| ВВЕДЕНИЕ
Бетон считается одним из древнейших строительных материалов. Об этом свидетельствуют, сохранившиеся до наших дней, здания и сооружения. Вначале бетон использовался для возведения монолитных сооружений и конструкций, но наука на месте не стоит, и поэтому был создан ещё более эффективный прочный строительный материал – это железобетон. С развитием железобетонных конструкций, армированных сетками и каркасами, успешно начало развиваться строительство различных зданий и сооружений при наименьших трудовых затратах и повышенных сроках возведения.
Следующим этапом развития железобетона стало применение предварительно-напряжённых конструкций, что способствовало снижению расхода арматуры в железобетонных конструкциях, повышению их долговечности и трещиностойкости. Также значительным продвижением в развитие железобетона стало применение различных видов добавок.
На заводах железобетонных изделий важное значение имеет обеспечение необходимой прочности изделий в наиболее короткие сроки. Естественное твердение позволяет получить необходимую прочность через длительное время, что влечёт за собой увеличение количества форм (60-70% массы всей стали) и производственных площадей. Решающим средством ускорения твердения бетона, в условиях заводской технологии сборного железобетона, является тепловая обработка.
Тепловая обработка входит в технологический процесс изготовления железобетонных изделий и занимает 70-80 % времени всего цикла изготовления изделий. Тепловая обработка на действующих предприятиях колеблется от 2,5-24 часов и осуществляется в ямных, туннельных, щелевых, вертикальных камерах, кассетах, автоклавах, под колпаками – как периодического, так и непрерывного действия; а источником тепла при этом служит пар, вода, электроэнергия, инфракрасные лучи. Сущность тепловлажностной обработки состоит в том, что при повышении температурной среды до 85-1000С скорость реакции гидратации значительно увеличивается, т.е. процесс твердения ускоряется и изделия в более короткий срок, чем при обычной температуре, приобретают механическую прочность, допускающую их транспортировку и монтаж.
На тепловую обработку расходуется до 70 % всей тепловой энергии на производство сборного железобетона. Высокая стоимость энергоносителей при низкой эффективности их использования, неритмичная поставка топлива приводят к сокращению объёмов выпускаемой продукции. При таких обстоятельствах необходим иной подход к процессам ускорения твердения бетона в заводских условиях. Максимально возможное применение комплексных химических добавок, переход на низкотемпературный режим, использование частично-термосных и термосных режимов требуют грамотного инженерного подхода к конструированию тепловых установок, теплотехнического расчёта ограждающих конструкций, составление теплового баланса.
Одним из способов экономии при тепловой обработке является использование вместо пара продуктов сгорания природного газа в смеси с рециркулятом.
Одним из возможных путей повышения эффективности производительности строительных материалов является создание автоматизированных систем управления технологическими процессами (АСУТП) и автоматизированных систем управления предприятием (АСУП).
Благодаря АСУТП повысилось качество и количество выпускаемых изделий, уменьшился, например, расход теплоносителя, при производстве железобетонных изделий, уменьшилось отрицательное влияние на окружающую среду, облегчен труд рабочих, точный расход материалов для производства изделий.
На всех заводах железобетонных изделий внедрены электронно-вычислительные машины (ЭВМ), что позволяет осуществить обработку информации автоматическими устройствами со скоростью, в несколько миллионов раз превышающей скорость обработки информации человеком.
Для успешного развития, перед промышленностью сборного железобетона определены основные направления, ведущими из которых являются:
Разработка и организация эффективных видов вяжущих и их массовое производство, арматурной стали, высококачественных заполнителей, комплексных химических добавок и новых видов бетона;
Повышение степени заводской готовности изделий;
Снижение массы конструкций за счёт применения тонкостенных конструкций, предварительно напряжённых и конструкций из лёгкого бетона;
Коренное улучшение технологий в производстве железобетонных конструкций, а также реконструкция действующих заводов;
Снижение энергетических затрат на обеспечение ускорения твердения бетона, за счёт введения химических добавок, применения терморежимов, использование гелиотермообработки и другого, что приводит к снижению стоимости продукции.
Выпускаемые железобетонные изделия используются во всех областях строительства, т.к. железобетон является основным строительным материалом, и нашёл широкое применение в жилищном, промышленном, транспортном и сельскохозяйственном строительстве.
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Обоснование выбора места строительства
Проектируемый цех по производству многопустотных плит перекрытий производительностью 19000м3/год планируется разместить на территории действующего завода ОАО «СЖБ-3» в городе Витебске.
Строительство цеха целесообразно и экономически выгодно, так как на данном заводе имеются производственные площади, складские помещения для сырьевых материалов и свободные площади для складирования готовой продукции. Имеются коммуникации для обеспечения предприятия электроэнергией, сжатым воздухом, природным газом и водой. Так, как пар в настоящее время является одним из самых дорогостоящих теплоносителей, предприятию экономически не выгодно транспортировать его из Витебской ТЭЦ, поэтому завод перешёл на тепловую обработку железобетонных изделий ПСПГ, что позволить снизить себестоимость продукции и обеспечить её конкурентоспособность на внутреннем и внешнем мировом рынке.
Для обеспечения предприятия природным газом предусмотрена газопроводная ветвь от городской газомагистрали. Электроэнергия поступает с «ВитебскЭнерго», сжатый воздух вырабатывается компрессорными установками, размещёнными на территории предприятия, вода забирается из реки Западная Двина.
Для доставки сырьевых материалов и сбыта готовой продукции имеются автотранспортные пути, а также на территорию завода проложена ветвь железнодорожного сообщения.
Сырьевые материалы доставляются на завод различными видами транспорта. Цемент поступает железнодорожным транспортом из БЦЗ города Костюковичи, Могилёвской области. Щебень поступает железнодорожным транспортом из Брестской области городского посёлка Микашевичи РУПП «Гранит». Песок завозится автотранспортом из города Витебска РУП «Витебскречтранс». Арматурная сталь поставляется из города Жлобина БМК, железнодорожным транспортом или автотранспортом с городской металобазы. Добавка суперпластификатор С-3 поступает автомобильным транспортом из Гомельской области, города Мозыря завода «СЖБ-12». Смазка «Виттол-1» поступает автотранспортом из города Минска, ООО «Сервовит».
Город Витебск является областным центром и расположен на экономически выгодных автотранспортных и железнодорожных путях сообщения, что даёт возможность реализовывать продукцию не только в республики, но и в странах СНГ и ближнего зарубежья.
Обеспечение предприятия трудовыми и инженерно-техническими кадрами будет осуществляться за счёт выпускников ВГТК, Новополоцкого политехнического университета.
Проектируемых цех не окажет вредного воздействия на жилые районы города, т.к. расположен с учётом санитарной защиты.
1.2 Номенклатура выпускаемой продукции
Многопустотные плиты перекрытий предназначены для устройства каркасов одно- и многоэтажных зданий и сооружений различного назначения.
Согласно СТБ 1383-2003 “Плиты покрытий и перекрытий железобетонные для зданий и сооружений” изделие должно удовлетворять следующим требованиям:
- плиты должны удовлетворять требованиям настоящего стандарта и изготавливаться по рабочим чертежам и технологической документации, утверждённым в установленном порядке;
- по прочности, жёсткости и трещиностойкости плиты должны соответствовать требованиям, установленным в проектной документации, и выдерживать при испытаниях нагружением контрольные нагрузки, указанные в рабочих чертежах;
- плиты относятся к классу пожарной опасности К0;
- предел огнестойкости плит должен соответствовать требуемой степени огнестойкости здания, установленной в проектной документации конкретного здания;
- плиты следует изготавливать из тяжёлого бетона классов по прочности на сжатие В15 и выше;
- поставка плит потребителю должна производиться после достижения бетоном отпускной прочности;
- для предварительно-напряжённых плит в зоне анкеровки предварительно напряжённой арматуры не допускается:
а) нарушение структуры бетона на торцах элементов;
б) неплотное примыкание бетона к арматуре.
При поставке плит в холодный период года нормируемая отпускная прочность бетона плит может быть повышена до 90% класса по прочности на сжатие согласно указанием рабочих чертежей.
- морозостойкость и водонепроницаемость бетона плит должны соответствовать маркам по морозостойкости (F50) и водонепроницаемости, установленным проектной документацией конкретного здания или сооружения и указанным в заказе на изготовление колонн;
- удельная эффективная активность естественных радионуклидов (Аэфф) бетона плит не должна превышать, Бк/кг:
- 370 – для плит, применяемых в каркасах жилых и общественных зданий;
- 740 – для плит, применяемых в каркасах производственных зданий; -виды и классы арматурной стали, применяемой для армирования плит, а также марки стали закладных изделий должны соответствовать установленным проектной документацией конкретного здания и указанным в рабочих чертежах;
- форма, размеры арматурных и закладных изделий и их положение в плитах должны соответствовать указанным в рабочих чертежах на изделие;
- для армирования плит следует применять арматурную сталь: в качестве ненапрягаемой продольной арматуры: - стержневую горячекатаную периодического профиля класса S500 и гладкую класса S240 по ГОСТ 5781 – 82; в качестве напрягаемой продольной арматуры:
- термомеханически упрочнённую стержневую класса S800 по ГОСТ 10884;
- на поверхности плит не допускается обнажение рабочей и конструктивной арматуры, за исключением арматурных выпусков;
- толщина защитного слоя бетона до рабочей и конструктивной арматуры должна соответствовать указанной в рабочих чертежах;
- отпуск натяжения арматуры в предварительно напряжённых плитах следует производить после достижения бетоном требуемой передаточной прочности;
- значения действительных отклонений размеров и положение выпусков арматуры и центрирующих прокладок не должны превышать  3 мм; 3 мм;
- в бетоне плит, поставляемых потребителю, трещины не допускаются, за исключением поперечных трещин от обжатия бетона в предварительно напряжённых плитах, а также усадочных и других поверхностных технологических трещин, ширина которых не должна превышать 0,1 мм, если рабочими чертежами конкретного здания не установлены более жёсткие требования;
- на лицевых поверхностях плит не допускаются жировые и ржавые пятна;
- открытие поверхности стальных закладных изделий, выпуски арматуры, монтажные петли и строповочные отверстия должны быть очищены от наплывов бетонов или раствора.
Изготовленные плиты должны быть приняты техническим контролем предприятия-изготовителя.
Таблица 1
| Марка
|
Размеры
|
Характеристика изделий
|
| Длина
|
Ширина
|
Высота
|
Расход бетона
|
Расход стали
|
Класс бетона
|
| ПК 72.15-8 Ат 800
ПК 72.15-10 Ат 800
ПК 72.15-12 Ат 800
ПК 66.15-3 Ат 800
ПК 66.15-10 Ат 800
|
7180
7180
7180
6580
6580
|
1490
1490
1490
1490
1490
|
220
220
220
220
220
|
1,34
1,34
1,34
1,23
1,23
|
58,58
84,66
94,52
27,84
61,86
|
В25
В20
В25
В25
В20
|
1.3 Обоснование выбора способа производства
Производство многопустотных плит перекрытий в заводских условиях можно производить различными способами: стендовым, конвейерным и агрегатно-поточным.
Стендовая технология предусматривает изготовление изделий стационарно, т.е. технологическое оборудование при изготовлении изделий, материалы и рабочие звенья перемещают от одной стендовой формы к другой, поэтому стендовый способ производства отличается длительностью технологического процесса, неподвижное размещение стендовых форм требует больших производственных площадей. Всё это приводит к высоким трудовым затратам при выпуске конструкций. Организация стендового производства не обеспечивает повышенного уровня механизации и автоматизации технологических процессов. Стендовый способ является малопроизводительным и используется на предприятиях низкой и средней мощности или полигонах.
При конвейерном способе весь технологический процесс разбивается на отдельные элементы, операции, которые выполняются одновременно, независимо друг от друга на отдельных постах. При конвейерном способе формы перемещают от поста к посту специальными транспортными устройствами. Каждый пост линии обслуживается закреплённым за ним звеном. Однако, конвейерный способ требует больших капитальных затрат и вложений на обслуживание механизмов, транспортного и технологического оборудования; не обладает гибкостью технологической линии, требует значительных расходов на переналадку оборудования при выпуске другого вида продукции. Поэтому проектировать конвейерную линию не рационально и не целесообразно.
Для производства плит перекрытия принимается типовая схема агрегатно-поточной технологии. Эта схема обладает гибкостью, поддоны от поста к посту перемещаются при помощи мостового крана и грузоподъёмного устройства. Изделия изготавливаются способом немедленной распалубки, что позволяет использовать поддоны и съёмную бортоснастку, что приводит к снижению металлоёмкости производства. Способ немедленной распалубки повышает оборачиваемость установок для формования плит, производительность, сократит длительность технологического процесса и приведёт к экономии электрической энергии. При данном способе производства обеспечивается чёткая организация технологического процесса.
Учитывая все вышеизложенные особенности, при разработке формовочного цеха заданной производительности целесообразно применение агрегатно-поточной технологии
1.4 Характеристика технологического оборудования
Для изготовления пустотных плит перекрытия и других железобетонных изделий необходимы сырьевые материалы, которые доставляются на предприятие как железнодорожным (цемент, щебень), так и автомобильным (песок, добавка, арматурная сталь) транспортом. Хранение материалов осуществляется в закрытых помещениях – складах.
Склады сырьевых материалов являются неотъемлемой частью бетоносмесительного цеха, так как благодаря ним создаются запасы для непрерывной работы предприятия.
На заводе, для хранения цемента, предусмотрен силосный склад 409-29-65; для хранения щебня и песка используется закрытый эстакадно-полубункерный склад 708-13-84; а для хранения добавки и арматуры – закрытый склад с необходимым оборудованием для их разгрузки.
Силосный склад представляет собой 4 отдельных ячейки – силоса общей вместимостью 1100 тонн и расположен вблизи рельсового пути. Цемент доставляется в вагонах-цементовозах бункерного типа, откуда самотёком через люки выгружается в разгрузочные бункера склада и пневматическим винтовым подъёмником цемент поступает в распределяющее устройство, благодаря которому происходит его распределение по силосам. В силоса одновременно с цементом поступает запыленный воздух под давлением, поэтому для предотвращения взрыва банки предусмотрен вентилятор для отсасывания воздуха, который проходит через фильтры. Каждый силос склада оборудован в днище аэрационным свободообрушающим устройством. Цемент выдаётся из склада с помощью пневморазгружателя донной выгрузки и при помощи винтового пневматического насоса поступает по трубопроводу в расходные бункера бетоносмесительного цеха.
Для заполнителей предусмотрен прирельсовый эстокадно-полубункерный склад общей вместимостью 3000 м3, представляющий собой частично заглубленные бункера, под которыми расположена галерея ленточных конвейеров. Заполнители доставляются в железнодорожных вагонах – щебень и автосамосвалах – песок, и под действием собственных сил тяжести инертные поступают в приёмочные бункера склада, откуда при помощи ленточного транспортёра заполнители поступают на транспортирующий конвейер, а затем при помощи сбрасывающей тележки отсыпаются в нужный отсек склада. Из склада заполнители выдаются через течки и при помощи ленточного транспортёра поступают на перегрузочную станцию, где, при необходимости, просеиваются при помощи грохота, и далее по наклонной галерее поступают в расходные бункера бетоносмесительного цеха.
Бетоносмесительный цех скомпонован по вертикальной схеме, при которой всё оборудование размещается на перекрытиях многоэтажного здания, и подъём материалов осуществляется на высоту 25 и более метров. Все материалы, при помощи распределительных устройств, разгружаются в отсеки соответствующих расходных бункеров. Для крупного заполнителя, песка и цемента предусмотрено по два отсека. С целью свободного перемещения под действием сил тяжести сыпучих материалов, углы наклона днищ бункеров выполняют больше углов естественного откоса соответствующих материалов. Во избежание зависания заполнителей при повышенной влажности, на стенках нижней части бункера установлены навесные вибраторы, кроме этого по периметру бункеров расположены паровые трубы – для того, чтобы в зимний период вёлся подогрев заполнителей. В бункерах цемента предусматривают устройства для аэрации. Также в надбункерном отделении расположены циклоны, фильтры для очистки сжатого воздуха от цементной пыли.
После бункерного отделения расположено дозаторное отделение, где размещены баки для воды и добавки, дозатор для песка и щебня ДИ-2000Д (с наименьшим пределом взвешивания 400 кг, а наибольшим - 2000 кг, вместимостью бункера 2,5 м3 и циклом дозирования 60 секунд), дозатор для цемента АВДЦ-1200М (с наименьшим пределом взвешивания 100 кг, а наибольшим - 300 кг, вместимостью бункера 0,36 м3 и циклом дозирования 90 секунд) и дозатор жидкости АВДЖ-425/1200М (с наименьшим пределом взвешивания 20 кг, а наибольшим - 200 кг, вместимостью бункера 0,21 м3 и циклом дозирования 45 секунд). Отдозированные материалы последовательно поступают в смесительное отделение: песок, щебень, часть воды, добавка, цемент и остальная часть воды, где перемешиваются не менее 90 секунд в бетоносмесителе принудительного действия СБ-138А (объём готового замеса по бетонной смеси – 1000 литров, вместимость по загрузке 1500 литров, число циклов в час при приготовлении бетонной смеси – 40).
Готовая бетонная смесь поступает в раздаточный бункер и при помощи ленточного конвейера ТК-3 (длина неограниченна, ширина ленты 800 мм), жёсткая бетонная смесь поступает в бетоноукладчик СМЖ-3507А (число бункеров – 1, наибольшая ширина укладки – 2000 мм, ширина колеи рельс – 4500 мм, габаритные размеры – 3,7 6,33,1 м; бетоноукладчик укомплектован вибронасадком, разравнивающей рейкой, устройством для распыления смазывающего материала на поверхность бетонной смеси), благодаря которому производится формование изделия. Осуществляется укладка нижнего слоя бетонной смеси уже с уложенной предварительно напряжённой арматурой и сетками С-2.После укладки бетонной смеси включается привод виброплощадки СМЖ-460 (размер формуемых изделий 36 м, грузоподъёмность 15 тонн, крепление формы – электромагнитное) и в течении 1 минуты смесь уплотняется, выключается привод виброплощадки. После чего осуществляется установка пуансонов, монтажных петель и верхних сеток. Затем осуществляется укладка второго слоя бетонной смеси и опускается прегрузочный щит, включается привод виброплощадки и производится окончательное уплотнение бетонной смеси. После уплотнения извлекаются пустотообразователи, поднимается прегрузочный щит и разравнивающейрейкой бетоноукладчика разравнивается свежеотформованная бетонная смесь, вручную высвобождаются петли. С поста формования мостовым краном (грузоподъёмность 10 тонн, общего назначения, опорный двухбалочный с электроприводом, скорость подъёма груза 0,032 м/с, скорость передвижения крана 1,0 м/с, пролёт 18 м) и грузозахватным устройством СМЖ-43А (грузоподъемность 9 тонн, высота изделия на поддоне 420 мм, масса –0,98 тонн) поддон с изделием загружается в ямную камеру (габаритные размеры 7,984,383,15) и устанавливаются на пакетировщик СМЖ-292А (число поддонов – 10, масса поддона с изделием, т – 6,91, масса пакети ровщика 1 тонна) – по мере загрузки камеры производится предварительная выдержка. В ямной камере изделие подвергается тепловой обработке продуктами сгорания природного газа по режиму: 3 часа – подъём температуры, 12 часов – выдержка изделий при максимальной температуре (60-650С) и 2 часа – остывание изделия (без подачи теплоносителя). После этого открывают крышку ямной камеры мостовым краном и поддон с изделиями перемещают мостовым краном со стропами на пост распалубки и подготовки, где при помощи пил трения осуществляется обрезка стержней, и мостовым краном со стропами извлекается изделие с дальнейшим перемещением его на пост доводки. 6,33,1 м; бетоноукладчик укомплектован вибронасадком, разравнивающей рейкой, устройством для распыления смазывающего материала на поверхность бетонной смеси), благодаря которому производится формование изделия. Осуществляется укладка нижнего слоя бетонной смеси уже с уложенной предварительно напряжённой арматурой и сетками С-2.После укладки бетонной смеси включается привод виброплощадки СМЖ-460 (размер формуемых изделий 36 м, грузоподъёмность 15 тонн, крепление формы – электромагнитное) и в течении 1 минуты смесь уплотняется, выключается привод виброплощадки. После чего осуществляется установка пуансонов, монтажных петель и верхних сеток. Затем осуществляется укладка второго слоя бетонной смеси и опускается прегрузочный щит, включается привод виброплощадки и производится окончательное уплотнение бетонной смеси. После уплотнения извлекаются пустотообразователи, поднимается прегрузочный щит и разравнивающейрейкой бетоноукладчика разравнивается свежеотформованная бетонная смесь, вручную высвобождаются петли. С поста формования мостовым краном (грузоподъёмность 10 тонн, общего назначения, опорный двухбалочный с электроприводом, скорость подъёма груза 0,032 м/с, скорость передвижения крана 1,0 м/с, пролёт 18 м) и грузозахватным устройством СМЖ-43А (грузоподъемность 9 тонн, высота изделия на поддоне 420 мм, масса –0,98 тонн) поддон с изделием загружается в ямную камеру (габаритные размеры 7,984,383,15) и устанавливаются на пакетировщик СМЖ-292А (число поддонов – 10, масса поддона с изделием, т – 6,91, масса пакети ровщика 1 тонна) – по мере загрузки камеры производится предварительная выдержка. В ямной камере изделие подвергается тепловой обработке продуктами сгорания природного газа по режиму: 3 часа – подъём температуры, 12 часов – выдержка изделий при максимальной температуре (60-650С) и 2 часа – остывание изделия (без подачи теплоносителя). После этого открывают крышку ямной камеры мостовым краном и поддон с изделиями перемещают мостовым краном со стропами на пост распалубки и подготовки, где при помощи пил трения осуществляется обрезка стержней, и мостовым краном со стропами извлекается изделие с дальнейшим перемещением его на пост доводки.
На посту доводки производится затирка и заглаживание шпатлёвочно-грунтовочным раствором возможных дефектов; защита торцов преднапряжённых стержней; маркировка изделия и приёмка ОТК. Изделие подвергается естественной сушке на самоходной тележке с прицепом вывоза готовой продукции СМЖ-151 (грузоподъёмность 40 тонн, предельная дальность хода 120 м, скорость передвижения 31,6м/мин).
После съёма изделий с поддона производят её чистку (пневмоскребок), смазку с водной пластификацией («ВИТТОЛ – 1») и мостовым краном подготовленная форма перемещается на пост армирования. На посту армирования устанавливаются сетки С-2 и предварительно напряжённая арматура.
Предварительно напряжённая арматура изготавливается на станке СМЖ-484 (производительность стержней в час 60-80 шт, класс арматурной стали S-800, диаметр стержней 12-18 мм, длина стержней 6040 – 7540 мм, давление пуансонов 0,5 МПа, усилие высадки 39,5 кН, мощность электродвигателя 7,7 кВт, мощность трансформатора 250 кВт, скорость подачи поддона 0,027 – 0,53 м/с, габариты: 12,3х 8,65х1,863 м , масса 7200 кг).
Арматурные изделия изготавливаются в арматурном цехе, в котором расположен склад арматурной стали, где при помощи мостового крана арматурная сталь разгружается с автомобильного транспорта и складируется в специально отведённых, для каждого вида стали, местах. В арматурный цех арматура поступает на самоходную тележку: бухтовая сталь поступает на правильно-отрезной станок и в качестве деталей идёт на изготовление сеток С-2 и С-4 (многоточечная сварка). Проволочная сталь подвергается резке на отрезном станке и стержни класса S-800 идут на изготовление предварительно напряжённых стержней. Стержневая сталь так же идёт на изготовление монтажных петель П1 (гибочный станок).
Изготовленные арматурные изделия отправляются на контроль и после чего, при помощи самоходной тележки, отправляются в формовочный цех, где мостовым краном со стропами перемещается к посту армирования и формования.
За постом армирования размещается пост формования, куда далее и пере мещается подготовленный и заармированный поддон, при помощи мостового крана и строп – технологический цикл повторяется.
1.5 Контроль качества сырьевых материалов, технологического процесса и готовой продукции
При производстве железобетонных плит технический контроль производится на различных стадиях технологического процесса. В зависимости от этого контроль различают входной, операционный и приёмочный.
Входной контроль проводится для всех сырьевых материалов, необходимых для приготовления бетонной смеси, арматурной стали. При входном контроле цемента проверяют наличие паспорта, марку, вид, физико-механические свойства, к которым относят тонкость помола, сроки схватывания, нормальная густота, равномерность изменения объёма, а также прочность образцов при сжатии и изгибе. Для инертных материалов контролируют: вид, наличие паспорта, физико-механические свойства: для песка – влажность, модуль крупности, истинную и насыпную плотность; для щебня – фракцию, влажность, истинную и насыпную плотности. Для воды определяют содержание солей, водородный показатель; для добавки – плотность, концентрацию. При контроле арматурной стали, проверяют марку, диаметр, наличие сертификата качества, а также основные свойства такие, как: относительное удлинение, предел текучести, временное сопротивление разрыву, для проволоки – разрывное усилие.
Все полученные характеристики, в результате контроля сопоставляются с паспортными данными, и сертификата требованиями стандарта. Входной контроль осуществляется работниками лаборатории.
Операционный контроль проводится для каждой технологической операции. Этот вид контроля осуществляется в соответствии с установленными режимами, инструкциями, технологическими картами.
Основными объектами контроля являются:
Приготовление бетонной смеси, где контролю подлежат: объём загрузки расходных бункеров, точность дозирования материалов, последовательность загрузки материалов в бетоносмеситель, продолжительность перемешивания, температура смеси на выходе и её свойства.
Контролируют эти операции работники лаборатории и персонал бетоносмесительного цеха.
2. Изготовление арматурных изделий – применение стали заданного класса и диаметра, размеры и конструкция арматурных изделий, режим сварки, прочность сварных соединений, угол загиба сеток.
В контроле участвуют лаборатория, отдел технического контроля, персонал арматурного цеха.
3. При формовании железобетонных изделий – проверяют правильность сборки формы, качество чистки и смазки, расположение арматурных изделий в форме и фиксацию их, степень натяжения предварительно напряжённых стержней, согласно рабочих чертежей, укладку смеси и степень уплотнения, качество поверхности изделия, режим и параметры тепловой обработки.
Контролируют операции работники отдела технического контроля, лаборатории и персонал формовочного цеха.
Приёмочный контроль – это контроль железобетонных изделий. Данный вид контроля позволяет выявить ошибки, допущенные в ходе операционного контроля. При приёмочном контроле плит пустотного настила проверяют размеры и их отклонения в пределах требований СТБ 1383-2003: качество лицевой поверхности (А1-А3), величину толщины защитного слоя (не более 20 мм), разность длин диагоналей ( 2 мм), неплоскостность, непрямолинейность граней и плоскостей, неперпендикулярность, а также прочность бетона в готовом изделии, трещиностойкость. 2 мм), неплоскостность, непрямолинейность граней и плоскостей, неперпендикулярность, а также прочность бетона в готовом изделии, трещиностойкость.
Данный вид контроля осуществляет отдел технического контроля с участием работников лаборатории.
Систематический и постоянно действующий контроль обеспечивает выпуск качественных железобетонных изделий.
2. РАСЧЁТНАЯ ЧАСТЬ
2.1 Подбор состава бетона:
ИСХОДНЫЕ ДАННЫЕ:
БЕТОН:
- марка бетона – С20/25
- жёсткость – 40 с.
ЦЕМЕНТ: ПЦ 500Д0
- нормальная густота – НГ= 26,0%
- истинная плотность – rц=3,1 г/см3
- насыпная плотность – gц=1200 кг/м3
- прочность на изгиб – Rизг.=5,9 МПа
- прочность на сжатие – Rсж.=29,0 МПа.
ЩЕБЕНЬ ГРАНИТНЫЙ:
- фракция щебня d= 10-20 мм
- истинная плотность rщ=2,61 г/см3
- насыпная плотность gщ=1345 кг/м3
- влажность Wщ=0,7%
- марка щебня – Мщ 1000
- прочность на изгиб – Rизг.=140 МПа.
- плотность р=1,18 г/см3
- концентрация рабочая – 0,4% от цемента
- концентрация поставляемая – 35%.
ВОДА:
- водородный показатель – ph=6,41
- раствор соли – 2,46 млг/дм3
- хлорид ионов – 11,82 млг/дм3.
2.1.1.Расчёт лабораторного состава
Определение водоцементного отношения:
 , ,
где Rц – марка цемента;
Rб – марка бетона;
А – коэффициент учитывающий качество заполнителей, А=0,6.
Определение расхода воды, л

где В0 – начальный расход воды, л;
В1 – поправка на расход воды в зависимости от нормальной густоты цементного теста, л;
В2 – поправка на расход воды в зависимости от модуля крупности песка, л.

Определение расхода цемента, кг:
где К1 – коэффициент изменения расхода цемента в зависимости от нормальной густоты цементного теста, (К1=1);
К2 – коэффициент изменения расхода цемента в зависимости от максимальной крупности заполнителя, (К2=1).
 
Определение расхода щебня, кг.
 , ,
где a – коэффициент раздвижки зёрен заполнителя, a = 1,1;
Пщ – пустотность щебня;
gщ – насыпная плотность щебня, кг/м3;
rщ – истинная плотность щебня, г/см3.



Определение расхода песка, кг.
где rп – истинная плотность песка, г/см3 ;
rц – истинная плотность цемента, г/см3.

Определение плотности бетонной смеси, кг/м3


2.1.2 Расчёт полевого состава
Определение количества влаги в заполнителях, л:


где Wп, Wщ – влажность песка, щебня, %.
Определение расхода песка и щебня с учётом влаги, кг:
где Вп, Вщ – количество влаги в песке, щебне, %.
Определение расхода воды с учётом влаги, л:
Определение водоцементного отношения:
Определение плотности бетонной смеси полевого состава, кг/м3:


2.1.3 Расчёт состава бетона с добавкой
Определение расхода добавки, кг:

где С – содержание добавки в бетоне, %.
Расчёт экономии воды при использовании добавки, л:

где Вс – процентное уменьшение водопотребности б/см, Вс=15%.

Расчёт количества воды с добавкой, л:

Определение расхода цемента с добавкой, кг:
Определение экономии цемента, кг:
Определение расхода песка с добавкой, кг:

Расход песка с добавкой превышает 850кг, следовательно в составе с добавкой принимаю расход песка полевого состава:

Определение плотности бетонной смеси с добавкой, кг/м3:


Таблица 2
| Состав бетона
|
Цемент, кг
|
Вода, л
|
Мелкий заполнитель
|
Крупный заполнитель
|
Добавка,
кг
|
| кг
|
м3
|
кг
|
м3
|
| Лабораторный
|
250
|
150
|
730,6
|
0,49
|
1288,4
|
0,96
|
-
|
| Полевой
|
250
|
126,4
|
745,2
|
0,5
|
1297,4
|
0,96
|
-
|
| С добавкой
|
214,8
|
107,4
|
745,2
|
0,5
|
1297,4
|
0,96
|
1
|
2.2 Режим работы предприятия
Определение режима работы предприятия согласно ОНТП-07-85.
Таблица 3
| Наименование
цехов
|
Колич.раб. суток в год
|
Колич.смен
в сутках
|
Продолж. смены в час
|
Кол. раб.
часов в год
|
| Формовочный цех
Арматурный цех
Бетоносмесительный цех
Склад сырьевых
материалов:
- доставка ж/д транспорт.
- доставка автотранспорт.
Склад готовой продукции
- отправка ж/д транспорт.
- отправка автотранспорт.
Тепловая обработка
|
260
260
260
365
260
365
260
365
|
2
2
2
3
2
3
2
3
|
8
8
8
8
8
8
8
8
|
4160
4160
4160
8760
4160
8760
4160
8760
|
2.2.1 Расчёт производственной программы формовочного цеха
где t0 – плановые остановки на ремонт и переналадку оборудования, сут. [стр. 5];
n – количество рабочих смен в сутки, см [стр. 5];
m – количество часов в сутки, час [стр. 5].
2.3 Расчёт производственной программы
Расчёт производственной программы формовочного цеха, м3

где Qгод – годовая производительность цеха, м3.
Расчёт производственной программы БСЦ, м3

где  - коэффициент, учитывающий потери бетонной смеси, %; - коэффициент, учитывающий потери бетонной смеси, %;
Q’год, Q’сут, Q’см, Q’час – годовая, суточная, сменная и часовая производительность с учётом потерь б/см, м3.
Расчёт производственной программы цеха по готовой продукции, шт:
где  , , – годовая, суточная, сменная, часовая производительность, шт.; – годовая, суточная, сменная, часовая производительность, шт.;
Vб – объём бетона в изделии, м3.
Таблица 4
| Наименов. изделия
|
Марка изделия
|
Годовая программа
|
Производительность, шт.
|
| м3
|
шт.
|
сут.
|
смен.
|
час.
|
| Пустотная плита
|
ПК72.15-8Ат800
|
19000
|
14179
|
56
|
28
|
4
|
Таблица 5
| Вид смеси
|
Класс, марка
|
Годовая произв. м3
|
Потери
б/см, %
|
Производственная программа, м3
|
| год.
|
сут.
|
смен.
|
час.
|
| б/см на плотном заполн.
|
В 25, С20/25
|
19000
|
1,5
|
19285
|
76,2
|
38,1
|
4,8
|
Таблица 6
| Наименование изделия
|
Марка изделия
|
Ед.измерения
|
Расход стали на ЖБК
|
| S500
ГОСТ6227-80
|
S240
ГОСТ5781-82
|
S800
ГОСТ10884-81
|
Общий расход
|
| Ø3
|
Ø4
|
Ø12
|
Ø12
|
| Плита перекрытия
|
ПК72.15-8Ат800
|
кг
|
2,38
|
0,96
|
4,20
|
51,04
|
58,58
|
| Агод.
|
т
|
33,7
|
13,6
|
59,6
|
723,7
|
830,6
|
| Отходы
|
%
|
2
|
2
|
2
|
6
|
-
|
| Агод.отх.
|
т
|
34,4
|
13,9
|
60,8
|
767,1
|
876,2
|
| Асут.отх.
|
кг
|
136
|
54,9
|
240,3
|
3032
|
3463,2
|
| Асмен.отх.
|
кг
|
68
|
27,5
|
120,2
|
1516
|
1731,7
|
| Ачас.отх.
|
кг
|
8,5
|
3,4
|
15,0
|
189,5
|
216,4
|
2.4 Материальный расчёт производства
Расчёт потребности цемента, т
где Цгод, Цсут, Цсм, Цчас – годовой, суточный, сменный и часовой расход цемента, т.
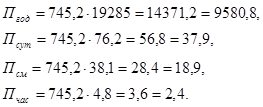
Расчёт потребности песка, т, м3
где  - годовой, суточный, сменный, часовой расход песка, т, м3. - годовой, суточный, сменный, часовой расход песка, т, м3.
Расчёт потребности щебня, т, м3
где  - годовой, суточный, сменный, часовой расход щебня, т, м3. - годовой, суточный, сменный, часовой расход щебня, т, м3.
Расчёт потребности добавки, кг
где  - годовой, суточный, сменный и часовой расход добавки, кг. - годовой, суточный, сменный и часовой расход добавки, кг.
Расчёт потребности воды, т
где  - годовой, суточный, сменный и часовой расход воды, т. - годовой, суточный, сменный и часовой расход воды, т.

Расчёт потребности арматурной стали, т:
Бухтовая: Стержневая: Прокат:
Ø 3 S500 – 2,38 кг. Ø 12 S800 – 51,04 кг.
Ø 4 S500 – 0,96 кг. Ø 12 S240 – 4,20 кг.
Абух = 3,34 кг. Аст = 55,24 кг. Аизд. = 58,58 кг.
Расчёт потребности бухтовой стали, т:
где  – годовой, суточный, сменный, часовой расход бухтовой стали, т; – годовой, суточный, сменный, часовой расход бухтовой стали, т;
Абух – расход бухтовой стали на изделие, кг.
Расчёт потребности стержневой стали, т:
где  – годовой, суточный, сменный , часовой расход стержневой стали, т; – годовой, суточный, сменный , часовой расход стержневой стали, т;
Аст – расход стержневой стали на изделие, кг.
Таблица 7
| Наименование мат-ла
|
Ед-ца
изм-ия
|
Расход м-лов на 1м3
|
Годовая произ-ть
|
Потребность в материалах
|
| год.
|
сут.
|
см.
|
час.
|
| Цемент
|
т
|
0,2148
|
19285
|
4142,4
|
16,4
|
8,2
|
1
|
| Вода
|
т
|
0,1074
|
2071,2
|
8,2
|
4,1
|
0,5
|
| Щебень
|
т
|
1,2974
|
25020,4
|
98,9
|
49,4
|
6,2
|
| м3
|
0,96
|
18602,5
|
73,5
|
36,7
|
4,6
|
| Добавка
|
кг
|
1
|
19285
|
76,2
|
38,1
|
4,8
|
| Песок
|
т
|
0,7452
|
14371,2
|
56,8
|
28,4
|
3,6
|
| м3
|
0,5
|
9580,8
|
37,9
|
18,9
|
2,4
|
| Арматура:
|
|
14179
|
|
| стержневая
|
т
|
0,5524
|
783,2
|
3,2
|
1,6
|
0,2
|
| бухтовая
|
т
|
0,00334
|
47,4
|
0,19
|
0,09
|
0,01
|
2.5 Расчёт и выбор оборудования
Таблица 8
| №
|
Наименование операции
|
Прод.в мин
|
Обос-
нован
|
| 1
|
Открывание крышки ямной камеры (мостовой кран, стропы)
|
5,0
|
ОНТП
|
| 2
|
Строповка поддона с изделием, выгрузка из камеры, пе-
ремещение на пост распалубки (мостовой кран, автома-тический захват)
|
5,0
|
| 3
4
5
6
7
8
9
10
|
Обрезка преднапряжённых стержней (пилы трения)
Строповка изделия, снятие с поддона, перемещение и установка на пост доводки (мостовой кран, стропы)
Чистка и смазка поддона на посту подготовки (пневмо-скребок, распылитель, смазка «Витол-1»)
Перемещение поддона на пост армирования (мостовой кран, стропы)
Укладка нижней гнутой сетки С-2. Нагрев арматурных стержней, укладка их в упоры поддона (поддон, установка для нагрева стержней).Фиксация армат. изделий.
Перемещение поддона на пост формования (мостовой кран, автоматический захват)
Загрузка б/см в бетоноукладчик, установка бортоснастки, водная пластификация поддона, установка монтаж-ных петель П1,укладка нижнего б/см, ввод пустотообра-зователей, уплотнение, укладка верхней сетки С-4, её фиксация, укладка основной б/см, установка пригрузочного щита, уплотнение, извлечение пустотообразователей, снятие пригрузочного щита, освобождение монтажных петель, удаление бортоснастки, установка бетонных вкладышей (самоходный портал, БУ, установка с пустотообразователями, виброплощадка, мостовой кран, стропы, установка для изготовления бетонных вкладышей)
Загрузка отформованного изделия с поддоном в ямную камеру (мостовой кран, автоматический захват)
|
1,0
5,0
15,0
5,0
15,0
5,0
32,0
5,0
|
На основании хронометража
|
| 11
|
Закрывание ямной камеры, выдержка, ТВО (ямная каме-ра, мостовой кран, стропы, пакетировщик, ПСПГ)
|
1145,0
|
Посо-бие
|
| 12
13
14
|
Пост доводки: кантование изделия, устранение дефек-тов, защита торцов преднапряжённых стержней, марки-ровка, приёмка ОТК (кантователь, инструмент, шпат-лёвка)
Погрузка на тележку, вывоз на склад готовой продукции (мостовой кран, стропы, самоходная тележка)
Складирование готовых изделий
|
480,0
55,0
55,0
|
На основании хронометража
|
Расчёт агрегатно-поточной технологии
 , ,
где Вр – часовой режим работы технологической линии, ч;
Тц – цикл формования, мин [ ,стр. 24];
n – количество одновременно формуемых изделий в форме, шт.
 . .
Определение количества технологических линий
Nт.л = Qгод/Мт.л
где Мт.л – мощность технологической линии, м3
Nт.л = 19000/10170,6= 1,87
Принимаю две технологических линии
Расчёт количества камер ТВО

где  - суммарный объём камер ТВО, м3 - суммарный объём камер ТВО, м3
 , ,
где То – цикл оборота камеры, час.
То = tз+tр+tт.о+tв,
где tз, tр – продолжительность загрузки и разгрузки ямной камеры, час.
tз=tр= n·t,
где n – количество форм, находящихся в одной камере, шт;
t – продолжительность загрузки одной формы, мин.
tз=tр= 5·10 =50 .
tт.о – время ТВО, час;
tв – время выдержки перед ТВО, час
То = 0,83+0,83+19 = 20,7.
Вр – время работы камеры ТВО, час;
ко – коэффициент заполнения камеры.
 , ,
где n – количество изделий в камере, шт;
 - объём одной камеры, м3 . - объём одной камеры, м3 .

где  - длина ямной камеры, м; - длина ямной камеры, м;
 - ширина ямной камеры, м; - ширина ямной камеры, м;
 - высота ямной камеры, м - высота ямной камеры, м

Принимаю пять ямных камер.
Определение габаритных размеров поддона, м
Lп = lизд+2lо,
Вп = n·bизд+(n+1)·b0
Нп = hизд+hпод,
где Lп, Bп, Hп – длина ширина и высота поддона с изделием, м;
lизд, bизд, hизд - длина, ширина и высота изделия, м;
lо – расстояние от изделия до поддона по длине, м ;
b0 – расстояние от изделия до конца поддона по ширине, м;
hпод – высота поддона, м.
Lп = 7,18+2·0,2 = 7,58 ,
Вп = 1·1,49+(1+1)·0,2= 1,89,
Нп = 0,22+0,2 = 0,42.
Расчёт количества форм, шт
 , ,
где Тф – продолжительность оборота формы, час.
Тф = tп+tа+tз+ Тц+tо,
где tп – время подготовки формы, час;
tа – продолжительность армирования, час;
tз – время затрат на перемещение формы, час.
Тф = 0,57+0,25+0,25+0,53+20,7 = 22,3.
 . .
Принимаю восемьдесят восемь поддонов.
Расчёт количества постов подготовки, армирования и формования, шт:

где  - суточная производительность поста подготовки, армирования и формования, м3. - суточная производительность поста подготовки, армирования и формования, м3.
где  - время, затраченное на подготовку, армирование и формование, час; - время, затраченное на подготовку, армирование и формование, час;
 - количество изделий в форме, шт; - количество изделий в форме, шт;
Вр – режим работы постов в смену, час.


 . .
Принимаю два поста подготовки.
 . .
Принимаю один пост армирования.
Принимаю два поста формования.
Расчёт количества расходных бункеров
Определение ёмкостей бункеров, м3
где tзап – норма запаса, час [ ,стр. 19];
рд – плотность добавки, кг/м3;
Пчас, Щчас, Цчас, - часовой расход песка, щебня, цемента, м3;
Дчас – часовой расход добавки, кг.
Ёмкость каждого отсека в бункере, м3
где  - ёмкость бункера песка, цемента, щебня, м3 ; - ёмкость бункера песка, цемента, щебня, м3 ;
n – количество отсеков в бункере [ ,стр. 19].
Выбор необходимого дозатора
[стр. 172]
- для цемента предусмотрен дозатор АВДЦ – 1200М, с наименьшим пределом взвешивания 100 кг, а наибольшим пределом взвешивания 300 кг, вместимостью бункера 0,36 м3 и циклом дозирования 90 сек.;
- для песка и щебня предусмотрен дозатор ДИ – 2000Д, с наименьшим пределом взвешивания 400 кг, а наибольшим пределом взвешивания 2000 кг, вместимостью бункера 2,5 м3 и циклом дозирования 60 сек.;
- для жидкости предусмотрен дозатор АВДЖ – 425/1200М, с наименьшим пределом взвешивания 20 кг, а наибольшим пределом взвешивания 200 кг, вместимостью бункера 0,21 м3 и циклом дозирования 45 сек.
Расчёт и выбор бетоносмесителя
Принимаю бетоносмеситель СБ – 138А принудительного действия с объёмом готового замеса по бетонной смеси 1000 литров, вместимостью по загрузке 1500 литров, числом циклов в час при приготовлении бетонной смеси – 40 [ ,стр. 167] .
Определение количества бетоносмесителей, шт

где Qчас – годовая производительность бетоносмесительного цеха, м3;
qчас б/см – часовая производительность бетоносмесителя, м3/час.

где V – объём смесительного барабана по загрузке, м3 ;
n – число замесов в час;
 - коэффициент выхода бетонной смеси, - коэффициент выхода бетонной смеси,  . .

 . .
Принимаю один бетоносмесителя СБ – 138А.
Расчёт виброплощадки
Расчёт грузоподъёмности виброплощадки, т.

где  - масса изделия, т; - масса изделия, т;
 - масса поддона, т. - масса поддона, т.

где  - объём изделия, м3; - объём изделия, м3;
 - удельная металлоёмкость поддона, т/м3; - удельная металлоёмкость поддона, т/м3;
n – количество изделий в форме, шт.
 , ,
 . .
Принимаю виброплощадку СМЖ – 460: [ ,стр. 228]
- размер формуемых изделий, м – 3 6. 6.
- грузоподъёмность, т – 15.
- крепление формы – электромагнитное.
Расчёт мостового крана
Крановые операции:
Открывание и закрывание крышки ямной камеры;
Загрузка разгрузка ямной камеры;
Строповка и перемещение изделия с поддона на испытательный стенд и пост доводки;
Перемещение поддона от поста к посту;
Установка изделий на самоходную тележку вывоза готовой продукции.
Расчёт грузоподъёмности крана, т

где  - масса грузозахватного устройства, т [ ,стр.339]; - масса грузозахватного устройства, т [ ,стр.339];
n – количество изделий в форме, шт.

Расчёт количества кранов, шт.
 , ,
где А1 – количество крановых операций, которые необходимо выполнить за час.
 . .
где  - количество крановых операций при изготовлении крановых операций. - количество крановых операций при изготовлении крановых операций.
 . .
А2 - количество крановых операций, которые кран может выполнить за час.
 , ,
где  - продолжительность одной крановой операции, мин (3-5 мин). - продолжительность одной крановой операции, мин (3-5 мин).
 . .
к – коэффициент, учитывающий при работе крана, (к = 1,2).
 . .
Для равномерной работы цеха принято два мостовых крана:
- общего назначения, опорный, двухбалочный с электроприводом
- грузоподъёмность, т – 10
- скорость подъёма груза, м/с – 0,032
- скорость передвижения тельфера, м/с – 0,5
- скорость передвижения крана, м/с – 1,0
- высота подъёма груза, м – 12,5
- пролёт, м – 18
Расчёт и выбор самоходной тележки вывоза готовой продукции
Принимаю самоходную тележку с прицепом СМЖ – 151: [стр.335]
- грузоподъёмность, т – 40
- предельная дальность хода, м – 120
- скорость передвижения тележки, м/мин – 31,6
Расчёт количества тележек, шт

где Тр – продолжительность рейса тележки, мин.
где  - количество изделий на тележке, шт. - количество изделий на тележке, шт.

где Гр – грузоподъёмность тележки, т.
Принимаю 11 изделий на тележке.
 - продолжительность погрузки и разгрузки изделий, мин (3-5 мин) - продолжительность погрузки и разгрузки изделий, мин (3-5 мин)
 - время на открывание и закрывание ворот, мин (2 мин); - время на открывание и закрывание ворот, мин (2 мин);
S – путь передвижения тележки, м;
U – скорость передвижения тележки, м/мин.

Р – необходимое количество рейсов тележки за сутки.
 , ,
 . .
Принимаю шесть рейсов тележки за сутки.
Вр – фонд работы тележки, мин (960 мин);
к – коэффициент неравномерной работы тележки (к = 0,91).

Принимаю одну тележку с прицепом
Бетоноукладчик СМЖ-3507А
- число бункеров – 1
- наибольшая ширина укладки, мм – 2000
- ширина ленты питателя, м – 1400
- скорость передвижения бетоноукладчика, м/мин – 1,8-11,6
- ширина колеи рельс, мм – 4500
- габаритные размеры, м – 3,7 6,33,1 6,33,1
- масса, т – 8,7
- вместимость бункера, м3 – 2,5
Автоматический захват со стропами СМЖ-43А
- грузоподъёмность, т – 9
- максимальная высота изделий на поддоне, мм – 420
- масса, т – 0,98
Пакетировщик СМЖ-292А
- глубина ямной камеры, мм – 3150
- высота, переналадка этажей камеры, мм – 310
- число форм в ямной камере, шт. – 10
- масса формы с изделием, т – 6,91
- масса, т – 1,0
Ленточный транспортёр ТК-3
- ширина ленты, мм – 800
- производительность, т/ч – 220
Установка нагрева стержней СМЖ-129Б:
- диаметр стержней, мм – 10-25
- длина нагреваемой части стержня, мм – 3000-6000
- число одновременно нагреваемых стержней – 2
- скорость нагрева, оС/мин – 100
- габариты, м – 6,61,11,35
- масса, т – 0,82
Раздаточный бункер СМЖ-1В
- ширина колеи, мм – 1720
- вместимость бункера, м3 – 2,4
- скорость передвижения, м/мин – 40-60
- размеры выходного отверстия, мм – 700х900.
Пустотообразователь СМЖ-227Б
- диаметр пустот, мм – 159
- наибольшее усилие извлечения пустотообразователей, кН – 6,93
- скорость извлечения, м/с – 0,17
- цикл формования, с – 12
- габаритные размеры, мм – 11440х2510х880
- масса, кг – 6240
Кантователь СМЖ-3333А
- грузоподъёмность, т – 13
- угол, о: поворота платформы – 80-92 кантования – 0-180
- продолжительность цикла кантования, с – 900
- габаритные размеры, мм – 11210х7750х3360
- масса, кг – 9600
Самоходный портал СМЖ-228
- габаритные размеры, мм – 7250х3950х3070
- грузоподъёмность приводов подъёма, т: бортоснастки – 4,25 виброщита – 1,2
- скорость передвижения портала, м/мин – 18
- скорость подъёма и опускания бортоснастки, м/с – 0,05
- масса с бортоснасткой и виброщитом, кг – 10200
Таблица 9
| №
п/п
|
Наименование оборудования
|
Количество
|
Марка оборудов
|
| 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
|
Мостовой кран
Виброплощадка
Бетоноукладчик
Формующая машина с пустотообразователями
Установка нагрева стержней
Автоматический захват
Пакетировщик
Ямная камера
Поддон
Самоходная тележка с прицепом
Пневмоскребок
Распылительный пистолет
Кантователь
Бетоносмеситель принудительного действия
Дозатор цемента
Дозатор воды
Дозатор инертных
Раздаточный бункер
Самоходный портал
Ленточный транспортёр
|
2
2
2
2
2
2
40
5
88
1
---
---
1
1
1
1
1
2
2
1
|
Q = 10т
СМЖ-460
СМЖ-3507А
СМЖ-227Б
СМЖ-129Б
СМЖ-43А
СМЖ-292А
СМЖ-229
СМЖ-151
СМЖ-3333А
СБ-138А
АВДЦ-1200М
АВДЖ-425/1200М
ДИ-2000Д
СМЖ-1В
СМЖ-228
ТК-3
|
2.6 Расчёт производственных площадей
Расчёт площади для складирования арматурных сеток и монтажных петель, м2.

где  - часовой расход арматурной стали, м3; - часовой расход арматурной стали, м3;
q – усреднённая масса арматурных изделий, размещённых на 1м2 площади цеха, кг/м2;
tз – запас в формовочном цехе арматурных изделий, ч.

Расчёт площади текущего ремонта форм, м2
где  - количество поддонов, шт; - количество поддонов, шт;
- масса одного поддона, т.
Расчёт площади выдержки готовых изделий, м2

где  - время выдержки изделия, ч; - время выдержки изделия, ч;
 - объём, приходящихся на 1м2 площади, м3/м2 [ ,стр. 21]. - объём, приходящихся на 1м2 площади, м3/м2 [ ,стр. 21].
Расчёт площади складирования напряжённых стержней, м2
где  - часовой расход арматурной стали, м3; - часовой расход арматурной стали, м3;
q – усреднённая масса арматурных изделий, размещённых на 1м2 площади цеха, кг/м2 [ ,стр. 21];
tз – запас в формовочном цехе арматурных изделий, ч.

2.7 Расчёт складов сырья и готовой продукции
Расчёт и выбор склада вяжущих, т.

где n – норма запаса цемента на складе, сут. [стр. 13];
 - объём запаса цемента на складе, т. - объём запаса цемента на складе, т.

Принимаю силосный склад цемента вместимостью 1100 т, шифр склада 409-29-65, годовой грузооборот 24,5 м3, силосы вместимостью 275 т, количество силосов – 4 [стр. 187].
Расчёт и выбор склада заполнителей, м3

где  - объём запаса заполнителей на складе, м3 ; - объём запаса заполнителей на складе, м3 ;
 - объём запаса песка на складе, м3. - объём запаса песка на складе, м3.

где n – норма запаса на складе, сут.

 - объём запаса щебня на складе, м3. - объём запаса щебня на складе, м3.



Расчёт длины склада заполнителей, м
где  - длина склада заполнителей, м; - длина склада заполнителей, м;
 - длина склада песка, м. - длина склада песка, м.
где  - угол естественного откоса штабеля, - угол естественного откоса штабеля,  = 400 [ ,стр. 12]; = 400 [ ,стр. 12];
 - высота штабеля, м2 [стр. 12]. - высота штабеля, м2 [стр. 12].
 - длина склада щебня, м. - длина склада щебня, м.

Расчёт полезной площади склада, м2
где  - полезная площадь склада, м2 ; - полезная площадь склада, м2 ;
 - полезная площадь склада песка, м2 . - полезная площадь склада песка, м2 .

 . .
 - полезная площадь склада щебня, м2. - полезная площадь склада щебня, м2.


Расчёт общей площади склада заполнителей, м2.
где  - общая площадь склада, м2; - общая площадь склада, м2;
 – коэффициент, учитывающий проходы и проезды на складе, К = 1,5. – коэффициент, учитывающий проходы и проезды на складе, К = 1,5.

Принимаю закрытый эстакадно - полубункерный склад вместимостью 3000 м3 шифр склада 708-13-84, годовой грузооборот 85 тыс.м3 [ ,стр. 180].
Расчёт склада арматурной стали, т

где n – норма запаса арматуры на складе, сут [ ,стр. 15];
 - объём запаса арматуры на складе, т. - объём запаса арматуры на складе, т.

Расчёт полезной площади склада, м2
где qб – масса бухтовой стали, размещаемой на 1 м2 площади склада, т;
qст – масса стержневой стали, размещаемой на 1 м2 площади склада, т
Расчёт общей площади арматурной стали, м2
где k – коэффициент, учитывающий неполноту использования площади склада, к = 3;

Для складирования арматурной стали, предусматривается закрытый склад.
Расчёт и выбор склада готовой продукции
Определение объёма запаса готовых изделий, м3

где n – норма запаса готовых изделий на складе, сут [ ,стр. 35];
 – объём запаса готовых изделий на складе, м3. – объём запаса готовых изделий на складе, м3.

Определение полезной площади склада, м2

где Nскл – норма складирования готовых изделий на одном метре квадратной площади, м [стр. 35].
Определение общей площади склада, м2

где  - коэффициент использования площади склада, учитывающий проходы и проезды, - коэффициент использования площади склада, учитывающий проходы и проезды,  ; ;
 - коэффициент, учитывающий проезды и площадь под путями кранов, - коэффициент, учитывающий проезды и площадь под путями кранов,  . .

Принимаю секции открытых складов готовой продукции С-I, С-II общей площадью – 1205м2; число и ширина пролётов – 1х33; шаг колонн – 12м; грузоподъёмность мостового крана – 30/5т.; размеры секций: ширина – 33м, длина – 36м. [ ,стр. 354].
2.8 Расчёт энергоресурсов
Расчёт расхода электроэнергии, кВт ч,
На переработку мелкого заполнителя

где q1 – удельная норма расхода электроэнергии, кВт/м3, (q1=0,9 кВт/м3).

На переработку крупного заполнителя

где q2 – удельная норма расхода электроэнергии, кВт/м3, (q2=0,9 кВт/м3).

На переработку цемента

где q3 – удельная норма расхода электроэнергии, кВт/м3, (q3=2,5 кВт/м3).

На производство бетонной смеси

где q4 – удельная норма расхода электроэнергии, кВт/м3, (q4=3 кВт/м3)

На производство железобетонных изделий

где q5 – удельная норма расхода электроэнергии, кВт/м3, (q5=25 кВт/м3).

На нагрев стержней
 , ,
где т – масса нагреваемых стержней на изделие, кг.
С – удельная теплоёмкость стали, ккал/кг град;
tк – рекомендуемая температура нагрева стержней, 0С;
tн – начальная температура стержней, 0С.


где  - годовой расход электроэнергии, кВт ч; - годовой расход электроэнергии, кВт ч;

Суточный расход электроэнергии

Сменный расход электроэнергии

Часовой расход электроэнергии
Расход электроэнергии на 1 м3 бетона, кВт·ч/м3,
Расход электроэнергии на изделие, кВт·ч/изд,
Расчёт сжатого воздуха, м3
На пневмотранспорт цемента

где q1 – удельная норма расхода сжатого воздуха, м3/т, (q1=8,5 м3/т).

На электропневмоуправление

где q2 – удельная норма расхода сжатого воздуха, м3/т, (q2=3 м3/т).
 2.8.2.3. Годовой расход сжатого воздуха 2.8.2.3. Годовой расход сжатого воздуха

 . .
Суточный расход сжатого воздуха
Сменный расход сжатого воздуха
Часовой расход сжатого воздуха
Расход сжатого воздуха на 1 м3 бетона, м3/м3,
Расход сжатого воздуха на изделие, м3/изд,
Расчёт смазки, кг
Годовой расход смазки

где  - расход смазки на одну форму, кг. - расход смазки на одну форму, кг.
где qсм – удельная норма расхода смазки, (qсм =0,2 м3/кг);
 - площадь смазываемой поверхности, м2. - площадь смазываемой поверхности, м2.



К – коэффициент, учитывающий потери смазки, к = 1,05.

Суточный расход смазки

Сменный расход смазки
Часовой расход смазки

Расход смазки на м3 бетона, кг/м3,
Расход смазки на изделие, кг/изд,

Расчёт продуктов сгорания природного газа, м3 пр.газа/на м3 бетон.
Годовой расход ПСПГ


Суточный расход ПСПГ


Сменный расход ПСПГ


Часовой расход ПСПГ,


Расход ПСПГ на м3 бетона, м3/м3

Расход ПСПГ на изделие, м3/изд,


Таблица 10
| Наименование материала
|
Ед. изм.
|
Годовая прои-ть, м3
|
Потребность материалов
|
| м3
|
изд.
|
год.
|
сут.
|
см.
|
час.
|
| ПСПГ
Эл.энергия
Сжатый воздух
Смазка
|
Т
кВт·ч
м3
кг
|
19000
|
0,02
33,0
4,9
7,9
|
0,027
44,26
6,6
10,6
|
380
627513,4
93065,4
150368,3
|
1,5
2480,3
367,8
594,3
|
0,75
1240,2
183,9
297,2
|
0,09
155,0
22,9
37,2
|
3. ОХРАНА ТРУДА
К самостоятельной работе в формовочном цехе по производству каркасных плит пустотного настила допускаются лица достигшие 18 летнего возраста, прошедшие предварительно медицинский осмотр.
Вновь поступившие на работу проходят вводный инструктаж в кабинете охраны труда, который приводится инженером по охране труда, первичный инструктаж по технике безопасности на рабочем месте, проводимый мастером участка. Не реже одного раза в три месяца в цехе проводится повторный инструктаж на рабочем месте с целью проверки знаний, при изменении технологического процесса, замене оборудования и материалов должен проводится внеплановый инструктаж.
Контроль за состоянием охраны труда направлен на проверку состояний условий труда работающих и принятие эффективных мер по устранению выявленных недостатков. Основными видами контроля являются: оперативный, который осуществляют руководители работ и другие должностные лица (мастер, начальник цеха) и трёхступенчатый контроль: осуществляемый на первой ступени – мастером, начальником участка, начальником смены и общественным инспектором по охране труда ежедневно; на второй ступени – комиссией возглавляемый начальником цеха и старшим общественным инспектором по охране труда еженедельно; на третьей ступени - комиссией, возглавляет главный инженер и председатель профкома, как правило, один раз в месяц.
Санитарно-бытовое обслуживание работников цеха предусматривает обеспечение работающих санитарно-бытовыми помещениями и устройствами: гардеробными, душевыми, туалетами и умывальниками, местами для отдыха и курения.
В цехе для нормализации воздуха установлена общеобменная вентиляция, которая обеспечивает воздухообмен во всём цехе. Вентиляция в цеху применяется в сочетании с технологическими мероприятиями.
В формовочном цеху используется естественное освещение, обусловленное солнечными лучами и искусственное с помощью электрических ламп накаливания.
Для предупреждения проникновения холодного воздуха ворота, двери, цеха оборудуются уплотнительной резиной. Для поддерживания заданного температурного режима в холодный период года в цехе предусмотрены отопительные устройства.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ИСПОЛЬЗОВАНИИ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
При работе с основными технологическим оборудованием необходимо соблюдать требования техники безопасности. До начала работы должно быть проверено техническое состояние оборудования и инструмента.
Работы в ямных камерах должны выполнятся в строгом соблюдении инструкции по технике безопасности. Камеры пропаривания должны быть оборудованы системами непрерывного удаления конденсата, в соединении крышки с ямной камерой должны быть водяные затворы, исключающие поступление ПСПГ в производственные помещения. По периметру ямная камера оборудуется стационарными металлическими площадками высотой более 1 метра, с лестницами. Производство ремонтных работ и осмотр камер выполняется с ведома оператора и разрешения мастера.
При эксплуатации виброплощадки запрещается: становиться на раму площадки при её работе; запускать оборудование без предварительной подачи сигнала; производить осмотр и регулировку механизмов во время её работы; работать на оборудовании с неисправными ограждающими и защитными устройствами.
С вибрацией также связан повышенный уровень шума, для снижения используют звукопоглощающие щиты и кожуха. Допустимый уровень шума в различных диапазонах строго регламентирован соответствующими нормативными документами и должен регулярно контролироваться инженерно-техническими работниками.
При эксплуатации машин для укладки бетонной смеси запрещается чинить, смазывать и ремонтировать машины, когда в зоне её действия или на площадке обслуживания находятся люди, запускать и останавливать машину баз предварительной подачи звукового сигнала, машины с электрическим приводом должны иметь заземление металлических частей.
Для выполнения грузоподъёмных машин цех оборудован двумя мостовыми кранами, которые оснащаются: средствами сигнализации, приборами и устройствами безопасности, автоматическими выключателями. Безопасность грузоподъёмных кранов зависит от надёжности тормозов, грузозахватных устройств.
Для транспортировки бетонной смеси к месту формования применяют ленточный конвейер, под которым оборудуют ограждения в виде навесов и сеток, предусматривают площадки для ремонта. При использовании ленточных конвейеров натяжные и барабаны ограждаются так, чтобы лента была закрыта на расстоянии не менее 1 метра от барабана. Также для безопасности работы конвейер оснащён световой и звуковой сигнализацией, автоматическими устройствами, позволяющими исключить пуск оборудования без предварительной подачи сигнала, блокировкой всех двигателей при сочетании с другими видами оборудования, реле скорости и аварийным тросовым выключателем для остановки. Рама конвейера заземлена.
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Ответственность за пожарную безопасность возлагается на начальника цеха. В цеху предусмотрена охранно-пожарная сигнализация, извещающая органы пожарной охраны, и в случае возникновения пожара предусмотрены эвакуационные пути, пожарные водопроводы с пожарными кранами, стационарная автосистема пожаротушения.
Причинами пожара могут быть неосторожное обращение с пламенем при выполнении технологических операций резки, сварки. В цеху имеются средства пожаротушения: огнетушители, лопаты, багры и топоры. Подступ к пожарному инвентарю, пожарным средствам, выходы из цеха и другие помещения не должны загораживаться.
Организационно-технические мероприятия по обеспечению пожарной безопасности в цеху включают: организацию пожарной охраны; обучение работающих правилам пожарной безопасности – вновь поступившие работники проходят первичный инструктаж по пожарной безопасности, который проводят лица из числа инженерно-технических рабочих, также на рабочих местах проходят повторный инструктаж по пожарной безопасности; раз в год работники цеха проходят обучение по пожаро-техническому минимуму; разработку инструкций о порядке работы с пожароопасными материалами и по действиям работающих на случай возникновения пожара. Правильная планировка промышленных зданий, изменение конструкций и материалов, устройство противопожарных разрывов предотвращает распространение огня.
Для тушения небольших начинающих очагов пламени, возникших в результате возникновения пожара применяют пенные огнетушители или порошковые.
Для тушения загоревших электроустановок, находящихся под напряжением не выше 380В следует применять только углекислотные огнетушители. В случаи возникновения пожара, обнаруживший обязан дать сигнал пожарной тревоги, принять меры по тушению пожара.
Для выявления нарушений пожарной безопасности, проведения разъяснительной работы среди работников цеха, оказание помощи при пожарной охране, в цеху создана добровольная пожарная дружина.
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ:
Сохранение окружающей среды при современном уровне развития науки и техники одна из самых крупномасштабных и дорогостоящих программ. Поэтому в цехе разработаны комплексные мероприятия по охране окружающей среды от вредных воздействий пыли и твёрдых отходов производства.
Для защиты атмосферного и внутризаводского воздуха предусмотрено устройство приточно-вытяжной вентиляции и установка фильтров – пылеулавливателей и циклонов в местах обильного пылевыделения. Отходы производства и мусор собираются в мусоросборник, которые по мере заполнения удаляются из цеха на общую свалку, расположенную за пределами предприятия на земле, не пригодной для сельскохозяйственного использования и отделённой от жилого района санитарно-защитной зоной шириной не менее 500 метров. Сам цех расположен на окраине города с подветренной стороны и отдалён от жилого района санитарно-защитной зоной шириной не менее 100 метров.
В цеху установлено две категории за загрязнением воздуха: стационарное и маршрутное. Стационарное обеспечивает непрерывную регистрацию. Маршрутное проводится по определенному графику в фиксированных точках. Согласно этому составлена карта., в которой указывается наименование оборудо- вания, рабочего места, где могут быть выбросы, указан вид выбросов. Затем в карте по определенному графику фиксируется наличие выбросов, их количество, а так же предельно допустимая концентрации.
В настоящее время целесообразно осуществляеть переход на без отходное производство, так как брак и бой изделий происходит дробление на дробильной установки и вновь используется в качестве заполнителей, техническая вода после очистки используется вторично. Все это позволяет существенно уменьшить загрязнение окружающей среды.
ЗАКЛЮЧЕНИЕ
При разработке курсового проекта применил современную технологическую схему производства железобетонных изделий, благодаря которой автоматизируются и механизируются большинство операций технологического процесса. В проекте предусмотрены мероприятия по экономии материальных и топливно-энергетических ресурсов: применение высокопроизводительного современного оборудования позволило повысить качество лицевой поверхности готового изделия. Строгое соблюдение технологических параметров, обеспечение поддержания заданных режимов позволяют снизить производственные потери на протяжении всего технологического процесса.
Экономия материалов позволяет сократить материальные и энергетические затраты, тем самым обеспечивая снижение себестоимости изделий, повышая конкурентоспособность на рынке сбыта.
|