| Дипломная работа на тему:
Проект улавливания бензольных углеводородов из газа производительностью 80000 м3 по газу
Астана 2010
ВВЕДЕНИЕ
Актуальность: повышение интенсивности и эффективности улавливания бензольных углеводородов.
Цель задачи: – анализ различных способов улавливания бензольных углеводородов;
– расчет оборудования при увеличении нагрузки на коксовый газ;
– пути повышения эффективности улавливания;
– определение технико–экономических показателей.
Бензольные углеводороды относятся к важнейшим химическим продуктам, на основе которых базируется современный органический синтез. Во всех технически развитых странах наблюдается устойчивый рост потребления бензола, толуола, ксилолов, которые являются основными составляющими сырого бензола.
Бензольные углеводороды получают в нефтехимическом и коксохимическом производствах. Долевое участие нефтехимической и коксохимической промышленностей в производстве бензола и его гомологов в зарубежных странах различно и зависит от степени развитости соответствующих производств. Для большинства коксохимических предприятий характерны повышенные потери бензольных углеводородов с обратным коксовым газом. В связи с этим определенный практический интерес представляет анализ технологии и технических средств, обеспечивающих эффективное извлечение бензольных углеводородов из коксового газа.
1.ЛИТЕРАТУРНЫЙ ОБЗОР
1.1 Методы улавливания бензольных углеводородов из коксового газа
Существует множество способов улавливания бензольных углеводородов.
Абсорбция бензольных углеводородов поглотительным маслом при атмосферном давлении и температуре 20 – 30° С
Бензольные углеводороды улавливают из коксового газа поглотительным маслом под обычным давлением в скрубберах, последовательно включенных с соблюдением принципа противотока газа и масла. Применяются скрубберы различных конструкций, к ним предъявляются следующие требования: поверхность контакта газа и масла в них должна быть максимальной, а размеры аппарата, затраты материалов на его изготовление, а также затраты энергии на преодоление сопротивления газа и перекачку масла должны быть минимальными. При улавливании бензольных углеводородов из газа под обычным давлением распространение получили скрубберы с деревянной хордовой и металлической спиральной неподвижной насадками Процесс абсорбции бензольных углеводородов из коксового газа как и любой абсорбционный процесс, характеризуется следующим основным уравнением:
G=Kоб
*F*ΔPср
(1.1)
где G – количество абсорбированного вещества, кг/ч;
К – общий коэффициент скорости абсорбции;
F – поверхность контакта фаз м2
;
ΔР – среднелогарифмическая движущая сила абсорбции Па (мм рт. ст.).
Это уравнение не отражает однако, влияния всех факторов, определяющих течение процесса абсорбции. Количество этих факторов значительно больше и влияние их на степень абсорбции определяются весьма сложной математической зависимостью.
Увеличение движущей силы процесса абсорбции, а также полнота улавливания бензольных углеводородов связаны с рядом факторов.
1. Содержание бензольных углеводородов в косовом газе. С повышением концентрации бензольных углеводородов в газе возрастает их парциальное давление и движущая сила процесса абсорбции. При этом увеличивается содержание бензольных углеводородов в поглотительном масле в состоянии равновесия. При обычной концентрации бензольных углеводородов 35—36 г/м3
(1 % объемн.) равновесная концентрация их в масле не более 2,5—3 % (объемн.) (при обычных условиях).
При сжатии газа содержание в нем бензольных углеводородов возрастает пропорционально давлению. Это способствует увеличению скорости абсорбции и росту концентрации бензола в масле. Следовательно, повышение давления, т. е. сжатие газа, является одним из методов интенсификации процесса улавливания.
2. Температура улавливания. С повышением температуры улавливания давление паров бензола над маслом увеличивается, движущая сила абсорбции уменьшается, а равновесная концентрация бензольных углеводородов в газе после скрубберов увеличивается. Насыщение поглотительного масла бензолом снижается, а потери их с газом увеличиваются.
В промышленности оптимальной температурой улавливания считается 25 - З0°С. При температуре ниже 10 °С вязкость поглотительного масла резко возрастает, что затрудняет его подачу на скруббер и равномерное распределение по насадке скруббера, что резко ухудшает процесс улавливания. При этой температуре из масла могут выпадать осадки, которые загрязнят насадку и увеличат сопротивление скруббера.
В скрубберах происходит уравнивание температур: температура газа повышается, а масла понижается.
Для предупреждения конденсации водяных паров из газа и обводнения поглотительного масла температура масла поддерживается несколько выше температуры поступающего газа в скрубберы, примерно на 3 - 8°С.
3. Концентрация бензольных углеводородов в поглотительном масле. Чем выше концентрация бензола в поглотительном масле, поступающем на улавливание, тем больше упругость его паров над маслом и, следовательно, равновесная концентрация в газе.
Поэтому скорость абсорбции уменьшается, а потери с обратным газом увеличиваются
Содержание бензольных углеводородов в масле, поступающем на улавливание, должно быть не выше 0,2 % для солярового и 0,3 – 0,4 % (объемн.) для каменноугольного. Уменьшение этого количества связано с увеличением расхода пара на десорбцию бензольных углеводородов из масла, с уменьшением в сыром бензоле отгона до 180 °С, увеличением выхода сольвент-нафты и потерь масла.
4. Молекулярная масса поглотителя. Возрастание молекулярной массы жидкого поглотителя связано с уменьшением степени абсорбции. Увеличение молекулярной массы масла приводит к ухудшению его поглотительной способности.
Молекулярная масса солярового масла выше, чем каменноугольного, Поэтому солярового масла требуется на 30 % больше, чем каменноугольного.
В производственных условиях расход масла на улавливание бензола в 1,5 раза больше теоретического минимума и составляет 1,5—1,6 л/м3 газа для каменноугольного и 20—21 л/м3 газа для солярового масла.
5. Поверхность орошения для перехода бензола из газа в масло, необходимы определенная поверхность орошения и продолжительность контакта между газом и маслом.
Оптимальной величиной, обеспечивающей удовлетворительное улавливание бензольных углеводородов, является норма поверхности 1,1 – 1,3 м2
/м3
газа в час.
При этом величина потерь бензольных углеводородов с обратным газом не должна превышать 2 г/м3
газа.
Поверхность насадки должна быть чистой, чтобы газ и масло равномерно распределялись по сечению скруббера. Между газом и маслом должен соблюдаться строгий противоток, в результате чего газ с большим содержанием бензола встречается с маслом, имеющим также повышенную концентрацию бензола. В верхней части скруббера газ содержит мало бензола, он орошается свежим маслом, также содержащим мало бензола и соответственно имеет большую поглотительную способность.
Таким образом, для улавливания бензола из газа требуется соблюдение следующих условий: минимальное содержание бензола в масле, поступающем на улавливание; низкая температура улавливания; достаточное количество масла; противоток газа и масла; достаточная поверхность насадки и равномерность её орошения для создания необходимого контакта между газом и маслом.
Абсорбция бензольных углеводородов поглотительным маслом при повышенном давлении коксового газа 8 – 12 атм
Если коксовый газ подлежит сжатию для передачи его в сеть дальнего газоснабжения или для использования в качестве химического сырья, то в этом случае технически целесообразно извлекать химические продукты, в том числе бензольные углеводороды, из сжатого газа. При этом достигается значительная экономия капитальных и эксплуатационных затрат, более глубокое извлечение продуктов и лучшая очистка газа.
При абсорбции бензольных углеводородов из коксового газа под давлением условия процесса значительно меняются. Пропорционально повышению давления возрастает содержание бензольных углеводородов в газе, и, согласно закону Генри, равновесная концентрация этих продуктов в поглотительном масле также возрастает. Увеличивается также скорость абсорбции. Таким образом, при улавливании бензольных углеводородов под давлением процесс абсорбции значительно интенсифицируется, в результате чего резко снижается норма расхода поглотительного масла и необходимая поверхность насадки скрубберов.
При уменьшении количества масла, подаваемого в насадочные аппараты, снижается плотность орошения, в результате чего не обеспечивается достаточная смачиваемость насадки поглотителем, поэтому при абсорбции бензольных углеводородов под давлением обычно применяют не насадочные, а тарельчатые абсорберы барботажного типа.
При абсорбции бензольных углеводородов из коксового газа под давлением сокращается количество циркулирующего в системе поглотительного масла, что существенно снижает расход энергии и размеры аппаратов в отделении дистилляции насыщенного поглотительного масла.
Сжатие газа только с целью интенсификации процесса улавливания ввиду больших затрат на компрессию газа, которые полностью относятся на стоимость полученных продуктов, неэкономично. Однако если для сжатия газа применять винтовые компрессоры и использовать энергию сжатия, то улавливание продуктов коксования под давлением может быть экономичным, независимо от условий дальнейшего использования газа.
При улавливании бензольных углеводородов из коксового газа под давлением комплексно проводятся и другие технологические процессы (осушка газа, а также очистка его от окислов азота, сероводорода, циана и нафталина).
При сжатии газа значительное количество бензольных углеводородов конденсируется в газовых холодильниках и передается в сборник масла, насыщенного бензольными углеводородами.
Достоинствами данного метода являются следующие критерии:
1) Уменьшение потерь бензольных углеводородов с обратным коксовым газом. Остаточное содержание бензольных углеводородов в газе примерно 1 г/м3
.
2) Уменьшение количества поглотительного масла подаваемого на абсорбер.
3) Уменьшение объема и веса скрубберов.
4) Уменьшение размеров аппаратуры отделения дистилляции насыщенного поглотительного масла.
5) Уменьшение энергозатрат на перекачивание поглотительного масла и теплообменные процессы используемые в технологии дистилляции насыщенного поглотительного масла.
Основным недостатком данного метода является высокий расход энергии на сжатие коксового газа до необходимого давления.
Адсорбция бензольных углеводородов твёрдыми поглотителями
В качестве твердых поглотителей для улавливания бензольных углеводородов из коксового газа нашли практическое применение активированные угли, имеющие наиболее развитую внутреннюю поверхность.
Количество адсорбируемых из газа бензольных углеводородов зависит от свойств угля и условий протекания процесса, в первую очередь от парциального давления паров и температуры. Зависимость между количеством адсорбируемого вещества и парциальным давлением его паров при средних давлениях выражается эмпирическим уравнением Фрейндлиха:
x/m=a*p1/
n
(1.2)
где х – количество адсорбированного вещества;
m – количество адсорбента;
р – парциальное давление паров данного вещества при достижении равновесия;
а, n – константы, зависящие для данного адсорбента от природы поглощаемого вещества и температуры.
3ависимостъ количества адсорбируемого вещества от парциального давления его паров в газе при определенной температуре может быть представлена прямыми или кривыми (в зависимости от выбранной системы координат), называемыми изотермами адсорбции.
Они характеризуют статическую активность адсорбента, определяемую при достижении равновесия между концентрацией данного вещества в газе и его количеством в адсорбенте. Практически важнее динамическая активность, определяемая количеством поглощенного в адсорбере вещества до проскока.
Для активированного угля в адсорберах промышленного типа она составляет 85—95% от статической. Адсорбция активированным углем сопровождается выделением тепла.
Если в газе присутствует несколько веществ, то, как правило, в первую очередь и в значительно большем количестве поглощается вещество с более высокой температурой кипения. Существенное влияние на адсорбцию бензола активированным углем оказывают водяные пары.
Поглощенные активированным углем бензольные углеводороды извлекают из него продувкой перегретым водяным паром.
Установка разделена на два потока газа с соответствующей аппаратурой. Обе половины могут работать и как одно целое и независимо друг от друга. На каждом потоке имеется по четыре адсорбера, вмещающих до 7 т активированного угля каждый, диаметр адсорбера 2,7 м, длина 8,2 м. Адсорберы снабжены змеевиками для охлаждения и нагрева угля и оборудованы решетками, на которые засыпают уголь. При выгрузке решетки опускают и уголь легко высыпается в специальные пыленепроницаемые контейнеры, в которых его доставляют на регенерацию для удобства обслуживания и опорожнения адсорберы расположены на 3,3 м выше отметки пола.
Адсорберы работают параллельно, причём при максимальной нагрузке по газу в работе должно находиться пять адсорберов, два адсорбера в это время стоят на пропарке и один в резерве или на замене активированного угля. После адсорберов газ поступает на охлаждение в газовые холодильники непосредственного действия, где он охлаждается водой, циркулирующей через градирню.
Перед отключением из газового тракта адсорбера с насыщенным углем включается свежепропаренный адсорбер. В змеевики отключенного адсорбера прекращают подавать воду и вводят пар. Одновременно в адсорбер подают острый пар. Температура в адсорбере быстро повышается, при этом из активированного угля выделяются пары бензольных углеводородов, этилена и других окклюдированных газов. Пройдя испаритель и конденсаторы, неконденсирующиеся газы возвращаются в газопровод перед установкой (на схеме не показано). Бензольные углеводороды вместе с парами воды конденсируются и поступают в сепараторы. Пропаривание адсорбера занимает 30—40 мин (в зависимости от срока работы активированного угля).
К концу пропаривания температура угля достигает примерно 120° С, а содержание бензольных углеводородов в нём снижается до 1 – 3%.
Снижение остаточного содержания в активированном угле адсорбированных веществ требует увеличения удельного расхода пара, поэтому на практике не стремятся к слишком высокой полноте извлечения бензольных углеводородов, что в свою очередь обуславливает и не слишком высокий коэффициент улавливания их из газа.
После прекращения подачи пара в адсорбер подают воду (около 15% к углю), которая при последующем включении аппарата в газовый поток испаряется и способствует быстрому охлаждению угля, а также устранению полимеризации непредельных соединений в его порах, легко протекающей при высокой температуре в начальный период. Благодаря этому, естественно, дольше сохраняются высокие адсорбционные свойства угля. Через 20 мин после включения адсорбера подают в змеевики охлаждающую воду из резервуара градирни.
На установке используют пар высокого давления (14ати) с температурой 250°С, пар низкого давления (около 1атм) после турбин газодувок и пар, получаемый в испарителях. Для испарения поступающего в испаритель из напорного бака конденсата используется тепло, выделяющееся при охлаждении и конденсации проходящих в межтрубном пространстве паров воды и бензольных углеводородов. Температура последних большую часть времени отгонки их из угля лежит ниже 100° С, поэтому к испарителю подключен эжектор, работающий на паре высокого давления, который создает в нем необходимый для испарения воды вакуум.
Из общего количества тепла, затрачиваемого на отпарку из угля бензолъных углеводородов, только около 6% идет на сам процесс отгонки. Большее количество тепла 16,5% расходуется на нагрев адсорбера и угля. Преобладающая часть тепла (68—70%) уносится из адсорбера неконденсирующимся водяным паром. В испарителях используется около 34% этого тепла.
Опыт работы описываемой установки показал, что адсорбционная способность активированного угля о процессе эксплуатации снижается примерно с 25 до 5%, после чего уголь нужно заменять свежим. При регенерации угля его адсорбционная способность почти полностью восстанавливается, но срок дальнейшей работы уменьшается. К недостаткам адсорбционного метода можно отнести большое сопротивление адсорберов проходу газа и периодичность процесса. Но при этом методе достигается более полное извлечение из газа бензольных углеводородов и значительно снижается содержание в газе цианидов, окислов азота и сераорганических соединений
Следует отметить, что в результате лучшего улавливания активированным углём сераорганических соединений их концентрация в сыром бензоле увеличивается на 30—40%.
Применение активированного угля для улавливания бензольных углеводородов требует глубокой предварительной очистки газа от сероводорода и смолистых веществ. Поэтому выбор метода обусловлен в основном требуемой очисткой газа. При потреблении его для бытовых нужд требуется глубокая очистка от сероводорода, нафталина и других примесей. В этом случае можно применять адсорбционный метод.
” Вымораживание” бензольных углеводородов при температуре – 45° С
При обычных условиях, в которых ведется улавливание бензола, пары бензола в коксовом газе находятся в перегретом состоянии, для конденсации бензольных паров при температуре газовой смеси, равной 30°С, необходимо, чтобы давление их было не ниже 118,4 мм рт. ст. Фактическое давление паров бензола в коксовом газе определяется по закону Дальтона:
Рп
= (1.3) (1.3)
Если содержание паров бензола в газе равно 25 г/м3
и общее давление газовой смеси равно 760 мм рт. ст., парциальное давление паров бензола в газе составит:
Рп
=(25/78*22,4)/1000=5,46 мм. рт. ст.
Температура, при которой пары бензола, при давлении 5,46 мм рт. ст., становятся насыщенными, т. е температура, при которой начнется конденсация бензольных паров из газа, может быть определена по формуле:
(tб
– t’б
)/(tв
– t’в
)=q (1.4)
где tб
– t’б
– температура кипения бензола при нормальном давлении tб
и при давлении 5,46 мм рт. ст. t’б
;
tв
– t’в
– температура кипения воды при нормальном давлении tв
и при давлении 5,46 мм рт. ст. t’в
;
q – Постоянная величина (для бензола = 1,18);
Откуда t’б
= - 34,1
Таким же путем можно подсчитать температуру начала конденсации для паров толуола, ксилола и др. составных частей сырого бензола.
Чтобы при нормальном давлении достигнуть полного или близкого к полному выделения паров бензольных углеводородов из коксового газа, необходимо понижать температуру до минус 70°С.
Кроме низких температур, для выделения бензольных углеводородов можно воспользоваться сжатием газа. При этом упругость паров бензольных углеводородов в газе повышается и при некотором давлении наступает насыщение газа этими парами и конденсация их. Это давление Р определится из такого соотношения:
Р=P0
/Pп
(1.5)
или, для ранее принятых условий,
Р=118,4/5.46=22 атм.
Чтобы достигнуть полного или почти полного, выделения бензола из газа при температуре 30° С, потребуется давление свыше 1000 атм.
Применять такие высокие давления как 1000атм или такие низкие температуры как минус 70°С только для целей выделения бензола из газа неэкономично. Практически на таких установках для выделения бензольных углеводородов из коксового газа применяют одновременно и пониженные температуры и повышенные давления. В этом случае процесс ограничивается температурами минус 40—45° С и давлениями 12—13 атм.
Установка состоит из пары теплообменников и пары аммиачных холодильников. Коксовый газ под давлением 12—13атм поступает в газовый теплообменник, где за счет холода отходящего с установки обратного газа охлаждается до температуры минус 20 или минус 25°С. При этом из газа конденсируются водяные пары, нафталин и частично пары бензольных углеводородов. Последние частично оседают в виде кристаллов на трубках теплообменника, а частично в жидком виде стекают в низ теплообменника. Из теплообменника газ поступает в холодильник, где жидким аммиаком он охлаждается до минус 45°С; при этих условиях бензольные углеводороды почти полностью конденсируются на трубках холодильника.
По мере работы установки трубки теплообменника и межтрубное пространство холодильника забиваются выделившимися кристаллами, и поэтому ход газа меняется. Сначала газ поступает в теплообменник, где своим теплом размораживает трубки теплообменника, а затем поступает в теплообменник. Теперь уже конденсация паров из газа происходит в теплообменнике, и газ из него направляется в аммиачный холодильник, а холодильник размораживается теплым аммиаком, возвращающимся в холодильную машину.
Переключение хода газа производится через каждые 4—6 часов работы установки.
Образующийся в теплообменниках и холодильниках конденсат сырого бензола стекает в специальный приемник.
В первом теплообменнике конденсируется до 32% от всего количества, содержащегося в газе бензола, во втором — до 88% и в холодильнике — до 99,5%.
Расход энергии составляет около 380 кВт/час на 1 т сырого бензола.
Сырой бензол, получаемый этим методом, по своему качеству значительно чище сырого бензола, получаемого на установках с жидкими поглотителями, и не содержит сольвент-нафты. Бензол получается светлый, с отгоном 96 % до 180° С. Содержание бензола в коксовом газе после установки составляет 1 г/м3
.
Этот метод улавливания широкого применения пока не получил вследствие высокого расхода энергии на сжатие газа и высокого содержания в коксовом газе различных веществ, которые при охлаждении выделяются в твёрдом виде и засоряют аппаратуру. Это вызывает необходимость устанавливать резервные аппараты и постоянно переключать работающие аппараты на резервные. Всё это сильно удорожает установку.
Абсорбция бензольных углеводородов жидким поглотителем при низкой температуре – 17° С.
Бензольные углеводороды можно извлечь из газа путем промывки его при низкой температуре сольвентом. Для осушки и охлаждения газа в него подают одновременно с сольвентом 30%-ный раствор хлористого кальция. Газ на установку поступает после сухой сероочистки под давлением 7,5—8,5 атм. В трубчатом холодильнике он охлаждается оборотной технической водой до 28° С и поступает в теплообменники, где обезбензоленным газом охлаждается до 4° С, последний же нагревается с —17 до 10° С.
В холодильнике и теплообменниках выделяется около 30% общего количества бензола в поступающем газе. Конденсат содержит также почти весь нафталин. После разделения в сепараторе легкое масло поступает в сборник, а водный конденсат направляют в цикл орошения газосборников.
То что я выделила – идет описание установки нужна
схема или рисунок .Газ после теплообменников поступает в абсорбер 6, где охлаждается с 4 до 12° С 30% -ным раствором хлористого кальция, поступающем после холодильной машины с температурой – 22° С в количестве около 2 л на 1 м3
газа. Кроме того, в абсорбер подают в тонкораспыленном состоянии сольвент (около 0,0015 л/м3
газа), благодаря чему устраняется закупорка аппарата кристаллизующимся бензолом. В абсорбере выделяется практически вся вода и большая часть бензольных углеводородов.
Из абсорбера газ поступает в тарельчатый абсорбер, в котором промывается сольвентом, поступающим после холодильной машины с температурой —22° С в количестве 0,02 л/м3
газа. Большую часть его подают на самую верхнюю тарелку и около 10% от всего количества поступает на третью тарелку (снизу), где остаточный бензол выделяется из газа в твердом виде. Для отвода тепла конденсации бензола на пятую тарелку (снизу) подают 0,4 л/м3
газа раствор хлористого кальция. Температура газа на выходе из абсорбера составляет – 17° С при содержании в нём бензольных углеводородов около 0,3 г/м3
.
Вся жидкость из абсорберов стекает в сепараторы, откуда раствор хлористого кальция снова поступает на охлаждение в холодильную машину, а сольвент – в дистилляционное отделение. Для поддержания нужной концентрации раствора хлористого кальция (плотность 1,25) предусмотрена выпарная установка, в которую непрерывно отводят часть раствора из сепаратора. Поступающий в дистилляционное отделение сольвент через первый теплообменник поступает в расширительный сборник, откуда насосом прокачивается через второй теплообменник и решофер в колонну. В теплообменниках сольвент нагревается вытекающим из колонны обезбензоленным продуктом, а в решофере - паром до 115° С.
Кроме того, предусмотрен‚ циркулярный подогреватель, давление пара в котором 12 атм. Колонна (16 тарелок) орошается получаемым сырым бензолом, имеющим отгон до 180° С не меньше 99,5%. Вытекающий‚ из колонны, сольвент начинает кипеть при температуре выше 153° С.
Часть вытекающего из колонны продукта и конденсат из газовых холодильников‚ после компрессоров непрерывно поступает во вспомогательную ректификационную колонну. Внизу колонны имеется электроподогреватель. В качестве орошающей жидкости применяют сырой бензол. Пары из колонны поступают в колонну, а вытекающий остаток, представляющий собой смесь нафталина, смолистых и высококипящих веществ. отводится в сборник. Благодаря работе колонны осуществляется регенерация циркулирующего сольвента и тем самым сохраняется постоянным его качество; кроме того, из газового конденсата, содержащего 85% веществ. отгоняющихся до 200° С, получают около 25% сольвента, которым восполняют потери этого компонента процессе улавливания из газа и выделения из поглотителя бензольных углеводородов.
Из всех приведенных способов улавливания бензольных углеводородов можно сделать вывод, что наиболее целесообразным оказался метод абсорбции бензольных углеводородов поглотительным маслом при атмосферном давлении, т.к. при этом получаются низкие энерго затраты на транспортировку газа. [1]
1.2 Технологические схемы выделения бензольных углеводородов из поглотительного масла
Все схемы улавливания сырого бензола из поглотительного масла в своей основе одинаковы. Насыщенное бензолом масло, в каком – либо аппарате нагревается до температуры, при которой должна производиться дистилляция, затем в дистилляционной колонне продувается острым паром; выделяющиеся при этом пары бензола подвергаются конденсации и охлаждению, а обезбензоленное масло – охлаждению.
Существует, однако, значительное количество разнообразных схем дистилляции бензола. Все эти схемы можно классифицировать по следующим основным признакам.
1. Количество выпускаемых продуктов. На многих заводах в бензольных отделениях получают только один продукт – сырой бензол. По разным схемам о получается различного качества, но в большинстве случаев его качество таково, что отгон до 180°С составляет 90 – 95%. По некоторым схемам из поглотительного масла дополнительно выделяется нафталиновая фракция, что уменьшает содержание сольвент – нафты и нафталина в сыром бензоле. Преимущественное распространение получают сейчас схемы, по которым в бензольных отделениях сырой бензол делится на две фракции: а) бензол, выкипающий до 150°С, - так называемый первый бензол и б) бензол, кипящий в пределах 150 – 200°С, - так называемый второй бензол. Разделение сырого бензола на две фракции может сочетаться с выделением нафталиновой фракции.
2. Подогрев поглотительного масла до температуры дистилляции. На большинстве заводов окончательный подогрев масла до требуемой температуры производится паром в трубчатых паровых подогревателях. Конечная температура масла составляет при этом 130 – 140°С. Однако в некоторых случаях окончательный подогрев масла осуществляют в трубчатых печах с огневым подогревом. При этом го коечная температура составляет ~180°С, что позволяет намного сократить расход острого пара, подаваемого в колонну.
3. Схема теплообмена. На старых заводах тепло отходящего масла и паров сырого бензола не использовалось. Затем появились схемы, предусматривающие теплообмен между горячим обезбензоленным и холодным насыщенным маслом. Плохое качество поглотительного масла приводило к быстрому забиванию трубчаток, что делало теплообмен неэффективным. С внедрением процессов регенерации масла теплообмен стал более эффективным. Это позволило применить паромасляные теплообменники, что дало возможность использовать тепло паров сырого бензола.
4. Охлаждение обезбензоленного поглотительного масла. Горячее поглотительное масло может подвергаться окончательному охлаждению двумя способами: в трубчатых холодильниках (т.е. водой через стенку) или непосредственно (путем смешения с водой).

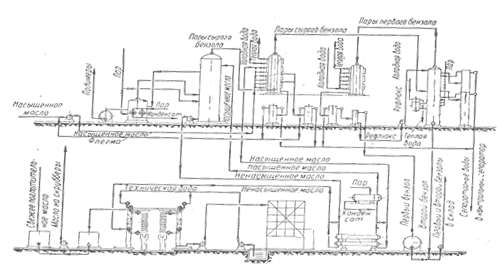
Рисунок 1.1 – Технологическая схема получения сырого бензола
Стекающее с первого по ходу газа скруббера насыщенное бензолом холодное масло поступает в сборник, откуда насосом прокачивается с целью использования отходящего тепла последовательно через такие аппараты:
1) паромасляный теплообменник, являющийся верхней частью конденсатора – холодильника, где масло подогревается до 40 – 50° за счет тепла конденсации водяных паров и паров сырого бензола;
2) паромасляный теплообменник, представляющий собой две нижних секции дефлегматора, в котором мало подогревается до 65 – 85° за счет тепла выходящих из бензольной колонны паров;
3) масляные теплообменники, в которых масло подогревается до 80 – 100° за счет тепла стекающего из колонны обезбензоленного масла.
После теплообменников насыщенное масло проходит трубчатые подогреватели, в которых глухим паром нагревается до 135 – 140°, затем через расширитель поступает в верхнюю часть бензольной колонны. В расширителе от горячего масла отделяются образовавшиеся уже пары бензола, которые направляются под верхнюю тарелку колонны; масло поступает в колонну несколькими тарелками ниже. В нижнюю часть колонны вводится острый пар, прошедший предварительно паровой регенератор.
Часть масла (около 1%мот часового количества) выводится с четвертой (считая сверху) тарелки колонны в регенератор, где в результате продувки острым паром при температуре 170 – 190° масло отделяется от полимеров; пары воды, бензола и масла из регенератора направляются под нижнюю тарелку бензольной колонны, а полимеры периодически или непрерывно выводится из него. Обычно весь острый пар, поступает в бензольную колонну через регенератор, но коммуникация позволяет произвести частичную подачу пара в колонну, минуя регенератор.
Выделившиеся в колонне пары сырого бензола и сопровождающие их пары легкокипящих погонов поглотительного масла, а также водяной пар поступают в дефлегматор, в котором охлаждаются до 93 – 94°. Ниже секции дефлегматора охлаждаются насыщенным бензолом маслом, количество которого постоянно; верхняя секция охлаждается водой, количеством которой регулируют температуру паров, уходящих из дефлегматора. В последнем конденсируются пары масла и часть водяных паров. Образовавшийся в дефлегматоре конденсат (флегма), пройдя сепаратор, поступает в сборник, откуда наосом может быть передан в насыщенное бензолом масло.
Выходящая из дефлегматора смесь водяных паров и паров сырого бензола поступает в конденсатор – холодильник, где охлаждается до 25 – 30°, и в сепаратор, в котором сырой бензол отделяется от воды. Из сепаратора сырой бензол поступает в мерник для замера продукции и затем насосом выкачивается в хранилище.
Горячие обезбензоленное масло с температурой 125 – 135°из колонны стекает в сборник, откуда насосом прокачивается через теплообменники, в которых нагревает насыщенное масло, охлаждаясь при этом до температуры 90 – 80°. После теплообменников обезбензоленное масло поступает в холодильник непосредственного действия, в котором охлаждается до 25 – 30°.
Масло может охлаждаться также технической водой в трубчатых воздушно – водяных оросительных холодильниках. Если для улавливания бензола применяется соляровое масло, то в систему должен быть включен деэмульсатор и отстойники.
В случаях применения холодильников непосредственного действия охлаждающая вода обычно находится в замкнутом цикле. После холодильников вода направляется в отстойник для выделения из нее увлеченного масла и затем – на градирню для охлаждения, а затем насосом подается в холодильник для охлаждения масла. замкнутый цикл воды необходим, так как для охлаждения масла в холодильниках непосредственного действия требуется вода, не содержащая солей и особенно механических примесей, способствующих образованию эмульсии. Масло из холодильника поступает в отстойник для отделения увлеченной маслом воды, затем – в сборник охлажденного масла и насосом подается на орошение скруббера.
В некоторых случаях оборотную охлаждающую воду, находящуюся в цикле, периодически и довольно часто заменяют свежей. Вода в холодильниках непосредственного действия экстрагирует из масла различные хлористые соли, роданистые соединения, сульфиды и прочие сернистые соединения. Все эти соединения при нагреве разлагаются, выделяя агрессивные вещества, вызывающие коррозию дистилляционной аппаратуры. Если долго не заменять оборотной воды, то она насыщается этими соединениями и перестает экстрагировать их из масла, что приводит к развитию коррозионных процессов и необходимости применения специальных устойчивых материалов. Наоборот, систематическое обновление оборотной воды или периодическая прибавка свежей ограничивает содержание в ней агрессивных соединений, благодаря чему экстракция их из масла идет беспрепятственно. Процессы коррозии дистилляционной аппаратуры при этом значительно ослабляются.
Рисунок 1.2 – Технологическая схема получения двух бензолов
В настоящие время на ряде заводов уже в бензольном отделении производится разделение бензола на первый (сырой легкий) бензол и второй (сырой тяжелый) бензол. При этом в первом бензоле сосредотачиваются все легкокипящие компоненты сырого бензола – бензол, толуол и большая часть ксилолов. Во втором бензоле должны быть сосредоточены полностью все ресурсы высококипящих непредельных соединений и кипящие одновременно с ними триметилбензолы, сольвент – нафта, а также некоторая часть ксилолов.
Такое разделение создает ряд преимуществ при последующей переработке бензола:
1. Отпадает необходимость в предварительной ректификации сырого бензола, так как она заменяется выделением головной фракции из первого бензола и ректификацией второго бензола с целью получения тяжелого бензола (Инден – кумароновой фракции) и сольвент – нафты.
2. Головная фракция из первого бензола выделяется в эффективных ректификационных колоннах, обеспечивающих полное испарение этой фракции и получение безводного остатка (фракции бензол – толуол – ксилол), что имеет исключительно важное значение для процесса последующей переработки.
3. Ректификация второго бензола может происходить под вакуумом, что снижает температуру процесса и ослабляет протекание процессов термической полимеризации непредельных соединений, т.е. сохраняет ресурсы смолообразующих соединений.
Разделение сырого бензола на первый и второй является, таким образом, первой стадии переработки сырого бензола, выделенного из поглотительного масла в виде паров.
Выделяющиеся из дистилляционной колонны пары сырого бензола поступают в нижнюю часть дефлегматора. Последний состоит из четырех горизонтально расположенных трубчаток, из которых нижние три охлаждаются малом, а верхняя – водой.
Из нижних дух трубчаток отводится флегма, причем флегма из первой трубчатки называется тяжелой, из второй – легкой. После отделения от воды в сепараторах флегма смешивается с маслом, насыщенным бензолом, путем подачи ее во всас насоса, падающего насыщенное масло в дистилляционную колонну.
Пары сырого бензола из верхней части дефлегматора поступают в среднюю часть разделительной колонны, в которой сырой бензол разделяется на первый и второй. Разделительная колонна состоит из 11 – 14 ректификационных тарелок, из которых верхние 8 – 11 являются укрепляющими, а нижние 3 – исчерпывающими. Из верхней части разделительной колоны выделяются пары первого бензола, которые поступают в конденсатор – холодильник. После конденсатора – холодильника первый бензол поступает в сепаратор и рефлексный бачек. Из последнего с низу насоса забирается некоторое количество бензола для орошения разделительной колонны; избыток первого бензола, т.е. произведенное его количество, из верхней части бочка самотеком поступает в сборник первого бензола.
Под влиянием обильного орошения в разделительной колонне интенсивно конденсируются водяные пары и бензольные углеводороды. Чтобы не допустить обводнения последних (что снижает эффективность разделения, достигаемую в колонне), из второй тарелки, считая сверху, жидкость отводиться в сепаратор, откуда после отделения от воды смесь бензольных углеводородов поступает на третью тарелку, считая сверху.
Второй бензол, содержащий некоторое количество легкокипящих компонентов, из – под питательной тарелки разделительной колонны поступает в сепаратор, где освобождается от воды, после чего направляется на верхнюю из трех испарительных тарелок. На тарелках расположены змеевики для подогрева второго бензола глухим паром. Кроме того, предусмотрена возможность подачи острого пара в нижнюю часть колонны. Это должно обеспечить испарение оставшихся во втором бензоле легкокипящих компонентов, а также создать запас тепла, необходимого для испарения подающегося на колонну орошения.
Из-под нижней тарелки второй бензол поступает в холодильник и затем – в сборник, одновременно являющийся основанием разделительной колонны, откуда при помощи насоса периодически откачивается в склад.
Для экономии тепла в схеме дистилляции бензола предусматривается значительный теплообмен. Масло после колонны раньше всего поступает в теплообменники, где передает значительную часть тепла насыщенному бензолом маслу, которое поступает в теплообменники, пройдя предварительно три нижних трубчатки дефлегматора.
Осуществляемая в теплообменниках теплопередача, помимо экономии тепла, имеет весьма важное значение. После теплообменников ненасыщенное масло поступает в оросительные холодильники, охлаждаемые водой, находящейся в замкнутом цикле, через градирню. Высокая температура масла и труб холодильников интенсифицирует процесс отложения солей на поверхности труб и ухудшает, поэтому теплообмен. Чем лучше охлаждено масло в теплообменниках, тем более длительное время сохраняется в чистоте поверхность труб и тем, следовательно, эффективнее работа холодильника. От работы последнего зависит температура масла и, следовательно, в значительной мере полнота улавливания бензола в скрубберах.
Насыщенное масло после теплообменников поступает в паровой подогреватель и от туда – в бензольную колонну.
С третьей верхней тарелки колонны незначительное количество масло (около 1% от подаваемого) непрерывно отводится в паровой регенератор. Из регенератора полимеры периодически спускают в сборник.
Основные факторы, определяющие состав первого и второго бензола, - температуры паров после дефлегматора бензольной колонны и наверху разделительной колонны, а также орошение последней рефлюксом.
Состав паров, выходящих из дефлегматора, определяется температурой, составом поглотительного масла и сырого бензола. Поэтом связь между температурой и составом паров может быть дана только приближенно.
Температура паров Отгон сырого бензола
после дефлегматора до 180°, %
94 88 - 92
92 90 - 93
91 92 - 94
90 94 - 95
89 95 - 96
Для того чтобы содержание сольвент – нафты во втором бензоле небыло велико, температуру паров после дефлегматора следует поддерживать в приделах 89 – 90°.
Между температурой верха разделительной колонны, количество рефлюкса и температурой конца кипения первого бензола, определяемой лабораторной разгонкой и характеризующей содержание тяжелой бензола в первом бензоле, существует примерно следующая зависимость:
Температура на верху разделительной колонны, °: 84–85; 82–84; 80–82; 78 – 80.
Рефлюксное число: 1–2,0; 2,0–3,0; 3–4; 4–5.
Конец кипения первого бензола, °: 165–175; 155–165; 145–155; 140–150.
Источниками тепла, позволяющими подавать требуемое количество рефлюкса являются, тепло конденсации водяных паров паровой смеси, поступающей в разделительную колонну из дефлегматора бензольной колонны, и глухой пар, подаваемый в змеевики разделительной колонны.
Тепла конденсации водяных паров в разделительной колонне оказывается достаточно для того, чтобы поддерживать рефлюксное число порядка 2 – 2,5.
Чтобы поддерживать рефлюксное число, в змеевики тарелок разделительной колонны должен подаваться глухой пар, количество которого определяется из соотношений между теплотой испарения бензола и теплотой конденсации водяного пара (соответственно 85 и 500 ккал).
В соответствии с этим на каждую тонну полученного первого бензола при рефлюксном числе в разделительную колонну подается 300 – 400 кг пара.
Выход первого и второго бензолов зависит от состава сырого бензола (содержание в нем смолообразующих соединений, ксилола, сольвентов и т.д.), а также от качества поглотительного масла (наличие в нем нафталина и легкокипящих погонов), работы дефлегматора и разделительной колонны. Поэтому выходы первого и особенно второго бензола могут колебаться достаточно заметно. В среднем можно считать, что выход первого бензола должен составлять 88 – 90%, второго 10 – 12%.
При неправильно отрегулированном режиме процесса разделения сырого бензола на первый и второй их выходы могут колебаться очень сильно. [9]
1.3 Основное оборудование для улавливания бензольных углеводородов
Бензольные углеводороды на коксохимических производствах улавливают из коксового газа поглотительным маслом под атмосферным давлением в скрубберах, последовательно включенных с соблюдением принципа противотока газа и масла. Применяются скрубберы различных конструкций, к ним предъявляются следующие требования: поверхность контакта газа и масла в них должна быть максимальной, а размеры аппарата и затраты материалов на его изготовление, а также затраты энергии на преодоление сопротивления газа и перекачку масла должны быть минимальными.
При улавливании бензольных углеводородов из газа под атмосферным давлением наибольшее распространение получили насадочные скрубберы с деревянной хордовой и металлической спиральной неподвижной насадками.
Скруббер представляет собой клёпанный или сварной стальной цилиндр диаметром до 4,5м и высотой до 42м (размеры определяются в зависимости от нагрузки по газу). Для увеличения поверхности контакта газа и масла скруббер заполняется в несколько ярусов насадкой имеющей большую удельную поверхность. В верхней части скруббера расположены оросительное устройство для равномерного распределения масла по всему сечению скруббера и штуцер для выхода газа, в нижней – штуцер для входа газа и сборник для приема, стекающего с насадки насыщенного масла со штуцерами для откачки и аварийного перелива, а также устройство для автоматического поддержания уровня масла.

Каждый ярус насадки уложен на опорной конструкции, состоящей из швеллерных балок, прикрепленных к корпусу скруббера.
Над оросительным устройством находится осушающая насадка.
Скрубберы могут иметь различные оросительные устройства и сборники для масла. Сборник от масла изолирован от газовой части сплошным днищем. Оросительное устройство состоит из одной форсунки, расположенной по оси скруббера.
Наиболее распространенным наполнителем для бензольных скрубберов является деревянная хордовая насадка. Она изготовляется из деревянных, расположенных вертикально, рабочих и опорных реек между которыми проложены прокладки, скрепленные стальными болтами в отдельные пакеты. Из них собирают круги. Для уменьшения нагрузки на нижние круги насадку укладывают отдельными ярусами; количество кругов в одном ярусе обычно не превышает 20 – 21.
При укладке два рядом лежащих круга располагают по отношению друг к другу под углом 90 или 45°, что способствует лучшему перемешиванию газа с орошающей его жидкостью.
Обычно для бензольных скрубберов применяют насадку с размерами рабочих реек 120*10 мм и зазором между ними 19 мм.
Поверхность 1 м ³ объёма, занятого такой насадкой, равна 46,5 м ², вес 1 м ³ насадки – 214 кг. Более разреженная насадка применяется редко.
Изготовляется насадка из сосны, реже – из ели. Размеры и вес деревянной насадки определяется диаметром скруббера.
На ряде коксохимических заводов и за границей применяют скрубберы с металлической спиральной насадкой. Такая насадка изготовляется из стальной оцинкованной ленты, имеющей ширину 9,5 мм и толщину 0,25 мм. Диаметр спирали – 19 мм, шаг – 25 мм. Число витков в каждой спирали – около 15. Поверхность 1 м ³ такой насадки равна 130 м ². Вес 1 м ³ насадки равен 104 кг.
Металлическая спиральная насадка укладывается в скруббере ярусами; каждый ярус занимает высоту около 3м. При такой укладке насадка сжимается на 10 – 15 % своего объёма в свободном состоянии. Каждый ярус насадки располагается на металлической решетке, которая в свою очередь укладывается на швеллерах. Скрубберы с металлической насадкой проектируются меньшей высоты, но большего диаметра. При расчёте таких скрубберов исходят из нормы поверхности орошения, равной 1,26 м ² на 1 м ³ газа в час. Сравнительные данные, которыми характеризуются скрубберы с деревянной хордовой насадкой и скрубберы с металлической насадкой при одинаковом расходе коксового газа приведены в таблице 1.1.
Для осушки коксового газа в верхней части бензольных скрубберов, над оросительным устройством, укладывают слой из керамических колец размерами 25х25х3 мм. Высота слоя осушающей насадки составляет от 300 до 700 мм.
Таблица 1.1 – Сравнительные данные скрубберов с различным типом насадки
| Наименование
|
Скруббер с хордовой насадкой
|
Скруббер с металлической насадкой
|
| Скрубберы:
|
| 1. Количество
|
6
|
4
|
| 2.Диаметр (м)
|
4,5
|
5,5
|
| 3.Высота (м)
|
43,2
|
18,3
|
| 4.Вес (т)
|
300
|
130
|
| Насадка деревянная вес (т)
|
600
|
--
|
| Насадка металлическая вес (т)
|
--
|
120
|
Для распределения поглотительного масла по всему сечению скруббера применяются оросительные устройства, наиболее распространенными из которых являются центральное оросительное и форсуночное.
Центральное оросительное устройство отличается простотой конструкции и практически не нуждается в чистке, однако жидкость распределяется им недостаточно равномерно.
При установке форсуночного оросительного устройства жидкость распределяется значительно лучше, чем при распределении ее с помощью центрального оросительного устройства, что очень важно для скрубберов большого диаметра. Количество форсунок для одного скруббера принимается в зависимости от его диаметра и расхода жидкости.
В нижней части скруббера собирается стекающее с насадки масло, которое затем центробежным насосом подаётся в следующий скруббер или в сборник насыщенного масла.
Насадочные абсорберы.
За рубежом применяются скрубберы с насадкой “Интос”, выполненной из металлических сеток в виде полос, связанных в пакеты. Поверхность орошения 1 м3
такой насадки равна 160 м2
. Благодаря малой толщине полос и относительно большому зазору между ними свободное пространство для прохода газа составляет около 95 %. В связи с этим при эквивалентной поверхности орошения сопротивление проходу газа в таких скрубберах значительно меньше, чем в скрубберах, заполненных хордовой или спиральной насадкой. Поскольку удельная поверхность насадки “Интос” большая, размеры скруббера и его вес невелики.
Минимальное сопротивление проходу газа наблюдается при плоско – параллельной насадке скрубберов, выполняемой из вертикально расположенных лент или листов.
Кроме скрубберов с неподвижной насадкой, применяются другие, более эффективные аппараты. К ним относятся многоступенчатые скрубберы.
Насадочный многоступенчатый скруббер состоит из нескольких секций, заполненных хордовой насадкой или кольцами Рашига (Лессинга, Паля и др.). Секции расположены одна над другой либо рядом. Каждая секция орошается отдельно, благодаря чему осуществляется многократная циркуляция поглотительного масла, что улучшает орошение насадки и повышает интенсивность улавливания бензольных углеводородов на единицу её поверхности.
В каждой секции форсуночного многоступенчатого скруббера установлены распылительные форсунки для поглотительного масла. Благодаря отсутствию насадки сопротивление проходу газа в таком скруббере значительно меньше, чем в насадочном. Масло циркулирует так же, как и в насадочном многоступенчатом скруббере. Необходимая поверхность контакта между газом и маслом достигается за счёт тонкого распыления масла.
За границей на некоторых заводах применяется установка Вильпута с двумя форсуночными абсорберами, имеющими по три оросительные камеры без насадки. В верхнюю камеру масло подается насосом, а в две последующие поступает самотеком. Необходимое давление для распыления жидкости в верхней камере создается за счет напора насоса, а в остальных двух – за счет достаточной высоты патрубка, на котором закреплен специальный разбрызгиватель.
В каждой секции вихревого многоступенчатого скруббера уложена специальная насадка из металлических листов с большим количеством отверстий, собранных в сегментные пакеты с деревянными прокладками, создающими зигзагообразные проходы для коксового газа и жидкости. Между секциями насадки расположены днища, которые служат для равномерного распределения жидкости по сечению скруббера и для завихрения газа с помощью специальных патрубков. Масло подается в верхнюю часть скруббера и самотеком перетекает из одной секции в другую.
Благодаря завихрению газа и равномерному распределению по сечению скруббера орошающей жидкости, а также применению более эффективной насадки достигается хороший контакт между газом и жидкостью. Однако сопротивление проходу газа в таком аппарате больше, чем в насадочном скруббере.
1.4 Выбор насадки
Насадочные абсорберы (колоны, заполненные насадкой – твердыми телами различной формы) получили широкое распространение в промышленности.
Основными достоинствами насадочных колонн являются:
1) простота устройства;
2) низкое гидравлическое сопротивление.
Недостатки: 1) трудность отвода тепла и 2) плохая смачиваемость насадки при низких плотностях орошения. Отвод тепла из этих аппаратов и улучшение смачиваемости достигаются рециркуляцией абсорбента, что усложняет и удорожает абсорбционную установку. Для проведения одного и того же процесса требуются насадочные колоны обычно большего объема, чем барботажные. Насадочные колоны мало пригодны при работе с загрязненными жидкостями. При выборе насадки часто стремятся получить наибольшую геометрическую поверхность в единице объема. В свете исследования активных поверхностей это не всегда оказывается правильным, поскольку при загрузке внавал активная поверхность мало зависит от размеров насадки. При более крупной насадке возможно применение высоких скоростей газа, поэтому часто она оказывается более эффективной чем мелкая, это особенно заметно при абсорбции хорошо растворимых газов, при абсорбции плохо растворимых газов более подходящей может быть и более мелкая насадка.
При выборе насадки необходимо учитывать допустимое гидравлическое сопротивление. При работе под близким к атмосферному, гидравлическое сопротивление должно быть минимальным, в этом случае предпочтительнее регулярные насадки. К которым относится деревянная хордовая насадка.

В коксохимическом производстве наиболее важным параметром является гидравлическое сопротивление насадки. Так как в коксохимическом производстве перерабатываются большие объемы газа и даже при незначительном увеличении гидравлического сопротивления резко увеличиваются энергозатраты на транспортировку газа через аппаратуру цеха химулавливания.
В связи с этим на коксохимическом производстве выбирают насадку с наименьшим сопротивлением. К таким насадкам относится деревянная хордовая насадка.
1.5 Тарельчатые абсорберы
Значительный интерес для совершенствования технологии улавливания бензольных углеводородов из коксового газа представляют помимо насадочных скрубберов применение тарельчатых абсорберов. Однако их применение в коксохимической промышленности пока ограниченно из – за высокого гидравлического сопротивления. Тарельчатые абсорберы экономически выгодно применять на тех коксохимических заводах, где бензольные углеводороды улавливают из коксового газа под давлением.
Абсорбер с колпачковыми тарелками характеризуется повышенным сопротивлением проходу коксового газа. Масло подается в верхнюю часть аппарата и перетекает с тарелки на тарелку навстречу потоку газа. Необходимый контакт между жидкостью и газом достигается за счет барботажа газа через слой жидкости на каждой тарелке. Такие абсорберы применяют при улавливании бензольных углеводородов под давлением.
Абсорбер с тарелками Киттеля. Тарелки представляют собой горизонтальные решетки из наклонно расположенных металлических полос. Наклон полос чередуется таким образом, чтобы на одной тарелке он был направлен к центру тарелки, а на следующей — от центра. Масло, стекающее сверху с тарелки на тарелку, благодаря чередованию наклона полос, перемещается по тарелкам от центра к периферии и наоборот. Этим достигается хороший контакт между газом и жидкостью.
Применяется и другая конструкция тарелки Киттеля. Последняя состоит из верхней и нижней решеток, расположенных наклонно в различном направлении. На верхней решетке жидкость стекает к стенке колонны, а на нижней — наоборот. Никаких специальных перетоков для жидкости в тарелке нет, благодаря чему массообмен происходит по всему сечению абсорбера.
Абсорбер – с провальными тарелками. Тарелки представляют собой плоские горизонтальные решетки с круглыми или щелевидными отверстиями.
Площадь отверстий равна 20—30% от общего сечения абсорбера. Газ, проходя через отверстия решеток навстречу потоку масла, создает на каждой тарелке слой подвижной пены, благодаря чему получается большая, все время обновляющаяся поверхность контакта между газом и жидкостью. Эффективность таких аппаратов значительно больше, чем насадочных, но они имеют повышенное сопротивление проходу газа.
Абсорбер с ударными тарелками. Тарелки в аппарате представляют собой два горизонтальных перфорированных листа, расположенных близко один над другим так, чтобы против отверстий нижнего листа находились перегородки верхнего. В 1 м2
6000—З0000 отверстий. Газ, проходя с большой скоростью (30 м/сек) через отверстия нижнего листа, ударяется в перегородки верхнего листа, благодаря чему множество газовых струй и капель масла завихряется. Это обуславливает тесный контакт жидкости и газа.
Описанные скрубберы с деревянной хордовой или металлической спиральной насадкой имеют очень большие размеры, поэтому для изготовления их требуется много материала. В настоящее время предложены конструкции более эффективных скрубберов, в том числе насадочных, которые при той же производительности имеют значительно меньшее размеры.[2,3,4]
2. ОСНОВНАЯ ЧАСТЬ
2.1 Характеристика готового продукта и сырья
Сырой бензол извлекается из прямого коксового газа абсорбцией органическими поглотителями. Сырой бензол представляет собой сложную смесь химических (ароматических) соединений, главными из которых являются бензольные углеводороды (бензол и его гомологи), их содержание составляет 80—90 %. В качестве примесей в сыром бензоле содержатся непредельные и сернистые соединения, фенолы, пиридиновые основания и др. При улавливании бензольных углеводородов из коксового газа поглотительными маслами в сыром бензоле содержатся легкие погоны поглотительного масла и нафталин.
Сырой бензол получают в бензольном отделении цеха улавливания методом дистилляции обензоленных поглотительных масел. Выход сырого бензола составляет 0,8—1,2% от массы сухой шихты. Содержание паров бензольных углеводородов в прямом коксовом газе колеблется в пределах 30—40 г/м³.
Сырой бензол представляет собой прозрачную легкоподвижную жидкость слабо-желтого цвета, быстро темнеющую при хранении в результате окисления и полимеризации непредельных соединений в смолистые вещества. Плотность сырого бензола колеблется в пределах 845—920 кг/м³. Следовательно, он значительно легче воды. В воде сырой бензол практически не растворяется и легко от нее отстаивается. Средняя молекулярная масса сырого бензола 83. Сырой бензол легко воспламеняющаяся жидкость, горит коптящим пламенем. Пары сырого бензола с воздухом образуют взрывоопасную смесь при следующих пределах концентрации, % (объемн): нижний 1,4 и верхний 7,5.
Качественная характеристика сырого бензола определяется величиной отгона до 180 °С. Чем больше количество отгона до 180 °С, определяемое лабораторной разгонкой, тем выше качество сырого бензола. Хороший сырой бензол должен иметь величину отгона до 180 °С не менее 92—95 %. Остаток сырого бензола, кипящий выше 180 °С, представляет собой поглотительное масло и нафталин (сольвент-нафту). При улавливании бензольных углеводородов из коксового газа каменноугольным маслом сырой бензол получается более тяжелым, т. е. с меньшим содержанием отгона до 180 °С по сравнению с сырым бензолом, полученным при применении солярового масла (соответственно 89—91 и 90— 92 %). Следовательно, качество сырого бензола в значительной мере определяется качеством применяемого поглотительного масла.
На коксохимических заводах получают сырой бензол трех марок: сырой бензол (БС), отгон до 180 °С составляет 91—95 % (объемн.); первый бензол (Б-1), отгон до 150 °С составляет 95—97 % (объемн.) и второй бензол (Б-2), кипящий в пределах 150—200 °С. Качество сырого бензола нормируется техническими условиями.
Характеристика сырого бензола марок БС, Б-1, Б-2:
| БС
|
Б-1
|
Б-2
|
| Плотность при 20°С, кг/м³
|
870-920
|
873
|
927
|
| Начало кипения, °С
|
73
|
74,5
|
139
|
| Отгон, %, до температуры, °С
|
| 100
|
62
|
81
|
-
|
| 120
|
82
|
92
|
-
|
| 150
|
89
|
98
|
9,5
|
| 180
|
94
|
-
|
92
|
| 200
|
-
|
-
|
98
|
Сырой бензол сам по себе не находит практического применения и подвергается дальнейшей переработке в цехе ректификации для получения чистых продуктов.
Состав и свойства коксового газа
В процессе высокотемпературного коксования угольных шихт в коксовой камере наряду с коксом образуются летучие химические продукты, представляющие собой сложную неоднородную систему, состоящую из газообразных и парообразных веществ, являющихся продуктом термического разложения каменных углей. Основными летучими продуктами высокотемпературного коксования являются: коксовый газ, пирогенетическая вода, нафталин, аммиак, сероводород (и др. сернистые соединения), цианистые соединения, бензольные углеводороды (сырой бензол), высокотемпературная каменноугольная смола и др.
Смесь паро и газообразных продуктов коксования, выходящих из коксовых камер в газосборники, образует так называемый прямой коксовый газ. Он содержит следующие количества химических продуктов, г/м³:
Пары воды (пирогенетической и влаги шихты) 250 – 450
Пары смолы 80 – 150
Бензольные углеводороды 30 – 40
Аммиак 8 – 13
Нафталин до 10
Сероводород 6 – 40
Цианистый водород 0,5 – 2,5
Кроме того, в состав прямого коксового газа входят сероуглерод (СS2
) сероксид углерода (СОS), тиофен (C4
H4
S) и его гомологи, легкие пиридиновые основания (0,4 – 0,6 г/м3
), фенолы и др.
При обработке прямого коксового газа в аппаратуре цеха улавливания из него выделяются основные химические продукты коксования, и образуется очищенный коксовый газ. Он называется обратным, потому что часть его подаётся на обогрев коксовых печей, как бы возвращается обратно.
Обратный коксовый газа состоит в основном из неконденсирующихся в обычных условиях компонентов (Н2
, СН4
, СО, СО2
, , О2
и др.), а также остатков сероводорода, бензольных углеводородов, углеводородов непредельного ряда, незначительных количеств оксидов азота др.
Выход отдельных химических продуктов высокотемпературного коксования из 1 т сухой шихты колеблется в пределах, %:
Коксовый газ (обратный, сухой) 14 – 16
Каменноугольная смола 3 – 4,0
Пирогенетическая влага 1,8 – 3,0
Сырой бензол 0,8 – 1,2
Сероводород 0,5 – 2,5
Аммиак.0,26 – 0,4
Средний состав обратного коксового газа в % (объёмн.):
Водород 60
Метан 26
Угарный газ 6
Азот 2,7
Углекислый газ 2,6
Непредельные углеводороды 2,2
Кислород 0,5
Физико – химические свойства коксового газа среднего состава:
Плотность при 0°С 0,440 кг/м3
Низшая теплота сгорания 4350 ккал/м3
Теплоёмкость при 0°С 0,328 ккал/м3
*°С
Динамическая вязкость при 0°С 1*10-6
кг/м*с
Температура воспламенения 600–650°C
Пределы взрываемости: Нижний 6% Верхний 30%
2.2 Расчет абсорбционной установки
Улавливание бензольных углеводородов из коксового газа каменноугольным маслом представляет собой процесс многокомпонентной абсорбции, когда из газа одновременно поглощается смесь компонентов – бензол, толуол, ксилол и сольвенты. Инертная часть коксового газа состоит из многих компонентов – Н2
, СН4
, СО, N2
, СО2
, О2
, NH3
, Н2
и др. сложным является и состав каменноугольного масла, представляющего собой смесь ароматических углеводородов (двух- и трехкольчатых) и гетероциклических соединений с примесью фенолов. Для упрощения приведенных ниже расчетов газовая смесь и поглотитель рассчитываются как бинарные, состоящие из распределяемого компонента (бензольные углеводороды) и инертной части (носителей); физические свойства их приняты осредненными.
Для линеаризации уравнения рабочей линии абсорбции составы фаз выражают в относительных концентрациях распределяемого компонента, а нагрузки по фазам – в расходах инертного носителя. В приведенных ниже расчетах концентрации выражены в относительных массовых долях распределяемого компонента, а нагрузки – в массовых расходах носителей.
Материальный баланс
В бензольные скрубберы поступает из конечных газовых холодильников газ следующего состава:
| Состав
|
кг/ч
|
м³/ч
|
| сухой коксовый газ
|
33783,08
|
76370,4
|
| водяные пары
|
1804,16
|
2255,2
|
| бензольные углеводороды
|
2315,8
|
626,4
|
| сероводород
|
1136,96
|
748
|
| итого
|
39040
|
80000
|
Температура поступаемого газа 25ºС и давление 847 мм. рт. ст. принимаем потери бензольных углеводородов с выходящим газом, равным 1,167 г/м³ сухого газа, что составляет
 кг/ч кг/ч
тогда степень улавливания

или 96%
Количество поглощаемых бензольных углеводородов:
G=2315,8 – 92,632 =2223,168 кг/ч
Таким образом, из скрубберов выходит:
| Состав
|
кг/ч
|
м³/ч
|
| сухой коксовый газ
|
33783,08
|
76370,4
|
| водяные пары
|
1804,16
|
2255,2
|
| бензольные углеводороды
|
92,632
|
25,056
|
| сероводород
|
1136,96
|
748
|
| итого
|
36816,8
|
79398,656
|
Фактическое содержание бензольных углеводродов в поступающем газе:
 г/м3 г/м3
и выходящем газе:
 г/м3 г/м3
где 825-давление газа после бензольных скрубберов, мм рт ст
847-давление газа до бензольных скрубберов, мм рт ст
303-температура газа после скруббера, ºК
Максимальное содержание бензольных углеводородов в поступающем масле определяем по уравнению:

где a2-содержание бензольных углеводородов в выходящем газе
a2=1,91гр/м³
p2=825 мм рт ст
Mn-молекулярная масса поглотителя 170
Pω-упругость паров бензольных углеводородов над поступающим маслом, мм рт ст
Для определения упругости бензольных углеводородов над поступающим маслом принимаем следующий состав сырого бензола:
бензола 73%, ксилолов 5%, толуола 21%, сольвентов 1%
При t=30ºC упругость: бензол 118,4
толуол 39,5
ксилол 23,5
сольвент 5
Средняя молекулярная масса сырого бензола:

Молекулярная доля компонентов в сыром бензоле:



 
где 78,92,106,120-молекулярные массы компонентов.
Тогда упругость бензольных углеводородов при 30ºС: Рсб в поглотительном масле:

Действительное содержание С должно быть менее равновесным для создания движущей силы абсорбции вверху скруббера:

n - коэффициент сдвига равновесия, который можно принять равным 1,1-1,2
Максимальное содержание бензольных углеводородов в выходящем из скрубберов масле при условии равновесия внизу скруббера определяем по уравнению:

Для сдвига равновесия внизу абсорбера принимаем коэффициент сдвига равновесия n=1.5, тогда

Минимальное количество поглотителя:
L min =
Действительное количество поглотителя:
L =
Что составит на 1м³ сухого газа: 
Таким образом, в поступающем масле содержатся бензольных углеводородов:
99314·
и в выходящем:
99314·2,22/100=2205 кг/ч
Следовательно, поглощается маслом бензольных углеводородов:
2205-178=2027 кг/ч
материальный баланс скрубберов, кг/ч
| Компоненты
|
Приход
|
Расход
|
| коксовый газ
|
37506
|
35479
|
| поглотительное масло
|
99314
|
99314
|
| бензольные углеводороды
|
178
|
2205
|
| Итого
|
136998
|
136998
|
Определение поверхности абсорбции и размеров скрубберов
Для скрубберов принимаем деревянную хордовую насадку со следующей характеристикой:
толщина рейки…………… а = 0,01 м =10мм;
зазоры между ними……… в = 0,02 = 20мм
высота рейки……………… с = 120мм
Критическая скорость газа определяется уравнением:
U=2.32
Вязкость коксового газа при Т = 30ºС Z=0.0127 спз
Плотность газа на выходе:
p = 
dэ=2b=2·0,02=0,04м.
критическая скорость газа:
U=2.32 · 
Требуемое живое сечение насадки:
Sж = 
Где V-фактический объем газа на выходе из скруббера.
V=74452.4 · 
Отсюда:
Sж =
Общее сечение насадки скруббера:
S общ =
и диаметр скруббера:
Д=
Поверхность абсорбции определяется уравнением:
F=
Где G-количество поглощенных бензольных углеводородов, кг/ч;
∆pср - средняя движущая сила абсорбции.
К- коэффициент абсорбции, кг/(м²·ч·мм рт ст)
Движущая сила абсорбции вверху скруббера:

где  -парциальное давление бензольных углеводородов в выходящем газе. -парциальное давление бензольных углеводородов в выходящем газе.

 =0.0224 · =0.0224 ·  =0.418 мм.рт.ст. =0.418 мм.рт.ст.
 мм.рт.ст. мм.рт.ст.
Тогда
∆p2=0.418-0.363=0.055 мм.рт.ст.
Движущая сила абсорбции внизу скруббера:

где pг - парциальное давление бензольных углеводородов в поступающем газе.
 =0,0224· =0,0224·





мм.рт.ст.
средняя движущая сила абсорбции:

коэффициент абсорбции определяется:
K=
Где Кг-коэффициент массоотдачи при абсорбции через газовую пленку.
Плотность газа на входе

и плотность газа на выходе:

Средняя плотность газа:

и при фактических условиях:

тогда:
Uг =
Коэффициент диффузии бензольных углеводородов в коксовом газе Дr при нормальных условиях:
Дr=
Мr-молекулярная масса коксового газа
Мr=22,4·0,488=11, тогда
Дr=
Pср=825+ мм. рт. ст. T=300ºK мм. рт. ст. T=300ºK
Приводим коэффициент диффузии к фактическим условиям:


Число Нуссельта

Число Рейнольдса

Число Прандтля

таким образом

и коэффициент массоотдачи через газовую пленку


или


коэффициенты массоотдачи при абсорбции через жидкую пленку:

Число Рейнольдса для поглотителя
 орошения м³/(м·ч) орошения м³/(м·ч)
Uж-кинематическая вязкость поглотителя, м²/ч
qж=
где L-количество поглотителя, кг/ч pж- плотность поглотителя,  U- периметр сбегания поглотителя в одном круге насадки, м U- периметр сбегания поглотителя в одном круге насадки, м
Периметр сбегания жидкости в одном круге насадки: где L- длинна реек в одном круге


U-периметр сбегания жидкости в одном круге насадки

Вязкость поглотительного масла при t=30ºC равна 16,5 спз, что в пересчете на кинематическую вязкость составит:


или

тогда

Число Прандтля для поглотителя:

Коэффициент диффузии бензольных углеводородов в поглотительном масле при 30ºС равен Дж=0,14·10 м м
Тогда,



Отсюда коффициент массотдачи через жидкостную пленку:


Для пересчета на движущую силу абсорбции в мм.рт.ст. необходимо полученное значение  делить на константу равновесия Генри. делить на константу равновесия Генри.

Н-упругость Генри (мм. рт. ст ·м³)/кг


тогда константа Генри будет равна

над входящим газом


таким образом,

отсюда коэффициент массопередачи будет равен:

Необходимая поверхность абсорбции:

или на 1м³ сухого коксового газа

Поверхность круга насадки:

где U-периметр сбегания жидкости по насадке
C-высота рейки насадки 0,1м
Необходимое число кругов насадки.

Принимаем три скруббера по 240 кругов и в каждом скруббере по 24 круга. Считая расстояние между секциями 0,5м, высоту опорных реек 0,12 м и расстояние от верха насадки до крышки и от низа насадки до дна 5 м, получим общую высоту скруббера.

Механический расчет.
Подбор толщины обечайки
Расчет толщины обечаек проводят в соответствии с ГОСТ-14249-80.
Исполнительную толщину гладкой тонкостенной цилиндрической обечайки, рассчитывают по формуле:

где Д-диаметр скруббера,
p- давление внутри скруббера, МПа

φ-коэффициент прочности сварных швов, φ=1
с-исполнительная толщина стенки элементов, с=0,02мм
Принимаем диаметр из стандартного ряда p=0.160 МПа
Допускаемое напряжение в рабочем состоянии при расчетной температуре 20ºС δ=140 МПа

Расчет толщины днища
Толщину стенки днища определяют


где 


Принимаем днище эллиптическое отбортованное стальное по ГОСТ-6533-68
| Дв, мм
|
hв, мм
|
Fв, м²
|
емк. V·10
|
| 5000
|
500
|
4,5
|
1124
|
Расчет и подбор диаметров штуцеров

Принимаем диаметр штуцеров для входа и выхода коксового газа 1,500 м
Материал штуцеров сталь марок 08 и 10.
Где ω = 15 м/с принятая скорость коксового газа в трубопроводе.
Для входа и выхода поглотительного масла:


где- ρ плотность поглотительного масла 1060 кг/м³
ω - маловязкие жидкости 0,5-1,0м/с
Принимаем диаметр штуцеров для входа и выхода поглотительного масла Д = 0,200 м Подбор фланцевых соединений
Принимаем фланцы плоские стальные приварные Тип 1 по ГОСТ1255-54
| Присоединительные размеры, мм
|
Болты, шт
|
Тип фланца
|
| Рy, мн/м²
|
Дв, мм
|
Д, мм
|
Дб, мм
|
Д1,мм
|
Д
|
dσ
|
z
|
h,мм
|
| 1,500
|
1500
|
1640
|
1590
|
1560
|
1513
|
М20
|
32
|
25
|
| Присоединительные размеры, мм
|
Болты, шт
|
Тип фланца
|
| Py, мн/м²
|
Дy
|
Дн
|
Д
|
Дб
|
Д1
|
d
|
z
|
h,мм
|
| 0,2
|
200
|
219
|
290
|
255
|
232
|
М16
|
8
|
22
|
3. ЭКОЛОГИЧНОСТЬ И БЕЗОПАСНОСТЬ РАЗРАБОТКИ
3.1 Экологичность проекта
Наиболее существенными источниками загрязнения воздушного бассейна в цехе улавливания являются градирни конечного охлаждения коксового газа. Выделение газов из – за недостаточной герметичности оборудования, фланцевых соединений трубопроводов и газопроводов, случайные разливы жидких продуктов, выбросы газов из воздушек технологического оборудования выбросы из сборников продукции также загрязняют атмосферу.
Для обеспечения безопасной работы и защиты окружающей среды в цехе улавливания химических продуктов коксования необходимо выполнять следующие правила:
- соблюдать технологический режим, установленный настоящей инструкцией;
- соблюдать правила и требования, предъявляемые правилами безопасности в коксохимическом производстве;
- обслуживание оборудования цеха осуществлять согласно производственно – технических инструкций по безопасности труда, утвержденных главным инженером коксохимпроизводства;
- соблюдать требования инструкции по техники безопасности при ремонте оборудования, работающего под газом;
- все газоопасные и опасные работы должны выполняться в соответствии с «Правилами безопасности в газовом хозяйстве предприятий черной металлургии», «Временной инструкции о порядке оформления документации и обязанностях обслуживающего персонала при проведении газоопасных работ на предприятиях черной металлургии» и «Положением о применении нарядов – допусков при производстве работ в условиях повышенной опасности на предприятиях черной металлургии»;
- не допускать разлива продуктов и реагентов;
- все паропроводы, аппараты и материалопроводы, выделяющие тепло должны быть теплоизолированы;
- все работы, связанные с опасностью ожогов кислотой, щелочью, фенолятами, а также отравлением парами продуктов, должны проводиться в соответствующей спецодежде и с использованием защитных средств;
- аппараты и коммуникации должны проверятся на герметичность с проверкой на загазованность среды;
- во избежание разлива токсичных продуктов, прорыва газа в следствии неисправности оборудования и коммуникаций планово – предупредительные ремонты производить строго по установленному графику;
- при возникновении аварийного положения, связанного с выделением коксового газа, бензола через неплотности, прекращении подачи пара, воды, электроэнергии или по другим причинам действовать в соответствии с планом ликвидации аварии;
- строго следить за исправностью приборов автоматики и сигнализации обеспечить их надежную работу;
- перед пуском агрегаты необходимо тщательно проверить исправность аппарата, коммуникаций, контрольно – измерительных приборов, отсутствие посторонних лиц на пусковом объекте;
- при выполнении очагов загорания немедленно сообщить по извещателю или телефону в пожарную команду и приступить к тушению пожара средствами, находящимися в цехе. Необходимо поставить в известность диспетчера коксохимпроизводства.
Для охраны воздушного и водного бассейнов в районе бензольного отделения от вредных примесей предусмотрено:
- направление фенол содержащих вод на биохимическую очистку;
- организация оборотного водоснабжения. Режим работы оборотного цикла со сбросами излишка воды в ливневую канализацию считается аварийным. Обслуживающий персонал несет дисциплинарную ответственность за сброс излишков воды в ливневую канализацию. Запрещается сброс в ливневую канализацию любых ливневых стоков;
- хозяйственно – бытовые стоки собираются сетью фекальной канализации и перекачиваются в одноимменую сеть комбината. Запрещается сброс фекальных вод в другие системы канализации;
- аспирационные установки должны содержаться в исправном состоянии и обеспечивать очистку воздуха до санитарных норм;
- контроль окружающей среды осуществляется отбором проб воздуха в рабочей зоне по графику, утвержденному главным инженером комбината;
- во всех случаях нарушения существующих положений по охране окружающей среды необходимо сообщать в центральную санитарно – техническую лабораторию и делать запись в оперативном журнале.[36]
3.2 Безопасность проекта
Выбор территории цеха. Санитарно – защитная зона. В соответствии с требованиями санитарных норм СПиН РК 2.2.02.1.1.587-99 при проектировании технологических процессов, которые являются источниками выделения производственных вредных веществ в биосферу, предусматриваются установление санитарно-защитной зоны для предприятий, в состав которых входит проектируемое бензольное отделение
Размер санитарно-защитной зоны устанавливается на основании санитарной классификации производственных процессов в цехе и определение класса производства по ГОСТ 12.1.005-90.
Форма здания проектируемого бензольного отделения, его конструкции, этажность определяют технологическим процессом, пожара- взрывоопасностью, наличием вредных выбросов. С точки зрения освещения и вентиляции наиболее целесообразна прямоугольная форма здания. Отделение является взрывоопасным и относится к категории «А» противопожарных норм строительного проектирования промышленных предприятий.
К взрыва – пожароопасной категории «А» относятся производства, связанные с применением горючих газов, нижний предел воспламенения которых составляет 10% к объему воздуха; жидкостей с температурой вспышки паров до 28 С включительно. С включительно.
Пределы взрываемости коксового газа - 6-30%, класс проектируемого помещения – В-1А. К классу В-1А относятся помещения, в которых взрывоопасные смеси паров и газов могут образовываться при авариях и неисправностях. [34]
Общие требования к химическим цехам
На территории химических цехов в местах въезда должны быть установлены знаки безопасности, соответствующие ГОСТ 12.4.026 – 97.
Поврежденная теплоизоляция аппаратуры, паропроводов и технологических трубопроводов должна соответственно восстанавливаться.
Обслуживающий персонал систематически должен проверять герметичность работающего оборудования и трубопроводов.
За отключенными аппаратами, резервуарами, трубопроводами и газопроводами должен осуществляться надзор; при необходимости должна повторяться их пропарка либо продувка азотом, а также увлажнение внутренней поверхности. Если аппарат открыт, должно быть обеспеченно его проветривание.
Работа насоса при наличии течи через сальники запрещается.
Люки резервуаров и аппаратов должны быть герметически закрыты.
Емкости аппарата должны быть оборудованы площадками для обслуживания.
Аппараты и трубопроводы в необходимых случаях должны быть снабжены приспособлениями для отбора проб. Запрещается применять стальную посуду для отбора проб легковоспламеняющихся жидкостей.
Конструкция кранов водомерных стекол должна обеспечивать прочистку последних без разборки крана и без разлива продуктов.
Люки на аппаратах, емкостях, переточных ящиках, скрубберах должны быть снабжены крышками на мягких прокладках. Крышки должны закрываться быстро и герметически.
Присоединение пропарочных трубопроводов к газопроводам и газовым аппаратам должно производиться в соответствии с требованиями Правил безопасности в газовом хозяйстве заводов черной металлургии.
Допускать к управлению пусковой, запорной и регулирующей аппаратурой лиц, не обслуживающих непосредственно данный участок или рабочие место, запрещается.
Трубопроводы для подачи легковоспламеняющихся жидкостей в емкости должны быть опущены ниже уровня трубы для откачки жидкости из емкости. Трубопроводы для заполнения и опорожнения емкостей с легковоспламеняющимися жидкостями должны снабжаться специальными опорами и надежно закрепляться.
Транспортирование и перемешивание сырого бензола, продуктов ректификации, пиридиновых оснований и др. легковоспламеняющихся продуктов с помощью сжатого воздуха запрещается.
Воздушки емкостей, аппаратов, продуктовых фонарей должны быть выведены наружу на высоту не менее 4 м от конька кровли или фонаря и возможно дальше от воздухозабора приточной вентиляции с учетом преобладающего направления ветра.
При размещении аппаратов и оборудования вне помещения высота воздушек должна быть не менее 5м от уровня обслуживающей площадки.
Диаметр воздушки должен обеспечивать предотвращение деформации емкостей и аппаратуры при опорожнении.
В легковоспламеняющихся жидкостях, содержащихся в емкостях, не должно быть каких либо плавающих предметов.
Мыть полы легковоспламеняющимися жидкостями запрещается.
В химических цехах должны осуществляться специальные мероприятия по предотвращению поступления продуктов производства в канализацию со сточными водами. Все включения и отключения газовой аппаратуры могут производиться только с разрешения начальника цеха и обязательно в присутствии начальника смены.
В технологической инструкции цеха для каждого газового аппарата, группой аппаратов и участка газовой магистрали должны быть установлено нормальное и предельно допустимое сопротивление, при превышении которого они должны отключатся на ревизию, ремонт, чистку, пропарку или промывку. Все воздействующие газовые аппараты и участки газопроводов (за исключением участков газопроводов для пропуска газа на прямую) должны быть отключены заглушками независимо от наличия задвижек или находиться под давлением газа.
В каждом цехе все химические аппараты должны быть пронумерованы. Номера наносятся на видных местах несмываемой краской.
В химических цехах должна быть установлена степень заполнения каждой емкости в зависимости от хранящихся продуктов.
Хранилища и сборники, устанавливаемые вне помещений и покрытые изоляцией, должны иметь козырьки, предотвращающие попадание влаги за изоляцию. Также должна исключать возможность попадания за изоляцию жидкости из люков отжимных кранов и воронок. Для вновь строящихся и реконструируемых предприятий должны быть предусмотрены меры, исключающее попадание агрессивной жидкости под днище хранилища.
Переработка продуктов и применение реактивов с неизученными физико-химическими свойствами запрещается.[34]
3.3 Источники пожаро - и взрывоопасности
Успешному обеспечению безопасности жизнедеятельности способствует заблаговременное опознание, оценка производственных опасных ситуаций, т.е. возможности причинения ущерба людским, материальным, природным ресурсам в результате возникновения происшествий. Источниками таких опасностей являются электросиловое оборудование, средства хранения сжатых газов, токсичных и легко воспламеняющихся жидкостей, подвижное технологическое оборудование. Наиболее тяжкие последствия обычно связаны с воздействием электрического тока, потенциальной энергией взрывчатых веществ, сжатых газов, токсичными свойствами ядовитых веществ.
В соответствии с ОНГП 24-86 по взрывопожарной и пожарной опасности здания подразделяются на категории А,Б,В,Г,Д. Здание бензольного отделения цеха ХУ № 2 относится к категории А.
В соответствие со СНиП РК (2.02-05-2002) здания и сооружения подразделяются по степеням огнестойкости. Здание данного проекта имеет степень огнестойкости – 1.
Под устойчивостью работы цеха понимают его способность выпускать установленные виды продукции в условиях чрезвычайных ситуаций, а также приспособленность этого цеха к восстановлению в случае повреждения.
Таблица - Пределы взрываемости некоторых веществ
| Наименование вещества
|
Пределы взрываемости, %
|
| Нижний
|
Верхний
|
| Коксовый газ
|
6,0
|
30,0
|
| Бензол чистый
|
1,40
|
6,75
|
| Толуол чистый
|
1,27
|
7,75
|
| Ксилол
|
1,0
|
6,0
|
| Сероуглерод
|
1,0
|
50,0
|
| Сероводород
|
4,0
|
45,0
|
Токсическими свойствами обладают следующие компоненты коксового газа: окись углерода, сероводород, бензол и его гомологи. Санитарными нормами установлены предельнодопустимые концентрации ядовитых веществ в воздухе рабочих помещений (мг/м3
):
окись углерода 20,0
бензол 5,0
сероводород 10,0
При проектировании и строительстве зданий необходимо применить различные несгораемые материалы, материалы с огнестойкими покрытиями, устроить противопожарные разрывы и преграды, разработать способы и средства тушения пожаров. Проезды и подъезды к зданиям и пожарным гидрантам, подходы к пожарному инвентарю должны быть свободными. Пролитые на пол горючие жидкости следует немедленно убирать.
Производственные и бытовые помещения должны быть обеспечены средствами пожаротушения и связи (пожарная сигнализация, телефоны) для вызова пожарной части. Пожарные краны внутреннего противопожарного водопровода во всех помещениях должны быть оборудованы рукавами и стволами, заключенными в шкафы. На дверце шкафа пожарного крана должны быть указаны порядковый номер пожарного крана и номер телефона пожарной части.
Меры защиты от взрывов и пожаров
- ограничение количества горючих веществ в производственном помещении, изоляция (герметизация) горючей среды;
- устранение источников зажигания;
- устройство противопожарных преград противодымовой защиты;
- организация противопожарного режима, пожарной охраны и сигнализации.
Для предотвращения опасности поражения молнией необходима молниезащита - комплекс защитных устройств, предназначенных для обеспечения безопасности людей, сохранности зданий, сооружений, оборудования от возможных взрывов, загораний, разрушений. По мероприятиям молниезащиты промышленные здания и сооружения классифицируют на три категории в соответствие со СНиП 305-69, отделение относится к первой категории, т.е молниезащита обязательна.
Для защиты зданий и сооружений от прямых ударов молнии применяют молниеотводы - устройства, воспринимающие молнию и отводящие ее ток в землю. Защитное действие молниеотвода основано на том, что молния поражает наиболее высокие и хорошо заземленные металлические сооружения. Защита от электростатической индукции достигается путем присоединения металлических корпусов к защитному заземлению электрооборудования или к специальному заземлителю с сопротивлением растеканию тока не более 10Ом, использование металлической стальной проволочной сетки с токоотводами. Для защиты от электромагнитной индукции между трубопроводами на расстоянии 10см и меньше через каждые 20м длины приваривают металлические перемычки, чтобы не было незамкнутых контуров. В соединениях металлических предметов должен быть контакт с величиной электрического сопротивления не более 0,03 Ом на каждый контакт. [34]
ЗАКЛЮЧЕНИЕ
Для улавливания бензольных углеводородов необходимо интенсифицировать оборудование и повысить эффективность улавливания.
Анализ способов улавливания бензольных углеводородов из коксового газа показал, что наиболее целесообразным оказался метод абсорбции бензольных углеводородов поглотительным маслом при атмосферном давлении.
Расчет основного оборудования показал, что при увеличении производительности на 50%, количество бензольных скрубберов увеличится с трех на четыре, при этом наиболее оптимальной насадкой остается деревянная хордовая.
Рассмотрены опасные и вредные факторы бензольного отделения, рассмотрены разделы, касающиеся безопасности производства и экологичности проекта.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. Лазорин С.Н., Стеценко Е.Я., «Производство сырого бензола», Техника, 1992
2. Касаткин Г.А. «Основные процессы и аппараты химической технологии», Москва, Химия 1973г.
3. Плановский А.Н. «Процессы и аппараты химической технологии». Издание пятое, стереотипное. Москва, «Химия», 1968
4. Дытнерский Ю.И. «Основные процессы и аппараты химической технологии» Пособие по проектированию, Москва, «Химия», 1991
5. Иоффе И.Л. Проектирование процессов и аппаратов химической технологии» Учебник для техникумов, Ленинград, «Химия», 1991
6. Краткий справочник по химии. Издание четвертое, переработанное. Под редакцией Куриленко О.Д. киев, 1974
7. Белов К.А. Лазорин С.Н., «Интенсификация работы бензольных отделений на коксохимических заводах», Харьков, 1988
8. Основы конструирования и расчеты химической аппаратуры. Под редакцией Лащинского А.А. и Толчинского А.Р. Москва,1963г.
9. Лейбович Р.Е., Яколева Е.И., Филатова А.Б., «Технология коксохимического производства». М., «Металлургия» 1982
10. Технологическая инструкция «Улавливание химических продуктов коксования» г. Темиртау, 1991
11. Волков Е.Л. «Очистка коксового газа на стадии конечного охлаждения» Кокс и химия – 1992 - №2.
12. Гебенюк А.Ф., Папаянина Е.С., Котова Т.Н., Котов Д.В. «Углехимический журнал», 2006 - №3 – 4
13. Духан В.Н.«Мастер коксового производтва». М.,«Металлургия» 1979
14. Дмитриев М.М., Обуховский Я.М., «Краткий справочник коксохимика». Металлургиздат, 1960
15. Установка для конечного охлаждения коксового газа /Реф. В.В. Антипова. Экспресс – информация. Серия «Коксохимическое производство». Выпуск 10 – М.: Черметинформация, 1982
16. Кузнецов М.Д., Узнецов Е.Р. В сб. «Металлургия и коксохимия» выпуск изд – во Киев, 1970
17. Литвиненко М.С. химические продукты коксования. Киев, 1974
18. Назаров В.Г., Зубицкий Б.Д. Перспективные технологии обрботки коксового газа. Кокс и химия 2008 - №2
19. Справочник химика, т. V. Изд – во «Химия», 1975
20. Шелкова А.К. Справочник коксохимика. Том 3. Издательство «Металлургия», Москва, 1988
21. Макаров Г.В., Стрельчук Н.А., Кушелев
22. Павлов К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии. Ленинград, химия 1987
23. Колонные аппараты: каталог. Москва. ЦИНТИхимнефтимаш, 1987
24. Клинов И.Я. Коррозия химической аппаратуры и коррозионно – стойкие материалы. Москва. Химия 1990
25. Генкин А.Э. Оборудование химических заводов. Москва. Химия 1978г.
26. Лащинский А.А., Толчинский А.Р. Основы конструирования и расчета химической аппаратуры. Ленинград 1962г.
27. Краткая химическая энциклопедия. Москва. 1961г.
28. Александров И.А. Ректификационные и абсорбционные аппараты. М.: Химия, 1978г.
29. Коробчанский И.Е., Кузнецов М.Д. Расчет аппаратуры для улавливания химических продуктов коксования. М.: Металлургия, 1972г.
30. Арбузов В.А. Расчет абсорбционных процессов (методические указания. Алма-Ата, 1991г.
31. Журнал «Кокс и химия» № 4, 2001г.
32. Журнал «Кокс и химия» № 1, 2003г.
33. Журнал «Кокс и химия» № 2, 2004г.
34. Журнал «Кокс и химия» № 9, 2005г.
35. Журнал «Кокс и химия» № 2, 2006г.
36. А.А. Равдель, А.М. Пономарева. Краткий справочник физико – химических величин. Санкт – Петербург 2003г.
37. В.Б. Коган, В.М. Фридман, В.В. Кафоров. Равновесие в системе жидкость пар. Москва 1966г.
38. Макаров Г.В., Стрельчук Н.А., Кушелев В.П., «Охрана труда в химической промышленности», М., «Химия», 1977
39. Регламент «Улавливание химических продуктов коксования», Темиртау 1999
40. Куприянова О.К., «Правила безопасности в коксохимическом производстве», М., Металлургия, 2005
41. Машек В.О., О качестве каменноугольного поглотительного масла «Кокс и химия», 2003 №3
42. Рохуляш М.А., Улавливание бензольных углеводородов в насадочных абсорберах. «Кокс и химия» 1999 №7.
43. Рамм В.М. Абсорбция газов. М.: Химия, 1976г.
44. Коробчанский И.Е., Кузнецов М.Д. Расчет аппаратуры для улавливания химических продуктов коксования. М.: Металлургия, 1972г.
|