| ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«РОССИЙСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ТУРИЗМА И СЕРВИСА»
(ФГОУВПО «РГУТиС»)
Факультет ТЕХНОЛОГИИ И ДИЗАЙНА
Кафедра «Конструирование и технология швейных и трикотажных изделий»
КУРСОВОЙ ПРОЕКТ
по дисциплине «Технология швейных изделий»
на тему: «Выбор и оценка методов обработки женского жакета. Детально обосновать выбор методов обработки накладного кармана»
Выполнила студентка группы ТШЗс – 07 - 1
Корниленкова А.А.
2010 г.
Содержание
Аннотация
Введение
1. Характеристика модели
2. Конфекционирование пакета материалов, применяемых при изготовлении модели изделия
2.1 Требования, предъявляемые к материалам для изготовления изделия
2.2Характеристика материалов, составляющих пакет узла, основных видов машинных строчек, швейных ниток и игл
2.3 Технологические режимы влажно- тепловой обработки и параметры образования клеевых соединений
3. Разработка схемы последовательности сборки и обоснование степени готовности изделия к примерке
4. Разработка графа технологического процесса изготовления выбранной модели изделия
5. Выбор методов обработки и оборудования для заданного вида изделия
5.1 Характеристика применяемого оборудования
5.2 Разработка графических моделей методов обработки основных узлов
5.3 Выбор и оценка методов обработки заданного узла изделия (карман с клапаном)
5.4 Оценка эффективности методов обработки заданного узла изделия
5.5 Разработка графа технологического процесса заданного узла одежды
5.6 Разработка инструкционной карты на заданный узел
Вывод
Литература
Аннотация
Курсовой проект состоит из двух частей: расчетно-пояснительной записки и графической части.
Расчетно-пояснительная записка содержит: 45 страниц печатного текста, 13 таблиц, 8 рисунков. Графическая часть состоит из двух листов ватмана А1.
Для выбранной модели произведено конфекционирование пакета материала и выявлены материалы, применимые при изготовлении предложенного изделия.
Предложенные материалы отвечают гигиеническим, эксплуатационным, эстетическим и экономическим требованиям. Предложенные швейные нити обеспечивают необходимые: прочность и износостойкость швов в процессе эксплуатации. Выбрана высококачественная фурнитура. В курсовом проекте представлена рациональная схема последовательности сборки изделия, предусмотрено изготовление изделия с одной примеркой.
Разработан граф технологического процесса изготовления женского жакета. Выбраны прогрессивные методы обработки и современное оборудование.
Представлены графические модели методов обработки основных узлов изделия. Детально проанализирована структура методов обработки и эффективность, трех предложенных современных вариантов обработки накладного кармана на подкладке. Выбран первый метод обработки кармана, как наиболее эффективный, технологичный и прогрессивный из них. Для него разработан граф технологического процесса обработки и инструкционная карта.
В работе сделан вывод и приведен список используемой литературы.
Введение
Темой курсового проекта заявляется разработка рационального технологического процесса изготовления прорезного кармана с клапаном в женском жакете, который способствует повышению экономической эффективности и повышению качества женского жакета.
Целью работы является выбор наиболее рационального метода обработки накладных карманов на подкладке в женском жакете, выбор прогрессивного оборудования, разработка технологической документации для данного узла, определение экономической эффективности и перспективности направлений совершенствования процесса изготовления.
Рассматриваемая тема актуальна, поскольку решает вопросы совершенствования технологических процессов изготовления женского жакета, при помощи применения усовершенствованных технологий, оборудования, вследствие чего происходит снижения трудозатрат, энергосбережение, сокращение времени на изготовление изделия, а так же повышение уровня экономичности и качества.
Выбор оптимальных материалов для швейных изделий и их рациональное использование в швейном производстве возможны только на основе знаний строения и свойств современных тканей и полотен, методов оценки их качества.
В данном курсовом проекте необходимо детально рассмотреть методы обработки накладного кармана на подкладке; представить детально прогрессивный метод; экономическую оценку и рекомендации; представить перечень применяемого оборудования, средства малой механизации и приспособления. Выбор современной технологии образца изделия является наиболее актуальным заданием в настоящее время. Уровень развития технологических процессов сборки изделий, формования, склеивания, отделки, подготовке производства и раскроя одежды, основан на научно-технических достижениях.
Тема курсового проекта актуальна в наше время, так как позволяет решить вопрос повышения производительности труда, обеспечить высокую точность сборки и стабильность обрабатываемых деталей, узлов и соединений в целом. Все это создало технически обоснованные условия для производства стабильно качественной продукции.
1. Характеристика модели заданного вида изделия.
Описание внешнего вида модели
На рисунке 1 представлена модель женского жакета, для повседневной носки.
Жакет прямого силуэта, рукав втачного покроя, одношовный, центральная застежка на завязке по линии талии. Полочке форма придана сборкой, за счет затягивания завязки по линии талии, ниже уровня талии расположены накладные карманы на подкладке. На полочке по низу изделия и среднему срезу настрочена отделочная лента, заходящая за перегиб лацкана. Завязка проходит под накладной кулиской с настроченной на ней отделочной лентой. Кулиска выкроена против долевой нити основы. Спинка цельнокроеная. По низу спинки настрочена отделочная лента. Воротник – стойка, с лацканами. По боковым и верхнему срезу воротника настрочена отделочная лента. По краю лацкана настрочена отделочная лента, заходящая за перегиб. По низу рукава настрочена отделочная лента. Пиджак из хлопчатобумажной вельветовой ткани на подкладке.
Рекомендуемые ткани: хлопчатобумажные, полульняные, шелковые, полушерстяные ворсовые, бархатные. Переплетения: «классические», а также комбинированные. Волокнистый состав: лен, хлопок, лавсан, шелк. Сдержанная цветовая гамма с матовой или блестящей поверхностью. Популярна однотонная яркая цветовая.
Данный жакет рекомендован для женщин младшей возрастной группы, роста от 164 до 176см, размеры от 42 до 48, первой и второй полнотных групп.
2. Конфекционирование пакета материалов, применяемых при изготовлении модели изделия
2.1 Требования, предъявляемые к материалам для изготовления заданного вида изделия.
С учетом назначения предлагаемой ткани и в соответствии с ГОСТ 21790-93 «Ткани хлопчатобумажные и смешанные одежные. Общие технические условия» разработаны требования к материалам. Материал должен соответствовать потребительским и технико-экономическим показателям качества.
Одежда любого вида и назначения отвечает сложному комплексу требований (ГОСТ 4.45-86), которые предъявители к ней потребители, с одной стороны, и производство - с другой. Поэтому все многообразие этих требований оценено двумя группами показателей потребительскими и производственными, или технико–экономическими показателями качества. Потребительскими показателями качества и требования к ней определяют непосредственную, общественную индивидуальную ценность одежды для человека. К этим показателям отнесены: социальные, функциональные, эстетические, эргономические, эксплуатационные.
Потребительские требования одежды определены гигиеническими, эксплуатационными и эстетическими свойствами; производственные – технико-экономические показатели качества одежды определяют степень технического совершенства конструкции, метод проектирования и технологии одежды с учетом затрат на ее изготовление и потребление. К этим показателям отнесены: показатели стандартизации и унификации конструкции, показатели технологичности и экономичности.
Потребительские требования учитаны при подборе материала: материал обладает хорошей воздухопроницаемостью, гигроскопичностью, приятный на ощупь, устойчивый к истиранию, химчистке, мало сминаем, также материал придает изделию хороший внешний вид.
Для производственных требований важно: трудоемкость изготовления изделия, которая характеризуется толщиной, жесткостью, стойкостью к раздвигаемости и осыпаемости; технологическая себестоимость изделия, характеризующаяся шириной, изменениями линейных размеров после ВТО; факторы влияющие на раскладку и величину межлекальных выпадов (влияние ворса, клетки, полоски, направление рисунка, величина рапорта, величина и конфигурация деталей).
2.2 Характеристика материалов, составляющих пакет узла, основных видов машинных строчек, швейных игл и ниток.
Одним из основных требований при проектировании верхней одежды является создание конструкции повышенной формоустойчивости, что достигнуто формированием многослойного пакета из основных и прикладных материалов. Основным принципом конфекционирования при этом является единство требований ко всем материалам, входящим в пакет изделия.
Предложенная в курсовом проекте хлопчатобумажная ворсовая ткань используется для изготовления широкого ассортимента швейных изделий. В основном это классические однородные ткани, вырабатываемые из хлопка. Наряду с ними все большее распространение получают ткани из хлопка с добавлением вискозных, полинозных, лавсановых, нитроновых волокон и из хлопчатобумажной пряжи вприкрутку с вискозными и капроновыми комплексными нитями.
Хлопчатобумажная ворсовая ткань обладает рядом положительных свойств: значительной прочностью, достаточной устойчивостью к многократным растяжениям и изгибам, хорошей гигроскопичностью. Изделия из хлопчатобумажных ворсовых тканей быстро намокают и высыхают, хорошо стираются и гладятся при высоких температурах. Устойчивость хлопчатобумажных тканей в большинстве случаев хорошо настилаются, легко поддаются резанию, не смещаются, что позволяет укладывать в настил до 180 полотен. Они легко обрабатываются, не осыпаются и редко раздвигается в швах; при мягкой отделке не прорубаются иглой.
Ткани из хлопка с большим содержанием синтетических волокон легко осыпаются, могут раздвигаться в швах. Вследствие недостаточной термостойкости синтетических волокон температура гладильной доски должна быть оптимальной.
Ткани ворсовой группы имеют основу из гребенной или кардной крученой пряжи и чаще всего однониточный уток. Чтобы после разрезания ворса не ослабить уточную систему, ворсовые ткани вырабатываются с большей плотностью по утку.
Вельвет выработан из кардной или гребенной крученой пряжи в основе и однониточного утка из кардной или гребенной пряжи сложным уточноворсовым переплетением. Длинные уточные перекрытия расположены рядами вдоль ткани, после их разрезания образуются ряды ворсовых пучков, ширина которых зависит от длины перекрытий.
Подкладочный материал использованный в данном проекте предназначен для удобства эксплуатации одежды, оформление ее изнаночной стороны и предохранения одежды от износа и загрязнения. В соответствии с этим подкладочная ткань должна иметь гладкую поверхность, малый коэффициент трения, достаточную стойкость к истиранию и прочность, быть мягкой и гигиеничной. Окраска подкладочных тканей должна быть стойкой к поту, стирке и химчистке. Ассортимент подкладочных тканей представлен тканями различного волокнистого состава: из вискозных, капроновых, ацетатных нитей. Соответствие износостойкости, массы и внешнего вида подкладочной ткани назначению одежды являются главным принципом подбора подкладки для изделия.
Для повседневного женского жакета подкладочная ткань должна иметь высокую износостойкость. Лучшими подкладочными тканями по показателям физико-механическим являются ткани из вискозных и капроновых нитей.
Для создания и сохранения формы одежды в процессе ее изготовления и эксплуатации на швейном производстве применены прокладочные материалы. Одним из направлений развития ассортимента прокладочных материалов является разработка и внедрение в производство нетканых прокладочных полотен, в частности клеевых прокладочных полотен.
Клеевое прокладочное полотно, предложенный в курсовом проекте представляет собой прессованный холст, состоящий из смеси различных химических волокон, пропитанный связующим веществом. В настоящее время производство выпускает ряд нетканых материалов и прокладочных нетканых полотен: флизелин, прокламилин, дублерин.
Требования предъявляемые к клеевым материалам: должны быть устойчивы к действию воды и растворителей, применяемых в химчистках, должны быть экологически чистыми и безопасными для здоровья человека.
Швейные нитки являются основным материалом для соединения деталей одежды, кроме того они служат и в качестве отделочного материала.
К швейным ниткам в зависимости от их назначения предъявлены различные требования. Основными требованиями к швейным ниткам являются обеспечение удовлетворительных пошивочных свойств и обеспечение необходимой прочности и износостойкости швов в процессе эксплуатации.
В процессе производства одежды швейные нитки применены для выполнения различных технологических операций: стачивание деталей, выполнение отделочных строчек, подшивание низа, пришивание пуговиц, изготовление петель и т.п. Для обеспечения высокого качества и надежности ниточных соединений при изготовлении швейных изделий обеспечено рациональное использование швейных ниток.
Предложенная в данном проекте лента – это тканая полоска различной ширины, вырабатываемая на лентоткацких станках. Лента изготовлена репсовым видом переплетения.
Ленты отделочная выработана из вискозных комплексных нитей жаккардовым переплетением, с многоцветным рисунком. Применяется для украшения женской и детской одежды. требования к отделочным материалам зависят от их назначения. Качество лент определяют с учетом дефектов внешнего вида, физико-механических показателей и прочности окраски. На сорта ленты не делят. Дефекты внешнего вида превышающие стандартные нормы, должны быть вырезаны. К основным физико–механическим свойствам ленты относится ширина, поверхностная плотность, плотность нитей по основе и утку, а также прочность окраски к различным воздействиям.
Таблица 1- Характеристика материалов, основных видов машинных строчек, швейных ниток и игл
| Наименование материалов, входящих в пакет данной модели изделия
|
Артикул
|
ГОСТ,ОСТ,ТУ, ТО
|
Ширина с кромкой, см
|
Поверхностная плотность., г\м2
|
Номинальная линейная плотность пряжи (текс. метрич. номер)
|
Плотность, кол-во
нитей на 10 см.
|
Содержан. волокон, %
|
Розничная цена, руб.
|
Основные виды машинных строчек
|
Швейные нитки
|
Номер иглы
|
Количество стежков в1см.строчки
|
| О
|
У
|
О
|
У
|
Волокнистый состав
|
Торговый номер или линейная плотность
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
| Вельвет
|
831510
|
150
|
270
|
11,4×2
|
15,4
|
340
|
1130
|
230
|
Стачивающие
|
П/э 22Л
|
11текс x 2
|
90
|
3-5
|
| Прокладочная
|
935507
|
19204-73
|
150
|
77
|
0,8
|
0,7
|
-
|
-
|
П/э-30
Вис-70
|
90
|
-
|
П/э 22Л
|
11текс x 2
|
90
|
3-5
|
| Подкладочная
|
32494
|
140
|
104
|
-
|
-
|
512
|
270
|
НВис13,3
НВис 16,6
|
130
|
Стачивающие
|
П/э 22Л
|
11текс x 2
|
90
|
3-4
|
2.3 Технологические режимы влажно - тепловой обработки и параметры образования клеевых соединении.
Существенное влияние на качество изделий оказало влажно-тепловая обработка, поэтому следует обоснованно подходить к выбору режимов влажно-тепловой обработки, т.к. нарушение установленных параметров приводит к появлению таких дефектов, как ласы, пятна, опалы, тепловая усадка и др.
Режимы влажно-тепловой обработки выбираны с учетом волокнистого состава материалов применительно к использованию прессового и утюжильного оборудования. Режимы влажно-тепловой обработки приведены в таблице 2.
Таблица 2- Режимы влажно-тепловой обработки
| Наименование материалов, входящих в пакет
|
Температура прессования, С°
|
Усилие прессова-ния, кПа
|
Масса утюга, кг
|
Время обработки, с
|
Увлажнение, % к массе материала
|
| пресса
|
утюга
|
Прессом
|
утюгом
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| Вельвет
|
150
|
190
|
15-100
|
6-8
|
20
|
30
|
30
|
| Подкладочная
|
140
|
140
|
50
|
4-6
|
5
|
20
|
15-20
|
| Прокладочная
|
165
|
170
|
30-100
|
3-5
|
15-30
|
20
|
15-20
|
Клеевой материал для изготовления заданного вида изделия выбран от ассортимента изделия, его назначения, условий эксплуатации, свойств используемых основных материалов, выбранной технологии и вида оборудования для склеивания, а также способов ухода за изделием. Совокупность этих факторов определяет показатели качества образующихся пакетов одежды.
Термопластические клеевые материалы, используемые при изготовлении одежды, применяются в виде прокладочных материалов, клеевой паутинки, клеевых нитей, пленок, порошков, паст. Эти материалы предназначены для придания деталям одежды требуемых физико-механических свойств. В данном курсовом проекте выбран клеевой материал: флизелин.
Параметры образования клеевого соединения представлены в таблице 3.
Таблица 3 - Параметры образования клеевых соединений
| Клеевой
материал
|
Клей
|
Режимы склеивания
|
| Температура
прессующей по-
верхности , С°
|
Время прессова-
ния, , сек
|
Давление, мПа
|
| 1
|
2
|
3
|
4
|
5
|
| Прокладочный материал –флизелин
|
ПА6/66
|
150-160
|
20-30
|
0,03-0,05
|
3. Разработка схемы последовательности сборки и обоснование степени готовности изделия к примерке
Конструктивное решение модели оказало существенное влияние на технологическую последовательность и эффективность методов обработки и изделия в целом.
Схему сборки изделия разработана с учетом фасонных и конструктивных особенностей выбранной модели. Особенностью процесса изготовления изделий по индивидуальным заказам является наличие примерки, что дало возможность обеспечить точную подгонку изделия по фигуре заказчика. Степень готовности изделия к примерке устанавлина в зависимости от вида изделия и услуг.
Степень готовности изделия к примерке может быть различной в зависимости от фигуры заказчика, вида изделия, свойств материалов, квалификации закройщика, числа примерок и т.д., но во всех случаях степень готовности должна быть рациональной, а время на повторное выполнение отдельных операций после проведения примерок - минимальным. Кроме того, изделие, подготовленное к примерке, должно дать заказчику полное представление о форме, размерах деталей и отделочных элементов. Вторая примерка рекомендована в том случае, когда изделие сложного фасона из материалов с малоизвестными технологическими свойствами или фигура заказчика имеет резкие отклонения от типовой. Повторную примерку проводят: главным образом для уточнения правильности вметывания рукавов в пройму и для уточнения длины изделия.
Схема последовательности сборки и степень готовности изделия к примерке заданного изделия, представлены в виде общей схемы (рис.2).

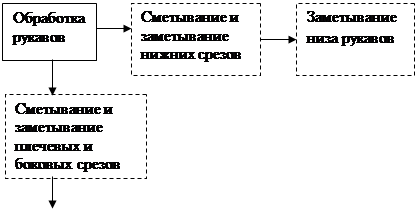
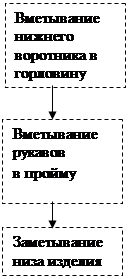
Рисунок 2. Схема сборки женского жакета к примерке
К примерке выполнены операции ВТО, создающие форму определенных деталей и изделия в целом. Все конструктивные линии обработаны окончательно. Рекомендовано также обработать карманы и борта. Рукава вметаны.
4. Разработка графа технологического процесса изготовления выбранной модели изделия
Графический способ представления информации для проектирования технологических процессов характеризует последовательность сборки отдельных узлов и изделия в целом, а также отражает взаимосвязь между ними.
Для построения графа конструктивно - технологических связей необходимо определение и кодирование элементов его структуры
Таблица 4 - Кодирование деталей изделия
| Наименование деталей изделия
|
Код детали
|
| 1
|
2
|
| Полочка
|
01
|
| Подкладка полочки
|
02
|
| Клеевая прокладка полочки
|
03
|
| Спинка
|
04
|
| Подкладка спинки
|
05
|
| Верхний воротник
|
06
|
| Нижний воротник
|
07
|
| Рукава
|
08
|
| Подкладка рукавов
|
09
|
| Детали карманов
|
10
|
| Детали подбортов
|
11
|
| Кулиска
|
12
|
Исходными данными для построения графа конструктивно-технологических связей служит перечень деталей изделия, которые располагаются в определенном порядке. В центре располагается деталь, обладающая наибольшим числом связей с другими деталями.
Последовательная обработка и сборка деталей и узлов изображена на графе последовательной цепочкой работ. Граф конструктивно-технологических переходов отражает последовательность схемы сборки изделия (рисунок 3). Критерием рациональной схемы сборки изделия является минимальное количество операционных уровней.
Таблица 5 - Матрица конструктивно – технологических связей изделия.
| Код детали
|
01
|
02
|
03
|
04
|
05
|
06
|
07
|
08
|
09
|
10
|
11
|
12
|
∑
|
| 01
|
0
|
1
|
1
|
1
|
0
|
1
|
0
|
1
|
0
|
1
|
1
|
1
|
8
|
| 02
|
1
|
0
|
0
|
0
|
1
|
0
|
0
|
0
|
1
|
0
|
0
|
0
|
3
|
| 03
|
1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
1
|
| 04
|
1
|
0
|
0
|
0
|
1
|
1
|
0
|
1
|
0
|
0
|
0
|
1
|
5
|
| 05
|
0
|
1
|
0
|
1
|
0
|
0
|
1
|
0
|
1
|
0
|
0
|
0
|
4
|
| 06
|
1
|
0
|
0
|
1
|
0
|
0
|
1
|
0
|
0
|
0
|
0
|
0
|
3
|
| 07
|
0
|
1
|
0
|
0
|
1
|
1
|
0
|
0
|
0
|
0
|
0
|
0
|
3
|
| 08
|
1
|
0
|
0
|
1
|
0
|
0
|
0
|
0
|
1
|
0
|
0
|
0
|
3
|
| 09
|
0
|
1
|
0
|
0
|
1
|
0
|
0
|
1
|
0
|
0
|
0
|
0
|
3
|
| 10
|
1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
1
|
| 11
|
1
|
1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
2
|
| 12
|
1
|
0
|
0
|
1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
2
|
1
  2 2

3
 4 4
 5 5
 6 6
7
8
Рисунок 3. Граф конструктивно-технологических переходов процессов обработки женского жакета после примерки
5. Выбор методов обработки и оборудования для заданного вида изделия
5.1 Характеристика применяемого оборудования
Увеличение выпуска швейных изделий высокого качества зависит от повышения производительности труда на основе технического перевооружения и реконструкции, внедрения нового оборудования и средств малой механизации, применения прогрессивных технологий изготовления одежды, организации управления качеством.
Большие возможности повышения производительности труда имеет получившая в последнее время широкое распространение новая малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительного соединения отдельных деталей. Использование малоооперационной технологии в качестве средства механизации и автоматизации способствует максимальной концентрации однородных технологических операций. Большое значение для повышения эффективности производства швейных изделий имеет разработка и внедрение рациональных, так называемых технологических конструкций одежды, обеспечивающих повышение производительности труда на 10-35% в результате снижения трудоемкости обработки при высоком ее качестве, снижения ручных работ, применение высокоэффективных клеевых материалов, унификация деталей, узлов.
Важной частью технологического процесса при изготовлении швейных изделий является влажно-тепловая обработка деталей, узлов и готового изделия. При выборе оборудования для влажно-тепловой обработки следует применять комплекты усовершенствованного гладильно-прессового оборудования, оснащенные автоматическими устройствами для подачи технологического пара и вакуум - отсоса также регулирования параметров влажно-тепловой обработки. Режимы влажно-тепловой обработки устанавливают в зависимости от волокнистого состава материалов и вида технологической операции. Исходя из вышеизложенного, в курсовом проекте было выбрано оборудование и средства механизации, чьи характеристики представлены в табличной форме.
Таблица 6-Технологическая характеристика машин
| Наименование
оборудования,
предприятие -
изготовитель
|
Назначение
|
Число
стежков в 1 мин.
|
Механизм
перемещения материала
|
Челнок
или
петлитель
|
Нитепритягиватель
|
Тип
стежка
|
Длина
стежка,
мм
|
Применяемые
иглы
|
Толщина, мм
|
Дополнительные
Данные
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| 131-131+50
АО ”Орша”
Беларусь
|
Изготовление костюмов и пальто из различных материалов
|
4500
|
Однореечный
|
Вращающийся, центральный шпульный
|
Кулисный
|
301
|
3.5-6
|
0203 № 80-90
|
6,0-10,0
|
Автоматизированный привод остановки и фиксации иглы подъема лапки и обрезка ниток
|
| 242
«PFAFF»
Германия
|
Для выполнения отделочных строчек на легких и средних материалах
|
2900
|
Зубчатая рейка
|
Кулисный
|
301.301
|
0,8-7,2
|
5,0
|
Автоматизированные вспомогательные приемы, механизм отключения игл
|
| 2222М
АО «Орша»
Беларусь
|
Временное соединение (сметывание, выметывание) прямолинейной однониточной цепной строчкой
|
3000
|
Нижняя рейка
|
Петлитель
|
Работает от нитепритягивателя
|
101
|
12
|
0518-02-80
…
0518-02-100
|
До 6,0
|
Мощность 0,25 кВт
|
| 1622 ОА «Орша» Беларусь
|
Прокладывание копировальных стежков на деталях кроя верхней одежды
|
1000
|
Нижняя рейка
|
Два петлителя
|
Работает от иглопритягивателя
|
101
|
12
|
0518-02-80
…
0518-02-100
|
5,0
|
Расстояние между односторонними стежками 5-10мм
|
Таблица 7 - Технологическая характеристика оборудования для влажно - тепловой обработки
| Тип оборудования
|
Назначение
|
Усилие прессования, Па
|
Нагревательный элемент
|
Дополнительные данные
|
| 1
|
2
|
3
|
4
|
5
|
| Утюг УТП-2,
ОЭП ОАО
«Агата»
|
Для костюмных и пальтовых материалов
|
_____
|
ТЭН
|
Устройство пропаривания, доска с вакуум-отсосом
|
| Пресс ПГУ-3
|
Выполнение различных технологических операций
|
20
|
ТЭН
|
Гидравлический
|
Таблица 8 - Характеристика средств малой механизации
| Наименование средств малой механизации
|
Назначение
|
Схема выполнения операций
|
| 1
|
2
|
3
|
| Лапка с выдвижной выправляющей линейкой
|
Соблюдение параллельности строчки стачиваемых деталей
|
5.2 Разработка графических моделей методов обработки основных узлов изделия
Выбранные методы обработки основных узлов изделия представлены в данном курсовом проекте в виде сборочных схем (графических моделей) с указанием последовательности выполнения операций путем цифровой нумерации на рисунке 4.
В основу выбора методов обработки положены: прогрессивная технология, достижения науки и техники в области швейного производства, методы обработки, применяемые на передовых предприятиях бытового обслуживания.
Прогрессивные методы обработки предусматривают: использование клеевых прокладочных материалов, машинные способы обработки, технологичные конструкции деталей и узлов изделия, совмещение технологических операций, вывод из технологического процесса ряда операций, не снижающих качества изделия.
При выборе методов обработки учитаны основные направления дальнейшего совершенствования техники и технологии швейного производства.
Проанализировав все вышесказанное, были выбраны следующие методы обработки основных узлов: соединение нижнего воротника с верхним производится челночной стачивающей обтачной строчкой в кант (рисунок 4), такая обработка является материалосберегающей (отсутствие клеевой паутинки). Карман накладной на подкладке обрабатывается по унифицированному методу, что сокращает количество операций и также является трудосберегающей технологией. Для придания формоустойчивости воротнику используется флизелин с точечным клеевым покрытием.
Широко применяются клеевые кромки, которые предохраняют срезы от растяжения, не увеличивая при этом массу изделия.
 
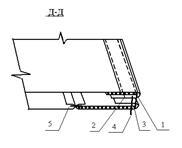 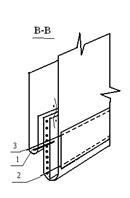 
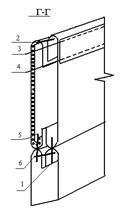 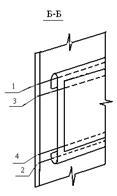 
Рисунок 4 - Графические модели методов обработки основных узлов женского жакета
 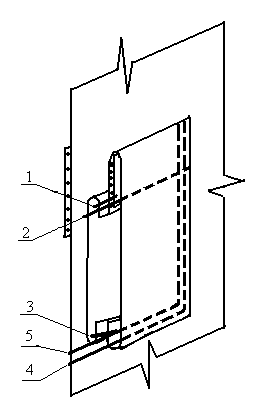 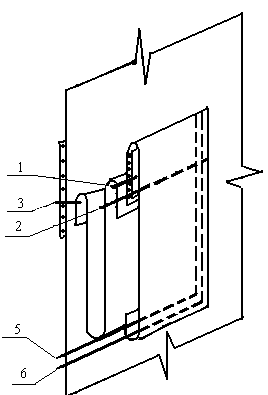
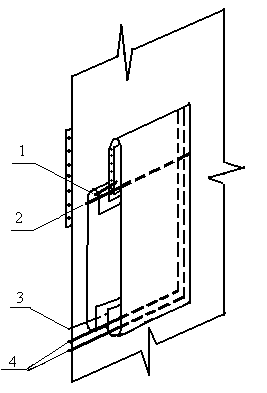
Метод 1 Метод 2 Метод 3
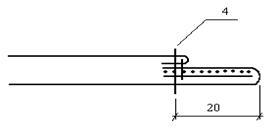
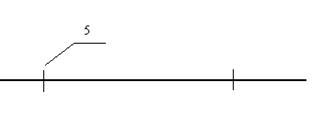
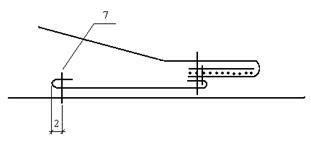
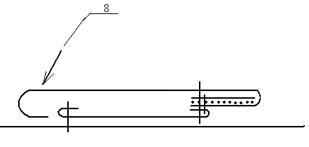
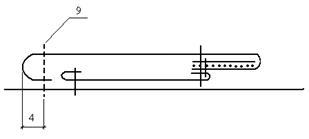
Рисунок 5. Графические модели методов обработки заданного узла (накладной карман на подкладке)
5.3 Выбор и оценка методов обработки заданного узла изделия (накладной карман на подкладке)
Технология обработки швейных изделий изменены с совершенствованием процессов моделирования и конструирования одежды, с появлением новых материалов, оборудования. В связи с этим, методы обработки для одного и того же вида одежды и узла различны по технологии, применяемым оборудованием, материалами, входящими в пакет изделия, средствами механизации.
Для детального анализа и оценки эффективности в курсовом проекте представлены три варианта обработки заданного узла (рисунок 5), разработаны графические модели (схемы) и дана характеристика особенностей обработки каждого метода по составу пакета материалов, применяемых конструкций швов, оборудования, конструкций деталей, технологии обработки, составлена технологическая последовательность выбранных методов обработки (таблица 8). Формирование технологической последовательности состоит в выборе операций из нормативной технологической документации.
Таблица 9 - Технологическая последовательность обработки заданного узла изделия
| № операций
|
Наименование операций
|
Вид работы
|
Затрата времени по вариантам обработки, мин
|
Оборудование, приспособления, инструменты
|
| 1метод
|
2 метод
|
3метод
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| Обработка кармана подкладкой
|
| 1
|
Проложить кромку из материала с односторонним клеевым покрытием по верхнему краю карманов (со стороны припуска по намеченной линии)
|
У
|
1,09
|
1,09
|
1,09
|
Утюг УТП-2,
ОЭП ОАО
«Агата», пулевизатор
|
| 2
|
Притачать подкладку к припуску на подгиб верхнего края накладных карманов
|
М
|
0,976
|
0,976
|
0,976
|
Машина131-131+50 ОА”Орша”
Беларусь
|
| 3
|
Перегнуть верхний край накладных карманов по намеченной линии и обтачать карманы подкладкой, посаживая основную ткань в углах.
|
М
|
-
|
2,99
|
-
|
Машина131-131+50 ОА”Орша”
Беларусь
|
| 4
|
Подрезать шов обтачивания карманов и вывернуть карманы на лицевую сторону, выправляя в углах
|
Р
|
-
|
1,91
|
-
|
Колышек, ножницы
|
| 5
|
Выметать края накладных карманов, образуя кант из основной ткани
|
СМ
Р
|
-
-
|
3,20
5,25
|
-
-
|
2222М
АО «Орша»
Беларусь
Игла, наперсток ножницы
|
| 6
|
Подшить пропуск в строчке
|
Р
|
-
|
1,13
|
-
|
Игла, наперсток ножницы
|
| 7
|
Приутюжить накладные карманы
|
У
|
-
|
1,67
|
-
|
Утюг УТП-2,
ОЭП ОАО
«Агата»
|
| 8
|
Перегнуть верхний край накладных карманов на изнаночную сторону по намеченной линии и приутюжить
|
У
|
1,67
|
-
|
1,67
|
Утюг УТП-2,
ОЭП ОАО
«Агата»
|
| 9
|
Прострочить отделочной строчкой верх кармана
|
М
|
0,976
|
0,976
|
0,976
|
Машина131-131+50 ОА”Орша”
Беларусь, направляющая линейка
|
| 10
|
Удалить нитки после выметывания краев карманов в ручную
|
Р
|
-
|
0,948
|
-
|
Колышек, ножницы
|
| Итого 1 этапа
|
4,712
|
20,14
|
4,712
|
| Соединение кармана с полочкой
|
| 11
|
Восстановить места расположения кармана
|
Р
|
0,784
|
0,784
|
0,784
|
Мел, линейка, сантиметровая лента, лекало
|
| 12
|
Заутюжить боковые и нижние края подкладки кармана, подгибая обрезные края в сторону изнанки подкладки
|
У
|
1,66
|
-
|
-
|
Утюг УТП-2,
ОЭП ОАО
«Агата»
|
| 13
|
Наложить подкладку накладных карманов лицевой стороной на лицевую сторону полочек по намеченным линиям и настрочить её по боковым сторонам и низу
|
М
|
2,53
|
-
|
-
|
Машина131-131+50 ОА”Орша”
Беларусь
|
| 14
|
Притачать верхние края подкладки накладных карманов к полочке по намеченным линиям
|
М
|
-
|
-
|
0,976
|
Машина131-131+50 ОА”Орша” Беларусь,
ножницы
|
| 15
|
Стачать боковые срезы подкладки кармана
|
М
|
-
|
-
|
1,95х2
|
Машина131-131+50 ОА”Орша” Беларусь
|
| 16
|
Заутюжить боковые и нижние края кармана, подгибая обрезные края в сторону подкладки
|
У
|
1,66
|
1,66
|
1,66
|
Утюг УТП-2,
ОЭП ОАО
«Агата»
|
| 17
|
Наметать накладные кармана на полочки
|
Р
|
3,73
|
3,73
|
3,73
|
Игла, наперсток ножницы
|
| 18
|
Притачать боковые и нижние края накладных карманов по намеченным линиям
|
М
|
3,95
|
-
|
-
|
242
«PFAFF»
Германия
|
| 19
|
Притачать боковые и нижние края накладных карманов по намеченным линиям двумя строчками
|
М
|
-
|
7,91
|
7,91
|
Машина131-131+50 ОА”Орша” Беларусь
|
| 20
|
Удалить нитки наметывания накладных карманов
|
Р
|
1,05
|
1,05
|
1,05
|
Колышек, ножницы
|
| 21
|
Приутюжить накладные карманы
|
Пр
|
2,53
|
2,53
|
2,53
|
Пресс ПГУ-3
|
| Итого 2 этапа
|
17,894
|
17,664
|
22,54
|
| Итого по этапам
|
22,606
|
37,804
|
27,252
|
На основании данных о трудоемкости узлов и времени технологических операций проведен анализ структуры методов обработки.
Таблица 10 – Структурный состав операций методов обработки по видам работ.
| Номер метода обработки
|
Графическая модель метода обработки
|
Затраты времени по видам работ
|
| Затраты времени по этапам обработки, мин.
|
М
|
СМ
|
Пр
|
У
|
Р
|
Применяемое оборудование, приспособления
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 1
|
|
1этап
4,712
2этап
17,894
Итого
22,606
|
1,952
6,48
8,432
|
-
-
-
|
-
2,53
2,53
|
2,76
3,32
6,08
|
-
5,564
5,564
|
Машина131-31+50 ОА “Орша”,
Утюг УТП-2
242 «PFAFF» Германия
Машина131-31+50 ОА “Орша”,
Пресс ПГУ-3,
Утюг УТП-2,
Игла, Наперсток,
Ножницы, Линейка,
Мел, Трафарет,
|
Продолжение таблицы 9
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| 2
|

|
1 этап
20,14
2этап
17,664
Итого
37,804
|
4,942
7,91
12,852
|
3,20
-
3,20
|
-
2,53
2,53
|
2,76
1,66
4,42
|
9,238
5,564
14,802
|
Машина131-131+50 ОА “Орша”,
Утюг УТП-2,
2222М АО «Орша»
Беларусь,
Пресс ПГУ-3,
Игла, Наперсток, Мел,
Ножницы, Линейка,
Колышек, Трафарет
Машина131-131+50 ОА “Орша”,
Утюг УТП-2,
Игла, Наперсток, Мел,
Ножницы, Линейка,
Колышек, Трафарет
|
| 3
|
|
1этап
4,712

2этап
22,54

Итого
27,252
|
1,952
12,786
14,738
|
-
-
-
|
-
2,53
2,53
|
2,76
1,66
4,42
|
-
5,564
5,564
|
Машина131-131+50 ОА “Орша”,
Пресс ПГУ-3,
Утюг УТП-2
Машина131-31+50 ОА “Орша”,
Утюг УТП-2,
Игла, Наперсток,
Ножницы, Линейка,
Мел, Трафарет,
|
Продолжение таблицы 9
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
| 1 этап
4,712
20,14
4,712
|
1,952
4,942
1,952
|
-
3,20
-
|
-
-
-
|
2,76
2,76
2,76
|
-
9,238
-
|
| 2 этап
17,894
17,664
22,54
|
6,48
7,91
12,786
|
-
-
-
|
2,53
2,53
2,53
|
3,32
1,66
1,66
|
5,564
5,564
5,564
|
| Итого
|
87,662
|
36,022
|
3,20
|
7,59
|
14,92
|
25,93
|
5.4 Оценка эффективности методов обработки заданного узла изделия
Эффективность методов обработки определены их комплексной оценкой. Анализ каждого метода включает оценку его по трудоемкости, структуре операций, техническому совершенству оборудования, возможности использования последовательно-параллельных и последовательных методов обработки, ресурсосберегающих технологий, факторам обеспечивающим повышение производительности труда и качества обработки и др.
Для оценки качества обработки узла использованы показатели степени механизации обработки данного узла, оказывающий значительное влияние на обеспечение стабильности качества.
Степень механизации См определен в процентном отношении времени механизированных операций Тм к общей затрате времени Тобщ на узел одежды:

 =10,962/22,606*100%=48% =10,962/22,606*100%=48%
 =18,582/37,804*100%=49% =18,582/37,804*100%=49%
 =17,268/27,252*100%=63% =17,268/27,252*100%=63%
Кроме того, при оценке качества обработки учитаны изменение физико-механических свойств узла одежды.
Для экономической оценки методов обработки использованы расчеты трудовых затрат, которые охарактеризованы показателями повышения производительности труда Рп.т. и сокращения затрат времени Рз.в.
Па основе технологической последовательности была определена трудоемкость методов обработки, что дало возможность определить экономические показатели.
Повышение производительности труда Рп.т.(%) определяют из соотношения:
Рп.т.=( 37,804-22,606)/22,606*100%=67%
Сокращение затрат времени Рз.в. (%).
Рз.в.=( 37,804-22,606)/37,804*100%=40%
где Тс –затрата времени по узлу при менее производительном способе обработки, мин.;
Тп - затрата времени по узлу при более производительном способе обработки, мин.
Результаты расчетов представлены в таблице 10.
Таблица 11 - Оценка эффективности методов обработки
| Показатели
|
Варианты методов обработки
|
| 1
|
2
|
3
|
| 1
|
2
|
3
|
4
|
| Затраты времени по узлу, мин.
|
22,606
|
37,804
|
27,252
|
| Сокращение затрат времени, Рз.в., %
|
40
|
| Повышение производительности труда, Рп.т, %
|
67
|
| Затрата времени на механизированные технологические операции, Тм., мин.
|
10,962
|
18,582
|
17,268
|
| Степень механизации обработки узла, См, %.
|
48
|
49
|
63
|
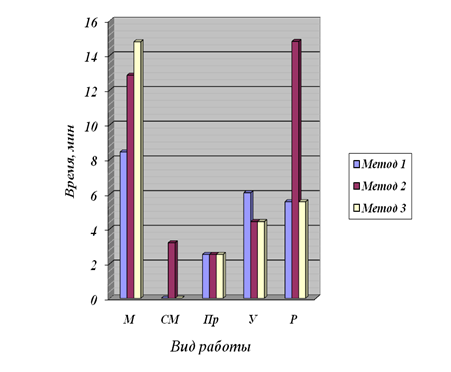
Рисунок 6 – Трудоемкость методов обработки по видам работ
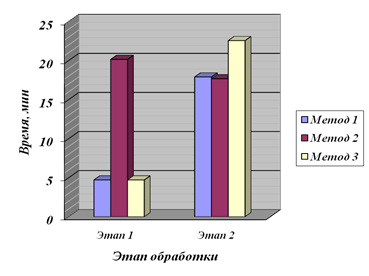
Рисунок 7 – Трудоемкость методов обработки по этапам обработки.
Таким образом, из графиков на рисунках 6 и 7 видим, что наипрогрессивным и рациональным является первый метод обработки. Его графики лежат ниже двух остальных Тобщ
=22,606 мин, а более трудоемким и менее производительным является третий метод обработки, Тобщ
=37,804 мин.
Из рисунка 6 видно, что в 3-ем методех преобладают машинные операции за счет исключения спецмашинных и малого использования ручных и утюжильных операций. График идет не равномерно, операции на утюге преобладают над прессом. Во втором методе преобладает ручная операция над первым и вторым методом.
Таким образом, экономическая эффективность достигнута за счет уменьшения ручных и спецмашинных операций и повышается за счет увеличения машинных операций.
Для обеспечения поузловой обработки изделий в процессе важное значение имеет также технологичность методов обработки узлов, которая позволило сосредоточить обработку узла на меньшем количестве рабочих мест, используя наиболее однородное оборудование и инструменты, и сокращая затраты времени на приемы «взять и отложить детали». При определении технологичности метода обработки подсчитано количество переходов от операций к операции с разными видами работ.
5.5 Разработка технологического процесса заданного узла.
Таблица 12 - Кодирование деталей, входящих в пакет заданного узла
| Наименование деталей
|
Код деталей
|
| 1
|
2
|
| Основная деталь кармана
|
01
|
| Клеевая прокладка верха кармана
|
02
|
| Подкладка кармана
|
03
|
| Полочка
|
04
|

 1 1
| 2
|
М
|
| 0,98
|

| 8
|
У
|
|  1,67 1,67
|
| 11
|
Р
|
|  0,78 0,78
|

| 12
|
У
|
|   1,66 1,66
|


| 17
|
Р
|
|  3,73 3,73
|

| 20
|
Р
|
|  1,05 1,05
|
Рисунок 8 – Граф последовательности обработки накладного кармана на подкладке
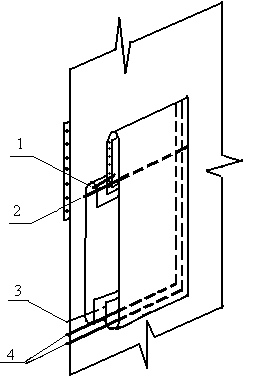
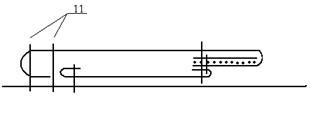
5.6 Разработка инструкционной карты на заданный узел
Рисунок 9. Метод обработки заданного узла предпочтительного варианта
Таблица 13 – Инструкционная карта
| п/п
|
Технические условия выполнения операции
|
Вид работы
|
Затрата времени, мин.
|
Оборудование, приспособления
|
| 1
|
2
|
3
|
4
|
5
|
| 1
|

|
У
|
1,09
|
Утюг УТП-2
|
| 2
|

|
М
|
0,976
|
Машина 131-131+50
АО «Орша»
|
| 3
|
|
У
|
1,67
|
Утюг УТП-2
|
| 4
|
|
М
|
0,976
|
Машина 131-131+50
АО «Орша», направляющая линейка
|
| 5
|
|
Р
|
0,784
|
Линейка, мел, трафарет
|
| 6
|

|
У
|
1,66
|
Утюг УТП-2
|
| 7
|
|
М
|
2,53
|
Машина 131-131+50
АО «Орша»
|
| 8
|
|
У
|
1,66
|
Утюг УТП-2
|
| 9
|
|
Р
|
3,73
|
Игла, наперсток ножницы
|
| 10
|

|
М
|
7,91
|
Машина 131-131+50
АО «Орша»
|
| 11
|
|
Р
|
1,05
|
Ножницы, колышек
|
| 12
|

|
Пр
|
2,53
|
Пресс ПГУ-3,
|
| Итого
|
22,606
|
Выводы
В курсовом проекте разработана проектная конструкторско-технологическая документация для изготовления женских жакетов.
Выбран жакет классического стиля для женщин младшего и среднего возрастов.
В разделе конфекционирование материалов предложен полный пакет всех составляющих для женского жакета. Выбрана вельветовая хлопчатобумажная ткань, которая отвечает гигиеническим, эксплуатационным и эстетическим требованиям. В качестве прокладки использован флизерин, в качестве подкладки вискозная ткань. Выбраны лавсановые швейные нитки, которые в достаточной мере прочные и упругие. Для качественного изготовления модели с учетом волокнистого состава выбраны режимы ВТО и параметры образования клеевых соединений.
В курсовом проекте предусматривается изготовление изделия с одной примеркой. На условное изделие разработан граф конструктивно-технологических переходов который наглядно выявляет взаимосвязь между модельно-конструктивным построением изделия и очередностью обработки составляющих его деталей. Граф имеет 12 операционных уровней и считается рациональным.
Для проектируемых моделей произведен выбор методов обработки и характеристика оборудования.
При выборе методов обработки учтены: прогрессивная технология, достижения науки и техники в области швейного производства, методы обработки, применяемые на передовых швейных предприятиях сферы сервиса и научно-техническая документация. Выбраны такие методы обработки которые сокращают затрату времени, уменьшают применение ручного труда за счет использования специального оборудования, применены методы параллельной и последовательной обработки.
При выборе технологического оборудования учтена его конструктивно – технологическая характеристика: степень универсальности, уровень автоматизации, обратимость конструкции, высокая производительность, минимальная стоимость, возможность использования средств малой механизации, «гибкость» к изменению производимого ассортимента, коэффициент использования машины. Применена стачивающая машина Машина131-31+50 ОА “Орша” и специальная машина паралельной строчки немецкого производства242 «PFAFF» Германия с автоматической смазкой, что позволяет сэкономить время на обслуживание машин. Эти машины экономически выгодны для предприятий сервиса, они позволяют повысить производительность труда.
Использование средств малой механизации не только обеспечивает стабильность качества обработанных узлов, но также позволяет значительно снизить их трудоемкость за счет выведения из процесса обработки ряда трудоемких ручных операций, требующих высокой квалификации исполнителей. В проекте использована лапка с выдвижной выправляющей линейкой.
Выбранные методы обработки основных узлов в курсовом проекте представлены в виде сборочных схем, приведена характеристика каждого метода с наличием прогрессивной технологии, учетом свойств материала.
Заданием курсового проекта было детально обосновать выбор метода обработки верхнего накладного кармана на подкладке. В проекте предложены три метода обработки заданного узла, разработаны графические модели этих узлов, описано преимущество каждого метода над другим методом, составлена технологическая последовательность. Она явилась основой для определения трудоемкости и количественной оценки каждого метода.
Список литературы:
1. Назарова А.Н., Куликова И.А., Савостицкий А.В. Технология швейных изделий по индивидуальным заказам.-М.: Легпромбытиздат, 1986.
2. Савостицкий А.В., Меликов Э.Х. Технология швейных изделий. - М.: Легпромбытиздат, 1982.
3. Кокеткин П.П. Одежда: Справочник.-М.: МГУДТ, 2001.
4. Лабораторный практимум по технологии швейных изделий /Под ред. Е.Х. Меликова.-М.: Легпромбытиздат, 1988
5. Типовые нормы времени на технологические операции пошива мужской и женской верхней одежды по индивидуальным заказам при организации работ с разделением труда. - М., 1988.
6. Крюкова Н.А., Конопальцева Н.М. Технологические процессы в сервисе. Отделка одежды из различных материалов: учебное пособие. - М.: ФОРУМ: ИНФРА-М, 2007.
7. Ермаков А.С. Оборудование швейных предприятий: Учебник для ПНО, Учебное пособие для СПО, МГУС.-М., 2004.
8. Орленко Л.В., Гаврилова Н.И. Конфекционирование материалов для одежды.-М.: Форум-Инфра, 2006.
9. Стельмашенко В.И., Розаренова Т.В. Материалы для одежды и конфекционирование.-М.: Издательский центр «Академия», 2008.
10. Методические указания по выполнению курсового проекта для студентов/ Сост. канд. тех. наук, профессор И.Н. Каграманова, ГОУВПО «МГУС». – М.,2007.
|