БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра электронной техники и технологии
РЕФЕРАТ
На тему:
«Сборка оптических деталей с механическими»
МИНСК, 2008
Виды крепления оптических деталей
Как уже известно, оптико-механические приборы представляют собой сложные устройства со множеством оптических деталей. При установке оптических деталей в механические оправы требуется особое крепление. В зависимости от назначения оптических деталей и узлов в приборах оптические детали закрепляют в механических деталях завальцовкой, с помощью резьбовых и пружинящих проволочных колец, жестких и пружинящих планок, а также клеем или герметиком.
Завальцовка применяется для жесткого неразборного соединения круглых оптических деталей диаметром до 60 мм с оправами.

Рис.1. Крепление оптических деталей в оправах.
Крепление оптических деталей резьбовым кольцом (рис. 1, а) применяют для разборных соединений с различным диаметром линз. Оптическую деталь 2 укрепляют в оправе 1 резьбовым кольцом 3 и стопорят резьбовое кольцо стопорным винтом 4.
При температурных перепадах вследствие разности коэффициентов линейного расширения материалов оправ и стекла возникают дополнительные деформации, способствующие образованию внутренних натяжений в стекле. Поэтому для таких условий применяют крепление (рис. 4$, 6) с компенсационными упругими кольцами. Компенсационные кольца 5 устанавливает между резьбовым кольцом 6 и линзой. Это дает возможность обеспечить равномерное прижатие кромок оптических деталей 2 и 4 резьбовым кольцом 6. Технологический процесс крепления оптических деталей с компенсационным кольцом ведется в следующей последовательности.
1. Устанавливают линзу 2 в посадочное отверстие оправы 1. В случае необходимости линзу устанавливают в оправу на водонепроницаемой замазке.
2. Устанавливают промежуточное кольцо 3 и линзу 4, выдерживая воздушный промежуток между линзами за счет толщины кольца 3.
3. Устанавливают компенсационное кольцо 5, ввинчивают резьбовое кольцо 6 и стопорят его винтом 7.
В процессе сборки данного узла тщательно чистят оптические детали и соблюдают аккуратность при установке линз и креплении их резьбовым кольцом, чтобы не вызвать деформации и загрязнения поверхностей линз.
На рис. 1, в показано крепление оптической детали пружинящим проволочным кольцом. Такой вид крепления применяют для неответственных оптических деталей; например защитных стекол и светофильтров.
В процессе крепления оптической детали 2 пружинящим проволочным кольцом 3 устанавливают эту деталь в посадочное отверстие оправы /, затем вводят сжатое разрезное пружинящее кольцо в канавку оправы таким . образом, чтобы при его разжатии в канавке обеспечивалось плотное прижатие оптической детали торцем кольца 3. При этом кольцо должно утопать в канавке на половину диаметра проволоки, из которой изготовлено кольцо.
Крепление жесткими планками применяют для призм, например для пентапризмы (рис. 1, г). Технологический процесс сборки при этом ведется в следующей последовательности.
1. Призму 4 устанавливают на базовые поверхности 2 оправы 1 таким образом, чтобы одна из прямоугольных граней опиралась на поверхность выступа 3 оправы 1.
2. Закрепляют призму планкой 9 через неметаллическую прокладку 8 с помощью винтов 10, ввинчиваемых в стойки 7.
3. Устанавливают и прижимают упорные планки 5 и 11 к граням призмы, закрепляя их винтами 6 и 13 и штифтами 12.
На этом процесс крепления призмы заканчивается, после чего грани призмы чистят.
На рис. 1, д показано крепление призмы бинокля пружинящей планкой. Крепление осуществляют путем установки призмы 5 в посадочное гнездо корпуса 1 и прижатия призмы пружинящей планкой 2, вилкообразные концы которой заводят под приливы корпуса; центральные концы планки входят в пазы приливов 3 и 4 и предохраняют пружины от выпадения из-под приливов. Для защиты призмы от повреждения между призмой и пружинящей планкой прокладывают неметаллическую прокладку 6.
Крепление оптических деталей пружинящими планками применяют с целью компенсации разницы линейного расширения деталей, возникающей при значительных температурных перепадах.
Крепление оптических деталей клеем нашло применение для неразборных соединений в тех случаях, когда невозможно закрепить детали другими способами из-за малых размеров оптических деталей и оправ или чувствительности оптической детали к деформациям при механическом креплении.
Хорошее качество склейки оптических деталей с механическими обеспечивает эпоксидный клей ОК-50 и полиуретановый клей ПУ-2. Меньшее натяжение, чем указанные клеи, обеспечивает крепление деталей из стекла герметиком УТ-32 и УТ-34. Это соединение вследствие упругости герметика выдерживает резкие колебания температуры и значительные механические воздействия.
Технологический процесс склейки оптических деталей с механическими (рис. 1, е) включает следующие операции: установку оптической детали в посадочное отверстие оправы 1, нанесение нужного слоя клея па цилиндрическую поверхность и между дисками деталей 1 и 3, выдержку деталей при определенной температуре для отвердевания клеевого шва 2. При чистке поверхностей оптических деталей, закрепленных клеем, следят за тем, чтобы растворители не оставались долге: время на клеевом соединении во избежание расклейки шва.
Особенности сборки оптических деталей с механическими
В процессе сборки оптических деталей необходимо учитывать особенности соединения оптических деталей с механическими.
При сборке, в момент закрепления оптических деталей в оправы, по возможности необходимо исключать загрязнение оптических поверхностей инструментом и руками. После соединения оптических деталей с механическими проводят их чистку.
После сборки и юстировки положение оптических деталей должно сохраняться постоянным.
Надежность крепления оптических деталей обеспечивается выбором соответствующего типа крепления, а также фиксацией крепежных деталей стопорными винтами и штифтами и т. д.
При креплении оптических деталей недопустима их деформация крепежными деталями. Деформация оптических деталей вызывает внутренние натяжения в стекле, ухудшающие качество изображения оптических приборов. Чтобы исключить деформацию оптических деталей, применяют способ установки их па три точки (площадки). На рис. 1, г призма 4 установлена в оправе 1 на три площадки 2, поверхности которых должны находиться в одной плоскости. При такой установке деталей легче обеспечить плоскостность базовых поверхностей трех площадок оправы, чем всей поверхности соприкосновения с призмой. При этом оптическую деталь укрепляют прижимными планками и винтами в местах расположения базовых площадок. Такой метод крепления и базирования оптических деталей на три точки широко применяется для крепления точных зеркал.

Рис.2. Устройство для юстировки сетки.
В ходе сборки оптических приборов, как правило, возникает необходимость в дополнительной юстировке их отдельных элементов. Поэтому в их конструкции предусматривают котировочные устройства. Подобное котировочное устройство показано на рис. 2. Сетка 1 с оправой 2 перемещается в детали 4 котировочными винтами 3. После юстировки оправу сетки в нужном положении фиксируют винтами 6. Такое юстировочное устройство позволяет быстро совместить перекрестие сетки с оптической осью зрительной трубы 5.
Инструмент, применяемый при сборке оптических деталей
Для качественного соединения оптических деталей с механическими необходимо иметь набор отверток и специальных ключей разных размеров. Отвертки применяют для завинчивания винтов, а также стопорят и перемещают детали и узлы при их сборке и юстировке. Для ввинчивания резьбовых колец и оправ, имеющих шлицы, применяют ключи, представленные на рис. 3, а.

Рис.3. Ключи для соединения оптических деталей с механическими.
Для завинчивания круглых гаек и колец, имеющих отверстия, применяют ключи, показанные на рис. 3, б. При работе инструментом соблюдают аккуратность, чтобы не повредить поверхности металлических и оптических деталей. Для этого инструмент подбирают по диаметрам соответствующих отверстий и ширине шлицев оправ.
Инструмент и принадлежности, необходимые для выполнения операций чистки поверхностей оптических деталей после сборки, были рассмотрены при изучении процесса чистки.
После закрепления оптических деталей в оправах убеждаются в отсутствии деформации их оптических поверхностей или внутренних натяжений в стекле.
Так как внутренние натяжения в стекле и деформации снижают качество изображения, важным моментом при сборке является отбраковка оптических деталей, имеющих внутренние натяжения. Натяжения выявляют на поляризационном приборе (рис. 4), состоящем из осветителя 1, конденсора 2, зеркала 3, поляризатора 4, предметного стекла 5, лупы 6, анализатора 7, призмы 8 и экрана 9.
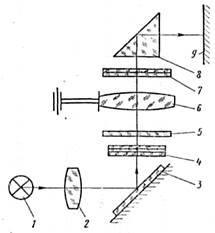 
Рис.4. Схема проверки натяжения Рис.5. Схема автоколлимационного в стекле. микроскопа для контроля деформаций поверхностей оптических деталей.
При контроле проверяемый оптический узел устанавливают на предметное стекло и освещают поляризованным светом. При скрещенных поляризаторе и анализаторе на экране появляется фиолетовый фон, по равномерности которого судят о наличии натяжений. Если фон равномерный, то внутренние натяжения отсутствуют. Если же на фоне появились световые участки в виде пятен или полос, то оптическая деталь имеет натяжения.
Кроме этого метода контроля, применяют контроль деформации оптических поверхностей при помощи автоколлимационного прибора (рис. 5). Проверяемую оптическую деталь 2 устанавливают на предметный столик 1 прибора. В плоскости изображения объектива 3 прибора установлена точечная диафрагма 5, освещенная лампой 6. По виду автоколлимационного изображения точечной диафрагмы («блика»), полученного о; проверяемой поверхности в поле зрения окуляра 4, судят о наличии деформации поверхности оптической детали. Если блик имеет форму окружности, то деформация с отсутствует, а если блик искажен - то имеет место деформация.
Отсутствие натяжений в точных оптических деталях с плоскими поверхностями проверяют также по изображению точки или миры па коллиматоре со зрительной трубой («встречном» коллиматоре). Проверяемый узел устанавливают между коллиматором и зрительной трубой и сравнивают изображение миры или точки в пучке света, проходящем через проверяемую деталь, с изображением, полученным без нее.
Сборка и юстировка окуляров
Механическая и оптическая сборка окуляров
Окуляры оптических приборов предназначены для рассматривания изображения, образуемого предыдущей оптической системой. Окуляры по устройству и применению можно разбить на три группы: окуляры микроскопов; окуляры телескопических приборов; автоколлимационные окуляры измерительных приборов.
Примеры конструктивного оформления окуляров показаны на рис. 6-8.
Как правило, окуляры имеют сетки, относительно которых наблюдатель устанавливает окуляр в соответствии с аметропией своего зрения. Эту установку можно осуществлять либо перемещением всех линз окуляра (рис. 8), либо перемещением маховиком 1 оправы 2, в которой установлена часть его линз (рис.7).
Простейшим механизмом перемещения окуляра является многозаходная окулярная резьба, нарезаемая на его оправе. Окулярную резьбу нарезают на специальных станках сначала на одной из деталей резьбовой пары, а затем на другой. Резьбу второй детали нарезают таким образом, чтобы обеспечивалось плотное тугое взаимное перемещение деталей по резьбе. После этого детали притирают по резьбе с помощью притирочной пасты, содержащей мелкий шлифовальный порошок.
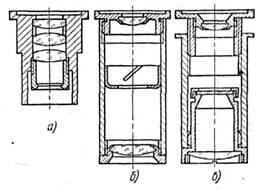
Рис.6. Окуляры микроскопов.
Притиркой снимают неровности обработанной поверхности и обеспечивают небольшой зазор между деталями для свободного перемещения окуляра.
Притертые по резьбе детали промывают в бензине, сушат и смазывают резьбовое соединение одной из окулярных смазок. Линзы окуляров в оправах закрепляют завальцовкой или с помощью зажимных резьбовых колец. Для обеспечения хорошего качества изображения в окулярах монокулярных приборов считается достаточным отцентрировать линзы в пределах 0,05—0,1 мм (в зависимости от фокусного расстояния линз). Соединение линз с оправой по диаметру осуществляют обычно по ходовой посадке третьего класса точности. Допуск на расстояния между линзами обычно составляет 0,05—0,1 мм, что во многих случаях позволяет исключить при сборке регулировку этих расстояний. Необходимый воздушный промежуток обеспечивается правильным выбором допусков на длину междулинзовых колец и диаметры оправ, на которые опираются сферические поверхности линз. При такой сборке отклонение фокусного расстояния окуляра от номинальной величины не превышает 1,5—2%.
Сетки и близко к ним расположенные линзы окуляров видны под большим увеличением и требуют тщательной чистки и высокой чистоты поверхности' при изготовлении. Сетки крепят завальцовкой или резьбовыми кольцами. Сетки приборов, подвергающихся тряске, предохраняют от смещения, прикрепляя их к оправе цементом или клеевым составом.
В качестве примера приведем укрупненный технологический процесс сборки окуляра, изображенного па рис.8.

Рис.7. Окуляр телескопического прибора с внутренней фокусировкой.
Предварительная сборка:
· притереть окулярную резьбу, промыть детали бензином, просушить и уложить в ящик;
· промыть бензином оправу 1 сетки, кольца 6 и 8, просушить их и уложить в ящик;
· подать механические и оптические детали окуляра на окончательную сборку.
Окончательная сборка:
· закрепить линзы 7 и сетку в оправах 4 и 1, очистить линзы и сетку и установить их в корпус окуляра 2;
· смазать окулярную резьбу смазкой ОКБ-122-7;

Рис.8. Окуляр перископической буссоли.
· установить окуляр на нуль диоптрий относительно сетку, надеть на него в этом положении шкалу 3 и закрепить ее стопорными винтами 5;
· очистить наружную поверхность сетки и наружную линзу окуляра;
· уложить окуляр в специальный противопыльными ящик для транспортирования на участок сборки прибора.
Проверка диоптрийной установки окуляров
Неподвижные окуляры приборов устанавливают относительно сетки или диафрагмы поля зрения на (0,5-1) дптр. Выбор такого значения диоптрийной установки окуляров, не имеющих диоптрийной подвижки, обусловлен тем, что наблюдатели, пользующиеся этими приборами, имеют нормальное зрение с небольшой близорукостью (до —1 дптр) при ненапряженной мышце зрачка глаза. Такие окуляры устанавливают на стрелковых приборах, подвергающихся ударным и атмосферным воздействиям (орудийная панорама, прицел снайперской винтовки и др.), в которых необходимо обеспечить несбиваемость установки окуляра при стрельбе и водонепроницаемость прибора.
Окуляры, имеющие диоптрийную подвижку, должны быть установлены относительно сетки так, чтобы обеспечить в крайних положениях перемещение, соответствующее пределам диоптрийной шкалы (обычно ±5 дптр).

Рис.9. Диоптрийная трубка.
Для проверки диоптрийной установка окуляров служит диоптрийная трубка, конструкция которой изображена на рис. 9. Трубка имеет объектив, окуляр и сетку с перекрестием. Окуляр устанавливается относительно сетки по глазу наблюдателя. Объектив перемещается в тубусе трубки, обеспечивая фокусировку сходящихся и расходящихся пучков лучей в пределах ±5 дптр. Перемещение объектива проградуировано в диоптриях с ценой деления шкалы в 0,25 дптр и оцифровкой через 1 дптр.
Диоптрийную установку окуляра проверяют в следующем порядке.
1. Окуляр диоптрийной трубки устанавливают так, чтобы перекрестие трубки было резко видимым.
2. Перемещением объектива трубку фокусируют на удаленные предметы, расстояние до которых составляет не менее 50—100 м. При этом отсчет по шкале трубки должен быть равен нулю диоптрий (знак ∞ шкалы), что указывает па правильность юстировки трубки.
3. Диоптрийную трубку размещают средним концом вплотную к проверяемому окуляру и, не смещая объектив трубки, добиваются одновременной резкости изображения сетки окуляра и перекрестия диоптрий ной трубки. Отсчет по шкале диоптрийной трубки укажет при этом диоптрийную установку окуляра в данном положении.
Если показания шкалы диоптрийной трубки и шкалы окуляра не совпадают, то необходимо исправить показание шкалы окуляра, отпустив стопорные винты и установив шкалу по показанию диоптрийной трубки
Для окуляров, не имеющих подвижки, диоптрийную установку исправляют подрезкой опорного торца корпуса окуляра или перемещением сетки на величину
 , мм , мм
где  — фокусное расстояние окуляра в мм; — фокусное расстояние окуляра в мм;
D — показание шкалы диоптрийной рубки со знаком.
На рис. 10 показано изменение диоптрийной установки окуляра в зависимости от расположения окуляра относительно сетки. Знак плюс означает, что окуляр 2 следует приблизить к сетке 1 (рис. 10, а), а знак минус — удалить на величину  (рис. 10, б). Точная установка окуляра показана на рис. 10, в. Если диоптрийная трубка не обеспечивает контроля шкалы в пределах ± 5 дптр, то проверку выполняют при помощи трубки и линз с известной оптической силой. Между диоптрийной трубкой и окуляром (в плоскости его выходного зрачка) помещают линзу, оптическая сила которой равна числу диоптрий, установленному по шкале окуляра, но с противоположным знаком. При этом диоптрийную трубку фокусируют на резкое изображение сетки испытуемого окуляра и по шкале диоптрийной трубки определяют погрешность установки шкалы окуляра. (рис. 10, б). Точная установка окуляра показана на рис. 10, в. Если диоптрийная трубка не обеспечивает контроля шкалы в пределах ± 5 дптр, то проверку выполняют при помощи трубки и линз с известной оптической силой. Между диоптрийной трубкой и окуляром (в плоскости его выходного зрачка) помещают линзу, оптическая сила которой равна числу диоптрий, установленному по шкале окуляра, но с противоположным знаком. При этом диоптрийную трубку фокусируют на резкое изображение сетки испытуемого окуляра и по шкале диоптрийной трубки определяют погрешность установки шкалы окуляра.
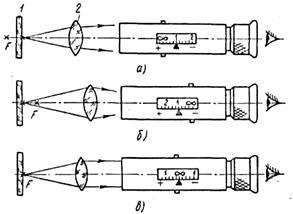
Рис.10. Установка окуляра относительно сетки.
ЛИТЕРАТУРА
1. Бардин А.Н. Сборник и юстировка оптических приборов. Высшая школа, 2005. - 325с.
2. Кривовяз Л.М., Пуряев Д.Т., Знаменская М.А. Практика оптической измерительной лаборатории. Машиностроение, 2004. - 333 с.
3. Малов А.Н., Детали оптических приборов. Машиностроение, 2005. - 285 с.
|