| Кафедра
«Технология машиностроения»
Контрольная работа
по дисциплине «Эксплуатация и обслуживание машин»
Тема: Определение норм точности и методов испытаний металлорежущих станков (колесотокарный станок).
Донецк 2010 год
Содержание.
1.Назначение и область применения колесотокарного станка.
2. Конструктивная компоновка и основные узлы колесотокарного станка (на примере станка UDA-112N).
3. Основные виды испытаний станков.
3.1 Испытание станков на холостом ходу
3.2 Испытание в работе под нагрузкой
3.3 Испытание станков на производительность
3.4 Испытание станков на частоту обработки
4. Основные инструменты, применяемые при испытании станков
4.1 Индикаторы
4.2 Контрольные оправки
4.3 Поверочные линейки
4.4 Поверочные угольники
4.5 Щупы
4.6 Поверочные уровни
5.Нормы точности и методы испытаний колесотокарного станка
Вывод
Литература
1.Назначение и область применения колесотокарного станка
Колесотокарный станок, специализированный металлорежущий станок для обточки колес сформированных колесных пар подвижного состава железнодорожного транспорта. На колесотокарных станках производят обточку цельнокатаных и бандажированных колес по профилю катания, гребню и внутреннему торцу при изготовлении новых и восстановлении (обточкой) изношенных в процессе эксплуатации колёсных пар. Строят колесотокарные станки для вагонных колёсных пар и для локомотивных пар.
2. Конструктивная компоновка и основные узлы колесотокарного станка (на примере станка UDA-112N).
Станок работает в автоматическом цикле, основными элементами которого являются крепление колесной пары, позиционирование суппортов, измерение профиля и определение оптимальных параметров обработки, собственно обработка, высвобождение колесной пары.
Главный привод. Станок имеет два независимых, но электрически связанных и совместно управляемых главных привода, каждый из которых оснащен электродвигателем постоянного тока, регулируемым с помощью тиристорной схемы и редуктора. Двигатели установлены снаружи соответствующей шпиндельной бабки, редукторы встроены в бабки. Предусмотрено рекуперативное торможение привода.
Шпиндельные бабки и кулачки Шпиндельные бабки с корпусами, изготовленными из чугуна, смонтированы на стойках станка. Каждая бабка оснащена вращающимся на двух радиальных двухрядных и одном упорном роликоподшипниках шпинделем, на котором посажена планшайба. В цилиндрических отверстиях шпинделей расположены выдвижные пиноли с центрами, перемещающиеся от отдельных двигателей через редуктор и пару винт - гайка. Перемещение бабок по направляющим стоек также происходит от отдельных двигателей через пару винт - гайка. Имеются устройства ограничения крутящего момента и усилия прижима центров, предотвращающие перегрузку приводов.
Сцентрированная колесная пара крепится для обработки колес при помощи трех кулачков, расположенных через 120° на планшайбах шпиндельных бабок. Кулачки зажимают колесную пару, радиально раздвигаясь под действием гидравлического цилиндра. Ход кулачков составляет 100 м. Установка диапазона перемещений кулачков выполняется индивидуально по шкале на планшайбе. Механизм перемещения кулачков приспособлен к работе, как в автоматическом, так и в ручном режимах.
Подъемник и центрирующее устройство. Колесная пара, вкатываемая на станок спереди, останавливается на оси станка и поднимается подъемником за борты ободов колес. Центрирующее устройство прекращает подъем, когда ось центровых отверстий оси колесной пары находится примерно на 5 мм ниже оси центров станка независимо от диаметра колес по кругу катания. Это предусмотрено для того, чтобы после входа центров в центровые отверстия колесная пара могла быть свободно поднята с подъемника. После центрирования колесной пары в центрах высвободившиеся подъемник и центрирующее устройство возвращаются в исходное положение. Подъемник и центрирующее устройство также могут работать в автоматическом режиме или с управлением вне цикла. Привод подъемника - гидравлический.
Суппорты Станок оснащен двумя суппортами. Каждый суппорт состоит из основания и верхнего корпуса, к которому прикреплен резцедержатель. Основание суппорта перемещается по направляющим поперечной балки перпендикулярно оси станка при помощи двигателя с бесступенчатым регулированием частоты вращения через зубчато-ременную передачу и шариково-винтовую пару. Аналогичен по устройству привод перемещения верхнего корпуса по направляющим основания суппорта. В резцедержателе закреплен составной резец с двумя режущими пластинами.
3. Основные виды испытаний станков
3.1 Испытание станков на холостом ходу
1. Перед испытанием станка на холостом ходу должно быть произведено опробование всех органов управления его путем последовательного включения всех запроектированных циклов, всех скоростей главного движения, всех скоростей подач на одной из скоростей главного движения, и быстрых перемещений. При опробовании станка должна быть проверена правильность взаимодействия механизмов станка и установлена возможность безаварийного проведения дальнейших испытаний.
2. Испытание станка на холостом ходу производится последовательным включением всех его рабочих скоростей — от наименьшей до наибольшей. На наибольшей скорости станок должен работать беспрерывно не менее двух часов. Механизм подач следует испытывать на холостом ходу при включении всех рабочих подач, а также при быстрой подаче, если она имеется.
3. Температура подшипников шпинделя при наибольшем числе его оборотов не должна превышать 60.° С для подшипников скольжения и 70° С для подшипников качения во всех станках. В шлифовальных станках со шпинделями, смонтированными на подшипниках скольжения, допускается нагрев до 70° С. В других механизмах (передачи в коробках скоростей, коробках подач, механизме фартука и т. п.) температура подшипников не должна подниматься выше 50° С.
4. Испытание станка на холостом ходу должно заключаться в следующем:
а) проверка всех включений, переключений и передач органов Управления для определения правильности их действия, взаимной блокировки, надежности фиксирования и отсутствия самопроизвольных смещений, отсутствия заедания и провертывания, постоянства величины. Усилия на органах ручного управления на всем пути перемещения
Узлов и деталей станка;
б) проверка безотказности действий и точности работы автоматических устройств, 8шупоров, делительных механизмов (повторяемость размеров при выключении подачи, при делении и т. п.);
в) проверка величины мертвых ходов подающих винтов ручного управления;
г) проверка устройств для зажима изделия и инструмента: нет ли в них заеданий, ослабления зажимающих элементов при многократном включении, при перегрузке и т. п.;
д) проверка, с точки зрения безопасности работы станка, запасной части хода после автоматического выключения механического перемещения стола, суппорта, головки;
е) проверка исправности работы системы смазки после пуска масляных насосов и заполнения масленок: обеспечена ли подача смазки к механизмам станка в момент его пуска, поступает ли масло непрерывно и в достаточном количестве ко всем трущимся поверхностям, надежно ли функционирует система очистки масла, нет ли утечек в насосе, из-под фланцев, крышек, в маслопроводе и из других мест соединения;
ж) проверка работы системы подачи смазочно-охлаждающей жидкости: поступает ли жидкость непрерывно и в достаточном количестве к требуемому месту (или местам), достаточна ли зона обслуживания рабочих участков, удобно ли регулировать подачу жидкости и направление струи, нет ли утечек в системе;
з) проверка равномерности механических и гидравлических подач;(не наблюдается ли скачкообразная подача каких-либо узлов станка);
и) проверка работы электрооборудования: пуска, останова, реверсирования (если оно предусмотрено) и торможения электродвигателей, плавности регулирования оборотов электродвигателей постоянного тока, действия защитных и аварийных блокировок, надежности работы конечных выключателей;
к) проверка мощности, затрачиваемой электродвигателем на холостой ход станка;
л) проверка наличия и надежности действия защитных устройств по технике безопасности и охране труда.
5. Механизмы станка должны работать плавно, без точков, повышенного шума, стука и сотрясений, вызывающих вибрацию станка. Шум зубчатых колес коробок скоростей и подач, а также других передач станка при работе на всех ступенях скорости должен быть
ровным и еле слышным на расстоянии 4—5 мм от станка при отсутствии других работающих станков в помещении, где производится испытание. Измерение уровня шума производится шумомером (в децибелах) или фонометром (в фонах).Допустимый уровень шума в станках в районе рабочего места 70—80 децибелов. Пуск и реверсирование механизмов станка должны происходить безрывков и ударов.
6. Станки, имеющие механизмы для осуществления быстрых (ускоренных) холостых ходов и медленных рабочих перемещений (быстрый ход — рабочая подача — реверсирование), должны быть проверены:
а) на точность действия автоматических устройств при переключении с одного цикла на другой;
б) на отсутствие задержек при переходе на новый цикл;
в) на плавность работы механизмов в моменты переходов.
7. Органы ручного управления, смонтированные на перемещающихся узлах станка, должны иметь линейную скорость движения не более 10 м/мин или должны отключаться при быстром перемещении рабочих органов (узлов) станка.
8. При испытании станка на холостом ходу должно быть проверено соответствие данным паспорта (а при отсутствии его — каталога) и чертежам:
а) основных размеров и характеристик станка, характеристик электродвигателей, гидронасосов, гидромоторов и пневмооборудования;
б) наименьшего и наибольшего габаритов изделий, которые могут быть обработаны на станке;
в) величин и количества скоростей и подач;
г) кинематической, гидравлической и электрической схем станка, схем смазки и охлаждения;
д) величин перебегов в механизмах прямолинейного движения (главного движения, рабочих подач, быстрых ходов);
е) давления в гидравлических механизмах;
ж) спецификации принадлежностей станка;
з) наладок станка (для специальных станков).
9. Приступая к проверке скоростей главного движения (чисел оборотов, чисел ходов, скоростей перемещений столов, кареток, суппортов и пр.), необходимо убедиться, прежде всего, в том, что станок находится в исправном состоянии. В частности, следует установить, что натяжение ремней и приводных цепей нормально, подшипники шпинделя и других ответственных валов и клинья направляющих отрегулированы правильно, все трущиеся во время работы поверхности хорошо смазаны и т. п. Проверку скоростей главного движения надо начинать с наименьшей скорости, последовательно переходя к скоростям на дальнейших ступенях вплоть до наибольшей.
Проверка производится на каждой ступени не менее двух раз.
10. Проверка величин подач производится следующим образом. Если подачи исчисляются в мм/об шпинделя, проверка осуществляется путем измерения перемещения суппорта, стола или шпинделя за определенное число оборотов последнего. Частное от деления измеренного перемещения (в мм) на данное число оборотов шпинделя является искомой величиной подачи в мм/об. Величины перемещения измеряются индикатором и мерами длины, штанген-рейсмасом или штанген-глубиномером (в зависимости от того, какие инструменты наиболее подходят в том или ином случае). До начала измерений суппорту, столу или шпинделю необходимо пройти некоторый путь самоходом, чтобы исключить влияние мертвого хода. Число оборотов шпинделя измеряют подсчетом на глаз при медленном ходе станка или провертывании шпинделя от руки. Для более точного подсчета числа оборотов на шпиндель и на неподвижную часть станка наносят гонкую риску или, сделав на шпинделе тонкую риску с помощью штанг штанген-рейсмаса, дают шпинделю точно определенное число оборотов.В случае исчисления подач в мм/мин проверка производится измерением перемещения стола, суппорта, головки и т. д. за определенный промежуток времени, фиксируемый по секундомеру; путь перемещения измеряется точной масштабной линейкой. Частное от деления измеренного перемещения в миллиметрах на время, зафиксированное секундомером в минутах, дает искомую величину подачи в мм/мин. Подачи в мм на один двойной ход проверяют аналогично подачам в мм на один оборот шпинделя.
3.2 Испытание в работе под нагрузкой
1. Испытание станка в работе под нагрузкой должно выявить качество его работы в нормальных условиях, а также правильность функционирования и согласованность действия всех его элементов.Указанные испытания производятся обработкой образцов на средних ступенях скорости, в соответствии с производственной характеристикой станка, при нагрузке его до номинальной мощности привода путем подбора величины сечения стружки. В этих условиях станок должен показать нормальную мощность (по паспорту или каталогу) и работоспособность при полной нагрузке в течение не менее 30 минут.В процессе испытания допускается кратковременная перегрузка приводного электродвигателя на 25% сверх номинальной мощности.
2. Испытание в работе универсальных станков производится, в зависимости от их назначения, на обдирочном или чистовом режиме. Если станок предназначен для обдирочных и для чистовых работ,он должен испытываться на обоих режимах.
3. При испытании станка в работе под нагрузкой все механизмы его должны работать исправно. При этом не допускаются вибрации станка, неравномерность (скачкообразность) движений, резкие шумы, перегрев подшипников, заедание шпинделя и валов в опорах, заедание ползуна, кулисных камней и тому подобные явления, а тем более какие бы то ни было повреждения деталей станка. Устройства, предназначенные для защиты станка от перегрузок, должны работать исправно и надежно. Передача движения от главного привода должна быть плавной, без шума, толчков и сотрясений, вызывающих вибрацию. При испытании станка под нагрузкой проверяют работу муфт включения, а также надежность и безотказность действия тормозов. Главная фрикционная муфта станка должна включаться легко и плавно как при нагрузке, отвечающей номинальной мощности привода, так и при перегрузке станка до 25%, эта муфта не должна самовыключаться или буксовать. Кроме того, проверяют безотказность работы всех переключений, блокировок, механизмов автоматических перемещений и перестановок. Суппорты, салазки, столы и тому подобные узлы должны перемещаться при нагрузке станка достаточно легко, без заедания и перекосов. Неравномерность хода, заедание или провертывание органов ручного управления не допускаются. Движение их должно осуществляться одним и тем же усилием в течение всего времени перемещения или вращения соответствующего узла станка. Положения рукояток управления должны фиксироваться настолько надежно, чтобы не происходило самопроизвольного переключения или перемещения их во время работы станка под нагрузкой. Электроаппаратура, системы смазки и охлаждения должны функционировать в течение всего времени испытания без перебоев. Не допускается никаких перебоев в работе электроаппаратуры —рубильников, выключателей, реостатов, автоматов и пр.: отказ в действии (даже случайный), недостаточно быстрое включение или выключение, чрезмерный нагрев пускового реостата, гудение реле и т. п.
4. Скорости главного движения станка (числа оборотов шпинделя, скорости перемещения стола, суппорта, каретки, головки, числа двойных ходов ползуна и долбяка в минуту) при номинальной нагрузке станка, оговоренной паспортом или заказом, для каждой ступени не должны отклоняться более чем на 5% от скоростей главного движения при работе станка на холостом ходу.
3.3 Испытание станков на производительность
1. Специализированные операционные станки, агрегатные станки, автоматы, полуавтоматы и другие станки, заказанные с наладкой (а также универсальные станки, относительно которых в заказе оговорены испытания путем обработки определенного изделия или образца), испытывают обработкой на станке соответствующего изделия; при этом проверяют, отвечает ли фактически полученная производительность предусмотренной в заказе. Производительность станка определяется количеством изделий, обработанных в единицу времени таким образом, что качество их (точность размеров и формы, степень чистоты поверхностей) отвечает требованиям заказа и приложенных к нему чертежей и образцов изделий.
2. Если в процессе испытания специализированного станка на производительность нагрузка его резанием при обработке изделий не достигает номинальной величины, необходимо испытать станок под полной нагрузкой путем обработки образцов.
3.4 Испытание станков на частоту обработки
Под чистотой (или шероховатостью) поверхности понимается ровность или гладкость ее, характеризующаяся величиной имеющихся на ней неровностей — гребешков и впадин, образующих рельеф поверхности. Практическое применение получили следующие критерии оценки чистоты (микрогеометрии) поверхности:
а) среднее арифметическое отклонение профиля Ra, т. е. по определению ГОСТ 2789—59 среднее значение расстояний точек измеренного профиля поверхности до его средней линии, т. е. до линии, делящей измеренный профиль таким образом, что в пределах базовой длины-сумма квадратов расстояний точек профиля до этой линии минимальна;
б) высота Rt неровностей поверхности, т. е. среднее расстояние между находящимися в пределах базовой длины 5-ью высшими точками выступов и 5-ью низшими точками впадин, измеренное от линии, параллельной средней линии профиля. ГОСТ 2789—59 «Шероховатость поверхности» основан на оценке чистоты поверхности по величине Ra или Rt, выраженной в микронах. Для оценки чистоты поверхности применяются щуповые приборы — профилометры и профилографы (ГОСТ 9504—60), интерферометры двойные микроскопы и другие приборы. Контроль чистоты поверхности с помощью измерительных приборов должен производиться в направлении, которое дает наибольшее-значение Ra или Rt, если в технических условиях на данное изделие не указано определенное направление измерения микронеровностей. Длина, на которой производятся измерение Ra или Rt, должна соответствовать ГОСТ 2789—59.В заводских условиях, так же как и при проверке чистоты обработки поверхностей деталей станков, наиболее простым и экономичным методом быстрой оценки чистоты поверхности (микрогеометрии) обработанных на станке образцов является сравнение их с эталонами чистоты поверхности.
4. Основные инструменты, применяемые при испытании станков
4.1 Индикаторы
Цена деления индикатора для проверки точности станков не должна быть менее 0,01 мм. При этом градуировка должна быть нанесена на достаточно большой шкале с тем, чтобы расстояния между ее штрихами были не меньше 1,2 мм у индикаторов с пределом измерений 5 и 10 мм и не менее 0,9 мм у индикаторов с пределом измерений 2 мм. Цена деления менее 0,01 мм нецелесообразна, так как может ввести в заблуждение относительно действительной точности показаний самого индикатора, которая в лучшем случае (у индикаторов с ценой деления 0,002 мм) не выше 0,002 мм. Допускаемые погрешности показаний индикатора зависят от типа индикатора и регламентированы ГОСТ 577—68.
4.2 Контрольные оправки
Контрольным инструментом, наиболее широко применяемым при изготовлении и приемке станков, служит контрольная оправка. Правильность ее формы (прямолинейность и цилиндричность) — очень важное условие получения правильных результатов поверочных испытаний станков. Поэтому наибольшее отклонение от цилиндричности не должно превышать 0,003 мм. Обстоятельством, влияющим на точность измерения, но часто упускаемым из виду инспекторским персоналом, является «естественный прогиб» оправки, т е ее прогиб от собственного веса Если этого не принять во внимание, в измерениях получится ошибка; ее можно избежать, зная характеристики оправок и внося соответствующие поправки при регистрации и обработке результатов измерений.
При испытании станков на точность чаще всего применяют два типа контрольных оправок:
а) оправки, термически обработанные (закаленные) с цилиндрической шлифованной боковой поверхностью и конусным хвостом, вставляемым в конусное отверстие шпинделя, делительного или другого вала и т. д.;
б) цилиндрические термически обработанные и шлифованные оправки, устанавливаемые в центрах.
Контрольные оправки должны иметь поверхностную твердость не ниже HRC = 52 и чистоту поверхности контрольной части не ниже 9-го класса — по ГОСТ 2789-59. Диаметр оправки должен быть таким, чтобы влиянием прогиба от ее собственного веса на результаты измерений можно было пренебречь. Для уменьшения прогиба оправок их часто изготовляют полыми. Прогиб оправки от давления на нее измерительного стержня индикатора, не превышающего 100 Г, в расчет не принимается.
4.3 Поверочные линейки
Имеются два основных типа поверочных линеек (рис. 4.3.1): линейки с профилем равного сопротивления, линейки с параллельными рабочими сторонами (эти линейки могут быть с прямоугольным сечением или с сечением в виде двутавра со сплошной или имеющей вы резы стенкой). Чугунные или стальные поверочные линейки должны быть жесткими, усилены ребрами и подвергнуты старению для снятия внутренних напряжений. Момент инерции сечения поверочных линеек должен быть таким, чтобы обеспечить им надлежащую жесткость: линейки, концы которых свободно лежат на опорах, не должны прогибаться под собственным весом более чем на 10 мк на 1 м длины линейки. Наибольшая величина естественного прогиба линейки должна быть указана на одной из ее сторон. При пользовании поверочными линейками с параллельными рабочими сторонами между точками опоры линейки должно быть расстояние 5/э ее общей длины; эти точки опоры должны быть отмечены на линейке рисками.
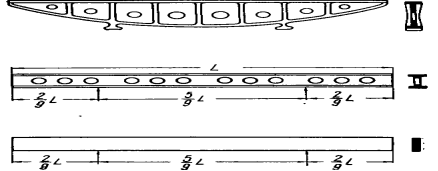
Рис.4.3.1. Поверочные линейки.
При проверке шаброванных линеек по краске число пятен в квадрате со стороной 25 мм должно быть не менее:30 — для линеек класса 0;25 — для линеек класса 1.
Расположение пятен должно быть равномерным по всей рабочей поверхности.
4.4 Поверочные угольники
Имеется несколько типов поверочных угольников:
а) угольник, представляющий собой широкую опорную плоскость и ребро, перпендикулярное этой плоскости (рис. 4.4.1); этот угольник может также иметь ребра жесткости:
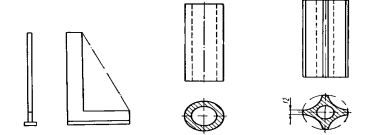
Рис.4.4.1. Угольник
б) чугунный угольник коробчатого сечения с взаимно параллельными и перпендикулярными сторонами, применяемый при проверке с помощью индикатора перпендикулярности перемещений к плоскостям столов или плит. Этот угольник более удобен для пользования и более надежен в отношении получаемой точности;
в) цилиндрический угольник с торцовыми плоскостями, строго перпендикулярными оси их цилиндрической поверхности (рис. 4.4.1); изготовление цилиндрических угольников проще обычных, кроме того, угольники со снятыми нерабочими цилиндрическими боками
позволяют получить большую длину опорной плоскости при том же весе;
г) четырехсторонний угольник с двумя призматическими рабочими сторонами ,который очень удобен при проверке перпендикулярности перемещения суппорта, стола, бабки, головки и т. п. к оси, валу, призматической направляющей и т. п., т. е. в том случае, когда этот угольник одной из V-образных сторон опирается на вал, ось, оправку, направляющую, а по другой плоской стороне проверяется перпендикулярность перемещения.
Особенностью четырехстороннего угольника является также получение при измерении им точного результата даже в том случае, если его стороны не точно перпендикулярны между собой; в этом случае необходимо произвести замеры перпендикулярности проверяемых перемещений по всем четырем сторонам угольника и взять среднее алгебраическое из четырех отклонений.
Размеры угольников, применяемых при проверке станков, обычно не выходят за пределы 500—600 мм. при больших размерах они тяжелы для пользования, поэтому предпочитают применять более практичные в этом случае оптические методы.
4.5 Щупы
Для определения величины зазора между двумя обработанными и взаимно прилегающими поверхностями деталей, а также для проверки отклонений направляющих и плоскостей столов и плит от плоскостности (при пользовании поверочной линейкой) применяются щупы (по ГОСТ 882—64).
Обычно щупы изготовляются в виде наборов от 9 до 17 пластинок различной толщины, связанных одной осью или кольцом. Отдельные пластинки набора различаются между собой по толщине от 0,01 до 0,10 мм и изготовляются толщиной от 0,02 мм до 1 мм и длиной в 100 и 200 мм.
При испытании станков рекомендуется пользоваться наборами из пластинок толщиной от 0,02 до 0,5 мм (набор №2 по ГОСТ 882—64) и длиной 100 мм. Рабочие поверхности пластинок щупов должны быть чистыми, гладкими, а концы пластинок закругленными.
Твердость рабочих поверхностей щупов должна быть не ниже;
Н100
= 450 — для щупов толщиной до 0,1 мм;
Н100
= 520— » » » св. 0,1 до 0,3 мм;
HV = 5 2 0 - » » » св. 0,3 до 0,5 мм;
HV = 3 9 5 - » » » св. 0,5 мм.
Рабочие поверхности щупов должны быть светлыми; шероховатость их должна быть не грубее 9-го класса чистоты (по ГОСТ 2789—59).
4.6 Поверочные уровни
При проверке точности станков применяются уровни с ценой деления основной ампулы от 0,02 до 0,05 мм на 1000 мм (уровни группы I по ГОСТ).
Существуют два основных типа уровней: брусковый и рамный, с помощью которых производится проверка плоскостей в отношении их горизонтальности, а также относительного расположения плоскостей (взаимная параллельность или перпендикулярность) или осей по отношению к плоскостям. Уровни с ценой деления основной ампулы меньшей, чем 0,02 мм на 1000 мм, имеют тот недостаток, что пузырек ампулы уровня во время измерения не остается неподвижным, если испытание ведется в цехе, где вблизи проверяемого станка работают другие машины; уровни со степенью чувствительности меньшей, чем 0,05 мм на 1000 мм (т. е. с ценой деления большей, чем 0,05 мм на 1000 мм), не обеспечивают необходимой точности отсчета показаний, так как при проверке станка приходится оценивать доли делений шкалы уровня на глаз. Поэтому при испытании станков наиболее широко применяются уровни с ценой деления 0,04 мм на 1000 мм Расстояние между смежными делениями ампулы не должно быть меньше 2 мм.
Длина уровня должна быть не менее 200 мм, а лучше от 250 до 350 мм. Для уровней по ГОСТ 9392—60 установлены длины 200 мм, 250 мм и 500 мм (последняя — только для брусковых уровней). Проверка уровня заключается в следующем:
а) проверка плоскостности измерительной поверхности (или измерительных поверхностей) основания уровня;
б) проверка правильности расположения измерительных поверхностей уровня в отношении ампулы;
в) проверка точности делений шкалы уровня (чувствительности уровня).
5.Нормы точности и методы испытаний колесотокарного станка
Точность установки станка перед испытанием:

Проверка 1.
Наименование проверки. Прямолинейность направляющих станины в вертикальной плоскости.
Метод проверки. На направляющих станины устанавливают специальный мостик, имеющий две опоры на проверяемой направляющей и одну опору на второй направляющей. На мостик параллельно проверяемой направляющей кладут уровень. Мостик с уровнем перемещают вдоль направляющих по всей их длине. Погрешность определяется половиной алгебраической разности крайних показаний уровня.
Допускаемое отклонение: 0,03/1000 только в сторону выпуклости.
Проверка 2.
Наименование проверки. Прямолинейность призматической направляющей станины в горизонтальной плоскости.
Метод проверки. Через блоки, установленные на противоположных концах станины, вдоль призматической направляющей натягивают проволоку. На направляющих станины устанавливают специальный мостик с выемкой под призматическую направляющую. На мостике закрепляют микроскоп с окулярной штриховой пластинкой так, чтобы ось его была вертикальной. Положение блоков регулируют таким образом, чтобы пересечение нитей окулярной пластинки совместилось с боковой образующей проволоки у обоих концов проверяемой направляющей. После этого мостик с микроскопом перемещают вдоль направляющих по всей их длине.
Допускаемое отклонение: 0,04 мм на длине 1000 мм.
Проверка 3.
Наименование проверки. Параллельность направляющих станины (отсутствие извернутости направляющих).
Метод проверки. На проверяемых направляющих станины устанавливают специальный мостик. На мостик перпендикулярно направляющим ставят уровень. Мостик с уровнем перемещают вдоль направляющих по всей их длине. Допускаемое отклонение: 0,05/1000 на всей длине.
Проверка 4.
Наименование проверки. Радиальное биение центрирующей шейки шпинделя (передней и задней бабок).
Метод проверки. Индикатор устанавливают так, чтобы его измерительный стержень касался поверхности шейки шпинделя. Шпиндель приводят во вращение. Допускаемое отклонение: 0,02 мм.
Проверка 5.
Наименование проверки. Радиальное биение оси конического отверстия шпинделя (передней и задней бабок).
Метод проверки. В отверстие шпинделя плотно вставляют цилиндрическую оправку. Индикатор устанавливают так, чтобы его измерительный стержень касался поверхности оправки. Шпиндель приводят во вращение. Допускаемые отклонения: 0,02 мм — у конца шпинделя; 0 05 мм — на длине 300 мм.
Проверка 6.
Наименование проверки. Осевое биение шпинделя (передней и задней бабок).
Метод проверки. В отверстие шпинделя плотно вставляют короткую оправку, торцовая поверхность которой перпендикулярна к ее оси. Индикатор устанавливают так, чтобы его измерительный стержень касался торца оправки у его центра. Шпиндель приводят во вращение. Допускаемое отклонение: 0,025 мм.
Проверка 7.
Наименование проверки. Параллельность оси шпинделя (передней и задней бабок) направляющим станины в вертикальной и горизонтальной плоскостях.
Метод проверки. В отверстие шпинделя плотно вставляют цилиндрическую оправку. На направляющих станины устанавливают специальный мостик. Индикатор закрепляют на мостике так, чтобы его измерительный стержень касался поверхности оправки:
а) по ее верхней образующей;
б) по ее боковой образующей.
Мостик с индикатором перемещается по направляющим станины. При проверке измерение отклонения производят по двум диаметрально противоположным образующим (при повороте шпинделя на 180°).Погрешность определяется средней арифметической результатов обоих измерений в данной плоскости.
Допускаемые отклонения:
а) 0,05 мм на длине 300 мм, свободный конец оправки может отклоняться только вверх;
б) 0,05 мм на длине 300 мм, свободный конец оправки может отклоняться только в сторону резца.
Проверка 8.
Наименование проверки. Биение конической поверхности центра (передней и задней бабок).
Метод проверки. Индикатор устанавливают так, чтобы его измерительный стержень касался конической поверхности центра. Шпиндель приводят во вращение.
Допускаемые отклонения: 0,04 мм — при вдвинутых шпинделях;0,07 мм — при шпинделях, выдвинутых на длину 300 мм.
Проверка 9.
Наименование проверки. Сносность шпинделей передней и задней бабок в горизонтальной и вертикальной плоскостях.
Метод проверки. В конусных отверстиях обоих шпинделей плотно устанавливают цилиндрические оправки одинакового диаметра, длиной 500 мм. Индикатор устанавливают на специальном мостике на направляющих станины так, чтобы его измерительный стержень последовательно касался обеих оправок:
а) по их верхним образующим;
б) по их боковым образующим.
При этом погрешность определяется алгебраической разностью наибольших показаний индикатора в измерениях по обеим оправкам. Допускаемые отклонения: а) и б) 0,05 мм на длине 1000 мм.
Проверка 10.
Наименование проверки. Перпендикулярность поперечного перемещения суппортов к направляющим станины.
Метод проверки. На направляющих станины устанавливают контрольную плиту. На плите перпендикулярно направляющим станины устанавливают контрольную линейку. Индикатор укрепляют на верхней части суппорта так, чтобы его измерительный стержень касался поверочной грани линейки. Суппорту сообщается поперечное перемещение. Допускаемое отклонение: 0,025 мм на длине 150 мм.
Проверка 11.
Наименование проверки. Испытание станка на точность в работе.
Метод проверки. На станке устанавливают и полностью обрабатывают колесную пару.
Допускаемые отклонения. В соответствии с техническими условиями
на колесные пары.
Литература.
1.Полторацкий И.Г. Приемка металлорежущих станков.М., Внешторгиздат, 1969г.,стр.148-186;стр.571-575.
2. Большая советская энциклопедия.
|