| Министерство образования Российской Федерации
Московский Государственный Технический Университет
Калужский филиал
Кафедра М4-КФ
Курсовой проект
Проектирование металлорежущих инструментов
Пояснительная записка
КП по ОПРИ
Калуга 2008
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 6
1. Проектирование фасонного резца. 8
1.1. Подготовка чертежа детали к расчету фасонного резца. 8
1.2. Выбор типа фасонного резца. 8
1.3. Определение углов режущей части. 9
1.4. Определение габаритных и присоединительных размеров резца. 9
1.5. Коррекционный расчет профиля фасонного резца. 9
1.6. Расчет допусков на размеры профиля, углы заточки и установки резца. 11
1.8. Проектирование державки фасонного резца. 14
2. Расчет круглой протяжки. 15
2.1. Определение группы обрабатываемости. 15
2.2. Определение группы качества. 16
2.3. Определение материала режущей части. 16
2.4. Определение материала хвостовика. 16
2.5. Определение переднего и заднего углов. 16
2.6. Определение скорости резания. 16
2.7. Определение подачи черновых зубьев. 17
2.8. Определение глубины стружечной канавки. 17
2.9. Определение шага зубьев. 18
2.10. Определение силы резания. 18
2.11. Определение числа зубьев в группе. 18
2.12. Определение расчетной силы протягивания. 19
2.13. Определение припуска. 19
2.14. Определение числа групп черновых зубьев. 19
2.15. Определение чисел зубьев. 20
2.16. Определение длины режущей части. 20
2.17. Определение диаметра калибрующих зубьев. 22
2.18. Определение числа выкружек на черновых зубьях. 22
2.19. Определение числа выкружек на переходных и чистовых зубьях. 22
2. 20. Определение диаметра и длины передней направляющей. 22
2.21. Определение длины переходного конуса. 22
2.22. Определение расстояния от переднего торца протяжки до первого зуба. 23
2.23. Определение диаметра и длины задней направляющей. 23
2.24. Определение общей длины протяжки. 23
2.25. Принцип работы патрона. 23
Проектируются инструменты для четырех видов металлообработки: призматический фасонный резец, круглая протяжка, долбяк.
Фасонные резцы - это инструмент, режущие кромки которого имеют форму, зависящую от формы профиля обрабатываемой детали.
Фасонные резцы работают в трудных условиях, так как все режущие кромки одновременно вступают в резание и создают большие усилия резания. Их применение не требует высокой квалификации рабочего, а точность обрабатываемых деталей обеспечивается конструкцией самого резца. Тщательно рассчитанные и точно изготовленные фасонные резцы при правильной установке их на станках обеспечивают высокую производительность, точную форму и размеры обрабатываемых деталей.
Точность изготовления деталей фасонными резцами может быть достигнута до 9-12 квалитетов точности.
Протягивание является высокопроизводительным и сравнительно точным способом обработка материалов резанием, применяемым обычно для окончательного получения отверстий и наружных поверхностей различной формы.
По производительности протягивание стоит выше других процессов обработки металлов резанием (до 750-1000 заготовок в смену). Это связано со специфическими особенностями процесса протягивания по сравнение с другими процессами обработки материалов резанием.
Протягивание широко используется не только в массовом и крупносерийном производстве. Его применение является рентабельным также и при малых сериях.
Протягиванием сравнительно легко достигается получение 7-9 квалитетов точности и 7-9 классов шероховатости обработанной поверхности.
Зуборезный инструмент относится к категории наиболее сложного и специфичного в проектировании, изготовлении и эксплуатации, поэтому все вопросы, связанные с его созданием, должны решаться комплексно с учетом его конструктивных особенностей и назначения.
Зуборезные инструменты разделяются на две группы: работающие по методу копирования и методу обкатки. К первой группе относятся, например, пальцевые модульные фрезы, дисковые модульные фрезы, зубодолбежные головки и др., ко второй группе - червячные модульные фрезы, долбяки, шеверы, зубообкаточные головки и др.
Применение современных методов многовариантных расчетов связано с возрастанием объема вычислений, поэтому расчеты целесообразно проводить на ЭВМ.
Эффективное использование ЭВМ возможно лишь при условии знания положений изложенной в указаниях записки расчета, которая легла в основу соответствующего программного обеспечения.
проектирование фасонного резца
Задание. Сконструировать фасонный резец для обработки выделенной части контура детали, изображённой на эскизе.
Неуказанные предельные отклонения размеров: диаметров Н14, h14; остальных  . .
Поверхности, отмеченные знаком *, предварительно обработаны.
Исходные данные. Обрабатываемая заготовка: материал – сталь 45; предел прочности материала . .
1.
Проектирование фасонного резца
Для расчета размеров профиля резца необходимо задать расчетные или теоретические размеры детали. Для того, чтобы при обработке детали каждый размер можно было легче получить внутри своего поля допуска, за теоретические размеры детали принимаются ее средние размеры.


Задаем базовую и промежуточные точки.
Радиусы для каждой точки приведены в таблице 1.1.
Таблица 1.1
| №
|
Радиус, мм
|
| 1
|
14,991
|
| 2
|
14,991
|
| 3
|
16,172
|
| 4
|
16,904
|
| 5
|
17,15
|
| 6
|
16,904
|
| 7
|
16,172
|
| 8
|
14,991
|
Максимальная глубина фасонного профиля: 
Т. к. длина фасонного профиля более 50 мм, то выбираем призматический резец.
Круглые резцы имеют большую жёсткость корпуса, жёстче крепятся в державке, поэтому применяются при обработке деталей с большими размерами фасонного профиля. Кроме того, они имеют меньшие органические погрешности, поэтому применяются при повышенных требованиях к точности профиля детали.
Величины углов  и и  рекомендуется выбирать из ряда рекомендуется выбирать из ряда  . .
Т. к.  , то для круглого резца принимаем , то для круглого резца принимаем  , , 
Обычно габаритные и присоединительные размеры резцов определяются из конструктивных соображений в зависимости от глубины фасонного профиля изделия  и длины профиля и длины профиля  , т. к. от них зависит количество получающейся стружки и нагрузка на резец при его работе. , т. к. от них зависит количество получающейся стружки и нагрузка на резец при его работе.
Согласно таблице получаем следующие размеры резца:
      
Из-за наличия переднего и заднего углов профиль резца в осевом сечении не совпадает с профилем детали. Высота профиля резца в осевом сечении получается меньше высоты профиля детали.
Цель общей части коррекционного расчета – определение высотных размеров профиля фасонного лезвия, лежащих в передней плоскости резца.

Рис.1.3. Расчётная схема коррекционного расчёта
Искомые размеры  определяются по формулам: определяются по формулам:
1.  ; или1. ; ; или1. ;
2.  ; 2. ; ; 2. ;
3.  ; 3. ; 3.  ; ;
4.  ; 4. ; 4.  ; ;
5. 
"+" – резцы для наружной обработки;
"–" – резцы для внутренней обработки;
1 – базовая точка резца,  – ее радиус на детали; – ее радиус на детали;
2 – любая вторая точка резца, обрабатывающая на детали окружность радиуса  ; ;
– передний угол резца в базовой точке 1.
 – передний угол резца в точке 2, 3,…i; – передний угол резца в точке 2, 3,…i;
 – искомый размер на данном этапе расчета; – искомый размер на данном этапе расчета;
Получаем: 

Величины приведены в таблице 1.2.
1.5.1. Определение размеров профиля фасонного резца.
При расчете размеров профиля призматического фасонного резца в нормальном сечении заданными величинами являются углы  и , а также размеры , найденные в общей части коррекционного расчета. Искомые размеры профиля и , а также размеры , найденные в общей части коррекционного расчета. Искомые размеры профиля  определяются по формуле: определяются по формуле:

Величины  и и  приведены в таблице 1.2. приведены в таблице 1.2.
Таблица 1.2
| №
|

|
|
|
| 1
|
0
|
0
|
0
|
| 2
|
0
|
0
|
0
|
| 3
|
14,8925
|
1,3061
|
1,0699
|
| 4
|
15,6852
|
2,0987
|
1,7192
|
| 5
|
15,9509
|
2,3645
|
1,9369
|
| 6
|
15,6852
|
2,0987
|
1,7192
|
| 7
|
14,8925
|
1,3061
|
1,0699
|
| 8
|
0
|
0
|
0
|
Расчет допусков на высотные размеры профиля производим из расчета на то, что при настройке резца на суппорте станка во время обработки деталей обычно измеряется наиболее точный из всех диаметров фасонной детали. Следует иметь ввиду, что допуск на диаметр не должен быть меньше 0,04…0,05 мм. Поэтому, если при обработке детали базовый диаметр получен годным, то есть лежит внутри своего поля допуска, то все остальные размеры диаметров должны лежать внутри своих полей допусков.
Участок или точка профиля резца в технологическом сечении, обрабатывающие базовый диаметр, называют базовым участком (точкой). Точка 1 – базовая точка детали и профиля резца при коррекционном расчете, D1 – базовый измерительный диаметр детали, т.1 – базовая точка профиля резца. Pi - размеры высот профиля, полученные при коррекционном расчете. hi – размеры перепадов (высот профиля) детали, переносимые с резца на деталь в процессе обработки. Погрешности каждого i–го радиуса детали, кроме базового R3 = R4 = R7= R8 будет складываться из погрешности базового радиуса δRб и погрешности высотного размера δhi, переносимого с резца на деталь. Следовательно
δhi = δRi - δRб
то есть известно, какая погрешность может быть допущена при переносе каждого высотного размера с резца на деталь. Эта погрешность возникает как сумма погрешностей, вызванных неточностями высоты профиля резца δPi и неточностями заточки и установки резца на станке.
При расчете допусков на высотные размеры резца из всех допустимых погрешностей δhi выбирать наименьшую δmin и половину ее отводят на погрешности соответствующего размера hi, возникающие от неточности заточки и установки резца. Погрешности от заточки и установки для других точек:

Допустимые погрешности высот hi от неточного выполнения высотных размеров профиля Pi:

Эта величина является допуском на соответствующую высоту профиля резца Pi. Верхнее и нижнее отклонения проставляются симметрично.
Рассчитав допуска по вышеуказанным формулам, сведем полученные значения в таблицу 1.3
Таблица 1.3
| |
3, 6
|
1-2, 4-5, 7-8
|
Примечание
|
| Допуск на диаметр 
|
0,62
|
0,033
( ) )
|
Задаются чертежом детали
|
| Допуск на радиус 
|
0,31
|
0,0165
( ) )
|

|
| Высота профиля детали, переносимая с резца на деталь 
|
2,35325
|
----
|
 без учета знака без учета знака
|
| Высота профиля, получаемая при коррекционном расчете 
|
1,9369
|
----
|
|
| Высота точки профиля резца, проставляемая на рабочем чертеже 
|
1,9369
|
----
|
|
| Допуск на высоту профиля  , переносимую с резца на деталь , переносимую с резца на деталь 
|
0,2935
|
----
|

|
| Часть допуска высоты , отводимая на погрешности от неточности заточки и установки резца 
|
0,14675
|
----
|

|
| Часть допуска высоты , остающаяся на неточность выполнения высот профиля  
|
0,14675
|
----
|

|
| Допуск на высоту профиля  
|
0,120
|
----
|

|
| Верхнее и нижнее отклонения высоты профиля
В.О. +
Н.О. -
|
0,06
|
----
|

|
Допуски на продольные размеры профиля резца берутся в 2…3 раза жестче, чем допуски соответствующих размеров детали.
Расчет допусков на параметры заточки и установки резцов. На все углы, определяющие установку и заточку резца (ε=α+γ, λ0, ψ, αб) принимаются допуски в угловых минутах, численно равные наименьшему допуску на высотный размер профиля, выраженному в микрометрах. Таким образом, принимаем допуски на вышеуказанные углы равным ±42’.
1.7. Проектирование шаблона и контршаблона
Шаблон имеет те же номинальные размеры профиля, что и фасонный резец, однако допуски на размеры профиля шаблона должны быть в 1,5. .2 раза жестче, чем допуски на соответствующие размеры профиля фасонного резца.
Для контроля шаблона в процессе его эксплуатации, если он работает длительное время, применяют контршаблон. Его профиль одинаков с профилем резца, но допуски на размеры профиля в 1,5. .2 раза жестче, чем допуски на размеры шаблона.
Шаблон и контршаблон изготавливают из листового материала толщиной 1. .3 мм в зависимости от размеров. Для увеличения износостойкости их закаливают до твердости HRC = 56. .64.
Державки фасонных резцов должны удовлетворять следующим требованиям:
А. Конструкция державки должна быть простой и обеспечивать надежность и жесткость закрепления резца.
Б. Необходима быстрая предварительная установка и точная регулировка высоты базовой точки лезвия резца по высоте оси детали.
В. Для державок, предназначенных для различных круглых фасонных резцов с разной высотой оси резца над осью детали /универсальные державки/ необходима точная регулировка этой высоты.
Г. Для державок, используемых на автоматах, необходима быстрая точная установка базовой точки лезвия резца на высоте оси детали.
Д. Для державок всех типов необходимо согласование размеров державки с размерами рабочего пространства и суппорта применяемого станка.
Проектируемая державка для универсального токарно-винторезного станка модели 16К20. Посадочный хвостовик выполняют в виде ласточкина хвоста и крепят сбоку Г-образной губкой 2, зажимаемой гайкой 5. Регулировку резца по высоте в процессе наладки производят винтом 1 с мелким шагом резьбы, снабжённым головкой со шкалой. Хвостовая часть резца имеет радиусные канавки с шагом  , в которые вставляется язычок 3 регулировочного винта, предназначенный для предварительной установки призматического резца после заточки. , в которые вставляется язычок 3 регулировочного винта, предназначенный для предварительной установки призматического резца после заточки.
2. Р
асчет круглой протяжки
Задание. Сконструировать протяжку для обработки выделенной поверхности детали, изображённой на эскизе.
 Исходные данные. Исходные данные.
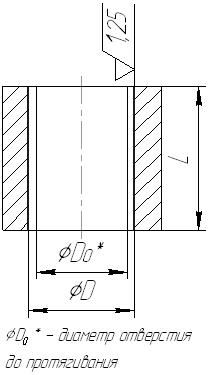
1. Протягиваемая заготовка: материал – Сталь 20Х; твёрдость при протягивании HB 220; диаметр отверстия до протягивания (мм) Ø ; диаметр отверстия после протягивания (мм) Ø ; диаметр отверстия после протягивания (мм) Ø ; длина протягивания ; длина протягивания  . .
2. Станок: горизонтально-протяжной, модель 7Б55; тяговая сила станка  . .
3. Характер производства – массовый.
Рис.2.1. Эскиз детали
Сталь 20Х с твердостью HB 220 относится к I группе обрабатываемости.
2.2. Определение группы качества.
Принимаем 1-ую группу качества по шероховатости.
Согласно рекомендациям выбираем быстрорежущую сталь Р6АМ5.
Конструкцию протяжки принимаем с приваренным хвостовиком, материал хвостовика – 40Х. Размеры по ГОСТ 4044-70. Диаметр переднего хвостовика  , ,  Силу, допустимую хвостовиком, рассчитываем по формуле Силу, допустимую хвостовиком, рассчитываем по формуле  , где , где  допустимое напряжение при растяжении, МПа; допустимое напряжение при растяжении, МПа;  площадь опасного сечения хвостовика, площадь опасного сечения хвостовика,  . Приняв . Приняв  , получим , получим  . .
Передний угол для черновых и переходных зубьев  , а чистовых и калибрующих зубьев , а чистовых и калибрующих зубьев  . Задний угол черновых и переходных зубьев . Задний угол черновых и переходных зубьев  чистовых чистовых  , калибрующих , калибрующих  . . 
Устанавливаем скорость резания.  . .
Подъём черновых зубьев  определяем из условия равной стойкости черновой и чистовой частей по таблице. Вначале для скорости резания определяем из условия равной стойкости черновой и чистовой частей по таблице. Вначале для скорости резания  и подачи чистовых зубьев и подачи чистовых зубьев  устанавливаем наработку чистовой части: устанавливаем наработку чистовой части:  По той же скорости резания и стойкости черновых зубьев По той же скорости резания и стойкости черновых зубьев  находим подъём черновых зубьев находим подъём черновых зубьев  на зуб на сторону. Ограничиваем подъём черновых зубьев до на зуб на сторону. Ограничиваем подъём черновых зубьев до  . Поправочные коэффициенты на наработку: . Поправочные коэффициенты на наработку:       (Назначаем СОЖ сульфофрезол ГОСТ 122-54). Наработка с поправочными коэффициентами (Назначаем СОЖ сульфофрезол ГОСТ 122-54). Наработка с поправочными коэффициентами  . .
Глубину стружечной канавки h, необходимой для размещения стружки при подъёме  , определяем по формуле , определяем по формуле  для сливной стружки, где для сливной стружки, где  коэффициент помещаемости; коэффициент помещаемости;  суммарная длина протягиваемых участков, мм. суммарная длина протягиваемых участков, мм.  . .
По таблице выбираем ближайшую большую глубину стружечной канавки  . Её и принимаем для дальнейшего расчёта. Диаметр по дну стружечной канавки равен . Её и принимаем для дальнейшего расчёта. Диаметр по дну стружечной канавки равен  . Для обеспечения достаточной жёсткости протяжек, имеющих диаметр сечения по дну стружечной канавки меньше 40 мм, необходимо, чтобы глубина стружечной канавки . Для обеспечения достаточной жёсткости протяжек, имеющих диаметр сечения по дну стружечной канавки меньше 40 мм, необходимо, чтобы глубина стружечной канавки  . Получим . Получим  . .   . .
По таблице шаг черновых зубьев  профиль №10. Остальные элементы стружечной канавки: профиль №10. Остальные элементы стружечной канавки:  ; ;   Число одновременно участвующих в работе зубьев определяем по формуле Число одновременно участвующих в работе зубьев определяем по формуле  отбрасывая дробную часть: отбрасывая дробную часть:  Шаг и профиль переходных зубьев – такие же, как у черновых. Шаг и профиль переходных зубьев – такие же, как у черновых.
Максимально допустимую силу резания берём минимальной из трёх:      . .
Величину  определяем по формуле: определяем по формуле:  , где , где  ; ;  . .  . .
 . .
Число зубьев в группе может меняться от 2 до 5; его определяем по формуле:  где где  ; поправочные коэффициенты ; поправочные коэффициенты  ; ;  ; ;  ; ;  . .
 . .
Т. к.  то дальнейшие расчёты ведут для то дальнейшие расчёты ведут для 
Расчётную силу протягивания определяем по формуле: 
 . .
Полный припуск определяем по формуле:
 . .
Припуск на черновых зубьях находим по формуле:  , где , где  припуск на переходные зубья; припуск на переходные зубья;  припуск на чистовые зубья. припуск на чистовые зубья.
Число групп черновых зубьев определяем по формуле: 
 ; ;  . .
Остаточную часть припуска находим по формуле: 
 Т. к. Т. к.  , то остаточный припуск оставляем в переходной части число зубьев соответственно увеличиваем. , то остаточный припуск оставляем в переходной части число зубьев соответственно увеличиваем.
Число черновых зубьев определяем по формуле:  где где  принятое окончательно число групп черновых зубьев после распределения остаточного припуска. принятое окончательно число групп черновых зубьев после распределения остаточного припуска.  , число переходных зубьев , число переходных зубьев  , число чистовых зубьев , число чистовых зубьев  и число калибрующих зубьев и число калибрующих зубьев  . .
Общее число всех зубьев находим по формуле:  . .
Длину режущей части протяжки определяем по формуле:  , где , где  суммы переменных шагов соответственно чистовых и калибрующих зубьев; шаги чистовых и калибрующих зубьев – переменные, принимаем из таблицы суммы переменных шагов соответственно чистовых и калибрующих зубьев; шаги чистовых и калибрующих зубьев – переменные, принимаем из таблицы  , ,  , ,  . Размеры профиля h, b, r, R – одинаковые для всех трёх шагов; их берём по таблице по меньшему шагу. Для : . Размеры профиля h, b, r, R – одинаковые для всех трёх шагов; их берём по таблице по меньшему шагу. Для :     
Новые два варианта рассчитываем для  и и 
Из формулы  находим шаг черновых зубьев для обоих вариантов: находим шаг черновых зубьев для обоих вариантов:   . .
В третьем варианте значение шага  округляем до ближайшего меньшего значения, т.е. округляем до ближайшего меньшего значения, т.е.  . По таблице определяем соответствующие этим шагам глубины профиля стружечных канавок (из таблицы берём большее значение глубины). Для . По таблице определяем соответствующие этим шагам глубины профиля стружечных канавок (из таблицы берём большее значение глубины). Для   для для   По формуле По формуле  где где  принимают ближайшей меньшей к принимают ближайшей меньшей к  , т.е. , т.е.  , находим: , находим:   С п.2.11. расчёт II и III вариантов продолжаем как для I варианта. Результаты расчёта сведены в таблице 2.1. С п.2.11. расчёт II и III вариантов продолжаем как для I варианта. Результаты расчёта сведены в таблице 2.1.
Сравнив основные показатели, видим, что оптимальный вариант – II. Определение остальных элементов конструкции протяжки производим только для этого варианта.
Таблица 2.1
| Искомый
параметр
|
Вариант
|
| I
|
II
|
III
|
| 
|
5
|
6
|
7
|
| 
|
14
|
12
|
10
|
| 
|
6
|
5
|
4
|
| 
|
4,5
|
4
|
3,5
|
| 
|
0,12
|
0,1
|
0,07
|
| 
|
2
|
2
|
2
|
| 
|
25068
|
52224
|
33946
|
| 
|
2,025
|
2,025
|
2,025
|
| 
|
0,14+ 0,145 0,145
|
0,16+0,145
|
0,14+ 0,0065 0,0065
|
| 
|
0,14
|
0,14
|
0,14
|
| 
|
1,725
|
1,745
|
1,745
|
| 
|
0,045
|
0,145
|
0,005
|
| 
|
7
|
9
|
12
|
| 
|
14
|
18
|
24
|
| 
|
5
|
4
|
5
|
| 
|
12
|
12
|
12
|
| 
|
7
|
7
|
7
|
| 
|
38
|
41
|
48
|
|  на группах: на группах:
первой
второй
|
0,04
0,03
|
0,08
0,06
|
0,04
0,03
|
|  (число групп) (число групп)
|
0,02 (2)
0,01 (2)
0,005 (2)
|
0,01 (3)
0,005 (3)
|
0,02 (2)
0,01 (2)
0,005 (2)
|
| 
|
10, 11, 12
|
8, 9, 10
|
7, 8, 9
|
| 
|
10, 11, 12
|
8, 9, 10
|
7, 8, 9
|
| 
|
3,6
|
3
|
2,5
|
| 
|
4,5
|
3,3
|
3
|
| 
|
196
|
216
|
260
|
| 
|
70
|
48
|
50
|
| 
|
132
|
108
|
96
|
| 
|
76
|
62
|
38
|
| 
|
474
|
434
|
464
|

Число выкружек и их ширину на черновых зубьях определяем по таблице:  ; ; 
Число выкружек на переходных и чистовых зубьях определяем по таблице:  ; ; 
 ; ;  , так как , так как 

Определение расстояния от переднего торца протяжки до первого зуба определяем по формуле  , где , где  , ,  , ,  . . 
 , ,  . Протяжку выполняем без заднего хвостовика. . Протяжку выполняем без заднего хвостовика.
Общую длину протяжки рассчитываем по формуле:  . .
Данный патрон предназначен для горизонтального протяжного полуавтомата для внутреннего протягивания модели 7Б55.
Патрон состоит из следующих деталей: корпус патрона, стакан, кольцо упорное, четырех кулачков, пружины.
Порядок закрепления протяжки в патрон: ослабить пружину 7 путем отвинчивания упорного кольца 4, до отскакивания кулачков 5 в предусмотренную для этого полость в корпусе патрона. Вставить протяжку в патрон. Закрутить упорное кольцо 4 до создания максимального усилия закрепления, при этом происходит сжатие пружины 6, данное сжатие вытягивает закрепленные на стакане 2 кулачки 5 из полостей корпуса, тем самым происходит закрепление протяжки. При создании максимального натяжения пружины 7 происходит надежное закрепление протяжки в патроне. Затем патрон необходимо установить на станок, по средствам метрической резьбы расположенной на хвостовой части стакана 2.
|