| ЛЬВІВСЬКИЙ АГРО-ІНЖІНІРІНГОВИЙ, НАУКОВО-ТЕХНІЧНИЙ
ЦЕНТР АГРОІНТЕХ
К.т.н. Сиротенко Володимир Васильович
КОНСПЕКТ ЛЕКЦІЙ З ПРЕДМЕТУ
Основи стандартизації та сертифікації
Зміст і завдання сертифікації продукції, систем якості, послуг
Стандартизація
— це діяльність, направлена на розробку і встановлення вимог, норм, правив, характеристик як обов'язкових для виконання, так і таких, що рекомендуються, що забезпечує право споживача на придбання товарів належної якості за прийнятну ціну, а також право на безпеку і комфортність праці. Мета стандартизації
— досягнення оптимального ступеня впорядкування в тій або іншій області за допомогою широкого і багатократного використання встановлених положень, вимог, норм для вирішення реально існуючих, планованих або потенційних завдань. Основними результатами діяльності по стандартизації повинні бути підвищення ступеня відповідності продукту (послуги), процесів їх функціональному призначенню, усунення технічних бар'єрів в міжнародному товарообміні, сприяння науково-технічному прогресу і співпраці в різних областях.
Мет
и
стандартизації
можна підрозділити на загальних і вужчих, таких, що стосуються забезпечення відповідності. Загальні цілі витікають перш за все із змісту поняття. Конкретизація загальних цілей для російської стандартизації пов'язана з виконанням тих вимог стандартів, які є обов'язковими. До них відносяться розробка норм, вимог, правив, що забезпечують: безпека продукції, робіт, послуг для життя і здоров'я людей, навколишнього середовища і майна; сумісність і взаємозамінюваність виробів; якість продукції, робіт і послуг відповідно до рівня розвитку науково-технічного прогресу; єдність вимірювань; економія всіх видів ресурсів; безпека господарських об'єктів, пов'язана з можливістю виникнення різних катастроф (природного і техногенного характеру) і надзвичайних ситуацій; обороноздатність і мобілізаційна готовність країни. Це визначено Законом РФ "Про стандартизацію", прийнятим в 1993 р.
Конкретні цілі
стандартизації відносяться до певної області діяльності, галузі виробництва товарів і послуг, того або іншого виду продукції, підприємству і тому подібне
Стандартизація пов'язана з такими поняттями, як об'єкт стандартизації і область стандартизації.
Об'єктом (предметом) стандартизації
зазвичай називають продукцію, процес або послугу, для яких розробляють ті або інші вимоги, характеристики, параметри, правила і тому подібне Стандартизація може стосуватися або об'єкту в цілому, або його окремих складових (характеристик). Областю стандартизації називають сукупність взаємозв'язаних об'єктів стандартизації. Наприклад, машинобудування є областю стандартизації, а об'єктами стандартизації в машинобудуванні можуть бути технологічні процеси, типи двигунів, безпека і екологічність машин і так далі
Стандартизація здійснюється на різних рівнях. Рівень стандартизації
розрізняється залежно від того, учасники якого географічного, економічного, політичного регіону миру приймають стандарт. Так, якщо участь в стандартизації відкрито для відповідних органів будь-якої країни, то це міжнародна стандартизація.
Регіональна стандартизація — діяльність, відкрита тільки для відповідних органів держав одного географічного, політичного або економічного регіону миру. Регіональна і міжнародна стандартизація здійснюється фахівцями країн, представлених у відповідних регіональних і міжнародних організаціях, завдання яких будуть розглянуті нижче.
Національна стандартизація — стандартизація в одній конкретній державі. При цьому національна стандартизація також може здійснюватися на різних рівнях: на державному, галузевому рівні, в тому або іншому секторі економіки (наприклад, на рівні міністерств), на рівні асоціацій, виробничих фірм, підприємств (фабрик, заводів) і установ.
Стандартизацію, яка проводиться в адміністративно-територіальній одиниці (провінції, краю і тому подібне), прийнято називати адміністративно-територіальною стандартизацією.
Результати стандартизації знаходять відображення у спеціальній нормативно-технічній документації. Основними її видами є стандарти і технічні умови – документи, що містять обов’язкові для продуцентів норми якості виробу і засоби їх досягнення (набір показників якості, рівень кожного з них, методи і засоби вимірювання, випробувань, маркування, упаковки, транспортування і зберігання продукції). Застосовувана на підприємствах нормативно-технічна документація охоплює певні категорії стандартів, які відрізняються ступенем жорстокості вимог до виробів і сукупністю об’єктів стандартизації (рис.1).
Найбільш жорсткі вимоги щодо якості містяться у міжнародних стандартах, які розроблюються Міжнародною організацією стандартизації – ІСО і використовуються для сертифікації виробів, що експортуються у інші країни і реалізуються на світовому ринку. Нині існують міжнародні стандарти ІСО серії 9000.
Державні стандарти України установлюються на: 1) вироби загально машинобудівного застосування (підшипники, інструменти, деталі кріплення тощо); 2) продукцію міжгалузевого призначення; 3) продукцію для населення і народного господарства; 4) організаційно-методчні та загальнотехнічні об’єкти (науково-технічна термінологія, класифікація та кодування техніко-економічної та соціальної інформації, організація робіт по стандартизації і метрології, довідкові дані щодо властивостей матеріалів і речовин); 5) елементи народногосподарських об’єктів державного значення (транспорт, зв’язок, енергосистема, оборона, оточуюче природне середовище, банківсько-фінансова система тощо); 6) методи випробувань. Вони містять обов’язкові вимоги, котрі забезпечують безпеку продукції для життя, здоров’я та майна громадян, її сумісність і взаємозамінність, охорону.
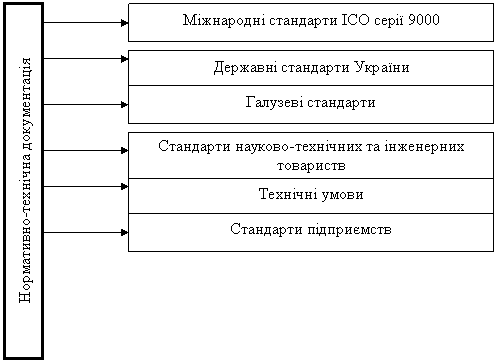
Рис.1 Сукупність нормативно-технічної документації для проектування і виготовлення продукції.
Галузеві стандарти розробляють на ту продукцію, на яку відсутні державні стандарти України, або у випадку необхідності установлення вимог, що доповнюють чи перевищують останні в державних стандартах, а стандарти науково-технічних та інженерних товариств – на випадок потреби розповсюдження результатів фундаментальних і прикладних досліджень, одержаних в окремих галузях знань чи сферах професійних інтересів. Остання категорія нормативних документів може використовуватись на засадах добровільної згоди відповідних суб’єктів діяльності. Технічні вимоги містять вимоги, що регулюють відносини між постачальником (розробником, виготовлювачем) і споживачем (замовником) продукції. Вони регламентують норми і вимоги щодо якості тих видів продукції, для яких державні або галузеві стандарти не розробляються та які виготовляються на замовлення окремих підприємств, а також нових видів виробів на період їх освоєння виробництвом.
Стандарти підприємств виокремлюють у самостійну категорію умовно (без правової основи). Вони розробляються підприємствами за власною ініціативою з метою конкретизації вимог до продукції і самого виробництва, що містяться звичайно у інших видах нормативно-технічної документації. Об’єктами стандартизації на підприємствах можуть бути окремі деталі, вузли, складальні одиниці, оснащення і інструмент власного виготовлення, певні норми у галузі проектування і продукування виробів, організації та управління виробництвом тощо. Такі стандарти використовуються для створення внутрішньої системи управління якістю праці і продукції.
Стандарти і технічні умови – це документи динамічного характеру. Вони повинні періодично переглядатись і уточнюватись з урахуванням інноваційних процесів і нових вимог споживачів до вироблювальної або проектованої продукції. Сучасні напрямки удосконалення стандартизації зводяться до розробки державних і міжнародних стандартів не на кожний конкретний виріб, а групи однорідної продукції, а також включення до них обмеженої кількості показників, що характеризують найбільш суттєві якісні характеристики. Це дасть можливість істотно зменшити кількість одночасно функціонуючих стандартів, спростити їх зміст і здешевити весь процес стандартизації.
Сертифікація продукції
В умовах розвитку зовнішньоекономічної діяльності підприємств найважливішим елементом виробничого менеджменту взагалі і системи управління якістю зокрема є сертифікація продукції. Кожний вид товарів, який те чи інше підприємство хоче вигідно продати на світовому ринку, повинен мати сертифікат – документ, що засвідчує високий рівень його якості, відповідність вимогам міжнародних стандартів ІСО серії 9000. Набутий нашими підприємствами досвід зовнішньої комерційної діяльності показує, що так звана без сертифікатна продукція оцінюється на світовому ринку у 3-4 рази дешевше, тобто фактично реалізується за безцінь.
В Україні прийнято розрізняти обов’язкову і добровільну сертифікацію. Обов’язкова сертифікація здійснюється виключно в межах державної системи управління господарюючими суб’єктами, охоплює у всіх випадках перевірку і випробування продукції з метою визначення її характеристик (показників) та подальший державний технічний нагляд за сертифікованими виробами. Добровільна сертифікація може проводитись на відповідність продукції вимогам, котрі не є обов’язковими, за ініціативою самих суб’єктів господарювання (тих або інших видів суспільної діяльності) на договірних засадах.
Господарюючі суб’єкти (виготовлювачі, постачальники, виконавці та продавці продукції, що підлягає обов’язковій сертифікації) повинні:
у встановлених терміні і порядку проводити сертифікацію відповідних об’єктів;
забезпечувати виготовлення продукції відповідно до вимог того нормативного документа, на узгодженість до якого вона сертифікована;
припиняти реалізацію сертифікованої продукції, якщо виявлена її невідповідність вимогам певного нормативного документу або закінчився термін дії сертифікату.
Організаційною основою сертифікації продукованих підприємствами виробів слугує створювана мережа державних випробувальних центрів (ДВЦ) по найважливіших видах продукції виробничо-технічного і культурно - побутового призначення.
Упродовж останніх років почали формуватися міжнародні системи сертифікації. Координацією заходів по створенню таких систем займається спеціальний комітет по сертифікації – СЕРТИКО, що діє у складі ІСО. Цим комітетом розроблені:
правила і порядок здійснення сертифікації продукції;
критерії акредитації випробувальних центрів (лабораторій);
умови вступу до міжнародної системи сертифікації (наявність нормативно-технічної документації, що містить вимоги до сертифікованої продукції; високий рівень метрологічного забезпечення виробництва; функціонування спеціальної системи нагляду за діяльністю випробувальних центрів і якістю продукції).
У ряді країн уже функціонують акредитовані у СЕРТИКО ІСО і визнані світовим співтовариством випробувальні центри, що видають сертифікати на певні види продукції. Зокрема у США діє центр по випробуванню тракторів і сільськогосподарських машин, у Франції – автомобілів, Чехії і Словаччині – електроустаткування та медичної техніки.
На початку 1993 року Україна стала членом ІСО та Міжнародної електротехнічної комісії – ІЕС. Це дає їй право нарівні з 90 іншими країнами світу брати участь у діяльності більш ніж 1000 міжнародних робочих органів технічних комітетів по стандартизації і сертифікації та використовувати понад 12000 міжнародних стандартів.
Для набуття максимально можливого зиску та іміджу надійного партнера на зовнішньому ринку підприємствам бажано створювати і сертифікувати також власні системи якості. Згідно з міжнародним стандартом ІСО 8402 “Якість. Словник” система якості являє собою сукупність організаційної структури, відповідальності, процедур, процесів і ресурсів, що забезпечує здійснення загального керування якістю. Відповідний рівень такої системи підтримується сертифікатом, який видається підприємству на певний строк – один рік, два роки тощо. Правом видачі сертифікату на систему якості може володіти національний орган по сертифікації; у необхідних випадках йому надається можливість делегувати таку функцію акредитованій для цієї мети організації. Для оцінки системи якості та отримання сертифікату на неї дозволяється залучати будь-яку закордонну фірму, що займається сертифікацією. Вагомість сертифікату і рівень довіри до нього залежить від іміджу організації, яка видає такий документ.
На підприємствах України аналогічні системи якості ще треба створювати. Вони повинні обов’язково передбачати комплексне управління якістю, що вимагає лише колективної діяльності і спільних зусиль. З огляду на це можна окреслити головні принципи (моменти) формування системи якості:
підготовка усіх категорій кадрів найвищого професійного рівня (необхідну якість забезпечують люди, а не машини);
безпосередня зацікавленість першого керівника та усього ешелону керівництва підприємства у повсякчасному розв’язанні проблем якості продукції; підпорядкування поставленій меті організаційної якості продукції; підпорядкування поставленій меті організаційної структури системи (зокрема здійснюване нерідко на практиці сполучення посад заступника директора підприємства з питань якості та начальника відділу технічного контролю вкрай недоцільне, оскільки технічний контроль – це далеко не саме головне у системі);
управління якістю продукції за участю усіх без винятку працівників підприємства (від директора до робітника); поточний розподіл відповідальності між підрозділами і їх керівниками; залучення робітників до повсякденної роботи у цьому напрямку через гуртки якості (за досвідом Японії, США) тощо.
При цьому дуже важливою і вкрай необхідною треба визнати активну політику підтримки підприємств у справі розробки, запровадження і сертифікації систем якості продукції.
Стандарти та їх застосування
Порядок розроблення і прийняття, перевірки, внесення змін та перегляду стандартів
Залежно від рівня суб'єкта стандартизації, який приймає чи схвалює стандарти, розрізняють:
національні стандарти, кодекси усталеної практики та класифікатори, прийняті чи схвалені центральним органом виконавчої влади у сфері стандартизації, видані ним каталоги та реєстри загальнодержавного застосування;
стандарти, кодекси усталеної практики та технічні умови, прийняті чи схвалені іншими суб’єктами, що займаються стандартизацією.
Стандарти повинні відповідати потребам ринку, сприяти розвитку вільної торгівлі, підвищенню конкурентоспроможності вітчизняної продукції та бути викладені так, щоб їх неможливо було використовувати з метою введення в оману споживачів продукції, якої стосується стандарт, чи надавати перевагу виробнику продукції або продукції залежно від місця її виготовлення.
Об'єкт стандартизації може бути об'єктом інтелектуальної чи промислової власності, якщо розробник стандарту в установленому законодавством порядку отримав дозвіл у власника прав на цей об'єкт.
Центральний орган виконавчої влади у сфері стандартизації з урахуванням суспільної потреби у стандартах, державних пріоритетів, пропозицій технічних комітетів стандартизації та інших суб'єктів стандартизації щороку формує програму робіт із стандартизації (далі - програма), яка включає перелік національних стандартів, прийнятих до розроблення. Програма публікується один раз на шість місяців в офіційному виданні центрального органу виконавчої влади у сфері стандартизації та розміщується в інформаційних мережах.
Національні стандарти розробляються технічними комітетами стандартизації, а в разі їх відсутності - іншими суб'єктами стандартизації, що мають для цього відповідний науково-технічний потенціал.
Правила та порядок розроблення, схвалення, прийняття, перегляду, зміни та припинення дії національних стандартів, які встановлюються центральним органом виконавчої влади у сфері стандартизації, повинні передбачати:
критерії врахування чи відхилення пропозицій щодо розроблення національних стандартів;
критерії визначення розробників національних стандартів;
визначення пріоритетів щодо застосування міжнародних (регіональних) стандартів;
механізм апеляції;
інформування зацікавлених сторін про стан робіт у сфері національної стандартизації. Строк розгляду проекту національного стандарту та подання відгуків не може ознайомлення за рівних умов з проектами національних стандартів усіх зацікавлених сторін.
Під час схвалення або прийняття національного стандарту центральний орган виконавчої влади у сфері стандартизації визначає дату надання стандарту чинності з урахуванням часу на виконання підготовчих заходів щодо його впровадження.
Перелік національних стандартів, схвалення та прийнятих протягом місяця, публікується наступного місяця в офіційному виданні центрального органу виконавчої влади у сфері стандартизації.
Міжнародні (регіональні) стандарти запроваджуються як національні стандарти за умови їх прийняття центральним органом виконавчої влади у сфері стандартизації.
Прийняття міжнародного (регіонального) стандарту як національного - це опублікування національного стандарту, що ґрунтується на відповідному міжнародному (регіональному) стандарті, чи підтвердження того, що міжнародний (регіональний) стандарт має той самий статус, що і національний стандарт, із зазначенням будь-яких відхилень від міжнародного (регіонального) стандарту.
Перевірку чинних національних стандартів на відповідність законодавству, інтересам держави, потребам споживачів, рівню розвитку науки і техніки, вимогам міжнародних (регіональних) стандартів здійснюють відповідні технічні комітети або інші суб'єкти стандартизації відповідно до цього Закону. Стандарти на продукцію перевіряються не рідше одного разу на п'ять років. За результатами перевірки відповідні технічні комітети або інші суб'єкти стандартизації подають пропозиції про перегляд, зміни чи скасування стандартів до центрального органу виконавчої влади у сфері стандартизації.
Перегляд, внаслідок якого розробляється новий національний стандарт або вносяться зміни до чинного стандарту, здійснюється у порядку, встановленому для розроблення стандартів.
Припинення дії національного стандарту здійснює центральний орган виконавчої влади у сфері стандартизації у разі припинення випуску продукції,
регламентованої цим стандартом, а також у разі розроблення, схвалення або прийняв
замість нього іншого стандарту за поданням відповідного технічного комітєту стандартизації або іншого суб'єкта стандартизації відповідно до цього Закону.
Інформація про зміни, текст змін національних стандартів публікується в
офіційному виданні центрального органу виконавчої влади у сфері стандартизації пізніше ніж за 90 днів до терміну надання їм чинності.
Порядок застосування стандартів
Стандарти застосовуються на добровільних засадах, якщо інше не встановлене законодавством.
Стандарти застосовуються безпосередньо чи посиланням на них в інших документах.
Застосування стандартів чи їх окремих положень стає обов'язковим:
для всіх суб'єктів господарювання, якщо це передбачено в технічних регламентах чи інших нормативно-правових актах;
для учасників угоди (контракту) щодо розроблення, виготовлення чи постачанні продукції, якщо в ній (ньому) є посилання на певні стандарти;
для виробника чи постачальника продукції, якщо він склав декларацію п| відповідність продукції певним стандартам чи застосував позначення цих стандартів у маркуванні;
для виробника чи постачальника, якщо його продукція сертифікована що, і дотримання вимог стандартів.
Міжнародні (регіональні) стандарти та стандарти інших країн, якщо їх вимоги і суперечать законодавству України, можна застосовувати в Україні в установленої порядку шляхом посилання на них у національних та інших стандартах.
Стандарти, застосовані під час виготовлення продукції, повинні зберігатися виробника протягом 10 років після випуску останнього виробу цього виду продукції.
Застосування стандартів у технічних регламентах та інших нормативно-правових актах
Технічні регламенти та інші нормативно-правові акти встановлюють обов'язкові вимоги щодо:
- захисту життя, здоров'я та майна людини;
- захисту тварин, рослин;
- охорони довкілля;
- безпеки продукції, процесів чи послуг;
- запобігання введенню в оману стосовно призначення та безпеки продукції;
- усунення загрози для національної безпеки.
У разі посилання на стандарти в
технічних регламентах, інших нормативно-правових актах зазначається, чи є дотримання певних стандартів єдиним або тільки одним із шляхів виконання вимог цих документів. Виробник чи постачальник має довести, що продукція, вироблена без застосування цих стандартів, відповідає вимогам відповідних технічних регламентів або інших нормативно-правових актів.
У разі виникнення об'єктивних перешкод для застосування певних обов'язкових вимог національного стандарту виробник чи постачальник продукції зобов'язаний повідомити про це центральний орган виконавчої влади у сфері стандартизації. Одночасно виробник може звернутися до центрального органу виконавчої влади у сфері стандартизації з пропозиціями щодо скасування, позачергового перегляду та внесення відповідних змін до цього стандарту, або з обґрунтованим клопотанням про надання дозволу на тимчасовий випуск продукції з відхиленнями від зазначених обов'язкових вимог. Центральний орган виконавчої влади у сфері стандартизації вивчає обґрунтованість звернення виробника, проводить у разі потреби необхідні експертизи і за наявності підстав після погодження із відповідним центральним органом виконавчої влади, що здійснює контроль за дотриманням відповідних вимог національного стандарту, може надати такий дозвіл і встановити обмеження терміну його дії.
У разі виготовлення продукції на експорт, якщо угодою (контрактом) визначено інші вимоги, ніж ті, що встановлені технічними регламентами або іншими нормативно-правовими актами України, дозволяється застосовувати норми угоди (контракту), якщо вони не суперечать законодавству України в частині вимог до виготовлення продукції, її зберігання та транспортування на території України.
Державний нагляд за дотриманням вимог технічних регламентів або інших нормативно-правових актів здійснюється в порядку, встановленому законодавством.
Особи, винні в порушенні законодавства у сфері стандартизації, несуть відповідальність згідно з законами України.
Знак відповідності національним стандартам
Центральний орган виконавчої влади у сфері стандартизації має право встановлювати знак відповідності продукції національним стандартом.
Національний знак відповідності продукції національним стандартам - знак, який засвідчує відповідність позначеної ним продукції всім вимогам стандартів, які поширюються на цю продукцію.
Опис та правила застосування національного знака відповідності продукції національним стандартам встановлюються центральним органом виконавчої влади у сфері стандартизації.
Відповідність продукції національним стандартам добровільно підтверджується у порядку, встановленому центральним органом виконавчої влади у сфері стандартизації.
Види стандартів
Відповідно до специфіки об'єкта стандартизації, складу та змісту вимог, встановлених до нього, згідно з ДСТУ 1.1-2001 розробляють стандарти таких видів:
1) основоположні стандарти;
2) термінологічні стандарти;
3) стандарти на методи випробування;
4) стандарти на продукцію;
5) стандарти на процеси;
6) стандарти на послугу;
7) стандарти на сумісність;
8) стандарти загальних технічних умов.
Основоположні стандарти
встановлюють організаційно-методичні та загально технічні вимоги для визначеної галузі стандартизації, а також терміни та визначення, загально технічні вимоги та правила, норми, що забезпечують впорядкованість, сумісність, взаємозв'язок та взаємо погодженість різних видів технічної та виробничої діяльності під час розроблення, виготовлення, транспортування та утилізації продукції, охорону навколишнього природного середовища.
Стандарти на терміни та визначення всіх категорій, крім державних, до їх затвердження підлягають погодженню з центральним органом виконавчої влади у сфері стандартизації.
Стандарти на продукцію, послуги
встановлюють вимоги до груп однорідної або конкретної продукції, послуги, які забезпечують її відповідність своєму призначенню.
Стандарти на процеси
встановлюють основні вимоги до послідовності та методів (засобів, режимів, норм) виконання різних робіт (операцій) у процесах, що використовуються у різних видах діяльності та які забезпечують відповідність процесу його призначенню.
Порядок впровадження продукції на виробництво (зокрема раніше впровадженої на інших підприємствах продукції і продукції, що виготовляється за ліцензіями зарубіжних Авторів здійснення авторського нагляду при впровадженні і виробництві продукції;
Вимоги до зразків-еталонів товарів, правила їх узгодження і затвердження; порядок зняття застарілої продукції з виробництва з урахуванням інтересів споживачів і заміна такої продукції сучаснішою.
Стандарти системи СРПВ позначаються перед номером стандарту цифрою і в документації. Під час виробництва можна проводити лише неповну уніфікацію, оскільки навіть незначна зміна конструкції тягне за собою зміну оснащення і технології.
У більшості країн набула поширення внутрітипова уніфікація, що проводиться на основі конструкторсько-уніфікованого ряду.
У конструкторсько-уніфікованому ряді виділяють базовий виріб (базову модель), що має максимальне конструктивне і технологічне наступництво, і модифікації - вироби (моделі), створені на основі базового. Важливо, щоби в основу конструктивно-уніфікованого ряду був покладений базовий виріб з високими якісними характеристиками і з можливостями подальшого вдосконалення. Тоді весь конструктивно-уніфікований ряд становитиме вироби високої якості. Створення конструктивно-уніфікованих рядів сприяє прискореному оновленню виробів.
Рівень уніфікації деталей і вузлів як окремого виробу, так і всього уніфікованого ряду моделей характеризується коефіцієнтами уніфікації, наступництва конструктивних елементів в конструктивно-уніфікованому ряді та повторності деталей в одному виробі.
Варто відмітити, що можливості уніфікації в промисловому виробництві використовується ще недостатньо.
При децентралізованому нормоконтролі він здійснюється в різних підрозділах підприємства.
Права і обов'язки працівників нормоконтролю визначаються відповідним положенням і наказом по підприємству. Нормоконтролер повинен бути спеціалістом високої кваліфікації, бездоганно знати своє виробництво, регулярно стежити за виданням нових стандартів всіх категорій та інших обов'язкових нормативних документів.
Вказівки нормоконтролера вважаються обов'язковими для виконання, суперечки між ним і виконавцем вирішує керівник відділу (бюро, групи) стандартизації підприємства. Його рішення може бути відмінено тільки головним інженером підприємства або директором.
Технічна документація, яка не має підпису нормоконтролера, не приймається до подальшої роботи.
Порядок впровадження стандартів і державний нагляд за їх додержанням
Порядок впровадження стандартів
Впровадження стандарту повинно бути закінчене до дати набуття ним чинності. Стандарт вважається впровадженим на підприємстві (організації), якщо встановлені ним вимоги додержуються відповідно з його сферою дії і забезпечується стабільність якості виготовлення продукції.
За погодженням з
основним споживачем (замовником), допускається дострокове впровадження стандарту в дію.
Впровадження стандарту здійснюється відповідно до плану основних організаційно-технічних заходів. Залежно від виду стандарту цей план передбачає:
- перегляд, внесення змін або відміну чинних і розробку нових нормативно-технічннх документів, що пов'язані зі змістом впроваджуваного стандарту;
- розробку нової технічної документації і внесення змін в чинну документацію;
- забезпечення підприємств необхідною сировиною, матеріалами, напівфабрикатами і комплектуючими засобами, а також устаткуванням, приладами, інструментами, необхідними для випуску нової продукї;
- зміну технологічних процесів, режимів роботи, автоматизацію і механізацію виробничих процесів, підвищення точності виготовлення продукції;
- реконструкцію, розширення, будівництво нових виробничих потужностей і організацію спеціалізованих виробництв;
- підвищення кваліфікації, підготовку кадрів і інші заходи, необхідні для впровадження стандарту.
Завершення робіт з впровадження стандарту оформляється актом, який затверджує керівник (заступник) підприємства (організації). У роботі комісії беруть участь представники підприємства, яке впроваджує стандарт, і представник основного споживача.
Державний нагляд за «впровадженням і додержанням стандартів»
Державний нагляд за «впровадженням і додержанням стандартів» проводиться згідно з Законом України "Про Стандартизацію".
Державний нагляд - це діяльність спеціально уповноважених органів державної виконавчої влади щодо контролю - за додержанням суб'єктами підприємницької діяльності (підприємцями) стандартів, норм і правил при виробництві та випуску продукції (виконанні робіт, наданні послуг) для забезпечення інтересів суспільства і споживачів, її належної якості, безпечної для життя, здоров'я, майна людей і навколишнього середовища.
Державний нагляд здійснює Держстандарт України, його територіальні органи, а також інші спеціально уповноважені органи. Державний нагляд здійснюється за планами органів державного нагляду або за зверненням громадян.
Об'єктами державного нагляду є:
- продукція виробничо-технічного призначення, товари народного споживання, продукція тваринництва та рослинництва, продукти харчування, а також продукція, що пройшла сертифікацію, - на відповідність стандартам нормам і правилам,
- продукція імпортна - на відповідність чинним в Україні стандартам, нормам і правилам стосовно безпеки життя, здоров'я й майна людей і навколишнього середовища;
- продукція експортна - на відповідність стандартам, нормам, правилам або окремим вимогам, що обумовлені договором (контрактом);
- атестовані виробництва - на відповідність установленим вимогам щодо сертифікації продукції.
- дотримання стандартів, норм і правил при розробці, виробництві, випуску, зберіганні, транспортуванні, використанні, експлуатації, реалізації та утилізації продукції, стадії реалізації товарів у сфері торгівлі, випуску і реалізації продукції на підприємствах громадського харчування та надання послуг громадянам як споживачам методом проведення періодичних перевірок або перевірок через вибірковий чи суцільний контроль;
- дотримання стабільності якості сертифікованої продукції і правил проведення її випробувань.
Державний нагляд на конкретному підприємстві починається з того, що:
- вивчаються акти і пропозиції за результатами попередньої перевірки;
- перевіряється забезпеченість підприємства необхідною технічною документацією (стандарти, креслення, карти технологічного процесу);
- ознайомлюються з методами і засобами контролю технологічного процесу і перевіряють їх відповідність чинним стандартам;
- аналізуються рекламації на продукцію, яку перевіряють;
- перевіряється наявність служби стандартизації, її дієздатність і укомплектованість.
Контроль якості продукції і її відповідність вимогам стандартів здійснюють у такій послідовності:
- відбираються контрольні проби з числа тих виробів, що були прийняті відділом технічного контролю;
- проводять випробування відібраних виробів за всіма показниками відповідно до чинних стандартів;
- в цехах перевіряється додержання режимів технологічних процесів, стан засобів вимірювання, робота відділу технічного контролю;
- перевіряється додержання стандартів на матеріали і комплектуючі напівфабрикати, одержані від суміжників.
При контролі строку впровадження стандарту перевіряється:
- наявність наказу міністерства чи відомства, а також наказу на підприємстві про впровадження стандарту;
- наявність плану організаційно-технічних заходів, необхідних для впровадження стандарту і його виконання;
- забезпеченість підприємства необхідною сировиною, устаткуванням, оснащенням, інструментом, технічною документацією для впровадження стандарту в дію;
- з яких показників стандарту при впровадженні допущені відхилення;
- якщо стандарт не впроваджується, то які є на це причини.
За результатами контролю складається акт з висновками і пропозиціями. При порушенні вимог стандартів органи Держнагляду
- дають вказівку, спрямовану на усунення виявлених недоліків;
- забороняють відвантаження недоброякісної продукції;
- в необхідних випадках висувають пропозицію про притягнення до адміністративної і судової відповідальності осіб, винних у випуску недоброякісної продукції.
Поряд з проведенням державного нагляду проводиться і відомчий нагляд за впровадженням і додержанням стандартів, норм, правил. Завдання його аналогічні до завдань державного нагляду.
Техніко-економічна ефективність стандартизації
Стандартизація є невід'ємною часткою робіт при створенні нової техніки і характеризується високою економічною ефективністю.
Економічна ефективність є наслідком економії грошових, матеріальних, людських та інших ресурсів, яка відбувається за рахунок впровадження нових або оновлених НТД і визначається тим, що стандартизація дозволяє:
- привести показники якості продукції у відповідність з досягненнями науки і техніки;
- комплексно ув'язати властивості сировини, матеріалів, напівфабрикатів і готової продукції;
- скоротити терміни, трудомісткість розробки і освоєння виробництва нових видів продукції;
- впорядкувати системи документації;
- підвищити рівень спеціалізації виробництва;
- здійснити нагляд за впровадженням і додержанням стандартів в народному господарстві.
Економічну ефективність стандартизації можна визначити в масштабі всього народного господарства, галузі виробництва або окремого підприємства. Для цього виконують спеціальні економічні розрахунки, які проводяться відповідно до чинних нормативних документів.
Економічний ефект від стандартизації складає виражену в грошових чи натуральних показниках економію живої і матеріалізованої праці в суспільному виробництві внаслідок впровадження стандарту з урахуванням необхідних затрат. Визначається він на основі тих же принципів, що і економічний ефект науково-технічного прогресу, складовою частиною якого є стандартизація.
Виконання робіт з стандартизацій забезпечує:
- скорочення циклів проектування, підготування виробництва, виготовлення і ремонту виробів - економія часу;
- зменшення затрат праці, матеріали .енергії - економія ресурсів;
- зменшення затрат на проектування, собівартості виготовлення, затрат на ремонти - економія коштів.
- Методологічна оцінка економічної ефективності стандартизації (ЕЕС) базується на таких постулатах;
- ЕЕС трактується як єдиний комплексний результат економічних, організаційних та технічних заходів;
- величина ЕЕ визначається з врахуванням масштабів впровадження заходів зі стандартизації;
- величина ЕЕ визначається упродовж всього періоду дії стандарту;
- ступінь ефективності визначається порівнянням всіх затрат на розробку і впровадження стандартів з величиною ефекту від його застосування.
При проведенні робіт зі стандартизації критерії економічної ефективності повинні бути основними, бо визначають напрямок цих робіт і рівень показників, що закладаються в стандарти. Тому визначення величини економічного ефекту повинно проводитися, починаючи з початкової стадії і супроводжувати весь процес розробки стандарту для вибору і встановлення оптимального рівня стандартизованих показників.
Вже при розробці планів і програм стандартизації за укрупненими показниками визначається величина очікуваного економічного ефекту, який уточнюється при складанні технічного завдання на розробку кожного конкретного стандарту. Під час роботи над створенням стандарту проведення техніко-економічних розрахунків має на меті вибір оптимального варіанта вирішення завдань стандартизації.
Розроблений стандарт подається на розгляд і затвердження з уточненим техніко-економічним розрахунком ефективності, який потрібен для прийняття рішення про його затвердження і впровадження в народне господарство на основі значення очікуваного економічного ефекту. Після впровадження стандарту на підставі цих даних про фактичні результати, отримані в сфері проектування, виробництва і експлуатації об'єктів стандартизації, можна розрахувати значення фактичного економічного ефекту, необхідне для аналізу змін економічних показників внаслідок проведення робіт з стандартизації.
Проте порядок, що встановлює необхідність проведення техніко-економічних розрахунків, допускає і винятки. З урахуванням різноманітності об'єктів стандартизації не завжди є можливим і доцільним визначити економічну ефективність. Це стосується:
- стандартів, в яких техніко-економічні показники залишились незмінними порівняно з базовими;
- стандартів, що встановлюють підвищені норми для органолептичних властивостей продукції;
- загально технічних і організаційно-методичних стандартів, спрямованих на встановлення порядку проведення робіт (інструкції, положення, правила і норми виробничо-технічного призначення, документація у сфері управління виробництвом, техніко-економічна інформація); стандартів на терміни, визначення, класифікацію, позначення. Для вказаних стандартів даються якісні характеристики їх доцільності і затрати на їх розробку і впровадження.
Міжнародні організації стандартизації
Організації ISO і IEC, об'єднаний технічний комітет JTCІ
Міжнародна організація ISO почала функціонувати 23 лютого 1947 р. як добровільна, неурядова організації. Вона була установлена на основі досягнутого на нараді в Лондоні в 1946 р. угоди між представниками 25-ти індустріально розвинених країн про створення організації, що володіє повноваженнями координувати на міжнародному рівні розробку різних промислових стандартів і здійснювати процедуру ухвалення їх як міжнародні стандарти. Основна мета організації ISO - сприяння міжнародному обміну товарами і послугами, а також співпраці країн в економічній, інтелектуальній, технологічній і науковій сферах.
Діяльність ISO пов'язана із стандартизацією великого спектру товарів, технологій і послуг різних областей, включаючи: текстильну промисловість, обробку інформації, телекомунікацію, виробництво і використання енергії, кораблебудування, банківські і фінансові послуги, захист навколишнього середовища, охорону здоров'я і безпеку, освіта і ін.
Спочатку повноваження ISO в міжнародній стандартизації були обмежені виключенням з її поля діяльності двох важливих галузей - телекомунікаційною, а також електротехнічної і електронної галузей, оскільки для цих напрямів вже склалася система міжнародної стандартизації в особі організацій ITU і IEC, відповідно. Проте в наслідок у цих трьох організацій розвинувся значний сумісний інтерес, пов'язаний із стандартизацією технологій інформаційної індустрії. Виключення колізій в діяльності організацій міжнародної стандартизації там, де їх інтереси пеерсікались, вирішувалося за допомогою створення сумісного комітету (наприклад, JTC1) або робочих груп.
Офіційна назва ISO це - International Organization for Standardization. "ISO" не є абревіатурою офіційної назви організації, а слово, яке служить ще одним її назвою. Це слово походить від грецького слова "isos", яке означає "рівний" (equal), тобто рівний стандарту.
Організація ISO внесла великий внесок до становлення міжнародної системи стандартизації.
До її важливих заслуг слід віднести розробку тих, що знайшли усесвітнє застосування фундаментальних системних стандартів по основах управління якістю продукції (ISO 9000) і навколишнім середовищем (ISO 14000), а також розробку стандартів на телефонні і банківські картки, фотоустаткування, вантажні контейнери, звичайно ж, мови програмування і багато що інше.
Масштаб діяльності ISO характеризується наступними даними.
Загальне число створених і супроводжуваних стандартів ISO до 2001 р., складало порядка 13000, з яких більше 2000 стандартів відносяться до області ІТ.
У ISO працює близько 3 000 технічних комітетів, підкомітетів і робочих груп, в нарадах яких щорічно бере участь більше 30000 експертів. ISO співробітничає з більш ніж 500 міжнародними організаціями.
ISO є організацією федерального типу. У її склад входять організації, які підрозділяються на три групи:
· організації-члени ISO (member bodies) - безпосередньо складові ISO і що є найбільш представницькими організаціями стандартизації в своїх країнах, які розділяють відповідальність за виконання основних організаційних і технічних завдань ISO, а також несуть основне фінансове навантаження по забезпечення діяльності ISO;
· організації-кореспонденти (correspondent members) - що не приймають активної участі в технічній і організаційній роботі ISO, але що мають доступ до інформації, що цікавить їх (зазвичай ця форма участі в роботі ISO використовується для залучення до процесу стандартизації країн, що розвиваються);
· організації-підписчики (subscriber members) - організації, з яких взимаются мінімальні внески, що дозволяють їм підтримувати офіційні контакти з системою стандартизації (зазвичай цією формою участі користуються економічно слабо розвинені країни).
До 2001 р. ISO включала в свій склад 135 організацій національних стандартів, з них 90 - першого типу (member bodies), 36 - другого (correspondent members) і 9 - третього (subscriber members).
Організаційна структура ISO [www.iso.ch] показана нарис. 2.1, на якому використовуються наступні скорочення:
CASCO - ISO Committee on conformity assessment (комітет з сертифікації)
COPOLCO - ISO Committee on consumer policy (комітет споживчої політики)
DEVCO - Committee on developing country matters (комітет у справах з країнами, що розвиваються)
INFCO - ISO Committee on information system and services (комітет з інформаційних систем і послуг)
REMCO - ISO Committee on reference materials (комітет з еталонних матеріалів)
Верховним органом ISO є Генеральна асамблея (General Assembly), яка збирається раз на три роки для вироблення політичних вирішень стратегічного рівня і обрання керівного складу організації.
Реалізація цих стратегічних рішень покладається на Раду (Council), до складу якої входять президент Генеральної асамблеї (як голова Ради), віце-президент, скарбник організації і близько двох десятків вибраних високопоставлених чиновників. Засідання Ради проводяться щорічно. На них вирішуються питання, пов'язані з технічною структурою ISO, з публікацією прийнятих стандартів, призначенням членів виконавських органів, наприклад, Радого з технічного управління (Technical Management Board), з обранням голів технічних комітетів, затвердженням планів робіт технічних комітетів і ін.
У організаційну стуктуру ISO входять: комітети, що відповідають за розробку політики організації (CASCO, COPOLCO, DEVCO, INFCO); комітет з еталонних або довідкових матеріалів (REMCO); постійні і тимчасові групи технічних консультантів (advisory groups); центральний секретаріат (Central Secretariat); технічні комітети (Technical Committees, TCs).
Вся змістовна робота по стандартизації ІТ виконується технічними комітетами. Кожен технічний комітет має унікальний ідентифікатор, який складається з префікса "ТС", за яким слідує порядковий номер комітету. Якщо комітет розпускається, то його номер не перевикористовується. При утворенні нового комітету йому привласнюється перший по порядку невживаний номер. Кожен комітет має свій секретаріат. Робота, що виконується комітетом, розподіляється по підкомітетах (subcommittees, SCs) з урахуванням їх спеціалізації. Кожен підкомітет також має свій секретаріат. Секретаріати комітетів і підкомітетів розподіляються по організаціях-членах ISO, які і спонсорують роботу відповідних секретаріатів.
Технічні комітети і підкомітети можуть розподіляти роботу по робочих групах (Work Groups, WGs). Робочі групи не мають секретаріатів. Вони очолюються керівниками (conveners), батьківськими комітетами, що призначаються. Кожна з організацій-членів ISO може побажати, щоб її представник брав участь в роботі будь-якого комітету, підкомітету або робочої групи. Існують дві форми такого представництва - у вигляді P-членів (P-members) і O-членів (O-members). Перші є повноправними учасниками (participants) роботи по стандартизації, другі виступають в ролі оглядачів (observers) роботи, функції яких обмежуються тільки отриманням інформації про виконувану роботу.
В кінці 2000 р. в ISO налічувалося 187 комітетів, 572 підкомітети, 2063 робочих груп і 45 спеціальних дослідницьких груп.
Центральний секретаріат ISO розташований в Женеві, має штат близько 200 чоловік. Він здійснює організацію поточної роботи комітетів, інформаційне забезпечення членів ISO, технічну і організаційну підтримку роботи секретаріатів комітетів і підкомітетів і ін.
Щорічні витрати на фінансування роботи ISO оцінюються в 150 мільйонів швейцарських франків. 80 відсотків цієї суми спонсорується 35-у основними членами ISO. Інші 20 відсотків збираються з внесків членів ISO, що залишилися, а також з доходів, отриманих від продажу публікацій ISO. Друга частина суми витрачається в основному на підтримку роботи центрального секретаріату.
Основними партнерами ISO є організації стандартизації IEC і ITU. Стратегічним партнером ISO, з яким вона значною мірою погоджує свою діяльність, є Усесвітня торгова організація (World Trade Organization, WTO).
Тепер розглянемо власне процес розробки міжнародних стандартів, так званий ISO-процес.
Перші 25 років свого існування основною метою діяльності ISO була гармонізація національних стандартів. У цей період ISO здійснювала публікацію рекомендацій (ISO Recommendations), які були результатом узгодження специфікацій національних організацій стандартизації. З початку 70-х років ISO почала видавати міжнародні стандарти (ISO standards), вважаючи, що це більшою мірою сприятиме розвитку міжнародній торгівлі. З початку 80-х років, коли процеси глобалізації торгівлі почали виявлятися все більш виразно, ISO активно втягується в процес розробки нових міжнародних стандартів в актуальних областях, поступово віддаляючись від початкового завдання гармонізації національних стандартів.
Спрощена модель ISO-процесу, що визначає цикл розробки міжнародних стандартів, включає наступні основні етапи еволюції документа:
· заявка на розробку стандарту (new work item proposal, NP)
· робочий документ (Working Draft, WD)
· проект пропозиції (Draft Proposal, DP)
· проект міжнародного стандарту (Draft International Standard, DIS)
· міжнародний стандарт (International Standard, IS).
Спочатку пропозиція про виконання нової роботи (new work item proposal, NP) поступає в секретаріат відповідного комітету. Це пропозиція, як правило, виходить від деякого Р-члена або організації, що офіційно співробітничає з ISO (liaison organization). Якщо комітет приймає ця пропозиція, то воно поступає в деякий підкомітет цього комітету і одна з робочих груп даного підкомітету готує відповідний WD, який потім передається в підкомітет для голосування. Якщо консенсус в підкомітеті по даному WD досягнутий, то цей документ приймає статус DP і прямує в центральний секретаріат для реєстрації як DIS. (В принципі DIS вважається достатньо стабільним документів, який може служити як основа для проектування відповідних йому реалізацій.). Центральний секретаріат перевіряє, чи відповідає даний DIS вимогам ISO і, якщо він всім вимогам відповідає, розсилає його членам ISO для вивчення, підготовки зауважень і вердикту. Коли схвалення дістало від більшості членів технічного комітету і від не менше чим трьох чвертей голосуючих членів ISO, даний DIS, званий на кінцевій стадії остаточним або Final DIS (FDIS), стає IS і публікується як міжнародний стандарт. Для оновлення стандартів в ISO був прийнятий за основу п'ятирічний цикл.
Термін розробки стандартів відповідно до описаної вище схеми міг складати до трьох-чотирьох років, що незабаром стало стримуючим чинником для галузі ІТ, що так стрімко розвивалася.
Прагнучи до пошуку ефективних для практики рішень і до конструктивної співпраці з професійними організаціями, в 90-х роках ISO почала застосовувати прискорену процедуру балотування публічно доступних специфікацій (PAS) (наприклад, відритих специфікацій або промислових стандартів, що володіють певним рівнем консенсусу), яка отримала назву "Fast tracking".
Також для підвищення ефективності процесу стандартизації в другій половині 90-х ISO провела реінжинірінг своєї діяльності, за допомогою переходу на використання в роботі комітетів, підкомітетів і робочих груп сучасних електронних технологій, що дозволило істотно скоротити час створення міжнародних стандартів до 9-12 місяців.
Проте вимоги до процесу стандартизації ІТ постійно зростали, а сам процес стандартизації продовжував прискорено розвиватися на всіх рівнях. Від ISO були потрібні нові підходи для адекватної реакції на виклик реальності.
Значним стимулом для прогресу міжнародної стандартизації з'явилися два важливі чинники, що відбулися на початку 90-х років. Перший - це вирішення європейських країн створити єдиний європейський ринок, основою чому повинна була служити всеосяжна система регіональних стандартів на продукти, технології і послуги. Провідна роль в успішному розвитку процесу європейської стандартизації належить організації CEN (європейському аналогу ISO). Тому віденська угода (Vienna Agreement) про встановлення технічної співпраці між ISO і CEN значно укріпила міжнародну систему стандартизації.
Іншим важливим чинником розвитку міжнародної стандартизації став згадуваний вище процес стандартизації консорціумів. Специфікації, що створюються консорціумами, є угоди між основними учасниками ринку для конкретного виду продуктів і часто стають стандартами де-факто, але вони не досягають рівня консенсусу, характерного для міжнародних стандартів. Слід також відзначити, що, не дивлячись на високу продуктивність процесу стандартизації консорціумів, він не замінює формальну стандартизацію. Найбільший ефект досягається тоді, коли обидва ці процеси зливаються в єдиний процес глобальної стандартизації. Тому ISO і інші організації формальної стандартизації розробляють нові форми співпраці з консорціумами, направлені на інтеграцію спільних зусиль в створенні всеосяжної системи міжнародних стандартів, що задовольняє потребам світового ринку.
Саме з цією метою ISO в 2002 р. модернізувала свої технологічні процедури ISO-процесу, надавши великі права своїм технічним комітетам в рішенні питання про можливість прискореного розгляду специфікацій, підготовлених консорціумами. Для цієї мети розширена номенклатура типів нормативних документів, що включає документи, що вимагають різних рівнів консенсусу і прозорості процесу стандартизації залежно від потреб практики у кожному конкретному випадку. А саме, склад типів нормативних документів ISO тепер включає:
· стандарти ISO (ISO Standards)
· публічно доступні специфікації ISO (ISO/PAS - Publicly Available Specifications)
· технічні специфікації ISO (ISO/TS - Technical Specifications)
· технічні звіти (ISO/TR - Technical Reports)
· промислові технічні угоди (ITA - Industry Technical Agreement).
Зокрема, типами документів, що характеризуються вимогами меншого рівня узгодженості в порівнянні з міжнародними стандартами, є документи ISO/PAS і ISO/TS, для яких по розсуду робочих груп і підкомітетів ISO можуть бути реалізовані прискорені варіанти ISO-процесу.
ISO також забезпечує можливість ухвалення документів, розроблених поза даною організацією, як, наприклад, промислові технічні угоди (Industry Technical Agreement).
Всі ці документи із спрощеним ISO-процесом повинні будуть переглядатися через три роки, внаслідок чого можливі два варіанти. Або вони переставатимуть діяти, або, у разі успішного перегляду, прийматимуть статус міжнародних стандартів ISO.
Розглянута вище модернізація ISO процесу показує бажання ISO бути гнучкою і такою, що адаптується, щоб відповідати вимогам індустрії і ринку до системи міжнародних стандартів.
Організація IEC, утворена в 1906 р., також як і ISO є добровільною неурядовою організацією. Її діяльність в основному пов'язана із стандартизацією фізичних характеристик електротехнічного і електронного устаткування. Основна увага IEC приділяє таким питанням, як, наприклад, електровимірювання, тестування, утилізація, безпека електротехнічного і електронного устаткування. Як і в ISO, членами IEC є національні організації (комітети) стандартизації технологій у відповідних галузях, що представляють інтереси своїх країн в справі міжнародної стандартизації. В даний час до складу IEC входить більше 50 таких членів.
З організаційної точки зору IEC має пристрій багато в чому аналогічне ISO. Процес створення стандартів в IEC також аналогічний моделі цього процесу, прийнятій в ISO. Правильніше слід було б говорити про аналогічність ISO організації IEC, оскільки ISO створювалася багато в чому за образом і подобою великодосвідченою IEC. Як і в ISO основну роботу по розробці стандартів в IEC виконують технічні комітети (TCs) і підкомітети (SCs), загальна чисельність яких більше 200.
Разом із стандартами на електротехнічні апарати і машини IEC розробляє стандарти на електронні пристрої, пов'язані з обробкою інформації. Наприклад, їй розроблені наступні стандарти:
· IEC-625.1 - стандарт на інтерфейс шини програмованих приладів;
· IEC-9316 - стандарт на системний інтерфейс комп'ютерів з 8-розрядною шиною.
Маючи сумісні інтереси в області стандартизації ІТ, ISO і IEC домовилися об'єднати свої зусилля, створивши в 1987 р. єдиний орган JTC1 (Joint Technical Committee 1 - Об'єднаний технічний комітет 1)
, призначений для формування всеосяжної системи базових стандартів в області ІТ і їх розширень для конкретних сфер діяльності. Цей комітет тісно співробітничає з Міжнародним Союзом Електрозв'язку (ITU).
Розглянемо точніші визначення сфери діяльності і цілей комітету JTC1, сформульовані в документі ISO\IEC JTC1 N430, прийнятому на пленарній нараді комітету, що проходила в Парижі в грудні 1996 р.
Сфера діяльності - міжнародна стандартизація в області ІТ, при цьому поняття ІТ в цьому документі трактується таким чином: "Інформаційні технології включають специфікацію, проектування і розробку систем і засобів, що мають справу із збором, уявленням, обробкою, безпекою, передачею, організацією, зберіганням і пошуком інформації, а також обміном і управлінням інформацією".
Основними цілями JTC1 визначаються:
"розробка, підтримка, просування стандартів ІТ, що є необхідними для глобального ринку, задовольняють вимогам бізнесу і користувачів і що мають відношення до:
· проектуванню і розробці систем і засобів ІТ
· продуктивності і якості продуктів і систем ІТ
· безпеці систем ІТ і інформації
· переносимості прикладних програм
· інтероперабельности продуктів і систем ІТ
· уніфікованим засобам і оточенням
· гармонізованому словнику понять області ІТ
· дружнім і ергономічним призначеним для користувача інтерфейсам".
Основні принципи роботи JTC1 будуються відповідно до вимог сучасного бізнесу і орієнтуються на економічну рентабельність і скорочення термінів розробки стандартів, а також припускають залучення до процесу стандартизації широкого круга зацікавлених професійних організацій і експертів, акцентування на забезпечення інтернаціоналізації продуктів і сервісів.
Робота над стандартами ІТ, здійснювана в JTC1, тематично розподілена по підкомітетах (Subcommittees - SC).
На додаток до підкомітетів JTC1 періодично створює спеціальні і/або дослідницькі групи, вирішальні поточні завдання стандартизації ІТ.
У 2001 р. склад підкомітетів JTC1 виглядав таким чином:
· SC1 Vocabulary (словник понять)
· SC2 Corded character sets (Символьні набори і кодування інформації)
· SC6 Telecommunication and information exchange between systems (Телекомунікація і інформаційний обмін між системами)
· SC7 Software engineering (Програмна інженерія)
· SC11 Flexible magnetic media for digital data interchange (Гнучке магнітне середовище для обміну електронними даними)
· SC17 Identification cards and related devices (Ідентифікаційні карти і пов'язані з ними пристрої)
· SC22 Programming languages, their environments and system software interfaces (Мови програмування, їх оточення і інтерфейси системного програмного забезпечення)
· SC24 Computer graphics and image processing (Комп'ютерна графіка і обробка зображень)
· SC25 Interconnection of information technology equipment (Взаємозв'язок устаткування інформаційних технологій)
· SC27 IT Securities techniques (Методи безпеки ІТ)
· SC29 Coding of audio, picture, multimedia and hypermedia information (Кодування аудіо, графічною, мультимедійною і гіпермедіа інформації)
· SC31 Automatic identification and data capture techniques (Автоматична ідентифікація і методи прочитування даних)
· SC32 Data management and interchange (Обмін і управління даними)
· SC34 Document description and processing languages (Мови опису і обробки документів)
· SC35 Use interfaces (Призначені для користувача інтерфейси)
· SC36 Learning Technology (Технології навчання).
Кожен з підкомітетів, як наголошувалося вище, має свій секретаріат, що працює в одній їх організацій національних стандартів (як правило, це організації ANSI, AFNOR, BSI, DIN, JISC і деякі інші). Такий секретаріат здійснює контроль над робочими групами підкомітету, забезпечує документообіг в підкомітеті і координирацию роботи груп.
Організація ITU
ITU (International Telecommunication Union - Міжнародний Союз Електрозв'язку) - міжнародна міжурядова організація, що спеціалізується в області стандартизації електрозв'язку. Вона об'єднує більше 500 урядових і неурядових організацій. У її склад входять телефонні, телекомунікаційні і поштові міністерства, відомства і агенства різних країн, а також організації-постачальники устаткування для забезпечення телекомунікаційного сервісу. Основне завдання ITU полягає в координації розробки гармонізованих на міжнародному рівні правив і рекомендацій, призначених для побудови і використання глобальних телемереж і їх сервісів.
У 1947 р. ITU отримала статус спеціалізованого агенства Організації Об'єднаних Націй (ООН). Центральний офіс ITU розташований в Женеві (Швейцарія). Штатний склад співробітників включає 770 чоловік. Річний бюджет організації складає близько 333 мільйонів швейцарських франків.
ITU - стара міжнародна професійна організація. Вона була заснована в 1865 р. після підписання 20-у європейськими державами першої міжнародної конвенції по телеграфії. Перша назва ITU розшифровувалася як Міжнародний союз по телеграфії (International Telegraph Union). Весь час свого існування ITU несло відповідальність за розробку правив і рекомендацій, що регламентують розвиток глобальних телекомунікаційних мереж і сприяючих стандартизації телепослуг, а також стандартизації операцій по експлуатації систем електрозв'язку. ITU оперативно відстежувала новітні досягнення, такі, як, наприклад, винахід телефону і радіотелеграфії, поява супутникового зв'язку і цифрових систем передачі даних, сучасних комп'ютерних мереж і систем мобільного зв'язку, інтегруючи ці досягнення в глобальні телекомунікаційні послуги.
Своя перша назва організація зберігала до 1932 р., коли на мадридській міжнародній конференції з телекомунікацій було ухвалено рішення про зміну її назви. ITU почала називатися Міжнародним союзом по телекомунікаціях (International Telecommunication Union), що дозволило зберегти незмінній абревіатуру назви організації.
У 1956 р. в результаті чергової реорганізації ITU був сформований Міжнародний консультативний комітет з телеграфії і телефонії (International Telephone and Telegraph Consultative Committee, - CCITT), в роботах якого, зокрема, були закладені основи стандартизації технологій комп'ютерних мереж. Іншими основними підрозділами ITU у той час були: CCIR (the International Radio Consultative Committee - Міжнародний консультативний комітет з радіозв'язку) і IFRB (the International Frequency Registration Board - Міжнародний радий з реєстрації частот), а з 1990 р. і Радий з розвитку телекомунікацій в країнах, що розвиваються (Telecommunications Development Bureau - TDB).
У грудні 1992 р. на позачерговій женевській конференції була проведена структурна реформа ITU. Були створені три сектори:
· Радіокомунікації (Radiocommunication Sector або ITU-R) - сектор, що включає загальні функції комітету по радіозв'язки CCIR, а також завдання, що виконувалися радим з реєстрації частот FRB.
· Стандартизації телекомунікацій (Telecommunication Standardization Sector (TSS) або ITU-T) - сектор, який прийняв на себе функції CCITT, а також функції комітету по радіозв'язки CCIR, пов'язані з виходом засобів радіозв'язку на мережі загального користування.
· Розвитку телекомунікацій (Telecommunication Development або ITU-D) - сектор, що визначає питання стратегії і політики розвитку систем електрозв'язку.
Вищою ланкою організаційного управління ITU служить Загальна конференція (Plenipotentiary Conference), що визначає стратегічні рішення, пов'язані з напрямами діяльності і структурою організації, а також що формує виконавський орган - Раду (Council), що здійснює виконання намічених конференцією завдань. Найвищим органом управління кожного сектора є усесвітня конференція відповідної (для даного сектора) тематичної спрямованості.
Зокрема, для сектора ITU-T (також званого TSS), який представляє в даному контексті найбільший інтерес, такі конференції називаються Усесвітніми конференціями із стандартизації телекомунікацій (World Telecommunication Standardization Conferences). Одним з основних завдань ITU-T є розробка і узгодження Рекомендацій, забезпечуючих інтероперабельність телекомунікаційного сервісу в глобальному масштабі.
Для організацій, що входять до складу ITU-T визначено наступні п'ять класів членства:
· клас A - національні міністерства і відомства зв'язку;
· клас B - крупні приватні корпорації, що працюють в області електрозв'язку;
· клас C - наукові організації і підприємства, що проводять зв'язне устаткування;
· клас D - міжнародні організації, зокрема, організація ISO;
· клас E - організації з інших областей діяльності, але зацікавлені в роботі в даному секторі.
Право голосу при ухваленні рішень дається тільки представникам організацій класів A, B.
Стандарти, що приймаються, ITU-T мають статус рекомендацій.
Основна робота по розробці стандартів виконується дослідницькими групами (Study Groups - SGs). Кожна з груп має власний напрям діяльності. Склад дослідницьких груп достатньо стабільний. Він вибраний за тематичним принципом, так, щоб забезпечити повноту покриття всіх актуальних напрямів технологій електрозв'язку. У 2000 р. налічувалося 14 таких груп. З погляду стандартизації ІТ найбільший інтерес представляє діяльність таких груп, як, наприклад:
· SG7 - Data and open communications systems (Дані і відкриті комунікаційні системи)
· SG8 - Multimedia Services (Мультимедійні сервіси)
· SG10 - Software languages (Мови для програмного забезпечення) - маються на увазі стандарти мов програмування і мов формальної специфікації, використовуваних при розробці телекомунікаційних систем.
· SG13 - GII principles and structure (Структура і принципи Глобальної інформаційної інфраструктури).
Для рекомендацій, що розробляються, ITU-T введена (з часів діяльності CCITT) класифікація документів, а саме, все Рекомендацій розбиті по серіях, які ідентифікуються буквами алфавіту від A до Z. Список цих серій приведений нижче.
· Series A: Organization of the work of the ITU-T (Організація роботи ITU-T)
· Series B: Means of expression: definitions, symbols, classification (Засоби виразу: символи, класифікація)
· Series C: General telecommunication statistics. (Загальні статистичні дані в телекомунікації)
· Series D: General tariff principles (Загальні принципи тарифікації)
· Series E: Overall network operation, telephone service and human factors (Загальна робота мереж, телефонні послуги і людські чинники)
· Series F: Non-telephone telecommunication services (Нетелефонні служби електрозв'язку)
· Series G: Transmission systems and media, digital systems and networks (Системи передачі і середовища, цифрові системи і мережі)
· Series H: Audiovisual and multimedia systems (Аудіовізуальні і мультимедійні системи)
· Series I: Integrated services digital network - ISDN (Цифрова Мережа з Інтеграцією Служб)
· Series J: Transmission of television, sound programme and other multimedia signals (Передача звуковому віщанню, телевізійних і мультимедійних сигналів)
· Series K: Protection against nterference (Захист від перешкод)
· Series L: Construction, installation and other elements of outside plant (Конструкція, прокладка, захист кабелів і елементів лінійних споруд)
· Series M: TMN and network maintenance: international transmission systems, telephone circuits, telegraphy, facsimile and leased circuits (Технічна експлуатація: міжнародні системи передачі, телефонні канали, телеграфні, факсимільні і такі, що орендуються канали)
· Series N: Maintenance: international sound programme and television transmission circuits (Технічна експлуатація: міжнародні канали звукового і телевізійного віщання)
· Series O: Specifications of measuring equipment (Вимоги до вимірювальної апаратури)
· Series P: Telephone transmission quality, telephone installations, local line networks (Якість телефонної передачі, прокладка ліній, мережі локальних ліній)
· Series Q: Switching and signalling (Комутація і сигналізація)
· Series R: Telegraph transmission (Телеграфна передача)
· Series S: Telegraph services terminal equipment (Крайове устаткування телеграфних служб)
· Series T: Terminals for telematic cervices (Крайове устаткування і телематические служби)
· Series U: Telegraph Switching (Телеграфна комутація)
· Series V: Data communication over the telephone network (Передача даних по телефонній мережі)
· Series X: Data networks and open system communications (Мережі передачі даних і зв'язок відкритих систем)
· Series Y: Global information infrastructure (Глобальна інформаційна інфраструктура)
· Series Z: Programming languages (Мови програмування)
Як можна бачити з приведеного списку серіїв Рекомендацій ITU-T, найбільший інтерес для області ІТ представляють Рекомендації серіїв H, X, Y, Z.
Прикладами Рекомендацій цих серіїв можуть служити наступні стандарти і їх підсерії:
· X.200-X.299 - Open Systems Interconnection /стандарты взаємозв'язки відкритих систем/
· X.400-X.499 - Message Handling Systems / стандарти систем обробки сообщений/
· X.500-X.599 - Directory /стандарты довідковою мережевий службы/
· X.700-X.799 - OSI Management /стандарты мережевого управління для моделі OSI/
· X.900-X.999 - ODP /стандарты ODP/
· Y.100-Y.199 - Global information infrastructure. General /общие стандарти Глобальної інформаційною инфраструктуры/
· Z.100 - LANGAGE DE DESCRIPTION ET DE SPECIFICATION /стандарт мови SDL/
· Z.200 - CCITT HIGH LEVEL LANGUAGE (CHILL) /стандарт мови CHILL/
Хоча основна область інтересів ITU-T пов'язана із стандартизацією телекомунікаційних технологій і сервісів, ITU-T (як і її попередниця - CCITT) внесла значний внесок до стандартизації ряду напрямів ІТ, зокрема, це в першу чергу стосується стандартів OSI і ODP. Цей інтерес обумовлений поряд причин, а саме, важливістю пов'язаних з передачею даних сервісів, зростанням попиту на інтегровані телекомунікаційні послуги для голосу і даних, зростаючим попитом на сервіс передачі повідомлень і сервіс довідкової служби, а також зростаючою роллю використання ІТ для роботи власне телекомунікаційних мереж.
З сказаного ясно, що інтереси JTC1 і ITU-T в області стандартизації ІТ значною мірою перекриваються, хоча, звичайно, є і аспекти, специфічні для кожної з організацій.
Очевидно, що для прогресу в області стандартизації ІТ важливої ролі набуває тісна співпраця між JTC1 і ITU-T.
Значущим результатом такої співпраці є угода про загальний текст
для стандартів ISO/IEC (тобто JTC1) і Рекомендацій ITU-T/CCITT, що відносяться до одних і тих же аспектів в областях OSI і ODP.
У інших випадках ця співпраця виявляється в ухваленні однією організацією тексту стандарту, розробленого іншою організацією. Прикладами тут можуть служити ухвалення попередником ITU-T, організацією CCITT, еталонній базовій моделі OSI, розробленій в надрах ISO, а також ухвалення організаціями ISO/IEC рекомендацій за технологією передачі повідомлень, розроблених CCITT.
Ще однією формою співпраці є сумісна розробка стандартів, як, наприклад, розробка стандарту для служби Довідника (Directory) і стандарту для еталонної моделі відкритої розподіленої обробки (ODP).
Завершуючи розгляд діяльності офіційних міжнародних організацій стандартизації ІТ, зробимо наступні виводи:
· Діяльність цих організацій тісно взаємозв'язана і скоординована.
· Використовуються різні форми кооперації зусиль цих організацій для створення всеосяжної системи міжнародних стандартів ІТ.
· Інтенсивність зусиль в міжнародній стандартизації ІТ постійно зростає, що досягається підвищенням ефективності роботи самої системи міжнародної стандартизації, залученням до цього процесу все більшого числа професійних організацій і експертів, розвитком співпраці з промисловими консорціумами.
Параметричні ряди
Параметри виробів
Впровадження досягнень науково-технічного прогресу супроводжується створенням нових виробів: машин, механізмів, технологічного устаткування, приладів, матеріалів і так далі. Нові вироби відрізняються кількістю виконуваних функцій, що збільшується, зростаючою складністю конструктивного пристрою.
Зараз номенклатура виробів машинобудування включає понад 200 тис. найменувань. Виникає завдання - упорядкувати номенклатуру виробів, що виготовляються
. Необхідність рішення такої задачі робить стандартизацію найважливішим важелем прискорення темпів науково-технічного прогресу. Ця провідна роль полягає не тільки в тому, що виключається можливість виробництва невиправдано великої номенклатури виробів, створюючи тим самим сприятливі умови для організації високоефективних велико серійних спеціалізованих виробництв, але і в тому, що вона забезпечує впровадження у виробництво виробів на рівні передових досягнень науки і техніки.
З цією метою розробляють параметричні ряди виробів, чим досягається істотне поліпшення техніко-економічних показників виробів однакового функціонального призначення. Під параметричним рядом розуміється сукупність величин (параметрів), побудована за певною ознакою
. Частіше за вcе виріб виконує свої функції не ізольовано, а в комплексі взаємодоповнюючих один одного виробів. В зв'язку з цим виникає найважливіша проблема - раціонального формування системи виробів.
У такій системі виробів повинні бути взаємно узгоджені, наприклад вантажопідйомність кранів, потужність електроагрегатів, тиск насосів і ін. Для забезпечення якнайкращого використання транспортних засобів в народному господарстві повинні бути узгоджені вантажопідйомність цих засобів і маса вантажів.
Якщо вантажопідйомність залізничних вагонів складатиме 25; 40; 63; 100 т, то вантажопідйомність вантажних автівок повинна бути 2,5; 4,0; 6,3 і 10 т, маса контейнерів - 250; 400; 630 і 1 000 кг, а маса ящиків - 25; 40; 63 і 100 кг
Встановлення типорозмірних рядів виробів (тобто параметричних рядів, в основу яких покладені які-небудь розміри або типи виробів) і формування систем виробів для комплексного озброєння окремих виробництв ще не забезпечують повної техніко-економічної ефективності виробництва і експлуатації виробів. Функціонально однорідні вироби, так само як і вироби, що входять в комплексну систему, складаються з достатньо великого числа спеціальних складових частин, що неминуче приводить до значного збільшення номенклатури виробів, що виготовляються, а це, у свою чергу, обмежує спеціалізацію виробництва і знижує темпи науково-технічного прогресу. Вирішення цих протиріч полягає в переході до принципово нового підходу по створенню виробів на основі широкої уніфікації складових частин, що комплектують виріб.
Цю задачу вирішують шляхом створення стандартизованих параметричних і розмірних рядів для різних машин, складальних одиниць, деталей і навіть розмірів.
Об'єктами параметричної стандартизації є параметри. У загальному випадку параметрами виробів називають ознаки виробів, що кількісно характеризують будь-які їх властивості або стани.
Велике число властивостей, якими володіють сучасні вироби, вимагають для їх характеристики великого числа параметрів виробів.
Зазвичай властивості виробів машинобудування виражають через показники якості, що об'єднуються в групи. Основними групами показників якості виробів є: призначення, надійності, технологічності, стандартизації і уніфікації і ін.
Названі групи об'єднують декілька показників, кожен з яких характеризує відповідний параметр або сукупність параметрів виробу. Наприклад, показник довговічності будь-якої механічної пари, що зношується в процесі експлуатації, представлений ресурсом цієї пари, залежатиме від геометричних параметрів зв'язаних деталей (розміри, допуски розмірів, відхилення форми і взаємного розташування поверхонь), параметрів шорсткості і хвилястості поверхонь, фізико-механічних параметрів матеріалу деталей і стану поверхневих шарів (хімічний склад, структура, твердість і ін.), параметрів, що характеризують режим роботи і умови експлуатації і так далі
Показники функціонального призначення, наприклад, для автомобілів - вантажопідйомність, потужність двигуна, габаритні розміри, вага і ін., одночасно є і параметрами автомобілів.
Таким чином, кожен виріб характеризується безліччю взаємозв'язаних параметрів.
Зазвичай для цілей стандартизації параметри ділять на головних, основних і допоміжних.
Розрізняють одновимірну і багатовимірну параметричну стандартизацію.
Одновимірна стандартизація припускає стандартизацію одного, як правило, головного параметра виробу.
При багатовимірній стандартизації
об'єктами стандартизації є декілька параметрів виробу.
Головним параметром виробу називають такий, який найповніше визначає найважливіший показник функціонального призначення виробу
. Особливістю головних параметрів виробів є їх стабільність при конструктивних модифікаціях, технічних і технологічних удосконаленнях виробу, а також незалежність від організаційних типів виробництва, характеру устаткування, методів технології і ін.
Стандарти на головні параметри тривалий час не змінюються, а їх перегляд викликається в більшості випадків переходом на нові, досконаліші вироби однакового функціонального призначення.
Як головні параметри для метало ріжучих верстатів приймають, як правило, габаритні розміри встановлюваних на них заготовок
. Так, для токарних верстатів - це висота лінії центрів, для фрезерних і продольно-строгальних - розміри столу для установки оброблюваних деталей, для карусельних верстатів - діаметр планшайби верстата і так далі Для ковальсько-пресового устаткування головними параметрами служать зусилля, що розвивається робочими органами, або вага падаючих частин. Для колісних і гусеничних тракторів головними параметрами є потужність або тягове зусилля на крюку.
Основні параметри, яких для кожного виробу декілька, характеризують на додаток до головного параметра інші важливі експлуатаційні показники виробу.
Наприклад, для металоріжучих верстатів як основні параметри приймають число ступенів оборотів шпинделя або подвійних ходів повзуна, граничні значення чисел оборотів шпинделя або подвійних ходів повзуна, граничні значення і число ступенів подач, потужність приводу верстатів і ін.
Для колісних і гусеничних тракторів основними параметрами служать ширина колії, швидкість руху, конструктивна вага трактора.
Як видно з прикладів, кожен виріб зазвичай характеризується декількома основними параметрами, причому бажано, щоб кожен з цих параметрів був оптимальним.
Оптимальні розміри повинні задовольняти обмеженням конструктивно-технологічного характеру
. У числі встановлених головних і основних параметрів, використовуваних для параметричної стандартизації виробів, повинні бути параметри, що відображають розвиток науки і техніки, наприклад параметри, що характеризують продуктивність, матеріаломісткість, рівень механізації і автоматизації, динамічні і швидкісні показники процесів, питомі витрати енергії, палива і ін.
Допоміжні параметри складають найбільш широку групу. Стосовно автомобілів це: зусилля перемикання важелів, педалей, стопорів, фізико-хіміко-механічні параметри використовуваних в конструкції матеріалів і поверхневих шарів деталей, геометричні параметри розмірів, форми, шорсткості і хвилястості поверхонь деталей, параметри режимів роботи електро-, гідро- і пневмосистем, вимоги до зовнішнього вигляду і обробки і ін.
Допоміжні параметри виробів безпосередньо пов'язані з конструктивними і технологічними рішеннями і схильні до набагато частіших змін, ніж головні і основні параметри, у зв'язку з впровадженням у виробництво досягнень науки, техніки і передового досвіду, і тому вони не є об'єктом параметричної стандартизації.
|
|
Переважні числа і їх закономірності
Теоретичною базою сучасної стандартизації є система переважних чисел. Переважними називаються числа, які рекомендується вибирати переважно перед всіма іншими при призначенні величин параметрів для новостворюваних виробів.
У науці і техніці широко застосовуються ряди переважних чисел, на основі яких вибирають переважні розміри. Ряди переважних чисел нормовані ГОСТ 8032–84, який розроблений на основі рекомендацій ІСО. За цим стандартом встановлено чотири основні десяткові ряди переважних чисел (R5, R10, R20, R40) і два додаткових (R80, R160), застосування яких допускається тільки в окремих, технічно обґрунтованих випадках. Ці ряди побудовані в геометричній прогресії із знаменником ?, рівним:
· для ряду R5 (1,00; 1,60; 2,50; 4,00 .)
· для ряду R10 (1,00; 1,25; 1,60; 2,00 .)
· для ряду R20 (1,00; 1,12; 1,25; 140; .)
· для ряду R40 (1,00; 1,06; 1,12; 1,18 .)
· для ряду R80 (1,00; 1,03; 1.06; 1,09 .)
· для ряду R160 (1,00; 1,015; 1,03; 1,045 .).
Вони є нескінченними як у бік малих, так і у бік великих значень, тобто допускають необмежений розвиток параметрів або розмірів у напрямі збільшення або зменшення. Номер ряду переважних чисел указує на кількість членів ряду в десятковому інтервалі (від 1 до 10). При цьому число 1,00 не входить в десятковий інтервал як завершуюче число попереднього десяткового інтервалу (від 0,10 до 1,00). Допускається утворення спеціальних рядів шляхом відбору кожного другого, третього або n-го числа з існуючого ряду. Так утворюється ряд R10/3, що складається з кожного третього значення основного ряду, причому починатися він може з першого, другого або третього значення, наприклад: R10 1,00; 1,25; 1,60; 2,00; 2,50; 3,15; 4,00; 5,00; 6,30; 8,00; 10,00; 12,50; R10/3 1,00; 2,00; 4,00; 8,00; R10/3 1,25; 2,50; 5,00; 10,00; R10/3 1,60; 3,15; 6,30; 12,50.
Можна складати спеціальні ряди з різними знаменниками геометричної прогресії ? у різних інтервалах ряду. Геометрична прогресія має ряд корисних властивостей, використовуваних в стандартизації.
1. Відносна різниця між будь-якими сусідніми членами ряду постійна. Ця властивість витікає з самої природи геометричної прогресії. Наприклад, у ряді 1–2–4–8–16–32–64 — . з ? = 2 будь-який член прогресії більше попереднього на 100%.
2. Твір або приватне будь-яких членів прогресії є членом тієї ж прогресії. Ця властивість використовується при ув'язці між собою стандартізованих параметрів в межах одного ряду переважних чисел. Узгодженість параметрів є важливим критерієм якісної розробки стандартів. Геометричні прогресії дозволяють погоджувати між собою параметри, зв'язані не тільки лінійною, але також квадратичною, кубічною і іншими залежностями.
По ГОСТ 8032–84 допускається в технічно обґрунтованих випадках проводити округлення переважних чисел шляхом застосування рядів R' і R"; замість основних рядів R. У ряді R' окремі переважні числа замінені величинами першого ступеня округлення, а у ряді R" — другому ступеню округлення. У радіоелектроніці часто застосовують переважні числа, побудовані по рядах Е. Вони встановлені Міжнародною електротехнічною комісією (МЕК) і мають наступні значення знаменника геометричної прогресії:
· для ряду Е3 ; для ряду Е6 ;
· для ряду Е12 ; для ряду Е24
При стандартизації іноді застосовують ряди переважних чисел, побудовані по арифметичній прогресії. Арифметична прогресія покладена в основу утворення рядів розмірів в будівельних стандартах, при встановленні розмірів виробів у взуттєвій і швейній промисловості і тому подібне Іноді використовують ступінчасто-арифметичні прогресії з неоднаковими різницями прогресії. Таку прогресію утворюють, наприклад, монети гідністю 1–2–3–5–10–15–20 коп. Для вибору номінальних лінійних розмірів виробів (діаметрів, довжин, висот і т. п.) на основі рядів переважних чисел розроблений ГОСТ 6636–69 «Нормальних лінійних розмірів» для розмірів від 0,001 до 100000 мм. Ряди в цьому стандарті позначені як Ra5, Ra10, Ra20, Ra40 і Ra80. Державний стандарт на переважні числа має загально промислове значення, і його необхідно застосовувати у всіх галузях народного господарства при встановленні параметрів, числових характеристик і кількісних показників всіх видів продукції. Використання переважних чисел сприяє прискоренню процесу розробки нових виробів, оскільки спрощує розрахунки і полегшує вибір раціональних параметрів і числових характеристик в процесі проектування.
Оптимізація параметричних рядів
Параметричний ряд виробів - це впорядкована сукупність числових значень параметрів виробів
. Оскільки виріб складається з великої кількості складальних одиниць і деталей, значна частина яких може бути самостійною одиницею продукції для заводів - постачальників комплектуючих виробів (наприклад, електротехнічні і гідравлічні вироби, підшипники кочення і т. п.), то для них встановлюються свої ряди.
У параметричних рядах разом з головними параметрами деталей і складальних одиниць
(електрична напруга, робочий тиск, навантаження, що несе, або ресурс) важливу роль грають і приєднувальні розміри, по яких вони стикуються у виробі
. Ці розміри відносяться до основних параметрів таких складальних одиниць і деталей. У такому разі говорять про типорозмірний ряд, під яким розуміється сукупність наборів числових значень основних параметрів, що характеризують типорозміри деталей і складальних одиниць, числові значення головного параметра яких знаходяться в параметричному ряду.
При виборі параметрів для стандартизації їх параметричних рядів перш за все вирішується питання про вимірність рядів.
Якщо як об'єкт стандартизації вибраний тільки один головний параметр виробу, то побудований для такого параметра параметричний ряд буде одновимірним
. Побудова параметричного ряду для одного головного параметра не дозволяє повною мірою створювати виріб з оптимальними іншими параметрами.
Перспективнішим шляхом є побудова багатовимірних параметричних рядів, що охоплюють широку номенклатуру не тільки основних, але і допоміжних параметрів виробу.
Обґрунтований вибір номенклатури параметрів для побудови оптимальних параметричних рядів має вельми важливе значення для створення оптимального набору виробів одного функціонального призначення по більшості їх компонентів, включаючи параметри виробів в цілому і їх комплектуючих складових частин.
Створення багатовимірних параметричних рядів є надзвичайно складним і, по суті, створення оптимальних багатовимірних параметричних рядів знаходиться на початковій стадії розвитку.
Оптимізація ряду повинна забезпечити отримання ефективних результатів у виготівника і споживача продукції.
Будь-який параметричний ряд несе в собі суперечність між споживачем і виробником виробів. Виробникові продукції вигідний якомога рідкісніший параметричний ряд, оскільки він сприяє збільшенню серійності продукції, а значить, і зниженню її собівартості. Споживачеві, навпаки вигідний найбільш частий параметричний ряд, оскільки замість необхідного за розрахунком виробу доводиться брати або два менших, або одне більше. У обох випадках рішення приводить до збільшення ваги і габаритів кінцевої продукції.
Наприклад, застосування підшипника ковзання, маса якого на 1 кг більше маси підшипника, необхідне, за розрахунком приводить до збільшення розмірів деталей, що сполучаються, і їх маси - на 5... 7 кг Означає загальна маса складальної одиниці виросте на 6...8 кг . При цьому необхідно мати на увазі, що в сучасних транспортних засобах, наприклад автомобілях, зменшення його маси на 1 % призводить до зниження витрати палива на 0,5... 1 %, а низька загальна маса автомобіля разом з витратою палива - найважливіші характеристики якості і конкурентоспроможності продукції.
Вирішення проблем оптимізації параметрів виробів і створення на їх основі параметричних рядів представляє складне техніко-економічне завдання.
Вживані для оптимізації рядів методи пропонується розділити на три класи [25]: елементарні методи, які використовують у випадках, коли вибір ряду достатньо обмежений рядами переважних чисел, зокрема метод послідовного перебору; класичні методи математичного програмування, засновані на визначенні екстремуму витрат прирівнюванням нулю приватних похідних. Умовою застосування даного методу є наявність і диференційність функцій попиту і витрат, а також єдність екстремуму загальних витрат; некласичні методи, не пов'язані з виконанням вищезгаданих умов, але обмежені застосуванням деяких інших умов.
З відомих методів оптимізації рядів машин, складальних одиниць і деталей найбільш розвинений і дає найбільший ефект у виробництві і експлуатації метод точок переходу, розроблений у ВНДІМАШі. Він дозволяє використовувати будь-які цільові функції без обмежень. Теоретичні обґрунтування методу точок переходу базуються на дослідженні структур параметричних рядів деталей і складальних одиниць машин.
Існуючі стандарти для параметричних рядів виробів в більшості одновимірні.
|
Суть і значення уніфікації
Розширення масовості виробництва досягається за допомогою уніфікації.
Уніфікація
– це приведення об'єктів однакового функціонального призначення до одноманітності за встановленою ознакою і раціональне скорочення числа цих об'єктів на основі даних про їх ефективну вживаність.
В основі уніфікації деталей, вузлів, агрегатів, машин і приладів, а також документації та послуг лежить їх подібність, як завдяки спільності робочого процесу, умов експлуатації і т.д.
"Уніфікація
- встановлення оптимального числа різновидів продукції, процесів і послуг, значень їх параметрів і розмірів" (ГОСТ Р 1.0 - 95). Мета уніфікації - усунення невиправданого різноманіття виробів, деталей, вузлів, елементів, процесів і зведення їх до мінімуму шляхом зменшення складових частин у виробі і групі виробів.
Уніфікація буває виробничо-направлена і експлуатаційно-направлена.
Під виробничо-направленою
слід розуміти уніфікацію складових частин виробу з складовими частинами інших виробів, які виготовляються на тому ж підприємстві.
Експлуатаційно-направлена
- це уніфікація складових частин виробу з складовими частинами інших, спільно експлуатованих виробів.
Найбільший економічний ефект дає уніфікація, що проводиться на стадії проектування. При цьому відпадає необхідність:
виконання креслень, оскільки оригінальна деталь замінюється стандартною, запозиченою;
розробки технологічного процесу для цих деталей;
проектування спеціального технологічного оснащення (використовується вже раніше спроектована).
Уніфікація скорочує частку підготовчо-завершальних операцій і підвищує продуктивність праці за рахунок використання високопродуктивного устаткування, сприяє підвищенню якості виробів, спрощує ремонт їх в процесі експлуатації.
Розрізняють наступні види уніфікації:
- Внутрішньорозмірна уніфікація
всіх модифікацій певного виробу з базовою моделлю або між собою усередині одного типоразміра.
- Міжрозмірна уніфікація
базових моделей або їх модифікацій( між різними розмірами параметричного ряду виробів, або у середині одного типу).
- Міжтипова уніфікація
виробів, що відносяться до різних параметричних рядів і різних типів.
- Заводська
(в рамках заводу) і галузева
(для ряду заводів однієї галузі)уніфікація
може охоплювати номенклатуру виробів, складальних одиниць і деталей, які проводять і застосовують в різних галузях народного господарства.
Найбільш простий метод уніфікації деталей і агрегатів загальномашинобудівного призначення полягає в заміні групи близьких по конструкції і розмірам типів одним оптимальним типорозміром, використання якого не пов'язане з істотними труднощами в якій-небудь сфері застосування. Цей метод широко використовують для деталей і вузлів машин з обмеженим числом параметрів, що визначають їх конструкцію (шайби, гвинти, болти, гайки, муфти). У інших випадках потрібний складніший попередній аналіз конструкцій і параметрів об'єктів, що уніфікуються, оцінка якості їх функціонування і проведення розрахунково-конструкторських робіт. Неправильно здійснена уніфікація може дати негативний ефект, зокрема, коли доводиться використовувати найближчі великі уніфіковані деталі, що викликають невиправдане експлуатаційними умовами збільшення маси, габаритів і трудомісткості виготовлення машин.
Завдання уніфікації конструкцій і типорозмірів виробів, складових частин і деталей є не тільки технічною але і економічною. Її мета – стандартизовати такі конструкції і їх розмірні ряди, при яких сумарна ефективність у сфері виробництва і експлуатації була б найбільшою. Таким чином при уніфікації встановлюють мінімально необхідне, але достатнє число типів, видів, типорозмірів, виробів, складальних одиниць і деталей, що володіють показниками якості і повною взаємозамінюваністю.
Взаємозамінюваністю виробів
(машин, приладів, механізмів), їх частин або інших видів продукції (сировини, матеріалів, напівфабрикатів) називають їх властивість рівноцінно замінювати при використанні будь-який з безлічі екземплярів виробів, їх частин або іншої продукції іншим однотипним екземпляром. Найпоширенішою є повна взаємозамінюваність, яка забезпечує збірку без доопрацювання деталей і складальних одиниць.
Іноді необхідно виготовляти деталі і складальні одиниці з малими економічно неприйнятними або технологічно важко здійснимими допусками. У цих випадках для отримання необхідної точності збірки застосовують груповий підбір деталей (селективну збірку), компенсатори, регулювання положення деяких частин машин і приладів, пригін. Таку взаємозамінюваність називають неповною (обмеженою). Її можна здійснювати не по всіх, а тільки по окремих геометричних або іншим параметрам.
Зовнішня взаємозамінюваність
– це взаємозамінюваність купувальних виробів і складальних одиниць, що кооперуються, за експлуатаційними показниками, а так само по розмірах і формі приєднувальних поверхонь. Наприклад, в електродвигунах зовнішню взаємозамінюваність забезпечують по частоті обертання валу і потужності, а так само по розмірах приєднувальних поверхонь.
Внутрішня взаємозамінюваність розповсюджується на деталі, складальні елементи та механізми, що складають виріб
. Рівень взаємозамінюваності виробництва характеризується коефіцієнтом взаємозамінюваності Кв, рівним відношенню трудомісткості виготовлення виробу. Значення цього коефіцієнта може бути різним, проте ступінь його наближення до одиниці є об’єктивним показником технічного рівня виробництва.
Промислова продукція – об'єкт дії механізму забезпечення взаємозамінюваності
Під промисловою продукцією
розуміється матеріалізований результат процесу трудової діяльності, що володіє корисними властивостями і призначений для використання споживачами в цілях задоволення їх потреб як суспільного, так і особистого характеру. Вся промислова продукція для оцінки якості розділена на два класи:
1.Продукція, яка витрачається при використанні.
2.Продукція, яка витрачає свій ресурс.
Окремим випадком промислової продукції є виріб – одиниця продукції, кількість якої може бути обрахована в штуках чи екземплярах. Види виробів, що представляють об’єкти конструкторської документації - вироби машинобудування: деталі, складальні одиниці, комплекти і комплекси. Вироби машинобудування входять в другий клас промислової продукції і діляться на ті, що не ремонтуються(група 4) і ремонтоздатні(група 5).
Прикладами виробів в групах є:
- у групі 4 – болти, гайки, підшипники і т.п.;
- у групі 5 – технологічне устаткування різних галузей промисловості, сільськогосподарські і транспортні машини, вимірювальні прилади, засоби автоматизації і систем управління.
Дії виробів піддається маса, енергія, інформація і по їх переробці виділяють класи виробів:
- металоріжучі верстати, обчислювальні машини, шахти, домни, технологічне устаткування (енергія, маса, інформація);
- теплообмінники, акумулятори, електричні двигуни (енергія);
- масообмінні апарати, випарні апарати, парові казани, дробарки, насоси, компресори (енергія і маса);
- контрольно-вимірювальні прилади, блоки автоматики, радіоприймачі, телевізори (енергія, інформація);
- судини, резервуари для зберігання газу і рідини (маса).
Кожен виріб характеризується величинами, що визначають показники якості даного виробу. Показники якості можуть характеризувати найрізноманітніші властивості виробу залежно від його призначення і тих вимог, які до нього пред'являються. Серед цих властивостей важливе значення відводиться взаємозамінюваності і супутнім нею властивостям: точності, надійності і стабільності. Звичайний кожен виріб характеризується поряд вихідних показників якості, і їх граничні значення контролюються і регламентуються нормативно-технічною документацією (НТД). У стандартизації виробів машинобудування вироблена практика, згідно якої в НТД включають технічні умови, що підлягають дотриманню при створенні виробів.
Взаємозамінюваність
Взаємозамінюваність має величезне народногосподарське значення і забезпечується єдністю науково-технічних, економічних і організаційних заходів. Вона є одній з найважливіших передумов організації серійного і масового виробництва, сприяє широкій кооперації виробництв, заснованих на виготовленні численних комплектуючих елементів виробів машинобудування на різних спеціалізованих підприємствах. Взаємозамінюваність дозволяє не тільки краще організувати виробництво виробів, але і скоротити терміни і підвищити якість їх ремонту в процесі експлуатації. Забезпечення взаємозамінюваності в заводському виготовленні дешевше, ніж при монтажі в польових умовах, в експлуатації буває дешевшим замінити, чим ремонтувати.
Взаємозамінюваність – один із засобів досягнення остаточного результату в підвищенні якості виробів. Вона припускає з більшою вартістю виготовлення деталей досягти найменшої вартості збірки і монтажу, знижуючи загальні витрати на виробництво виробу.
Взаємозамінюваність як властивість сукупності виробів.
Взаємозамінюваність – це властивість елементу (деталі складальної одиниці), що забезпечує можливість його застосування замість іншого з однаковими параметрами без додаткової обробки із збереженням заданої якості виробу, до складу якого воно входить.
Взаємозамінюваність є основною властивістю сукупності виробів, що визначає якість продукції, і характеризується інтенсивністю, наявністю відносин між елементами виробів з урахуванням спільності і специфічності, зовнішнім і внутрішнім проявами. Сумісність властивості взаємозамінюваності указує на зв'язок її з іншими якісними властивостями – точністю, надійністю, однорідністю.
Точність
Властивістю основної функції виробів, досягнення і забезпечення якої викликає найбільші труднощі і витрати в процесі виробництва, є точністю.
Точністю виготовлення
називають ступінь наближення дійсних значень геометричних і інших параметрів деталей і виробів до їх заданих значень, вказаних в кресленнях або технічних вимогах.
Точність має три різновиди-конструкторську, технологічну і експлуатаційну.
Конструкторська точність
розглядається в період проектних робіт і визначається погрішністю, закладеною в робочому процесі з урахуванням впливу на функціонування і вартість виробів. Основний принцип – конструкцюювання не повинно мати погрішностей.
Технологічну точність розглядають у процесі виробництва виробів. Застосовують три види дії на технологічну точність: усунення, компенсацію і облік. Найдійовішими заходами дії на технологічну точність є заходи усунення, які зводяться до усунення причин утворення погрішностей. Це супроводжується великими витратами на виробництві. Засобами компенсації впливають на точність посилюванням точності, введенням конструкції з найкоротшим розмірним ланцюгом, введенням компенсаторів. Облік погрішності рекомендований, коли усунення погрішностей регламентується витратами.
Експлуатаційна точність
залежить від часу унаслідок зносу: механічного, корозійного, ерозійного.
Є також так звана нормативна точність – це сукупність допустимих відхилень і дійсна точність – сукупність дійсних відхилень. Досягти заданої точності це означає виготовити деталі і зібрати механізм так, щоб погрішності геометричних, електричних і інших параметрів знаходились в установлених межах.
Взаємозамінюваність при проектуванні
1. Експлуатаційні показники машин і інших виробів визначаються рівнем і стабільністю характеристик робочого процесу; розмірами, формою і іншими геометричними параметрами деталей і складальних одиниць; рівнем механічних, фізичних і хімічних властивостей матеріалів, з яких виготовлені деталі, і іншими чинниками.
2. Дуже важливо забезпечувати однорідність початкової сировини, матеріалів, заготовок і напівфабрикатів по хімічному складу і структурі, рівний рівень і стабільність механічних, фізичних і хімічних властивостей, а також точність і стабільність їх розмірів і форм.
3. Функціональну взаємозамінюваність забезпечують на стадії проектування виробів. Для цього в першу чергу необхідно уточнити номінальні значення їх експлуатаційних показників і визначити виходячи з призначення, вимог до надійності і безпеки, відхилення експлуатаційних показників виробів, які вони матимуть в кінці встановленого терміну роботи, що допускаються. Різниця між цими показниками у нових виробів і в кінці терміну експлуатації складає їх допуск. Є і інший шлях рішення цієї задачі — узагальнення досвіду експлуатації і проведення експериментальних випробувань моделей, макетів або зразків.
4. При конструюванні необхідно виявити функціональні параметри, від яких головним чином залежать значення і діапазон відхилень експлуатаційних показників машини, що допускається. Теоретично і експериментально на макетах, моделях і дослідних зразках слід встановити можливі зміни функціональних параметрів в часі, знайти зв'язок і ступінь впливу цих параметрів і їх відхилень на експлуатаційні показники нового виробу і в процесі його тривалої експлуатації. Знаючи ці зв'язки і допуски на експлуатаційні показники виробів, можна визначити відхилення функціональних параметрів, що допускаються, і розрахувати посадки для відповідальних з'єднань (посадкою називають характер з'єднань деталей, визначувані величиною зазорів, що виходять в нім, або натягу. Посадка характеризує свободу відносного переміщення деталей, що сполучаються, або ступінь опору їх взаємному зсуву. Залежно від взаємного розташування полів допусків отвору і валу посадка може бути: із зазором, з натягом або перехідною, при якій можливе отримання як зазору, так і натягу). Застосовують і інший метод: використовуючи встановлені зв'язки, визначають відхилення експлуатаційних показників при вибраних допусках функціональних параметрів. При розрахунку точності функціональних параметрів необхідно створювати гарантований запас працездатності виробів,
який забезпечить збереження експлуатаційних показників до кінця терміну їх експлуатації в заданих межах. Встановлення зв'язків експлуатаційних показників з функціональними параметрами і незалежне виготовлення деталей і складових частин по цих параметрах з точністю, визначеною виходячи з відхилень експлуатаційних показників виробів, що допускаються, в кінці терміну їх служби, — одна з головних умов забезпечення функціональної взаємозамінюваності.
4. При конструюванні виробів необхідно ширше застосовувати загальнотехнічні норми, уніфіковані і стандартизовані деталі і складальні одиниці, а також керуватися принципами переважності і агрегатування, оскільки в сучасних умовах без цього неможливо забезпечити високу якість виробів і економічність виробництва.
5. Для забезпечення взаємозамінюваності відповідальних деталей по шорсткості, формі і розташуванню їх поверхонь ці параметри слід вибирати так, щоб знос деталей був мінімальним, а експлуатаційні якості — оптимальними.
6. При конструюванні необхідно враховувати вимоги технологічності і передбачати можливість вибору для перевірки точнісних параметрів деталей, складальних одиниць і виробу такої схеми вимірювання, яка не вносила б додаткових погрішностей і дозволяла застосовувати прості і надійні універсальні або існуючі спеціальні вимірювальні засоби.
Таким чином, розробка креслень і технічних вимог з вказівкою точності розмірів і інших параметрів деталей, складальних одиниць і виробів, що забезпечує їх високу якість, є першою складовою частиною принципу взаємозамінюваності, що виконується в процесі конструювання виробів. Робоче креслення, в якому вказані точністні вимоги, є початковим і директивним документом, по якому проектують і контролюють технологічні процеси, а також перевіряють точність деталей, складових частин і готової продукції.
Взаємозамінюваність на виробництві
1. Для дотримання взаємозамінюваності необхідно при виготовленні деталей і збірці виробів строго витримувати нормовану точність функціональних параметрів.
2. Для створення більшого запасу працездатності машин для відповідальних функціональних параметрів доцільно забезпечити виконання умови
Тf>тr
де Тf — допуск
параметра, встановлюваний виходячи з експлуатаційних вимог; Tr —
технологічний допуск, що забезпечується при прийнятому технологічному процесі.
3. Велике значення для здійснення взаємозамінюваності і досягнення високої якості виробів мають точність устаткування, інструменту і технологічного оснащення, а також їх профілактичний контроль. Точність устаткування і оснащення повинна бути декілька вище необхідній точності деталей, що виготовляються, і складових частин, тобто необхідно мати запас точність.
4. Для відповідальних деталей необхідно забезпечити оптимальну якість поверхні.
5. Необхідно, щоб технологічні і вимірювальні бази співпадали з конструктивними, а схема вимірювань відповідала схемі робочих рухів деталі в механізмі.
Різновидом уніфікації є симпліфікація (за визначенням ІСО).
Симпліфікація
полягає в скороченні кількості типів або інших різновидів виробів до кількості, необхідної для задоволення потреб як в технічному, так і в економічному відношенні.
Під агрегатуванням
розуміється метод конструювання, створення і експлуатації машин шляхом комбінування уніфікованих і стандартних деталей і складальних одиниць. Цей метод заснований на геометричній і функціональній взаємозамінюваності агрегатів і вузлів, що дозволяє створювати з обмеженого числа деталей і складальних одиниць найрізноманітніші машини. Агрегатування є логічним завершенням уніфікації: чим більше номенклатура уніфікованих деталей і складальних одиниць, тим ширше воно може застосовуватися. Агрегатування дозволяє збільшувати число об'єктів спеціалізованого призначення, розширювати область застосування універсальних машин і устаткування шляхом створення умов для швидкої заміни їх робочих органів, створення нового їх вигляду.
Комплексна стандартизація
Комплексна стандартизація — це стандартизація, при якій здійснюється цілеспрямоване і планомірне встановлення і застосування системи взаємопов'язаних вимог як до самого об'єкту комплексної стандартизації в цілому і його основним елементам, так і до матеріальних і нематеріальних чинників, що впливають на об'єкт, в цілях забезпечення оптимального вирішення конкретної проблеми. Вона забезпечує якнайповніше і оптимальне задоволення вимог зацікавлених організацій шляхом узгодження показників взаємозв'язаних компонентів, що входять в об'єкти стандартизації, і ув'язки термінів введення в дію стандартів. Комплексна стандартизація забезпечує взаємозв'язок і взаємозалежність суміжних галузей по спільному виробництву продукту, що відповідає вимогам державних стандартів. Наприклад, якість сучасного автомобіля визначається якістю більше двох тисяч виробів і матеріалів — комплектуючих деталей і механізмів, металів, пластмас, гумотехнічних і електротехнічних виробів, лаків, фарб, масел, палива, виробів легкої і целюлозно-паперової промисловості і ін. У свою чергу, якість кожного з перерахованих виробів визначається поряд показників, регламентованих стандартами. Основні завдання, що вирішуються комплексною стандартизацією:
· регламентація норм і вимог до взаємозв'язаних об'єктів і елементів цих об'єктів (у машинобудуванні, наприклад, — до деталей, вузлів і агрегатів), а також до видів сировини, матеріалів, напівфабрикатів і т. п., до технологічних процесів виготовлення, транспортування і експлуатації;
· регламентація взаємозв'язаних норм і вимог до загальнотехнічних і галузевих комплексів нематеріальних об'єктів стандартизації (системи документації, системи загальнотехнічних норм і т. п.), а також до елементів цих комплексів;
· встановлення взаємопов'язаних термінів розробки стандартів, впровадження яких повинне забезпечити здійснення заходів щодо організації і вдосконалення виробництва і, зрештою, випуск продукції вищої якості.
Комплексне проведення робіт по стандартизації спирається в своїй основі на широке застосування програмно-цільового планування. Таке планування дозволяє здійснювати гнучке управління, контроль, а також змінювати при необхідності тактичні варіанти планових рішень. У основі розробки програм лежать наступні принципи:
· системний підхід, що передбачає розробку стандартів на готову продукцію, що комплектують вироби і т. п., а також встановлення взаємозв'язаних вимог з метою забезпечення високого рівня якості;
· випереджаючий розвиток стандартизації сировини, матеріалів, комплектуючих виробів, якість яких надає вирішальний вплив на техніко-економічні характеристики готової продукції;
· оптимальні межі програм (по номенклатурі об'єктів комплексної стандартизації, складу і кількісним показникам параметрів якості);
· логічна (ієрархічна) послідовність розробки комплексів стандартів;
· ув'язка з іншими програмами і стандартами, що діють.
Велике значення в справі підвищення якості промислової продукції має комплексна стандартизація норм проектування (системи допусків і посадок; профілі різьб і зубів, зірочок до приводних ланцюгів; розміри кінців валів; методи розрахунку на точність і міцність; терміни; оформлення креслень деталей і вузлів; методи і засоби контролю і випробувань і т. д.).
Випереджаюча стандартизація
У міру розвитку науки і техніки стандарти старіють і потрібний їх перегляд з урахуванням довгострокового прогнозу і випередження темпів науково-технічного прогресу. Випереджаюча стандартизація [19] — це стандартизація, що встановлює підвищені по відношенню до вже досягнутого на практиці рівня норм, вимог до об'єктів стандартизації, які згідно прогнозам будуть оптимальними в подальший час. Випереджаюча стандартизація розробляється на науково-технічній основі, що включає: результати фундаментальних, пошукових і прикладних наукових досліджень; відкриття і винаходи, прийняті до реалізації; методи оптимізації параметрів об'єктів стандартизації; прогнозування потреб народного господарства і населення в даній продукції. Стандарти, що систематично не оновлюються і лише фіксуючі існуючі параметри і досягнутий рівень якості виробів, можуть виявитися гальмом технічного прогресу, оскільки процес розвитку і вдосконалення продукції і поліпшення її якості відповідно до потреб суспільства і народного господарства йде безперервно. Для того, щоб стандарти не гальмували технічний прогрес, вони повинні встановлювати перспективні показники якості з вказівкою термінів їх забезпечення промисловим виробництвом. Процес випереджаючої стандартизації безперервний, тобто після введення в дію випереджаючого стандарту відразу ж приступають до розробки нового стандарту, якому належить замінити передуючий. Різновидом випереджаючого стандарту є ступінчастий стандарт, що містить показники якості різного рівня. На мал. 1.4 як приклад приведені дані по ресурсу праці двигуна до першого капітального ремонту (Т) по термінах їх впровадження.
Мал. 1.4. Зміна ресурсу роботи двигуна по роках
Для прогнозування науково-технічного прогресу важливе значення має патентна інформація, що випереджає всі інші види інформації на 3–5 років. Зазвичай по кількості патентів, виданих в рік, судять про темпи розвитку даного об'єкту. Якщо кількість патентів з року в рік росте, означає дане інженерне рішення прогресивно, а якщо падає, отже, дана ідея реалізована і інженерний принцип себе зжив. Слід зазначити, що стандартизація не може випереджати наукові і технічні відкриття, але вона повинна базуватися на них, прискорюючи процес їх широкого впровадження в промисловість. За кордоном існує категорія «попередніх стандартів», в яких оперативно закріплюються результати науково-дослідних і дослідно-конструкторських робіт.
Кваліметрія
Якість, як характеристика суті об'єктів і їх властивостей, завжди мала і має для людства велике практичне значення. Тому питання оцінки якості всього, з чим має справу людина, були і залишаються серед найважливіших.
Перші відомі випадки оцінки якості продукції відносяться до 15 століття до н.е. Тоді гончари острова Кріт маркували свої вироби спеціальним знаком, що свідчив про виробників і про високу якість їх продукції. Це була оцінка якості за так званою «шкалою найменувань», або за «адресною шкалою». Фірмові знаки, а також інші знаки якості і зараз служать орієнтиром, оцінною ознакою якості продукції. Пізніше, як різновид експертного методу оцінки якості продукції, використовувався спосіб, заснований на узагальненому досвіді споживачів, - спосіб «колективної мудрості». Якнайдавнішим прикладом експертної оцінки якості є дегустація вин. Всезростаюча необхідність визначення відповідності продуктів праці потребам споживачів привела до виникнення спеціальної наукової дисципліни – товарознавство. Це було обумовлено появою на ринку продажів великої кількості різноманітних товарів, що вимагають класифікації, а також оцінки їх якості і вартості. Перша кафедра товарознавства була організована в 1549 р. в Італії при Падуанському університеті.
Розвиток міжнародної торгівлі вимагав класифікації продукції по якісних категоріях, а для цього треба було вимірювати не тільки окремі властивості продукції, але кількісно оцінювати її якості по сукупності всіх основних споживчих властивостей. У зв'язку з цим в Європі і США в кінці 19-начале 20 сторіччя почали широко використовувати методи оцінки якості продукції за допомогою балів.
Вперше в Росії обґрунтував і застосував аналітичний метод оцінки якості продукції відомий кораблебудівник, академік А. М. Крилов. Він за допомогою відповідних коефіцієнтів, що враховують ступінь виваженості кожної властивості корабля і нерівнозначності їх, оцінював якість пропонованих проектів будівництва кораблів. Зведення цих коефіцієнтів в єдину систему дозволяло кількісно оцінити якість даних проектів.
У 20-30 роки 20-го сторіччя в СРСР і в інших країнах методи кількісної оцінки якості товарів успішно розвивалися і використовувалися на практиці. Так, наприклад, в 1922 р. П. Бріджмен запропонував спосіб зведення до одного показника декількох кількісних оцінок різних параметрів, що характеризують якість. У 1928 р. цю ж проблему вирішив М. Арановіч. В той же час Петром Флоренським були запропоновані нові способи обробки даних при кількісній оцінці якості продукції.
Кваліметрія як самостійна наука про оцінювання якості будь-яких об'єктів сформувалася в кінці 60-х років 20 сторіччя. Її поява була обумовлена насущною необхідністю ефективнішого і наукового обґрунтування управління якістю вироблюваної продукції.
В роки «холодної війни» двох соціальних систем особливо загострилася не тільки военнополітична, але і конкурентна економічна боротьба різних країн і фірм, перемога в якій залежала значною мірою від якості вироблюваної ними продукції.
У першій половині минулого століття в економічно розвинених країнах Заходу з'явилися різні емпіричні і в основному статистичні і експертні способи чисельної оцінки якості різної продукції. Аналогічні способи і прийоми оцінок якості використовувалися і в СРСР. Проте для вирішення багатьох практичних проблем потрібні були єдині методики, що дозволяють достовірніше і точно визначати рівні якостей і на цій основі приймати адекватні управлінські, інженерно- технологічні і інші рішення відносно якості продукції.
Крім того, вирішення різних спеціальних проблем техніки, наприклад надійності, технологічності, безпеки, естетичності і ін., підводили учених до усвідомлення необхідності проведення об'єднаних, комплексних оцінок якості по всіх найважливіших параметрах властивостей технічних систем: машин, устаткування, приладів і так далі з іншого боку, були потрібні методики кількісних оцінок різних об'єктів. Все це привело до того, тоді група радянських учених у складі військового інженера-будівельника Г.Г. Азгальдова, інженерів-машинобудівників З.Н. Крапівенського, Ю.П. Кураченко і Д.М. Шпекторова, економістів в області авіабудування А.В. Глічева і В.П. Панова, а також архітектора М.В. Федорова, переконавшись в методичній спільності існуючих різноманітних способів кількісних оцінок різних об'єктів, вирішила здійснити теоретичне узагальнення цих способів шляхом розробки самостійної наукової дисципліни під назвою «кваліметрія».
Це по суті історичне для науки рішення було ухвалене в листопаді 1967 р. на неофіційній зустрічі групи ентузіастів в московському ресторані «Будапешт». Вже в січневому номері 1968г. журнал «Стандарти і якість» була опублікована стаття з викладом колективній позиції «групи», де кваліметрія була представлена як наука, в рамках якої вивчається проблематика вимірювань якостей і розробляються методологія і методи кількісної
оцінки якості об'єктів будь-якої
природи: матеріальних і нематеріальних, одушевлених і неживих, предметів і процесів, продуктів праці і природи і так далі У статті доводилася принципова можливість виражати якість об'єкту одним кількісним показником, не дивлячись на множинність його різних властивостей і ознак.
У 1971 р. наший країні видана перша «Методика оцінки рівня якості промислової продукції». Того року на 15-ій Міжнародній конференції європейської організації з контролю якості (ЕОКК) одна з п'яти секцій була присвячена питанням кваліметрії. З основними доповідями виступали наші автори. У 1972г. була проведена в Таллінні перша всесоюзна наукова конференція з кваліметрії.
1979 р. – Держстандарт СРСР видає Керівний документ РД 50-149-79 під назвою «Методичні вказівки за оцінкою технічного рівня і якості промислової продукції».
Починаючи з 1979 р. термін «кваліметрія» є стандартизованим в ГОСТ 15467-79 «Управління якістю продукції. Основні поняття. Терміни і визначення». ЕОКК на своїх міжнародних з 1971 р. регулярно обговорює питання кваліметрії.
У подальші роки до наших днів в країні видані десятки монографій, опубліковані сотні статей, проводяться наукові конференції і семінари, захищено багато докторських і кандидатських дисертацій, присвячених проблемам і питанням кваліметрії. Кваліметрія викладається студентам багатьох технічних вузів, що готують інженерів за фахом «Метрологія, стандартизація і управління якістю», а також майбутнім інженерам-менеджерам нової спеціальності «Управління якістю». Є підручники і навчальні посібники по кваліметрії. Держспоживстандарт періодично видає керівні і методичні матеріали по використанню методів кваліметрії на практиці. Методи кваліметрії на практиці достатньо ефективно використовуються там, де питання управління якістю продукції або послуг вирішуються на науковій основі, а не тільки організаційно-економічними методами.
Кваліметрія, що зародилася в наший країні, конкретніше на Львівському НПО „Електрон” тепер признається і освоюється фахівцями зарубіжних країн. Так, наприклад, відомо, що в США в жовтні 1997 р. відбувся міжнародний семінар з навчання менеджерів використанню методології і способів кваліметрії. При цьому викладалися в основному російські напрацювання по теорії кваліметрії, починаючи з проведення оцінювань якостей.
Отже, до теперішнього часу кваліметрія є відносно новою, але цілком сформованою наукою і учбовою дисципліною, знання якої необхідні практичним працівникам, що займаються оцінкою і подальшим управлінням якістю різних об'єктів господарювання.
Об'єкт, предмет і структура кваліметрії
Кваліметрія
– це наука про вимірювання і кількісної оцінки якості різноманітних предметів і процесів, тобто об'єктів реального життя. Кваліметрія є частиною якістезнання –
комплексної науки
про якість, що складається з квалітології,
тобто загальної теорії якості, кваліметрії і науки про управління якістю, в якій розглядаються організаційні, економічні і інші методи і засоби впливу на якість об'єктів з метою підвищення їх здатності задовольняти існуючі і майбутні потреби людей.
Об'єктом кваліметрії
може бути все, що є чимось цілісним, що може вичленувати для вивчення, бути досліджене і пізнане.
Предметом кваліметрії
є оцінка якості в кількісному виразі.
Структура
кваліметрії складається з трьох частин:
1 – загальна кваліметрія
або загальна теорія кваліметрії, в якій розглядаються проблеми і питання, а також методи вимірювання і оцінювання якостей;
2 - спеціальні кваліметрії
великих угрупувань об'єктів, наприклад, кваліметрії продукції, процесів, послуг, соціального забезпечення, місця існування і так далі аж до якості життя людей;
3- наочні кваліметрії
окремих видів продукції, процесів і послуг, такі як кваліметрія машинобудівної продукції, будівельних об'єктів, кваліметрія нафтопродуктів, праці, утворення і так далі
Якість
, в широкому сенсі цього поняття, - об'єктивна і найбільш узагальнена характеристика будь-якого об'єкту.
Якість об'єкту споживання
– це сукупна характеристика його властивостей, за допомогою яких можуть бути задоволені і зазвичай задовольняються відповідні потреби людей. Таке уявлення про якість носить прикладний характер і тому є вужчим і специфічним. Існують і обмежені уявлення про якість, коли воно оцінюється не по всіх, а поодинці або по декількох найважливіших для людей характеристиках об'єкту. Слід зазначити, що поняття про якість об'єкту споживання включені як об'єктивні властивості, так і суб'єктивні оцінки корисності об'єкту, призначеного для споживання або вже споживаного людьми.
Початкові поняття і терміни оцінки якості
Якість є основною і найбільш загальним поняттям в системі початкових понять кваліметрії – науки про методи кількісної оцінки якостей різних об'єктів.
Найбільш поширена думка про те, що якість є «сукупність характеристик об'єкту». Проте численними дослідженнями доведено, що якість – це не просто сукупність властивостей об'єкту і його характеристик, а єдина синергетична система елементів, якими є властивості з їх характеристиками. Тому принципово важливо визначитися: якість об'єкту це сукупність його властивостей або характеристик або це сукупна характеристика всіх властивостей об'єкту в цілому.
Якщо вважати, що якість є сукупність характеристик, то вона повинна оцінюватися певними характеристиками. Але якщо якість є самостійна характеристика суті об'єкту, повинен бути рівень
якості оцінюваного об'єкту або по відношенню до якостей інших однорідних об'єктів, або по відношенню до еталонної якості. Фактично кваліметричними методами якість об'єкту оцінюється одним узагальненим показником. Цим доводиться, що якість – це сукупна характеристика суті об'єкту, обумовлена його властивостями і ознаками.
Отже, якість
– атрибут, певна суть об'єкту, показником якої є сукупна характеристика всіх його властивостей і ознак.
Деякі основоположні терміни кваліметрії і їх визначення.
Об'єктивне свідоцтво
– дані, підтверджуюча наявність або істинність чого-небудь. Воно може бути отримане шляхом спостереження, вимірювання, випробування або іншими способами.
Контроль
– процедура оцінювання відповідності продукції, процесу або послуги вимогам шляхом спостереження, вимірювання, випробування або калібруванням.
Верифікація
– підтвердження на основі представлення об'єктивних свідоцтв того, що встановлені вимоги виконані.
Валідізация
– підтвердження на основі об'єктивних даних того, що вимоги по використанню або застосуванню виконані.
Кваліфікація
– демонстрація здатності виконувати встановлені вимоги.
Вимоги
– потреба або очікування, яке встановлене, зазвичай пропонується або є обов'язковим.
Властивість
– це особливість об'єкту.
Розмір
– властивість кількісної визначеності об'єкту і його властивостей. Розміри і величини бувають фізичними і нефізичними. Розмір виражається кількістю одиниць відповідної розмірності.
Величина –
значення, кількісна характеристика розміру.
Вимірювання
– визначення кількісного значення фізичного розміру за допомогою еталонних вимірювальних засобів. Отже, вимірюються за допомогою якої-небудь міри
тільки фізичні розміри
і при цьому визначаються їх фізичні величини
. Вимірюваний розмір і його чисельна величина об'єктивні. Погрішність вимірювання регламентуєма і виявляєма.
Вимірювання – це предмет метрології – науки про вимірювання фізичних розмірів і визначення їх величин, а також про методи і засоби забезпечення єдності вимірювань і способи досягнення необхідної точності результатів вимірювань.
Оцінювання
буває:
1. кількісно-невизначеним, тобто за змістом, по суті (часто таке оцінювання називають «якісним»);
2. кількісним або кваліметричним.
Кількісне оцінювання
– визначення чисельних характеристик розмірів (фізичних і нефізичних) без використання матеріальних засобів. Погрішність оцінювання не регламентується, але вона може бути розрахована.
Спільність вимірювання і кількісного оцінювання полягає в тому, що в обох випадках їх результатом є чисельний вираз раніше невідомого розміру.
Одиниця вимірювання
– умовна величина, в порівнянні з якою визначають значення (величину) розміру.
Фізична величина
– кількісна характеристика розміру конкретної властивості матеріального об'єкту (предмету, явища або процесу), вимірювана фізичними одиницями вимірювань.
Одиниця фізичної величини або фізична одиниця вимірювання –
ця фізична величина фіксованого розміру, умовно прийнята для порівняння з нею однорідних величин, якою привласнюється числове значення, рівне 1. Наприклад: 1м – одиниця довжини,1кг – одиниця ваги і т.д.
Нефізична величина –
величина нематеріального розміру, що оцінюється неінструментальними методами, а також величина розміру нематеріального об'єкту або його особливостей.
Фізичними величинами є чисельні значення, наприклад, маси тіла, його об'єму, температури і ін. Нефізичними величинами оцінюють розум, знання, безпеку, привабливість і так далі
Вимірювані величини можуть бути розмірними і безрозмірними.
Розмірність
– покажчик роду величини у відповідних одиницях вимірювань.
Параметр –
величина приватної складової зміряної фізичної величини. Наприклад, при вимірюванні напруги змінного електричного струму його амплітуду і частоту розглядають як параметри напруги. Інший приклад. Зазвичай при виробництві продукції вимірюють її основні параметри – величини властивостей, по яких здійснюють параметричний контроль якості. Отже, фізичні величини властивостей об'єкту можна назвати параметрами.
Показник –
це чисельне значення розміру, по якому можна судити про стан, зміну або розвиток чого-небудь.
Методологія визначення і оцінювання якостей
Оскільки якість об'єкту виявляється в першу чергу через його властивості, тобто через об'єктивні особливості об'єкту, то вважається, що для оцінки якості необхідне, по-перше, визначити перелік тих властивостей, сукупність яких в достатньо повній мірі характеризує якість; по-друге, зміряти властивості, тобто визначити їх чисельні значення; по-третє, аналітично зіставити отримані дані з подібними характеристиками іншого об'єкту, що приймається за зразок або еталон якості. Отриманий результат з достатньою мірою достовірності характеризуватиме якість досліджуваного об'єкту.
На етапі метрологічного вимірювання властивостей (швидкості, ваги і так далі) отримують об'єктивні відомості про них. Проте вже наступний кваліметричний етап в дослідженні якості об'єкту носить багато в чому суб'єктивний характер. Суб'єктивність полягає в самому виборі еталону
якості або «базового зразку», з даними про яке зіставляються зведення про властивості досліджуваного об'єкту. Крім того, суб'єктивність підсумкової характеристики рівня якості криється у використанні таких методик кваліметричної обробки даних про властивості об'єктів, що зіставляються, які більше відповідають інтересам і завданням досліджувача.
Виходячи з сучасних уявлень про якість як про єдність внутрішньої або зовнішньої визначеності об'єкту, витікає, що при оцінці його якості необхідно враховувати не тільки окремі властивості в їх сукупності, але і ознаки, а також характеристики внутрішньої визначеності, наприклад рівень внутрішньої структурованості, стійкості структури і її елементів або ж їх пристосовності до умов функціонування, що змінюються, і тому подібне Проте з метрологічною і, зокрема, з кваліметричної позиції досить врахувати тільки зовнішні прояви якості, тільки «якістеутворюючі» властивості. Такий підхід до вимірювання якості приводить до не цілком адекватного результату. Такий результат вимірювання якості не помилковий, він не повний і тому має велику погрішність.
Вимірювання і узагальнення показників зовнішніх властивостей і характеристик внутрішньої суті об'єкту дослідження, дають, очевидно, можливість отримання точнішої чисельної характеристики рівня якості, тобто правильнішої оцінки якості.
Отриманий кваліметричний результат, тобто чисельний показник рівня якості дослідженого об'єкту по відношенню до якості еталону, - це ще не остаточна оцінка якості, а тільки основа для цього. Оцінка якості – це відповідь на питання, якою мірою отриманий рівень якості дослідженого об'єкту відповідає інтересам або потребам оцінюючого об'єкту, групи людей або суспільства в цілому.
При оцінюванні якості іноді рекомендують використовувати образ «ідеальної», необхідної корисної якості, якій рідко коли відповідає вибраний еталон. Навіть ідеальний еталон якості не може всіх задовольнити, оскільки інтереси, потреби, погляди на цінності у всіх людей різні. Тому будь-які оцінки якості суб'єктивні з об'єктивною їх основою у вигляді чисельних показників рівнів якостей. Це свідчить про єдність і очевидну суперечність об'єктивної і суб'єктивної в оцінках якості реальних об'єктів, що цікавлять людей. Тут повною мірою виявляється діалектика об'єктивного і суб'єктивного у позиції будь-якої якості.
Оцінка якості, що виражає цінність або ступінь корисності об'єкту, є предметом вивчення багатьох спеціальних наук, у тому числі і аксіології
– теорії цінностей. У цій теорії розкривається зміст основних категорій, які виражають ту або іншу цінність для людини. До таких категорій відносяться, наприклад, духовні цінності, матеріальні цінності ( властивості товарів і послуг, безпека техніки). Понятійний апарат аксіології допомагає при розгляді багатьох питань, пов'язаних з якістю, перш за все продукції, виробничих процесів, послуг, навколишнього середовища і інших об'єктів, квалітологією, що вивчаються, і оцінюваних квалітометрією.
Отже, оцінка якості (Qоц) є результат взаємодії чотирьох компонентів, а саме:
Qоцінка=< оцінюваний об'єкт; оцінюючий об'єкт; база оцінки (еталон якості);алгоритм (логіка і прийоми) оцінювання.
Оскільки визначення якості об'єктів реального миру є, по суті, пізнання їх найважливіших властивостей і по суті, то, отже, кваліметрія є методологією з комплексом різних методик, що відносяться до гносеології – теорії пізнання. Кваліметрія вважається прикладною теорією пізнання якості всіляких об'єктів дослідження.
Отже, у кваліметрії, як і у всякої наукової дисципліни, є свої методологічні принципи, зміст яких полягає в нижченаведеному.
1. Кваліметрія зобов'язана давати практиці господарської діяльності людей (тобто економіці) суспільно корисні методи достовірної кваліфікованої і кількісної оцінки якості різних об'єктів дослідження.
Відносно оцінки якості товарної продукції проблема полягає в тому, що у споживачів і виробників продукції істотно різні інтереси. Виробник не завжди зацікавлений і часто не може створювати якісні товари, а продавати їх він прагне за найбільш високою ціною. Споживач же зацікавлений в дешевій але якісній продукції. Тому відповідні методи оцінки якості продукції можуть бути різними. Завдання кваліметрії – розробляти такі методи, прийоми і засоби оцінювання якості продукції, які враховують інтереси як виробників так і споживачів.
2. Пріоритет у виборі визначальних показників для оцінки якості продукції завжди повинен бути на стороні споживачів.
Річ у тому, що кількісна оцінка якості, як правило, здійснюється не за всіма можливими показниками, що характеризують властивості продукції, а за декількома найбільш значущими, визначаючими показниками. Внаслідок того, що корисний ефект від продукції досягається при її експлуатації або споживанні, то при оцінюванні якості продукції переважно використовуються ті показники, які характеризують здатність продукції « задовольняти певні потреби з її призначенням». Продукція створюється для сфери споживання, тому в кваліметрії віддається перевага показникам споживчих властивостей.
3. Наступний принцип можна сформулювати так: кваліметрична оцінка якості продукції не може бути отримана без наявності еталону для порівняння – без базових значень показників визначальних властивостей і якості в цілому.
Абсолютні значення окремих показників якості ще не характеризують якість, не є оцінними. Для кількісної оцінки якості необхідно знати значення аналогічних показників якості інших або іншого аналогічного зразка. Кінцевим результатом оцінки якості досліджуваного зразка продукції, є відносна величина значень узагальненого показника його якості і такого ж самого показника базового, еталонного зразка.
4. Показник будь-якого узагальнення, окрім самого нижнього (початкового) рівня, зумовлюється відповідними показниками попереднього ієрархічного рівня.
Під найнижчим ієрархічним рівнем показників слід приймати одиничні показники простих властивостей, що формують якість. Показником якості вищого ієрархічного рівня є інтегральний показник якості.
5. При використанні методу комплексної оцінки якості продукції всі різнорозмірні показники властивостей повинні бути перетворені і приведені до однієї розмірності або виражені в безрозмірних одиницях вимірювання.
6. При визначенні комплексного показника якості кожен показник окремої властивості повинен бути скоректований коефіцієнтом його вагомості.
7. Сума чисельних значень коефіцієнтів вагомості всіх показників якості на будь-яких ієрархічних ступенях оцінки має однакове значення.
8. Якість цілого об'єкту обумовлена якістю його складових частин.
9. При кількісної оцінки якості, особливо по комплексному показнику, неприпустимо використання взаємообумовлених і, отже, дублюючих показників однієї і тієї ж властивості.
10. Зазвичай оцінюється якість продукції, яка здатна виконувати корисні функції відповідно до її призначення.
Вище перераховані методологічні принципи кваліметрії не вичерпують всіх концептуальних положень цієї області науки. Проте вони є основоположними при вирішенні загальних і конкретних питань, пов'язаних з методами оцінки якості об'єктів реальності і зокрема технічної продукції та товарів народного споживання .
Кваліметрична оцінка якостей є тільки основа і початкова стадія складного процесу управління якістю об'єктів. Без знання про рівень властивостей і якостей даних об'єктів немає можливості для науково обґрунтованого ухвалення необхідного управлінського рішення і подальшого здійснення відповідної превентивної або коректуючої дії на об'єкт з метою зміни якості.
За підсумками кваліметричних оцінок проводять:
1) оптимізацію показників властивостей і якості в цілому;
2) прогнозування якості продукції;
3) визначення рівня і запасу конкурентоспроможності як сукупної оцінки рівнів якості і ціни продукції або послуги і багато що інше.
Кваліметрія як відносно нова і фундаментальна наука є актуальною і базисною для інших пов'язаних наук, направлених на вирішення проблем управління якістю.
Управління якістю
В умовах ринкових відносин якість забезпечується і гарантується підприємством. А якщо її не забезпечено і не гарантовано - підприємство гине: автоматично забезпечує це той же ринок, але нормальний ринок, із збалансованим попитом і пропозицією.
У 60-70-ті роки вважали, що для успіху виробника достатньо, щоб продукції було багато і вона була дешевою. У 80-ті роки стало очевидним, що виникла конкуренція не цін, а якості: 80% покупців приймали рішення про покупку, звертаючи увагу насамперед на якість продукції. Отже, конкурентоспроможною могла стати лише продукція, яка мала, при інших рівних умовах, меншу виробничу собівартість і вищу якість.
У 1982 р. в США була видана книга Едварда Демінга "Якість, продуктивність, конкурентоспроможність", в якій автор виклав свою концепцію постійного підвищення якості у вигляді 14 знаменитих постулатів.
Тепер весь світ працює над проблемою забезпечення якості. Методичною її основою є так звана "петля якості", яка в класичному варіанті має вигляд як на рис. 3.2.
На якість продукції впливає значна кількість факторів, які діють як самостійно, так і в взаємозв'язку між собою, як на окремих етапах життєвого циклу продукції, так і на кількох. Усі фактори об'єднані в 4 групи: технічні, організаційні, економічні і суб'єктивні.
До технічних факторів
належать: конструкція, схема послідовного зв'язку елементів, система резервування, схемні вирішення, технологія виготовлення, засоби технічного обслуговування і ремонту, технічний рівень бази проектування, виготовлення, експлуатація тощо.
До організаційних факторів
належать розподіл праці і спеціалізація, форми організації виробничих процесів, ритмічність виробництва, форми і методи контролю, порядок пред'явлення і здачі продукції, форми і способи транспортування, зберігання, експлуатації (споживання), технічного обслуговування, ремонту тощо.
Організаційним факторам, на жаль, ще не приділяється стільки уваги, скільки технічним, тому дуже часто добре спроектовані і виготовлені вироби внаслідок поганої організації виробництва, транспортування, експлуатації і ремонту достроково втрачають свою високу якість.
До економічних факторів
належать ціна, собівартість, форми і рівень зарплати, рівень затрат на технічне обслуговування і ремонт, ступінь підвищення продуктивності суспільної праці тощо.
Економічні фактори особливо важливі при переході до ринкової економіки. їм одночасно властиві контрольно-аналітичні і стимулювальні властивості. До перших належать такі, що дозволяють виміряти: затрати праці, засобів, матеріалів на досягнення і забезпечення певного рівня якості виробів. Дія стимулювальних факторів призводить як до підвищення рівня якості, так і до його зниження. Найбільш стимулювальними факторами є ціна і зарплата. Правильно організоване ціноутворення стимулює підвищення якості. При цьому ціна повинна покривати всі витрати підприємства на заходи з підвищення якості і забезпечувати необхідний рівень рентабельності. У той же час вироби з вищою ціною повинні бути високої якості.
В забезпеченні якості значну роль відіграє людина з її професійною підготовкою, фізіологічними і емоціональними особливостями, тобто йдеться про суб'єктивні фактори,
які по-різному впливають на розглянуті вище фактори. Від професійної підготовки людей, які зайняті проектуванням, виготовленням і експлуатацією виробів, залежить рівень використання технічних факторів. Але якщо під час функціонування технічних факторів роль суб'єктивних слабшає, тому що на цій стадії процес відбувається з використанням сучасної техніки і технології, яка максимально звільняє технологічний процес від участі людини, то в організаційних факторах суб'єктивний елемент відіграє вже значну роль, особливо коли йдеться про способи і форми експлуатації і споживання виробів.
Контроль, необхідно обов'язково передбачити, щоб акти постачальника (субпідрядника) перевірки відповідності вимогам та виконаних випробувань, а також їхні реєстраційні Форми з контролю (випробувань) містили дані вимірювань характеристик якості, які впливають на придатність виробу. Постачальникам (субпідрядникам) повинні бути відомі вимоги, дотримання яких перевіряється під час контролю (випробувань). Вхідний контроль повинен також передбачати можливість одержання неповних даних з випробувань и неотримання таких даних. Слід ізолювати матеріали до одержання повних даних або роки матеріали не будуть випробувані повторно та їх відповідність вимогам не буде підтверджена. Якщо виникне потреба у використанні цих матеріалів до підтвердження відповідності, то вони повинні бути ідентифіковані та встановлена їх простежуваність.
Якщо виявиться, що ці матеріали не відповідають вимогам, продукція, виготовлена з цих матеріалів, повинна бути ізольована для вжиття відповідних заходів.
Контроль готової продукції - це важлива функція з забезпечення якості, оскільки це остання можливість для постачальника перевірити відповідність виробу вимогам замовника. До остаточного контролю продукції входять функціональний контроль та контроль експлуатаційних показників, якщо такий передбачено. Обов'язково необхідно переконатися, що вхідний контроль та контроль у процесі виробництва виконувались відповідним чином і є реєстраційні дані, які підтверджують, що результати цих перевірок були задовільними.
Якщо виріб складається з декількох деталей, необхідно щоб кожна складова частина підлягала контролю як кінцевий виріб, оскільки після складання їх в один виріб кожна з них може стати недоступною для контролю. Це буде сприяти, швидкому виконанню контролю готової продукції, оскільки на останньому етапі контролю будуть зібрані всі необхідні для контролю дані.
Реєстрація даних контролю та випробувань має велике значення для підтвердження того, що у різних точках процесу виробництва здійснювалось управління якістю і кінцевий виріб повністю відповідає вимогам до якості з боку замовника.
Контрольне, вимірювальне та випробувальне обладнання вважається придатним у тому випадку, коли воно функціонує з визначеним рівнем точності та пройшло відповідне юстування. Ефективне використання такого обладнання потребує підготування його до роботи та постійного обслуговування.
Перевірка вимірювального та випробувального обладнання має важливе значення для надійності даних, одержаних під час випробувань.
Періодичність перевірки залежить від типу обладнання та частоти його використання.
Перевірене обладнання повинно ідентифікуватися за допомогою ярлика, етикетки чи наклейки для того, щоб не допустити використання неперевіреного обладнання. Ідентифікація повинна містити інформацію про дату останньої перевірки, точність обладнання, дату наступної перевірки, а також про спеціальні обмеження щодо використання даного обладнання.
Результати перевірки необхідно реєструвати. Реєстраційні дані демонструють замовнику, що перевірка обладнання здійснюється регулярно.
Умови навколишнього середовища можуть впливати на вимірювання, тому під час проведення вимірювань, чутливих до дії навколишнього середовища, повинні вживатися заходи з контролю навколишнього середовища.
Більшість вимірювальних приладів є чутливими. Вантажно-розвантажувальні роботи, транспортування та зберігання повинні здійснюватися так, щоб запобігати пошкодженню та погіршенню експлуатаційних показників. Причинами погіршення експлуатаційних показників можуть бути також недбале використання, дії екстремальних значень температури, вологості, пилу, вібрації тощо. Ці фактори треба враховувати під час розроблення методик з контролю та обслуговування контрольного, вимірювального та випробувального обладнання.
У системі якості періодично проводяться перевірки технологічної точності обладнання, контроль оснащення, інструмента, контроль систем енергозабезпечення, транспортування та виробничого середовища.
Перевірка дотримання технологічної дисципліни та здійснення конструкторського нагляду проводяться шляхом систематичного контролю виконання вимог конструкторської та технологічної документації в процесах виробництва.
При контролі технологічної дисципліни перевіряють продукцію, технологічні процеси та операції, засоби технологічного оснащення, робочі місця.
На основі аналізу результатів контролю дотримання технологічної дисципліни розробляються та вживаються заходи коригувальної дії з метою запобігання появи повторних невідповідностей. Ці заходи можуть передбачати зміну методу виготовлення, контролю, технологічного оснащення та обладнання, перегляд технічних умов.
Метрологічний контроль та нагляд включає контроль стану та застосування засобів вимірювань, випробувань і контролю, наявності та правильності застосування методик виконання вимірювань та дотримання встановлених правил.
Аналіз міжцехових та зовнішніх рекламацій проводять на основі актів про брак та претензій споживачів.
Виконання функцій забезпечення якості на етапі "Пакування і складування"
Операції транспортування, вантажно-розвантажувальні роботи та складування повинні бути задокументовані. Замовник може домовитись про вимоги щодо пакування.
Процедури з виконання вантажно-розвантажувальних робіт повинні бути організовані так, щоб не були пошкоджені вироби і не погіршилася якість.
Необхідно враховувати такі умови:
- вага та розмір виробу чи матеріалу;
- наявність відповідних затискувальних пристроїв для закріплення гаків чи підіймальних пристроїв;
- необхідність у спеціальній тарі для переміщення між різними точками виробництва;
- необхідність уникнення надлишкової вібрації та несподіваної зміни температур для визначених типів матеріалів;
- запобігання появі корозії, плям нанесенням захисного шару мастил;
- створення умов щодо запобігання змішання виробів з іншими виробами, які не пройшли випробування або відрізняються якістю. Дуже важливо, щоб відмітки ідентифікації виробу не були знищені під час вантажно-розвантажувальних робіт та щоб вони були помітними для швидкості ідентифікації;
- чистота під час навантаження та розвантаження деяких матеріалів та виробів, наприклад, ліків, оптичних деталей тощо;
- захист персоналу під час навантаження та розвантаження небезпечних матеріалів та виробів;
- регулярна профілактика обладнання для вантажно-розвантажувальних робіт. Правила та умови зберігання матеріалів, які надходять, виробів, що знаходяться в
процесі виробництва, та кінцевих виробів повинні забезпечувати захист цих виробів від несприятливих дій навколишнього середовища та гарантію їх збереження. Персонал, який зайнятий у цій сфері, повинен бути ознайомлений з інструкціями щодо зберігання різних видів продукції. Ці інструкції поміщають на видному місці на ділянках зберігання для полегшення звертання до них та виконання. Якщо є можливість, спеціальні умови зберігання повинні також бути позначені на тарі чи упаковці.
Пакування призначається для захисту виробів під час вантажно-розвантажувальних робіт, транспортування та зберігання до використання замовником. Тип упаковки визначається характером виробу. Пакувальний матеріал не повинен погіршувати якість виробу. Це особливо важливо для харчових продуктів, хімічних та вибухових речовин.
Іншими факторами, від яких залежить характер пакування, є вид (види) транспортування, умови навколишнього середовища та період зберігання в упаковці.
Якщо використовують перероблені, старі чи використовувані раніше пакувальні матеріали, необхідно переконатись, що старе маркування повністю ліквідоване, а нове маркування добре нанесене. Навіть якщо використовують нову упаковку, чітке маркування має суттєве значення для правильного поводження з виробом.
На упаковці повинні бути проставлені спеціальні вказівки щодо поводження з виробом та зберігання. Чорнила та фарби, які використовують для маркування, не повинні спричиняти пошкодження чи псування виробів або стиратись під час транспортування.
Якщо пакують харчові продукти, ліки та інші вироби з обмеженим строком зберігання, на упаковці повинна чітко проставлятися дата закінчення строку для інформування замовника чи споживача.
Іноді замовник висуває спеціальні вимоги щодо пакування, включаючи ідентифікацію, маркування та інші інструкції, які повинні наноситися на упаковку, чи вказуватися в товаросупровідній документації. Ці вимоги повинні бути чітко визначеними та реалізовані відповідними службами.
Виконання функцій забезпечення якості на етапі "Збут та продаж"
Постачання продукції замовнику (споживачу) здійснюється на підставі договорів (контрактів). У договорах (контрактах) погоджуються вимоги до якості продукції, умови технічного приймання та контролю продукції, санкції за незалежну якість. Якість в процесі постачання продукції характеризується:
- якістю продукції, яка постачається;
- комплектністю документації на продукцію, яка постачається;
- додержанням технічних умов поставляння, включаючи вимоги до пакування та маркування;
- збереженням продукції під час транспортування;
- додержанням технічних умов одержання та приймання продукції, реєстрації виявлених відхилень та порушень;
- своєчасністю та дотриманням черговості поставляння продукції.
Дуже важливо, щоб якість не погіршилася у проміжку між контролем постачальника перед відправленням та одержанням продукції замовником. Важливим є оцінювання часу транспортування.
Упаковка повинна бути розрахована на витримання всіх дій під час навантаження і розвантаження та умов навколишнього середовища під час маршруту проходження.
Усі аспекти, які відносяться до захисту продукції та безпеки її постачання, повинні
бути погодженні з замовником.
Для взаємодії із замовниками (споживачами) продукції та підготовки пропозицій з усунення їх зауважень проводять реєстрацію та зберігання даних про якість на основі претензій та побажань замовників (споживачів).
За порушення умов поставляння продукції, які встановлені договорами (контрактами), постачальник несе майнову відповідальність за чинним законодавством.
Виконання функції й забезпечення якості на етапі "Монтаж та здавання в експлуатацію"
Забезпечення якості під час монтажу та здавання в експлуатацію продукції може передбачати як передпродажну підготовку, встановлення та настроювання (регулювання) продукції (виробів) у постачальника відповідно до вимог нормативної та технічної документації в присутності представника замовника або за його згодою без нього, а також монтаж продукції (виробів) у замовника.
Створюється інформаційна система та аналізуються дані з дотримання вимог нормативної та технічної документації, виявлення прихованих дефектів, виникнення порушень та відхилень у функціонуванні продукції.
На основі результатів аналізу виявляють резерви підвищення якості та готують пропозиції із забезпечення та покращання якості продукції, а також розробляють заходи для запобігання всіх видів невідповідностей під час монтажу та експлуатації.
Виконання функцій забезпечення якості на етапі "Технічна допомога та обслуговування"
Технічна допомога та обслуговування охоплюють всі види післяпродажних послуг стосовно виробів, які знаходяться в експлуатації та вимагають ремонту та обслуговування. Деяка продукція, наприклад, харчові продукти, текстиль тощо не потребують обслуговування.
Існує дві категорії вимог до обслуговування. Перша категорія обслуговування здійснюється за умовами, які передбачені контрактом, наприклад, в контрактах на постачання обладнання. Друга категорія охоплює споживчі товари тривалого використання та інші готові вироби, які виробляються за технічними умовами виробника. Звичайно такі товари мають гарантію на визначений період, під час якого постачальник здійснює безкоштовне обслуговування та ремонт. Ефективне технічне обслуговування стає фактором, який впливає на рішення споживача про купівлю тих чи інших товарів. Тому якість технічного обслуговування повинна становили одне ціле з загальною системою управління якістю в постачальника.
Основними функціями організації технічного обслуговування є:
- навчання персоналу замовника роботі та профілактичному обслуговуванню обладнання;
- забезпечення інструкціями з обслуговування та ремонту;
- розроблення спеціальних інструментів і випробувального обладнання для обслуговування;
- створення технічної бази для ремонту та обслуговування;
- створення системи забезпечення запасними частинами;
- робота із скаргами та претензіями замовника.
Виконання функцій забезпечення якості на етапі "Експлуатація"
Постачальник повинен розробити систему раннього попередження, яка б забезпечила надходження інформації про випадки відмов та дефектів продукції на етапі експлуатації. Ця інформація збирається і надається для аналізу і проведення коригувальних і запобіжних дій щодо проекту, методик виготовлення та експлуатації продукції.
Виконання функцій забезпечення якості на етапі "Утилізація або вторинне перероблення після закінчення терміну служби"
Утилізацію продукції після використання можна реалізувати через розроблення рекомендацій для замовників (споживачів) щодо утилізації продукції після використання.
Постачальник проводить утилізацію сировини, матеріалів, комплектувальних виробів, готової продукції, яка не відповідає встановленим вимогам, та відходів виробництва з метою реалізації вторинних матеріальних ресурсів або поховання відходів.
Критеріями ефективності проведення робіт на етапі утилізації відходів є екологічна чистота виробничого процесу та ефективності використання вторинних ресурсів.
У рекомендаціях для замовників (споживачів) щодо утилізації продукції після використання повинні бути вказані мета та методики утилізації.
Виконання функцій оперативного управління (коригувальних та запобіжних дій) у системі якості
Будь-яка система якості, яка діє у визначених умовах, має тенденцію відхилення від цих стандартних умов роботи внаслідок різних причин, що призводить до появи порушень, відхилень, невідповідностей, дефектів та браку. Тому підприємство (постачальник) повинно мати затверджену систему поточного контролю виробничої діяльності або процесів виробництва для здійснення коригувальних дій з метою повернення системи якості в стандартні чи звичайні для цієї системи умови у випадку виявлених порушень, відхилень, невідповідностей, дефектів та браку.
Особливо важливим є здійснення коригувальних дій процесів виробництва для забезпечення виробництва продукції необхідної якості. Необхідно проводити збір та систематизацію поточних даних з порушень, відхилень, невідповідностей, дефекту та браку у процесах виробництва для систематичного аналізу невідповідності та відхилень. При вивченні дефектів та невідповідностей слід враховувати, що вони можуть виникати як через недолік в управлінні виробничими процесами, так і через упущення в організації проектування, матеріально-технічного забезпечення, нормативно-технічного забезпечення тощо. Деякі причини можуть бути очевидні, враховуючи сам характер частоти виникнення порушень.
Якщо аналіз процесу виробництва, який дає дефектний вихід, виконується достатньо кваліфіковано, то заходи з усунення порушень, відхилень, невідповідностей, дефектів та браку розробляють, враховуючи причини. Деякі способи виправлення дефектів можуть бути зовсім простими і здійснити їх можна швидко (наприклад, заміна креслень). Інші заходи виправлення дефектів можуть вимагати значно більших зусиль. Наприклад, варіант заміни верстата, який не виконує оброблення з необхідними допусками, не можна здійснити. До прийняття остаточного рішення необхідно розглянути декілька можливих заходів:
- альтернативний спосіб виготовлення;
- вибіркове складання;
- 100%-й контроль деталей для виявлення та відбракування дефектних одиниць;
- повторне проектування деталей для забезпечення ширших допусків. Рішення щодо вибору заходів повинно враховувати складність вживання заходів
та економічність різних варіантів.
Після виконання прийнятих заходів виріб необхідно ретельно контролювати, щоб встановити факт ліквідації невідповідності. Якщо буде виявлена знову невідповідність, то процедури розроблення, прийняття та вживання необхідних заходів повторюють, доки не буде вирішена проблема виникнення порушень, відхилень, невідповідностей, дефектів та браку.
Зміни, що є результатами коригувальних дій, фіксуються у документації на продукцію, процеси, систему якості.
Виконання функцій стратегічного управління у системі якості. Розроблення, організація та контроль виконання стратегічних планів та програм якості
Розроблення та виробництво нової та оновленої (модернізованої) продукції передбачає підготовку програм якості, які пов'язані з вимогами системи якості підприємства (постачальника).
Програми якості повинні визначати:
- завдання у сфері якості;
- заходи, які забезпечують реалізацію завдань;
- конкретний розподіл прав та обов'язків;
- застосування спеціальних методик, методів і робочих конструкцій;
- відповідні програми випробувань, контролю та перевірки на відповідних етапах (наприклад, проектування, розроблення);
- методи коригування програм якості під час їх реалізації.
Організація та контроль внутрішньої регламентації робіт із забезпечення якості
Організація, яка будує свою систему якості відповідно до стандартів ДСТУ ІЗО серії 9000, повинна розробити та підтримувати порядок контролю за всією документацією та даними, що належать до системи якості.
У системі якості повинні бути розроблені детальні інструкції з підготовки, аналізу, зміни і затвердження документів.
Усі виконавці повинні бути поінформовані про наявність і можливість отримання документів, які служать настановами для виконання їхніх завдань.
Контроль за документацією починається з моменту створення документа і продовжується до моменту його знищення. Всі документи, які служать для визначення ефективної роботи системи якості, повинні бути включеними в систему контролю документації. Прикладами таких документів можуть бути:
- документи з політики підприємства у сфері якості;
- настанови з якості;
- стандарти підприємства (методики процедури), які регламентують дії щодо управління якістю, відповідні інструкції з метрології та інших, пов’язаних з системою якості видів діяльності;
- проектна документація та документи з закупівель (постачання);
- креслення;
- технічні умови; критерії контролю та випробувань;
- вимоги до безпеки та надійності;
- документація з технології виробництва;
- плани з якості;
- графіки процесу виробництва;
- інструкції щодо роботи;
- інструкції щодо зберігання, вантажно-розвантажувальних робіт, профілактики обладнання;
- документи реєстрації даних про якість;
- звіти про випробування;
- дані про можливості процесів;
- звіти про дослідження та інструкції з виконання коригувальних дій тощо.
Процедура контролю за документацією повинна чітко визначати відділи, які відповідають за розроблення різних типів документів. Повинні бути визначені рівні, на яких документи затверджують. Для деяких документів необхідні вхідні дані, які надходять з декількох відділів. В цьому випадку призначають відділ, що відповідає за координацію робіт між відділами та розроблення документа, перед затвердженням документа він повинен бути погоджений зацікавленими відділами. Для деяких документів необхідно погодження замовником.
Для ефективного контролю документації необхідно мати перелік всіх документів з системи якості. Цей перелік повинен коригуватися відділом чи службою управління якістю на основі інформації, яка надходить від всіх відділів, що розробляють свої документи. Копії цього переліку подаються в зацікавлені відділи. Відділ чи служба управління якістю інформується про будь-яку зміну для своєчасного внесення змін у перелік документів з системи якості. В організаціях з великою кількістю документів доцільно вводити цю інформацію в комп'ютер.
Організація роботи з навчання персоналу методам забезпечення та поліпшення якості
На підприємстві необхідно розробляти методики систематичного навчання всього персоналу, який виконує функції, що впливають на якість.
Увесь керівний персонал повинен мати чітке уявлення про систему якості, її функціонування і перевірку та критерії оцінювання її ефективності. Для цього вони можуть відвідувати семінари з 150 серії 9000 чи навчатися за спеціальними програмами, а також бути атестованими на підприємстві.
Технічний персонал, зайнятий у функціональних сферах, які впливають на якість, виконує центральну роль в реалізації системи якості. Його підготовка повинна охоплювати два аспекти. Перший - це його професійна компетентність в таких галузях, як проектування, випробування, управління закупівлею тощо. Другий - стосується політики у сфері якості, порядку ведення документації та дотримання інструкції з роботи, які застосовуються в сфері їх відповідальності.
Основні елементи роботи в основних галузях виконують робітники. їх професійні навички та компетентність має вирішальне значення для забезпечення якості кінцевого виробу. Вони повинні знати, як працювати з обладнанням інструментами та приладами, вміти читати чи розуміти креслення, технічні умови та іншу документацію. Бажаною є підготовка з застосування елементарних статичних методів, що дозволить покращити стиль роботи та підвищити ступінь впевненості в своїх діях.
Кожний відділ та служба, які мають відношення до якості, повинні оцінити необхідність у підготовці кадрів, а також рівень цієї підготовки. Керівники відділів визначають персонал, який має пройти підготовку. Зважаючи на цю інформацію, службова особа, яка відповідає за навчання, організує на систематичній основі підготовку.
Частина підготовки може проходити у формі курсів, але основна підготовка здійснюється на місці праці, де персонал працює як дублер.
Добре організована система управління якістю не може ефективно функціонувати, якщо керівництво не може спонукати персонал до активності в реалізації системи якості та досягнути повного взаєморозуміння і співпраці.
На початкових стадіях розроблення системи якості повинні підтримуватися всі дії персоналу щодо аналізу власної поточної діяльності.
Залучення робітників до програм з якості є ефективним засобом стимулювання їх зацікавленості в роботі відповідно до вимог системи забезпечення якості. Справжню участь можна чекати тільки тоді, коли робітникам надається можливість здійснювати конструктивну критику та пропонувати способи поліпшення системи якості. Ініціативу робітників щодо висування пропозицій потрібно заохочувати.
Цей підхід може набути практичну форму за допомогою створення цехових комітетів з якості, які періодично аналізують реалізацію програм якості. Такий механізм сумісних консультацій створює в робітників почуття участі в загальній справі з реалізації програм якості.
Збір та систематизація інформації у сфері забезпечення якості
Для функціонування системи якості необхідно розробити методики ідентифікації, збору, індексації, заповнення, зберігання, введення до розподілу даних про якість. Документація, яка містить дані про якість, забезпечує об'єктивне підтвердження того, що необхідний вибір якості виробу досягнутий та різні елементи системи якості були ефективно реалізовані.
Існує дві основні категорії даних про якість:
- дані про якість виробу;
- дані про функціонування системи якості.
Інформацію про якість виробу включають в таку документацію:
- документи, які містять вимоги до якості продукції;
- документи, які містять технічні вимоги до компонентів та вхідних матеріалів;
- креслення основного обладнання;
- звіти про випробування матеріалів;
- звіти про контроль та випробування на різних етапах виробництва;
- детальна інформація про відхилення та відступлення від вимог та відповідні дані про їх дозвіл;
- дані про невідповідні матеріали та їх розміщення;
- дані про здавання в експлуатацію та обслуговування протягом гарантійних періодів;
- дані про скарги на якість виробів та вжиті заходи з виправлення недоліків. Інформацію про функціонування системи якості включають в таку документацію:
- звіти про перевірку якості та дані аналізу, який виконувався керівництвом;
- документи про затвердження постачальників та рейтинг їх роботи;
- документи з даними про управління процесами та коригувальні дії;
- дані про перевірку випробувального обладнання та приладів;
- документи з підготовки кадрів та кваліфікації персоналу.
Системи управління якістю
Принципи управління якістю
Встановлено вісім принципів управління якістю, які найвище керівництво може використовувати для поліпшення показників діяльності організації.
а) Орієнтація на замовника.
Організації залежать від своїх замовників і тому повинні розуміти поточні та майбутні потреби замовників, виконувати їхні вимоги і прагнути до перевищення їхніх очікувань.
б) Лідерство.
Керівники встановлюють єдність мети та напрямків діяльності організації. їм треба створювати та підтримувати таке внутрішнє середовище, в якому працівників можна повністю залучити до виконання завдань, що стоять перед організацією.
в) Залучення працівників.
Працівники на всіх рівнях становлять основу організації, і їхнє повне залучення дає змогу використовувати їхні здібності на користь організації.
г) Процесний підхід
Бажаного результату досягають ефективніше, якщо діяльністю та пов'язаними з нею ресурсами управляють як процесом.
д) Системний підхід до управління.
Ідентифікування, розуміння та управління взаємопов'язаними процесами як системою сприяє організації у результативнішому та ефективнішому досягненні її цілей.
є) Постійне поліпшення.
Постійне поліпшення діяльності організації загалом треба вважати незмінною метою організації.
є) Прийняття рішень на підставі фактів.
Ефективні рішення приймають на підставі аналізування даних та інформації.
ж) Взаємовигідні стосунки з постачальниками.
Організація та її постачальники є взаємозалежними і взаємовигідні стосунки підвищують спроможність обох сторін створювати цінності.
Ці вісім принципів управління якістю формують основу стандартів на системи управління якістю, які входять до стандартів серії ДСТУ 150 9000.
Вимоги до систем управління якістю і вимоги до продукції
У стандартах серії ДСТУ 150 9000 розмежовують вимоги до систем управління якістю і вимоги до продукції.
У стандартах ДСТУ 150 9001 встановлено вимоги до систем управління якістю. Вони загальні і застосовні до організації усіх галузей промисловості чи економіки, незалежно від категорії пропонованої продукції. Стандарт ДСТУ І50 9001 не встановлює безпосередньо вимог до продукції.
Вимоги до продукції можуть бути встановлені замовниками, або організацією з передбаченням вимог замовників, або регламентами. Вимоги до продукції і, у деяких випадках, пов'язаних з нею процесів можуть бути викладені, наприклад, у документах технічних вимог, стандартах на продукцію, стандартах на процеси, контрактних угодах і регламентах.
Підхід до систем управління якістю
Підхід до розроблення та впровадження системи управління якістю передбачає декілька етапів, а саме:
а) визначення потреб та очікування замовників та інших зацікавлених сторін;
б) установлення політики та цілей організації у сфері якості;
в) визначення процесів та відповідальності, необхідних для досягнення цілей 5 сфері якості;
г) визначення та постачання ресурсів, необхідних для досягнення цілей у сфері якості
д) установлення методів, які дають змогу вимірювати результативність та ефективність кожного процесу;
є) використання результатів цих вимірювань для визначення результативності те ефективності кожного процесу;
є) визначення засобів, які дають змогу запобігати невідповідностям і усувати їхні причини;
ж) запровадження та застосування процесу постійного поліпшення системи управління якістю.
Цей підхід також можна застосовувати для підтримування та поліпшення наявної системи управління якістю.
Організація, яка приймає описаний вище підхід, забезпечує впевненість у можливостях своїх процесів та в якості своєї продукції, створюючи собі основу для постійного їх поліпшення. Це може сприяти більшій задоволеності замовників та інших зацікавлених сторін, а також до успіху організації.

Процесний підхід
Будь-яку діяльність або комплекс видів діяльності, як було показано в 1.4, для яких використовують ресурси для перетворення входів на виходи, можна розглядати як процес.
Для ефективного функціонування організації повинні визначити численні взаємопов'язані та взаємодійні процеси і управляти ними. Часто вихід одного процесу безпосередньо є входом наступного процесу. Систематичне визначення процесів та їх взаємодій в організації, а також управління ними називають "процесним підходом".
Рис. 3.3 ілюструє систему управління якістю, що базується на процесах, описану в стандартах серії ДСТУ І50 9000. Він показує, що зацікавлені сторони відіграють суттєву роль у забезпеченні вхідних елементів для організації. Моніторинг задоволеності зацікавлених сторін вимагає оцінювання інформації щодо сприйняття цими сторонами ступеня задоволеності їхніх потреб та очікувань. Модель, зображена на рис. 3.3., не Деталізує процеси.
Управління якістю за державними стандартами ДСТУ ІЗО 9001 -2001 ТА ДСТУ ІЗО 9004-2001
Управління системами та процесами
Для успішного очолювання організації і забезпечення її функціонування управління нею повинно бути систематичним і прозорим. Успіху можна досягти завдяки впровадженню та актуалізації системи управління, спрямованої на постійне поліпшення результативності та ефективності діяльності організації з урахуванням потреб зацікавлених сторін. Управління організацією охоплює управління якістю, поряд з іншими аспектами управління.
Для того, щоб створити організацію, орієнтовану на замовника, найвище керівництво повинно:
а) визначити системи та процеси, які були б зрозумілі та уможливлювали б управління ними і підвищення їхньої результативності та ефективності;
б) забезпечити результативне та ефективне функціонування процесів та управління ними, вимірюваннями та даними, які використовують для визначення задовільних показників діяльності організації.
Прикладами діяльності зі створення орієнтованої на замовника організації є:
- визначення та пропагування процесів, які призводять до поліпшення показників діяльності організації;
- постійне одержання і використання даних та інформації про процеси;
- спрямування діяльності на постійне поліпшення;
- застосування методів, придатних для оцінювання поліпшення процесів, наприклад, самооцінювання і аналізування з боку керівництва.
Згідно з ДСТУ ІЗО 9001:2001 "Системи управління якістю. Вимоги", організація повинна встановити, задокументувати, впровадити та підтримувати систему управління якістю і постійно поліпшувати її результативність відповідно до вимог цього державного стандарту. Організація повинна визначити процеси, необхідні для системи управління якістю та їхнє застосування на всіх рівнях організації, визначити послідовність та взаємодію цих процесів, визначити критерії та методи, необхідні для забезпечення
Вимоги до елементів системи якості
До елементів системи якості зараховують документально оформлені вимоги ринку (або конкретних замовників чи споживачів), функції системи, її організаційну структуру, документацію, методи, правила та технологію виконання функції, ресурси, включаючи фінансові, інформаційну систему.
Нижче формулюються у стислій формі загальні вимоги до цих елементів.
1. Вхідна інформація, що надходить внаслідок вивчення ринку, повинна застосуватися для створення нової продукції та удосконалення тієї, що вже випускається, а також для удосконалення системи якості.
Керівництво організації несе повну відповідальність за визначення політики у сфері якості та прийняття рішень щодо створення, розроблення, впровадження та забезпечення функціонування системи якості.
2. Повинні бути визначені і документально зафіксовані всі види діяльності, що безпосередньо пов'язані або посередньо впливають на якість. При цьому є необхідним:
а) чітке визначення загальних та конкретних обов'язків персоналу в діяльності, безпосередньо пов'язаній з забезпеченням якості;
б) чітке встановлення обов'язків та повноважень персоналу в кожному виді діяльності, що впливає на якість, а також передбачення таких обов'язків, організаційної свободи та повноважень, які були б достатніми для досягнення заданих вимог до якості з необхідним рівнем ефективності;
в) визначення заходів щодо управління різноманітними суміжними видами діяльності та їх координації;
г) зосередження уваги на визначенні потенційних або фактичних проблем якості і здійснення запобіжних та коригувальних дій.
3.Функції управління та адміністративного керування, пов'язані з системою якості, повинні бути чітко узгодженні з загальною структурою функцій організації. В організаційній структурі повинна бути визначена ієрархія повноважень персоналу та взаємозв'язки між ними.
4.Керівництво повинно визначати потребу в ресурсах і в належному обсязі забезпечити відповідними ресурсами проведення політики у сфері якості та досягнення встановлених показників якості. До таких ресурсів можуть, наприклад, належати:
а) кадрові ресурси (персонал), зокрема фахівці певних професій;
б) обладнання для проектно-конструкторських робіт;
в) виробниче обладнання;
) обладнання для контролю, випробовувань та вимірювань;
д) програмне забезпечення контрольно-вимірювальних пристроїв та комп'ютерів. Керівництво повинно визначити обсяг знань, досвід та рівень підготовки персоналу, які необхідні для виконання функцій системи.
З метою раціонального (з погляду виконання завдань системи) і своєчасного розподілу ресурсів керівництво повинно визначити пріоритетні чинники якості, які впливають на ринкові позиції організації, а також завдання стосовно продукції, процесів та пов'язаного з ними обслуговування.
Плани та графіки використання цих ресурсів та їх розподіл повинні бути узгоджені з загальними завданнями організації.
5. Функціонування системи якості повинно бути організоване так, щоб здійснювалося адекватне та постійне управління всіма видами діяльності, що впливають на якість.
Система якості повинна бути орієнтована на проведення запобіжних дій, що виключають виникнення проблем, але в разі виникнення недоліків вона повинна своєчасно реагувати на них та усувати їх.
Для реалізації політики та завдань у сфері якості повинні бути розроблені, видані та введені в дію документально оформлені методики виконання функцій, особливо тих, що координують різні види діяльності з погляду ефективності системи якості. У цих методиках мають бути встановлені завдання та характеристики (показники) різних видів діяльності, що впливають на якість.
Усі методики повинні містити прості, однозначні та зрозумілі формулювання і встановлювати методи та критерії оцінювання результатів роботи.
6. До складу системи якості мають входити документально оформлені методики управління складом, значеннями та структурою функціональних та фізичних характеристик продукції як встановленими в технічній документації, так і реально досягнутими в продукції (так зване управління конфігурацією). Цей вид управління починається ще на етапі проектування і здійснюється протягом всього життєвого циклу продукції. Він дозволяє поліпшити проектування, розроблення, виробництво і експлуатацію продукції та управління цими етапами, а також дозволяє керівництву наочно бачити стан Документації та продукції протягом життєвого циклу.
Управління конфігурацією може охоплювати визначення конфігурації, регулювання конфігурації, облік стану та перевірку якості конфігурації. Воно стосується видів Діяльності, що описані в цьому розділі.
7. Усі прийняті в організації елементи якості, а також відповідні вимоги та положення повинні бути документально оформлені у вигляді заяви (декларації) про політику, а також методик, викладених зрозуміло, систематизовано і в певній послідовності. При цьому номенклатура та обсяг документації повинні обмежуватися лише необхідними документами.
У системі якості повинні бути регламентовані процедури ідентифікації, розсилання, комплектування та підтримання в робочому стані всіх документів з якості.
Типовим видом документа, який використовують для загального опису системи якості, є настанова з якості.
Головним призначенням настанови з якості є визначення всієї структури системи якості, правил її впровадження та організації функціонування.
Для актуалізації настанов повинна бути впроваджена документально оформлена методика внесення змін та поправок до них, їх перегляду та включення доповнень.
Разом із настановами з якості застосовують допоміжні документально оформлені методики, що стосуються елементів системи якості (наприклад, стандарти підприємства, робочі інструкції з проектування, закупівлі або з побудови процесу). Форма та назва цих документально оформлених методик є довільною і залежить від:
- масштабу організації;
- конкретного характеру діяльності;
- структури та вимог Настанови з якості.
Керівництво повинно забезпечити підготовку та підтримання в робочому стані документально оформлених програм якості на будь-яку продукцію чи процес. Програми повинні бути узгоджені зі всіма загальними вимогами системи якості, що діє в організації, і повинні забезпечувати виконання вимог, встановлених до конкретної продукції у відповідному проекті або контракті. Програма якості може входити до складу більшої за обсягом загальної програми.
Програма якості особливо важлива при організації виробництва нової продукції чи впровадженні нового процесу, а також, у разі необхідності, значної модернізації виготовлюваної продукції або існуючого процесу,
У програмах якості повинні бути зазначені:
а) завдання у сфері якості (наприклад, характеристика чи технічні дані, ритмічність, ефективність, естетика, тривалість циклу, витрати, природні ресурси, утилізація, обсяг виробництва та надійність);
б) поетапне розбиття процесів відповідно до прийнятих в організації методів праці (для ілюстрації елементів процесу можуть використовуватися діаграми, таблиці-матриці чи інші аналогічні схеми);
в) конкретний розподіл обов'язків, повноважень, відповідальності та ресурсів на різних етапах роботи над проектом;
г) необхідні спеціальні документально оформлені методики та інструкції;
д) відповідні програми випробувань, контролю, огляду та перевірки якості на різних етапах (наприклад, при проектуванні та розробленні);
є) документально оформлена методика внесення до програми якості змін і поправок під час роботи над проектом;
є) метод визначення досягнутих показників якості;
ж) інші заходи, що забезпечують виконання поставлених завдань.
З метою раціональнішого виконання завдань, поставлених у програмі якості, необхідно користуватися документально оформленими методами управління процесами (операціями).
Для оперативного інформаційного забезпечення функціонування системи якості застосовуються протоколи якості, зокрема карти, що стосуються проектування, контролю, випробувань, огляду та перевірки якості, аналізу або їх відповідних результатів. Протоколи якості потрібно вести як важливий засіб для доведення відповідності встановленим вимогам і ефективності системи якості.
8. Для підтримки належного рівня ефективності функціонування системи якості необхідно проводити регулярні перевірки як якості продукції та процесів, так і самої системи якості.
Перевірки якості повинні плануватися та виконуватися для визначення відповідності заходів у межах системи якості, що діє в організації, та їх результатів запланованим показникам, а також для визначення невідповідностей (недоліків) системи якості. Всі елементи системи підлягають регулярній внутрішній перевірці та оцінюванню залежно від статусу та важливості перевіюваного виду діяльності. Для цього керівництвом організації повинна бути розроблена та впроваджена відповідна програма перевірки якості.
Програма проведення перевірки якості повинна передбачати:
а) підготовку планів та графіків перевірки конкретних видів діяльності та ланок організаційної структури;
б) призначення персоналу, що дає відповідну кваліфікацію для проведення перевірок якості;
в) підготовку документально оформлених методик проведення перевірок якості, Що передбачають реєстрацію даних та складання звітів за результатами перевірки якості і узгоджене проведення своєчасних коригувальних дій для усунення недоліків, виявлених під час перевірки.
Крім запланованих та регулярних, можна впровадити перевірки якості ще й в інших випадках, наприклад, після організаційних змін, отримання нових даних про попит на ринку, звітів та повідомлень про невідповідність продукції або процесів тощо.
Об'єктивне оцінювання функціонування системи якості, що його проводить компетентний персонал, повинно охоплювати такі елементи системи та види діяльності:
а) структуру організації;
б) адміністративні та робочі методики, а також методики системи якості;
в) персонал, обладнання та матеріальні ресурси;
г) робочі дільниці, операції та процеси;
д) виготовлювану продукцію (з метою визначення ступеня її відповідності стандартам та технічним умовам);
є) ведення документації, звітності та реєстрації даних.
Персонал, що проводить перевірку елементів системи якості, не повинен бути підпорядкований особам, які безпосередньо відповідають за конкретні ділянки чи види діяльності, що перевіряються. Повинна бути розроблена та документально оформлена програма перевірки якості.
Зауваження за результатами перевірки, відповідні висновки та узгоджені плани проведення коригувальних дій повинні реєструватися та передаватися керівництву, що відповідає за перевірену ділянку, для вживання відповідних заходів, а також доводитися до відома вищого керівництва, що несе головну відповідальність за якість.
Звіт за результатами перевірки повинен включати:
а) усі випадки невідповідностей або недоліків;
б) пропозиції щодо проведення своєчасних коригувальних дій.
Повинні бути оцінені і документально оформлені дані про проведення і ефективність коригувальних дій за результатами попередніх перевірок.
9. Керівництво організації повинно забезпечити незалежне та регулярне проведення аналізу системи якості. Аналіз політики та основних завдань у сфері якості повинен проводитися вищим керівництвом, а аналіз видів діяльності - керівництвом, що несе головну відповідальність за якість конкретної продукції, та іншими особами з керівного складу із залученням, за рішенням вищого керівництва, компетентного незалежного персоналу.
Аналіз повинен включати обґрунтовані та всебічні оцінки таких його об'єктів:
а) результатів внутрішніх перевірок різних елементів системи якості;
б) загальної ефективності системи якості, а також ступеня виконання прийнятих організацією політики та завдань у сфері якості;
в) пропозиції щодо удосконалення системи якості відповідно до змін, що зумов лені новими технологіями і концепціями якості, ринковою стратегією, соціальними умовами та умовами навколишнього середовища.
Зауваження, висновки та рекомендації, отримані внаслідок аналізу та оцінювання системи якості, повинні документально оформлятися для вживання необхідних заходів.
10. Керівництво організації має забезпечити впровадження такої системи якості, яка б сприяла постійному поліпшенню якості.
Поліпшення якості відбувається за допомогою заходів, що здійснюються в масштабах усієї організації з метою підвищення ефективності і результативності як діяльності організації загалом, так і кожного процесу, а також з метою отримання вигоди як для організації, так і для її споживачів.
При створенні умов для поліпшення якості потрібно зважати на:
а) сприяння ефективному стилю управління та його підтримку;
б) заохочення таких взаємин, ставлення та поведінки персоналу, які сприяють поліпшенню якості;
в) встановлення чітко визначених завдань поліпшення якості;
г) сприяння підвищенню ефективності взаємодій та організації колективної роботи;
д) відзначення успіхів та досягнень;
є) підготовку та підвищення кваліфікації персоналу з метою поліпшення якості.
Правила та порядок виконання функцій системи якості продукції
Правила та порядок виконання функцій системи якості не можуть бути строго визначені, бо вони значною мірою залежать від характеру продукції, форми організації виробництва тощо. Однак, як показує досвід створення та застосування систем якості, можуть бути надані рекомендації щодо виконання функцій, використання яких забезпечує ефективніше використання системи. Нижче наведені саме такі рекомендації, орієнтовані на підприємства-постачальники продукції.
Виконання функцій забезпечення якості на етапі "Маркетинг і вивчення ринку"
Загальна функція маркетингу відіграє важливу роль у вивченні вимог до якості продукції. Основними завданнями з забезпечення якості, що виконуються на етапі маркетингу, є:
- визначення поточних та перспективних потреб у виробництві продукції та наданні послуг на різних ринках;
- визначення та уточнення вимог споживачів щодо технічних характеристик, номенклатури, обсягу, вартості продукції та інших умов поставляння (продажу);
- інформування керівництва та всіх зацікавлених підрозділів про вимоги споживача та умови ринку, а також про потенційних конкурентів.
Основною метою виконання завдань на етапі маркетингу є забезпечення діяльності всіх підрозділів підприємства (постачальника) відповідно до ситуації на зовнішньому та внутрішньому ринках для інтенсифікації збуту продукції.
Підприємства, які виробляють та постачають продукцію, або надають послуги повинні мати добре розроблену процедуру аналізу контракту як важливого елемента своєї системи якості.
Підприємство може отримати замовлення відносно двох груп виробів: стандартної продукції та спеціальних виробів, які повинні бути вироблені відповідно до вимог замовника. Для кожної категорії замовлення існує своя процедура аналізу контракту.
При аналізі контракту для стандартних виробів підприємство (постачальник) повинно виконати такі дії:
- передати потенційному замовнику технічні умови на продукцію та іншу інформацію про виріб, щоб замовник був ознайомлений зі всіма характеристиками виробу (якщо є необхідність, то може бути переданий зразок виробу);
- якщо виріб відповідає вимогам замовника, необхідно обговорити з службами управління виробництвом запропонований графік поставляння до затвердження цього графіка;
- в деяких випадках замовник може вимагати внесення незначних змін у виріб. Усі деталі таких змін повинні бути отримані від замовника у письмовій формі, а можливості їх виконання обговорені з технічними службами;
- необхідно переконатися, що замовлення чи контракт містить усі необхідні подробиці відносно типу моделі виробу, його кольору та різних допоміжних елементів, таких, як оснащення, додаткові деталі та запчастини, якщо такі передбачаються;
- слід впевнитись, що в замовленні чи контракті чітко встановлені та спільно узгоджені питання пакування, транспортування, монтажу та інші пов'язані з цими питаннями умови, такі як форма платежів та страхування;
- необхідно встановити, чи буде замовник або його представник здійснювати перевірку чи проводити випробування виробів, а якщо буде, то коли: до їхнього відправлення чи під час одержання. Усі подробиці перевірки (випробувань), такі як параметри, які підлягають випробуванню, методика випробувань, розмір партії, критерії приймання тощо повинні бути чітко визначеними після їх обговорення спеціалістами з якості підприємства (постачальника) і замовника;
більшість товарів широкого вжитку та промислових виробів повинні мати гарантію, що обумовлює захист прав споживачів. Строки та умови гарантії повинні бути чітко застережені та з'ясовані із замовником для запобігання розбіжностей в інтерпретаціях та подальшого непорозуміння;
- незважаючи на всі зусилля , можуть виникнути проблеми, які пов'язані з якістю виробу. Підприємство (постачальник) повинно гарантувати, що контракт передбачає процедури вирішення проблем, пов'язаних з якістю та узгодження спірних питань у випадку їх виникнення. Процеси розроблення та виробництва пов'язані з спеціальними замовленнями, відрізняються від тих, які застосовують під час виробництва нестандартних виробів, оскільки кожний етап процесу вимагає змін або повторного розгляду. Успішне виконання таких замовлень ускладнюється тим, що на будь-якій стадії оброблення та виробництва можуть виникнути несподівані фактори, що ведуть до невідвідповідності. Дуже важливим на стадії обговорення та формування контракту є глибоке розуміння потреб споживача. Оскільки контракти на спеціальні замовлення передбачають значні зусилля з проектування та розроблення, необхідно передбачити проведення консультацій і аналізу на стадіях проектування і розроблення виробу.
Виконання функцій забезпечення якості на етапі "Проектування та розроблення продукції"
Якість виробу залежить передусім і найбільше від якості його проектування. Якщо якість не закладено у проекті, її неможливо досягнути під час виробництва.
Цикл розроблення виробу починається з оцінення вимог замовників і закінчується, коли проект виробу готовий до запуску у масове виробництво. Цей цикл може включати такі основні стадії:
- аналіз вимог замовника (або ринку) для досягнення повного розуміння цих вимог;
- складання технічного завдання на розроблення виробу шляхом перероблення вимог замовника або на підставі аналізу проекту і вироблення одного або більше дослідних зразків;
- випробування та оцінення дослідного зразка (зразків), включаючи випробування в робочих умовах у реальній обстановці;
- другий аналіз проекту; ринку у показники якості, подані, якщо це можливо, у кількісному виразі;
- розробка попередньої конфігурації, включаючи специфікацію вузлів (блоків), допоміжних вузлів (блоків) та основних деталей;
- перший аналіз проекту;
- модифікація проекту;
- модифікація проекту, якщо це необхідно, виготовлення та випробування модифікованого дослідного зразка (зразків) включаючи випробування в робочих умовах у реальній обстановці;
- остаточна обробка проектної документації і підготовка повних технічних вимог до виробу, включаючи графік випробувань та критерії відповідності вимогам якості;
- дослідний цикл виробництва;
- випробування дослідної партії продукції та остаточний аналіз проекту;
- коригування проекту після аналізу, затвердження та запуск проекту у масове виробництво.
Залежно від виду виробу та інших факторів деякі стадії можуть бути виключеними.
Діяльність з проектування та розробки можна поділити на дві такі категорії:
- невеликі короткострокові проекти, такі як поліпшення конструкції існуючих виробів, які починають розробляти внаслідок проблем виробництва або скарг замовників;
- великі проекти, такі як проектування нових моделей виробів та проекти за контрактами на проектування, які здійснюються за дорученням замовників.
Рекомендовано створювати окремі групи (підрозділи) проектувальників для кожної з основних категорій проектів. Послідовність розроблення обох типів проектів може бути однаковою, але процедури роботи будуть різними.
Основні вхідні дані для групи з поліпшення проекту надходять із виробничих та технологічних служб та служби якості. Здебільшого вирішення цього завдання доручається об'єднаній групі, до якої входять працівників всіх зацікавлених служб.
При розробленні нових моделей або реалізації контрактів на проектування головна відповідальність з розроблення проектів покладається на відділ, що займається науковими дослідженнями та дослідними розробками. Вхідні дані з інших відділів надходять на різних етапах роботи, наприклад, під час аналізу проекту.
У вихідній документації повинні бути вказані розробник та перевіряючи, щоб, у разі потреби, можна було прослідкувати за відповідальністю.
Для різних видів продукції функціональні вимоги і методи проектування виробу будуть різними. Однак деякі загальні вимоги є універсальними та застосовуються різною мірою майже до всіх виробів, а саме:
- функціональні характеристики;
- зовнішній вигляд;
- безпека;
- надійність;
- ремонтопридатність;
- економічність виробництва.
Існує чотири способи перевірки проектів на відповідність вимогам: аналіз проекту; кваліфікаційні або типові приймально-здавальні випробування та оцінювання зразка; альтернативні розрахунки; порівняння альтернативних проектів.
Рекомендується використовувати два або більше з цих способів. Підтвердження відповідності проекту вимогам повинно бути планованою і документованою роботою, яка виконується персоналом з відповідною кваліфікацією і компетентністю. Методика цих робіт буде залежати від характеру і складності виробу.
Виконання функцій забезпечення якості на етапі "Планування та розроблення процесів"
Виробничі процеси, процеси монтажу та технічного обслуговування, які розробляються, повинні бути прогресивними, відповідати сучасному рівню, використовувати прогресивні методи оброблення і технічного контролю, забезпечувати підвищення продуктивності праці та якості продукції, скорочення трудових і матеріальних витрат на їх реалізацію зменшення шкідливих впливів на людину та навколишнє середовище.
Виробничі процеси повинні відповідати вимогам техніки безпеки і промислової санітарії.
За останні роки технологія виробництва досягла значного прогресу, тому для виготовлення продукції заданого рівня якості здебільшого є ряд альтернативних процесів. Після вибору виробничого процесу повинен розроблятися план виробництва, який повинен містити схему послідовності операцій процесу, позначення виробничого обладнання та апаратури, які повинні бути використаними під час виробництва, та детальний графік процесу з переліком всіх робіт як з виробництва, так і з контролю та випробувань продукції. У планування виробничого процесу входить ідентифікація інструмента, пристроїв, а також калібрів та вимірювального обладнання, які можуть бути призначені для конкретних операцій процесу.
На етапі підготовки виробничих процесів визначається, яка інформація необхідна персоналу для виконання ним завдань. Для простих та добре розроблених операцій, а також, коли персонал знає вимоги до якості роботи, може бути достатньо креслень або технічних умов виробу. Однак частіше, особливо, коли це стосується складних та точних операцій, для гарантії повного розуміння персоналом методу виконання роботи, суттєве значення мають додаткові настанови. Для цієї мети складаються та видаються інструкції щодо роботи або технологічні схеми. Інструкції щодо роботи необхідні не тільки для виробничих операцій, але й для операцій з контролю та випробувань.
Виконання функцій забезпечення якості на етапі "Закупівля"
Матеріали, сировина, куповані комплектувальні вироби та напівфабрикати стають частиною продукції, що виробляється. Якість купованого технологічного обладнання, приладів, оснащення, засобів контролю тощо, технічні послуги, безпосередньо також впливають на якість продукції, що виробляється. Одне із найважливіших завдань підприємства - забезпечити, щоб всі матеріали та послуги, які надходять із зовнішніх джерел, цілком відповідали як вимогам самого підприємства, так і вимогам його замовників.
Складним завданням матеріально-технічного постачання є вибір кваліфікованих постачальників (субпідрядників). Повинен бути встановлений порядок оцінці постачальника (субпідрядника). При оцінці постачальників (субпідрядників) засадами повинні бути:
- можливість постачальника '(субпідрядника) задовольняти вимоги до якості виробу або послуги;
- наявність у постачальника (субпідрядника) обладнання, інструменту тощо, необхідного технічного рівня та персоналу необхідної кваліфікації;
- виробничі можливості постачальника (субпідрядника) та його можливість дотримуватися точно визначених графіків постачання;
- комерційна і фінансова стабільність та стійкість постачальника (субпідрядника);
- ефективність системи якості постачальника.
Для нових постачальників (субпідрядників) проводиться повна перевірка їх можливостей. Загальну відповідальність за цю роботу несе служба чи відділ, що займається матеріально-технічним постачанням. На першому етапі перевірки можливостей постачальника (субпідрядника) повинні бути отримані дані про його засоби виробництва, персонал, організацію діяльності та фінанси поряд з даними про його можливість постачати вироби необхідного рівня якості.
Оскільки оцінення постачальника (субпідрядника) потребує проведення експертизи у різних сферах функціонування підприємства: технічній, фінансово-економічній та виробничій, для виконання цього завдання призначається комісія. В комісію входять експерти з різних служб та відділів, а загальну координацію здійснює служба чи відділ, що займається матеріально-технічним постачанням. Якщо на цьому етапі виявлено, що постачальник (субпідрядник) неспроможний виконати замовлення, то наступний етап перевірки не проводиться.
Якщо постачальник (субпідрядник) буде мати потенційні можливості, то група експертів повинна відвідати його підприємство для виконання безпосередньої перевірки потужностей, виробничої інфраструктури та системи якості. При цьому ніяка критика постачальника (субпідрядника) не допускається. Група експертів повинна зосереджуватися на ділянках, які безпосередньо впливають на здатність постачальника (субпідрядника) виконати конкретне замовлення.
При оцінці постачальників (субпідрядників), з якими вже існують зв'язки, дуже важливо детально реєструвати інформацію з постачання, а саме, про кількість виробів (матеріалів), що були отримані, кількість забракованих виробів, про дотримання графіків постачання, про частку цього постачальника (субпідрядника) у загальному обсязі постачання виробів (матеріалів) за конкретний період.
Усі висновки повинні реєструватися, а дані використовуватися для коригування реєстраційного списку затверджених постачальників (субпідрядників). Для доповнення або виключення зареєстрованих назв повинні бути встановлені відповідні критерії.
Успішне постачання починається з чіткого визначення вимог. Ці вимоги містяться в умовах контракту, кресленнях та замовленнях на постачання, що надаються постачальнику (субпідряднику). Повинні бути розроблені відповідні методи, які гарантують, що вимоги до постачання визначені, передані і повністю зрозумілі постачальнику (субпідряднику). До цих методів можуть бути включені процедури підготування документації на постачання, зустрічі представників підприємства з постачальниками (субпідрядниками) до подання замовлення на постачання та інші методи.
Документація на постачання повинна містити дані, які характеризують замовлений виріб або послугу. Ця інформація включає такі елементи:
- точна ідентифікація виробу і ґатунку;
- інструкції з контролю;
- застосовний нормативний документ (стандарт, технічні умови).
Усі вимоги до виробу, а також методи контролю (випробувань) повинні відповідати прийнятим стандартам (а також міжнародним) або технічним умовам. Статус всіх документів, на які є посилання у замовленні, повинен бути визначеним.
Вимоги щодо проміжного контролю повинні бути встановлені у замовленні на постачання як "критичні точки". "Критичні точки" - це ті етапи процесу виробництва, після яких необхідний контроль. В замовленні на постачання повинно бути застережено надання постачальником (субпідрядником) копій актів випробувань.
Система перевірки відповідності продукції, яка постачається, вимогам замовника повинна бути узгоджена до остаточного оформлення замовлення на постачання. Для підтвердження відповідності виробу вимогам можна використовувати один із таких методів:
- замовник покладається на систему забезпечення якості постачальника (субпідрядника);
- постачальник (субпідрядник) надає дані випробувань або дані з управління технологічним процесом;
- замовник проводить вибірковий контроль (випробування) під час одержання виробів;
- контроль здійснюється постачальником (субпідрядником) до відправлення або під час виробництва за домовленістю;
- проводиться сертифікація незалежними органами з сертифікації. Замовник вказує у замовленні на постачання, чи буде кінцевий користувач (якщо він є) виконувати будь-які роботи з перевірки продукції на підприємстві постачальника (субпідрядника).
Встановлення та узгодження методів перевірки повинно передбачати обмін даними з контролю та випробувань для підвищення якості виробів.
Замовник (споживач) надає підприємству (постачальнику) повну інформацію щодо правильного використання та обслуговування виробів, які постачаються.
Виконання функцій забезпечення якості на етапі "Виробництво" Управління процесами виробництва
Забезпечення якості продукції під час виробництва досягається за рахунок:
- планування та організації робіт з технічного контролю і випробувань продукції, контролю технології виробництва, технічної діагностики стану обладнання, систем забезпечення, контролю стану виробничого середовища;
- метрологічного забезпечення виробництва та якості продукції;
- контролю, випробувань на різних стадіях виробництва продукції;
- контролю технологічної дисципліни;
- проведення профілактики та планово-попереджувальних ремонтів обладнання;
- забезпечення якості виготовлення інструмента, оснащення, пристроїв;
- атестації виробництва, технологічних процесів, робочих місць, обладнання, оснащення, інструмента, деталей та складальних одиниць власного виготовлення;
- забезпечення якості під час внутрішньо цехового та міжцехового транспортування;
- високої кваліфікації персоналу, виробничої дисципліни;
- функціонування системи обліку та оцінювання витрат на забезпечення якості продукції, інструмента, документації.
Часто кінцевий виріб складається із декількох деталей та вузлів, в які входять куповані вироби і компоненти, що вироблені на своєму підприємстві. Щоб гарантувати задовільну якість кінцевого виробу, управління якістю повинно охоплювати різні стадії виробництва всіх компонентів та вузлів, що виготовляються на своєму підприємстві, а також всі куповані матеріали і компоненти.
Для цього необхідна мережа контрольних пунктів у стратегічних точках виробництва. У кожному контрольному пункті контрольована характеристика якості повинна чітко визначатися, а для виконання цієї функції повинні бути забезпечені кваліфікований персонал та адекватне випробувальне обладнання.
Велике значення для функціонування такої мережі мають детальні інструкції. У цих інструкціях повинні бути викладені:
- контрольовані характеристики якості;
- відповідальність за контрольний пункт;
- методики спостереження за процесом відбору зразків та перевірки (випробування) виробу;
- методика аналізу даних контролю, критерії для прийняття рішення щодо якості процесу (виробу) та повноваження щодо зупинення процесу у випадку його виходу з-під управління;
- методика передачі інформації про якість процесу в точки виробництва та відповідальність за виконання регулювання процесу;
- методика зворотного зв'язку з відділом, який займається плануванням процесу, для передачі інформації, якщо необхідно внести зміни до процесу.
Для планування мережі управління процесом передовсім необхідна схема послідовності операцій, яка охоплює всі деталі та вузли. На основі цієї схеми позначаються точки, в яких створюються критичні характеристики якості. Залежно від характеру процесу та характеристик якості вибирається метод контролю для застосування в кожній критичній точці. Місцеположення кожного контрольного пункту буде залежати від методу контролю, місцеположення точки виробництва та можливостей випробувального обладнання.
Для оптимізації роботи персоналу, який здійснює контроль якості, для декількох компонентів можуть бути обладнані спільні контрольні пункти або один контролер якості може відповідати за декілька контрольних пунктів.
Контрольні пункти повинні бути організовані так, щоб вони були частиною нормального проходження процесу та вимагали мінімуму вантажно-розвантажувальних робіт та руху матеріалів. Особливу увагу необхідно звернути, щоб контрольний пункт не став вузьким місцем процесу виробництва. Пропускна здатність контрольного пункту повинна відповідати продуктивності контрольованого процесу.
Ніяка система виробництва не виключає виготовлення деякої кількості виробів, невідповідних вимогам. Тому кожному підприємству (постачальнику) необхідно мати документовану методику для запобігання відправлення невідповідних виробів замовнику, а якщо невідповідність виявлена під час виробництва, методику затримки виробу.
Невідповідність звичайно, виявляється на одному з етапів контролю. У цей момент невідповідний виріб повинен чітко ідентифікуватись за допомогою відповідного коду чи знака. Спосіб ідентифікації повинен передбачати, щоб код чи знак не можна було випадково знищити.
При появі виробів, невідповідних вимогам, виробничий процес припиняють. Якщо методикою був передбачений вибірковий контроль, то необхідно виконати 100 %
-й контроль попередньої партії. Рішення з цих питань залежать від виробів та характеру невідповідності.
Постачальник повинен мати методику фізичного відділення невідповідних виробів. Визначається ізольована дільниця для зберігання невідповідних виробів, над яким здійснюється контроль для запобігання використанню цих виробів.
Усі невідповідні вироби підлягають аналізу, який виконується спеціально призначеною особою, для прийняття одного з таких рішень:
- приймання в існуючих умовах (коли невідповідність незначна і не вплине на експлуатаційні показники кінцевих виробів; якщо є замовник, це узгоджується з ним);
- перероблення (коли є можливість виправити невідповідність);
- ремонт (коли є можливість відремонтувати чи повторно обробити виріб);
- пересортування (виробу присвоюється нижча категорія якості, вимогам якої він відповідає);
- брак (виріб необхідно вилучити як брак та передати у відходи). Коли невідповідний виріб повинен використовуватись, він вважається "прийнятим з відступленням". В умовах контракту замовникові подається офіційне замовлення, в якому викладається характер невідповідності, кількість невідповідних деталей та докладні способи виправлення. У неконтрактних умовах призначається повноважна особа для затвердження відхилень від вимог.
Постачальник повинен мати методику, яка визначає операції, які необхідно виконати під час перероблення чи ремонту виробу, та повторний контроль, щоб оцінити відповідність виробу вимогам, перш ніж випустити його для подальшого оброблення чи поставлення замовнику.
Для контролю невідповідних виробів повинен бути складений окремий звіт з детальним та повним описом проблеми та вжитих дій.
Виконання функцій забезпечення якості на етапі "Перевірка"
У системі якості доцільно проводити такі основні види контролю, випробувань та обстежень:
- вхідний контроль та контроль якості сировини, матеріалів, напівфабрикатів, комплектувальних виробів, деталей, складальних одиниць у процесах їх зберігання, транспортування;
- контроль готової продукції та її випробування;
- контроль параметрів обладнання, оснащення, інструмента, систем енергозабезпечення та виробничого середовища, систем транспортування;
- контроль дотримання технологічної дисципліни та конструкторський контроль та нагляд за виробництвом;
- метрологічний контроль та нагляд;
- аналіз рекламацій (внутрішніх та зовнішніх).
Роботи з контролю та випробувань повинні бути добре спланованими та задокументованими.
При розробленні методик контролю повинні враховуватись такі аспекти:
- виріб або контракт, для яких розробляються методики контролю;
- стадії, на яких здійснюються методики контролю;
- персонал, який виконує методики контролю;
- характеристики, які підлягають контролю;
- тип контролю (вибірковий або суцільний);
- критерії приймання;
- тип інформації, яка підлягає реєстрації у документації, та система ведення реєстраційних записів.
Необхідно встановити баланс між різними видами контролю продукції, а саме: вхідним, у виробництві, готової продукції, за обсягом. Обсяг цих робіт буде залежати від рівня якості, очікуваного замовником, від засобів контролю, які є на підприємстві.
Перед тим, як матеріал, напівфабрикат чи деталь, куповані у постачальника (субпідрядника) надійдуть у виробництво для подальшої обробки чи складання, вони повинні бути перевірені для забезпечення гарантії того, що вони повністю відповідають вимогам.
Рівень вхідного контролю та випробувань залежить від ступеня довіри системі якості постачальника (субпідрядника).
Метрологія
Основні поняття і визначення
Метрологія
– область знань і вид діяльності, пов'язані з вимірюваннями.
Метрологія
– наука про вимірювання, методи і засоби забезпечення їх єдності і способи досягнення потрібної, точність.
Теоретична метрологія
займається питаннями фундаментальних досліджень, створенням системи одиниць вимірювань, фізичних постійних, розробкою нових методів вимірювання.
Прикладна (практична) метрологія
займається питаннями практичного застосування в різних сферах діяльності результатів теоретичних досліджень в рамках метрології.
Законодавча метрологія
включає сукупність взаємообумовлених правил і норм, направлених на забезпечення єдності вимірювань, які зводяться в ранг правових положень (уповноваженими на те органами державної влади), мають обов'язкову силу і знаходяться під контролем держави.
Об'єктами метрології є одиниці величин, засоби вимірювань, еталони, методики виконання вимірювань.
Традиційним об'єктом метрології є фізичні величини. Окрім фізичних величин в останнє десятиліття в прикладній метрології почали використовуватися нефізичні величини. Це зв'язано із застосуванням терміну "вимірювання" в нових для метрології сферах – економіці, медицині, інформатиці, управлінні якістю і ін.
Вимірювання
– сукупність операцій, що виконуються за допомогою технічного засобу, що зберігає одиницю величини, дозволяє зіставити вимірювану величину з її одиницею і набути значення величини. Це значення називають результатом вимірювань.
Наприклад, прикладаючи лінійку з діленнями до якої-небудь деталі, порівнюють її з одиницею, лінійкою, що зберігається, і, провівши відлік, набувають значення величин (довжини, висоти і інших параметрів деталі).
Погрішність вимірювань
– відхилення результату вимірювань від дійсного (дійсного) значення вимірюваної величини.
Засіб вимірюванні
– технічний пристрій, призначений для вимірювань (Закон РФ "О| забезпеченні єдності вимірювань" – далі Закон РФ).
Еталон одиниці величини
– засіб вимірювання, призначений для відтворення і зберігання одиниці величини з метою передачі її засобам вимірювань даної величини (Закон РФ).
Єдність вимірювань
– стан вимірювань, при якому їх результати виражені в узаконених одиницях величин і погрішності вимірювань не виходять за встановлені межі із заданою вірогідністю (
Єдність вимірювань
– стан вимірювань, при якому їх результати виражені в узаконених одиницях величин і погрішності вимірювань не виходять за встановлені межі із заданою вірогідністю (Закон РФ).
Отже, першою умовою забезпечення єдності вимірювань є представлення результатів вимірювань в узаконених одиницях, які були б одними і тими ж усюди, де проводяться вимірювання і використовуються їх результати. У Росії, як і в більшості інших країн, узаконеними одиницями є одиниці величин Міжнародної системи одиниць, прийнятою Генеральною конференцією по заходах і вагах, рекомендовані Міжнародною організацією законодавчої метрології. Друга умова єдності вимірювань – погрішність вимірювань не перевищує (із заданою вірогідністю) встановлених меж. Погрішності вимірювань засобу вимірювань указуються в технічному документі, що додається до нього, – паспорті, ТУ і ін.
Головним нормативним актом по забезпеченню єдності вимірювань є Закон РФ "о забезпеченні єдності вимірювань". Він направлений на захист має рацію і законних інтересів громадян, економіки країни від негативних наслідків недостовірних результатів вимірювань.
У стандартах на методи контролю (випробувань, вимірювань, аналізу) повинна бути дотримане головна умова забезпечення єдності вимірювань – вказані погрішності вимірювань для заданої вірогідності. Наприклад, в стандарті на методи визначення щільності молока і молочних продуктів указується погрішність визначення щільності молока (аерометричним методом) не більш ±0,5 кг/м3
при вірогідності 0,99.
Історія розвитку метрології в Російській імперії
Метрологія як область практичної діяльності зародилася в давнину. На всьому шляху розвитку людського суспільства вимірювання були основою відносин людей між собою, з навколишніми предметами, природою. При цьому вироблялися єдині уявлення про розміри, форми, властивості предметів і явищ, а також правила і способи їх зіставлення.
Найменування одиниць вимірювання і їх розміри з'являлися у давнину найчастіше відповідно до можливості застосування одиниць і їх розмір рів без спеціальних пристроїв, тобто створювалися з орієнтацією на ті одиниці, що були "під руками і ногами". У Росії як одиниці довжини були "п'ядь", "лікоть".
Для підтримки єдності встановлених мерів ще в стародавні часи створювалися еталонні (зразкові) заходи. До них відносилися дбайливо: в давнину вони зберігалися в храмах, церквах як найбільш надійних місцях для зберігання цінних предметів.
У міру розвитку промислового виробництва підвищувалися вимоги до застосування і зберігання мерів, посилювалося прагнення до уніфікації розмірів одиниць фізичних величин.
На початку 1840 р. у Франції була введена метрична система мерів. Значущість метричної системи глибоко оцінив Д.І. Менделєєв. У 1867 р. з трибуни з'їзду російських природодослідників він виступив із закликом сприяти підготовці метричної реформи в Росії. За його ініціативою Петербурзька академія наук запропонувала заснувати міжнародну організацію, яка забезпечувала б одноманітність засобів вимірювань в міжнародному масштабі. Цю пропозицію отримало схвалення, і в 1875 р. на Дипломатичній метрологічній конференції, проведеній в Парижі, в якій брали участь 17 держав (зокрема Росія) була Прийнята Метрична конвенція.
У міру уніфікації одиниць вимірювань в багатьох державах вводилися законодавчі норми, які захищали покупців від недобросовісної виробників і розповсюджувачів товарів і послуг. У Росії в XVI в. контролери (цілувальники) на ринках розшукували і відбирали старі (неофіційні) заходи. За користування ними накладали великий штраф і навіть ув'язнювали винних.
Ще більше посилився нагляд за заходами в XVII в. Їм займалися митниці, "кухлеві двори". У Москві діяли Помірна хата і Велика митниця. Помірна хата проводила періодичну ("як рік мине") перевірку мерів і вилучала неправильні ("злодійські") заходи.
У наказі царя Федора Олексійовича Великій Московській митниці про збір митних зборів (1681 р.) мовилося, що за знайдені у торговців злодійські заходи визначалася конфіскація товарів і посилання з сім'єю.
Рішучий і жорсткий характер Петра I виявився в його наказі "Про збір в Московській Великій митниці мит" (1698): "за знайдені непрямі, злодійські ваги лавки опечатати, товари відібрати і сім'єю заслати". Він же в Статуті військових артикулів (1716) писав: "Покарання за обмір і обважування – повернути добро втричі, стягувати штраф, піддати тілесному покаранню".
У 1745 р. публікується Указ сенатський про розсилку з камер-колегії у всі міста затаврованих мерів для хліба і про стягнення штрафу з того, у кого опиняться не вказані заходи.
У 1858 р. Єлизавета Петрівна повеліла: "Зробити аршини залізні вірні і з обох кінців затавровані так, щоб ні урізувати, ні спилювати неможливе було".
Довгий час метрологія була в основному описовою наукою про різні заходи і співвідношення між ними. Але в процесі розвитку суспільства роль вимірювань зростала, і з кінця минулого століття завдяки прогресу фізики метрологія піднялася на якісно новий рівень. Велику роль в становленні метрології в Росії зіграв Д.І. Менделєєв, що керував вітчизняною метрологією в період з 1892 по 1907 р. "Наука починається... з тих пір, як починають вимірювати", – в цьому науковому кредо великого ученого виражений, по суті, найважливіший принцип розвитку науки, який не втратив актуальності і в сучасних умовах.
Розвиток природних наук привів до появи все нових і нових засобів вимірювань (СІ), а вони, у свою чергу, стимулювали розвиток наук, стаючи все більш могутнім засобом дослідження. Так, підвищення точності вимірювань щільності води привело в 1932 р. до відкриття важкого ізотопу водню – дейтерію. Подібних прикладів, які підтверджують роль вимірювань як інструменту пізнання, множина. Тут доречно привести вислів найбільшого російського фізика і електротехніка Б.С. Якобі: "Мистецтво вимірювань є могутньою зброєю, створеним людським розумом для проникнення в закони природи і підпорядкування її сил нашому пануванню".
Можна виділите три головні функції вимірювань в народному господарстві:
· облік продукції народного господарства, що обчислюється по масі, довжині, об'єму, витраті, потужності, енергії;
· вимірювання, що проводяться для контролю і регулювання технологічних процесів (особливо в автоматизованих виробництвах) і для забезпечення нормального функціонування транспорту і зв'язку;
· вимірювання фізичних величин, технічних параметрів, складу і властивостей речовин, що проводяться при наукових дослідженнях, випробуваннях і контролі продукції в різних галузях народного господарства.
Від якості СІ залежить ефективність виконання вказаних функцій. Приведемо декілька прикладів, що відносяться до першої функції СІ: погрішності експлуатованих в даний час лічильників енергії (в середньому 2%) приводять до невизначеності в обліку такої ж кількості електроенергії; стан сучасного вагового господарства таке, що в процесі зважування залишається неврахованими близько 1% всіх вимірюваних продуктів виробництва. Підвищення точності вимірювань дозволяє визначити недоліки тих або інших технологічних процесів і усунути ці недоліки. Все це кінець кінцем приводить до підвищення якості продукції, економії енергетичних і теплових ресурсів, а також сировини і матеріалів.
Приклад
Відомо, що врожайність сільськогосподарських культур значною мірою залежить від оптимальної і заздалегідь встановлюваної кількості добрив, що вносяться до ґрунту, і витрати води при поливі і, отже, від точності вимірювань маси добрив і витрати води. Підвищення технічного ресурсу підшипників на 40% – результат впровадження еталону відхилення від круглої, а еталон шорсткості дозволяє заощадити 1 кг фарби на кожну тонну відливання при її забарвленні.
В Україні щодня проводиться близько 2 млрд. вимірювань, понад 1 млн. чоловік вважають вимірювання своєю професією. Частка витрат на вимірювання складає 10 – 15% витрат суспільної праці, а в галузях промисловості, що проводять складну техніку (електротехніка, верстатобудування і ін.), вона досягає 50 – 70%. Про масштаби витрат на отримання достовірних результатів вимірювань свідчать наступні цифри: у 1998 р. вартість цих робіт в Росії була рівна 3,8% від величини валового національного продукту (ВНП). У розвинених країнах ця цифра досягає 9 – 12% ВВП. Підраховано, що число СІ росте прямо пропорціонально квадрату приросту промислової продукції. Це означає, що при збільшенні об'єму промислової продукції в 2 рази число СІ може вирости в 4 рази. В даний час в наший країні налічується більше 1,5 млрд. СІ
Фізична величина і її розмірність
Основним об'єктом вимірювання в метрології є фізичні величини.
Фізична величина (коротка форма терміну – "величина") застосовується для опису матеріальних систем і об'єктів (явищ, процесів і тому подібне), що вивчаються в будь-яких науках (фізиці, хімії і ін.) Як відомо, існують основні і похідні величини. Як основні вибирають величини, які характеризують фундаментальні властивості матеріального світу. Механіка базується на трьох основних величинах, теплотехніка – на чотирьох, фізика – на семи. ГОСТ 8.417 встановлює сім основних фізичних величин – довжина, маса, час, термодинамічна температура, кількість речовини, сила світла, сила електричного струму, за допомогою яких створюється все різноманіття похідних фізичних величин і забезпечується опис будь-яких властивостей фізичних об'єктів і явищ.
Вимірювані величини мають якісну і кількісну характеристики.
Формалізованим віддзеркаленням якісного. відмінності вимірюваних величин є їх розмірність
. Згідно міжнародному стандарту ІСО розмірність позначається символом dim. Розмірність основних фізичних величин – довжини, маси і часу – позначається відповідними заголовними буквами:
dim l = L
dim т = М
dim t = Т.
Розмірність похідної фізичної величини виражається через розмірність основних фізичних величин за допомогою статечного одночлена:
[Q] = Lа
*Mb
*Tg
,
де
L, М, Т – розмірності відповідних основних фізичних величин;
а, b, g – показники розмірності (показники ступеня, в який зведені розмірності основних фізичних величин).
Кожен показник розмірності може бути позитивним або негативним, цілим або дробом, нулем. Якщо всі показники розмірності рівні нулю, то величина називається безрозмірною. Вона може бути відносною, визначуваною як відношення однойменних величин (наприклад, відносна діелектрична проникність), і логарифмічною, визначуваною як логарифм відносної величини (наприклад, логарифм відношення потужностей або напруги
Шкали, їх види і особливості
Кількісною характеристикою вимірюваної величини служить її розмір. Отримання інформації про розмір фізичної або нефізичної величини є змістом будь-якого вимірювання.
Простий спосіб отримання інформації, який дозволяє скласти деяке уявлена про розмір вимірюваної величини, полягає в порівнянні його з іншим за принципом "що більше (менше)?" або "що краще (гірше)?" При цьому число порівнюваних між собою розмірів може бути достатнє великим. Розташовані в порядку зростання або убування розміри вимірюваних величин утворюють шкали порядку
. Операція розстановки розмірів в порядку їх зростання або убування з метою отримання вимірювальної інформації за шкалою порядку називається ранжируванням. Для забезпечення вимірювань за шкалою порядку деякі крапки на ній можна зафіксувати як опорних (реперах). Точкам шкали можуть бути привласнені цифри, часто звані балами. Знання, наприклад оцінюють після чотирьох бальної шкалі репера тієї, що має наступний вигляд: незадовільно задовільно, добре, відмінно. По шкалах реперів вимірюються твердість мінералів, чутливість плівок і інші величини інтенсивності землетрусів вимірюється по дванадцяти бальної шкалі, званою міжнародною сейсмічною шкалою.
Досконаліша в цьому відношенні шкала інтервалів
. Прикладом її може служити шкала вимірювання часу, яка розбита на крупні інтервали (роки), рівні періоду, звернення Землі навколо Сонця; на дрібніші (доба), рівніші періоду звернення Землі навколо своєї осі. За шкалою інтервалів можна судити не тільки про те, що один розмір більше іншого, але і том, на скільки більше. Проте за шкалою інтервалів не можна оцінити, в скільки разів один розмір більше іншого. Це обумовлено тим, що на шкалі інтервалів відомий тільки масштаб, а початок відліку може бути вибране довільно.
Найбільш досконалою є шкала відносин
. Прикладом її може служити температурна шкала Кельвіна. У ній за початок відліку прийнятий абсолютний нуль температури, при якому припиняється тепловий рух молекул; нижчої температури бути не може. Другою крапкою репера служить температура танення льоду. За шкалою Цельсія інтервал між цими реперами рівний 273,16о
С. По шкалі відносин можна визначити не тільки, на скільки один розмір більше або менше іншого, але і в скільки разів більше або менше.
Залежно від того, на які інтервали розбита шкала, один і той же розмір представляється по різному. Наприклад, довжина переміщення деякого тіла на 1 м може бути представлена як L = 1 м = 100 см = 1000 мм. Відмічені три варіанти є значеннями вимірюваної величини – оцінками розміру фізичної величини у вигляді деякого числа прийнятих для неї одиниць. Вхідне в нього відвернуте число називається числовим значенням. У приведеному прикладі це 1, 100, 1000.
Значення фізичної величини набувають в результаті її вимірювання або обчислення відповідно до основного рівняння вимірювання:
Q = X*[Q]
де
Q – значення фізичної величини;
Х – числове значення вимірюваної величини в прийнятій одиниці;
[Q] – вибрана для вимірювання одиниця.
Класифікація вимірювань
Вимірювання можуть бути класифіковані:
1. По характеристиці точності:
· рівноточні – ряд вимірювань якої-небудь величини, виконаних однаковими по точності СІ і в одним і тих же умовах;
· нерівноточні – ряд вимірювань якої-небудь величини, виконаних декількома різними по точності СІ і (або) в декількох різних умовах.
2. По числу вимірювань у ряді вимірювань:
· одноразові;
· багатократні.
3. По відношенню до зміни вимірюваної величини:
· статичні – вимірювання незмінної в часі фізичної величини, наприклад вимірювання довжини деталі при нормальній температурі або вимірювання розмірів земельної ділянки;
· динамічні – вимірювання фізичної величини, що змінюється за розміром, наприклад вимірювання змінної напруги електричного струму, вимірювання відстані до рівня землі з літака, що знижується.
4. По виразу результату вимірювань:
· абсолютні – вимірювання, засноване на прямих вимірюваннях величин і (або) використанні значень фізичних констант. Наприклад, вимірювання сили F засноване на вимірюванні основної величини маси т і використанні фізичною постійною – прискорення вільного падіння g;
· відносні – вимірювання відношення величини до однойменної величини, що виконує роль одиниці.
5. По загальних прийомах отримання результатів вимірювань:
· прямі – вимірювання, при якому шуканого значення фізичної величини набувають безпосередньо, наприклад вимірювання маси на вагах, довжини деталі мікрометром;
Метод вимірювань
– прийом або сукупність прийомів порівняння вимірюваної фізичної величини з її одиницею відповідно до реалізованого принципу вимірювань.
Методи вимірювань класифікують по декількох ознаках.
По загальних прийомах отримання результатів вимірювань розрізняють:
· прямий метод вимірювань;
· непрямий метод вимірювань.
Перший реалізується при прямому вимірюванні, другий – при непрямому вимірюванні, які описані вищим.
За умовами вимірювання розрізняють:
· контактний методи вимірювань;
· безконтактний методи вимірювань.
Контактний метод вимірювань заснований на тому, що чутливий елемент приладу приводиться в контакт з об'єктом вимірювання (вимірювання температури тіла термометром). Безконтактний метод вимірювань заснований на тому, що чутливий елемент приладу де приводиться в контакт з об'єктом вимірювання (зміна відстані до об'єкту радіолокатором, зміна температури в доменній печі пірометром).
Виходячи із способу порівняння вимірюваної величини з її одиницею, розрізняють методи безпосередньої оцінки і метод порівняння з мірою.
При методі безпосередньої оцінки визначають значення величини безпосередньо по відліковому пристрою показуючого засобу вимірювань(СІ) (термометр, вольтметр і ін.). Міра, що відображає одиницю вимірювання, у вимірюванні не бере участь. Її роль грає в СІ шкала, проградуйована при його виробництві за допомогою достатніх точних СІ.
При методі порівняння з мірою вимірювану величину порівнюють з величиною, відтворною мірою.
Метрологічні властивості СІ – це властивості, що впливають на результат вимірювань і його погрішність. Показники метрологічних властивостей є їх кількісною характеристикою і називаються метрологічними характеристиками.
Метрологічні характеристики, встановлювані НД, називають нормованими метрологічними характеристиками.
Всі метрологічні властивості СІ можна розділити на дві групи:
1. Властивості, що визначають область застосування СІ.
2. Властивості, що визначають якість вимірювання.
До основних метрологічних характеристик, що визначають властивості першої групи, відносяться діапазон вимірювань і поріг чутливості.
Діапазон вимірювань – область значень величини, в межах яких нормовані межі погрішності, що допускаються. Значення величини, що обмежують діапазон вимірювань знизу або зверху (зліва і справа), називають відповідно нижньою або верхньою межею вимірювань.
Поріг чутливості – найменша зміна вимірюваної величини, яка викликає помітну зміну вихідного сигналу. Наприклад, якщо поріг чутливості вагів рівний 10 міліграм, то це означає, що помітне переміщення стрілки вагів досягається при такій малій зміні маси, як 10 міліграм.
До метрологічних властивостей другої групи відносяться три головні властивості, що визначають якість вимірювань: точність, збіжність і відтворюваність вимірювань.
Найширше в метрологічній практиці використовується перша властивість – точність вимірювань. Точність вимірювань СІ визначається їх погрішністю.
Погрішність – це різниця між свідченнями СІ і дійсним (дійсним) значенням вимірюваної фізичної величини. Оскільки дійсне значення фізичної величини невідоме, то на практиці користуються її дійсним значенням. Для робочого СІ за дійсне значення приймають свідчення робочого еталону нижчого розряду (допустимо, 4-го), для еталону 4-го розряду, у свою чергу, – значення фізичної величини, отримане за допомогою робочого еталону 3-го розряду. Таким чином, за базу для порівняння приймають значення СІ, яке є в перевірочній схемі вищестоящим по відношенню до підлеглого СІ, підмету перевірці.
Dxn = Xn-x0
Де:
· Dxn – погрішність СІ, що повіряється;
· Xn – значення тієї ж самої величини, знайдене за допомогою СІ, що повіряється;
· X0 – значення СІ, прийняте за базу для порівняння, – дійсне значення.
Погрішності СІ можуть бути класифіковані по ряду ознак, зокрема:
· за способом виразу – абсолютні, відносні;
· по характеру прояви – систематичні, випадкові;
· по відношенню до умов застосування основні, додаткові.
Найбільшого поширення набули метрологічні властивості, пов'язані з першим угрупуванням, – з абсолютними і відносними погрішностями.
Точність вимірювань СІ – якість вимірювань, що відображає близькість їх результатів до дійсного (істинному) значення вимірюваної величини. Точність визначається показниками абсолютної і "відносної погрішності.
Визначувана по формулі Dxn є абсолютною погрішністю. Проте більшою мірою точність СІ характеризує відносна погрішність, тобто виражене у відсотках відношення абсолютної погрішності до дійсного значення величини, вимірюваної або відтворної даним СІ.
Точність може бути виражена зворотною величиною відносної погрішності – 1/d . Якщо погрішність d = 0,1% або 0,001=10-3, то точність рівна 103.
У стандартах нормує характеристики точність, пов'язана з іншими погрішностями.
Систематична погрішність – складова погрішності результату вимірювання, що залишається постійною (або ж що закономірно змінюється) при повторних вимірюваннях однієї і тієї ж величини. Її прикладом може бути погрішність градуювання, зокрема погрішність показань приладу з круговою шкалою і стрілкою, якщо вісь останньою зміщена на деяку величину щодо центру шкали. Якщо ця погрішність відома, то її виключають з результатів різними способами, зокрема введенням поправок.
При нормуванні систематичної погрішності, що становить, СІ встановлюють межі систематичної похибки СІ, що припускається, – конкретного типу – D. Величина систематичної погрішності визначає таку метрологічну властивість, як правильність вимірювань СІ.
Випадкова погрішність – складова погрішності результату вимірювання, що змінюється випадковим чином (по знаку і значенню) в серії повторних вимірювань одного і того ж розміру величини з однаковою ретельністю. У появі цього виду погрішності не спостерігається якої-небудь закономірності. Вони неминучі і неусувні, завжди присутні в результатах вимірювання. При багатократному і достатньо точному вимірюванні вони породжують розсіяння результатів.
Характеристиками розсіяння є середня арифметична погрішність, середня квадратична погрішність, розмах результатів вимірювань. Оскільки розсіяння носить імовірнісний характер, то при вказівці на значення випадкової погрішності задають вірогідність.
Вкажемо як приклад на дві нормовані метрологічні характеристики, що відображають точність СІ.
Довірча погрішність – верхня і нижня межі інтервалу погрішності результату вимірювань при даній довірчій вірогідності. Наприклад, в перевірочній схемі для гир і вагів встановлено для гир 1-3-го розрядів значення довірчої абсолютної погрішності (d) при вірогідності 0,95.
Середня квадратична погрішність (середнє квадратичне відхилення (Sd) – характеристика розсіяння результатів вимірювань однієї і тієї ж величини унаслідок впливу випадкових погрішностей. Застосовується для оцінки точності первинних і вторинних еталонів. Наприклад, в перевірочній схемі для гирі як вторинного еталону (еталону-копії) дано значення погрішності через такий різновид показника, як сумарна погрішність результату вимірювань (SDS).
Вона представляє середню квадратичну погрішність результату вимірювань, що складається з випадкових і не виключених систематичних погрішностей.
Нарешті, показники точності можуть встановлюватися у зв'язку з угрупуванням погрішностей СІ за умовами вимірювання.
Основна погрішність СІ – погрішність, визначувана в нормальних умовах застосування СІ.
Додаткова погрішність СІ – складова погрішності СІ, що додатково виникає унаслідок відхилення який-небудь з впливаючих величин (температури, відносної вологості, напруга мережі змінного струму і ін.) від її нормального значення.
Зазвичай метрологічні характеристики нормують роздільно для нормальних і робочих умов застосування СІ. Нормальними вважаються умови, при яких зміною характеристик під впливом зовнішніх чинників (температура, вологість і ін.) прийнято нехтувати. Так, для багатьох типів СІ нормальними умовами застосування є температура (293±5) До, атмосферний тиск(100±4) кпа, відносна вологість (65±15)%, електрична напруга в мережі живлення 220 В±10%. Робочі умови відрізняються від нормальних ширшими діапазонами зміни впливаючих величин. І ті та інші метрологічні характеристики указуються в НД.
Оцінка погрішності вимірювань СІ, використовуваних для визначення показників якості товарів, визначається специфікою застосування останніх. Наприклад, погрішність вимірювання колірного тону керамічних плиток для внутрішньої обробки житла повинна бути принаймні на порядок нижче, ніж погрішність вимірювання аналогічного показника картин, що серійно випускаються, зроблених кольоровим фотодруком. Річ у тому, що різнотонність два наклеєних поряд на стіну кахляних плиток впадатиме в очі, тоді як різнотонність окремих екземплярів однієї картини помітно не виявиться, оскільки вони використовуються розрізнено.
Вище були детально розглянуті характеристики точності результатів вимірювань. Розглянемо два інших властивості, що визначають якість вимірювань, – збіжність і відтворюваність результатів вимірювань.
Збіжність результатів вимірювань – характеристика якості вимірювань, що відображає близькість один до одного результатів вимірювань однієї і тієї ж величини, виконаних повторно одними і тими ж засобами, одним і тим же методом, в однакових умовах і з однаковою ретельністю.
Кількісна оцінка збіжності може бути дана за допомогою різних показників. Так, в стандартах на методи визначення хімічного складу м'яса збіжність указується в різній формі: при визначенні нітриту за результат аналізу приймають середнє арифметичне з двох паралельних визначень при розбіжності по відношенню до середнього не більше 10% при Р = 0,95; при визначенні азоту різниця між результатами двох визначень, виконаних одночасно або з невеликими проміжками часу одним і тим же хіміком-аналітиком, не повинна перевищувати 0,10 г азоту на 10 г зразка.
Висока збіжність результатів вимірювання дуже важлива при оцінці показників якості товарів, що набувають споживачем у вигляді партії (див. вище приклад з керамічною плиткою).
Відтворюваність результатів вимірювань – повторюваність результатів вимірювань однієї і тієї ж величини, отриманих в різних місцях, різними методами, різними операторами, в різний час, але приведених до одних і тих же умов вимірювань (температурі, тиску, вологості і ін.).
Наприклад, в стандарті на методи визначення щільності молока відтворюваність регламентується в наступній формі: розбіжність, що допускається, між результатами визначення щільності молока одним типом ареометра в різних умовах (в різний час, в різних місцях і різними операторами) не повинно перевищувати 0,8 кг/м3
.
У процедурах звірення результатів аналізу якості однотипної продукції в різних лабораторіях рекомендується оцінювати відтворюваність по методиці, викладеній в наступному прикладі.
Номенклатура нормованих метрологічних характеристик СІ визначається призначенням, умовами експлуатації і багатьма іншими чинниками. У СІ, вживаних для високоточних вимірювань, нормується до десятка і більш метрологічних характеристик в стандартах технічних вимог (технічних умов) і ТУ. Норми на основні метрологічні характеристики приводяться в експлуатаційній документації на СІ. Облік всіх нормованих характеристик необхідний при вимірюваннях високої точності і в метрологічній практиці. У повсякденній виробничій практиці широко користуються узагальненою характеристикою – класом точності.
Клас точності СІ – узагальнена характеристика, що виражається межами похибок, що припускаються (основною і додатковою), а також іншими характеристиками, що впливають на точність. Класи точності конкретного типу СІ встановлюють в НД. При цьому для кожного класу точності встановлюють конкретні вимоги до метрологічних характеристик, що в сукупності відображають рівень точності СІ даного класу. Наприклад, для вольтметрів нормують межу основної похибки, що припускається, і відповідні нормальні умови; межі додаткових похибок, що припускаються; межі варіації свідчень, що допускається; неповернення покажчика до нульової відмітки. У плоскопаралельних кінцевих мерів довжини такими характеристиками є межі відхилень, що допускаються, від номінальної довжини і плоськопараллельності; межі зміни довжини, що допускається, протягом року. У мерів електрорушійної сили (нормальних елементів) нормують межі нестабільності, що допускається, ЕДС протягом року.
Позначення класів точності здійснюється таким чином: Якщо межі основної похибки, що припускається, виражені у формі абсолютної погрішності СІ, то клас точності позначається прописними буквами римського алфавіту. Класам точність, якій відповідають менші межі похибок, що припускаються, привласнюються букви, що знаходяться ближче на початок алфавіту.
Для СІ, межі основної похибки яких, що припускається, прийнято виражати у формі відносної погрішності, позначаються числами, які рівні цим межам, вираженим у відсотках. Так, клас точності 0,001 нормальних елементів свідчить про те, що їх нестабільність за рік не перевищує 0,001%. Позначення класу точності наносять на циферблати, щитки і корпуси СІ, приводять в НД. СІ з декількома діапазонами вимірювань однієї і тієї ж фізичної величини або призначеним для вимірювань різних фізичних величин можуть бути привласнені різні класи точності для кожного діапазону або кожної вимірюваної величини. Так, приладу електровимірювання, призначеному для вимірювань напруги і опору, можуть бути привласнені два класи точності: один як вольтметру, інший як омметру.
Привласнюються класи точності СІ при їх розробці (за наслідками приймальних випробувань). У зв'язку з тим що при експлуатації їх метрологічні характеристики зазвичай погіршуються, допускається знижувати клас. точність за наслідками перевірки (калібрування).
1. Клас точності дозволяє судити про те, в яких межах знаходиться погрішність вимірювань цього класу. Це важливо знати при виборі СІ залежно від заданої точності вимірювань.
2. Точність і методика вироблюваних вимірювань вимагає окремого розгляду.
Система відтворення одиниць фізичних величин і передачі інформації про їх розміри всім без виключення СІ в країні складає технічну базу забезпечення єдності вимірювань.
Відтворення одиниць фізичних величин. Відповідно до основним рівнянням вимірювання процедура зводиться до порівняння невідомого розміру з відомим, як яке виступає розмір відповідної одиниці Міжнародної системи. Відтворенням одиниці є сукупність операцій по матеріалізації одиниці фізичної величини з найвищою в країні точністю за допомогою державного еталону або початкового робочого еталону. Розрізняють відтворення основних і похідних одиниць. Розміри одиниць можуть відтворюватися там же, де виконуються вимірювання (децентралізований спосіб), або інформація про них повинна передаватися з централізованого місця їх зберігання або відтворення (централізований спосіб). Децентралізовано відтворюються одиниці багатьох похідних фізичних величин. Основні одиниці зараз відтворюються тільки централізований.
Централізоване відтворення одиниць здійснюється за допомогою спеціальних технічних засобів, званих еталонами. Еталон, що забезпечує відтворення одиниці з найвищою в країні (в порівнянні з іншими еталонами тієї ж одиниці) точністю, називається первинним еталоном. Первинні еталони – це унікальні засоби вимірювань, що часто є складними вимірювальними комплексами, створеними з урахуванням новітніх досягнень науки і техніки на даний період. Еталон, що забезпечує відтворення одиниці в особливих умовах і службовець для цих умов, називається спеціальним еталоном. Офіційно затверджені як початковий для країни первинний або спеціальний еталони називаються державними.
Еталон, одержуючий розмір одиниці шляхом звірення з первинним еталоном даної одиниці, називається вторинним еталоном.
Еталон повинен відповідати трьом основним вимогам:
· незмінність (здатність утримувати незмінним розмір відтворної ним одиниці протягом тривалого інтервалу часу);
· відтворюваність (відтворення одиниці з найменшою погрішністю для даного рівня розвитку вимірювальної техніки);
· слічаємість (здатність не зазнавати змін і не вносити яких-небудь спотворень при проведенні звірень).
Державні еталони є національним надбанням і тому повинні зберігатися в метрологічних інститутах країни в спеціальних еталонних приміщеннях, де підтримується строгий режим по вологості, температурі, вібраціям і іншим параметрам. Для забезпечення єдності вимірювань фізичних величин в міжнародному масштабі велике значення мають міжнародні звірення національних державних еталонів. Ці звірення допомагають виявити систематичні погрішності відтворення одиниці національними еталонами, встановити, наскільки національні еталони відповідають міжнародному рівню, і намітити шляхи вдосконалення національних (державних) еталонів.
Передача розміру одиниці є приведенням розміру одиниці фізичної величини, що зберігається СІ, що повіряється, до розміру одиниці, що відтворної або зберігається еталоном. Передача розміру здійснюється при звіренні цих одиниць. При передачі інформації про розмір одиниць широкого парку СІ доводиться удаватися до багатоступінчастої процедури.
За розміром одиниці, відтворним державним еталоном, встановлюються значення фізичних величин, відтворні вторинними еталонами.
Серед вторинних еталонів розрізняють:
Самим поширеними за чисельністю парка вторинними еталонами є робочі еталони різних розрядів – 1,2, 3-го (іноді 4-го). Від робочих еталонів нижчого розряду розмір передається робочим засобам вимірювання (РЗВ). Число РЗВ по кожному з видів вимірювань досягає сотень тисяч і навіть мільйонів екземплярів (наприклад, термометри, манометри).
РЗВ володіє різною точністю вимірювань найбільш точні РЗВ при перевірці (калібруванню) отримують розмір від вторинних еталонів або робочих еталонів 1-го розряду; найменш точні – від еталонів нижчого розряду (3-го або 4-го).
Як методи передачі інформації про розмір одиниць використовують методи безпосереднього звірення (тобто звірення міри з мірою або свідчень двох приладів), а також звірення за допомогою компаратора.
Безпосереднє звірення застосовують, як правило, для менш точних мерів. Безпосередньо звіряти можна тільки штрихові міри довжини (лінійка, метри брусків, рулетки), заходи місткості (вимірювальні циліндри, бюретки, піпетки, мірні колби і тому подібне). Для точнішої перевірки використовують прилади-порівняння компаріруючі пристрої. Найчастіше застосовують наступні компаратори: зразкові ваги різних розрядів (при перевірці гир), мости постійного і змінного струму (при звіренні мерів опору і ЕДС нормальних елементів).
На кожному ступені передачі інформації про розмір одиниці точність втрачається в 3 – 5 разів (іноді в 1,25 – 10 разів). Значить, при багатоступінчастій передачі еталонна точність не доходить до споживача. Тому для високоточних СІ число ступенів може бути скорочене аж до передачі ним інформації безпосередньо від робочих еталонів 1-го розряду.
Перевірочні схеми СІ є документом, який встановлює супідрядність СІ, що беруть участь в передачі розміру одиниці від еталону до робочих СІ з вказівкою методів і погрішності при передачі. Розрізняють державні і локальні перевірочні схеми. Державні схеми регламентують передачу інформації про розмір одиниці всьому парку СІ в країні. На чолі цієї схеми знаходиться державний еталон.
Державні перевірочні схеми закладаються в основу державних стандартів. Локальні перевірочні схеми розповсюджуються на СІ, що підлягають перевірці, організовуваній МС міністерства (відомства) або МС юридичної особи.
Систему передачі образно представляють у вигляді піраміди: у підставі знаходиться сукупність РСИ; вершину займає державний еталон; на проміжних площинах – робочі еталони різних розрядів. Від підставі до вершини зменшується погрішність СІ, росте їх вартість, знижується "тираж" виготовлення.
Процес передачі розміру одиниць відбувається при перевірці і калібруванні СІ. Перевірка і калібрування є набором операцій, що виконуються з метою визначення і підтвердження відповідності СІ встановленим технічним вимогам.
Принципова відмінність перевірки від калібрування полягає в тому, що перевірка:
1. Носить обов'язковий, характер і проводиться в рамках державного метрологічного контролю.
2. Проводиться відносно СІ, які застосовуються в законодавчо встановлених (Закон РФ "о забезпеченні єдності вимірювань") сферах, головним чином невиробничих, – охорона здоров'я, охорона навколишнього середовища, торгові операції, державні облікові операції, забезпечення оборони держави, банківські, податкові, митні операції і ін.
Суб’єкти метрології
· Державна метрологічна служба України (ДМС).
· Метрологічні служби федеральних органів виконавчій владі і юридичних осіб (МС).
· Міжнародні метрологічні організації.
Державна метрологічна служба знаходиться у веденні Держспоживстандарту і включає:
· державні наукові метрологічні центри (ДНМЦ);
· органи ДМС в суб'єктах України(на території республік, автономних областей, автономних округів, країв, областей), а також міст Києва і Севастополя.
Держстандарт здійснює керівництво трьома державними довідковими службами: Державною службою часу, частоти і визначення параметрів обертання Землі (ДСВЧ), Державною службою стандартних зразків складу і властивостей речовин і матеріалів (ДССЗ) і Державною службою стандартних довідкових даних про фізичні константи і властивості речовин і матеріалів (ДССДД).
ДСВЧ здійснює міжрегіональну і міжгалузеву координацію робіт по забезпеченню єдності вимірювань часу, частоти і визначення параметрів обертання Землі. Про цю службу рядовий житель країни дізнається 2 рази на рік – при переході на літній і зимовий час. Споживачами вимірювальної інформації ДСВЧ є служби навігації і управління літаками, судами і супутниками, Єдина енергетична система і ін.
ДССЗ забезпечує створення і застосування системи стандартних (еталонних) зразків складу і властивостей речовин і матеріалів - металів і сплавів, нафтопродуктів, медичних препаратів, зразків ґрунтів, зразків твердості різних матеріалів, зразків газів і газових сумішей і ін. Практичне значення ДССЗ показано вище.
ДССДД забезпечує розробку достовірних даних про фізичні константи, про властивості речовин і матеріалів, зокрема конструкційних матеріалів, мінеральної сировини, нафти, газу і ін. Споживачами інформації ДССДД є організації, що проектують вироби техніки, до точності характеристик якої пред'являються особливо жорсткі вимоги. Конструктори цієї техніки не можуть покладатися на суперечливу інформацію про показники властивостей, що міститься в довідковій літературі.
Метрологічні служби регіональних органів виконавчій владі і юридичних осіб можуть створюватися в міністерствах (відомствах), організаціях, на підприємствах і в установах, що є юридичними особами для виконання робіт по забезпеченню єдності і необхідної точності вимірювань, здійснення метрологічного контролю і нагляду.
При виконанні робіт в сферах, передбачених Законом України про стандлартизацію і метрологію створення МС для забезпечення - єдність вимірювань є обов'язковим. Так, MG створені в Мінохоронздоров'я, Мінатомі, , Міноборони і інших органах виконавчої влади. Має рацію і обов'язки МС визначаються положеннями про них, затверджуваними керівниками органів управління або юридичних осіб.
Якщо на достатньо крупних підприємствах (у законодавчо затверджених сферах) організовуються повноцінні МС, то на невеликих підприємствах Держспоживстандарт рекомендує призначати осіб, відповідальних за забезпечення єдності вимірювань. Для відповідальних осіб затверджується посадова інструкція, в якій встановлюються їх функції, має рацію, обов'язки і відповідальність.
Міжнародні метрологічні організації діють з кінця XIX в. Як вже наголошувалося вище, в 1875 р. 17 держав, до числа яких входила Росія, підписали в Парижі. Метричну конвенцію, яка, по суті, з'явилася першим міжнародним стандартом. При цьому було створено першу міжнародну метрологічну установу – Міжнародне бюро мір і ваг (МБМВ), яке до цих пір активно функціонує, координуючи діяльність метрологічних організацій більш ніж 100 країн. МБМВ розташовується у Франції, в р. Севр. МБМВ зберігає міжнародні прототипи метра і кілограма і деякі інші еталони, а також організовує періодичне звірення національних еталонів з міжнародними. Керівництво діяльністю МБМВ здійснюється Міжнародним комітетом мір і ваг (МКМВ), створеним одночасно з МБМВ.
В середньому раз на 4 роки збирається Генеральна конференція по заходах і вагах, що приймає загальні, найбільш важливі для розвитку метрології і вимірювальної техніки рішення.
У 1956 р. була установлена Міжнародна організація законодавчої метрології (МОЗМ), членами якої (на період 1998 р.) є 85 країн світу. МОЗМ розробляє загальні питання законодавчої метрології: встановлення класів точності СІ; забезпечення одноманітності певних типів, зразків і систем вимірювальних приладів; рекомендації по їх випробуваннях з метою встановлення одноманітності метрологічних характеристик СІ незалежно від країни-виробника; порядок перевірки і калібрування СІ і ін.
Україна бере участь в Організації співпраці державних метрологічних установ жнив Центральної і Східної Європи (КООМЕТ). Організації Росії ведуть або беруть участь в реалізації 60% тим КООМЕТ.
Підсумки багаторічної діяльності міжнародних організацій дуже результативні. Завдяки їх зусиллям в більшості країн світу прийнята Міжнародна система одиниць фізичних величин (SI) діє зіставна термінологія, прийняті рекомендації по способах нормування метрологічних характеристик СІ, по сертифікації СІ, по випробуваннях СІ перед випуском серійної продукції.
ДМСЦ України в своїй діяльності враховує документи регіональних міжнародних метрологічних організацій, а також зарубіжних і національних метрологічних організацій США, Великобританії і ін.
Цілий ряд положень теоретичної і практичної метрології, направлених на забезпечення (єдність вимірювань і одноманітність СВ, потребує регламентації і контролю з боку держави. До таких положень відносяться: вибір основних фізичних величин; встановлення розмірів основних одиниць і правила утворення похідних одиниць спосіб відтворення і передачі інформації про розмір одиниць; вибір нормованих метрологічних характеристик СВ; встановлення норм точності СВ і обмеження точності вимірювань; вибір методик вимірювань; діяльність метрологічних служб; організація державного метрологічного контролю.
Відповідно до принципів побудови правової держави норми, що охороняють інтереси держави і захищаючі права його громадян (метрологічні вимоги відносяться саме до цієї категорії норм), повинні встановлюватися актом, що має силу закону. Іншими словами, основні метрологічні правила повинні бути об'єктом закону. В Україні загальні правила і вимоги в області метрології відбиті в Законі "Про забезпеченні єдності вимірювань". Конкретні положення в області законодавчої метрології регламентуються НД – стандартами, правилами, рекомендаціями і ін.
Комплекс нормативних документів, що встановлюють правила,, норми, вимоги, направлені на досягнення і підтримку єдності вимірювань в країні при необхідній точності, складає державну систему забезпечення єдності вимірювань (ДСВ).
Як і у сфері стандартизації, нормативну базу метрології можна представити у вигляді ієрархічної піраміди:
Закон України” про метрологію і метрологічну діяльність” державні стандарти (ГОСТ, ДСТУ) системи ДСВ;
Рекомендації (гриф "МІ") системи ДСВ, що розробляються метрологічними інститутами як державними метрологічними науковими центрами і затверджуваними керівництвом цих центрів.
В цілому ДСВ налічує більше 2400 НД (стандартів, правив, рекомендацій). 75% від всієї нормативної бази складають МВ. Їх широке розповсюдження пояснюється можливістю їх розробки в коротші терміни і при меншій вартості, чим стандартів (у 3 – 4 рази і 2 – 3 рази відповідно).
Основними об'єктами регламентації в ДСВ є [32]:
1. загальні правила і норми по метрології (близько 160 НД);
2. державні перевірочні схеми (близько 180 НД);
Поняття про методи вимірювань
Метод вимірювань
– прийом або сукупність прийомів порівняння вимірюваної фізичної величини з її одиницею відповідно до реалізованого принципу вимірювань.
Методи вимірювань класифікують по декількох ознаках.
По загальних прийомах отримання результатів вимірювань розрізняють:
· прямий метод вимірювань;
· непрямий метод вимірювань.
Перший реалізується при прямому вимірюванні, другий – при непрямому вимірюванні, які описані вищим.
За умовами вимірювання розрізняють:
· контактний методи вимірювань;
· безконтактний методи вимірювань.
Контактний метод вимірювань заснований на тому, що чутливий елемент приладу приводиться в контакт з об'єктом вимірювання (вимірювання температури тіла термометром). Безконтактний метод вимірювань заснований на тому, що чутливий елемент приладу де приводиться в контакт з об'єктом вимірювання (зміна відстані до об'єкту радіолокатором, зміна температури в доменній печі пірометром).
Виходячи із способу порівняння вимірюваної величини з її одиницею, розрізняють методи безпосередньої оцінки і метод порівняння з мірою.
При методі безпосередньої оцінки визначають значення величини безпосередньо по відліковому пристрою показуючого СІ (термометр, вольтметр і ін.). Міра, що відображає одиницю вимірювання, у вимірюванні не бере участь. Її роль грає в СІ шкала, проградуйована при його виробництві за допомогою достатніх точних СІ.
При методі порівняння з мірою вимірювану величину порівнюють з величиною, відтворною мірою.
Метрологічні властивості СІ – це властивості, що впливають на результат вимірювань і його погрішність. Показники метрологічних властивостей є їх кількісною характеристикою і називаються метрологічними характеристиками.
Метрологічні характеристики, встановлювані НД, називають нормованими метрологічними характеристиками.
Всі метрологічні властивості СІ можна розділити на дві групи:
3. Властивості, що визначають область застосування СІ.
4. Властивості, що визначають якість вимірювання.
До основних метрологічних характеристик, що визначають властивості першої групи, відносяться діапазон вимірювань і поріг чутливості.
Діапазон вимірювань – область значень величини, в межах яких нормовані межі погрішності, що допускаються. Значення величини, що обмежують діапазон вимірювань знизу або зверху (зліва і справа), називають відповідно нижньою або верхньою межею вимірювань.
Поріг чутливості – найменша зміна вимірюваної величини, яка викликає помітну зміну вихідного сигналу. Наприклад, якщо поріг чутливості вагі рівний 10 міліграм, то це означає, що помітне переміщення стрілки ваг досягається при такій малій зміні маси, як 10 міліграм.
До метрологічних властивостей другої групи відносяться три головні властивості, що визначають якість вимірювань: точність, збіжність і відтворюваність вимірювань.
Найширше в метрологічній практиці використовується перша властивість – точність вимірювань. Розглянемо його найдетальніше. Точність вимірювань СІ визначається їх погрішністю.
Погрішність – це різниця між свідченнями СІ і дійсним (дійсним) значенням вимірюваної фізичної величини. Оскільки дійсне значення фізичної величини невідоме, то на практиці користуються її дійсним значенням. Для робочого СІ за дійсне значення приймають свідчення робочого еталону нижчого розряду (допустимо, 4-го), для еталону 4-го розряду, у свою чергу, – значення фізичної величини, отримане за допомогою робочого еталону 3-го розряду. Таким чином, за базу для порівняння приймають значення СІ, яке є в перевірочній схемі вищестоящим по відношенню до підлеглого СІ, підмету перевірці.
Dxn = Xn-x0
Де:
· Dxn – погрішність СІ, що повіряється;
· Xn – значення тієї ж самої величини, знайдене за допомогою СІ, що повіряється;
· X0 – значення СІ, прийняте за базу для порівняння, – дійсне значення.
Наприклад, при вимірюванні барометром атмосферного тиску набуте значення Xn = 1017 гпа. За дійсне значення прийнято свідчення робочого еталону, яке дорівнювало X0 = 1020 гпа. Отже, погрішність вимірювання барометром склала:
Dxn = 1017-1020 = -3 гпа.
Погрішності СІ можуть бути класифіковані по ряду ознак, зокрема:
· за способом виразу – абсолютні, відносні;
· по характеру прояви – систематичні, випадкові;
· по відношенню до умов застосування основні, додаткові.
Найбільшого поширення набули метрологічні властивості, пов'язані з першим угрупуванням, – з абсолютними і відносними погрішностями.
Точність вимірювань СІ – якість вимірювань, що відображає близькість їх результатів до дійсного (істинному) значення вимірюваної величини. Точність визначається показниками абсолютної і "відносної погрішності.
Визначувана по формулі Dxn є абсолютною погрішністю. Проте більшою мірою точність СІ характеризує відносна погрішність, тобто виражене у відсотках відношення абсолютної погрішності до дійсного значення величини, вимірюваної або відтворної даним СІ.
Точність може бути виражена зворотною величиною відносної погрішності – 1/d . Якщо погрішність d = 0,1% або 0,001=10-3, то точність рівна 103.
У стандартах нормує характеристики точність, пов'язана з іншими погрішностями.
Систематична погрішність – складова погрішності результату вимірювання, що залишається постійною (або ж що закономірно змінюється) при повторних вимірюваннях однієї і тієї ж величини. Її прикладом може бути погрішність градуювання, зокрема погрішність показань приладу з круговою шкалою і стрілкою, якщо вісь останньою зміщена на деяку величину щодо центру шкали. Якщо ця погрішність відома, то її виключають з результатів різними способами, зокрема введенням поправок.
При нормуванні систематичної погрішності, що становить, СІ встановлюють межі систематичної похибки СІ, що припускається, – конкретного типу – D. Величина систематичної погрішності визначає таку метрологічну властивість, як правильність вимірювань СІ.
Випадкова погрішність – складова погрішності результату вимірювання, що змінюється випадковим чином (по знаку і значенню) в серії повторних вимірювань одного і того ж розміру величини з однаковою ретельністю. У появі цього виду погрішності не спостерігається якої-небудь закономірності. Вони неминучі і неусувні, завжди присутні в результатах вимірювання. При багатократному і достатньо точному вимірюванні вони породжують розсіяння результатів.
Характеристиками розсіяння є середня арифметична погрішність, середня квадратична погрішність, розмах результатів вимірювань. Оскільки розсіяння носить імовірнісний характер, то при вказівці на значення випадкової погрішності задають вірогідність.
Вкажемо як приклад на дві нормовані метрологічні характеристики, що відображають точність СІ.
Довірча погрішність – верхня і нижня межі інтервалу погрішності результату вимірювань при даній довірчій вірогідності. Наприклад, в перевірочній схемі для гир і ваг встановлено для гир 1-3-го розрядів значення довірчої абсолютної погрішності (d) при вірогідності 0,95.
Середня квадратична погрішність (середнє квадратичне відхилення (Sd) – характеристика розсіяння результатів вимірювань однієї і тієї ж величини унаслідок впливу випадкових погрішностей. Застосовується для оцінки точності первинних і вторинних еталонів. Наприклад, в перевірочній схемі для гирі як вторинного еталону (еталону-копії) дано значення погрішності через такий різновид показника, як сумарна погрішність результату вимірювань (SDS).
Вона представляє середню квадратичну погрішність результату вимірювань, що складається з випадкових і не виключених систематичних погрішностей.
Нарешті, показники точності можуть встановлюватися у зв'язку з угрупуванням погрішностей СІ за умовами вимірювання.
Основна погрішність СІ – погрішність, визначувана в нормальних умовах застосування СІ.
Додаткова погрішність СІ – складова погрішності СІ, що додатково виникає унаслідок відхилення який-небудь з впливаючих величин (температури, відносної вологості, напруга мережі змінного струму і ін.) від її нормального значення.
Зазвичай метрологічні характеристики нормують роздільно для нормальних і робочих умов застосування СІ. Нормальними вважаються умови, при яких зміною характеристик під впливом зовнішніх чинників (температура, вологість і ін.) прийнято нехтувати. Так, для багатьох типів СІ нормальними умовами застосування є температура (293±5) До, атмосферний тиск(100±4) кпа, відносна вологість (65±15)%, електрична напруга в мережі живлення 220 В±10%. Робочі умови відрізняються від нормальних ширшими діапазонами зміни впливаючих величин. І ті та інші метрологічні характеристики указуються в НД.
Оцінка погрішності вимірювань СІ, використовуваних для визначення показників якості товарів, визначається специфікою застосування останніх. Наприклад, погрішність вимірювання колірного тону керамічних плиток для внутрішньої обробки житла повинна бути принаймні на порядок нижче, ніж погрішність вимірювання аналогічного показника картин, що серійно випускаються, зроблених кольоровим фотодруком. Річ у тому, що різнотонність два наклеєних поряд на стіну кахляних плиток впадатиме в очі, тоді як різнотонність окремих екземплярів однієї картини помітно не виявиться, оскільки вони використовуються розрізнено.
Вище були детально розглянуті характеристики точності результатів вимірювань. Розглянемо два інших властивості, що визначають якість вимірювань, – збіжність і відтворюваність результатів вимірювань.
Збіжність результатів вимірювань – характеристика якості вимірювань, що відображає близькість один до одного результатів вимірювань однієї і тієї ж величини, виконаних повторно одними і тими ж засобами, одним і тим же методом, в однакових умовах і з однаковою ретельністю.
Кількісна оцінка збіжності може бути дана за допомогою різних показників. Так, в стандартах на методи визначення хімічного складу м'яса збіжність указується в різній формі: при визначенні нітриту за результат аналізу приймають середнє арифметичне з двох паралельних визначень при розбіжності по відношенню до середнього не більше 10% при Р = 0,95; при визначенні азоту різниця між результатами двох визначень, виконаних одночасно або з невеликими проміжками часу одним і тим же хіміком-аналітиком, не повинна перевищувати 0,10 г азоту на 10 г зразка.
Висока збіжність результатів вимірювання дуже важлива при оцінці показників якості товарів, що набувають споживачем у вигляді партії (див. вище приклад з керамічною плиткою).
Відтворюваність результатів вимірювань – повторюваність результатів вимірювань однієї і тієї ж величини, отриманих в різних місцях, різними методами, різними операторами, в різний час, але приведених до одних і тих же умов вимірювань (температурі, тиску, вологості і ін.).
Наприклад, в стандарті на методи визначення щільності молока відтворюваність регламентується в наступній формі: розбіжність, що допускається, між результатами визначення щільності молока одним типом ареометра в різних умовах (в різний час, в різних місцях і різними операторами) не повинно перевищувати 0,8 кг/м3
.
У процедурах звірення результатів аналізу якості однотипної продукції в різних лабораторіях рекомендується оцінювати відтворюваність по методиці, викладеній в наступному прикладі.
Номенклатура нормованих метрологічних характеристик СІ визначається призначенням, умовами експлуатації і багатьма іншими чинниками. У СІ, вживаних для високоточних вимірювань, нормується до десятка і більш метрологічних характеристик в стандартах технічних вимог (технічних умов) і ТУ. Норми на основні метрологічні характеристики приводяться в експлуатаційній документації на СІ. Облік всіх нормованих характеристик необхідний при вимірюваннях високої точності і в метрологічній практиці. У повсякденній виробничій практиці широко користуються узагальненою характеристикою – класом точності.
Клас точності СІ – узагальнена характеристика, що виражається межами похибок, що припускаються (основною і додатковою), а також іншими характеристиками, що впливають на точність. Класи точності конкретного типу СІ встановлюють в НД. При цьому для кожного класу точності встановлюють конкретні вимоги до метрологічних характеристик, що в сукупності відображають рівень точності СІ даного класу. Наприклад, для вольтметрів нормують межу основної похибки, що припускається, і відповідні нормальні умови; межі додаткових похибок, що припускаються; межі варіації свідчень, що допускається; неповернення покажчика до нульової відмітки. У плоскопаралельних кінцевих мерів довжини такими характеристиками є межі відхилень, що допускаються, від номінальної довжини і плоскопараллельності; межі зміни довжини, що допускається, протягом року. У мерів електрорушійної сили (нормальних елементів) нормують межі нестабільності, що допускається, ЕДС протягом року.
Позначення класів точності здійснюється таким чином.
Якщо межі основної похибки, що припускається, виражені у формі абсолютної погрішності СІ, то клас точності позначається прописними буквами римського алфавіту. Класам точність, якій відповідають менші межі похибок, що припускаються, привласнюються букви, що знаходяться ближче на початок алфавіту.
Для СІ, межі основної похибки яких, що припускається, прийнято виражати у формі відносної погрішності, позначаються числами, які рівні цим межам, вираженим у відсотках. Так, клас точності 0,001 нормальних елементів свідчить про те, що їх нестабільність за рік не перевищує 0,001%. Позначення класу точності наносять на циферблати, щитки і корпуси СІ, приводять в НД. СІ з декількома діапазонами вимірювань однієї і тієї ж фізичної величини або призначеним для вимірювань різних фізичних величин можуть бути привласнені різні класи точності для кожного діапазону або кожної вимірюваної величини. Так, приладу електровимірювання, призначеному для вимірювань напруги і опору, можуть бути привласнені два класи точності: один як вольтметру, інший як омметру.
Привласнюються класи точності СІ при їх розробці (за наслідками приймальних випробувань). У зв'язку з тим що при експлуатації їх метрологічні характеристики зазвичай погіршуються, допускається знижувати клас. точність за наслідками перевірки (калібрування).
3. Клас точності дозволяє судити про те, в яких межах знаходиться погрішність вимірювань цього класу. Це важливо знати при виборі СІ залежно від заданої точності вимірювань.
4. Точність і методика вироблюваних вимірювань вимагає окремого розгляду.
Система відтворення одиниць фізичних величин і передачі інформації про їх розміри всім без виключення СІ в країні складає технічну базу забезпечення єдності вимірювань.
Відтворення одиниць фізичних величин. Відповідно до основним рівнянням вимірювання процедура зводиться до порівняння невідомого розміру з відомим, як яке виступає розмір відповідної одиниці Міжнародної системи. Відтворенням одиниці є сукупність операцій по матеріалізації одиниці фізичної величини з найвищою в країні точністю за допомогою державного еталону або початкового робочого еталону. Розрізняють відтворення основних і похідних одиниць. Розміри одиниць можуть відтворюватися там же, де виконуються вимірювання (децентралізований спосіб), або інформація про них повинна передаватися з централізованого місця їх зберігання або відтворення (централізований спосіб). Децентралізовано відтворюються одиниці багатьох похідних фізичних величин. Основні одиниці зараз відтворюються тільки централізований.
Централізоване відтворення одиниць здійснюється за допомогою спеціальних технічних засобів, званих еталонами. Еталон, що забезпечує відтворення одиниці з найвищою в країні (в порівнянні з іншими еталонами тієї ж одиниці) точністю, називається первинним еталоном. Первинні еталони – це унікальні засоби вимірювань, що часто є складними вимірювальними комплексами, створеними з урахуванням новітніх досягнень науки і техніки на даний період. Еталон, що забезпечує відтворення одиниці в особливих умовах і службовець для цих умов, називається спеціальним еталоном. Офіційно затверджені як початковий для країни первинний або спеціальний еталони називаються державними.
Еталон, одержуючий розмір одиниці шляхом звірення з первинним еталоном даної одиниці, називається вторинним еталоном.
Еталон повинен відповідати трьом основним вимогам:
· незмінність (здатність утримувати незмінним розмір відтворної ним одиниці протягом тривалого інтервалу часу);
· відтворюваність (відтворення одиниці з найменшою погрішністю для даного рівня розвитку вимірювальної техніки);
· слічаємість (здатність не зазнавати змін і не вносити яких-небудь спотворень при проведенні звірень).
Державні еталони є національним надбанням і тому повинні зберігатися в метрологічних інститутах країни в спеціальних еталонних приміщеннях, де підтримується строгий режим по вологості, температурі, вібраціям і іншим параметрам. Для забезпечення єдності вимірювань фізичних величин в міжнародному масштабі велике значення мають міжнародні звірення національних державних еталонів. Ці звірення допомагають виявити систематичні погрішності відтворення одиниці національними еталонами, встановити, наскільки національні еталони відповідають міжнародному рівню, і намітити шляхи вдосконалення національних (державних) еталонів.
У 1998 р. еталонна база Росії була представлена 116 державними еталонами, 250 вторинними еталонами, 70 установками вищої точності і державними стандартними зразками в кількості більше 7500.
Передача розміру одиниці є приведенням розміру одиниці фізичної величини, що зберігається СІ, що повіряється, до розміру одиниці, що відтворної або зберігається еталоном. Передача розміру здійснюється при звіренні цих одиниць. При передачі інформації про розмір одиниць широкого парку СІ доводиться удаватися до багатоступінчастої процедури.
За розміром одиниці, відтворним державним еталоном, встановлюються значення фізичних величин, відтворні вторинними еталонами.
Серед вторинних еталонів розрізняють:
· еталони-порівняння, вживані для звірення еталонів, які по тих або інших причинах не можуть безпосередньо звірятися один з одним;
· еталони-свідки, призначені для перевірки збереження і незмінності державного еталону і для заміни його у разі псування або втрати;
· еталони-копії, використовувані для передачі інформації про розмір одиниці робочим еталонам.
Самим поширеними за чисельністю парка вторинними еталонами є робочі еталони різних розрядів – 1,2, 3-го (іноді 4-го). Від робочих еталонів нижчого розряду розмір передається робочим засобам вимірювання (РЗВ). Число РЗВ по кожному з видів вимірювань досягає сотень тисяч і навіть мільйонів екземплярів (наприклад, термометри, манометри).
РЗВ володіє різною точністю вимірювань найбільш точні РЗВ при перевірці (калібруванню) отримують розмір від вторинних еталонів або робочих еталонів 1-го розряду; найменш точні – від еталонів нижчого розряду (3-го або 4-го).
Як методи передачі інформації про розмір одиниць використовують методи безпосереднього звірення (тобто звірення міри з мірою або свідчень двох приладів), а також звірення за допомогою компаратора.
Безпосереднє звірення застосовують, як правило, для менш точних мерів. Безпосередньо звіряти можна тільки штрихові міри довжини (лінійка, метри брусків, рулетки), заходи місткості (вимірювальні циліндри, бюретки, піпетки, мірні колби і тому подібне). Для точнішої перевірки використовують прилади-порівняння компаріруючі пристрою. Найчастіше застосовують наступні компаратори: зразкові ваги різних розрядів (при перевірці гир), мости постійного і змінного струму (при звіренні мерів опору і ЕДС нормальних елементів).
На кожному ступені передачі інформації про розмір одиниці точність втрачається в 3 – 5 разів (іноді в 1,25 – 10 разів). Значить, при багатоступінчастій передачі еталонна точність не доходить до споживача. Тому для високоточних СІ число ступенів може бути скорочене аж до передачі ним інформації безпосередньо від робочих еталонів 1-го розряду.
Перевірочні схеми СІ є документом, який встановлює супідрядність СІ, що беруть участь в передачі розміру одиниці від еталону до робочих СІ з вказівкою методів і погрішності при передачі. Розрізняють державні і локальні перевірочні схеми. Державні схеми регламентують передачу інформації про розмір одиниці всьому парку СІ в країні. На чолі цієї схеми знаходиться державний еталон.
Державні перевірочні схеми закладаються в основу державних стандартів. Локальні перевірочні схеми розповсюджуються на СІ, що підлягають перевірці, організовуваній МС міністерства (відомства) або МС юридичної особи.
Систему передачі образно представляють у вигляді піраміди: у підставі знаходиться сукупність РЗВ; вершину займає державний еталон; на проміжних площинах – робочі еталони різних розрядів. Від підставі до вершини зменшується погрішність СІ, росте їх вартість, знижується "тираж" виготовлення.
Процес передачі розміру одиниць відбувається при перевірці і калібруванні СІ. Перевірка і калібрування є набором операцій, що виконуються з метою визначення і підтвердження відповідності СІ встановленим технічним вимогам.
Принципова відмінність перевірки від калібрування полягає в тому, що перевірка:
3. Носить обов'язковий, характер і проводиться в рамках державного метрологічного контролю.
4. Проводиться відносно СІ, які застосовуються в законодавчо встановлених (Закон РФ "о забезпеченні єдності вимірювань") сферах, головним чином невиробничих, – охорона здоров'я, охорона навколишнього середовища, торгові операції, державні облікові операції, забезпечення оборони держави, банківські, податкові, митні операції і ін.
Лекція по сертифікації
Сертифікація - це дія, яка підтверджує за допомогою знаку або сертифіката відповідність виробу вимогам, визначеним стандартом або технічними умовами. За допомогою сертифікації третя сторона дає письмову гарантію, що продукція (процес, послуга) відповідає заданим вимогам. Третьою називають сторону, яка не залежить від постачальника (перша сторона) і покупця (друга сторона). Слово "сертифікат" відомо в значенні документа, який складений за визначеною формою. Видача сертифіката, що супроводжує випуск і використання якого-небудь приладу, верстата або партії продукції, ще не означає, що відбувається процес сертифікації. Цьому кінцевому акту має передувати комплекс робіт з створенню системи сертифікації. Система сертифікації - це система з власними правилами виконання процедури сертифікації та управління нею, вона забезпечує і гарантує достовірність сертифіката в найширшому розумінні цього слова, який охоплює всі аспекти виробництва, контролю і забезпечення якості продукції. Серед цих аспектів є технологічні, метрологічні, нормативно-технічні і правові.
З погляду технології виробництва
видача сертифіката має підтверджувати, що весь технологічний процес виготовлення даної продукції був витриманий у встановлених межах, що вихідні матеріали відповідали всім заданим вимогам, під час проходження виробу по всій технологічній ланці не було відмічено яких-небудь дестабілізуючих факторів або ознаки їх дії.
Як метрологічне забезпечення
сертифікат є свідоцтвом того, що всі вимірювальні прилади і засоби за всіма своїми метрологічними характеристиками повністю відповідають заданим вимогам і забезпечують достовірність всіх вимірювань і досліджень продукції на всіх етапах її створення. Метрологічне забезпечення сертифікації полягає в постійній "прив'язці" всіх робочих засобів вимірювання до єдиних еталонів - державних чи міжнародних.
Сертифікат підтверджує, що всі вимоги і норми, зафіксовані у стандарті або технічних умовах, забезпечуються в виробництві і перевіряються стандартними методами контролю якості.
Мета, принципи та правила побудови і функціонування системи сертифікації, її структура, функції та порядок виконання цих функцій регламентовані нормативними документами міжнародних організацій із стандартизації і сертифікації, насамперед документами І50, ІЕС, НАС, Європейської співдружності, а також ДСТУ.
До правових аспектів сертифікації належать питання поширення відповідальності за спостереженням правил процедури системи сертифікації в частині порядку атестації і підтвердження органів і служб, які здійснюють нагляд за сертифікацією, та проводять дослідження продукції і контроль її якості під час виробництва, приймання і поставки.
У різних країнах використовують різні види систем сертифікації, але всі ці системи виникли для того, щоб відмежувати ринок низькоякісних товарів, які не відповідають вимогам стандартів.
Так, одним з нагальних завдань становлення економіки України є створення ефективної державної системи сертифікації, що відповідає сучасним вимогам і визначається міжнародними організаціями. В Україні створена та розвивається державна Система сертифікації продукції (УкрСЕПРО), принципи та правила побудови якої узгоджені з міжнародними, а діяльність регламентована національними керівними нормативними документами.
Системи сертифікації
Системи сертифікації можуть діяти на національному, регіональному чи міжнародному рівнях. Є державні (урядові) і недержавні (неурядові) системи сертифікації.
Сертифікацію продукції може проводити і окреме підприємство (само-сертифікація), яке при цьому випускає сертифіковані вироби з підтвердженням їх відповідності вимогам певних національних або міжнародних стандартів.
При національній сертифікації, підприємства визначеної галузі промисловості випускають продукцію відповідно до вимог тих або інших національних і (або) міжнародних стандартів. Система національної сертифікації передбачає, як правило, встановлення на державному рівні органів, які здійснюють нагляд за якістю продукції, що випускається (так звана сертифікація з участю третьої сторони), а також участь в системі дослідницьких лабораторій і лабораторій метрологічного забезпечення.
Проведення робіт із сертифікації
Порядок організації і проведення робіт з сертифікації має бути таким, щоб забезпечити достатню об'єктивність сертифікації, достовірність і відтворюваність результатів досліджень, бути економічно ефективним і достатнім як для виробників продукції, потенційних експортерів, так і споживачів цих виробів - імпортерів.
Основою для проведення робіт з сертифікації є:
По-перше
, вибір критеріїв, за якими можна судити, що продукція відповідає інтересам споживачів, вимогам законів країни-імпортера, можливостям виробників.
Нормативно-технічні документи на продукцію, в яких наведені відповідні характеристики виробів, повинні мати чіткі, однозначні тлумачення. Для цього вимоги на продукцію регламентуються у спеціальних документах: стандартах, технічних умовах, технічних регламентах. Вимоги стандарту мають точно виконуватись.
По-друге
, системи сертифікації включають в себе елемент дослідження зразків продукції як необхідний засіб виявлення відповідності продукції стандартам.
Визнання систем сертифікації третьою стороною, особливо при багатосторонній співпраці, грунтується значною мірою на репутації органу з сертифікації. Ця репутація своєю чергою, залежить від компетенції персоналу, який проводить сертифікацію, і надійності обладнання. Тому винятково важливо, щоб випробувальні центри або лабораторії мали все необхідне обладнання і кваліфікований персонал, працювали за методами випробування, які задовольняють сторони, що беруть участь в сертифікації.
По-третє
, стабільність технологічних процесів, незалежно від стану національної економіки, із забезпеченням високого рівня виробничої діяльності.
Введення на виробництві системи управління якістю поряд з оцінкою і контролем за її дією значною мірою збільшують ефективність виробництва, сприяють стабільному виробництву виробів із заданими якісними показниками.
По-четверте
, система сертифікації повинна базуватись на незалежності результатів проведення робіт із сертифікації; запевнення виробника в тому, що його виріб відповідає вимогам стандарту, не завжди приймається за правду. Споживач частіше створює власну систему повірки якості продукції, що є досить поширеним в торгівлі і в промисловості. Однак при сучасному розвитку науки, техніки і технології найбільш ефективними і економічними є системи, що управляються органами, на які не впливають виробники продукції.
По-п'яте
, вибір системи сертифікації мусить відповідати практичним і економічним вимогам на кожен окремий вид продукції.
По-шосте
, принцип сертифікації і методи, порядок функціонування її системи мусять забезпечувати відповідність іншим системам сертифікації. Такий підхід до сертифікації сприяє розвитку зовнішньої торгівлі і міжнародних економічних відносин, гарантованому виходу сертифікованої продукції на світовий ринок, виключаючи можливість перетворення сертифікації в бар'єр для міжнародних зв'язків.
По-сьоме, вироби або продукція при позитивних результатах їх сертифікаційних досліджень у відповідних центрах або лабораторіях мусять мати підтвердження цьому у вигляді клейма, спеціального знаку, сертифіката, або бути включеними в перелік сертифікованих товарів, або мати документ, що вони випущені на підприємстві, яке має право на їх сертифікацію.
Випущені партії мають підтверджуватись знаком або сертифікатом відповідності, нанесення або видання яких контролюється головним контролером і знаходиться під наглядом національної служби нагляду. Цей знак або сертифікат гарантує, що ці партії випущені відповідно до вимог технічних умов.
Знак або сертифікат відповідності мусить давати можливість посилання на відрахування по дослідженнях, проведених підприємством-виробником, на основі яких випущений виріб.
Знак відповідності - це символ, який підлягає обов'язковій реєстрації. Біля знаку мусять міститися повідомлення, які дозволяють встановити:
- назву національної служби нагляду;
- номер свідоцтва про атестацію підприємства-виробника або незалежного постачальника-розповсюджувача;
- номер контрольованої партії.
Вказаний перелік відомостей мусить дозволяти відстежувати зв'язок партії з урахуванням підприємства-виробника. Якщо цього недостатньо - має наводитись необхідна додаткова інформація, яку наносять на упаковку і (або) виріб. За бажанням підприємства-виробника для маркування виробів можна застосувати менший за розміром символ із зазначенням національної служби нагляду і номера свідоцтва про атестацію підприємства.
Знак відповідності наноситься на клейку стрічку або на інший матеріал для пакування. Якщо на виріб ставиться знак відповідності, то він наноситься поряд з маркуванням, яке передбачене технічними умовами.
Сертифікат відповідності має дві форми: сертифікат відповідності для використання підприємством-виробником і для використання незалежними постачальниками-розповсюджувачами. Сертифікат для підприємства-виробника містить таку інформацію:
- назву підприємства-виробника, а також, якщо воно охоплює декілька підприємств, назви цих підприємств і, за його бажанням, свою адресу та інші дані;
- торгову марку підприємства-виробника, за його бажанням, як міру юридичного захисту проти підробки сертифіката;
- ліцензію на право застосування сертифіката відповідності щодо продукції, що виробляється замовником серійно протягом встановленого ліцензією строку. Надається органом з сертифікації продукції на підставі сертифікації системи забезпечення якості під час виготовлення цієї продукції тільки в тому випадку, якщо за технологічним процесом виробництва кожна одиниця продукції підлягає контролю на відповідність усім вимогам нормативного документа, на підставі якого проводиться випуск виробу;
- номер свідоцтва про атестацію підприємства-виробника, виданого йому національною службою нагляду для тієї виробничої ділянки, на якій проводиться випуск виробів;
- дату приймання виробів;
- дату випуску сертифіката;
- форму свідоцтва, прийнятого за бажанням головного контролера підприємства-виробника. Це може бути підпис або факсиміле в супроводі якого-небудь символу, наприклад, перфорації або печатки.
Сертифікат для незалежних постачальників-розповсюджувачів містить такі дані:
- назву незалежного постачальника-розповсюджувача і, за його бажанням, його адресу та інші дані;
- торгову марку постачальника-розповсюджувача за його бажанням;
- назву підприємства-виробника;
- повну каталогову назву і позначення виробу, які присвоєні йому підприємством-виробником, а також повну каталогову назву і позначення виробу, присвоєні поста-чальником-розповсюджувачем, якщо такі існують;
- довідковий номер технічних умов на вироби конкретних типів, яким відповідає виріб; назву національної служби нагляду, під наглядом якої проводився випуск виробу, і національної служби нагляду, яка здійснює нагляд за постачальником-розповсюджувачем;
- номер свідоцтва про атестацію, видану йому національною службою нагляду для приміщень, звідки випущений виріб;
- дата випуску виробу підприємством-виробником;
- дата видачі сертифіката;
- форму посвідчення, яке прийняте постачальником-розповсюджувачем. Інформацію, яка наводиться в обох формах сертифікатів, можна подати будь-якою мовою.
Сертифікат відповідності випускається під контролем головного контролера і тільки для виробів, які входять до складу прийнятих партій сертифікованої продукції. Головний контролер має вести реєстрацію, яка відображає зв'язок сертифіката з партією виробів, до яких він належить. Головний контролер може присвоювати сертифікату довідковий номер. Сертифікат може входити до складу встановленої контрактом документації на поставку виробів.
Кожна система сертифікації має свій власний знак відповідності. У багатьох країнах існують законодавчі та нормативні акти різного рівня, що вимагають від виробників, постачальників та продавців обов'язково мати сертифікати відповідності для певних видів продукції.
Обов'язковій сертифікації підлягає продукція, на яку поширюються обов'язкові вимоги стандартів чи інших нормативних документів, зокрема вимоги, що забезпечують безпеку продукції для життя, здоров'я і майна громадян, її сумісність і взаємозамінність, охорону навколишнього і природного середовища.
У всіх інших випадках сертифікацію можна проводити на добровільних засадах з ініціативи замовника (виробника, постачальника чи продавця продукції).
Добровільна сертифікація проводиться, як правило, в умовах конкуренції товаровиробників з метою рекламування продукції, освоєння нових ринків збуту, формування і підтримування іміджу фірми, а також коли цього вимагають умови контракту на поставку продукції.
Оскільки сертифікат відповідності гарантує тільки відповідність продукції вимогам конкретного стандарту, висновок про рівень якості продукції можна робити лише з урахуванням оцінки рівня вимог цього стандарту.
Відповідність продукції застарілим вимогам того чи іншого нормативного документа буде свідчити про її низький рівень якості і, навпаки, відповідність стандартам, що визнані у світі як найсучасніші, буде надійною гарантією її високої якості.
Оплачує всі види робіт, пов'язаних із сертифікацією, замовник (підприємство-виробник, постачальник чи продавець продукції). Вартість робіт визначається в договорі між замовником і виконавцем (органом з сертифікації продукції).
Оплата замовником робіт з проведення сертифікації не означає, що виконавець обов'язково видасть йому сертифікат на заявлену продукцію. Останнє залежить тільки від результатів випробувань продукції та оцінки виробництва і (або) системи якості (у разі необхідності). При негативних результатах гроші замовнику за вже виконану роботу не повертають.
Замовник має право звернутись з метою сертифікації до будь-якого акредитованого в системі органу і вказати лабораторію, в якій він бажає проводити випробування продукції. Це бажання замовника виконавець враховує.
У кожній системі сертифікації передбачено процедуру апеляції тих чи інших рішень виконавця, зокрема відмову видати сертифікат відповідності за результатами випробування продукції. Усі апеляції розглядає апеляційна комісія, яка, переважно, створюється органом з сертифікації. Витрати, пов'язані з розглядом апеляцій, несе кожна із сторін. Рішення апеляційної комісії можна оскаржити в керівному органі системи сертифікації, рішення якого буде остаточне.
Крім торгівлі і митниці, результати сертифікації продукції використовують також страхові компанії, арбітражні суди, біржі тощо. Наприклад, страхові компанії враховують результати сертифікації для оцінки ризику при страхуванні майна і нерухомості. А страхові компанії Німеччини відмовляються страхувати вироби, що не пройшли сертифікацію.
Також проводиться сертифікація послуг, але вона значно поступається сертифікації продукції. Найбільшого поширення набула за кордоном сертифікація послуг у таких галузях, як банківська і готельна справа. Сертифікація продукції надає переваги підприємству-виробнику.
Для підприємств-виробників (постачальників) сертифікація продукції дає можливість:
- збільшити довіру до якості виробів, що експортуються в промислово розвинені країни;
- розширити ринок збуту;
- забезпечити рекламу і збільшити обсяги випуску (продажу). Для споживачів сертифікація продукції корисна тим, що:
- захищає від продукції, що небезпечна для життя, здоров'я людини та її майна;
- полегшує вибір продукції;
- сприяє підвищенню якості продукції (завдяки стимулюванню перегляду застарілих вимог стандартів).
Ідея сертифікації, на перший погляд, дуже проста і, здавалось би, очевидна. Дійсно, для випуску виробів заданого рівня якості необхідно забезпечити:
- стабільність технологічного процесу;
- вимоги до вихідних матеріалів;
- достатню комплектацію досліджувальної бази засобами дослідження, вимірювання і метрологічного забезпечення, відповідними вимогами технічних умов;
- строгу виконавчу дисципліну.
Сучасне виробництво на загал не може підтримувати стійкі торговельно-економічні зв'язки з споживачами продукції, якщо воно допустить найменшу недооцінку будь-якого із зазначених факторів.
Системи сертифікації тут виступають лише як засіб, який забезпечує гарантію виконання вимог технічних умов, тобто як деякий вид організаційно-технічного посередництва у стосунках виробника із споживачем продукції. У Системі самосертифікація - це гарантії виробника, що випуск виробів забезпечений строго відповідно до вимог, визначених стандартами і технічними умовами. У національних системах сертифікації з участю третьої сторони (національних і міжнародних) - це організація стороннього об'єктивного контролю, починаючи з атестації виробництв і випробування виробів з метою підтвердження їх відповідності вимогам застосованих технічних умов і закінчуючи регулярною відбірковою перевіркою якості сертифікованої продукції.
Треба ще раз зазначити, що основним завданням сертифікації продукції с забезпечення стабільного випуску виробів заданого технічними вимогами рівня якості. У теперішній час якість продукції - це гарантований дохід підприємства. З іншого боку, забезпечення потрібного рівня якості вимагає відповідних затрат. Звідси випливає, що планування сертифікації продукції як гасла нематеріальних витрат на її забезпечення не дасть позитивних результатів, а, скоріше, призведе до негативного результату, який виразиться у дискредитації ідеї сертифікації і втраті довір'я до підприємства-виробника, якщо останнє буде неспроможне забезпечити випуск сертифікованої продукції строго відповідно до вимог використовуваних технічних умов.
 Система сертифікації УкрСЕПРО Система сертифікації УкрСЕПРО
Структура. Системи
Система сертифікації УкрСЕПРО (надалі - Система) - державна система сертифікації продукції в Україні, призначена для проведення обов'язкової та добровільної сертифікації продукції (процесів, послуг). Згідно з Декретом Кабінету Міністрів України № 46-93 від 10.05.93р. "Про стандартизацію і сертифікацію" - обов'язкова сертифікація проводиться винятково в межах державної системи сертифікації. При обов'язковій сертифікації перевірці підлягають такі групи показників:
- безпеки;
- сумісності і взаємозамінності;
- енерго - та ресурсозбереження;
- вплив на охорону навколишнього і природного середовища.
Система є відкритою для вступу до неї органів з сертифікації та випробувальних лабораторій інших держав за умови визначення правил Системи.
Організаційну структуру Системи утворюють: Національний орган із сертифікації - Держспоживстандарт України; органи із сертифікації продукції; органи із сертифікації систем якості; випробувальні лабораторії (центри); аудитори; науково-методичний та інформаційний центр; територіальні центри стандартизації, метрології та сертифікації Держстандарту України; Український навчально-науковий центр з стандартизації, метрології та якості продукції.
Схема оргструктури Системи показана на рис. 4.1. Загальне керівництво Системою, організацією та координацією робіт з сертифікації продукції (процесів, послуг) здійснює Національний орган з сертифікації - Державний комітет України з стандартизації, метрології та сертифікації (Держстандарт України).
Національний орган із сертифікації виконує такі функції:
1) розробляє стратегію розвитку сертифікації в Україні;
2) організовує та координує роботи, що забезпечують функціонування Системи;
3) взаємодіє з національними органами інших країн та міжнародними організаціями з сертифікації;
4) організовує розроблення і вдосконалення організаційно-методичних документів Системи;
5) приймає рішення щодо міжнародних систем і угод з сертифікації;
6) встановлює основні принципи , правила і структуру Системи;
7) формує і затверджує склад науково-технічної комісії;
8) проводить акредитації органів з сертифікації та випробувальних лабораторій (центрів);
9) проводить атестації аудиторів;
10) здійснює інспекційний контроль за діяльністю органів з сертифікації, випробувальних лабораторій (центрів) та аудиторів;
11) вводить Реєстр Системи;
12) організовує роботи з сертифікації продукції за відсутності органів з сертифікації даного виду продукції;
13) затверджує перелік продукції, яка підлягає обов'язковій сертифікації;
14) розглядає апеляції щодо виконання правил Системи;
15) організовує інформаційне забезпечення діяльності з сертифікації у Системі. Науково-технічна комісія як елемент оргструктури Системи здійснює такі функції:
1) формує єдину політику з побудови, функціонування і вдосконалення Системи;
2) розробляє і вносить пропозиції щодо взаємодії з національними органами інших країн та міжнародними організаціями з сертифікації.
Органи з сертифікації продукції здійснюють:
1) управління Системою сертифікації за закріпленою номенклатурою продукції;
2) розробку організаційно-методичних документів із сертифікації закріпленої продукції;
3) акредитацію за дорученням національного органу з сертифікації випробувальних лабораторій (центрів);
4) встановлення схеми і порядку сертифікації закріплених видів продукції;
5) атестацію виробництва;
6) технічний нагляд за сертифікованою продукцією;
7) видачу сертифікатів відповідності та атестатів виробництв; Основні функції органів з сертифікації систем якості такі:
1) розроблення організаційно-методичних документів з сертифікації систем якості;
2) сертифікація систем якості;
3) атестація виробництв (за пропозицію органу з сертифікації продукції);
4) технічний нагляд за сертифікованими системами якості;
5) видання сертифікатів на системи якості. Випробовувальні лабораторії (центри) здійснюють такі функції:
1) проведення сертифікаційних випробувань в акредитованій галузі діяльності;
2) оформлення протоколів випробувань;
3) участь за пропозицією органу з сертифікації в атестації виробництв;
4) участь за пропозицією органу з сертифікації в технічному нагляді за сертифікованою продукцією;
Аудитори виконують окремі роботи, які пов'язані з сертифікацією продукції. Основні функції науково-методичного та інформаційного центру:
1) розроблення та вдосконалення організаційно-методичних документів Системи;
2) підготовка і внесення до національного органу з сертифікації пропозицій і проектів законодавчих актів у галузі сертифікації;
3) аналіз можливостей підприємств і організацій виконувати функції органів з сертифікації продукції, випробовувальних лабораторій (центрів) та внесення до національного органу з сертифікації пропозицій щодо їх акредитації у Системі;
4) участь у підготовці органів з сертифікації продукції та випробувальних лабораторій (центрів) до акредитації.
Територіальні центри стандартизації, метрології та сертифікації проводять:
1) за дорученням національного органу з сертифікації інспекційного контролю нагляд за дотриманням правил Системи;
2) за дорученням органів з сертифікації продукції технічний нагляд за сертифікованою продукцією;
3) допомогу підприємствам при підготовці до акредитації їх випробувальних лабораторій (центрів), сертифікації продукції, систем якості та атестації виробництв.
Український навчально-науковий центр із стандартизації, метрології та якості продукції здійснює навчання та підвищення кваліфікації спеціалістів у галузі сертифікації.
Структура, принципи та правила побудови і функціонування Системи регламентовані керівними нормативними документами системи сертифікації УкрСЕПРО, а також законодавчими актами, що стосуються сертифікації.
Згідно з підписаними угодами про взаємне визнання результатів сертифікації видані у Системі сертифікати відповідності визнаються в таких країнах СНД: Вірменія, Бєларусь, Грузія, Казахстан, Киргизстан, Молдова, Росія, Узбекистан, Таджикистан, Туркменистан.
У системі УкрСЕПРО введені національні знаки відповідності. Знак відповідності - це захищений в установленому порядку знак, який свідчить, що маркована ним продукція відповідає конкретному стандарту чи іншому нормативному документу. Маркування продукції цим знаком здійснює орган з сертифікації, що видав сертифікат відповідності, або підприємство-виробник, якщо воно має на це ліцензію, видану органом із сертифікації.
Форму, розміри та технічні вимоги до національного знаку відповідності, а також правила його застосування у системі сертифікації УкрСЕПРО встановлено державним стандартом ДСТУ 2296-93. Встановлено такі зображення національного знаку відповідності:
- для продукції, яка відповідає обов'язковим вимогам нормативних документів та вимогам, що передбачені чинними законодавчими актами України, за якими встановлено обов'язкову сертифікацію ;
- для продукції, яка відповідає усім вимогам нормативних документів, що поширюються на дану продукцію (рис. 4.2,6);для продукції, яка відповідає окремим вимогам нормативних документів і в сертифікаті перераховуються підтверджені вимоги (рис. 4.2, в).
Знак відповідності, який зображено на рис. 4.2, б, застосовується також для позначення продукції, що не підлягає обов'язковій сертифікації, проте сертифікована з ініціативи виробника, постачальника чи продавця продукції (добровільна сертифікація).
У Системі ведеться реєстрація й облік акредитованих органів з сертифікації і випробувальних лабораторій (центрів), атестованих аудиторів, а також результатів сертифікації продукції. Інформація про акредитовані у Системі органи з сертифікації, випробувальні лабораторії (центри), атестованих аудиторів, видані сертифікати відповідності, сертифікати на систему якості та атестати виробництв, а також інформація про акумулювання акредитації або сертифікатів періодично публікується Держстандартом у відкритих інформаційних виданнях, при цьому забезпечується конфіденційність.
Сертифікація продукції
Загальні положення
Сертифікацію продукції в Системі проводять винятково органи з сертифікації, а в разі їх відсутності - організації, що виконують функції органів з сертифікації продукції за дорученням Держстандарту України.
Випробувань в акредитованій в Системі лабораторії зразків продукції, відібраних у порядку та в кількості, встановленими органом з сертифікації та проведення і/або:
- обстеження виробництва, технічного нагляду та контрольних випробувань зразків продукції, що відбираються з виробництва або з торгівлі в кількості, в термін та в порядку, які встановлено органом з сертифікації у програмі технічного нагляду за сертифікованою продукцією;
- атестації виробництва та подальшого технічного нагляду за виробництвом сертифікованої продукції, який здійснюється органом з сертифікації, або за його дорученням - іншими організаціями; сертифікації системи якості щодо виробництва продукції, яку сертифікують, та подальшого технічного нагляду за відповідністю системи якості встановленим вимогам, який здійснюється компетентним органом, акредитованим у Системі.
Орган з сертифікації продукції може застосовувати й інші правила щодо вибору схеми (моделі) сертифікації залежно від специфіки продукції та особливостей її виробництва.
Рекомендовані схеми (моделі) сертифікації продукції наведені в табл. 4.1. Під час сертифікації перевіряються характеристики (показники) продукції і застосовуються методи випробувань, які дають змогу:
- провести ідентифікацію продукції, зокрема перевірити належність до класифікаційної групи, відповідність технічної документації, походження, належність до цієї партії тощо;
- повно і вірогідно підтвердити відповідність продукції заданим вимогам.
Загальні вимоги до нормативних документів на продукцію, яку сертифікують
Обов'язкова сертифікація продукції проводиться на відповідність до обов'язкових вимог нормативних документів, які зареєстровані у встановленому порядку, а також аналогічних вимог міжнародних та національних стандартів інших держав, що введені в дію в Україні.
Добровільна сертифікація проводиться на відповідність до вимог нормативних документів, які узгоджені з постачальником і споживачем.
У нормативних документах на продукцію, які застосовуються під час обов'язкової сертифікації, повинні ясно та однозначно наводитись технічні вимоги, що підтверджуються сертифікацією. Норми та дозволені відхилення треба задавати так, щоб забезпечувалась можливість їх вимірювання з заданою або відомою похибкою під час випробувань.
Вступна частина нормативного документа або розділ "Галузь використання" мають містити вказівку щодо можливості використання документа для сертифікації (наприклад, "стандарт придатний для обов'язкової сертифікації").
У нормативних документах на продукцію, які застосовуються під час обов'язкової сертифікації, в спеціальному розділі або через посилання на інший нормативний документ повинні встановлюватись методи, умови, обсяг і порядок випробувань для підтвердження відповідності до технічних вимог. Потрібно встановлювати вимоги щодо показників точності вимірювань та випробувань, що забезпечують порівняння результатів, які отримані різними випробувальними лабораторіями. Якщо послідовність проведення випробувань впливає на результати випробувань, то її треба навести.
Нормативні документи на методи випробувань є обов'язковими, якщо в нормативних документах на продукцію в частині перевірки обов'язкових вимог наведені посилання на ці нормативні документи.
Вимоги щодо маркування, які встановлені нормативними документами, повинні забезпечувати однозначну ідентифікацію продукції, а також містити вказівки про спосіб нанесення знаку відповідності.
Органи з сертифікації продукції не пізніше ніж за шість місяців, сповіщають підприємства, яким ними надано право застосування сертифіката відповідності, про заплановані зміни в стандартах, що поширюються на сертифіковану продукцію.
Загальні правила та порядок проведення робіт з сертифікації
Подання та розгляд заявки
Для проведення сертифікації продукції в Системі заявник подає до акредитованого органу з сертифікації продукції заявку. Форма заявки наведена в додатку 13.
Інформація про акредитовані в Системі органи з сертифікації продукції міститься в довідкових матеріалах, що складаються за даними Реєстру Системи та видаються Держстандартом України.
Заявки на сертифікацію продукції іноземного виробництва за схемами з обстеженням, атестацією виробництва або сертифікацією систем якості подаються до Держстандарту України.
У разі відсутності на час подання заявки акредитованого в Системі органу з сертифікації продукції заявка подається до Держстандарту України.
Якщо є декілька акредитованих органів з сертифікації конкретного виду продукції, заявник має право подати заявку до будь-якого з них.
Орган із сертифікації розглядає заявку і не пізніше одного місяця після її подання сповіщає заявника про своє рішення, яке повинно вміщати основні умови сертифікації.
Аналіз документації
Аналіз документації проводиться з метою перевірки її відповідності встановленим вимогам. Під час аналізу наданої документації перевіряється:
- наявність нормативних документів на продукцію (за необхідності);
- наявність документа, що підтверджує походження продукції;
- наявність документа виробника про гарантії та відповідність продукції чинним вимогам;
- наявність документа, що підтверджує розміри партії і дату випуску продукції;
- наявність (за необхідності) висновку відповідних контролю вальних організацій (Міністерства охорони здоров'я, Державної інспекції ветеринарної медицини чи карантину рослин, Держнаглядохоронпраці тощо);
- достовірність, правильність заповнення та термін дії документації;
- достатність вимог щодо маркування та етикетування продукції.
Негативні результати аналізу документації оформляються висновком, який передається заявнику для усунення недоліків. Позитивні результати використовуються для підготовки і оформлення сертифікатів відповідності.
Обстеження виробництва
Обстеження виробництва проводиться з метою встановлення відповідності фактичного стану виробництва вимогам документації, підтвердження можливості підприємства виготовлювати продукцію відповідно до вимог чинних нормативних документів, видачі рекомендацій щодо періодичності та форм проведення технічного нагляду за виробництвом сертифікованої продукції.
Під час обстеження виробництва проводиться експертиза нормативної, технічної та технологічної документації, яка передбачає:
- перевірку відповідності показників і характеристик продукції, встановлених технічною документацією, вимогам нормативних документів, що поширюється на продукцію та технологічні процеси її виготовлення;
- оцінку достатності контрольних операцій і випробувань, передбачених технологічною документацією, для забезпечення впевненості в повній відповідності продукції, яка випускається, вимогам нормативної документації, що на неї поширюється;
- оцінку системи вхідного контролю сировини і матеріалів та системи контролю показників технологічного процесу;
- перевірку відповідності показників точності засобів вимірювальної техніки та випробувального обладнання, що застосовується, вимогам технічної документації щодо дозволених відхилень показників і характеристик;
- перевірку наявності і ефективності системи метрологічного забезпечення засобів вимірювальної техніки та випробувального обладнання, які застосовуються.
За результатами обстеження складається акт обстеження, який повинен містити обґрунтовані висновки і, за необхідності, рекомендації щодо усунення виявлених недоліків. Акт підписують члени комісії і затверджує керівник органу.
Атестація виробництва
Атестація виробництва проводиться з метою оцінки технічних можливостей підприємства-виробника забезпечити стабільний випуск продукції, що відповідає вимогам нормативних документів, та видачі рекомендацій щодо періодичності випробувань, кількості зразків (проб), що випробовуються під час сертифікації, способів та правил їх відбирання.
Атестація виробництва проводиться органом із сертифікації продукції і виконується за ініціативою заявника або за рішенням органу з сертифікації продукції. Порядок проведення цих робіт встановлено в ДСТУ 3414.
Результати атестації оформляються атестатом виробництва, який направляється заявнику.
Сертифікація системи якості
Сертифікація системи якості щодо виробництва продукції, яка сертифікується, проводиться з метою забезпечення впевненості органу з сертифікації продукції в тому, що продукція, яка випускається підприємством, відповідає обов'язковим вимогам нормативних документів, всі технічні, адміністративні та людські чинники, що впливають на якість продукції, перебувають під контролем, продукція незадовільної якості своєчасно виявляється, а підприємство вживає заходів щодо запобігання постійному виготовленню такої продукції.
Результати сертифікації системи якості оформлюються сертифікатом на систему якості, який направляється заявнику та в копії - органу з сертифікації продукції.
Проведення випробувань з метою сертифікації
Випробування продукції з метою сертифікації проводяться випробувальною лабораторією (центром), що акредитована в Системі на право проведення видів випробувань, які передбачені нормативними документами на продукцію, або на право проведення випробувань цієї продукції.
Заявник надає зразки (проби) продукції для випробувань та технічну документацію на них. Склад технічної документації встановлюється органом з сертифікації.
Кількість зразків для випробувань та правила їх відбору встановлюються органом з сертифікації.
Випробування продукції, що імпортується, проводяться випробувальними лабораторіями (центрами), які акредитовані в Системі, за винятком випадків, коли існує угода щодо взаємного визнання результатів випробувань.
За позитивних результатів протоколи випробувань передаються органу з сертифікації продукції і в копії - заявнику.
У разі отримання негативних результатів хоча б по одному з показників випробування з метою сертифікації припиняються, інформація про негативні результати подається заявнику та органу з сертифікації продукції, який скасовує заявку.
Повторні випробування можна провести тільки після подання нової заявки та надання органу з сертифікації продукції переконливих доказів проведення підприємством коригувальних заходів щодо усунення причин, що спричинили невідповідність.
Зразки продукції, що пройшли випробування з метою сертифікації, зокрема руйнівні, залишаються власністю заявника. Порядок списання, утилізації і повернення зразків та зберігання зразків-свідків повинен бути регламентований документацією органу.
Видача сертифіката відповідності
Сертифікат відповідності видається винятково органом із сертифікації продукції. Сертифікат видається на одиничний виріб, на партію продукції або на продукцію, що випускається підприємством серійно протягом терміну, встановленого ліцензійною угодою, з правом маркування знаком відповідності кожної одиниці продукції.
За наявності протоколів з позитивними результатами випробувань, сертифіката на систему якості або атестата виробництва, залежно від прийнятої схеми (моделі) сертифікації, орган з сертифікації продукції оформляє сертифікат відповідності, реєструє його в Реєстрі Системи згідно з ДСТУ 3415-96 та видає заявнику.
Форми сертифікатів відповідності наведені в додатку 14.
Вибір форми сертифіката відповідності залежить від ступеня підтвердження вимог нормативних документів:
- якщо підтверджена відповідність продукції усім обов'язковим вимогам, то застосовується форма 1;
- якщо підтверджена відповідність продукції усім вимогам, то застосовується форма 2;
- якщо підтверджена відповідність продукції окремим вимогам, то застосовується форма З І в сертифікаті перераховуються підтверджені вимоги.
За бажанням заявника йому може бути додатково виданий оригінал сертифіката відповідності російською мовою з тим самим номером і датою видачі.
Підтвердження факту сертифікації продукції (послуги) можна здійснювати:
- оригіналом сертифіката відповідності;
- знаком відповідності згідно з вимогами ДСТУ 2296-96;
- копією сертифіката відповідності, завіреною органом, який видав сертифікат, або територіальним центром стандартизації, метрології та сертифікації;
- інформацією в документі, що додається до продукції, з зазначенням номера сертифіката, терміну його дії та органу, що його видав (інформацію можна надавати у вигляді декларації постачальника про відповідність).
Маркування продукції знаком відповідності здійснює заявник.
Право маркування продукції знаком відповідності надається заявнику на підставі ліцензійної угоди.
Якщо випробування продукції за окремими показниками проводились декількома акредитованими в Системі або визнаними в системі лабораторіями (центрами) інших систем, то сертифікат відповідності видається за наявності всіх необхідних протоколів з позитивними результатами випробувань. У цьому разі в сертифікаті відповідності перелічують усі протоколи випробувань із зазначенням випробувальних лабораторій (центрів), що проводили випробування, а також визнані сертифікати (за їх наявності).
Термін дії сертифіката на продукцію, що випускається підприємством серійно протягом терміну, що встановлений ліцензійною угодою, визначає орган з сертифікації з урахуванням терміну дії нормативних документів на продукцію, терміну, на який сертифікована система якості або атестоване виробництво, гарантійного терміну придатності продукції до моменту її реалізації або терміну зберігання продукції, але не більше ніж на два роки, якщо атестовано виробництво, і на три роки, якщо сертифіковано систему якості. За умови проведення сертифікації продукції, що випускається серійно, за схемою з обстеженням виробництва термін дії сертифіката відповідності не повинен перевищувати один рік.
Термін, що встановлений в ліцензії, не продовжується. Порядок надання нової ліцензії замість тієї, що втратила чинність, визначає орган з сертифікації продукції в кожному конкретному випадку згідно з вимогами порядку сертифікації конкретної продукції.
У разі внесення змін до конструкції (складу) продукції або технології її виготовлення, що можуть вплинути на показники, які підтверджені під час сертифікації, заявник зобов'язаний попередньо сповістити про це орган, який надав ліцензію. Орган з сертифікації продукції приймає рішення про необхідність проведення нових випробувань або оцінки стану виробництва продукції.
У випадку, якщо норми, встановлені стандартом на показник, підтверджений під час сертифікації, змінені на жорсткіші, то питання про припинення дії кожної наданої ліцензії вирішує орган із сертифікації продукції за погодженням з Держстандартом України.
Рішення про визнання сертифікатів, виданих органами з сертифікації інших країн, які не є членами Системи сертифікації УкрСЕПРО, на продукцію, що імпортується в Україну, приймає в орган з сертифікації продукції, керуючись ДСТУ 3417-96. Вибрані процедури визнання повинні бути обґрунтовані і документально підтверджені в разі реєстрації свідоцтва про визнання.
Технічний нагляд за стабільністю
показників сертифікованої продукції під час її виробництва
Технічний нагляд за стабільністю показників, що підтверджені сертифікатом відповідності, під час виготовлення продукції здійснює орган, який видав сертифікат. За пропозицією органу з сертифікації продукції нагляд може проводитись органами з сертифікації систем якості або територіальними центрами стандартизації, метрології та сертифікації.
До участі у проведенні технічного нагляду можна залучати фахівців Держнагляд-охоронпраці, Держсаннагляду тощо для забезпечення вірогідності інформації щодо спеціальних питань контролю.
Загальний порядок проведення технічного нагляду викладений в Додатку 15.
Обсяг, порядок та періодичність нагляду встановлюються органом із сертифікації продукції під час проведення сертифікації і регламентуються програмою технічного нагляду, яка розробляється органом і затверджується його керівником.
За результатами нагляду орган з сертифікації продукції може призупинити дію ліцензії чи сертифіката у випадках:
- порушення вимог, що ставляться до продукції під час обов'язкової сертифікації;
- порушення вимог з технології виготовлення, правил приймання, методів контролю та випробувань, позначення продукції, що узгоджені з органом з сертифікації під час проведення сертифікації;
- зміни нормативних документів на продукцію або на методи її випробувань без попереднього погодження органом з сертифікації продукції;
- зміни конструкції (складу), комплектності або технології виготовлення продукції без попереднього погодження органом з сертифікації продукції.
Рішення про припинення дії ліцензії і/або сертифіката відповідності приймається у випадку, якщо вжити коригувальні заходи, погоджених органом з сертифікації продукції, підприємство може усунути виявлені причини невідповідності та без проведення повторних випробувань акредитованою випробувальною лабораторією підтвердити відповідність продукції вимогам нормативних документів. У протилежному разі ліцензія або сертифікат скасовуються.
Інформація про припинення дії (скасування) сертифіката відповідності у письмовій формі доводиться органом із сертифікації до відома заявника та Національного органу з сертифікації.
Дія сертифіката відповідності припиняється з моменту вилучення його з Реєстру Системи згідно з ДСТУ 3415-96.
У разі припинення дії сертифіката здійснюються такі коригувальні заходи.
Орган з сертифікації:
- інформує про припинення чи відновлення дії сертифіката відповідності органи Держспоживзахисту і Держмиткомітету та інші зацікавлені організації;
- встановлює термін виконання коригувальних заходів;
- контролює виконання заявником коригувальних заходів. Заявник:
- визначає обсяг виробленої невідповідної продукції та нове маркування для розрізнення продукції, виробленої до і після проведення коригувальних заходів;
- повідомляє споживачів про небезпеку (або небажаність) використаних (експлуатацію) продукції та порядок усунення виявлених невідповідностей або обміну продукції;
- усуває невідповідності в продукції, що знаходиться в експлуатації, або забезпечує її повернення та доопрацювання, заміняє продукцію у споживача, якщо усунення виявлених невідповідностей неможливе чи недоцільне;
- здійснює заходи для усунення причин невідповідності продукції.
У разі скасування сертифіката відповідності орган з сертифікації інформує про це органи Держспоживзахисту і Держмиткомітету та інші зацікавлені організації. Заявник повинен повернути оригінали сертифікатів та всі копії органу, який їх видав. Повернені оригінали та копії підлягають знищенню за актом.
У разі виявлення неправильно виданого сертифіката відповідності Держстандарт України скасовує його реєстрацію згідно з ДСТУ 3415-96 та повідомляє про це відповідний орган з сертифікації, який здійснює коригувальні заходи.
Орган із сертифікації продукції веде облік виданих ним сертифікатів та направляє їх копії до Держстандарту України.
Держстандарт України на підставі Реєстру Системи видає довідники, що містять інформацію щодо сертифікованої продукції.
Орган із сертифікації продукції та організації, що діють за його дорученням, несуть відповідальність за розголошення комерційної або професійної таємниці стосовно конфіденційної інформації.
Якщо заявник бажає опротестувати заходи щодо його заявки на сертифікацію продукції, визнання сертифіката або рішення про скасування ліцензії, він повинен подати письмову апеляцію до органу з сертифікації продукції не пізніше одного місяця після одержання повідомлення про прийняте рішення. Подання апеляції не зупиняє дії прийнятого рішення.
Для розгляду кожної апеляції створюється апеляційна комісія.
Апеляція розглядається апеляційною комісією органу з сертифікації продукції не пізніше одного місяця після її одержання.
Апеляційна комісія розглядає спірні питання конфіденційно. Під час прийняття рішення мають бути присутні тільки члени комісії і в повному складі.
Апеляційна комісія, як правило, приймає одне з таких рішень:
- видати сертифікат (ліцензію);
- відмовити у видачі сертифіката (ліцензії);
- скасувати видану ліцензію.
Рішення комісії письмово доводиться до відома заявника та органу з сертифікації продукції.
Витрати, пов'язані з розглядом апеляції, несе кожна із сторін.
У разі незгоди з рішенням апеляційної комісії заявник має право звернутися до Комісії з апеляцій Національного органу з сертифікації.
Усі роботи з сертифікації продукції оплачуються заявником за договорами на проведення робіт, що укладаються з органом з сертифікації продукції, органом з сертифікації систем якості та випробувальними лабораторіями (центрами).
Витрати заявника на проведення робіт з сертифікації продукції зараховують до собівартості продукції.
Атестація виробництв. Порядок здійснення
Загальні положення
Атестація виробництва в Системі проводиться органом з сертифікації продукції, а за його відсутності - організацією, що виконує функції органу з сертифікації продукції за доручення Держстандарту України.
Допускається за дорученням органу з сертифікації продукції або організації, що виконує його функції, здійснення атестації виробництва продукції органом з сертифікації систем якості, при цьому вся відповідальність за обґрунтованість видачі сертифіката відповідності на продукцію, що випускається атестованим виробництвом, залишається за органом з сертифікації продукції або за організацією, що виконує його функції.
Атестація виробництва проводиться за ініціативою підприємства, що виготовляє продукцію, або на вимогу органу з сертифікації продукції.
Атестація виробництва здійснюється з метою оцінки технічних можливостей підприємства, що виготовляє продукцію (далі - підприємство), забезпечення стабільного випуску продукції, яка відповідає вимогам нормативних документів, що на неї поширюється.
Атестація виробництва повинна передбачати отримання кількісної оцінки стабільності відтворення показників продукції. Для показників, що підтверджуються сертифікацією, повинна також передбачатися видача рекомендацій щодо оптимальності кількості зразків (проб, вибірок), що випробовуються з метою сертифікації, способів та правил їх відбору, а також правил і порядку проведення технічного нагляду за виробництвом сертифікованої продукції.
Загальні вимоги до документації виробництва, що атестується
Підприємство, що має намір атестувати виробництво продукції в Системі, повинно мати повний комплект технічної документації на продукцію та її виробництво (зокрема нормативну документацію, конструкторську документацію, або документацію, що визначає склад продукції, технологічну документацію). Склад технічної документації визначається особливостями продукції та технологією виробництва. Підприємство до початку атестації повинно мати документи підприємства, в яких наводяться відомості щодо:
- організації контролю якості;
- організації контролю за випуском продукції;
- структури відповідальності виробничого персоналу перед вищим рівнем керівництва за якість виготовлення продукції та виконання робіт;
- системи контролю якості під час технологічного процесу, зокрема контролю матеріалів і комплектуючих виробів;
- системи контролю за внесенням змін до технічної документації;
- засобів вимірювань, контролю та випробувального обладнання, що використовується під час виробництва продукції;
- про системи повірки засобів вимірювань, контролю та випробувального обладнання;
- порядку формування та позначення партій продукції, що випускається, порядку формування та позначення вибірок з них для випробувань та контролю;
- порядку реєстрації результатів контролю та випробувань, складання, затвердження та зберігання протоколів випробувань;
- порядку, що забезпечує випуск тільки тих партій продукції, які відповідають вимогам нормативно-технічної документації.
Підприємство повинно до проведення атестації розробити інструкції з атестації технічних можливостей. Вимоги щодо побудови, викладення та оформлення інструкцій наведені в ДСТУ 3414-96.
Загальні вимоги до атестованого виробництва та організації контролю за виготовленням та випуском продукції
Підприємство, що намірене атестувати виробництво в Системі, повинно призначити Головного контролера та його заступника. Заступник виконує обов'язки Головного контролера в разі його відсутності.
Головний контролер повинен гарантувати, що вимоги, які висунуті органом сертифікації продукції, розуміються правильно і виконуються в разі представлення виготовленої продукції на сертифікацію. Представлення виготовленої продукції на сертифікацію санкціонується лише Головним контролером або його заступником.
Головний контролер повинен підтверджувати представникам органу, що здійснює технічний нагляд, достатність заходів щодо контролю якості. Головний контролер повинен бути кваліфікованим фахівцем у технічному та адміністративному відношенні, щоб здійснювати відповідний до вимог технічного нагляду контроль за випуском сертифікованої продукції. Зв'язок підприємства з органом, який виконує технічний нагляд, здійснюється через Головного контролера.
Головний контролер повинен мати достатні повноваження та матеріальне забезпечення для виконання ефективного контролю якості вихідної сировини. Матеріалів та комплектуючих виробів, що надходять, контролю якості під час виготовлення та контролю продукції, що сертифікується.
Головний контролер повинен бути незалежним від керівництва, що безпосередньо відповідає за виготовлення продукції. Наказом по підприємству йому повинні бути надані такі основні повноваження:
- право вимагати усунення відхилень від встановлених вимог до пред'явлення виготовленої продукції на сертифікацію;
- право вимагати внесення змін до технічної документації та договорів на постачання відповідно до вимог органу з сертифікації продукції;
- право відміняти подання на сертифікацію виготовленої продукції, яка не відповідає вимогам, встановленим органом сертифікації, або на яку не поширюються вимоги програм сертифікації;
- застосовувати на підприємстві останні документи органу з сертифікації продукції, які встановлюють вимоги до продукції, що сертифікується;
- визначити відповідальність сертифікації встановленим вимогам до часу відвантаження цієї продукції;
Головний контролер здійснює такі основні функції:
- підтримує зв'язок з органом, що здійснює технічний нагляд
- несе персональну відповідальність за якість продукції, що постачається з сертифікатом відповідності;
- забезпечує реєстрацію результатів контролю, вимірювань та випробувань продукції, що сертифікується, які проведені підприємством, і надає їх в розпорядження органу, який здійснює технічний нагляд;
- несе відповідальність за обґрунтованість використання знаку або сертифіката відповідності під час постачання партії продукції;
- затверджує протоколи випробувань випущених партій сертифікованої продукції;
- несе відповідальність за проведення повторного контролю під час постачання сертифікованої продукції з затримкою.
Головний контролер підзвітний керівництву вищого рівня підприємства. Періодичні випробування продукції, що сертифікується, повинні проводитись підприємством через проміжки часу, які встановлені органом з сертифікації продукції, на зразках (вибірках), які відібрані від виробничих партій, що вже витримали випробування, передбачені для виробничих партій.
- позначення кожного випробування;
- заяву про правильність відомостей протоколу, засвідчену Головним контролером.
Сертифікаційний протокол випробувань випущених партій повинен вміщати результати випробувань на надійність за час заявленого терміну служби за показниками, що встановлені в нормативному документі, у вигляді загальної кількості випробувальних зразків та кількості виявлених дефектів. В разі необхідності наводять первісні, проміжні та кінцеві значення характеристик.
Сертифікаційний протокол випробувань випущених партій не повинен вміщати результати випробувань виробничих партій, що забраковані під час випуску з виробництва.
Результати випробувань, які заносяться до сертифікаційного протоколу випробувань випущених партій, повинні накопичуватися в підприємстві протягом терміну, встановленого органом з сертифікації продукції, і надаватися йому з цією періодичністю.
Відомості сертифікаційного протоколу випробувань випущених партій є власністю підприємства і не можуть розголошуватись без його дозволу.
У протоколах за результатами випробувань на підприємстві повинні зазначатись відмови, які виявлені під час будь-яких випробувань на відповідність. Ці протоколи потрібно зберігати на підприємстві у порядку і надсилати до органу, що здійснює технічний нагляд.
Порядок здійснення робіт з атестації виробництва
Порядок здійснення робіт з атестації виробництва в загальному випадку передбачає виконання таких етапів:
- подання заявки (якщо атестація запроваджується за ініціативою підприємства);
- попереднє оцінювання;
- складання програми та методики атестації;
- перевірка виробництва і атестація його технічних можливостей;
- технічний нагляд за атестованим виробництвом.
Подання заявки
У випадку, коли атестація виробництва запроваджується за ініціативою підприємства, то складають заявку за формою, наведеною в додатку 16, яку направляє до органу з сертифікації продукції разом з двома примірниками інструкції з атестації технічних можливостей та відомостями про виробництво відповідно до додатка 17. Якщо атестація виробництва запроваджується за вимогою органу з сертифікації продукції, то два примірники інструкції з атестації технічних можливостей та відомостей про виробництво надаються органу сертифікації на його запит.
Попередня оцінка
Попередня оцінка виконується комісією експертів органів з сертифікації продукції в погоджені строки. Склад комісії експертів затверджується керівником органом з сертифікації продукції.
Попередня оцінка містить:
- експертизу вихідних матеріалів, наданих підприємством;
- складання висновку щодо готовності підприємства до запровадження атестації виробництва.
Експертиза вихідних матеріалів повинна передбачати:
- перевірку відповідності показників і характеристик продукції, установлених технічною документацією, до вимог стандартів та інших нормативних документів, що поширюються на продукцію та технологічні процеси її виготовлення;
- оцінку достатності контрольних операцій і випробувань, передбачених технологічною документацією, для забезпечення певності в відповідності продукції, яка випускається, вимогам стандартів, що на неї розповсюджуються:
- перевірку відповідності переліку показників технологічних можливостей виробництва, що атестується, до переліку показників і характеристик продукції, що випускається;
- оцінку повноти програми випробування для підтвердження технічних можливостей виробництва, що атестується;
- оцінку правильності вибору головних етапів технологічного процесу;
- оцінку слушності методів випробувань для підтвердження технічних можливостей виробництва, що атестується;
- наявність системи контролю якості виготовлення під час технологічного процесу, зокрема контроль матеріалів та комплектуючих виробів;
- перевірку показників точності засобів вимірювання і контролю, що застосовуються, вимога конструкторської і технічної документації щодо дозволених відхилень показників і характеристик;
- перевірку наявності системи метрологічного забезпечення засобів вимірювань, контролю та випробувань, які застосовуються.
Комісія експертів може в разі необхідності:
- здійснювати запит у підприємства інші відомості, якщо вони необхідні для попередньої оцінки;
- направляти власного представника для збирання додаткової інформації безпосередньо на підприємство.
У випадку, якщо дію атестата зупинено, поновлення дії атестата здійснюється за рішенням органу з сертифікації після проведення підприємством заходів коригуючого впливу для усунення причин виявлення невідповідностей.
Орган з сертифікації, який проводить атестацію виробництва, несе відповідальність за забезпечення конфіденційності інформації, яку отримують його співробітники під час контактів з підприємством.
У разі незгоди з зауваженнями та висновками комісії експертів за результатами перевірки виробництва, за якими можливо атестувати конкретне виробництво, підприємство має право в місячний термін направити до ради органу з сертифікації заяву (апеляцію). Залежно від обґрунтованості цієї заяви може бути призначена нова перевірка виробництва іншим складом експертів. Про своє рішення рада органу сертифікації сповіщає подавача заяви протягом місяця.
Сертифікація систем якості. Порядок проведення
Загальні положення
Сертифікацію систем якості в Системі проводять органи з сертифікації ситеми якості (надалі - органи з сертифікації), що акредитовані в Системі на право проведення цієї роботи, а в разі їх відсутності - організації, яким доручено виконання функцій органу з сертифікації за рішенням Держстандарту України.
Вимоги до органу з сертифікації систем якості встановлені в ДСТУ 3420-96 "Система сертифікації УкрСЕПРО. Вимоги до органів з сертифікації систем якості та порядок їх акредитації".
Сертифікація систем якості проводиться за ініціативою виробника продукції або за рішенням органу з сертифікації продукції, коли це передбачено схемою (моделлю) сертифікації, або за вимогою інших незалежних організацій (відомств), яким надані державою повноваження на оцінку системи управління якості продукції, що постачається.
Сертифікація систем якості щодо виробника певної продукції проводиться з метою засвідчення відповідності системи якості вимогам ДСТУ І50 9001-2001 і ДСТУ ІЗО 9004-2001 і забезпечення упевненості в тому, що виробник здатний постійно випускати продукцію, яка відповідає вимогам нормативних документів, продукція незадовільної якості своєчасно виявляється, а виробник вживає заходів щодо запобігання виготовленню такої продукції на постійній основі.
Під час проведення сертифікації системи якості треба забезпечити конфіденційність інформації про результати сертифікації, що є комерційною таємницею. Але це не повинно перешкоджати поданню у встановленому порядку інформації про сертифікацію систем якості.
Об'єктами оцінок при сертифікації систем якості та технічному нагляду за сертифікованими системами є: діяльність з управління і забезпечення якості відповідно до вимог ДСТУ ІЗО 9001-2001 і ДСТУ ІЗО 9004-2001 та іншої додаткової документації щодо оцінки системи якості; стан виробництва з погляду можливості забезпечення стабільної якості продукції, яка підлягає сертифікації; якість продукції (на підставі аналізу інформації з різних джерел).
Одержання виробником сертифіката на систему якості не означає, що відповідальність за забезпечення якості відповідної продукції перекладається з виробника на орган, який проводив сертифікацію.
Порядок проведення сертифікації систем якості
Виробник, який претендує на сертифікацію системи якості в Системі, подає до акредитованого в Системі органу з сертифікації заявку за формою додатка 19. За відсутності на час подання заявки акредитованого в Системі органу з сертифікації заявка подається до Держстандарту України.
Коли є декілька органів з сертифікації систем якості, виробник подає заявку в будь-який з них, якщо інше не зазначено органом з сертифікації продукції.
Орган з сертифікації систем якості розглядає заявку і надсилає підприємству-заявнику:
- опитувальну анкету для проведення попереднього обстеження системи якості підприємства-заявника (приблизний зміст анкети наведений в додатку 17);
- перелік вихідних матеріалів, які має подати підприємство до органу сертифікації для проведення попередньої (заочної) оцінки системи якості і стану виробництва;
Підприємство-заявник заповнює опитувальну анкету, готує всі необхідні вихідні матеріали і подає їх до органу з сертифікації.
Сертифікація систем якості складається з таких етапів:
- попередня (заочна) оцінка систем якості;
- остаточна перевірка і оцінка системи якості;
- оформлення результатів перевірки;
- технічний нагляд за сертифікованою системою якості протягом терміну дії сертифіката.
Попередня (заочна) оцінка системи якості
Попередня (заочна) оцінка систем якості здійснюється з метою визначення доцільності продовження робіт з сертифікації системи якості підприємства, і, в разі встановлення такої доцільності, розробки програми перевірки.
Попередня оцінка здійснюється комісією органу з сертифікації проведенням аналізу документів та вихідних матеріалів, одержаних від підприємства як наведено вище. До складу цієї комісії має бути включений принаймні один аудитор, атестований в Системі.
Орган з сертифікації призначає головного аудитора, який формує комісію з компетентних спеціалістів для проведення аналізу одержаних матеріалів і підготовки попередніх висновків. Головний аудитор призначається навіть тоді, коли аналіз проводиться однією особою.
До складу комісії не включають співробітників підприємства-заявника, а також представників інших підприємств, зацікавлених в результатах сертифікації системи якості підприємства-заявника.
Склад комісії затверджує керівник органу з сертифікації.
Комісія здійснює аналіз усіх матеріалів, одержаних від підприємства для попередньої (заочної) оцінки його готовності до сертифікації систем якості.
У разі необхідності головний аудитор може направити свого представника для неофіційного відвідування підприємства з метою проведення робіт з попередньої оцінки системи якості підприємства безпосередньо на місці або затребувати в підприємства додаткові відомості і матеріали для проведення оцінки.
Паралельно з аналізом матеріалів, одержаних від підприємства-заявника, комісія організує збір та аналіз додаткових відомостей про якість продукції, стосовно якої проводяться роботи з сертифікації системи якості, від незалежних джерел (дані територіальних органів Держстандарту України, товариств споживачів, відомості від окремих споживачів тощо).
Попередня (заочна) оцінка системи якості завершується підготовкою письмового висновку щодо доцільності (недоцільності) проведення остаточної перевірки і оцінки системи якості.
Висновок готується у двох примірниках: один лишається в органі з сертифікації, другий передається підприємству-заявнику.
У разі позитивного рішення орган з сертифікації направляє заявнику висновок і проект господарського договору на проведення остаточної перевірки і оцінки системи якості.
У разі негативного рішення за результатами оцінки у висновку наводять причини такого рішення та усі значні невідповідності системи якості, що перевіряється, до вимог відповідних нормативних документів.
Усі невідповідності потрібно усунути до відвідання виробника комісією. Після врахування усіх зауважень комісії підприємство може подавати свою систему якості на повторну попередню оцінку.
Повторну попередню оцінку підприємство оплачує окремо.
Остаточна перевірка і оцінка системи якості
Перевірка здійснюється комісією, що проводила попередню оцінку або іншою комісією, до складу якої обов'язково входять експерти, що виконували попередню оцінку.
До складу комісії обов'язково включають експерта з розробки та (або) технології виробництва відповідної продукції.
Склад комісії затверджується керівником органу з сертифікації, з ним також знайомлять виробника.
Виробник може відхилити запропонований склад комісії, якщо він вважає, що здійснення перевірки цим складом може призвести до конфліктних ситуацій.
На підставі аналізу матеріалів, що надійшли від підприємства-заявника на етапі попередньої оцінки, комісія розробляє програму (план) остаточної перевірки системи якості (з урахуванням специфіки підприємства, продукції, що випускається, вимог споживачів тощо), програму і методики перевірки і оцінки стану виробництва та підготовляє необхідні робочі документи.
Програма (план) перевірки в загальному випадку має містити: мету і галузь перевірки; дату і місце проведення перевірки; перелік документів, на відповідність яким здійснюється перевірка; перелік структурних підрозділів, що перевіряються; назви елементів системи якості та виробництва, які підлягають перевірці; розподіл обов'язків між комісіями щодо перевірки елементів системи якості та стану виробництва; джерела інформації про якість продукції; орієнтовані строки проведення кожного з основних заходів програми; вимоги щодо забезпечення конфіденційності інформації, яка є комерційною таємницею; перелік організацій та осіб, яким подається звіт про перевірку.
З програмою (планом) треба ознайомити керівника підприємства-заявника до початку остаточної перевірки. Спірні питання щодо змісту програми загалом або деяких її пунктів мають бути вирішені головним аудитором і уповноваженим представником підприємства.
Програма та методика перевірки і оцінки стану виробництва розробляються з урахуванням положень ДСТУ 3414-96.
Для реалізації програми (плану) перевірки і відображення її результатів щодо конкретних розділів програми у разі необхідності розробляють форми таких робочих документів:
- переліки контрольних запитань, які використовуються для оцінки елементів системи якості;
- форми для реєстрації спостережень під час перевірки;
- форми для документування проміжних даних, які підтверджують висновки аудиторів.
Робочі документи розробляють аудитори під керівництвом головного аудитора. Робочі документи мають бути такими, щоб не обмежувати проведення додаткових заходів з перевірки, необхідність в яких можна виявити на підставі інформації, одержаної під час перевірки.
Перевірка включає проведення таких процедур:
- попередньої наради;
- обстеження;
- заключної наради;
- підготовку звіту про перевірку.
Попередню нараду організовують та проводять підприємство і головний експерт. У нараді беруть участь члени комісії і персонал підприємства-заявника, який призначено для участі у проведенні перевірки. Під час попередньої наради:
- рекомендують членів комісії керівництву підприємства-замовника;
- інформують учасників наради про мету та завдання перевірки, програму, методи і процедури перевірки;
- установлюють офіційні способи спілкування між аудиторами та персоналом підприємства;
- узгоджують дату проведення заключної наради та проміжних нарад (у разі виникнення потреби в їх проведенні);
- складають графік перевірки підрозділів та виробництв підприємств;
- з'ясовують усі незрозумілі підприємства програми перевірки.
За результатами попередньої наради складається та підписується головним експертом протокол цієї наради, а також розподіл обов'язків між аудиторами, який є додатком до протоколу.
Під час обстеження збирають потрібні дані про систему якості за допомогою опитувань, вивчення документів і здійснення спостережень на ділянках, що перевіряються. Взнаки, які вказують на можливість виникнення невідповідностей, мають фіксуватись і окремо обмежуватись. Усі спостереження, зроблені під час перевірки, потрібно задокументовувати.
Інформацію, одержану під час обстеження, перевіряють, порівнюючи з інформацією, одержаною з інших джерел.
Обстеження включає роботи з оцінки стану виробництва, аналізу фактичного матеріалу та підготовки попередніх висновків для заключної наради.
Оцінка здатності виробництва забезпечувати стабільний випуск продукції необхідного рівня якості продукції здійснюється на основі аналізу відповідної інформації про якість продукції та спостережень за станом виробництва згідно з програмою та методикою, що розроблені комісією для даного підприємства або які діють на підприємстві та узгоджені з органом з сертифікації продукції чи систем якості.
У разі наявності на підприємстві атестованого в установленому порядку виробництва оцінку стану виробництва за рішенням комісії можна не проводити.
Аналіз фактичного матеріалу здійснюється з метою встановлення відповідності (чи невідповідності) елементів системи якості підприємства-заявника до вимог стандарту на систему якості, а також здатності виробництва забезпечувати стабільний випуск продукції необхідного рівня якості.
Аналіз проводиться відповідно до програми і контрольних запитань з перевірки і оцінки систем якості.
Невідповідності мають бути визначені термінами конкретних вимог нормативних документів, відповідно до яких здійснюється перевірка.
Результати спостережень мають розглядатись головним експертом разом з уповноваженим представником виробника. Всі спостереження, за результатами яких виявлені невідповідності, мають бути підтверджені виробником.
На підставі результатів аналізу фактичного матеріалу підготовлюють попередні висновки про відповідність (невідповідність):
- системи якості загалом вимогам нормативних документів на систему якості;
- виробництва вимогам стабільного забезпечення потрібного рівня якості продукції. Після обстеження комісія має провести заключну нараду з керівництвом підприємства та особами, які є відповідальними за об'єкти перевірки.
Основна мета наради - надати керівництву підприємства зауваження, що складені за результатами перевірки і оцінки, а також зробити попередні висновки щодо можливості (неможливості) видачі сертифіката відповідності системи якості підприємства вимогам нормативних документів.
Зауваження подаються головним експертом усно та їх наводять в протоколі залежно від їх вагомості і у формі, що забезпечує підприємству розуміння результатів перевірки.
Проведення наради оформляється протоколом, який підписують усі члени комісії. З протоколом знайомляться керівники підприємства, візують його і узгоджують з комісією термін підготовки звіту про перевірку.
Перший примірник протоколу зберігається в органі з сертифікації, що здійснював перевірку, другий - видається підприємству.
Всі організації, де зберігається протокол за результатами перевірки, мають забезпечити нерозголошення конфіденційної інформації щодо результатів перевірки.
Звіт про перевірку підготовляє комісія під керівництвом головного аудитора. При цьому кожний аудитор подає звіт про стан тих елементів системи якості підприємства, які він перевіряв. Звіт підписують усі члени комісії.
Головний аудитор затверджує звіт і відповідає за його достовірність та повноту.
Звіт має містити:
- загальні відомості про підприємство-заявника (назву, адресу, банківські реквізити) та про орган з сертифікації (назву, адресу, банківські реквізити, реєстраційний номер атестата акредитації органу);
- відомості про підстави для проведення перевірки, мету, завдання та масштаби перевірки, про експертів;
- перелік основних документів, на відповідність яким здійснена перевірка;
- відомості про програму перевірки;
- результати попередньої оцінки та висновок за ними;
- характеристику фактичного стану об'єктів перевірки;
- зауваження щодо невідповідностей;'
- висновки комісії щодо відповідності (невідповідності) системи якості вимогам нормативних документів;
- вказівку щодо конфіденційності інформації, яку використано у звіті;
- висновок про можливість (неможливість) видачі сертифіката;
- відомості про організації та осіб, яким надається звіт.
Термін підготовки звіту - протягом місяця після заключної наради.
Орган з сертифікації передає заявнику два примірники звіту. Заявник сам вирішує, кому надіслати звіт.
Оформлення результатів перевірки
Внаслідок перевірки і оцінки системи якості можливі такі основні висновки:
- система повністю відповідає нормативним документам на системи якості, на відповідність яким здійснювалась перевірка (варіант 1);
- система загалом відповідає нормативним документам на системи якості, на відповідність яким здійснювалась перевірка, але виявлено деякі незначні невідповідності стосовно окремих елементів системи, які можна усунути досить швидко (в термін до шести місяців) (варіант 2);
- система має серйозні невідповідності, які можна усунути лише внаслідок доробки протягом досить тривалого часу (варіант 3).
У разі позитивного висновку комісії орган з сертифікації оформлює сертифікат установленого зразка, реєструє його в Реєстрі Системи, видає підприємству-заявнику та в копії надсилає органу з сертифікації продукції (форму сертифіката відповідності наведено в додатку 20)
Реєстрація сертифікатів відповідності здійснюється згідно з вимогами ДСТУ 3415-96.
Термін дії сертифіката визначає орган з сертифікації, але він не може перевищувати три роки.
У разі варіанта 2, якщо підприємство в термін, установлений органом з сертифікації, усуне зауваження і звернеться з повторною заявкою на сертифікацію, робота з сертифікації може здійснюватися за повною або спрощеною схемами, коли перевіряють лише ті елементи якості, стосовно яких були зроблені зауваження. У разі позитивного рішення за результатами цієї роботи виробнику видається сертифікат.
У разі варіанта 3 оцінка системи якості підприємства здійснюється повторно в обсязі всіх робіт та етапів, установлених цим розділом, за повною схемою.
Продовження терміну дії сертифіката на систему якості
Виробник, який має чинний сертифікат на свою систему якості, може звернутися до органу з сертифікації з проханням про продовження терміну його дії.
Порядок продовження терміну дії сертифіката на систему якості визначає орган з сертифікації в кожному конкретному випадку.
Орган з сертифікації на свій розсуд приймає рішення про можливість проведення переоцінки або про необхідність подання виробником нової заявки.
Визнання сертифікатів на системи якості, що видані органами з сертифікації інших держав (міжнародних систем)
Рішення про визнання сертифікатів, виданих органами з сертифікації інших держав (міжнародних систем), на системи якості щодо продукції, яка виготовлена в Україні чи імпортується в Україну, приймає орган з сертифікації систем якості згідно з положенням ДСТУ 3417-96.
Технічний нагляд за сертифікованими системами якості
Технічний нагляд за сертифікованими системами якості підприємств протягом усього строку дії сертифіката здійснює орган з сертифікації.
За пропозицією органу з сертифікації до технічного нагляду на підставі відповідних угод мають залучатись територіальні центри стандартизації та метрології Держстандарту України.
Обсяг, порядок та періодичність нагляду встановлюється органом з сертифікації під час проведення сертифікації системи якості.
За результатами технічного нагляду орган з сертифікації може припинити або скасувати дію сертифіката у випадках:
- виявлення невідповідності системи якості вимогам стандартів на системи якості;
- наявності обґрунтованих претензій споживачів даної продукції;
- якщо виявлено неправильне використання сертифіката;
- якщо виявлено порушення правил або процедур, установлених органом з сертифікації.
Рішення про тимчасове зупинення дії сертифіката на систему якості приймається у випадках, якщо протягом установленого терміну, вживаючи коригувальні заходи, погоджені з органом з сертифікації, підприємство може усунути виявлені причини невідповідності та підтвердити це без повторного проведення технічного нагляду.
Орган з сертифікації має повідомити підприємство-заявника про тимчасове припинення дії сертифіката і одночасно вказати умови, за яких можливе зняття тимчасового припинення дії сертифіката на систему якості. Крім того, орган з сертифікації готує інформацію про тимчасове припинення дії сертифіката і подає її для публікації у відповідному інформаційному виданні.
У разі виконання підприємством зазначених вище умов у встановлений термін орган з сертифікації відміняє рішення про тимчасове припинення дії сертифіката і повідомляє про це виробника. У протилежному випадку сертифікат анулюється.
Орган з сертифікації анулює сертифікат відповідності на систему якості у випадках:
- якщо результати технічного нагляду свідчать про принципову невідповідність системи якості чинним вимогам;
- якщо у разі зміни правил системи сертифікації виробник не може забезпечити відповідності до своїх вимог;
- якщо виробник не виконав фінансові зобов'язання перед органом з сертифікації;
- наявності офіційного прохання виробника.
Про факт анулювання сертифіката орган з сертифікації офіційно повідомляє підприємство-заявника рекомендованим листом або аналогічним повідомленням. Орган з сертифікації подає також інформацію про анулювання сертифіката для публікації у відповідному інформаційному виданні.
Внесення змін до системи якості та до правил і порядку оцінки системи
Виробник зобов'язаний:
- оперативно інформувати орган з сертифікації про будь-які передбачені зміни системи якості або про інші зміни, які можуть негативно вплинути на її відповідність чинним вимогам;
- погодитися з рішенням органу з сертифікації про необхідність переоцінити системи якості у зв'язку з включенням передбачених змін або здійснення додаткового аналізу цих змін.
Після одержання повідомлення про внесення змін до системи якості орган з сертифікації має оперативно прийняти рішення про необхідність відповідної переоцінки системи якості і довести це рішення до виробника.
У разі необхідності внесення змін до правил та порядку оцінки системи якості орган з сертифікації має:
- повідомити зацікавлені підприємства-виробники про необхідні зміни;
- визначити реальні терміни, потрібні для внесення відповідних змін до системи якості;
- офіційно повідомити усіх виробників про нові вимоги і про необхідність здійснення належних заходів щодо їх урахування та про те, що в разі, якщо ці заходи не будуть здійснені в установлений термін, дію сертифіката можна тимчасово призупинити або анулювати.
Виробник не має права на використання сертифіката на систему якості у випадках:
- закінчення терміну дії, тимчасового припинення або анулювання сертифіката;
- зміни виробником власної системи якості, яка не була прийнята органом з сертифікації і яка може негативно вплинути на результати діяльності з сертифікації системи якості;
- внесення органом з сертифікації певних змін до правил системи, які виробник не зміг впровадити на своєму підприємстві;
- виникнення інших обставин, які можуть негативно вплинути на систему якості виробника.
Апеляції та коригувальні дії
Якщо заявник бажає опротестувати рішення щодо його заявки на сертифікацію системи якості чи про визнання сертифіката, він має подати письмову апеляцію до органу з сертифікації не пізніше місяця після одержання повідомлення про прийняте рішення.
Апеляція розглядається апеляційною комісією органу з сертифікації не пізніше місяця після її одержання.
Апеляційна комісія для розгляду апеляції повинна мати такі документи:
1.апеляцію заявника;
2.листування щодо спірного питання між заявником та органом з сертифікації. Документація надається членам апеляційної комісії органом з сертифікації не
пізніше як за два тижні до засідання комісії.
Заявник має право бути заслуханим на засіданні комісії. Апеляційна комісія розглядає спірні питання конфіденційно. Під час прийняття рішень мають право бути присутні тільки члени комісії в повному складі. Апеляційна комісія, як правило, приймає одне з таких рішень:
1.видати сертифікат;
2.відмовити у видачі сертифіката;
3.анулювати виданий сертифікат;
4.витрати, пов'язані з розглядом апеляції, несе кожна із сторін.
У разі незгоди з рішенням апеляційної комісії заявник має право звернутися до Комісії з апеляцій Національного органу з сертифікації. При цьому до заяви із спірних питань додаються документи, пов'язані з предметом конфлікту.
Національний орган з сертифікації встановлює термін визначення спірних питань і, в разі необхідності, призначає повторну перевірку системи якості підприємства-заявника за участю спеціально сформованої з цією метою комісії.
Підприємство несе відповідальність за визначення і проведення коригувальних дій, необхідних для виправлення невідповідностей чи усунення їхніх причин, а також за офіційне повідомлення органу з сертифікації про передбачені або здійснені коригувальні заходи.
Коригувальні дії і подальші додаткові перевірки мають бути здійснені протягом періоду часу, який погоджено між підприємством та органом з сертифікації.
|