Содержание
Задание
Введение
1. Описание и основы технологического процесса. Обоснование выбора аппарата. Литературный обзор.
2. Требования, предъявляемые к разрабатываемому аппарату
3. Описание конструкции аппарата, выбор материалов для его изготовления
4. Расчёт аппарата.
5. Мероприятия, предусмотренные по охране труда
Литература
Задание
Произвести тепловой, конструктивный и гидравлический расчеты и выполнить чертежи четырёхсекционного пластинчатого теплообменника для пастеризации по следующим данным :
1. Продукт сок виноградный
2. ПроизводительностьG=0,4 кг/с
3. Начальная температура продуктаt1
=14°С
4. Температура продукта на входе в секцию пастеризацииt2
=60°C
5. Температура пастеризации продуктаt3
=84°C
6. Температура продукта на входе в секцию водяного охлаждения t4
=28°С
7. Температура продукта на входе в секцию рассольного
охлаждения t5
=12°C
8. Конечная температура продуктаt6
=5°C
9. Начальная температура рассолаt7
=-2°C
10. Конечная температура рассолаt8
=1 °C
11. Начальная температура горячей водыt9
=94°C
12. Конечная температура горячей водыt10
= 88°C
13. Начальная температура холодной воды t11
= 7 °C
14. Конечная температура холодной воды t12
=15°C
15. Скорость движения продукта (рекомендуемая)V=0,4м/с
Введение
В данное время аппаратурное оформление пищевых производств достигла значительного технического совершенства на базе последних научных исследований, общего технического прогресса и автоматизации производственных процессов; особенно широко стали использоваться в пищевой технологии достижения физики.
Техника высоких давлений, высокого вакуума, глубокого охлаждения, ультразвука, мембранного разделения крепко заняла место в пищевой промышленности Все это выдвигает необходимость научного обоснования разнообразных проблем, связанных с производством пищевых продуктов. Эти задания успешно решаются на основании данных науки про процессы и аппараты пищевых производств.
Процессы пищевой технологии в большинстве значительно сложные и часто представляют соединение гидродинамических, тепловых, масообменных, биохимических и механических процессов.
В данной работе проводится расчёт пластинчатого теплообменника для проведения пастеризации. Данный аппарат предназначен для непрерывного проведения процесса.
Целесообразно построенный аппарат должен удовлетворять эксплуатационным, конструктивным, эстетическим требованиям и требованиям техники безопасности.
В настоящее время при конструировании аппаратов для достижения оптимальных показателей ведутся работы по снижению энергоемкости и увеличению интенсивности процессов, проходящих в аппаратах, по снижению материалоёмкости при производстве аппаратов и уменьшению габаритных размеров аппаратов.
1.Описание и основы технологического процесса. Обоснование выбора аппарата. Литературный обзор
Технологический процесс, лежащий в основе данного курсового –пастеризация. Большинство пищевых продуктов (молоко и молочные продукты, овощные соки, овощные и мясные консервы, вино, пиво и др.) и полупродуктов биохимических производств являются благоприятной средой для развития многих микроорганизмов, в том числе и для болезнетворных, способных вызвать инфекционные заболевания.
Пастеризация - один из приемов консервирования продуктов, научное обоснование какому дал Л. Пастер в 1860 г. Под пастеризацией понимают термическую обработку продуктов при температуре ниже 100 °С с последующим охлаждением к температуре 6...8 °С. Пастеризация, как правило, убивает неспоровые болезнетворные микроорганизмы и сокращает общую бактериальную загрязненность продукта, который повышает его стойкость. Быстрое охлаждение продукта после пастеризации необходимо для того, чтобы отвернуть развитие окончательной микрофлоры, т.е. прорастание в вегетативные клетки спор, которые сохраняют жизнеспособность во время одноразового нагревания[1, стр.305].
Пастеризация не должна приводить к изменению физико-химического состояния продукта и ухудшение его качества.
Во время пастеризации необходимо соблюдение таких требований: освещенный или тщательно очищенный от посторонних примесей продукт нагревают равномерно, при постоянной температуре, тонким слоем,избегая пригорание; операцию проводят в герметичных условиях; продукт выводят из пастеризатора максимально охлажденным. Теплообменную аппаратуры изготовляют из химически стойких материалов, которые имеют большую теплопроводность.
Эффективность пастеризации - степень подавления микрофлоры -зависит от температуры и продолжительности выдержки продукта за этой температуры. Зависимость необходимого времени пастеризации  от температуры от температуры  в большинстве случаев высказывается логарифмической зависимостью: в большинстве случаев высказывается логарифмической зависимостью:

где  и и  - коэффициенты, которые зависят от стойкости микроорганизмов к тепловым влияниям и среде, в котором они находятся. - коэффициенты, которые зависят от стойкости микроорганизмов к тепловым влияниям и среде, в котором они находятся.
Коэффициенты и определяют экспериментально с учетом полного уничтожения болезнетворной микрофлоры, с одной стороны, и предотвращения физико-химических изменений в продукте, которые вызываются временным температурным влиянием - с другой[1, стр.305].. Тем не менее эти данные установлены далеко не для всех продуктов, которые подвергаются пастеризации.
Представляет интерес, что чем ниже температура пастеризации, тем более времени требуется для достижения нужного эффекта. Зависимость междутемпературой нагревания и продолжительностью выдержки объясняется двумя причинами. Одна из них связанная с тем, что денатурация, разрушение структуры вещества, из которого составляется микробная клетка, происходят во времени. Это время тем меньше, чем температура больше. Другая причина вызвана закономерностями теплообмена. Нагревание микроорганизмов при пастеризации любого вида осуществляется не непосредственно, а через ту среду, в котором находятся бактерии. Поэтому для того, чтобы температура клетки бактерии достигала той же температуры, которая и среда, требуется определенное время.
Для оценки эффекта пастеризации Г.А. Кук ввел критерий Пастера, который представляет собой отношение действительной продолжительности пребывания продукта при бактерицидной температуре к теоретической:

где  - действительное время нахождения продукта при температуре пастеризации. - действительное время нахождения продукта при температуре пастеризации.
Идеальным вариантом проведения пастеризации является условие, при котором Ра=1.
При Ра > 1 продукт при температуре пастеризации находится более продолжительный период, чем максимально возможный период, определённый условиями пастеризации. При этом могут существенным образом изменяться физико-химические свойства продукта, что не желательно.
При Ра < 1 эффект пастеризации не будет достигнут.
Поэтому эффективность пастеризации зависит также от количественного и качественного состава микрофлоры жидкостей, которые подвергаются пастеризации.
Существуют три режима пастеризации[1, стр.306].:
· продолжительная - при температуре 63...65 °С на протяжении 20...30 мин.,
· кратковременная (быстрая) - при 75 °С экспозиция, длящаяся от нескольких секунд до 5 мин.,
· мгновенная (или высокотемпературная) -при 90...93 °С без выдержки.
Выбор режимов пастеризации определяется технологическими условиями и свойствами продукта. В подавляющем большинстве случаев пастеризацию следует проводить в кратковременном или мгновенном режиме. Тем не менее, если продукт содержит компоненты, которые отличаются низкой термостойкостью (под действием высоких температур быстро разрушаются), то следует применять продолжительную пастеризацию.
Тепловая пастеризация продуктов предусматривает несколько способов ее осуществления: текущий, пароструменний, горячим разливом, классический (бутылочный), в электромагнитном поле и др.
Текущая пастеризация применяется для обработки молока, пива, соков, вин, бульонов и других продуктов. В данном случае теплообмен происходит между закрытыми потоками продукта и теплоносителя, разделенными поверхностью теплопередачи. Процесс осуществляется в теплообменной аппаратурах беспрерывного действия -кожухотрубному и пластинчатому пастеризаторах и пастеризационно-охладительных установках[1, стр.307]..
Находит применение (например, в молочной промышленности) пастеризация с непосредственным паровым обогреванием. В данном случае теплота горячего пара используется полностью на нагревание продукта. Во время пастеризации за счет введения пары в продукт наблюдается некоторое его разрежение, вследствие чего уменьшается содержимое сухих веществ в единице объема продукта.
Пастеризация горячим разливом предусматривает нагревание продукта к определенной температуре (для вина 43...55 °С, для томат-пюре - 95...98 °С) с последующим его разливом в простерилизованную тару (бутылки), герметичным закупориванием и охлаждением. Способ применяется, в основном, для продуктов с высокой кислотностью.
Классическая пастеризация в таре (названная ыть лях и жестяной таре. Нагревание продутую в таре осуществлбутылочной) проводится после разлива и герметизации фруктовых соков и вин в бутылках. Нагревание осуществляется потоком горячего воздуха или воды. Классическая пастеризация допускает фасовку продукта при температуре пастеризации (например, 95 °С - для соков с мякотью, 85 °С - для натуральных фруктовых соков, 60 °С - для вина) в бутиле или банки (бутылки), герметизацию тары (закупоривание или заистязание), термостатування, а после этого интенсивное охлаждение.
На практике находят применение установки пастеризации в электромагнитном поле высокой частоты (ВЧ). Такой способ проводят при более низкой температуре. По сравнению с обычной пастеризацией процесс менее продолжительный (1...2 мин, иногда несколько секунд). Теплота среды, которая передается клетке (теплопроводность), быстрее преодолевает тепловой барьер (оболочку клетки). Во время обработки продуктов во Вч-полі теплота выделяется непосредственно в объеме клетки. Токами ВЧ пастеризуют компоты и соки в стеклянной таре.
Обзор аппаратов для пастеризации
Пастеризация осуществляется в установках или аппаратах, которые называются пастеризаторами. В пищевых производствах используются пастеризационные установки различных конструкций периодического и беспрерывного действия.
Аппараты периодического действия используют для пастеризации небольшого количества продуктов. К ним принадлежат ванны продолжительной пастеризации ВТП, универсальные танки, камерные пастеризаторы, автоклавы.
Камерные пастеризаторы периодического действия применяются для пастеризации редких продуктов (например, вина) в бутылках. Бутылки устанавливаются у гнезда металлических ящиков, которые помешиваются на вагонетку. Вагонетка закатывается в камеру, герметически затворялась дверца и в батарее, которые расположены внутри камеры, подается горячая вода. Температура и количество воды регулируются. Перед пастеризацией бутылки с вином закупориваются, на горловину бутылок надеваются специальные скобы
Более перспективным оборудованием для пастеризации жидких пищевых продуктов (вина, томатного и фруктовых соков, компота) в стеклянной и жестяной таре есть пастеризаторы-охладители беспрерывного действия, которые обогреваются паром, горячей водой или горячим воздухом. Конструктивно пастеризаторы этого типа состоят из секции собственно пастеризации и секций охлаждения, через которые проходит транспортер, который несет банки (бутылки) с продуктом. Скорость движения транспортера регулируют таким образом, чтобы обеспечить пребывание продукта в зоне пастеризации на протяжении заданного времени, а после этого - постепенное охлаждение. Температура в пастеризаторах регулируется автоматически соответственно заданного режима[1, стр.308].
Широкое распространение в пищевой технологии имеет пастеризация в беспрерывном потоке, при которой продукт подается насосами в теплообменные аппараты пластинчатого или трубчатого типов.
Наиболее совершенными аппаратами для пастеризации есть пластинчатые.
Поскольку данные аппараты обеспечивают непрерывность проведения процесса и позволяют полностью его автоматизировать. Так же использование теплоты пастеризованого продукта для нагрева поступающего продукта в секции рекуперации позволяет существенно снизить расход горячей воды и рассола.
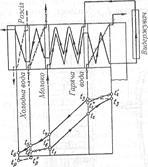
Рис. 1 Схема работы и температурный график пластинчатого пастеризатора
В них пастеризуют молоко и молочные продукты, фрукты и овощные соки, вино, пиво и другие жидкости. В пластинчатых пастеризаторах по ходу движения жидкости, которая обрабатывается (по секциям), осуществляются такие процессы : частичное нагревание проходящего продукта теплотой виходячого (пастеризованного) продукта (секция рекуперации теплоты); нагревание продукта горячей водой или паром к заданной температуре (секция пастеризации); выдержка на протяжении некоторого времени нагретого продукта при температуре пастеризации (секция выдержки); охлаждение выходящего продукта с передачей теплоты продукта, который поступает, на нагревание (секция рекуперации теплоты); охлаждение продукта холодной водой (секция охлаждения водой); охлаждение продукта рассолом (секция охлаждения рассолом).
2.
Требования, предъявляемые к разрабатываемому аппарату
Конструкцию теплообменника следует выбирать, исходя из следующих основных требований, предъявляемых к теплообменным аппаратам.
Важнейшим требованием является соответствие аппарата технологическому процессу обработки данного продукта; это достигается при таких условиях[1, стр.18].:
· поддержание необходимой температуры процесса в секциях.
· обеспечение возможности регулирования температурного режима поризводится увеличением (.уменьшением) скоростей движения рассола (пара)
· соответствие рабочих скоростей продукта минимально необходимой продолжительности пребывания продукта в аппарате В аппаратах данного типа регулировка происходит путём изменения количества числа параллельных каналов.
· выбор материала аппарата в соответствии с химическими свойствами продукта. В данном аппарате пластины изготавливаются из пищевой нержавеющей стали марки 1XI8Н9Т.
· соответствие аппарата давлениям рабочих сред .
Вторым требованием является высокая эффективность (производительность) и экономичность работы аппарата, связанныес повышением интенсивности теплообмена и одновременно с соблюдением оптимальных гидравлических сопротивлений аппарата[2, стр.47].
Эти требования обычно выполняются при соблюдении следующих условий:
· достаточные скорости однофазных рабочих сред для осуществления турбулентного режима;
· благоприятное относительное движение рабочих сред (в данном аппарате обеспечивается противотоком);
· достижение соизмеримых термических сопротивлений по обеим сторонам стенки поверхности нагрева;
· предотвращение возможности загрязнения и легкая чистка поверхности нагрева, микробиологическая чистота и др.
Существенными требованиями являются также компактность, малая масса, простота конструкции, удобство монтажа и ремонта аппарата. С этой точки зрения оказывают влияние следующие факторы; конфигурация поверхности нагрева; наличие и тип перегородок, уплотнений; устройство камер, коробок, днищ; габаритные размеры аппарата и др. Пластинчатые теплообменники являются очень удобными, поскольку компактны и имеют секцию рекуперации.
3.
Описание конструкции аппарата, выбор материалов для его изготовления
Пластинчатые теплообменники в молочной промышленности используются для нагревания, пастеризации и стерилизации молока, сливок, смеси мороженого.Пластинчатые теплообменники используются для нагревания, пастеризации и стерилизации молока, сливок, смеси мороженого
Каждая секция пластинчатого пастеризатора образована пакетами из нескольких пластин.Пластины изготавливают из нержавеющей стали марок 18ІІ10Т или Х14Г14НЗТ, толщиной от 0,7 до 1,5 мм. На поверхности пластины выполненныерёбра,которые создают искусственную турбулизацию потока и одновременно увеличивают площадь поверхности теплообмена при тех же самых габаритах установки. Рёбра также повышают жесткость пластины, предотвращая ее прогибанию при значительном перепаде давления между рабочей средой и продуктом. На двух соседних пластинах рёбра размещены под противоположным углом, который обеспечивает их контакт и предотвращает прогибание, а при параллельном размещении рёбер используют специальные опорные рёбра. Пластины унифицированы. Чаще всего в отечественных теплообменниках используются пластины П1, П2, П3.
Для обеспечения эффективного теплообмена и необходимой скорости движения продукта (чтобы предотвратить образование пригара) пластины комплектуются в пакеты и секции.
Ряд, пластин, которые связанные между собой продуктом, одним рабочей средой и выполняют одинаковую технологическую функцию, образовывают секцию. Так различают секцию пастеризации (молоко - горячая вода), регенерации (молоко - молоко), водного охлаждения (молоко - вода), рассольного охлаждения (молоко - рассол).
Между секциями установленные разделительные плиты, вкоторыхпредусмотренные каналы и патрубки для подведения и отвод продукта и рабочей среды[4, стр93].
Как правило, пастеризация и охлаждение осуществляются при автоматическом регулировании технологического процесса.
Пластинчатый пастеризатор, схема которого на рисунке , состоит из группы стальных теплообменных штампованных пластин 6, подвешенных на горизонтальных штангах 7, концы которых закрепляются в стойки 3 и 9. С помощью нажимной плиты 8 и винта 10 пластины в собранном стане сжаты в один пакет. Пластины имеют одинаковые габариты, но отличаются расположением входных и исходных каналов 12, 11 и 12. Во время собирания пластины чередуються и образовывают ряд запертых камер, по один сторону которых проходит продукт, который пастеризуется, а по другого -охлаждающая или греющая жидкость. В собранном аппарате теплообменные пластины группируются в секции (рекуперации, пастеризации, охлаждение). Каждая секция состоит из пакетов, по которым продукт двигается последовательно.
Параллельная расстановка плоских пластин с малыми промежутками между ними разрешает разместить в пространстве рабочую поверхность теплообменника наиболее компактно, что позволяет значительно уменьшить габариты пластинчатого аппарата по сравнению с другими типами жидкостных теплообменников. Например, коэффициент компактности пластинчатых аппаратов (отношение рабочей поверхности к объему рабочей зоны) достигает 200 м 2
/м3
, что в 5...10 раз больше, чем для трубчатых[1, стр.310]..
Основным конструктивным элементом пластинчатого аппарата есть тенлопередающая пластина, которая представляет собой деталь с сложной формой поверхности теплообмена. Для увеличения поверхности теплообмена и интенсификации процесса пластины делают рифлеными. Промежуток между пластинами зависит от высоты резиновых прокладок, в большинстве случаев он равняется 3...10 мм[4, стр.93].
Пластинчатый теплообменник предоставляет конструктору и производителю широкие возможности по осуществлению разнообразных компонуючих вариантов и легко допускает увеличение (или уменьшение) рабочей поверхности аппарата, который находится в эксплуатации. Он допускает свободное внесение разнообразных корректирований в схеме движения потоков и разрешает сосредоточивать на одной станине теплообменные секции разнообразного назначения для выполнения в одном аппарате всего комплекса операций тепловой обработки продуктов[2,c 221].
Использование теплоты в секции рекуперации, которую имеет продукт после секции пастеризации, для подогревания продукта, который поступает,значительно сокращает затраты теплоты на пастеризацию и затрату охлаждающей воды.
Показателем, который характеризует, экономичность работы такого аппарата, есть коэффициент регенерации теплоты.
Широкое использование пластинчатых теплообменников обусловлено рядом существенных преимуществ:
- технологический процесс осуществляется в закрытом потоке;
- производительность теплообменников можно изменять в широких границах путем увеличения площади поверхности теплообмена;
- разрешают осуществлять регенерацию теплоты, а также создать запертый контур для горячего теплоносителя;
- занимают небольшие производственные площади при относительно большой поверхности теплообмена;
- конструкция аппаратов разрешает осуществлять эффективную без-разборную мойку, контролировать технологический процесс на всех этапах, а также работать в автоматическом режиме.
Недостатком пластинчатых аппаратов является большое количество уплотнений, которая усложняет их эксплуатацию и разборное мытье.[4, стр.95]
4. Расчёт аппарата
Для лучшего усвоения работы пластинчатого теплообменника и быстрой ориентации в параметрах продукта и тепло-хладоносителей строится график изменения температур жидкостей для всех секций с обозначением на нём начальных и конечных температур согласно заданию.
Определение средних температурных напоров для каждой секции .
Определение разности температур на входе и выходе секции  и и 
Секция регенерации:
= (
t
3
–
t
2
) = ( 84 – 60 ) = 24 °
C
= (
t
4
–
t
1
) = ( 28 – 14 ) = 14 °
C
Так как /
= 24/14 = 1.7 > 1.6 ,
то  находим по формуле: находим по формуле:

 °C °C
Секция пастеризации :
= (
t
10
–
t
2
) = ( 88 – 60 ) = 28 °
C
= (
t
9
–
t
3
) = ( 94 – 84 ) = 10 °
C
Так как /
= 28/10 = 2,8 > 1.6 ,
то находим по формуле:
 °C °C
Секция предварительного охлаждения :
= (
t
4
–
t
12
) = ( 28 – 15) = 13°
C
= (
t
5
–
t
11
) = ( 12 – 7 ) = 5 °
C
Так как /
= 13/5 = 2,6 > 1.6 ,
то находим по формуле:
 °C °C
Секция окончательного охлаждения :
= (
t
5
–
t
8
) = ( 12 – 1 ) = 11°
C
= (
t
6
–
t
7
) = ( 5 – ( -2 )) = 7 °
C
Так как /
= 11/7 = 1,57 > 1.6 ,
то находим по формуле:
 то то 
 °C °C
Определение средних температур и выбор теплофизических характеристик тепло- либо хладоносителей осуществляю также по секциям. При этом по значению  из справочной литературы [5,6,7,8,9,10,15] нахожу плотность из справочной литературы [5,6,7,8,9,10,15] нахожу плотность  теплоемкость теплоемкость  динамический динамический  либо кинематический коэффициент вязкости либо кинематический коэффициент вязкости  коэффициент теплопроводности коэффициент теплопроводности  критерий Прандтля критерий Прандтля  Если в таблицах отсутствует значение критерия Если в таблицах отсутствует значение критерия  то его следует рассчитать, как то его следует рассчитать, как 
Секция регенерации :
а)
Сторона нагревания ( сырой продукт):
- Средняя температура продукта  =(
t
1
+
t
2
)/2
по этой температуре находятся =(
t
1
+
t
2
)/2
по этой температуре находятся 

- 
- 
- 
- 
- 
б)
Сторона охлаждения ( пастеризованный продукт):
- Средняя температура продукта =(
t
3
+
t
4
)/2
по этой температуре находятся

- 
- 
- 
- 
- 
Секция пастеризации:
а)
Сторона нагревания продукта :
- Средняя температура продукта =(
t
2
+
t
3
)/2
по этой температуре находятся

- 
- 
- 
- 
- 
б)
Сторона охлаждения ( горячая вода):
- Средняя температура горячей воды  =(
t
9
+
t
10
)/2
по этой температуре находятся =(
t
9
+
t
10
)/2
по этой температуре находятся

- 
- 
- 
- 
- 
Секция предварительного охлаждения :
а)
Сторона нагревания (холодная вода) :
- Средняя температура холодной воды  =(
t
11
+
t
12
)/2
по этой температуре находятся =(
t
11
+
t
12
)/2
по этой температуре находятся

- 
- 
- 
- 
- 
б)
Сторона охлаждения ( продукт) :
- Средняя температура продукта =(
t
4
+
t
5
)/2
по этой температуре находятся 

- 
- 
- 
- 
- 
Секция окончательного охлаждения :
а)
Сторона нагревания (рассол NaCl-10%):
- Средняя температура рассола  =(
t
7
+
t
8
)/2
по этой температуре находятся =(
t
7
+
t
8
)/2
по этой температуре находятся

- 
- 
- 
- 
- 
б)
Сторона охлаждения ( продукт) :
- Средняя температура продукта =(
t
5
+
t
6
)/2
по этой температуре находятся

- 
-
- 
- 
- 
Определение нагрузок по секциям :
Секция регенерации:


Секция пастеризации :


Секция водяного (предварительного) охлаждения :


Секция рассольного (окончательного ) охлаждения :


Определение расхода тепло - и хладоносителей и их кратностей производится из теплового баланса секций 
Секция пастеризации :
а)
 ; ;

б)
Кратность расхода горячей воды:


Секция водяного охлаждения :
а)


б)
Кратность расхода холодной воды :


Секция рассольного охлаждения :
а)


б)
Кратность расхода рассола :


Расчет числа каналов , расчет скоростей горячей , холодной воды и рассола.
Для конструирования данного аппарата принимается пластина П-2
с параметрами :
- Рабочая поверхность : F =0,198 м2
;
- ширина потока : 0,27 м;
- приведенная высота : 0,74 м ;
- средний зазор между пластинами : 0,0028 м ;
- эквивалентный диаметр : 0,0056 м;
- площадь сечения канала : 0,000756 м2
;
- материал : 1Х18Н9Т;
- габаритные размеры : высота :1,025 м ;
ширина : 0,315 м;
толщина : 0,0012 м.
Для пластины П-2 примем 
Число каналов в пакете определяется на основании уравнения не-
разрывности потока :

где  скорость движения продукта, скорость движения продукта, 
 ширина проточной части пластины, м; ширина проточной части пластины, м;
 зазор между пластинами, м; зазор между пластинами, м;
 плотность продукта, плотность продукта, 

Число каналов в пакете принимаем m=2. Число параллельных каналов в пакетах можно принимаем одинаковым для всего аппарата.
Секция пастеризации :
а)
скорость движения горячей воды :


Так как  привышает допустимые значения , то принимаем для секции пастеризации m=4 и пересчитываем скорость : привышает допустимые значения , то принимаем для секции пастеризации m=4 и пересчитываем скорость :

б)
скорость движения продукта :

Секция водяного охлаждения :
а)
скорость движения холодной воды :


б)
скорость движения продукта :

Секция рассольного охлаждения :
а)
скорость движения рассола :


б)
скорость движения продукта :

Секция регенерации :
а)
скорость движения продукта на входе в секцию:

б)
скорость движения продукта на выходе из секции:

Вычисление критериев Рейнольдса .

где  эквивалентный диаметр потока (для рекомендованной пластины составляет 0,0056 м); эквивалентный диаметр потока (для рекомендованной пластины составляет 0,0056 м);
скорость продукта, горячей воды и рассола (соответственно секциям),
 кинематический и динамический коэффициенты вязкости продукта, горячей воды и рассола (соответственно секциям). кинематический и динамический коэффициенты вязкости продукта, горячей воды и рассола (соответственно секциям).
Секция регенерации :
а)
для потока сырого продукта ( сторона нагревания ):

б)
для потока пастеризованного продукта (сторона охлаждения ):

Секция пастеризации :
а)
для потока продукта (сторона нагревания ) :

б)
для потока горячей воды ( сторона охлаждения ):

Секция водяного охлаждения :
а)
для потока холодной воды ( сторона нагревания ) :

б)
для потока продукта ( сторона охлаждения ) :

Секция рассольного охлаждения :
а)
для потока рассола ( сторона нагревания ):

б)
для потока продукта ( сторона охлаждения ):

Определение коэффициентов теплопередачи
Для каждой секции коэффициент теплопередачи определяется по формуле:

где  толщина пластины,м; толщина пластины,м;
 коэффициент теплопроводности пластины (для стали 1Х18Н9Т коэффициент теплопроводности пластины (для стали 1Х18Н9Т  ); );
 и и  коэффициенты теплоотдачи со стороны нагревания и охлаждения соответственно, коэффициенты теплоотдачи со стороны нагревания и охлаждения соответственно,  . .
и  определяются из критерия Нуссельта определяются из критерия Нуссельта

Заметим, что критерий Нуссельта следует вычислять для каждой секции со стороны нагревания и со стороны охлаждения. Для определения критерия Nu рекомендуется использовать критериальное уравнение (для пластины П – 2):
 . .
Можно принять  при нагревании жидкости и при нагревании жидкости и  при охлаждении жидкости. при охлаждении жидкости.
Секция регенерации тепла :
а)
сырой продукт (сторона нагревания ):


б)
пастеризованный продукт ( сторона охлаждения ) :


в)
коэффициент теплопередачи :

Секция пастеризации:
а)
продукт (сторона нагревания ):


б)
горячая вода ( сторона охлаждения ) :

в)
коэффициент теплопередачи :

Секция водяного охлаждения :
а)
холодная вода (сторона нагревания ):


б)
продукт ( сторона охлаждения ) :

в)
коэффициент теплопередачи :

Секция рассольного охлаждения :
а)
рассол (сторона нагревания ):

б)
продукт ( сторона охлаждения ) :

в)
коэффициент теплопередачи :

Определение рабочих поверхностей , числа пластин и числа пакетов.
Для каждой секции рабочая поверхность
Число пластин в секции  где где  поверхность пластины (рекомендовано поверхность пластины (рекомендовано  ). ).
Число пакетов в секции  . .
Число пакетов может быть только целым числом, поэтому полученные значения следует округлить, пересчитать число пластин в секции охлаждения, а затем поверхность теплообмена F
. В случае существенного несоответствия расчетной поверхности теплопередачи с компоновочным решением следует изменить проектные скорости движения жидкостей и составить новый вариант расчета.
Секция регенерации тепла :
 ; ;
 ; ;
Так как  , то , то 
 . .
Компоновочная формула 
Секция пастеризации :
 ; ;
 ; ;
 принимаем принимаем 
Тогда 
 . .
Компоновочная формула
Секция водяного охлаждения :
 ; ;
 ; ;
 принимаем принимаем 
Тогда 
 . .
Компоновочная формула:
Секция рассольного охлаждения :
 ; ;
 ; ;
Тогда 
 . .
Компоновочная формула
Гидравлический расчет :
Потери напора считаются по всему пути движения продукта и составляют (в м)

где  потерянный напор в секции регенерации (прямое направление) потерянный напор в секции регенерации (прямое направление)

 потерянный напор в секции пастеризации потерянный напор в секции пастеризации

 потерянный напор в секции регенерации (обратное направление) потерянный напор в секции регенерации (обратное направление)

 потерянный напор в секции охлаждения потерянный напор в секции охлаждения

Здесь  соответственно число пакетов в секциях регенерации, пастеризации и охлаждения; соответственно число пакетов в секциях регенерации, пастеризации и охлаждения;  соответствующие коэффициенты сопротивления пакетов. соответствующие коэффициенты сопротивления пакетов.
Коэффициент сопротивления пакета из пластин П – 2 можно определить как

По потерянному напору и производительности подбирают насос для продукта. Мощность привода насоса

Секция регенерации :
а)
для потока сырого сока:
 ; ;
 ; ;
 . .
б)
для потока пастеризованного сока :
 ; ;

Секция пастеризации :
 ; ;

Секция водяного охлаждения :
 ; ;

Секция рассольного охлаждения :
 ; ;

Полный напор :

Подбор насоса:
Сначала найдем подачу насоса.

Исходя из полученных данных выбираю насос типа МЦС12-10 и по рисунку 7 –Характеристика центробежного насоса МЦС12-10 /4/.
Данный насос имеет следующие характеристики:
ηн
= 10% ;
N=0,65кВт ;
Н=17,7 м.
Мощность привода насоса : ηэл.
принимаем равным 0.5:

Исходя из данного расчета из таблицы 15 /5/ выбираю двигатель типа 4А80А4УЗ мощность N=1.1кВт , частотой вращения 1420 об/мин, кпд ηэл.
=75%.Пересчитываю мощность привода насоса.

Двигатель соответствует требованиям.
Аналогично произвожу гидравлический расчет секции пастеризации - по горячей воде , секции предварительного охлаждения – по холодной воде и секции окончательного охлаждения – по рассолу, подбираю насосы и рассчитываю мощность их приводов.
Секция пастеризации:
 ; ;

Подача:

Исходя из полученных данных выбираю насос типа МЦС12-10 и по рисунку 7 –Характеристика центробежного насоса МЦС12-10 /4/.
Данный насос имеет следующие характеристики:
ηн
= 35% ;
N=0,85кВт ;
Н=11,2 м
Мощность привода насоса : ηэл.
принимаем равным 0.5:

Исходя из данного расчета из таблицы 15 /5/ выбираю двигатель типа 4А80В4УЗ мощность N=1.5кВт , частотой вращения 1415 об/мин, кпд ηэл.
=77%.Пересчитываю мощность привода насоса.

Двигатель соответствует требованиям.
Секция предварительного охлаждения :
 ; ;

Подача:

Исходя из полученных данных выбираю насос типа МЦС12-10 и по рисунку 7 –Характеристика центробежного насоса МЦС12-10 /4/.
Данный насос имеет следующие характеристики:
ηн
= 15% ;
N=0,65кВт ;
Н=16,5 м
Мощность привода насоса : ηэл.
принимаем равным 0.5:

Исходя из данного расчета из таблицы 15 /5/ выбираю двигатель типа 4А80А4УЗ мощность N=1.1кВт , частотой вращения 1420 об/мин, кпд ηэл.
=75%.Пересчитываю мощность привода насоса.

Двигатель соответствует требованиям.
Секция окончательного охлаждения:
 ; ;

Подача:

Исходя из полученных данных выбираю насос типа МЦС12-10 и по рисунку 7 –Характеристика центробежного насоса МЦС12-10 /4/.
Данный насос имеет следующие характеристики:
ηн
= 19% ;
N=0,65кВт ;
Н=16м
Мощность привода насоса : ηэл.
принимаем равным 0.5:

Исходя из данного расчета из таблицы 15 /5/ выбираю двигатель типа 4А80А4УЗ мощность N=1.1кВт , частотой вращения 1420 об/мин, кпд ηэл.
=75%.Пересчитываю мощность привода насоса.

Двигатель соответствует требованиям.
Расчет трубопроводов и патрубков для подачи продукта , горячей и холодной воды , рассола .
Расчет трубопровода для подачи продукта:

Расчет трубопровода для подачи горячей воды в секцию пастеризации:

Расчет трубопровода для холодной воды в секцию предварительного охлаждения:

Расчет трубопровода для подачи рассола в секцию окончательного охлаждения :

Коэффициент регенерации:
5. Мероприятия, предусмотренные по охране труда
Конструкция и технология изготовления пастеризаторов должны быть такими, чтобы обеспечивались промывка и санитарная обработка его внутреннего пространства в процессе эксплуатации[2, стр.48]..
Пастеризационный аппарат должен быть оснащен: манометром и предохранительным клапаном.
Поверку, регулирование всех контрольно-измерительных приборов и автоматических приспособлений необходимо проводить в соответствии с ДСТУ3400-2000. Точность показаний приборов должна отвечать паспортным данным завода-изготовителя. Поверка манометров с их опломбированием или клеймением должна проводиться не реже одного раза в 12 месяцев.Допустимая температура пастеризации в аппарате не более 98о
С, допустимое рабочее давление – не более 0,4МПа. Пастеризатор должен быть оснащен: манометром, предохранительным клапаном, термометром. Предохранительный клапан должен иметь приспособление для проверки исправности его действия в рабочем состоянии путем принудительного открывания. Освещенность искусственным светом помещения, в котором установлен работающий пастеризатор, должна быть не менее 150 лк.
Литература
1. Черевко О.І., Поперечний А.М. Процеси і апарати харчових виробництв: Підручник / Харк. держ. технол. та орг. харчування. – Харків,2002, – 420 с.,
2. Стабников В.Н., Лысянский В.М. Процессы и аппараты пищевых производств. – М.: Агропромиздат, 1985. – 503 с,
3. Расчёты и проэктирование транспортных средств непрерывного действия. – «Норд-Пресс», 2005. Донецк 688с.
4. Технологічне обладнання молочних виробництв. «Інкос», 2007 Київ, 344с.
5. Барышев А.И., Стеблянко В.Г. , Хомичук В.А. Курсовое и дипломное проектирование транспортирующих машин : Донецк:ДонГУЭТ,2003-471с.,ил.
|