют различные схемы приводов.
2. Расчёт полного горения топлива
Топливо: Газ месторождение Северо-Сахалинское
Состав и теплота сгорания

Низшая теплота сгорания:
 Qр
н
=358 .
90,40+638 .
1,90+913 .
1,1+1187 .
0,60+127,7 .
0,20=35430(кДж/м3
).
Qр
н
=358 .
90,40+638 .
1,90+913 .
1,1+1187 .
0,60+127,7 .
0,20=35430(кДж/м3
).
Теоретический расход кислорода, необходимого для сжигания единицы топлива:
VO2
=0,01(2CH4
+3,5C2
H6
+5C3
H8
+6,5C4
H10
).
VO2
=0,01(02 .
90,40+3,5 .
1,90+5 .
1,10+6,5 .
0,60)=1,969(м3
/ м3
).
Действительный объём сухого воздуха, необходимого для сжигания единицы топлива:
La
=(1+k) a VO2
,
Где k - доля кислорода в воздухе; k = N2
/O2
; k = 79/21=3,762%;
a - коэффициент избытка или расхода воздуха(1,1).
La
=(1+3,762) .
1,10 .
1,969=10,119(м3
/ м3
).
3.5.Массовое количество воздуха:
Lм
=1,293 La
; Lм
Lм
=1,293 .
10,119=13,084(м3
/м3
).
Качественный состав продуктов сгорания:
VCO2
=0,01(CO+CO2
+CH4
+2C2
H4
+2C2
H6
+3C3
H8
+4C4
H10
);
VCO2
=0,01(4,70+90,40+2 .
1,90+3 .
1,10+4 .
0,60+12 .
0,20)=1,046(м3
/кг);
VO2
=(a-1)VO2
;
VO2
=(1,10 -1) .
1,969=0,197(м3
/кг);
VN2
=0,008Np
+akVO2
;
VN2
=0,008 .
1,1+1,10 .
3,762 .
1,969=7,962(м3
/кг);
VH2O
=0,01(H2
O+H2
+H2
S+2CH4
+2C2
H4
+3C2
H6
+4C3
H6
+5C4
H10
)+0,775 La
d;
VH2O
=0,01(2 .
90,40+3 .
1,90+4∙1,1+5 .
0,60)+0,775 .
10,119 .
0,01=2,017(м3
/кг);
Vд
= VCO2
+VH2O
+VSO2
+VN2
+VO2
+VCO
;
Vд
=1,046+0,197+7,962+2,017=11,222(м3
/кг).
Состав влажных продуктов сгорания:
СО2
= VCO2
/Vд
.
100%; СО2
=1,046/11,222.
100=9,321%;
O2
=VО2
/Vд
.
100%; O2
=0,197/11,222.
100=1,755%;
N2
=VN2
/Vд
.
100%; N2
=7,962/11,222.
100=70,95%;
H2
O=VH2O
/Vд
.
100%; H2
O=2,017/11,222.
100=17,974%;
При сложении получим 100%.
Состав сухих продуктов сгорания:
СО2
=VCO2
/ (Vд
-VH2O
).
100%; СО2
=1,046/(11,222-2,017).
100=11,363%;
N2
=VN2
/(Vд
-VH2O
).
100%; N2
=7,962/(11,222-2,017).
100=86,496%;
O2
=VО2
/(Vд
-VH2O
) .
100%; O2
=0,197/(11,222-2,017).
100=2,14%;
При сложении получим 100%.
Плотность продуктов сгорания:
rд
=(0,44СО2
+0,28N2
+0,32O2
)/22,4;
rд
=(0,44.
9,321+0,18.
17,974+0,28.
70,95+0,32.
1,755)/22,4=1,239кг/м3
.
Определить теплоемкость продуктов сгорания Сv
кДж/(м3
×К);
СV
= 0,01 (CСO2
×CO2
+CCO
×CO+CH2O
×H2
O+CSO2
×SO2
+CN2
×N2
+CO2
×O2
),
СV
=0,01(2,2886.
9,321+1,7675.
17,974+1,4065∙70,95+1,5065.
1,755)=1,55(м3
/кг);
Физическое тепло, вносимое подогретым топливом и воздухом, из расчета на единицу топлива:
Qф
= Cт
tт
+Cв
tв
,
Qф
=157,09∙20+1,3181∙300=3537 кДж;
Cm
= CСН4
CH4
+ CС2Н6
C2
H6
+ CС3Н8
C3
H8
+ CС4Н10
C4
H10
+ CС2О
C2
О+C N2
N 2
;
Сm
=90,4∙1,566+1,9∙2,26+1,1∙3,142+0,6∙4,244+4,7∙0,8688+1,1∙1,04=157,09 кДж/(м3
×К);
При подогретом воздухе и топливе калориметрическую температуру определяют по выражению:
tк
= (Qр
н
+ Qф
)/(Vд
Сv
),
tк
= (35434+3537)/(11,222∙1,555)=2233 О
С;
Энтальпия продуктов сгорания равна:
iп
=( Qр
н
+ Qф
)/Vд
;
iп
=(35434+3537)/11,222=3473 кДж/м3
;
Определяем энтальпию iп
;
Задаются приближенно температуру продуктов горения t и определяют соответствующую ей энтальпию iп
;
Примем t1
=2373К(2100 О
С);
iп
//
(1)
= СV
∙t1
; iп
//
(1)
= 1,555∙2100=3473кДж/м3
;
Определяем iп(2)
:
Примем t2
=2573К(2300 О
С);
iп
//
(2)
= СV
∙t2
; iп
//
(2)
= 1,555∙2300=3576кДж/м3
iп(1)
< iп
< iп(2)
3265 < 3473 < 3576
Определяем калориметрическую температуру:
tк
=t2
-( iп(2)
- iп
)(t2
-t1
)/( iп(2)
- iп(1)
).
tк
=2300 - (3576 – 3473)(2300-2100)/(3576 – 32655)=2234 О
С;
Действительную температуру в топке или печи определяют с учетом потерь на диссоциацию и теплопередачу в окружающую среду
tд
= h1
tк
;
h1
– опытный пирометрический коэффициент, зависящий от конструкции топливосжигающих устройств или печи (0,72);
tд
=0,72.
2233=1608 О
С.
4.Расчет нагрева металла в печи
Т.к. осуществляется двухрядное расположение заготовок,
следовательно ширина печи будет равна:
 .
.
Здесь 0,25 - зазор между заготовками и стенками печи, a =0.03м - зазор между заготовками и b - ширина заготовки. Высоту рабочего пространства по практическим данным принимаем: в сварочной зоне hсв
=3,1м, в методической hмет
=2,06м, в томильной hт
= 2,75 м.
Находим степень развития кладки (на1м длинны печи):
W=Fкл
/Fм
=(2h+B)/l;
В сварочной зоне: Wсв
=Fкл
/Fм
=(2h+B)/l; Wсв
= (2∙2,06+5,57)/12=0,81.
В томильной зоне: WТ
=Fкл
/Fм
=(2h+B)/l; WТ
=(2∙2,75+5,57)/12=0,92.
Определяем эффективную толщину газового слоя :
В методической зоне  ; ;
В сварочной зоне  . .
В томильной зоне 
Расчёт времени нагрева металла в методической зоне
Парциальное давление излучающих газов:


Степень черноты газа в начале методической зоне определяем
из номограмм. Температура газов в начале методической зоне принимаем 1000 о
С
Степень черноты газов в начале методической зоны :
εСО2
= 0,145; εН2О
= 0,251; β = 1,07;
тогда
εг
= 0,13 + 1,08 .
0,2 = 0,346.
В конце методической зоны Т = 1250 о
С
εСО2
= 0,115; εН2О
= 0,21; β = 1,07;
тогда
εг
= 0,11 + 1,08 .
0,14 = 0,261.
Степень развития кладки:
в сварочной зоне 
в методической зоне 
Определяем приведенный коэффициент излучения в вначале методической зоны:
 = =  . .
 
В конце методической зоны :
 = =
Средний по длине методической зоны коэффициент теплоотдачи излучением находим по формуле:
 = = = =

Принимаем среднюю температуру металла в методической зоне равной: 
Определяем температурный критерий θпов и критерий Био:
 = = 
Для низколегированной стали при средней по массе температуре металла:  по справочнику находим λ =38,1Вт/(м*К) и α =3,4*10-2 м2/ч по справочнику находим λ =38,1Вт/(м*К) и α =3,4*10-2 м2/ч
По найденным значениям Bi и θ по монограмме находим критерий Фурье для поверхности пластины,Fo=2.1
Время нагрева металла в методической зоне: 
Находим температуру центра металла в конце методической зоны. Согласно номограмме для центра пластины при Fo=2.1 и Bi=0,21 температурный критерий θцент=0,6
Температура центра блюма:
 = = 
Расчёт времени нагрева в сварочной зоне.
Найдём степень черноты газов εгсв при tг=1250 оС:


По номограммам находим степень черноты газов в сварочной
зоне (tг=1250 оС):
εСО2
= 0,122; εН2О
= 0,21; β = 1,07;
тогда
εг
= 0,122 + 1,07 .
0,21 = 0,347.
Так как при средней температуре металла
t = (450+450+1200+1000)/4=775 оC
теплоёмкость низколегированной стали λ= 26,8 Вт/(м*К), а коэффициент температуропроводности α=2,1*10-2 м2/ч, тогда:

Теперь по номограмме находим критерий Фурье, Fo=4.5
Время нагрева в сварочной зоне :

Определяем температуру в центре металла в конце сварочной зоны. По номограмме при значениях Bi=0.69 и Fo=4.2 находим θцент=0,08
Тогда: 
Определение времени томления металла
Допустимый перепад температур в конце нагрева Δt кон =15 оC
Степень выравнивания температур δвыр=Δtкон/Δtнач= 15/14= 1,1
При коэффициенте несимметричности, равном μ=0,55, критерий Fo для томильной зоны согласно номограмме равен Fo =0.4
При средней температуре металла в томильной зоне:

λ= 26,8 Вт/(м*К), а коэффициент температуропроводности α=2,1*10-2 м2/ч. Время томления: 
Полное время пребывания металла в печи равно:  ч ч
5. Расчёт основных размеров печи
Для обеспечения производительности 80 т/ч в печи должно одновременно находится следующие количество металла: 
Масса одной заготовки :
g =bδlρ=0.125*0.125*12*7800=1.463 т.
Число заготовок одновременно находящихся в печи:  шт шт
При двухрядном расположении заготовок общая длинна печи:
L = 3*l* n+2*0.25 = 36,5 м.
ширина В =5.57 м, площадь пода F = B L =5.57*36.5=203.3 м2
Высоты отдельных зон печи оставляем теми же, что и были приняты при ориентировочном расчёте.
Длину печи разбиваем на зоны пропорционально времени нагрева:
Длина методической зоны: 
Длинна сварочной зоны:  м м
Длинна томильной зоны: 
Напряжение пода печи:  
6.Расчет рабочего пространства печи
Ширина печи будет равна:  . .
Высота печи:
Томильной зоны – 2,75м;
методической зоны – 2,06м;
сварочной зоны – 3,1м.
Длина печи:
методическая зона – 12м;
сварочная зона – 26 м;
томильная зона – 12м.

Количество заготовок, одновременно находящихся в печи:

Свод печи выполняем подвесного типа из каолина толщиной 300 мм. Стены печи
Имеют толщину 460 мм, причём слой шамота составляет 345 мм и слой тепловой изоляции ( диатомитовы кирпич) 115мм.
Под томильной зоны выполняем трёхслойным: тальковый кирпич 230 мм, шамот 230 мм, и тепловая изоляция (диатомитовый кирпич) 115мм.
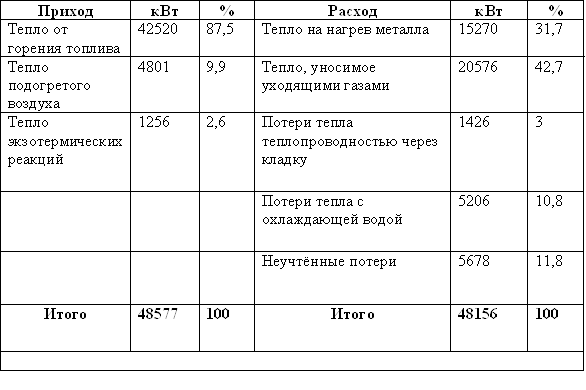
7. Тепловой баланс
Приход тепла:
1. Химическое тепло (тепло от горения топлива):
 .
.
2. Тепло, вносимое подогретым воздухом (физическое тепло):

3. Тепло экзотермических реакций (принимаем, что угар металла
составляет 1%):

Расход тепла:
1. Тепло затраченное на нагрев металла:
 = =  кВт кВт
При средней по массе и времени нагрева температуре:
t = 0.5* = 581.3 oC. = 581.3 oC.
теплоёмкость металла равна см =0,591 кДж/(кг*К).
Тепло уносимое уходящими дымовыми газами:






3. Потери тепла теплопроводностью через кладку. Потерями тепла через под в данном примере пренебрегаем. Рассчитываем только потери тепла через свод и стены печи.
Потери тепла через свод.
Площадь свода принимаем равной площади пода 203,3 м2 толщина свода 0,3 м, материал каолин. Принимаем температуру внутренней поверхности свода равной средней по длине печи температуре газов.
Средней температуре продуктов сгорания по длине печи – tвн.
= tг.ср.
=1150о
С, если принять температуру окружающей среды tокр
=0о
С, то температуру поверхности однослойного свода можно принять равной 100о
С.
Средняя по толщине температура свода: 
При этой температуре согласно приложению теплопроводность каолина:  = = 
Потери тепла через стены. Стены печи состоят из слоя шамота толщиной Sш = 0.345 м и слоя диатомита толщиной Sд =0.115 м.
Площадь стен:
Методической зоны Fм =2Lмhм=2*7.68*2.06=32.38 м2;
Сварочной зоны Fсв =2Lсвhсв =2*26.615*3.1 = 165 м2;
Томильной зоны Fт =2Lтhт = 2*2.81*2.27= 12.76 м2;
Торцов печи Fторц= 5.57*1.0+5.57*2.0 = 16.71 м2.
Полная площадь стен :
F ст = 32.38+165+12.76+16.71= 226.85 м2.
Для вычисления коэффициентов теплопроводности, зависящих от температуры, необходимо найти среднее значение температуры слоёв.
Средняя температура слоя шамота:

Средняя температура слоя диатомита:

Здесь t` - температура на границе раздела слоёв, oC
 - температура наружной поверхности стен, которую можно принять равной 100 oC. - температура наружной поверхности стен, которую можно принять равной 100 oC.
Коэффициент теплопроводности шамота:

Коэффициент теплопроводности диатомита:

В стационарном режиме:
 
Подставляя значение коэффициентов теплопроводности:


Решение этого уравнения даёт t` = 755.3 oC.
Окончательно коэффициент теплопроводности шамота:

коэффициент теплопроводности диатомита:

Количество тепла, теряемое теплопроводностью через стены:

Общее количество тепла, теряемое теплопроводностью через кладку:
Потери тепла с охлаждающей водой, по практическим данным, принимаем равным 11% от тепла, вносимого топливом и воздухом:
0.11 В(35430+4001) = В4338 кВт.
Неучтённые потери принимаем равными 12% от той же величины:
Qнеучт= 0.12 В(35430+4001) = В4732 кВт .
Уравнение теплового баланса: 
Результаты расчётов приведены в таблице
Удельный расход тепла на нагрев 1 кг металла:
 
8. Выбор горелок
В многозонных методических печах подводимая тепловая мощность ( а следовательно, и расход топлива) распределяется следующим образом : в сварочной зоне 60 - 70% от тепловой мощности всей печи, в томильной зоне 30-40%
Распределяя расход топлива по зонам пропорционально тепловой мощности получим:
В *0.7 = 1.2*0.7 =0.84
Подбираем инжекционную горелку для сжигания 0,053 м3/с природного газа с теплотой сгорания 35,4 МДж/м3. Давление газа перед горелкой 120 кН/м2
Для сжигания высоко калорийных газов предназначены инжекционные горелки типа В и ВП
Для осуществления равномерного нагрева свода принимаем шахматное расположение горелок на своде с шагом по длине печи S = 3.25 м.
Тогда число рядов горелок по длине сварочной зоны печи:
nLм = L/S = 26/3.25 = 8 рядов
По длине томильной зоны с шагом 3 м
nтL = 12/3 = 4 ряда
По ширине сварочной зоны печи размещается:
nB = 5.57/1.4= 4 ряда горелок
В сварочной зоне находится 16 горелок, в томильной зоне 8 горелок.
По графику находим, что при данном давлении пропускная способность горелки В 100 для газа с заданной теплотой сгорания равна Vг = 0,014 м3/с. Отношение заданного расхода газа к пропускной способности горелки В100 равно 0,053/0,014=3,79
По таблице находим, что этому соотношению соответствует горелка с диаметром носика dн.г=205мм, т.е. горелка В205
Принимаем газ холодным (273 К) и находим скорость истечения газа из сопла:


Здесь р0 =101,3 кН/м2 - давление окружающего воздуха.
Тогда диаметр газового сопла:
 
Остальные конструктивные размеры инжекционной горелки:
dн.г=205мм, L = 2130 мм, d1= 2``.
Плотность газа равна ρ=1.0 кг/м3 расход воздуха при коэффициенте расхода n=1.1 равен 10.119 м3/м3 газа.
Пропускная способность горелок по воздуху: сварочная и томильная зона 0,053*10.119=0.54 м3.
9. Определение высоты кирпичной трубы
Общие потери при движении газов hпот = 300 Н/м2 температура дымовых газов перед трубой 717 К.
Плотность дымовых газов ρг = 1,24 кг/м3. Температура окружающего воздуха Тв= 273 К.
Количество продуктов горения, проходящих через трубу составляет
11,222 м3/с или 40399 м3/ч
Находим площадь сечения устья трубы, принимая скорость дыма в устье 3 м/с:
 
Действительное разрежение, создаваемое трубой, должно быть на 20-40 % больше потерь напора при движении дымовых газов, т.е. 
Для определения температуры дымовых газов в устье трубы по графику ориентировочно находим высоту трубы Н = 45 м.
Падение температуры для кирпичной трубы принимаем 1 -1,5 К на 1 метр высоты трубы:
ΔТ = 1,25 * 45 = 56,3 К.
Тогда температура газов в устье трубы: 
Для кирпичных труб коэффициент трения λ = 0.05
Подставляя полученные значения в формулу получим:

10. Расчёт сечения борова:


Скорость движения дымовых газов  = 2,3 = 2,3
 - площадь сечения борова м2 , - площадь сечения борова м2 ,  - объём дыма при сжигании единицы топлива м3/м3.В - расход топлива м3/ч. - объём дыма при сжигании единицы топлива м3/м3.В - расход топлива м3/ч.
11. Выбор типа и размеров футеровки
Стены:
Шамот 345мм, диатомитовый кирпич 115мм;
Свод:
Диатомит Д-500 – 300мм.
Под:
Тальковый кирпич – 230мм, шамот – 230мм, диатомит – 115мм.
12. Расчет узла печи
Толкатели широко применяются для передвижения нагреваемых заготовок или деталей в печах и поточных линиях. Основное отличие одного толкателя от другого заключается в способе приведения в движение рабочего органа – башмака, который непосредственно проталкивает заготовки или детали. По этому признаку толкатели делятся на две группы: толкатели с гидравлическим или пневматическим приводом и толкатели с электрическим приводом. Толкатели с электрическим приводом выполняются винтовые, реечные, фрикционные, рычажные, с цепным приводом. Наибольшее распространение, благодаря своей надежности и экономичности, получили реечные толкатели. Рабочий ход толкателя выберем равным ширине рабочего пространства печи в томильной зоне. Толкатель следует располагать так, чтобы толкающие пальцы в крайнем правом положении не упирались в конструкции печи, а в крайнем левом положении уходили в предусмотренные для них пазы в левой стенки печи примерно на 100мм.
Реечный толкатель.
Рабочий ход – 5580мм.
Усилие толкателя определяется по формуле

где f и - соответственно коэффициенты трения заготовок о направляющие в томильной зоны.
Q - соответственно масса заготовок, лежащих на этих направляющих.
Практические значения коэффициента трения скольжения металла по металлу принимают равными:
- при t = 1000-1200о
С – 0,7-0,9.
Масса одной заготовки:

Определяем усилие толкателя

Принимаем, что усилие на две штанги будет 335500 кН.
Мощность электродвигателя привода толкателя

Где  - усилие толкателя, кН; - усилие толкателя, кН;  - скорость проталкивания, м/с; - скорость проталкивания, м/с;  - общий к.п.д. винта и привода. - общий к.п.д. винта и привода.
Принимаем, что скорость передвижения при толкании равна 0,3м/с, а общий к.п.д. винта и привода 

По полученной мощности подбираем электродвигатель:
Тип – АИР355М8;
Мощность – 160 кВт;
Синхронная частота вращения – 750 об/мин;
К.П.Д. – 93,5%;
Количество электродвигателей – 1.
Общее передаточное число  находят из выражения находят из выражения

где  - число оборотов выбранного электродвигателя, об/мин; - число оборотов выбранного электродвигателя, об/мин;  - число оборотов реечной шестерни, об/мин; - скорость толкания, м/с; - число оборотов реечной шестерни, об/мин; - скорость толкания, м/с;  - диаметр начальной окружности шестерни, м. - диаметр начальной окружности шестерни, м.

Находим передаточное число редуктора:

Устанавливаем конически-цилиндрический трехступенчатый редуктор типа КЦ2-750, передаточное число исходя из основных технических характеристик примем равным 71.
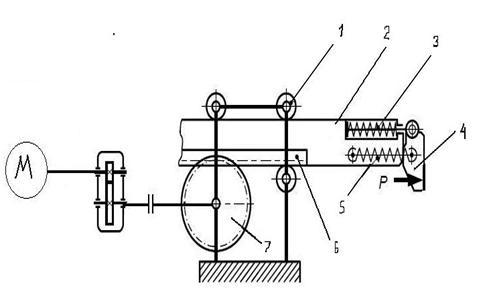
1 – опорные катки;
2 – толкающая штанга;
3 – амортизатор;
4 – толкающий палец;
5 – замыкающая пружина;
6 - зубчатая рейка;
7 – приводная шестерня.
Рисунок 2.1 – Кинематическая схема толкателя
Рекуператор
Для подогрева воздуха принимаем радиационный металлический рекуператор, т.к. температура отходящих дымовых газов составляет  . Рекуператор подогревает воздух до температуры . Рекуператор подогревает воздух до температуры 
Список использованной литературы
1. Мастрюков Б.С. Теория, конструкция и расчеты металлургических печей. Т.2.Расчеты металлургических печей. - М.: Металлургия, 1987г. -272с.
2. Тайц Н.Ю., Розенгарт Ю.И. Методические нагревательные печи. - Харьков: Металлургиздат, 1956г. -248с.
3. Металлургические печи: Атлас. Учеб. пособие для вузов / Миткалинский В.И., Кривандин В.А., Морозов В.А и др. - М.: Металлургия, 1987. -384с.
4. Кривандин В.А., Белоусов В.В., Сборщиков Г.С. и др. Теплотехника металлургического производства. Т.2.- М.: МИСиС, 2002г. -735с.
5. Соболев Б.М. Расчеты нагревательных печей. - Учебное пособие /Б.М. Соболев – Комсомольск-на-Амуре: ГОУВПО «КнАГТУ», 2006г. -66с.
6. Воителев В.В., Могилевский Е.И. Механическое оборудование печей. - М.: Металлургия, 1991г. -148с.
7. Тимошпольский В.И., Губинский В.И. и др. Металлургические печи теория и расчеты. Т.1,Т.2. –Минск: Беларуснаука, 2007г. -596с,832с.
|