|
Курсовая работа:
«Возникновение и развитие сварки»
Содержание
1. Возникновение и развитие сварки.
2. Виды сварки.
3. Сварочный полуавтомат А-547У.
3.1 Технология полуавтоматической сварки в углекислом газе.
3.2 Особенности сварки в среде углекислого газа.
3.3 Выбор режимов сварки в среде углекислого газа.
3.4 Основные требования безопасности труда при полуавтоматической сварке.
4. Сварка трубных конструкций.
4.1Номенклатура и сортамент труб и фасонных частей.
4.2Подготовка труб к сварке.
4.3 Способы и режимы сварки труб (трубопроводов).
4.4 Контроль сварных соединений.
5. Электробезопасность.
6. Пожарная безопасность.
7. Технологический процесс сварки теплообменника.
8. Вывод.
9. Использованная литература.
Возникновение и развитие сварки.
Сваркой
называется процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместном действии того и другого.
В 1802 году впервые в мире профессор физики Санкт-Петербургской медико-хирургической академии В.В.Петров (1761-1834гг.) открыл электрическую дугу и описал явления, происходящие в ней, а также указал на возможность её практического применения.
В 1881 году русский изобретатель Н.Н.Бенардос (1842-1905гг.) применил электрическую дугу для соединения и разъединения стали. Дуга Н.Н. Бенардоса горела между угольным электродом и свариваемым металлом. Присадочным прутком для образования шва служила стальная проволока. В качестве источника электрической энергии использовались аккумуляторные батареи. Сварка, предложенная Н.Н. Бенардосом, применялась в России в мастерских Риго-Орловской железной дороги при ремонте подвижного состава. Н.Н. Бенардосом были открыты и другие виды сварки: контактная точечная сварка, дуговая сварка несколькими электродами в защитном газе, а также механизированная подача электрода в дугу.
В 1888 году русский инженер Н.Г.Славянов (1854-1897гг.) предложил дуговую сварку плавящимся металлическим электродом. Он разработал научные основы дуговой сварки, применил флюс для защиты металла сварочной ванны от воздействия воздуха, предложил наплавку и сварку чугуна. Н.Г.Славянов изготовил сварочный генератор своей конструкции и организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897г.
Н.Н.Бенардос и Н.Г.Славянов положили начало автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли большого применения. Только после Великой Октябрьской социалистической революции сварка получает распространение в нашей стране. Уже в начале 20-х гг. под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлом, а несколько позже – сварку судов и ответственных конструкций.
Развитие и промышленное применение сварки требовало разработки и изготовления надёжных источников питания, обеспечивающих устойчивой горение дуги. Такое оборудование – сварочный генератор СМ-1 и сварочный трансформатор с нормальным магнитным рассеянием СТ-2 – было изготовлено впервые в 1924 году Ленинградским заводом «Электрик». В том же году советский учёный В.П. Никитин разработал принципиально новую схему сварочного трансформатора типа СТН. Выпуск таких трансформаторов заводом «Электрик» начал с 1927г.
В 1928 году учёный Д.А. Дульчевский изобрёл автоматическую сварку под флюсом.
Новый этап в развитии сварки относится к концу 30-ых годов, когда коллективом института электросварки АН УССР под руководством академика Е.О.Патона был разработан промышленный способ автоматической сварки под флюсом. Внедрение его в производство началось с 1940г. Сварка под флюсом сыграла огромную роль в годы войны при производстве танков, самоходных орудий и авиабомб. Позднее был разработан способ полуавтоматической сварки под флюсом.
В конце 40-ых годов получила промышленное применение сварка в защитном газе. Коллективами Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патонова разработана и в 1952 году внедрена полуавтоматическая сварка в углекислом газе.
Огромным достижением сварочной техники явилась разработка коллективом ИЭС в 1949 году электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины.
Авторы сварки в углекислом газе плавящимся электродом и электрошлаковой сварки К.М. Новожилив, Г.З. Волошкевич, К.В.Любавский и др. удостоены Ленинской премии.
В последующие годы в стране стали применяться: сварка ультразвуком, электронно-лучевая, плазменная, диффузионная, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли учёные нашей страны: В.П.Вологдин, В.П.Никитин, Д.А. Дульчевский, Е.О. Патонов, а также коллективы Института электросварки имени Е.О. Патонова, Центрального научно-исследовательского института технологии машиностроения, Всесоюзного научно-исследовательского и конструктивного института автогенного машиностроения, Института металлургии имени А.А. Байкова, ленинградского завода «Электрик» и др.
Сварка во многих случаях заменила такие трудоёмкие процессы изготовления конструкций, как клёпка и литьё, соединение на резьбе и ковка.
Преимущество сварки перед этими процессами следующие:
· экономия металла – 10...30% и более в зависимости от сложности конструкции
· уменьшение трудоёмкости работ, сокращение сроков работ и уменьшение их стоимости
· удешевление оборудования
· возможность механизации и автоматизации сварочного процесса
· возможность использования наплавки для восстановления изношенных деталей
· герметичность сварных соединений выше, чем клепаных или резьбовых
· уменьшение производственного шума и улучшение условий труда рабочих
Виды сварки.
Сварка плавлением
осуществляется при нагреве сильным концентрированным источником тепла (электрической дугой, плазмой и др.) кромок свариваемых деталей, в результате чего кромки в месте соединения расплавляются, самопроизвольно сливаются, образуя общую сварочную ванну, в которой происходят некоторые физические и химические процессы.
Сварка давлением
осуществляется пластическим деформированием металла в месте соединения под действием сжимающих усилий. В результате различные загрязнения и окислы на свариваемых поверхностях вытесняются наружу, а чистые поверхности сближаются по всему сечению на расстояние атомного сцепления.
Основные виды сварки:
Ручная дуговая сварка
осуществляется покрытыми металлическими электродами
. К электроду и свариваемому металлу подводится переменный или постоянный ток, в результате чего возникает дуга, постоянную длину которой необходимо поддерживать на протяжении всего процесса сварки.
Дуговая сварка под флюсом
. Сущность сварки состоит в том, что дуга горит под слоем сварочного флюса между концом голой электродной проволоки. При горении дуги и плавлении флюса создаётся газошлаковая оболочка, препятствующая отрицательному воздействию атмосферного воздуха на качество сварного соединения.
Дуговая сварка в защитном газе
производится как неплавящимся (чаще вольфрамовым), так и плавящимся электродам.
При сварке неплавящимся электродом дуга горит между электродом и свариваемым металлом в защитном инертном газе. Сварочная проволока вводится в зону сварки со стороны.
Сварка плавящимся электродам выполняется на полуавтоматах и автоматах. Дуга в данном случае возникает между непрерывно подающейся голой проволокой и свариваемым металлом.
В качестве защитных газов применяют инертные (аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а также смеси аргона с гелием, либо углекислым газом, либо кислородом; углекислого газа с кислородом и др.
Газовая сварка
осуществляется путём нагрева до расплавления свариваемых кромок и сварочной проволоки высокотемпературным газокислородным пламенем от сварочной горелки. В качестве горючего газа применяется ацетилен и его заменители (пропан-бутан, природный газ, пары жидких горючих и др.)
Электрошлаковая сварка
применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливают с зазором между свариваемыми кромками. В зону сварки подают проволоку и флюс. Дуга горит только в начале процесса. В дальнейшем после расплавления определённого количества флюса дуга гаснет, и ток проходит через расплавленный шлак.
Контактная сварка
осуществляется при нагреве деталей электрическим током и их пластической деформации (сдавливании) в месте нагрева. Местный нагрев достигается за счёт сопротивления электрическому току свариваемых деталей в месте их контакта. Существует несколько видов контактной сварки, отличающихся формой сварного соединения, технологическими особенностями, способами подвода тока и питания электроэнергией.
Виды контактной сварки:
· стыковой контактной сварке свариваемые части соединяют по поверхности стыкуемых торцов.
· точечной контактной сваркой соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия.
· рельефная контактная сварка осуществляется на отдельных участках по заранее подготовленным выступам – рельефам.
· шовной контактной сварке соединение элементов выполняется внахлёстку вращающимися дисковыми электродами в виде непрерывного или прерывистого шва.
Электронно-лучевая сварка.
Сущность процесса сварки электронным лучом состоит в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. При бомбардировке поверхности металла электронами подавляющая часть их кинетической энергии превращается в теплоту, которая используется для расплавления металла.
Для сварки необходимо:
получить свободные электроны, сконцентрировать их и сообщить им большую скорость, чтобы увеличить их энергию, которая при торможении электронов в свариваемом металле превращается в теплоту.
Электронно-лучевой сваркой сваривают тугоплавкие и редкие металлы, высокопрочные, жаропрочные и коррозионно-стойкие сплавы и стали.
Диффузионная сварка
в вакууме имеет следующие преимущества: металл не доводится до расплавления, что даёт возможность получить более прочные сварные соединения и высокую точность размеров изделий; позволяет сваривать разнородные материалы: сталь с алюминием, вольфрамом, титаном, металлокерамикой, молибденом, медь с алюминием и титаном, титан с платиной и т. п.
Плазменной сваркой
можно сваривать как однородные, так и разнородные металлы, а также неметаллические материалы. Температура плазменной дуги, применяемой в сварочной технике, достигает 30 000 C. Для получения плазменной дуги применяются плазмотроны с дугой прямого или косвенного действия. В плазмотронах прямого
действия плазменная дуга образуется между вольфрамовым электродом и основным металлом. Сопло в таком случае электрически нейтрально и служит для сжатия и стабилизации дуги. В плазмотронах косвенного
действия плазменная дуга создаётся между вольфрамовым электродом и соплом, а струя плазмы выделяется из столба дуги в виде факела. Дугу плазменного действия называют плазменной струёй
. Для образования сжатой дуги вдоль её столба через канал в сопле пропускается нейтральный одноатомный (аргон, гелий) или двухатомный газ (азот, водород и другие газы и их смеси). Газ сжимает столб дуги, повышая тем самым температуру столба.
Лазерная сварка.
Лазер – оптический квантовый генератор (ОПГ). Излучателем – активным элементом – в ОРГ могут быть: 1) твёрдые тела – стекло с неодимом, рубин и др.; 2) жидкости – растворы окиси неодима, красители и др.; 30 газы и газовые смеси – водород, азот, углекислый газ и др.; 4) полупроводниковые монокристаллы – арсениды галлия и индия, сплавы кадмия с селеном и серой и др. Обрабатывать можно металлы и неметаллические материалы в атмосфере, вакууме и в различных газах. При этом луч лазера свободно проникает через стекло, кварц, воздух.
Холодная сварка металлов.
Сущность этого вида сварки состоит в том, что при приложении большого давления к соединяемым элементам в месте их контакта происходит пластическая деформация, способствующая возникновению межатомных сил сцепления и приводящая к образованию металлических связей. Сварка производится без применения нагрева. Холодной сваркой можно получать соединения стык, внахлёстку и втавр. Этим способом сваривают пластичные металлы: медь, алюминий и его сплавы, свинец, олово, титан.
Сварка трением
выполняется в твёрдом состоянии под воздействием теплоты, возникающей при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей.
Высокочастотная сварка
основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая сварка может производиться с подводом тока контактами и с индукционным подводом тока.
Сварка ультразвуком.
При сварке ультразвуком неразъёмное соединение металлов образуется при одновременном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. Этот способ применяется при сварке металлов, чувствительных к нагреву, пластичных металлов, неметаллических материалов.
Сварка взрывом
основана на воздействии направленных кратковременных сверхвысоких давлений энергии взрыва порядка (100...200) Х 108
Па на свариваемые детали. Сварку взрывом используют при изготовлении заготовок для проката биметалла, при плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическим и химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов.
Сварочный полуавтомат А-547У.
Полуавтомат А-547У предназначен для сварки в среде углекислого газа. Он позволяет производить сварку стыковых соединений металла толщиной от 1мм и выше и угловых соединений при катетах шва от 1,5мм и более. Ввиду небольшой сварочной ванны, образующейся при сварке тонкой электродной проволокой (до 1,2мм), можно выполнять сварку швов, расположенных в любых пространственных положениях со свободным их формированием. Сварка производится постоянным током на обратной полярности. В качестве источника питания могут использоваться сварочные преобразователи или сварочные выпрямители с жёсткой внешней характеристикой.
 Общий вид полуавтомата в комплекте со сварочным выпрямителем с ВС-300 показан на рисунке 130. В состав комплекта входит: подающий механизм 5, сварочный выпрямитель 6 со встроенным в него пультом управления 7, держатель 4 со шлангом, редуктор – расходомер 3, подогреватель 2 газа, баллон 1 с углекислым газом и соединительные кабели и провода. Общий вид полуавтомата в комплекте со сварочным выпрямителем с ВС-300 показан на рисунке 130. В состав комплекта входит: подающий механизм 5, сварочный выпрямитель 6 со встроенным в него пультом управления 7, держатель 4 со шлангом, редуктор – расходомер 3, подогреватель 2 газа, баллон 1 с углекислым газом и соединительные кабели и провода.
Подающий механизм (рис. 131) предназначен для подачи электродной проволоки в зону дуги. Он смонтирован вместе с барабаном 2 для электродной проволоки и отсекателем газа 14 в корпусе 13, имеющий форму небольшого чемодана с крышкой 1. Электродвигатель постоянного тока 12 через редуктор 17 передаёт вращение сменному подающему ролику 5. Под этим роликом на эксцентрике 7 укреплён прижимный шарикоподшипник 6. Прижатие электродной проволоки к подающему ролику осуществляется при помощи рычага 9, укреплённого на кронштейне 3. Сила прижатия регулируется пружиной, расположенной внутри нажимного винта 4, торец которого нажимает на хвостовик рычага и поворачивает его относительно оси 10. В другой стороне корпуса укреплён штырь 20, на который надевают барабан с электродной проволокой. Между барабаном и подающим роликом расположена направляющая трубка 8. Для подключения проводов цепей управления с двух сторон корпуса имеются штепсельные разъёмы 16 и 21. Углекислый газ от баллона подводится к отсекателю газа через ниппель 22, а затем по трубке 15 направляется в горелку. Наконечник гибкого шланга вставляют в контактные губки 18 и зажимают болтом 19.
Подающий механизм устанавливается у рабочего места и переносится сварщиком за ручку 11. При работе в стационарных условиях подающий механизм крепят на рабочем столе сварщика. В этом случае целесообразно вместо барабана с электродной проволокой пользоваться проволокой непосредственно из бухты, уложенной на державку-фигурку.
В комплект полуавтомата входит два типа держателей со шлангами. Один из них длиной 1,2 метра предназначен для сварки электродной проволокой диаметром 0,8 – 1мм на токе до 150А, а второй длиной 2,5м используется при сварке проволокой диаметром 1 – 1,2мм на токе до 250А.
Если вылет сварочной проволоки больше указанного, то увеличивается разбрызгивание электродного металла и нарушается процесс сварки; если вылет меньше, то подгорает наконечник. Постоянство вылета и надёжность работы наконечника обеспечиваются контактным сапожком. В изогнутых горелках применяют один контактный сапожок, в прямых – два.
Сварка в различных положениях шва в пространстве производится на разных режимах. При переходе от нижних к вертикальным швам режим (напряжение и скорость подачи проволоки) следует уменьшать. Частое изменение режима сварки вручную отрывает сварщика и занимает много времени, поэтому некоторые полуавтоматы комплектуются устройствами для дистанционного управления режима сварки. Устройств для дистанционного переключения режима делает полуавтомат удобным и для операций начала и окончания сварки.
Технология полуавтоматической сварки в углекислом газе.
В качестве защитных используются активные газы, т.е. такие, которые могут вступать во взаимодействие с другими элементами в процессе сварки. К таким газам относятся углекислый газ (СО2
) или смеси: 70% углекислого газа и 30% аргона (или кислорода) – для сварки углеродистых сталей; 70% аргона и 30% углекислого газа – для сварки легированных сталей.
Применение газовых смесей вместо 100% углекислого газа повышает производительность и качество сварки.
Достоинством сварки в защитном газе является также то, что и на сварные изделия, выполненные этим процессом, без особой подготовки можно наносить прочные антикоррозионные покрытия (оцинкованные и др.). Сварку в защитных газах применяют и для соединения тонких металлов (0,1 – 1,5мм).
Из всех видов дуговой сварки полуавтоматическая сварка в защитных газах имеет наименьшую трудоёмкость.
Углекислый газ.
При нормальном атмосферном давлении удельная плотность углекислого газа 0,00198г/см3
. При температуре 31о
С и давлении 7,53МПа углекислый газ сжижается. Температура сжижения газа при атмосферном давлении – 78,5о
С. Хранят и транспортируют углекислый газ в стальных баллонах под давлением 6 – 7МПа. В стандартный баллон ёмкостью 40дм3
вмещается 25кг жидкой углекислоты, которая при испарении даёт 12 625дм3
газа. Жидкая углекислота занимает 60 – 80% объёма баллона, остальной объём заполнен испарившимся газом.
Жидкая углекислота способна растворять воду; поэтому выделяющийся в баллоне углекислый газ перед подачей в зону дуги должен осушаться; концентрация его должна быть не менее 99%. Если углекислый газ содержит влагу, то неизбежна пористость шва.
Для сварки пользуются специально выпускаемой сварочной углекислотой; можно пользоваться также пищевой углекислотой.
Пищевая углекислота содержит много влаги; поэтому перед сваркой газ следует подвергать сушке пропусканием через патрон, заполненный обезвоженным медным купоросом или через силикагелевый осушитель.
Сварочный углекислый газ отвечает следующим техническим требованиям: для I сорта СО2
не менее 99,5%, II сорта – 99%; водяных паров I сорта не более 0,18%, для II сорта – 0,51%.
При количестве сварочных постов более 20 целесообразно иметь централизованное питание их углекислым газом, подаваемым по трубопроводу от рампы или от газификационной установки. Сварочные посты рекомендуется оборудовать электромагнитными клапанами, позволяющими автоматически перед зажиганием дуги включать подачу газа и после гашения выключить газ. На каждом посту должен быть расходомер (ротаметр).
Особенности сварки в среде углекислого газа.
Углекислый газ является активным газом. При высоких температурах происходит диссоциация (разложение) его с образованием свободного кислорода:
2СО2
-- 2СО + О2
Молекулярный кислород под действием высокой температуря сварочной дуги диссоциирует на атомарный по формуле:
О2
-- 2О
Атомарный кислород, являясь очень активным, вступает в реакцию с железом и примесями, находящимися в стали, по следующим уравнениям:
Fe + O =FeO,
C + O =CO,
Mn + O =MnO,
Si + 2O = SiО2
.
Чтобы подавит реакцию окисления углерода и железа при сварке в углекислом газе, в сварочную ванну вводят раскислители (марганец и кремний), которые тормозят реакции окисления и восстанавливают окислы по уровням:
FeO + Mn = MnO + Fe,
2FeO + Si = SiО2
+ 2Fe и т.д.
Образующиеся окислы кремния и марганца переходят в шлак.
Исходя из этого при сварке в углекислом газе малоуглеродистых и низкоуглеродистых сталей необходимо применять кремний-марганцовистые проволоки, а для сварки легированных сталей – специальные проволоки.
| Сварочные проволоки для сварки малоуглеродистых и легированных сталей
|
| Свариваемый металл
|
Марки сварочной проволоки
|
| Малоуглеродистые стали
|
Св-08ГС, Св-08Г2С,
|
| Теплоустойчивые стали 15ХМА, 20ХМА
|
Св-08ХГ2СМ
|
| Низколегированные стали
|
Св-08Г2С, Св-18ХГСА, Св-18ХМА
|
| Сталь15Х1М1Ф
|
Св-08ХГСМФ
|
| Сталь1Х13
|
Св-08Х14ГТ, Св-10Х17Т
|
| СтальХ18Н9Т
|
Св-06Х19Н9Т, Св-07Х18Н9ТЮ
|
| Сталь 20ХМФЛ
|
Св-08ХГСМФ
|
Подготовка металла под сварку
состоит в следующем. Чтобы в наплавленном металле не было пор, кромки сварных соединений необходимо зачищать от ржавчины, грязи, масла и влаги на ширину до 30мм по обе стороны от зазора. В зависимости от степени загрязнения зачищать кромки можно протиркой ветошью, зачисткой стальной щёткой, опескоструиванием, а также обезжириванием с последующим травлением. Следует заметить, что окалина почти не влияет на качество сварного шва, поэтому детали после газовой резки могут свариваться сразу после зачистки шлака.
Разделывают кромки под сварку так же, как и при полуавтоматической сварке под слоем флюса.
Выбор режимов сварки в среде углекислого газа.
К параметрам режима сварки в углекислом газе относятся: род тока и полярность, диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки, вылет электрода, расход углекислого газа, наклон электрода относительно шва и скорость сварки.
При сварке в углекислом газе обычно применяют постоянный ток обратной полярности,
так как сварка током прямой полярности приводит к неустойчивому горению дуги. Переменный ток можно применять только с осциллятором, однако в большинстве случаев рекомендуется применять постоянный ток.
Диаметр электродной проволоки следует выбирать в зависимости от толщины свариваемого металла.
| Рекомендуемые диаметры электродной проволоки при сварке стыковых швов в нижнем положении, мм
|
| Толщина свариваемого металла
|
Рекомендуемый диаметр электродной проволоки
|
| 0,6 - 1,0
|
0,5 - 0,8
|
| 1,2 - 2,0
|
0,8 - 1,0
|
| 3,0 - 4,0
|
1,0 - 1,2
|
| 5,0 - 8,0
|
1,6 - 2,0
|
| 9,0 - 12,0
|
2,0
|
| 13 - 18,0
|
2,0 -2,5
|
Сварочный ток устанавливается в зависимости от выбранного диаметра электродной проволоки.
| Рекомендуемые величины сварочного тока в зависимости от диаметра электродной проволоки
|
| Показатели
|
Диаметр электродной проволоки, мм
|
|
|
|
| |
0,5
|
0,8
|
1
|
1,2
|
1,6
|
2
|
2,5
|
| Рекомендуемые пределы величины тока, а...
|
30-60
|
50-100
|
70-120
|
90-150
|
140-300
|
200-500
|
300-700
|
| Плотность тока, а/мм2
|
150
|
100
|
85
|
80
|
70
|
65
|
60
|
С увеличением силы сварочного тока увеличивается глубина провара и повышается производительность процесса сварки.
Напряжение дуги зависит от длины дуги. Чем длиннее дуга, тем больше напряжения на ней. С увеличением напряжения дуги увеличивается ширина шва и уменьшается глубина его провара. Устанавливается напряжение дуги в зависимости от выбранной силы сварочного тока.
Скорость подачи электродной проволоки подбирают с таким расчётом, чтобы обеспечивалось устойчивое горение дуги при выбранном напряжении на ней.
Вылетом электрода называется длина отрезка электрода между его концом и выходом его из мундштука. Величина вылета оказывает большое влияние на устойчивость процесса сварки и качества сварного шва. С увеличением вылета ухудшается устойчивость горения дуги и формирования шва, а также увеличивается разбрызгивание. При сварке с очень малым вылетом затрудняется наблюдение за процессом сварки и часто подгорает контактный наконечник. Величину вылета рекомендуется выбирать в зависимости от диаметра электродной проволоки.
Рекомендуемые значения вылета электродной проволоки
|
| Диаметр электродной проволоки, мм
|
0,8
|
1
|
1,2
|
1,6
|
2
|
2,5
|
| Вылет электрода, мм
|
6- 12
|
7 -13
|
8 -15
|
13-20
|
15-25
|
15-30
|
Кроме вылета электрода, необходимо выдерживать определённое расстояние от сопла горелки до изделия, так как с увеличением этого расстояния возможно попадание кислорода и азота воздуха в наплавленный металл и образования пор в шве. Величину расстояния от сопла горелки до изделия следует выдерживать в приведенных значениях.
| Рекомендуемые расстояния от сопла горелки до изделия
|
| Диаметр электродной проволоки, мм
|
0,5; 0,8
|
1,0; 1,2
|
1,6; 2,0
|
2,5; 3,0
|
| Расстояние от сопла горелки до изделия
|
5-15
|
8-18
|
15-25
|
20-40
|
Расход углекислого газа определяют в зависимости от силы тока, скорости сварки, типа соединения и вылета электрода. В среднем газа расходуется от 5 до 20 л/мин.
Наклон электрода относительно шва оказывает большое влияние на глубину провара и качество шва. В зависимости от угла наклона сварку можно производить углом назад и углом вперёд.
При сварке углом назад в пределах 5 – 10о
улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл получается боле плотным.
При сварке углом вперёд труднее наблюдать за формированием шва, но лучше наблюдать за свариваемыми кромками и направлять электрод точно по зазорам. Ширина валика при этом возрастает, а глубина провара уменьшается. Этот способ рекомендуется применять при сварке тонкого металла, где существует опасность сквозного прожога.
Скорость сварки устанавливается самим сварщиком в зависимости от толщины металла и необходимой площади поперечного сечения шва. При слишком большой скорости сварки конец электрода может выйти из-под зоны защиты газом и окислиться на воздухе.
Основные требования безопасности труда при полуавтоматической сварке.
1.
Перед пуском сварочного полуавтомата необходимо проверить исправность пускового устройства (рубильника, кнопочного выключателя).
2.
Корпуса источника питания дуги и аппаратного ящика должны быть заземлены.
3.
При включении полуавтомата первоначально следует включить рубильник ( магнитный пускатель), а затем – аппаратный ящик. При выключении – наоборот.
4.
Шланги для защитного газа и водяного охлаждения у полуавтомата в местах соединения со штуцерами не должны пропускать газ и воду.
5.
Опираться или садиться на источник питания дуги и аппаратный ящик запрещается.
6.
При работе открытой дугой на расстоянии менее 10м необходимо ограждать места сварки или пользоваться защитными очками.
7.
Намотку сварочной проволоки с бухты на кассету нужно производить только после специального инструктажа.
8.
По окончании работы выключить ток, газ, воду.
9.
О замеченных неисправностях в работе оборудования необходимо доложить мастеру цеха и без его указания к работе не приступать.
10.
Устранять неисправности полуавтоматах самому сварщику запрещается.
Сварка трубных конструкций
.
Номенклатура и сортамент труб и фасонных частей.
Сварные трубы, применяемые при прокладке магистральных и производственных (так называемых технологических) трубопроводов, изготовляются с наружным диаметром от 6 до 1400мм при толщине стенки от 0,3 до 25мм.
В зависимости от назначения и условий работы к трубам и их соединениям предъявляют определённые требования, установленные ГОСТом или специальными техническими условиями.
В настоящее время наша промышленность выпускает сварные и бесшовные (цельнокатаные) трубы. При этом производство электросварных труб как наиболее производительное и экономичное непрерывно возрастает. Сварные трубы изготовляют, как правило, по ГОСТ 4015-58.
Электросварные трубы выпускают с прямым продольным сварным швом или со спиральным швом.
Трубы с прямым продольным швом изготовляют из листовой стали. Горячекатаные листы правят в обычных валковых правильных машинах. Затем на специальных дробеструйных установках зачищают свариваемые кромки от ржавчины и окалины на ширину 30-50мм. Разделку кромок под сварку производят на кромкострогальных станках. При этом скашивают кромки так, чтобы после формовки образовался угол разделки в пределах от 30 до 60о
в зависимости от толщины заготовки. При двухстороннем сварном шве угол внутренней разделки несколько больше угла наружной разделки, а притупление кромок составляет 3-5мм.
Формовку листов под сварку производят на листозагибочных вальцах и прессах. Затем заготовку подают к сварочному стану. Сварку можно производить либо автоматически под флюсом, либо электроконтактной сваркой сопротивлением или оплавлением. Чаще всего применяют стан автоматической сварки под флюсом, который имеет устройство для сближения кромок заготовки и подачи ей под сварку, сварочную головку в устройство для подачи флюса в разделку шва и отсоса неиспользованного флюса. При сварке тонкостенных труб часто применяют прессовую сварку с индукционным нагревом свариваемых кромок заготовки.
Трубы со спирально-сварным швом изготовляют из узкого листа при диаметре труб до 1200мм. Это имеет большое экономическое значение, так как снижает себестоимость производства труб.
Важным преимуществом спирально-сварных труб являются высокие механические свойства, позволяющие изготовлять трубы из боле тонкой листовой заготовки. При этом экономия металла по сравнения с прямошовными трубами достигает 30-35%.
Трубы, используемые для магистралей, работающих под давлением до 25 атм (2532,5кн/м2
), изготовляют из мартеновских сталей МСт.2, МСт.3 и МСт.4.
Для магистральных газовых и нефтяных трубопроводов применяют трубы из низколегированных сталей марок 14ГН, 14ХГН, 14ХГС, 15ХГН, 19Г и МК. Эти стали обладают пределом прочности до 50кг/мм2
при относительном удлинении 18-20% и ударной вязкости при 40о
С до 3Кг х м/см2
.
Сортаментом предусмотрены наружные диаметры труб (529, 630, 720, 820 и 1020мм) и толщина стенки (6, 7, 8, 9, 10, 11, 12, 13, 14мм).
Цельнокатаные трубы также изготовляют из малоуглеродистой мартеновской стали марок МСт.3 и МСт.4 с пределом прочности 35-55кГ/мм2
и относительным удлинением 20-25%. Сортаментом предусмотрены наружные диаметры (168, 219, 273, 325, 377 и 426мм) и толщина стенки (4,5-12мм).
Магистральные трубопроводы нефтяных заводов, работающие при высоких и низких температурах, а также трубопроводы для транспортирования жидких и газовых агрессивных веществ монтируют, как правило, из цельнокатаных труб. Их изготавливают из легированных жаропрочных и нержавеющих сталей.
Наиболее часто применяют стали 10Г2, 12МХ, 15ХМ, 12Х1МФ, Х5, Х5ВФ, 12Х5М, 30ХМ, ЭИ-578, 1Х19Н9Т, Х18Н12Н2Т, Х17, Х28.
Для магистральных трубопроводов и трубопроводов нефтезаводов, предназначенных для сред, вызывающих коррозию, применяют трубы из алюминия и его сплавов. Для этих труб ГОСТ 1947-56 устанавливает сортамент, предусматривающий наружные диаметры (120, 150, 180, 200, 220, 250, 280мм) и толщину стенки (10, 15, 20, 25, 30мм).
Сборку магистральных и особенно заводских производственных трубопроводов производят с помощью штампованных, гнутых или сварных фасонных частей различного назначения. Фасонные части применяют для углов поворота, участков ответвления, обвязки различных аппаратов, насосов и других устройств.
При монтаже труб диаметром до 529мм применяют крутоизогнутые угольники, двойники, тройники и переходы, изготавливаемые из стали 20 путём протяжки или штамповки. Для коррозийностойких трубопроводов фасонные части изготовляют из стали 12Х5МА и 1Х18Н9Т. крутоизогнутые угольники выпускают с наружным диаметром от 48 до 529мм при толщине стенок от 4,5 до 12мм и средним радиусе от 80 до 500 мм. Большое применение получают сварные фасонные части. При этом к качеству сварки предъявляют высокие требования, особенно при монтаже трубопроводов высокого давления.
Подготовка труб к сварке.
При монтаже магистральных и производственных (технологических) трубопроводов основным способом соединения труб является сварка. При этом сварку трубопроводов, работающих при давлении более 0,7 атм (71кн/м2
), производят с соблюдением правил Гостехнадзора. Согласно этим правилам к сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения. Сварку разрешается производить при температуре окружающего воздуха и ниже -20о
С, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва газами (особенно кислородом и водородом). Это вызывает значительную пористость и снижает механическую прочность сварного шва. Трубы из легированных сталей разрешается сваривать при температуре не ниже – 10о
С. Так как эти стали склонны закаливаться на воздухе с образованием закалочных трещин, иногда выходящих за границы сварного шва. Рабочее место сварщика должно быть защищено от ветра, дождя и снега.
На качество сварного соединения существенно влияет подготовка кромок труб к сварке и качество сборки стыков.
Основным типом сварного соединения труб является V-образное или чашеобразное стыковое соединение.
Подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и окислов и сборку под сварку.
Для правки свариваемых концов труб применяют различные приспособления механического, гидравлического и пневматического типа. Большое распространение получили расширители, состоящие из гидравлического домкрата с радиальными колодками, вставляемыми во внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и, упираясь в стенки трубы, выпрямляют их. Максимальное усилие достигает 80кГ (784н), а правка трубы занимает 4-6 мин.
Кромки труб, как правило, обрабатывают на заводах-изготовителях со снятием фаски под сварку. Обычно угол скоса составляет 25-30о
. при отсутствии скоса кромок необходимо снять фаску на стенке резцом или резаком-труборезом. В полевых условиях получили большое применение специальные трубообрезные приспособления Киевского экспериментально-механического завода.
Очистку свариваемых кромок производят следующим образом. Масло, праймер и органические покрытия удаляют бензином или специальным растворителем от грязи и ржавчины очищают с помощью стальных щёток или абразивных кругов.
Важным элементом подготовки труб является сборка стыков под сварку. Сборка под сварку заключается в совмещении кромок труб так, чтобы совпадали поверхности свариваемых труб и чтобы не была нарушена ось нитки трубопровода. При этом зазор между кромками должен быть одинаковый по всему контуру свариваемого шва.
Сборка и центровка может быть выполнена вручную, но такой способ очень трудоёмкий и не даёт требуемой степени точности. В настоящее время в практике применяют специальные приспособления, называемые центраторами. Для сборки стыков магистральных труб большого диаметра применяют внутренние центраторы, которые базируют сборку по наружной поверхности труб и поэтому более просты по конструкции. Однако при большой разностенности труб и их эластичности наружный центратор не обеспечивает должного качества сборки.
После сборки прихватывают стыки сварными швами длиной 60-80мм с расстоянием между прихватками от 300 до 400мм при диаметре трубы более 300мм. Прихватки выполняют аккуратно и такими же электродами, какими будет заварен стык; это обеспечивает однородность наплавленного металла и хорошее качество шва.
При сборке внутренним центратором можно рекомендовать вместо прихватки сплошную заварку корня шва в виде первого слоя. Это особенно желательно при низких температурах окружающего воздуха, вызывающих большие внутренние напряжения и образование закалочных структур и трещин в металле шва.
Способы и режимы сварки труб (трубопроводов).
Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки с помощью контактной, индукционно-прессовой и дуговой сварки как на переменном, так и на постоянном токе.
Трубопроводы свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах нагрева. Если рабочее давление в трубопроводах менее 0,07МПа, на них не распространяются правила Госгортехнадзора. Стыки трубопроводов на давление свыше 0,07МПа выполняются только аттестованными для этой работы сварщиками.
Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037-80 для стальных трубопроводов и ГОСТ 16038-80 для медных и медно-никелевых.
| Допускаемое смещение кромок концов стальных труб при сборке встык под сварку составляет:
|
| Толщина стенки, мм
|
3...4
|
5...6
|
7...8
|
9...14
|
15...
|
| Смещение, мм, не более
|
1
|
1,5
|
2
|
2,5
|
3
|
| Согласно ГОСТ 16037-80 для сварки стальных труб применяют следующую подготовку кромок:
|
| Толщина стенки трубы, мм
|
без скоса для ручной дуговой сварки
|
2...4
|
| |
без скоса для газовой сварки
|
1...3
|
| |
с односторонним скосом под углом 30о
для ручной дуговой сварки
|
3...20
|
| |
с односторонним скосом под углом 30о
для газовой сварки
|
4...7
|
| Толщина стенки, мм
|
|
1...6
|
2...3
|
3...8
|
8...20
|
| Зазор между кромками, мм
|
для ручной дуговой сварки
|
|
0, 5
|
1
|
2
|
| |
для газовой сварки
|
0,5
|
1
|
|
|
Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением и пределом текучести не менее нижнего нормативного предела у основного металла, а показателей пластичности металла шва для трубопроводов горячей воды и пара по правилам Госгортехнадзора должны отвечать следующим минимальным нормам:
| |
угол загиба, град.
|
| Углеродистая сталь
|
120
|
| Молибденовая
|
60...80
|
| Хромомолибденовая
|
40...50
|
| Хромовадиевомолибденовая
|
40... 50
|
| Аустенитная сталь
|
100
|
| |
Ударная вязкость, Дж/м2
|
| Для всех сталей, кроме аустенитного класса
|
5Х105
|
| Аустенитная сталь
|
7Х105
|
Сварные стыки труб подвергаются различным видам контроля качества и обязательно выборочному просвечиванию в количестве 5 – 10% (первая проверка) и 10 – 25% (вторая проверка) от числа стыков, сваренных каждым сварщиком.
Обязательно металлографическому контролю подлежат стыки трубопроводов первой и второй категории для перегретого пара и горячей воды. К первой категории относятся трубопроводы перегретого пара с давлением выше 4МПа и температурой выше 350о
С и горячей воды с температурой выше 184о
С; ко второй категории – трубопроводы перегретого пара с давлением до 3,8МПа и температурой 350о
С и горячей воды с температурой от 80 до 184о
С. Для труб из углеродистых и низколегированных сталей для металлографического исследования вырезают по одному шлифу, для труб из аустенитной стали - по четыре шлифа.
Трубопроводы газовых сетей для жилых, общественных и производственных зданий, работающие под давлением до 1,2МПа, изготавливают в соответствии с требованиями, которые содержит Строительные нормы и правила.
Согласно этим нормам сборка трубопроводов производится на сварочных прихватках длинной 30 – 40мм и высотой, равной половине толщены стенки. Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщены её стенки и химического состава металла. Различными технологическими приёмами свариваются поворотные и неповоротные стыки трубопроводов.
Ручная сварка стыков труб
покрытыми электродами используются при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, проходящего через естественные преграды (вводные, горные и др.), соединения секций в длинные плети, фланцев, заглушек и т.д.
Корневой шов выполняется электродами 1,6 – 3мм в зависимости от толщины стенки трубы, а остальные швы могут выполняться более производительными видами сварки (автоматом или полуавтоматом).
При ручной сварке всего стыка целесообразно выполнять его в несколько слоёв: при толщине стенки 4 – 5мм-в два шва слоя (не считая корневого), при 10 12мм-вчетыре слоя электродами диаметром 3 – 4мм. Ручная газовая сварка выполняется только в один слой.
Ручную дуговую сварку стыков трубопроводов выполняют двумя способами: сверху вниз и снизу вверх.
| Сварочный ток, применяемый для сварки электродами с фтрористо-кальциевым покрытием, А
|
| Диаметр электрода,мм
|
Пространственное положение сварного шва
|
| |
нижнее
|
вертикальное
|
полупотолочное и потолочное
|
| 3
|
140-160
|
150-170
|
120-150
|
| 4
|
180-220
|
160-180
|
140-160
|
| 5
|
220-260
|
200-230
|
сварку не ведут
|
Сварка сверху вниз происходит на большой скорости и с меньшим сечением валика (с меньшим количеством шлака), это привод к лучшему структуре и большей вязкости металла шва, что особенно важно при работе на морозе. Другие преимущества способа сварки сверху вниз заключаются в меньшем усилении шва, снижении времени на защиту от шлака и в отсутствии необходимости заварки кратера. Сварка сверху вниз выполняется электродами марок ОЗС-9, ВСЦ-1, ВСЦ-2, ВСФС-50. Этими же электродами можно выполнять сварку и снизу вверх.
Режим дуговой ручной сварки стыков труб выбирают в зависимости от марки и диаметра электрода и слоя шва (табл. 59).
Для повышения производительности и качества сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе и садозащитной проволокой взамен газовой.
Соединение труб выполняется встык и втавр. Удовлетворительные результаты при сварке труб диаметрами 0,6 – 1мм. Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3мм.
Скорость дуговой сварки выше скорости газовой в 2,3 – 2,5 раза, марка проволоки Св-08Г2С. Сварка производится на постоянном токе при обратной полярности.
Перевод на дуговую сварку внутренних сантехнических систем снизил стоимость сварочных работ в два раза по сравнению с газовой сваркой.
Для работ ремонтного характера в полуавтомата «Луч» (Институт электросварки им. Е.О.Патонова) с питанием от осветительной сети со сварочной проволокой марки Св-15ГСТЮЦА по ГОСТ 2246-70, которая не требует газовой защиты. Масса полуавтомата со сварочным проводом и заряжённой кассетой 2 кг.
Порядок ручной дуговой сварки поворотных стыков труб диаметром более 200мм показан на рис.151. Стык труб соединяется тремя симметрично расположенными прихватками (рис.151, а). Окружность стыка размещается для сварки на 4 участка. Кружками отмечены точки начала и окончания шва, а стрелками – направление сварки. Первый слой сваривают электродам диаметром 4мм при токе 120 – 150А узким валиком в направлении снизу вверх (рис. 151,б), а затем, повернув трубу на 90о
, заваривают последние противоположные участки первого слоя (рис.151, в). После этого электродом диаметром 5мм при токе 200 – 250А накладывают в одном направлении второй (рис.151, г) и в противоположном второму слою – третий слой (рис.151, д). Перспективными по механизации поворотных трубопроводов являются специальные установки.
 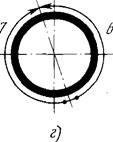
Рисунок 152.Порядок сварки стыков неповоротных труб: а – сборка труб на прихватках, б, в, г – выполнение первого, второго и третьего слоёв; А, Б, П – границы участков первого слоя шва, Т, К – то же, для второго слоя шва, 1-7 – последовательность выполнения слоёв шва на участках.
Порядок ручной дуговой сварки неповоротных труб диаметром 250 – 500мм показан на рис.152. Первый слой накладывают тремя участками. Второй и третий слои – двумя участками, смещая их между собой на 50 – 100мм. В указанном порядке можно производить сварку стыка сверху вниз, применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-1, дающие мало шлака.
Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой сваривают сверху вниз электродами ВСЦ-1 или ОЗС-9, второй слой – электродами УОНИИ-13/45 и третий слой – электродами УОНИИ-13/55, АНО-9.
Стыки труб диаметром более 500мм делят по окружности на 6-8 участков и технологию сварки строят так, чтобы по возможности обеспечить равномерное охлаждение металла стыка, в результате чего получается менее напряжённый металл стыкового соединения.
Когда нельзя сваривать стык ни с поворотом, ни в потолочном положении, тогда применяют сварку с козырьком, как показано на рис.153. Сначала выполняется нижняя часть стыкового шва только с внутренне стороны, а затем верхняя часть стыкового шва и козырька только с наружной стороны.
I этап II этап
Козырёк.
 
Сварка трубы с внутренней
стороны.
Рисунок 153. Порядок сварки стыков труб с козырьком.
Трубы, применяемые для изготовления ферм, стоек, колонн, опор и других строений, свариваются с различными углами (рис.154). В этих случаях наиболее сложна и ответственна подготовка кромок под сборку и сварку. Сборочные прихватки делают в удобных местах сопряжения. Швы по контуру сопряжения соединяемых трубчатых элементов лучше выполнять по принципу обратноступенчатой сварки.

Рисунок 154. Сопряжение труб под разными углами.
Трубные узлы из высоколегированных сталей и сплавов изготовляют дуговой сваркой неплавящимся электродом в защитном газе. Кроме ручной дуговой сварки возможно применение полуавтоматической. Для труб с толщиной стенки менее 1мм целесообразна импульсно-дуговая сварка.
Защиту корня шва обеспечивают поддувом газа с внутренне стороны трубы. В этом случае (рис.155) газ способствует формированию обратного валика. Для поддува используют аргон.
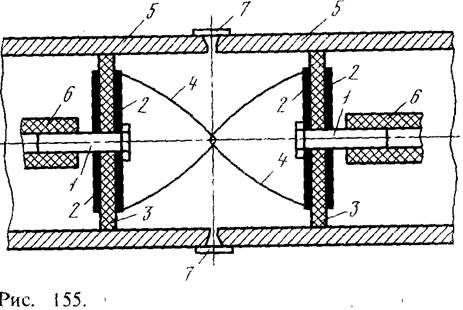
Схема приспособления для сварки труб с поддувом газа:
1 – входной и выходной ниппели, 2 – металлические шайбы, 3 – резиновые шайбы, 4 – соединительные скобы из проволоки диаметром 2-3мм, 5 – сварные трубы, 6 – шланг для подачи газа, 7 – приклеенная бумага.
Сварку трубопроводов применяют при изготовлении деталей из труб, имеющих соединения с несъёмной арматурой, а также имеющих неразъёмные ответвления от основной магистральной трубы.
Тип применяемой сварки и необходимое оборудование определяет конструктор в зависимости от марки материала. Так для трубопроводов из алюминиевых сплавов (АМгМ и АМц) можно применять аргонно-дуговую сварку АрДС и газовую сварку (КАС), для стали 20А – газовую сварку, для нержавеющей стали – аргонно-дуговую сварку. В ряде случаев можно использовать газовую автоматическую сварку с применением флюса НЖ-8.
На сварку поступают трубопроводы, прошедшие гибку и другие подготовительные операции. Для трубопроводов малого диаметра (до 6мм) в отдельных случаях допускается приваривать арматуру до выполнения операции гибки в том случае, если гибка будет производиться без наполнителя и подогрева.
Перед сваркой трубу устанавливают на приспособление, где подгоняют и фиксирую свариваемые элементы.
Перед сваркой присадочный материал подвергают химической очистке. Присадочный материал должен быть замаркирован цветным или цифровым знаками.
После выполнения операции сварки удаляют остатки флюса, свариваемые детали промывают в трёх ваннах горячей водой (60-80о
) с применением волосяных щёток. После этого детали промывают в течение 5-10мин в 2-3%-ном водном растворе хромового ангидрида, нагретого до температуры 60-80о
С, затем в горячей воде с температурой 60-80о
С. После промывки детали просушивают тёплым сухим воздухом.
Контролируют качество промывки при помощи 2%-ного раствора азотно-кислого серебра. Если капли этого раствора, нанесённые в 3-4 точках сварного шва, вызывают образование белого осадка, то промывку следует повторить.
Все сварные детали из труб проходят операции контроля. Прежде всего их проверяют на герметичность под рабочим давлением. Эту проверку обязательно проходят все сварные трубопроводы и соединения. При помощи визуального осмотра сваренных мест выявляют возможные наружные дефекты (прожоги, трещины, свищи, раковины).
Контроль сварных соединений.
Сварку деталей необходимо производить в стационарных или универсальных приспособлениях, предусмотренных технологическим процессом данного предприятия.
Качественный сварной шов при любом виде сварки должен иметь ровную, слегка чешуйчатую поверхность без свищей, раковин, трещин, подрезов, прожогов, наплывов. Сварные швы должны иметь усилие в пределах 0,5 – 1мм толщины свариваемого материала.
Качество сварных трубопроводов контролируют:
· в процессе сварки, когда контролируется соблюдение технологических режимов, присадочных материалов, флюсов;
· пооперационно, при наличии нескольких переходов;
· после сварки всех швов производится окончательный контроль.
Окончательный контроль включает:
· внешний осмотр всех трубопроводов с целью выявления наружных дефектов (прожогов, подрезов, трещин, поверхностных свищей и раковин и других дефектов);
· контроль проходного сечения трубопровода путём прокатки через полость трубы шарика соответствующих размеров;
· испытание на герметичность сварных швов у всех трубопроводов;
· металлографический контроль.
Металлографический контроль даёт возможность установить качество провара и наличие дефектов в шве и зоне сплавления сварного соединения. Металлографический контроль труб целесообразно производить периодически один раз в месяц по одной сварной трубе, выбранной у каждого сварщика.
Электробезопасность.
Электротравмы возникают при прохождении электрического тока через человека.
Ток силой 0,1А независимо от рода его принято считать смертельно опасным для человека. При минимальном сопротивлении организма человека в 600 Ом смертельно опасная величина тока (0,1А) создаётся при напряжении всего лишь 60В.
Тяжесть поражения электрическим током зависит от величины тока и напряжения, а также от пути прохождения тока в организме человека, длительности действия тока, частоты (с повышением частоты переменного тока степень поражения снижается, переменный ток опаснее постоянного).
Поражение током в производственных условиях чаще всего происходят в результате прикосновения человека к токоведущим частям, находящимся под опасным напряжением.
Опасным напряжением может оказаться шаговое напряжение, возникающее при растекании электрического тока в землю. Растекание тока возможно в случаях касания оборванного электрического провода воздушной сети с землёю или при срабатывании защитного заземления. Если человек окажется в зоне растекания тока, то между ногой, находящейся ближе к заземлителю, и ногой, отстоящей от заземлителя на расстоянии шага (0,8м), возникает разность потенциалов (шаговое напряжение) и от ноги к ноге замкнётся цепь тока. Для защиты от шагового напряжения пользуются резиновой обувью.
Правила безопасной работы с электроустановками.
Помещения по степени опасности поражения людей электрическим током подразделяются на три категории:
· особо опасные (влажность высокая, температура воздуха выше +30о
С, химически активная среда, приводящая к разрушению изоляции токоведущих частей);
· с повышенной опасностью (токопроводящие полы, возможности прикосновения человека к металлическим конструкциям и корпусам электрооборудования и др.);
· без повышенной опасности (отсутствуют опасности поражения электротоком).
Электрические установки и устройства считаются опасными, если у них токоведущие части не ограждены и расположены на доступной для человека высоте (менее 2,5м), отсутствует заземление, зануление и защитные отключения токопроводящих конструкций (металлические корпуса магнитных пускателей, кнопок «пуск», «стоп» и др.).
Требования к персоналу, обслуживающему электроустановки.
Правилами технической эксплуатации электроустановок к работе на них допускаются лица пяти квалификационных групп.
· Квалификационная группа I присваивается персоналу, не прошедшему проверку знаний по Правилам технической эксплуатации электроустановок.
· Квалификационная группа II присваивается лицам, имеющим элементарные технические знакомства с электроустановками (электросварщики, электромонтёры и др.).
· Квалификационная группа III присваивается лицам, имеющим знания специальных правил техники безопасности по тем видам работ, которые входят в обязанности данного лица (электромонтёры, техники и др.).
· Квалификационная группа IV присваивается лицам, имеющим знания в электротехнике в объёме специализированного профтехучилища.
· Квалификационная группа V присваивается лица, знающим схемы и оборудование своего участка и др.
Пожарная безопасность.
Причинами, вызывающими пожары в цехах, являются наличие легковоспламеняющих веществ и горючих жидкостей, сжиженных горючих газов, твёрдых сгораемых материалов, ёмкостей и аппаратов с пожароопасными продуктами под давлением, электроустановок, вызывающих в процессе их работы электрические искры и др.
Причин возникновения пожаров много: самовозгорание некоторых веществ, если их хранение является неудовлетворительным, зажигание пламенем, электрической искрой, жидким металлом, шлаком и др. принято по признаку пожарной опасности подразделять производство на несколько категорий: А – взрывопожароопасные, Б – взрывоопасные, В – пожароопасные, Г и Д – непожароопасные, Е – взрывоопасные (имеются только газы).
Сварочные работы могут выполняться в помещениях каждой категории производства в соответствии с требованиями ГОСТ 12.3.002-75, ГОСТ 12.3.003-75.
Сварочные работы в замкнутых ёмкостях должны выполняться по специальному разрешению администрации предприятия.
Порядок работы по организации и проведении сварочных работ на шахтах и рудниках определяется инструкциями, утверждёнными Госгортехнадзором: Запрещается:
· Пользоваться одеждой и рукавицами со следами масел, жиров, бензина, керосина и других горячих жидкостей;
· Выполнять резку и сварку свежеокрашенных конструкций до полного высыхания краски;
· Выполнять сварку аппаратов, находящихся под электрическим напряжением, и сосудов, находящихся под давлением;
· Производить без специальной подготовки резку и сварку ёмкостей из-под жидкого топлива.
Средствами пожаротушения являются вода, пена, газы, пар, порошковые составы и др.
При тушении пожаров водой используют установки водяного пожаротушения, пожарные машины, водяные стволы (ручные и лафетные). Для подачи воды в эти установки используют специальные водопроводы. Для тушения пожаров водой в большинстве производственных и общественных зданий на внутренней водопроводной сети устанавливают внутренние пожарные краны.
Пена представляет собой концентрированную эмульсию двуокиси углерода в водном растворе минеральных солей, содержащем пенообразующее вещество. Для получения воздушно-механической пены применяют воздушно-пенные стволы, генераторы пены и пенные оросители. Генераторами пены и пенными оросителями оборудуют стационарные установки водопенного тушения пожаров. При тушении пожаров газами, паром используют двуокись углерода, азот, дымовые газы и др.
Каждый сварочный пост должен иметь огнетушитель, бачок или ведро с водой, а также ящик с песком и лопатой. После окончания сварочных работ необходимо проверять рабочее помещение и зону, где выполнялись сварочные работы, и не оставлять открытого пламени и тлеющих предметов. В цехах имеются специальные противопожарные подразделения, из числа работающих в цехе создаются добровольные пожарные дружины.
Технологический процесс сварки теплообменника.
1. Технологический процесс сварки должен обеспечивать требуемые геометрические размеры швов, хорошее качество и необходимые механические свойства сварного соединения, а также минимальные усадочные напряжения и деформации свариваемых трубных и обычных деталей. Поэтому процесс сварки теплообменника следует вести на стабильном режиме, при котором отклонения от заданных значений сварочного тока и напряжения на дуге не превышают 5%.
2. Корневые слои шва, выполняемые ручной дуговой сваркой, следует накладывать электродами диаметром не более 4-5мм.
3. Обеспечить возможность наложения швов преимущественно в нижнем положении (безопасные условия работы сварщика) и получить соединения требуемого качества.
4. Выполнение каждого шва следует производить после тщательной очистки металла. Участки шва с порами, трещинами и раковинами должны удаляться, исправляться.
5. При двухсторонней сварке стык с полным проплавлением необходимо перед выполнением шва с обратной стороны удалить его корень до чистого без дефектного металла. При образовании прожогов в процессе сварки их следует удалить и заварить.
6. Начало и конец шва следует выполнять за пределами сварного соединения на выводных планках, удаляемых после сварки. Во всех случаях выводить кратер на основной металл за пределы шва запрещается.
7. Размеры сварных швов должны соответствовать ГОСТ 16037-80.
8. По окончанию сварки теплообменника швы сварных соединений очищают от шлака и брызг расплавленного металла. Приваренные сборочные и монтажные приспособления следует удалять без повреждения основного метала и применения ударных воздействий, а места приварки нужно зачистить до чистого основного металла.
9. К сварке теплообменника допускаются сварщики, прошедшие аттестацию в соответствии с утверждёнными правилами. Каждый сварщик должен иметь удостоверение на право выполнения сварочных работ.
10. После сварки теплообменника проверить сварные соединения на статическое растяжение.
Список использованной литературы.
1. Рыбаков В.М. Дуговая и газовая сварка. М. Высшая школа, 1981
2. Мисник И.Б. Ручная дуговая сварка металлов. Мн. Высшая школа, 1981
3. Комаров А.А., Сапожников В.М. Трубопроводы и соединения для гидросистем. М. Машиностроение, 1967
4. Шебеко Л.П. Электросварщик-автоматчик. М. Высшая школа, 1966
5. Геворкян В.Г. Основы сварочного дела. М. Высшая школа, 1969
6. Шебеко Л.П. Оборудование и технология автоматической и полуавтоматической сварки. М. Высшая школа, 1981
|