| МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ХИМИЧЕСКОЙ ТЕХНОЛОГИИ
КУРСОВАЯ РАБОТА
по дисциплине «Общая химическая технология»
на тему:
СИНТЕЗ И АНАЛИЗ ХТС В ПРОИЗВОДСТВЕ АЗОТНОЙ КИСЛОТЫ
Выполнил
студент группы:
_____________________
Проверил
доцент
2006 г.
Содержание
Введение
1. Синтез ХТС
1.1. Литературная часть
1.2. Технологическая часть
1.2.1. Характеристика исходного сырья, вспомогательных материалов и готовой продукции
1.2.2. Модели рассматриваемой ХТС
- Химическая модель
- Технологическая схема
- Структурная модель
- Функциональная модель
- Операторная модель
2. Анализ ХТС
Заключение
Список используемых источников
ВВЕДЕНИЕ
Азотная кислота - один из важнейших продуктов химической промышленности. По объёму производства азотная кислота находится на втором месте после серной кислоты. Азотная кислота является сырьём для выработки многих продуктов, применяемых в промышленности и сельском хозяйстве. В нашей стране около 40% вырабатываемой азотной кислоты расходуется на производство сложных и азотных минеральных удобрений, нитратных солей (нитратов натрия, калия и кальция). Концентрированная азотная кислота применяется в производстве соединений ароматического ряда для синтеза красителей; в производстве взрывчатых веществ (нитроглицерина, продуктов нитрования толуола), уротропина, диметиланилина, ксилола; в фармацевтической промышленности; для получения нафталина, нитропроизводных бензола, химикатов для фотографии.
Сельское хозяйство потребляет соли азотной кислоты в качестве удобрений главным образом в виде нитрата аммония - аммиачной селитры, получаемой путём нейтрализации азотной кислоты аммиаком.
При получении удобрительных туков потребляется разбавленная азотная кислота, содержащая от 45% до 60% азотной кислоты.
В производстве взрывчатых веществ нитрованием толуола, уротропина, ксилола, нафталина и других органических продуктов применяют концентрированную азотную кислоту (96-98%). Для нитрования употребляют смеси азотной кислоты с концентрированной серной кислотой, которая связывает воду, выделяющуюся в процессе нитрования и замедляющая эту реакцию.
В качестве взрывчатых веществ применяют также аммониты - смеси аммиачной селитры с нитропроизводными ароматических соединений и некоторыми другими веществами.
Путем нитрования бензола, антрацена и других ароматических соединений получают полупродукты для производства синтетических красителей и ряда важных химикатов.
Большие количества азотной кислоты потребляются также в процессе получения серной кислоты нитрозным методом. В последнее время окислы азота и азотная кислота нашли применение в качестве окислительных компонентов ракетного топлива.
Основными потребителями азота являются химическая и металлургическая промышленность. Используют в борьбе с пожарами и для получения низких температур, а также в строительстве.
1. Синтез ХТС
1.1. Литературная часть
Производство неконцентрированной азотной кислот
До 50-х годов в производстве неконцентрированной азотной кислоты самой экономичной считалась схема, работающая под атмосферным давлением. Преимущество этого метода - в простоте оборудования, низком расходе электроэнергии, аммиака и платины. Однако для этой схемы характерны и значительные недостатки: высокие капитальные затраты на сооружение цехов, наличие щелочного поглощения остаточных оксидов азота, высокое содержание оксидов азота после щелочного поглощения и, кроме того, громоздкость оборудования и большой расход нержавеющей стали. В состав производства входят пять самостоятельных корпусов: контактное отделение, отделение абсорбции, склад неконцентрированной азотной кислоты, склад соды с содорастворением и цех натриевой селитры. Большое количество корпусов требует значительных капиталовложений на межцеховые коммуникации, увеличения штата обслуживающего персонала и т.д.
Государственный институт азотной промышленности разработал комбинированную схему получения неконцентрированной азотной кислоты в абсорбционном отделении под давлением 3,5·105
Па с новым контактным оборудованием и применением агрегатного принципа всего технологического процесса. Новый проект позволил сэкономить оборудование контактного отделения, поместить отделение абсорбции и склад продукции в одном корпусе, исключить щелочное поглощение хвостовых нитрозных газов. Обезвреживание выхлопных газов достигается за счёт низкотемпературной очистки с применением аммиака на ванадиевом катализаторе. Содержание оксидов азота после очистки в выхлопных газах не более 0,012%.
Созданная комбинированная система по всем технико-экономическим показателям значительно превосходит схему, работающую под атмосферным давлением. Однако ввиду постоянно растущей потребности в азотной кислоте была создана новая схема процесса получения неконцентрированной азотной кислоты под повышенным давлением 7,3·105
Па. Этот метод позволил повысить производительность агрегата, снизить капитальные затраты, стоимость тонны продукции, расход дефицитной нержавеющей стали и исключить потребление электрической энергии извне. Последнее достигается за счёт применения в схеме высокотемпературной очистки хвостовых газов от оксидов азота посредством разложения оксидов до N2
природным газом. Используемый для этой цели алюминиево-палладиевый катализатор обеспечивает температуры хвостовых газов под давлением 7,3·103
Па до 973-1023 К в результате выделения тепла при разложении оксидов до N2
за счёт высокой температуры газов, поступающих под давлением каталитической очистки на рекуперационную турбину, обеспечивается замыкание энергетического баланса агрегата [1,2].
Разработанная технологическая схема, работающая под повышенным давлением 7,3·103
Па, относится к типу энерготехнологических процессов, в которых невозможно разделение чистой технологии и энергетики, они взаимосвязаны и не могут существовать отдельно. Схема эффективна как по капитальным затратам, так и по эксплуатационным показателям. Однако применение давления при процессе конверсии аммиака до оксида азота примерно на 4% снижает степень конверсии по сравнению с окислением под атмосферным давлением, что ведёт к увеличению расхода аммиака.
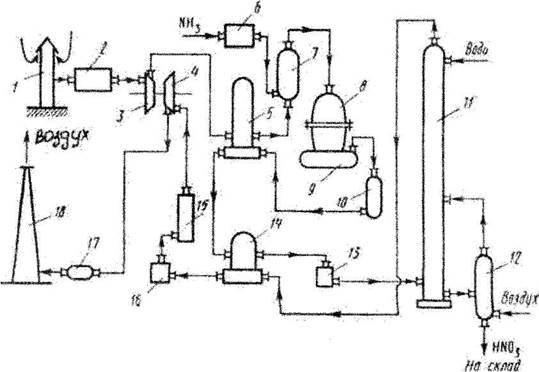
Рис. 1. Технологическая схема производства азотной кислоты
1-воздухозаборная труба; 2-воздухоочиститель; 3-газовый компрессор; 4-газовая турбина; 5-воздухоподогреватель; 6-испаритель аммиака; 7-смеситель с фильтром; 8-контактный аппарат; 9,17-котёл-утилизатор; 10-окислитель с фильтром; 11-абсорбционная колонна; 12-отдувочная колонна; 13-холодильник-конденсатор; 14-подогреватель хвостовых газов; 15-реактор каталитической очистки; 16-камера сгорания; 18-выхлопная труба.
Атмосферный воздух, забранный на территории завода, проходит тщательную очистку от возможных примесей, находящихся в воздухе, проходит воздухозаборную трубу 1 и воздухоочиститель 2. Очищенный атмосферный воздух поступает на всас компрессора газотурбинного агрегата. Сжатие происходит в осевом компрессоре 3, приводимый в движение газовой турбиной 4, до давления 0,73 МПа, нагреваясь при этом до 135°С , и поступает далее в подогреватель воздуха 5, где его температура поднимается до 250о
С за счёт теплоты выходящих из окислителя 10 нитрозных газов. В смесителе 7 воздух смешивается с газообразным аммиаком, который поступает сюда из испарителя аммиака 6. Образовавшаяся аммиачно-воздушная смесь далее поступает в контактный аппарат 8, где при температуре около 900°С на Pt. - Rh - Pd -катализаторе происходит окисление аммиака. Нитрозные газы, содержащие 9 -9,5% N0, поступают в котёл-утилизатор 9, в котором происходит охлаждение до необходимой температуры и образование пара. Далее газы поступают в окислитель 10, в котором окисляются до диоксида азота. Охлаждённые в подогревателе воздуха 5, подогревателе хвостовых газов 14 и холодильнике-конденсаторе 13 до температуры около 45°С нитрозные газы поступают в абсорбционную колонну 11, орошаемую противоточно водой. Поскольку абсорбция NO2
водой экзотермична, абсорбционные тарелки снабжены змеевиковыми холодильниками, в которых циркулирует охлаждающая вода. Полученная азотная кислота самотёком поступает в отдувочную колонну 12, где с помощью горячего воздуха из готовой азотной кислоты происходит отдувка растворённых в ней нитрозных газов, которые подаются в абсорбционную колонну. Хвостовые газы, пройдя систему каталитической очистки от оксидов азота восстановлением их аммиаком до элементного азота в атмосферу.
В установках такого типа степень превращения аммиака в азотную кислоту достигает 98-99%, а концентрация кислоты - 60-62%.
Основное оборудование производства азотной кислоты под повышенным давлением.
ПОДОГРЕВАТЕЛЬ ВОЗДУХА предназначен для подогрева воздуха, выходящего из нагревателя, за счет охлаждения нитрозных газов, удущих из окислительного объёма. Подогреватель выполнен из нержавеющей стали, представляет собой теплообменник с U-образными трубками.
СМЕСИТЕЛЬ И ПОРОЛИТОВЫИ ФИЛЬТР совмещены в одном аппарате. Аммиак проходит по трубкам и на выходе из них смешивается с воздухом, который поступает в межтрубное пространство и выходит через отверстия трубной решётки. Полученная аммиачно-воздушная смесь подаётся в фильтр тонкой очистки в верхней части аппарата.
КОНТАКТНЫЙ АППАРАТ, предназначенный для каталитического окисления аммиака до оксида азота, состоит из двух частей. Верхняя коническая часть размером 2200 - 1600 мм имеет внутренний конус, который обеспечивает лучшее распределение газа по сечению аппарата. Нижняя часть аппарата выполнена в виде цилиндра диаметром 2200мм с огнеупорной футеровкой. Общая высота контактного аппарата 4352мм.
ОКИСЛИТЕЛЬ, предназначенный для окисления оксида NO до оксида J\[Q2
, представляет собой полый цилиндр из нержавеющей стали диаметром 3200мм, высотой 9925мм, объёмом 63 м3
. В верхней части окислительного объёма между двумя сетчатыми корзинами проложен слой стекловаты для улавливания платины, уносимой нитрозными газами из контактного аппарата. С внешней стороны аппарат покрыт теплоизоляцией.
ВЕРТИКАЛЬНЫЙ КОЖУХОТРУБНЫЙ ХОЛОДИЛЬНИК-КОНДЕНСАТОР служит для конденсации азотнокислотных паров, образовавшихся в процессе окисления оксида NO. Конус аппарата для снятия температурных перенапряжений при вводе горячих нитрозных газов заключён в водяную рубашку. Нитрозные газы поступают в межтрубное пространство и выводятся из нижней части вместе с конденсатом азотной кислоты. Противотоком к газу по трубкам подаётся охлаждающая вода.
АБСОРБЦИОННАЯ КОЛОННА предназначена для абсорбции оксидов азота паровым конденсатом, поступающим на верхнюю тарелку абсорбера. Верхние тарелки с первой по пятнадцатую не имеют холодильников, на остальных 35 расположены змеевиковые холодильники, охлаждаемые оборотной водой для отвода тепла, выделяющегося при абсорбции оксидов азота.
ГАЗОВЫЙ АГРЕГАТ состоит из осевого турбокомпрессора, газовой турбины, редуктора для изменения числа оборотов, центробежного компрессора, выполняющего роль второй ступени сжатия воздуха, мотора-генератора. Мотор-генератор используется при пуске агрегата и камеры сжигания газа, работающей также при пуске агрегата. Во время нормальной работы агрегата мотор-генератор служит для выдачи избытка энергии, вырабатываемой агрегатом, во внешнюю сеть. Для охлаждения воздуха после первой ступени сжатия имеется промежуточный холодильник.
Производство концентрированной азотной кислоты
Неконцентрированную азотную кислоту можно сконцентрировать путем перегонки только до 68,4% HNO3
; т.к. при этой концентрации состав азотной кислоты в парах и перегоняемой смеси одинаков, образуется так называемая азеотропная смесь. Максимальная температура кипения такой кислоты 393,05 К. Концентрированную азотную кислоту с содержанием 98% HNO3 получают двумя способами. Наиболее распространённый способ - получение азотной кислоты при помощи водоотнимающих веществ, таких, например, как серная кислота в виде купоросного масла (92-93%-ная H2
SO4
) и нитрат магния. Второй метод - прямой синтез из жидких оксидов азота и кислорода под давлением.
1 .При помощи серной кислоты (купоросного масла).
Применение водоотнимающих средств даёт возможность содержание водяных паров над кипящей смесью и увеличить содержание паров азотной кислоты, при конденсации которых получается 98%-ная HNO3
.
В процессе концентрирования азотной кислоты в смеси с купоросным маслом под действием высокой температуры и частичного разложения азотной кислоты происходит образование нитрозилсерной кислоты:
N2
O3
+ H2
SO4 = HNSO5
+ Н2
О
При концентрации H2
SO4
ниже 75% и повышенной температуре нитрозилсерная кислота гидролизуется:
HNSO5
+ Н2
О = H2
SO4
+ HNO2
3HNO2
= HNO3
+ 2NO + Н2
О
При концентрации серной кислоты 57,5% нитрозилсерная кислота не образуется. Таким образом, процесс концентрирования азотной кислоты при помощи купоросного масла состоит из следующих стадий:
1) образования тройной смеси;
2) отгонки паров азотной кислоты из тройной смеси купоросного масла, азотной кислоты и воды;
3) конденсации выделившихся паров азотной кислоты;
4) удаления из концентрированной азотной кислоты растворённых в ней оксидов азота;
5) поглощения выделившихся оксидов азота при конденсации паров азотной кислоты.
Концентрирование разбавленной азотной кислоты с применением серной кислоты связано с большими затратами на упаривание отработанной серной кислоты, необходимое для её повторного использования в процессе укрепления азотной кислоты.
Применение серной кислоты в качестве водоотнимающего средства приводит к необходимости иметь цех концентрирования серной кислоты. Эта операция обходится дорого и сопряжена с выделением больших количеств вредных газов, которые гибельно действуют на окружающую природу. Облако газов, содержащих пары H2
SO4
, SO3
, SO2
, иногда простирается за пределы азотного завода.
Прямой синтез концентрированной азотной кислоты из окислов азота
Прямой синтез концентрированной азотной кислоты состоит в том, что жидкая четырёхокись азота взаимодействует с водой в присутствии газообразного кислорода под давлением 5 МПа:
2N2
O4
+ О2
+ 2Н2
О = 4HNO3
+59,5 кДж
Наиболее сложным в этом процессе является получение жидкой четырёхокиси азота; обычно её получают из нитрозных газов, образующихся при окислении аммиака. Вначале из нитрозных газов выделяют избыточную влагу, для этого газы охлаждают от 200 до 40°С. Затем окисляют содержащуюся в нитрозных газах NO до NO2
вначале кислородом воздуха в газовой фазе, а затем концентрированной азотной кислотой
2HNO3
+ NO = 3NO2
+ Н2
О
После этого из нитрозных газов выделяют NO2 охлаждением газов до минус 15 - минус 20°С (под давлением не ниже 0,5 МПа) либо до минус 10°С и поглощением двуокиси азота концентрированной азотной кислотой (97-98% HNO3
), в которой NO2
хорошо растворяется с образованием нитролеума:
nNO2
+ HNO3 = HNO3
·nNO2
Если в нитрозных газах присутствует 10-11% окислов азота, получают нитролеум, содержащий до 25% NO2
. При нагревании такого нитролеума до 80°С получают газообразную двуокись азота, которая отделяется от азотной кислоты, а затем конденсируется и полимеризуется.
В заводских условиях конденсацию обычно осуществляют в двух последовательно соединённых холодильниках: в первом из них охлаждение производится водой, а во втором (до минус 8°С) - рассолом Са(NOз)2
.
На экономические показатели процесса большое влияние оказывает давление, так как при увеличении давления уменьшается объём аппаратуры, повышается интенсивность процесса и снижается расход металла по системе в целом. Однако при этом уменьшается степень окисления аммиака и возрастает расход платины. В установках, работающих под давлением, увеличивается выход пара, что существенно снижает энергетические затраты и себестоимость азотной кислоты.
Себестоимость 1т концентрированной азотной кислоты, получаемой методом прямого синтеза из окислов азота, примерно на 15% выше себестоимости кислоты, получаемой концентрированием.
Концентрирование при помощи нитрата магния
В соответствии с литературными данными наибольший интерес представляет использование в качестве водоотнимающего средства нитрата магния вместо серной кислоты. Это метод с экономической и экологической точки зрения является наиболее выгодным, чем рассмотренные выше способы концентрирования азотной кислоты. Установка концентрирования азотной кислоты в присутствии нитрата магния состоит из отпарной и дистилляционной колонн, конденсатора концентрированной азотной кислоты и конденсатора раствора нитрата магния.
Температура кипения растворов нитрата магния примерно соответствует температурам кипения растворов серной кислоты в пределах концентрации 0-70% Н2
SO4
. Разбавленная азотная кислота поступает в отпарную колонну 1 тарельчатого типа. Сюда на одну тарелку выше ввода азотной кислоты подаётся подогретый до 100°С в кипятильнике 8 72%-ный раствор нитрата магния. В нижней части отпарной колонны при помощи кипятильника 2 температура раствора поддерживается в пределах 160 - 180°С. Пары, выходящие из отпарной колонны, содержат около 87% HNO3
и 13% воды и направляются в дистилляционную колонну 3. Раствор нитрата магния, содержащий около 55% Mg(NO3
)2
, поступает через кипятильник 8 на концентрирование до содержания 72% Mg(NC3
)2
. Пары воды, выделяющиеся из раствора в вакуум-испарителе 6, поступают в барометрический конденсатор 5. В дистилляционной колонне 3 происходит концентрирование 87% -ной азотной кислоты до содержания 99% HNO3
. Ее пары при 86°С поступают в конденсатор 4, затем часть конденсата в виде флегмы возвращается в дистилляционную колонну, а остальное количество концентрированной кислоты передается на склад. Образовавшаяся в дистилляционной колонне 75%-ная азотная кислота стекает в отпарную колонну.
Соотношение концентрированного раствора Mg(NO3
)2
и поступающей азотной кислоты должно быть не менее 2,5, чтобы концентрация отработанного раствора нитрата магния была не ниже 55%.
Преимущество этого способа концентрирования азотной кислоты состоит в значительно меньших эксплуатационных расходах (вдвое), меньших капитальных затратах (на 30 - 40%) и в возможности получения азотной кислоты, не содержащей H2
SO4
. Кроме того, устраняется загрязнение атмосферы сернокислотным туманом, образующимся, как известно, при концентрировании серной кислоты. Однако этот способ связан с большим расходом пара.

Рис.2. Схема установки для концентрирования азотной кислоты при помошинитратамагния:
1 - отпарная колонна; 2, 8 - кипятильники; 3, 4- конденсаторы; 5 - дистилляционная колонна; 6 - вакуум-испаритель; 7 – насос
Катализаторы окисления аммиака
Процесс производства азотной кислоты контактным окислением аммиака состоит из двух основных стадий: получение окиси азота и переработка её в азотную кислоту. Первая стадия - окисление аммиака в окись азота
4NH3
+ 5О2
= 4NO + 6Н2
О.
Вторая стадия - окисление азота в высшие окислы и переработка их в азотную кислоту
2NO + О2
= 2NO2
3NO2
+ H2
O = 2HNO3
+ NO
Суммарная реакция, без учёта побочных реакций, протекающих с образованием элементарного азота
NH3
+ 2О2
= HNO3
+ H2
O + 421,2 кДж/моль
Окись азота может образовываться только на поверхности катализатора, и в этом состоит его существенное значение для окисления аммиака, тогда как азот образуется в объёме, вне поверхности катализатора.
Наиболее селективным и активным в данной реакции является платиноидный катализатор, представляющий собой сплав платины с палладием и родием. Чистая платина при высоких температурах быстро разрушается. Примесь в платине незначительного количества железа снижает активность катализатора. Сплав платины с родием делает катализатор в процессе окисления аммиака до оксида NO активным и стойким к высоким температурам. Степень окисления аммиака при атмосферном давлении и температуре 1093-1113 К на платинородиевом катализаторе достигается 97,5-98% и сохраняется в течение 10-12 мес; в системах, работающих под давлением 700-800 кПа, окисление достигается при температуре 1173-1193 К и выход NO снижается до 95-96%. Срок службы катализатора под повышенным давлением 45-90 дней.
Учитывая высокую стоимость и дефицитность материалов платиновой группы, проводятся исследования синтеза неплатиновых катализаторов.
Государственным институтом азотной промышленности разработан двухступенчатый катализатор, в котором первая ступень окисления аммиака на одной платиноидной сетке, вторая ступень - на слое неплатинового катализатора толщиной 40-50 мм. Хорошим неплатиновым катализатором является железохромовый катализатор в виде таблеток диаметром 5 мм с прочностью на сжатие до 0,05 гПа. Прочность этого катализатора увеличивается в процессе его эксплуатации и после 6 мес. работы достигает 0,12 гПа. Осаждение некоторого количества платины на таблетках неплатинового катализатора в ходе процесса повышает его активность. На двухступенчатом катализаторе окисляется 97% аммиака, причем на платиновой сетке - 85-90%.
Срок службы двухступенчатого катализатора 3-5 лет, и регенерация его невозможна. Применение двухступенчатого катализатора даёт возможность сократить одновременные вложения платины в три раза, однако потери её при этом сокращаются всего на 10-20%.
В настоящее время неплатиновый катализатор нашёл применение в качестве второй ступени в системе производства азотной кислоты под повышенным давлением.
Применение давления для реакции окисления аммиака до оксида NО позволяет увеличить производительность агрегата, но одновременно с этим ухудшает процесс окисления аммиака. Так, при атмосферном давлении и температуре 1093 К выход оксида NO достигает 97-98%, число платиноидных сеток 4; при увеличении давления до 4·103
Па температура катализа повышается до 1153-1173 К, выход оксида NO снижается до 95-96%, число сеток 12; при давлении 8·105
– 9·105
Па температура процесса 1173-1223 К, выход оксида NO снижается до 94-95%, число сеток в контактном аппарате увеличивают до 16-20.
Однако анализ работающих азотнокислотных систем с агрегатами средней производительности 350-500 т HNO3
в сутки показал, что процесс получения азотной кислоты целесообразно проводить при повышенном давлении как в отделении аммиака, так и в абсорбционном отделении. Особенно эффективно применение повышенного давления в агрегатах повышенной мощности - 1000 т и более моногидрата азотной кислоты в сутки. При создании таких агрегатов капиталовложения сокращаются, и снижается себестоимость продукции.
Для существенного повышения производительности агрегата неконцентрированной азотной кислоты давление в отделении окисления аммиака повышают до 4,5·103
– 8·105
Па, а в абсорбционном отделении - до 12·105
– 16·105
Па. Это даёт возможность получать продукцию повышенной концентрации, увеличить степень использования оксидов азота, уменьшить выброс оксидов азота в атмосферу и увеличить процент рекуперации энергии, затрачиваемой на сжатие газов. Для снижения потерь платины при применении повышенных давлений пока существуют два пути: замена платиноидных катализаторов на сплавы менее дефицитные и дорогие, надежное улавливание платины и возвращение её в производство платиновых катализаторов.
В настоящее время разработаны и опробованы массы на основе окиси кальция, улавливающие до 70-80% платины от общей её потери. Регенерация уловленной платины из масс на основе оксида кальция проще, чем из других масс. Для эффективного улавливания теряемой платины необходима тщательная очистка аммиачно-воздушной смеси от механических примесей, особенно от оксидов железа и пыли железного катализатора синтеза аммиака. Пыль и оксиды железа, попадая на катализаторные сетки, засоряют их, сокращая поверхность соприкосновения смеси газов с поверхностью катализатора и снижая тем самым степень окисления аммиака. Кроме того, эта пыль проникает до поверхности улавливающих масс, блокирует её и снижает степень очистки газа от теряемой платины
1.2. Технологическая часть
1.2.1. Характеристика исходного сырья, вспомогательных материалов и готовой продукции
Характеристика исходного сырья
Аммиак является важнейшим химическим продуктом, так как он служит исходным сырьём для получения самых разнообразных азотсодержащих соединений. Источников связанного азота, имеющих промышленное значение, в природе очень мало.
Азот играет особо важную роль в природе; он участвует в основных биохимических процессах и образует важнейшие питательные вещества для растений, животных и человека.
Достаточно крупные месторождения связанного азота в виде азотнокислого натрия (нитрата натрия) имеются только в Чили, они были открыты в начале 19 в. Небольшое количество связанного азота при переработке коксового газа. Основную же массу азотсодержащих продуктов (около 95%) производят на основе аммиака, искусственно получаемого на химических предприятиях.
Аммиак представляет собой бесцветный газ с характерным запахом. При охлаждении до - 30°С он сжижается, а при 78°С затвердевает, образуя бесцветную кристаллическую массу. Критическая температура аммиака 132,4°С, критическое давление 111,5 атм. Аммиак хорошо растворим в воде: при 20°С и атмосферном давлении в 1л воды растворяется 700 л газообразного аммиака. Несколько хуже он растворяется в органических жидкостях.
При непосредственном соединений аммиака с кислотами получают соли, например нитрат или сульфат аммония. При взаимодействии аммиака с СО2
образуется карбамид (мочевина), который является одним из лучших азотных удобрений благодаря высокой концентрации азота и хорошим физическим свойствам; на основе карбамида получают также разнообразные химические продукты.
Водные растворы аммиака (аммиачная вода), водно-аммиачные растворы солей и жидкий аммиак широко применяются в сельском хозяйстве для непосредственного внесения в почву в качестве жидких азотных удобрений.
Сухие аммиак и воздух образуют взрывоопасные смеси; пределы взрываемости таких смесей при 18°С ограничены интервалом содержания аммиака от 15,5 до 27%. Таким образом, смеси, содержащие менее 15,5 и более 27% аммиака, при зажигании их искрой не взрываются. При повышении температуры пределы взрываемости аммиачно-воздушных смесей расширяются. Учитывая эти особенности аммиачно-воздушных смесей, при осуществлении промышленных процессов поддерживают содержание аммиака до 15,5 или выше 27%.
Синтетический аммиак в большей или меньшей степени загрязнён примесями. Такими примесями являются катализаторная пыль. Смазочное масло. Для получения газообразного аммиака служат испарительные станции и дистилляционные отделения жидкого аммиака. Дальнейшая очистка осуществляется в фильтрах, состоящих из чечевицеобразных элементов, фильтрующим материалом в которых служит хлопчатобумажная замша. Тонкой очистке аммиачно-воздушная смесь подвергается в фильтре с поролитовыми трубками.
Характеристика готового продукта
Химически чистая азотная кислота (мол. масса 63) представляет собой бесцветную жидкость с сильным едким запахом. На воздухе концентрированная азотная кислота дымит, смешивается с водой в любых соотношениях с выделением тепла. Чистая безводная азотная кислота малоустойчива. Теплоёмкость водных растворов азотной кислоты уменьшается с повышением концентрации азотной кислоты. С увеличением концентрации кислоты температура кипения раствора NH3
- H2
O растёт, достигая максимума при 68,4% HNO3
, а затем начинает снижаться. Смесь, содержащая 68,4% HNO3, является азеотропной - в её парах столько же азотной кислоты, сколько в жидкости. С ростом давления температура кипения кислоты повышается при сохранении концентрации, отвечающей азеотропной смеси.
Разложение азотной кислоты происходит по уравнению:
2HNO3
= 2NO2
+ Н2
О + 0,5О2
При нагревании азотная кислота разлагается с выделением N2
O3
по уравнению:
2HNO3
= N2
O3
+ О2
+ Н2
О
Полностью азотная кислота разлагается при температуре около 533К. Скорость разложения HNО3
возрастает с увеличением её концентрации, а при повышении температуры всего на 5°С. 99%-ная азотная кислота разлагается в два с лишним раза.
Плотность HNO3
изменяется пропорционально её концентрации, что позволяет по величине плотности определять её концентрацию.
Азотная кислота - сильный окислитель. Органические вещества под действием концентрированной азотной кислоты разрушаются, а некоторые из них способны воспламеняться. Азотная кислота растворяет все металлы, кроме золота, платины, титана, тантала, родия и иридия.
Техническая азотная кислота вследствие содержания в ней растворенных NO2
имеет желтоватый цвет. Азотная кислота концентрацией до 60% электропроводна.
Надазотную кислоту получают при обработке концентрированной азотной кислоты 100%-ной перекисью водорода при низкой температуре по реакции:
HNO3
+ Н2
О2
= HNO4
+ Н2
О
Надазотная кислота разлагается со взрывом.
Нитроолеум - дымящая жидкость желтоватого цвета, сильный окислитель. Нитроолеум с содержанием 30 об.% NO2
при атмосферном давлении кипит при температуре 311 К, с содержанием 40 об.% NO2
- при температуре 302К. При этом в парах содержится 96,5 об.% оксидов азота и 3,5 об.% паров азотной кислоты.
1.2.2. Модели рассматриваемой ХТС
Химическая модель
4NH3
+ 50 2
= 4NO + 6Н2
О
2NO+O2
=2NO2
3NO2
+ H2
O = 2NО3
+ N0
NH3
+ 2О2
= HNO3
+ Н2
О + 421,2
Технологическая схема
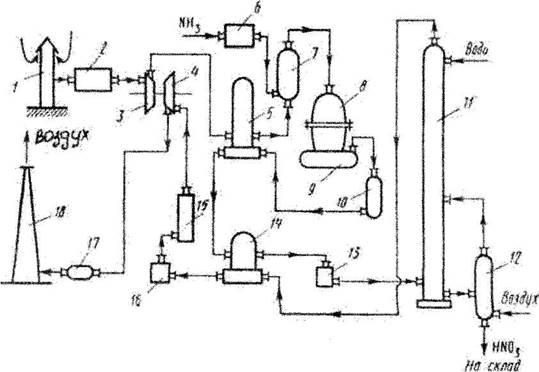
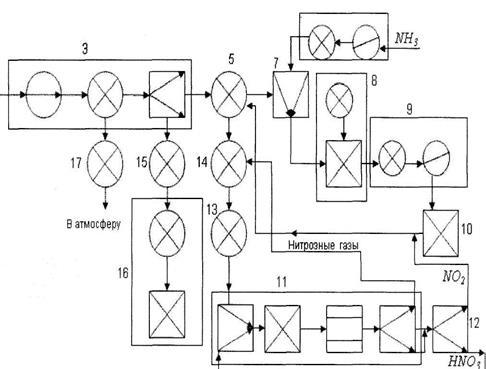
Рис. 3. Технологическая схема производства азотной кислоты
1-воздухозаборная труба; 2-воздухоочиститель; 3-газовый компрессор; 4-газовая турбина; 5-воздухоподогреватель; 6-испаритель аммиака; 7-смеситель с фильтром;
8-контактный аппарат; 9,17-котёл-утилизатор; 10-окислитель с фильтром;
11-абсорбционная колонна; 12-отдувочная колонна; 13-холодильник-конденсатор;
14-подогреватель хвостовых газов; 15-реактор каталитической очистки; 16-камера сгорания; 18-выхлопная труба.
Атмосферный воздух, забранный на территории завода, проходит тщательную очистку от возможных примесей, находящихся в воздухе, проходит воздухозаборную трубу 1 и воздухоочиститель 2. Очищенный атмосферный воздух поступает на всас компрессора газотурбинного агрегата. Сжатие происходит в осевом компрессоре 3, приводимый в движение газовой турбиной 4, до давления 0,73 МПа, нагреваясь при этом до 135°С , и поступает далее в подогреватель воздуха 5, где его температура поднимается до 250о
С за счёт теплоты выходящих из окислителя 10 нитрозных газов. В смесителе 7 воздух смешивается с газообразным аммиаком, который поступает сюда из испарителя аммиака 6. Образовавшаяся аммиачно-воздушная смесь далее поступает в контактный аппарат 8, где при температуре около 900°С на Pt. - Rh - Pd -катализаторе происходит окисление аммиака. Нитрозные газы, содержащие 9 -9,5% N0, поступают в котёл-утилизатор 9, в котором происходит охлаждение до необходимой температуры и образование пара. Далее газы поступают в окислитель 10, в котором окисляются до диоксида азота. Охлаждённые в подогревателе воздуха 5, подогревателе хвостовых газов 14 и холодильнике-конденсаторе 13 до температуры около 45°С нитрозные газы поступают в абсорбционную колонну 11, орошаемую противоточно водой. Поскольку абсорбция NO2
водой экзотермична, абсорбционные тарелки снабжены змеевиковыми холодильниками, в которых циркулирует охлаждающая вода. Полученная азотная кислота самотёком поступает в отдувочную колонну 12, где с помощью горячего воздуха из готовой азотной кислоты происходит отдувка растворённых в ней нитрозных газов, которые подаются в абсорбционную колонну. Хвостовые газы, пройдя систему каталитической очистки от оксидов азота восстановлением их аммиаком до элементного азота в атмосферу.
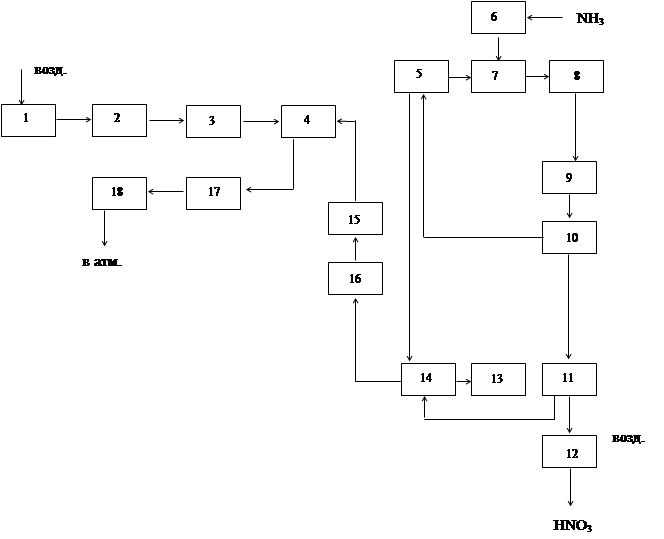
Структурная схема
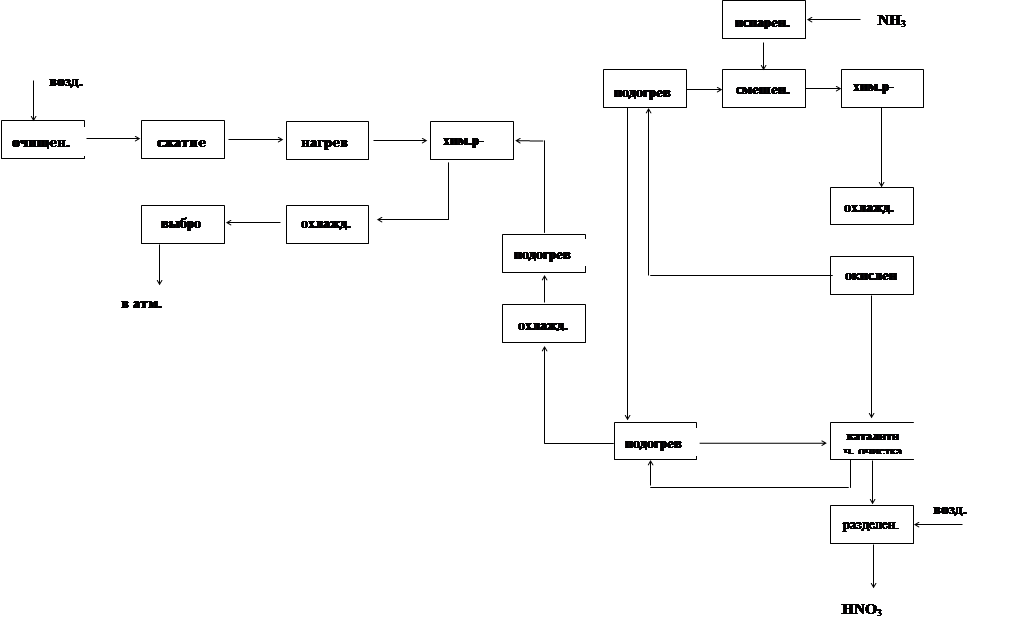 Функциональная схема Функциональная схема
Операторная схема
2. Анализ ХТС
Материальный баланс
NH3
+ 2O2
® HNO3
+ H2
O
М(NH3
) = 17 М (HNO3
) = 63
М (2O2
) = 64 М (H2
O) = 18
1. Теоретически необходимое количество NH3
:

С учетом степени окисления:
 0,2698 – 90% 0,2698 – 90%
х - 100%
Непрореагировавший аммиак: 0,2997 – 0,2698 = 0,0299 т.
2. Теоретически необходимое количество О2
:
С избытком 2О2
: 1,016·1,15 = 1,1684 т
(1,15 = 100% + 15%, 1,15 = 1 + 015)
3. Теоретически полученное количество Н2
О:

Таблица материального баланса
| Расход
|
Масса, т
|
Приход
|
Масса, т
|
| NH3
|
0,2997
|
HNO3
|
1,00
|
| 2O2
|
1,1684
|
Н2
О
|
0,2857
|
| |
|
2O2
избыток
|
0,1524
|
| |
|
NH3
непрореагир.
|
0,0299
|
| |
1,4681
|
|
1,468
|
ЗАКЛЮЧЕНИЕ
Неуклонный рост производства азотной кислоты тесно связан с увеличением объёма отходящих газов, а следовательно, с увеличением количества выбрасываемых в атмосферу оксидов азота. Оксиды азота очень опасны для любых живых организмов. Некоторые растения повреждаются уже через 1час пребывания в атмосфере, содержащей 1мг оксидов в 1м3
воздуха. Оксиды азота вызывают раздражение слизистой оболочки дыхательных путей, ухудшение снабжения тканей кислородом и другие нежелательные последствия.
Хвостовые газы производства азотной кислоты содержат после абсобционных колонн от 0,05 до 0,2% оксидов азота, которые по санитарным требованиям без дополнительной очистки запрещено выбрасывать в атмосферу.
Радикальное решение проблемы очистки хвостовых газов - каталитическое восстановление оксидов азота горючими газами - водородом, природным газом, оксидом углерода, аммиаком. Условия проведения процесса и тип используемого катализатора определяется видом применяемого газа. Восстановление оксидов азота снижает их содержание в очищенном газе до 0,001-0,005%, что обеспечивает санитарные нормы по содержанию оксидов азота в приземном слое воздуха при мощностях производства кислоты до 1млн.т в год, сосредоточенных в одной точке и при высоте выброса 100-150м.
Одним из наиболее реальных способов утилизации оксидов азота, обеспечивающих санитарные нормы содержания оксидов азота в приземном слое атмосферы после рассеивания их из выхлопной трубы, является адсорбционно - десорбционный метод, в котором используется непрерывно циркулирующий сорбент (силикагель). Разработаны способы адсорбции на молекулярных ситах, промывки кислым раствором мочевины и другими промывными жидкостями.
На современных установках получения азотной кислоты нет постоянных источников сточных вод. Эти установки потребляют большое количество обратной охлаждающей воды. Растворы, периодически сливаемые из насосов и другого оборудования, например при проведении ремонта, собирают в прямоток и нейтрализуют.
Перспективы развития азотнокислотного производств
Исключительное значение азотной кислоты для многих отраслей народного хозяйства и оборонной техники и большие объёмы производства обусловили интенсивную разработку эффективных и экономически выгодных направлений совершенствования азотнокислотного производства. К таким направлениям относятся:
- создание систем высокой единичной мощности (до 400 тыс.т в год), работающих при повышенном давлении;
- разработка высокоактивных избирательно действующих неплатиновых катализаторов окисления аммиака;
- возможно более полное использование энергии сжатых отходящих газов и низкопотенциальной теплоты процесса путём создания полностью автономных энерготехнологических схем;
- создание замкнутого оборота охлаждающей воды;
- решение проблемы очистки отходящих газов с утилизацией адсорбционного - десорбционного метода очистки на силикагеле и цеолитах;
- возможно более полное удаление остатков азота из отходящих газов с использованием в качестве восстановителей горючих газов и аммиака.
В ходе данной курсовой работы были построены модели ХТС: операторная, структурная, функциональная, математическая. Приведены характеристики вспомогательных материалов и исходных продуктов.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Салтанова, В.П. Технология связанного азота: учебник / В.П. Салтанова, Н.С. Торочешников. - М.: Высшая школа, 1981. - 205с.
2. Технология связанного азота: учебник / Ф.А. Андреев, СИ. Каргин, Л.И. Козлов, В.Ф. Приставко. - М.: Химия, 1966. - 500с.
3. Общая химическая технология / Под ред. А.Г. Амелина. - М.: Химия, 1977. - 400с.
4. Курс технологии связанного азота / под ред. В.И. Атрощенко. - М: Химия, 1968.-384с.
5. Основы химической технологии / под ред. И.П. Мухлёнова. — 4-е изд., перераб. и доп. - М: Высшая школа, 1991. - 463с. ISBN 5-06-001735-4.
6. Кутепов, A.M. Общая химическая технология: учебник / A.M. Кутепов, Т.И. Бондарева, М.Г. Беренгартен. - 2-е изд., испр. и доп. - М.: Высшая школа, 1990. - 520с. ISBN 5-06-000493-7.
7. Соколов, Р.С. Химическая технология: учебное пособие / Р.С. Соколов. -Т.1. -М: ВЛАДОС, 2000. - 368с. ISBN 5-691-00356-9.
|