Федеральное агентство по образованию
ГОУ ВПО Тольяттинский государственный университет
Институт финансов, экономики и управления
Кафедра «Менеджмент организации»
КУРСОВАЯ работа
по дисциплине «Методы и средства испытаний, измерений и контроля»
на тему: «Разработка методики испытаний станка с числовым программным управлением на точность позиционирования. Проектирование испытательного стенда для проведения испытаний станка с числовым программным управлением на точность позиционирования»
Студент группы: УК-401 Чиркова О.А.
Преподаватель: Щипанов В. В.
Тольятти 2010
Содержание
Введение
1 ТЗ на разработку методики испытания станка на точность позиционирования
2 Методика проведения испытаний станка на точность позиционирования
3 ТЗ на разработку испытательного стенда
4 Описание испытательного стенда
Заключение
Список используемых источников
Введение
Полная автономность и упрощение кинематических цепей приводов подач, когда связь между перемещениями по нескольким координатам одновременно осуществляется только через программу управления, позволяет осуществлять в станках с ЧПУ сложное во времени и точное по положению взаимодействие большого числа рабочих и вспомогательных механизмов. Возможность увеличения числа одновременно управляемых координат при применении систем ЧПУ, позволило создать принципиально новые компоновки станков с получением широких технологических возможностей при автоматическом управлении.
При работе станка с ЧПУ происходит взаимодействие большого числа механических, гидравлических, пневматических и электронных устройств и элементов, от правильного и надежного функционирования которых в значительной степени зависит точность выполнения заданной программы управления механичекой обработкой деталей. Изменение точности станка с ЧПУ в процессе эксплуатации, происходящее под действием различных вредных процессов и внешних воздействий, обусловливается появлением допустимых и недопустимых повреждений как в с станке, так и в устройстве.
В данной курсовой работе предложена методика проведения испытаний станка с ЧПУ на точность позиционирования и схема испытательного стенда, разработано ТЗ для этой методики и испытательного стенда.
Федеральное агентство по образованию
ГОУ ВПО Тольяттинский государственный университет
Институт финансов, экономики и управления
Кафедра менеджмента организации
| «Согласовано» |
«Утверждено» |
| Заказчик |
Зав.кафедрой МО |
| __________Щипанов В.В. |
__________Искосков М.О. |
| « ___» _________ 201_г. |
« ___» _________ 201_г. |
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
на проектирование методики проведения заводских испытаний станка с ЧПУ на точность позиционирования
Код ГРНТИ 55.01.81
| Исполнитель(и) |
Чиркова О.А..
|
/ФИО/ |
Тольятти 2010 г
Содержание
1 Наименование и область применения проектируемого объекта
2 Основание для разработки
3 Цель и технико-экономическое обоснование разработки
4 Источники разработки
5 Этапы разработки
6 Технические требования к объекту
1.1 Наименование проектируемого объекта: методика проведения заводских испытаний станка с ЧПУ на точность позиционирования
Код ГРНТИ
55 Машиностроение
55.01 Общие вопросы машиностроения
55.01.81 Измерения, испытания, контроль и управление качеством
1.2. Краткая характеристика области (отрасли) и условий применения:
Методика испытаний может применяться на любых предприятиях, использующих станки с ЧПУ для обработки различных видов материалов, а также на предприятиях станкостроения.
2.1. Перечень документов, на основании которых создается система:
Задание на курсовое проектирование по дисциплине «Методы и средства испытания, измерения и контроля».
3.1 Предназначение объекта: проведение испытаний на точность позиционирования станка с ЧПУ в нормальных производственных условиях.
3.2 Наличие отечественных и зарубежных аналогов: рассматриваемая методика аттестационных испытаний применяется на промышленных предприятиях и предприятиях станкостроения России.
3.3 Предполагаемая потребность в данных объектах у потребителей. Рассматриваемая методика разрабатывается для испытательных лабораторий, производственных предприятий и предприятий станкостроения с целью определения точности позиционирования станка с ЧПУ при работе в нормальных условиях.
4.1 ГОСТ Р 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности
4.2 ГОСТ Р 7599-82 Станки металлообрабатывающие. Основные условия, размеры и технические требования.
4.3 ГОСТ Р 23597-79 - Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движений. Общие положения
4.4 ГОСТ Р ЕН 12840-2006 Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
Этапы разработки представлены в таблице 1.
Таблица 1 – Этапы разработки проектируемого объекта и планируемые сроки их выполнения
№
поз.
|
Наименование разделов |
Сроки |
| Начала |
Окончания |
| 1 |
2 |
3 |
4 |
| 1 |
Изучение объекта исследования. |
16.10.09 |
25.12.09 |
| 2 |
Разработка технического задания на методику. |
11.02.10 |
11.03.10 |
| 3 |
Проектирование и создание методики. |
11.03.10 |
29.03.20 |
| 4 |
Разработка технических условий на методику. |
29.03.10 |
16.04.10 |
| 5 |
Контрольная оценка экспертом |
16.04.10 |
29.04.10 |
6 Технические требования к объекту
6.1 Показатель назначения
Определение точности позиционирования линейной оси до 2000 мм и осью вращения до 360° станка с ЧПУ при проведении испытаний в производственных условиях.
Критерии испытаний:
- точность двустороннего позиционирования оси А;
- точность одностороннего позиционирования осей А и А¯;
- двустороннее систематическое позиционное отклонение оси Е;
- одностороннее систематическое отклонение осей Е и Е¯;
- среднее двустороннее позиционное отклонение оси М;
- двусторонняя повторяемость позиционирования оси R;
- односторонняя повторяемость позиционирования осей R и R¯.
Все вышеперечисленные критерии должны быть в зоне допуска, установленной в паспорте станка.
6.2 Показатели надежности
- Эффективность методики не ниже 0,95
- Срок пересмотра разрабатываемой методики должен быть не более пяти лет.
6.3 Требования к образцам
Станок должен быть полностью собран и находиться в работоспособном состоянии, все необходимые проверки установки и геометрической точности станка должны быть удовлетворительно завершены перед началом проверки точности позиционирования.
Годным признается станок, все вышеуказанные параметры которого соответствуют паспортным характеристикам.
6.4 Оборудование
В течение 12 ч до начала измерений и во время измерений температурный градиент окружающей среды и его изменения в градусах в час должны быть в пределах, установленных.
Испытательный стенд должен быть подвергнут ремонту раз в полгода.
Следует протирать от пыли незакрытые части двигателя раз в смену.
Охлаждение станка должно быть подключено и исправно.
Испытание проводится прибором APIXD3, состоящим из лазерной головки, интерферометра и блока управления, подключаемого к компьютеру с предварительно установленным программным обеспечением.
6.5 Требования к персоналу
Оператор должен обладать знанием:
- устройств, принципиальных схем оборудования и взаимодействия механизмов станков с программным управлением, правил их подналадки;
- корректировки режимов резания по результатам работы станка;
- устройств и правил пользования контрольно-измерительными инструментами и приборами;
- основных способов подготовки программы;
- кодов и правил чтения программы по распечатке и перфоленте;
- определения неисправностей в станках и системе управления;
- способов установки инструмента в инструментальные блоки;
- способов установки приспособлений и их регулировки;
- правил чтения чертежей обрабатываемых деталей;
6.6 Показатели безопасности:
Методика должна соответствовать ГОСТ 12.2.007.0–75 Изделия электротехнические. Общие требования безопасности, ГОСТ Р 50948-2001 Общие эргономические требования и требования безопасности.
6.7 Требования к пожарной безопасности
Методика должна соответствовать требованиям ГОСТ 12.1.004—91 Пожарная Безопасность Общие требования; ГОСТ Р 51838-2001 Безопасность машин Электрооборудование производственных машин Методы испытаний.
6.8 Показатели экологичности:
Методика испытаний не наносит вреда окружающей среде.
6.9 Показатели эргономичности:
- Методика должна соответствовать эргономическим требованиям к организации работы оператора согласно ГОСТ 26387-84 Система «человек-машина». Термины и определения и ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования;
- Методика должна соответствовать формам отображения информации на средствах управления согласно ГОСТ 22269-76 Система «Человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования и ГОСТ 22902-78 Система «человек-машина». Отсчетные устройства индикаторов визуальных. Общие эргономические требования.
6.10 Требования к себестоимости испытаний
Себестоимость испытаний не должна превышать 300 000 руб. в год с учетом всех расходов вызываемых проведением испытаний.
Методика проведения испытаний линейных осей станка с ЧПУ на точность позиционирования
1 Наименование и область применения
Наименование: Методика проведения заводских испытаний линейных осей станка с ЧПУ на точность позиционирования.
Код
55 Машиностроение
55.01 Общие вопросы машиностроения
55.01.81 Измерения, испытания, контроль и управление качеством
Область применения: Рекомендации настоящей методики распространяются на проведение заводских испытаний линейных осей станка с ЧПУ на точность позиционирования в производственных условиях, а так же при испытаниях в испытательных лабораториях.
2 Объект испытаний
2.1 Наименование
Токарный станок с ЧПУ с линейной осью до 2000 мм.
2.2 Область применения
Станок предназначен для токарной обработки в полуавтоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности.
3 Цель испытаний
Определение точности позиционирования токарного станков с ЧПУ с линейной осью до 2000 мм. Анализ полученных данных. Сравнение их с установленным паспортными данными станка значением. Принятие решения о необходимости калибровки и настройки.
4 Нормативные ссылки
4.1 ГОСТ Р 8-82 Станки металлорежущие. Общие требования к испытаниям на точность.
4.2 ГОСТ Р 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров.
4.3 ГОСТ Р 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения.
4.4 ГОСТ Р 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности
4.5 ГОСТ Р 7599-82 Станки металлообрабатывающие. Основные условия, размеры и технические требования.
4.6 ГОСТ Р ЕН 12840-2006 Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
4.7 ГОСТ 26387-84 Система "человек-машина". Термины и определения.
4.12 ГОСТ 22269-76 Система "Человек-машина". Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования
4.13 ГОСТ 22902-78 Система "человек-машина". Отсчетные устройства индикаторов визуальных. Общие эргономические требования.
4.14 СН 2.2.4/2.1.8.562-96 Санитарные нормы. Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки.
5 Условия испытаний
5.1 Условия проведения испытаний
Испытания должны проводиться в нормальных условиях, установленных ГОСТ Р 8-82:
- температура окружающее о воздуха, 0
С – 21+
1
- относительная влажность воздуха, % – от 40 до 60
- питание испытываемой аппаратуры согласно технической документации.
- при испытании станок должен быть защищен от потоков воздуха, тепловой радиации и других источников тепла,
- напряжение питающей сети переменного тока, В – 220+
4,4
- частота питающей электросети, Гц – 50+
0,5
- охлаждение станка должно быть подключено и функционировать согласно инструкции, указанной в паспорте станка.
5.2 Требования к образцам
Каждый станок с ЧПУ на предприятии должен проходить проверку раз в год.
Станок должен быть полностью собран и находиться в работоспособном состоянии, все необходимые проверки установки и геометрической точности станка должны быть удовлетворительно завершены перед началом проверки точности позиционирования.
В течение 12 ч до начала измерений и во время измерений температурный градиент окружающей среды и его изменения в градусах в час должны быть в пределах, установленных.
Испытательный стенд должен быть подвергнут ремонту раз в полгода.
Следует протирать от пыли незакрытые части двигателя раз в смену.
5.3 Требования к оборудованию
Измерения производятся лазерным интерферометром APIXD3, работающим по схеме интерферометра Кёстерса, схема которого представлена на рисунке 1.
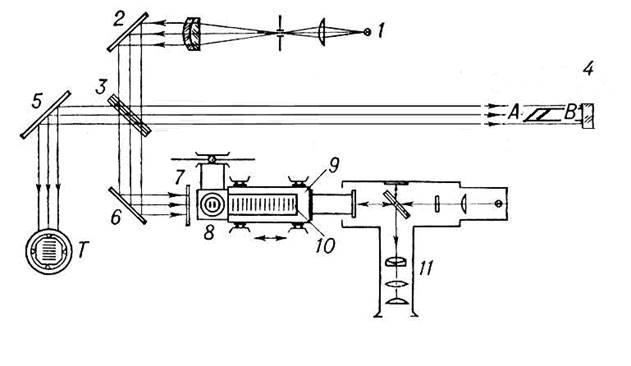
Рисунок 1 – Схема интерферометра Кёстерса
Свет от источника 1 в виде параллельного пучка лучей зеркалом 2 направляется на полупрозрачную стеклянную разделяющую пластину 3. Часть света, отражённая пластиной, падает на резец 4. Передняя поверхность резца А — свободная. После отражения от плоскостей А и В свет проходит пластину 3 и зеркалом 5 направляется в зрительную трубу Т. Часть света от зеркала 2, прошедшая пластину 3, зеркалом 6 направляется на зеркало 7, жестко связанное с фотоэлектрическим микроскопом 8. Последний может перемещаться вдоль стола 9 с уложенной на нём штриховой мерой 10. Отражённый зеркалом 7 свет возвращается к зеркалу 6 и направляется на пластину. Свет, отражённый последней, зеркалом 5 также направляется в зрительную трубу Т. Положение стола фиксируется интерференционным индикатором 11, представляющим интерферометр Майкельсона, одно из зеркал которого жестко связано со столом. При сравнении эталонной, концевой и измеряемой штриховой мер положением нулевого штриха штриховой меры фиксируется под микроскопом, а перемещением каретки с концевой мерой добиваются равенства длин путей обоих пучков лучей, образовавшихся при отражении света от поверхности А меры и зеркала 7. Затем перемещением зеркала 7 и микроскопа 8 добиваются равенства длин путей обоих пучков лучей, образовавшихся при отражении света от зеркала 7 и поверхности В меры. Необходимое для этого перемещение зеркала 7 и микроскопа 8, очевидно равно расстоянию до резца.
Все действия по определению конечного значения производятся при помощи компьютерного оборудования, и пользователь получает на экране конкретные значения расстояния.
5.4 Требования к техническому обслуживанию оборудования
Испытательное оборудование должно быть защищено от воздействия пыли.
5.4 Требования к персоналу, проводящему испытания
Измерения положения резца должны проводиться приглашенным персоналом фирмы, предоставляющей измерительное оборудование в аренду.
Расчеты конечных показателей должны производиться сотрудником предприятия, обладющим знаниями:
- устройств, принципиальных схем оборудования и взаимодействия механизмов станков с программным управлением, правил их подналадки;
- корректировки режимов резания по результатам работы станка;
- устройств и правил пользования контрольно-измерительными инструментами и приборами;
- основных способов подготовки программы;
- кодов и правил чтения программы по распечатке и перфоленте;
- определения неисправностей в станках и системе управления;
- способов установки инструмента в инструментальные блоки;
- способов установки приспособлений и их регулировки;
- правил чтения чертежей обрабатываемых деталей.
5.4 Требования к рабочему месту оператора
Методика соответствует эргономическим требованиям к организации работы оператора согласно ГОСТ 26387-84 Система «человек-машина». Термины и определения и ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования.
Рабочее место оператора должно соответствовать ГОСТ 26387-84 Система «человек-машина». Термины и определения и ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования, ГОСТ 22269-76 Система «Человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования.
Выполняемые работы относятся к разряду работ малой точности (наименьший размер объекта различения 1-5 мм), разряд зрительных работ -V (СНИП 23-05-95).
5.5 Требования к безопасности
5.5.1 Электробезопасность
Настоящая методика соответствует ГОСТ 12.2.007.0–75, ГОСТ 12.1.019-79 ССБТ «Электробезопасность. Общие требования и номенклатура видов защиты».
5.5.2 Пожарная безопасность
Методика соответствует требованиям ГОСТ 12.1.004—91 Пожарная Безопасность Общие требования; ГОСТ Р 51838-2001 Безопасность машин Электрооборудование производственных машин Методы испытаний.
5.6 Требования по экологичности
Методика не наносит вреда окружающей среде, так как не имеет отходов.
6. Программа проведения испытаний
Данная методика устанавливает следующие виды испытаний:
6.1 По назначению: контрольные
6.2 По характеру оценок: точечная оценка.
6.3 По плану организации проведения испытаний:
NMT – план испытаний, согласно которому испытывают N объектов (для заводских испытаний, N устанавливается в зависимости от числа испытываемой продукции – каждый станок), отказавшие объекты восстанавливают. Испытания останавливают при завершении времени испытания для каждого не отказавшего объекта. [2]
6.4 По виду этапов разработки продукции: приемочно-сдаточные.
По рабочим условиям проведения испытаний: испытания проводятся в нормальных условиях.
6.5 По характеру получения информации: косвенное.
6.6 По методам получения результатов испытания: расчетно-экспериментальные.
7 Проведение испытаний
7.1 Подготовка образцов
На время испытания со станка снимаются защитные дверцы, для облегчения доступа к подвижному элементу.
Измерительный прибор APIXD3 устанавливается в устойчивое положение при помощи устойчивой плиты и отстраивается как точка отсчета измерений, вносятся заранее заданные позиции для измерения – 5 позиций.
Значение каждой заданной позиции должно быть предварительно выбрано и установлено и иметь общую формулу:
 |
(1) |
где i – номер текущей заданной позиции,
p – интервал, основанный на постоянном интервале заданных позиций по ходу измерений,
r – принимает различные значения в каждой заданной позиции, образуя заданные позиции, расположенные через неодинаковые интервалы, по ходу измерения для обеспечения того, чтобы не были представлены только периодические ошибки.
Станок должен быть запрограммирован на движение подвижного компонента вдоль проверяемой оси и на помещение его в ряд заданных позиций.
Время покоя в заданных позициях – 10 с.
Станок должен быть запрограммирован на движение между заданными позициями со скоростью позиционирования резца:
- скорость вдоль оси X - 500 мм/с.
7.2 Порядок проведения испытаний
После закрепления измерительного оборудования предварительно запрограммированный станок запускают на выполнение программы.
В каждом цикле в каждой из пяти достигнутых позиций производится замер при помощи контрольно-измерительного средства и заносится в электронный протокол испытания.
Измерения должны быть сделаны во всех заданных позициях согласно стандартному измерительному циклу (см. рисунок 2). Каждая заданная позиция должна быть достигнута по пять раз в каждом направлении.
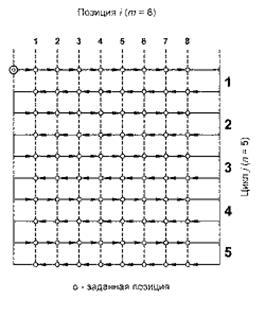
Рисунок 2 – Стандартный цикл измерений
7.3 Обработка результатов
Для каждой заданной позиции Р и для пяти подходов (n=5) в каждом направлении вычисляют границы отклонений по формулам:
Параметры, которые должны быть определены в цифровой форме в результате проверки линейных осей:
- точность одностороннего позиционирования осей А и А¯,
рассчитываемые по формулам:
 ; ;

|
(3)
|
- зона нечувствительности оси В, рассчитываемая по формуле:
 . .
|
(4)
|
- среднее двустороннее позиционное отклонение оси М, рассчитываемое по формуле:
 . .
|
(5)
|
Результаты испытаний фиксируются в протоколе, форма которого приведена в Приложении 1. При соответствии полученных данных паспортным характеристикам станка, протокол испытания вкладывается в паспорт станка и сохраняется до следующего испытания. При несоответствии параметров, станок выводят из плана пользования и проводят калибровку с последующими повторными испытаниями.
При невозможности установки приемлемых параметров обработки приглашаются специалисты из аттестационной организации для документального свидетельствования и понижении класса точности станка.
8 Расчет себестоимости методики
Определим среднюю ежегодичную стоимость испытаний по указанной методике.
Количество станков на предприятии – 10. Каждый год должны проводится испытания всех без исключения станков с ЧПУ.
Определим стоимость испытаний в таблице 1.
Таблица 1 – Определение стоимости испытаний
| Источник затрат |
Затраты |
План |
УЕ (руб.) |
| М1 |
Для проведения испытаний необходим персонал:
- наладчик- программист станков с ЧПУ,
- приглашенный работник фирмы API.
|
700 р.*3
1000 р.*3
|
5100 р.
|
| М2 |
Аренда измерительного оборудования |
190 000р. |
190 000р. |
| М6 |
Обеспечение теплогазоснабжения |
500р*3 |
1500р. |
| Итого |
196 600р |
9 Расчет эффективности испытаний
В рамках проведения испытаний необходимо установить точность позиционирования линейной оси до 2000 мм станка с ЧПУ. При попадании установленных значений в интервал, заданный паспортными характеристиками станка – станок признается годным.
Эффективность испытаний рассчитывается по формуле 2:
 (6) (6)
Эффективность проведения заводских испытаний на точность позиционирования линейных осей до 2000 мм станка с ЧПУ не ниже 0,95 при значении параметра R0
=0,95. Параметры α и β равны 0,1.
Приложение 1
Форма протокола испытаний на точность позиционирования линейных осей до 2000 мм станка с ЧПУ.
Модель станка________________
Маркировка станка_____________________
Дата проведения испытания______________
Ответственный ________________________
Приглашенная сторона__________________
Таблица А – Типовые результаты проверки
| № заданной позиции |
1 |
2 |
3 |
4 |
5 |
| Целевое значение позиции Р мм. |
| Направление подхода |
|
¯ |
|
¯ |
|
¯ |
|
¯ |
|
¯ |
| Позиционные отклонения, мкм |
| Среднее одностороннее позиционное отклонение |
| Среднеквадратическая неопределенность, мкм |
| 2 s, мкм |
| х - 2s, мкм |
| х + 2s, мкм |
| Повторяемость в одном направлении R1, мкм |
| Зона нечувствительности В, мкм |
| Повторяемость в двух направлениях позиционирования R, мкм |
| Среднее двустороннее позиционное отклонение Х, мкм |
Заключение о приемлемости полученных данных:
_____________________________________________________________
Подпись ________________________________
Федеральное агентство по образованию
ГОУ ВПО Тольяттинский государственный университет
Институт финансов, экономики и управления
Кафедра менеджмента организации
| «Согласовано» |
«Утверждено» |
| Заказчик |
Зав.кафедрой МО |
| __________Щипанов В.В. |
__________Искосков М.О. |
| « ___» _________ 201_г. |
« ___» _________ 201_г. |
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
на проектирование установки для проведения заводских аттестационных испытаний станка с ЧПУ на точность позиционирования линейных осей.
Код ОКП 44 3130
| Исполнитель(и) |
Чиркова О.А.
|
/ФИО/ |
Тольятти 2010 г
Содержание
1 Наименование и область применения проектируемого объекта
2 Основание для разработки
3 Цель и технико-экономическое обоснование разработки
4 Источники разработки
5 Этапы разработки
6 Технические требования к объекту
1.1 Наименование проектируемого объекта: испытательный стенд для проведения заводских аттестационных испытаний резины на надежность в нормальных условиях
Код ОКП 44 3180.
44 0000 Приборы и аппаратура оптические.
44 3000 Приборы оптические общепромышленного, специального и научного применения.
44 3100 Приборы оптические контрольно-измерительные.
44 3180 Приборы контрольно-измерительные прочие.
1.2. Краткая характеристика области (отрасли) и условий применения:
Испытательный стенд может применяться в испытательных лабораториях, на производственных предприятиях и предприятиях станкостроения с целью определения точности позиционирования станка с ЧПУ при работе в нормальных условиях.
2 Основание для разработки
Задание на курсовое проектирование по дисциплине «Методы и средства испытания, измерения и контроля».
3.1 Предназначение объекта
Проведение заводских аттестационных испытаний на определение точности позиционирования линейной оси до 2000 мм станка с ЧПУ.
3.2 Наличие отечественных и зарубежных аналогов
Рассматриваемая методика аттестационных испытаний применяется на промышленных предприятиях и предприятиях станкостроения России.
4 Источники разработки
4.2 ГОСТ Р 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности
4.3 ГОСТ Р 7599-82 Станки металлообрабатывающие. Основные условия, размеры и технические требования.
4.4 ГОСТ Р 23597-79 - Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движений. Общие положения
4.5 ГОСТ Р ЕН 12840-2006 Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
5.1 Показатель назначения
Определение положения резца, перемещающегося по линейной оси станка с ЧПУ.
5.2 Показатели надежности
- Вероятность безотказной работы - 0,99.
- Допустимая погрешность регистрации удлинения ± 0,2 мкм от измеряемой величины
- Назначенный срок службы 5 лет.
- Ремонт следует проводить не реже 1 раза в год.
5.3 Требования к персоналу
Испытания должны проводить:
- наладчик-программист станков с ЧПУ,
- приглашенный оператор измерительного комплекса.
При работе на машине запрещается:
- работать на неисправной машине;
- работать на незаземленной машине;
- вынимать из захватов нагруженный образец;
- производить чистку и ремонт машины на ходу;
- оставлять машину без надзора при включенном электродвигателе.
Работа на машине разрешается в спецодежде, не имеющей развивающихся концов: пояса, шарфа, галстука. Волосы работающего должны быть убраны в прическу без развивающихся прядей.
При обнаружении любой неисправности машину необходимо отключить, о неполадках сообщить в обслуживающий центр API.
6.5 Требования к рабочему месту оператора
Рабочее место оператора должно соответствовать ГОСТ 26387-84 Система «человек-машина». Термины и определения и ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования, ГОСТ 22269-76 Система «Человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования.
6.6 Показатели экономичности
Стоимость испытательного стенда не должна превышать 5 млн. рублей. Для испытательного стенда энергопотребление не должно превышать 220 В.
6.7 Требования к безопасности
6.7.1 Электробезопасность
ГОСТ 12.2.007.0–75 Изделия электротехнические. Общие требования безопасности, ГОСТ 12.1.030-81 Электробезопасность. Защитное заземление. Зануление.
6.7.2 Пожарная безопасность
Испытательный стенд должен соответствовать требованиям ГОСТ 12.1.004—91 Пожарная Безопасность Общие требования; ГОСТ Р 51838-2001 Безопасность машин Электрооборудование производственных машин Методы испытаний.
6.8 Показатели экологичности
Испытательный стенд не наносит вреда окружающей среде.
6.9 Показатели эргономичности
Испытательный стенд должен соответствовать формам отображения информации на средствах управления согласно ГОСТ 22269-76 Система «Человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования и ГОСТ 22902-78 Система «человек-машина». Отсчетные устройства индикаторов визуальных. Общие эргономические требования.
Описание технического стенда
1 Наименование и область применения проектируемого объекта
1.1 Наименование проектируемого объекта: испытательный стенд для проведения заводских аттестационных испытаний резины на надежность в нормальных условиях
Код ОКП 44 3180.
44 0000 Приборы и аппаратура оптические.
44 3000 Приборы оптические общепромышленного, специального и научного применения.
44 3100 Приборы оптические контрольно-измерительные.
44 3180 Приборы контрольно-измерительные прочие.
1.2. Краткая характеристика области (отрасли) и условий применения:
Испытательный стенд может применяться в испытательных лабораториях, на производственных предприятиях и предприятиях станкостроения с целью определения точности позиционирования станка с ЧПУ при работе в нормальных условиях.
2 Основание для разработки
Задание на курсовое проектирование по дисциплине «Методы и средства испытания, измерения и контроля».
3 Цель и технико-экономическое обоснование разработки
3.1 Предназначение объекта
Проведение заводских аттестационных испытаний на определение точности позиционирования линейной оси до 2000 мм станка с ЧПУ.
3.2 Наличие отечественных и зарубежных аналогов
Рассматриваемая методика аттестационных испытаний применяется на промышленных предприятиях и предприятиях станкостроения России.
3.3 Предполагаемая потребность в данных объектах у потребителей
Лазерная измерительная система XD3 является незаменимым инструментом при решении задач связанных с контролем геометрической точности различных типов станков. Высокая точность, многофункциональность, возможность провести измерения всех погрешностей позиционирования за минимальное время (3-4 часа вместо нескольких дней) отличает эту систему от других аналогов.
Система делает возможным одновременно измерять несколько параметров и позволяет получить истинную картину погрешностей по всем осям, что невозможно для монопараметрических систем.
4 Источники разработки
ГОСТ Р 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности
ГОСТ Р 7599-82 Станки металлообрабатывающие. Основные условия, размеры и технические требования.
ГОСТ Р 23597-79 - Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движений. Общие положения
ГОСТ Р ЕН 12840-2006 Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
5 Технические характеристики
Технические характеристики интерферометра APIXD3:
Линейное позиционирование, ppm – 0,2
Максимальная дальность, м – 40
Погрешность при измерении отклонения от прямолинейности, мкм – 0,2
Диапазон измерения отклонения от прямолинейности, мкм - ±300
Наличие выходов – USB-порт для подключения к компьютеру.
6 Устройство измерительного оборудования
Средство измерения, выбранное в соответствии с техническим заданием имеет схему работы, представленную на рисунке 3.
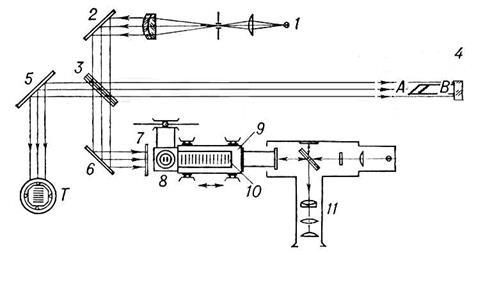
Рисунок 3 – Измерительный прибор – интерферометр Кёстерса
Свет от источника 1 в виде параллельного пучка лучей зеркалом 2 направляется на полупрозрачную стеклянную разделяющую пластину 3. Часть света, отражённая пластиной, падает на резец 4. Передняя поверхность резца А — свободная. После отражения от плоскостей А и В свет проходит пластину 3 и зеркалом 5 направляется в зрительную трубу Т. Часть света от зеркала 2, прошедшая пластину 3, зеркалом 6 направляется на зеркало 7, жестко связанное с фотоэлектрическим микроскопом 8. Последний может перемещаться вдоль стола 9 с уложенной на нём штриховой мерой 10. Отражённый зеркалом 7 свет возвращается к зеркалу 6 и направляется на пластину. Свет, отражённый последней, зеркалом 5 также направляется в зрительную трубу Т. Положение стола фиксируется интерференционным индикатором 11, представляющим интерферометр Майкельсона, одно из зеркал которого жестко связано со столом. При сравнении эталонной, концевой и измеряемой штриховой мер положением нулевого штриха штриховой меры фиксируется под микроскопом, а перемещением каретки с концевой мерой добиваются равенства длин путей обоих пучков лучей, образовавшихся при отражении света от поверхности А меры и зеркала 7. Затем перемещением зеркала 7 и микроскопа 8 добиваются равенства длин путей обоих пучков лучей, образовавшихся при отражении света от зеркала 7 и поверхности В меры. Необходимое для этого перемещение зеркала 7 и микроскопа 8, очевидно равно расстоянию до резца.
Все действия по определению конечного значения производятся при помощи компьютерного оборудования, и пользователь получает на экране конкретные значения расстояния.
Общий вид измерительного оборудования представлен на рисунке 4.

Рисунок 4 – Общий вид измерительного оборудования
Все действия по определению конечного значения производятся при помощи компьютерного оборудования. и пользователь получает на экране конкретные значения расстояния.
7 Прядок работы с измерительным оборудованием
- установить измерительный комплекс APIXD3 на устойчивую панель и отстроить для начала работы (производится сотрудником приглашаемой организации-арендатора измерительного комплекса),
- после закрепления измерительного оборудования предварительно запрограммированный станок запускают на выполнение программы,
- в каждом из циклов в каждой из пяти позиций производится замер положения резца,
- данные автоматически заносятся в электронный протокол испытания,
- после окончания испытания измерительный прибор отключается и демонтируется.
8 Требования к персоналу
Испытания должны проводить:
- наладчик-программист станков с ЧПУ,
- приглашенный оператор измерительного комплекса.
При работе на машине запрещается:
- работать на неисправной машине;
- работать на незаземленной машине;
- вынимать из захватов нагруженный образец;
- производить чистку и ремонт машины на ходу;
- оставлять машину без надзора при включенном электродвигателе.
Работа на машине разрешается в спецодежде, не имеющей развивающихся концов: пояса, шарфа, галстука. Волосы работающего должны быть убраны в прическу без развивающихся прядей.
При обнаружении любой неисправности машину необходимо отключить, о неполадках сообщить в обслуживающий центр API.
9 Технические требования
При выборе измерительного средства выполнены все технические требования, указанные в техническом задании.
10 Экономические показатели
Стоимость аренды измерительного средства – 65 000 в день. Общие затраты за 3 дня испытаний в год – 195 000.
Заключение
При выполнении данная курсовая работа была разработана методика проведения испытаний, изучена оптическая схемы работы интерферометра Кёстерса, разработаны ТЗ на методику и испытательный стенд.
В дальнейшем может возникнуть необходимость изменения конфигурации схемы проведения испытаний, которая связана с постоянным усовершенствованием моделей станков с ЧПУ, изменением их технических и программных характеристик.
Данная методика испытаний используется на предприятиях станкостроения РФ.
Эффективность данной предлагаемой методики с точки зрения принятия решения о годности испытуемого объекта составляет 0,97.
Как было определено выше:
- вероятность принятия в качестве бракованной годной продукции (ошибка первого рода), α=0,1;
- вероятность принятия в качестве годной продукции бракованной (ошибка второго рода), β=0,1;
- вероятность того, что контролируемый параметр находится в допуске, R0
=0,8.
Следовательно:
Эффективность = 0,72/(0,72+0,02) = 0,97.
Список используемых источников
1. Интернет-ресурс http://grnti.ru/?p1=31&p2=25&p3=15 - Классификатор
2. ГОСТ 27.410 – Методы контроля показателей надежности и планы контрольных испытаний на надежность
3. ГОСТ 25359-82 Изделия электронной техники. Общие требования по надежности и методы испытаний.
4. ГОСТ 25868-91 Оборудование периферийное систем обработки информации. Термины и определения.
5. ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования.
6. ГОСТ 12.2.007.0–75 Изделия электротехнические. Общие требования безопасности.
7. ГОСТ 12.1.019-79 ССБТ Электробезопасность. Общие требования и номенклатура видов защиты.
8. ГОСТ 12.1.030-81 Электробезопасность. Защитное заземление. Зануление.
9. ГОСТ 26387-84 Система «человек-машина». Термины и определения и ГОСТ 12.2.032-78 (2001) ССБТ. Рабочее место при выполнении работ сидя. Общие эргономические требования.
10. ГОСТ 22269-76 Система «человек-машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования.
11. ГОСТ 22902-78 Система «человек-машина». Отсчетные устройства индикаторов визуальных. Общие эргономические требования.
12. ГОСТ 2.729-68 Единая система конструкторской документации. Обозначения условные графические в схемах. Приборы электроизмерительные.
13. ГОСТ 2.721-74 Единая система конструкторской документации. Обозначения условные графические в схемах. Обозначения общего применения.
14. ГОСТ 2.702-75 Единая система конструкторской документации. Правила выполнения электрических схем.
15. ГОСТ Р 12.2.009-99. Станки металлообрабатывающие. Общие требования безопасности
16. ГОСТ Р 7599-82 Станки металлообрабатывающие. Основные условия, размеры и технические требования.
17. ГОСТ Р 23597-79 - Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движений. Общие положения
18. ГОСТ Р ЕН 12840-2006 Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные и не оснащенные автоматизированной системой управления
|