| ЗМІСТ
ЗАГАЛЬНІ МЕТОДИЧНІ ВКАЗІВКИ
ВИМОГИ ДО ВИКОНАННЯ І ОФОРМЛЕННЯ ЛАБОРАТОРНИХ РОБІТ
Лабораторна робота № 1 Вивчення системи одиничних показників якості промислової продукції
Лабораторна робота № 2 Дослідження показників якості продукції
ЛАБОРАТОРНА РОБОТА № 3 Вивчення порядку роботи з нормативними документами (база, вибір за їх назвою, тематикою, типи)
ЛАБОРАТОРНА РОБОТА № 4 Складання технічних умов на продукцію, процес, послугу
ЛАБОРАТОРНа РОБОТА № 5 Вивчення порядку сертифікації продукції, вибір і опис схеми сертифікації
ЛАБОРАТОРНА РОБОТА № 6 Розроблення основоположних документів системи управління якістю
ЛАБОРАТОРНА РОБОТА № 7 Вивчення порядку сертифікації системи управління якістю на виробництві
ЛАБОРАТОРНА РОБОТА № 8 Акустичний контроль якості виробів і конструкцій
ЛАБОРАТОРНА РОБОТА № 9 Електричний контроль якості виробів і конструкцій
ЛАБОРАТОРНА РОБОТА № 10 Магнітний контроль якості виробів і конструкцій
лабораторна робота № 11Радіаційний контроль якості
ПЕРЕЛІК ВИКОРИСТАНИХ І РЕКОМЕНДОВАНИХ ДЖЕРЕЛ
ЗАГАЛЬНІ МЕТОДИЧНІ ВКАЗІВКИ
Питання забезпечення якості продукції в умовах розвитку міжнародної торгівлі і споріднених їй видів діяльності є домінуючою економічною проблемою для всіх країн світу. Успіх організації чи підприємства на зовнішньому або внутрішньому ринку цілком залежить від якості їх продукції, робіт чи послуг. Без докорінного поліпшення якості продукції не може бути ефективно вирішена жодна значна наукова, виробнича чи соціальна проблема.
Підвищення якості продукції – задача довгострокова і безперервна. Економічні перетворення, що відбуваються в Україні, необхідність інтеграції її промисловості у світову систему, торгівельні інтереси, вимоги екології і безпеки вимагають принципово нового відношення до якості. З розвитком науково-технічного прогресу проблема якості не спрощується, навпаки, вирішувати її традиційними методами контролю якості готової продукції неможливо. Тому, як основний засіб створення конкурентоспроможної продукції розглядаються саме системи менеджменту якості.
Все вищезазначене викликає гостру потребу в кваліфікованих спеціалістах в сфері управління якістю. Якими б досконалими не були виробництво, технологія чи система управління, за всім цим стоїть людина з її бажанням чи небажанням, умінням чи невмінням працювати якісно.
У промислово розвинених країнах світу навчанню методам управління якістю приділяється значна увага. Широко розвинене навчання у вищих учбових закладах, існують інститути з підвищення кваліфікації спеціалістів, аспірантури для підготовки спеціалістів вищої кваліфікації. Крім того зацікавленість у підвищенні кваліфікації персоналу виявляють самі фірми і організації, з цією метою витрачаються значні кошти. На фірмах розробляються самостійні програми з навчання, які поєднують теоретичні і практичні аспекти якості. На багатьох мовах видається література з питань якості і систем управління якістю, в якій висвітлюються усі новітні досягнення і зміни в цій сфері. Створюються умови, за яких мати високу кваліфікацію і постійно її підвищувати вважається дуже престижно.
Метою стандартизації є створення оптимальних умов життєдіяльності людини. Саме тому таким важливим у цьому плані є взаєморозуміння й співпраця всіх зацікавлених сторін - розробників стандартів, їх прямих і непрямих користувачів і суспільства загалом.
Основні цілі стандартизації були сформовані Міжнародною організацією зі стандартизації (ISO) і були спрямовані на вирішення проблем за чотирма напрямками:
1) максимальна економія ресурсів на всіх етапах життєвого циклу продукції і в процесі товарообміну;
2) захист інтересів споживача через стабільне забезпечення заданого рівня якості на всіх етапах життєвого циклу продукції і послуг;
3) безпека праці, охорона здоров’я населення і захист довкілля;
4) спілкування і порозуміння між зацікавленими сторонами.
Важливим елементом у системах управління якістю випробів і конструкцій є стандартизація – нормотворча діяльність, яка находить найбільш раціональні норми, а потім закріплює їх у нормативних документах типу стандартів, інструкцій, методик і вимог до розроблення продукції, тобто це комплекс засобів, які встановлюють відповідність стандартам.
Курс “Основи метрології, стандартизації і контролю якості” призначений для підготовки спеціалістів насамперед, в сфері якості і систем управління якістю. Передбачається, що менеджер з якості – це професіонал широкого профілю, який володіє основами стандартизації, сертифікації і випробувань продукції, основами управління і маркетингу, запасом економічних знань і питаннями бухгалтерського обліку. Крім того він повинен володіти методами математичної статистики, принципами сучасного управління якістю, знати законодавчу і нормативну базу якості.
Тривалість лабораторних занять, згідно робочого плану 30 аудиторних годин, наведено в таблиці 1.
Таблиця 1 – Тривалість лабораторних робіт
| Номер лабораторної роботи
|
Кількість годин
|
| Лабораторна робота № 1
Лабораторна робота № 2
Лабораторна робота № 3
Лабораторна робота № 4
Лабораторна робота № 5
Лабораторна робота № 6
Лабораторна робота № 7
Лабораторна робота № 8
Лабораторна робота № 9
Лабораторна робота № 10
Лабораторна робота № 11
|
2
4
2
4
4
2
4
2
2
2
2
|
Для студентів напряму підготовки «Нафтогазова справа» з Частини 1- лабораторні роботи № 1 по № 6, а з Частини 2 – лабораторні роботи № 1, № 2, № 4, № 5, № 6, № 8, № 9,
№ 11. Загальна кількість – 36 год.
А для студентів напряму підготовки «Зварювання» з Частини 1 – лабораторні роботи № 4 по № 8, а з Частини 2 - лабораторні роботи № 4 і № 6. Загальна кількість - 18 год.
ВИМОГИ ДО ВИКОНАННЯ І ОФОРМЛЕННЯ ЛАБОРАТОРНИХ РОБІТ
На першому занятті викладач повідомляє студентам план виконання лабораторних робіт, кількість балів за лабораторні роботи, строки їх виконання і захист, рекомендує їм необхідну літературу, знайомить з прийнятою методикою проведення робіт, а також з дією різних технічних засобів.
Окрім того, на першому занятті особисто викладачем проводиться інструктаж з техніки безпеки. Після проведення інструктажу студенти обов'язково підтверджують підписами знайомство з правилами техніки безпеки і зобов'язання не порушувати встановлені правила у спеціальному журналі.
Перед виконанням кожної лабораторної роботи викладач опитує студентів, із змістом самої роботи, так із методикою її виконання. Непідготовлені студенти не допускаються до виконання лабораторної роботи, а вивчають в аудиторії не засвоєний ними матеріал з рекомендованої літератури. Окрім того, до виконання лабораторної не допускаються студенти, які не мають належним чином оформленого протоколу перед виконанням роботи.
Після дозволу на виконання лабораторної роботи студент виконує її згідно з планом проведення. Якщо в процесі роботи обладнання працює неправильно, він зобов'язаний знайти причину і усунути її, дотримуючись правил техніки безпеки. Після виконання лабораторної роботи експериментальні дані, отримані під час виконання роботи, підписуються викладачем.
Захист протоколів лабораторних робіт проводиться на лабораторних заняттях, консультаціях, під час самостійної роботи студентів, під контролем викладача.
Протоколи усіх робіт зберігаються у студента до виконання останньої роботи, після чого доповнюються загальною анотацією, змістом і резюме. Протоколи робіт можуть використовуватись студентом під час підготовки до заліку, після чого вони здаються викладачеві.
Протоколи лабораторних робіт оформляються в зошиті і повинні включати в себе титульний лист, мету роботи, короткі теоретичні відомості, хід роботи, результати експериментальних досліджень, необхідні розрахунки і графіки, висновки з роботи. Бажаним є використання обчислювальної техніки для опрацювання результатів експериментальних досліджень.
Лабораторна робота № 1
1 Вивчення системи одиничних показників якості промислової продукції
Мета заняття: вивчення номенклатури показників якості промислової продукції. Набуття навичок класифікації і визначення одиничних показників якості продукції.
Прилади і обладнання: нормативні документи на прилади і обладнання, персональний комп’ютер.
Тривалість: 2 год.
Основні теоретичні положення
Якість продукції - сукупність властивостей і характеристик продукції або послуги, які надають їм здатність задовольняти обумовлені або передбачувані потреби (ІСО 8402-86 Якість. Словник).
Кожен показник якості, як кількісна характеристика однієї із властивостей об'єкта, який повинен відображати здатність цього об'єкта задовольняти суспільні потреби в конкретних умовах. Таким чином, під час формування (введення) будь-якого показника якості необхідно враховувати наступні компоненти якості:
- суспільна потреба;
- конкретні умови;
- об'єкт;
- ступінь задоволення потреби.
Показник якості повинен давати відповідь на питання: якою мірою даний об'єкт (явище) має властивість (здатність) задовольняти суспільну потребу (інтерес, цінність)?
Номенклатура показників якості
Для того щоб оцінити рівень якості, необхідно використовувати відповідну номенклатуру показників. Показники якості поділяються на такі групи:
1) Показники призначення характеризують властивості продукції (послуг), що визначають основні функції, для виконання яких вона призначена, і що обумовлюють область її застосування.
Група поділена на чотири підгрупи:
- класифікаційні показники;
- показники функціональні і технічної ефективності;
- конструктивні показники;
- показники складу і структури.
2) Показники надійності характеризують властивості безвідмовності, довговічності, ремонтопридатності і зберігання.
Група поділена на чотири підгрупи:
- показники безвідмовності;
- показники довговічності;
- показники ремонтопридатності;
- показники зберігання.
3) Показники технологічності характеризують сукупність властивостей конструкції продукції, що визначає її пристосованість до досягнення оптимальних витрат під час виробництва, експлуатації і ремонту для заданих показників якості продукції, обсягу її випуску і умов виконання робіт.
4) Показники уніфікації характеризує ступінь використання в продукції стандартизованих виробів і рівень уніфікації складових частин виробів.
5) Патентно-правові показники характеризують патентний захист і патентну чистоту продукції, вони важливі для визначення її конкурентоспроможності.
6) Ергономічні показники характеризують систему «людина - виріб» (або «Людина - машина») з позицій людини, як би дають їй «людський вимір», і враховують комплекс гігієнічних, антропометричних, фізіологічних і психологічних властивостей людини, що проявляються у виробничих і побутових процесах.
Група поділяється на наступні підгрупи:
- антропометричні;
- гігієнічні;
- фізіологічні та психофізичні;
- психологічні.
Гігієнічні показники визначають відповідність виробу гігієнічним умовам життєдіяльності і працездатність людини. Сюди відносять показники рівнів: освітленості, температури, вологості, тиску і т. д.
7) Естетичні показники характеризують інформаційну виразність, раціональність форми, цілісність композиції, досконалість виробничого виконання.
Ця група включає наступні підгрупи показників:
- інформаційної виразності;
- раціональної форми;
- цілісності композиції;
- досконалості виробничого виконання і стабільність товарного ряду.
Показники інформаційної виразності визначають здатність виробу виражати своєю формою естетичне уявлення і культурні норми, що склалися в суспільстві. У цю підгрупу входять показники: знаковості, оригінальності; стильової відповідності; відповідності моді.
Показники цілісності композиції визначають єдність частин і цілого, ефективність використання професійно-художніх засобів, для створення повноцінного композиційного рішення, обмежений взаємозв'язок елементів форми виробу і його узгодженість з ансамблем інших виробів.
8) Показники транспортабельності - характеризують властивості продукції, до переміщенням в просторі, що не супроводжується її використанням або споживанням. До показників транспортабельності відносяться:
- середня трудомісткість підготовки одиниці продукції до транспортування;
- середня вартість пакування продукції;
- середня вартість перевезення одиниці продукції на один кілометр шляху;
- середня тривалість розвантаження продукції тощо.
9) Екологічні показники характеризують рівень шкідливих впливів на навколишнє середовище, що виникають під час споживання продукції або її експлуатації.
10) Показники безпеки характеризують властивості продукції, що обумовлюють безпеку людини під час споживання чи використання продукції. До цієї групи відносять:
- ймовірність безпечної роботи людини протягом певного часу;
- час спрацювання захисних пристроїв опору ізоляції струмовідних частин.
11) Економічні показники характеризують витрати на розроблення, виготовлення, експлуатацію або споживання продукції.
Характеристики показників якості
Основними характеристиками показників якості є кількісна і якісна характеристика. Показники якості мають розмірність або можуть бути безрозмірними. Кількісною характеристикою показника якості є їх розмір, який потрібно відрізняти від значення - вираження розміру в певних одиницях. Якісною характеристикою показника якості є розмірність. Якщо показник якості є безрозмірним, то кількісною характеристикою є бал. Значення показників якості можуть бути, як абсолютними, так і відносними. Абсолютні значення мають розмірність, а відносні - безрозмірні.
Показники якості поділяються на одиничні і комплексні. Одиничні показники відносяться до однієї з властивостей продукції, що визначають якість, а комплексні - відразу до декількох.
Порядок виконання роботи
1) Вибрати об’єкт експертизи із заданого переліку (табл. 1.1).
2) Сформувати одиничні показники якості.
3) Визначити міри показників якості (в одиницях фізичних величин або у безрозмірних одиницях, балах)
4) Результати оформити у вигляді табл.1.2 і зробити висновки.
Таблиця 1. 1 – Типові об’єкти експертизи
| Об’єкти експертизи
|
| Бензин автомобільний
Дизельне паливо
Нафта сира
Годинник наручний
Вольтметр
Магнітофон
Папір ксеросний
Телевізор
Радіоприймач
|
Насос
Тостер
Холодильник
Велосипед
Миючий засіб
Бурильна труба
Комп’ютер
Двигун
Принтер
|
Сканер
Телефон
Кондиціонер
Фен
Стіл
Крісло
Манометр
Диск
Калькулятор
|
Таблиця 1. 2- Оформлення результатів
| Номер
показника
|
Одиничні показники
якості
|
Міри
|
| |
|
|
Запитання до самоконтролю
1.1) Які існують основні ряди показників якості продукції?
1.2) Чому показники призначення продукції важливіші, ніж економічні показники?
1.3) Яким чином встановлюються безрозмірні показники якості продукції?
Лабораторна робота № 2
2 Дослідження показників якості продукції
Мета заняття: ознайомлення з теоретичним прогнозуванням результатів контролю якості. Набуття навичок з чисельних задач розрахунку показників якості продукції
Прилади і обладнання: нормативні документи на прилади і обладнання, персональний комп’ютер.
Тривалість: 4 год.
Основні теоретичні відомості
Відповідно до ГОСТ 15467 якість продукції – сукупність характеристик продукції, що зумовлюють її придатність задовольняти встановлені і передбачені потреби. Будь-яка міра якості повинна допомогти нам дати відповіді на наступні запитання:1) Чи відповідають параметри виробу вимогам споживачів?2) Чи відповідає виріб усім нормативним і юридичним документам?3) Чи переважає виріб товари-конкуренти?Метою цієї роботи є оцінка рівня якості продукції. У нашому випадку будемо оцінювати рівень якості холодильних агрегатів різних моделей. Рівень якості продукції – це будь-яка кількісна оцінка, отримана шляхом порівняння спостережуваних значень із заданими.Опис об’єкту дослідження і технологічних особливостейВідповідно з метою роботи слід виконати оцінювання якості наступних моделей холодильних агрегатів: A, B, C, D, E. Їх технічні характеристики (одиничні показники якості) наведені в табл. 2.1 Всі розглянуті моделі холодильних агрегатів призначені для зберігання продуктів в охолодженому і замороженому стані, приготування харчового льоду і охолодження напоїв у побуті. Конструкція холодильних агрегатів постійно вдосконалюється, тому аналізовані моделі мають відмінності в технічних характеристиках, дизайні і зручності використання. Таблиця № 2. 1 - Одиничні показники якості
| Модель холодильного
агрегату
|
Висота,
мм
|
Ширина,
мм
|
Довжина,
мм
|
Вага,
кг
|
Кількість льоду
за
1 год.,
кг
|
По
тужність,
Вт
|
Витрата електроенергії за 1добу, кВт/добу
|
Потужність
заморожування, кг/добу
|
| А
|
1280
|
590
|
620
|
100
|
0,04
|
160
|
1,2
|
4
|
| В
|
1230
|
590
|
610
|
69
|
0,05
|
150
|
1,4
|
5,2
|
| С
|
1450
|
580
|
600
|
67
|
0,05
|
135
|
1,5
|
4,5
|
| D
|
1455
|
570
|
600
|
73
|
0,05
|
140
|
1,48
|
4,5
|
| E
|
1050
|
580
|
600
|
70
|
0,06
|
160
|
1,6
|
5
|
Наприклад, холодильний агрегат моделі D у порівнянні з іншими моделями має ряд елементів комфортності:
- можливість перенавішування дверей на протилежне відкривання;
- можливість перестановки полиць і бар'єрів по висоті з інтервалом 50мм;
- обмеження кута відкривання дверей холодильної камери;
- наявність автоматичного танення випарника холодильної камери і видаленні талої води за межі холодильника з подальшим випаровуванням.
До всіх моделей холодильних агрегатів встановлюються однакові вимоги з техніки безпеки, виробники подають відповідні рекомендації відповідно до догляду за холодильним агрегатом, а також правила його зберігання.
Оцінка рівня якості продукції
Оцінювання рівня якості продукції, зокрема холодильних агрегатів, будемо здійснювати методами, прийнятими в кваліметрії.
Кваліметрія - наукова дисципліна, що вивчає методологію і проблеми комплексного кількісного оцінювання якості об'єктів будь-якої природи. Кваліметрія поділяється на теоретичну і прикладну. У даній роботі будемо спиратися на прикладну кваліметрію, що розробляє методи кількісної оцінки якості для конкретних видів об'єктів. Під час оцінювання рівня якості однорідної продукції використовуються два кваліметричних методи: диференційний і комплексний. Диференційним називається метод, заснований на порівнянні одиничних показників якості розглянутого зразка продукції з такими ж показниками якості базового зразка. Базове значення показника якості продукції - це значення показника якості продукції, прийняте за основу під час порівняльної оцінки її якості. Вибір базового зразка здійснюється залежно від мети оцінки рівня якості розглянутих зразків. У разі, коли метою оцінки є прийняття рішення за результатами випробувань відповідно до нормативно-технічного документу, згідно з яким оцінювана продукція виробляється тоді, як базові показники використовуються показники даного стандарту. Якщо необхідно оцінити якість з точки зору споживача, то базовим є найбільш конкурентоспроможний зразок з розглянутих.
Використовуються два методи порівняння показників якості продукції:
1) За кваліметричною шкалою інтервалів, коли з i-го значення показника, що розглядається продукції рi
віднімається i-те значення показника якості базового зразка рiб
.
2) За кваліметричною шкалою відносин, в цьому випадку визначають показники якості:
К0
К0
= рi
/ рi баз
, (2.1)
К0
= рi баз
/ рi
, (2.2)
де рi
- значення i-го показника якості оцінюваної продукції;
рi баз
- значення i-го базового показника;
i - кількість показників якості продукції.
Вибирають ту формулу, під час якої збільшення відносного показника відповідає підвищенню якості продукції. Відносні значення показників якості не повинні відрізнятися від одиниці в обидві сторони більш, ніж на 20 % (0,8 <Ki
<1,2), оскільки в цих межах вплив зміни дійсного значення показника рi
на величину відносної зміни показника Кi
буде приблизно однаковим під час використання формули (2.1) або (2.2). Далі точки наносять в системі координат: за віссю абсцис - значення показника рi
, за віссю ординат - оцінки показника Кi
; визначають тенденцію зміни залежності в інтервалі між головними точками і будують графік. Під час використання обчислювальних машин криві необхідно апроксимувати адекватними аналітичними функціями. В даній роботі оцінювання рівня якості холодильників диференційним методом проведемо за допомогою кваліметричної шкали відношень. Як базову модель оберемо холодильний агрегат моделі Е. Викорис-товуючи формули (2.1) і (2.2), визначимо значення відносних показників якості чотирьох моделей холодильників, що залишились (табл. 2.2).
Таблиця 2. 2 - Відносні значення показників якості
| Модель холодильного
агрегату
|
Висота,
мм
|
Шири
на,
мм
|
Довжина,
мм
|
Вага,
кг
|
Кількість льоду
за
1год.,
кг
|
По
тужність,
Вт
|
Витрата електроенергії за 1добу, кВт/добу
|
Потужність
заморожування, кг/добу
|
| А
|
1,15
|
0,96
|
0,97
|
0,8
|
1,5
|
1
|
0,8
|
1,25
|
| В
|
1,1
|
0,96
|
0,98
|
0,98
|
1,2
|
0,93
|
0,87
|
1,2
|
| С
|
1,25
|
1
|
1
|
0,96
|
1,2
|
0,84
|
0,97
|
1,1
|
| D
|
1,3
|
0,98
|
1
|
0,95
|
1,2
|
0,87
|
0,93
|
1,1
|
За допомогою отриманих відносних значень показників якості можемо побудувати графік, за допомогою якого оцінимо, яка з представлених моделей холодильних агрегатів є найкращою за порівняннями показників якості. Висновок: з графіків і таблиці видно, що частина значень відносних показників якості більше одиниці, а частина - менше, тому не можна однозначно оцінити рівень якості продукції тобто не можна визначити кращу модель. Отже, диференціальний метод оцінювання не підходить. Комплексний метод оцінки рівня якості продукції здійснюється з використанням комплексних (узагальнених) показників якості. Слід звернути увагу, що комплексна оцінка не дає уявлення про окремі властивості продукції; комплексні показники можна отримувати за різного поєднання одиничних показників. Тому комплексні показники повинні доповнювати, а не заміняти окремі показники якості. Комплексний показник характеризує сукупність взаємопов'язаних властивостей (складна властивість) з усієї безлічі властивостей, що утворюють якість продукції і виражається одним числом, що дозволяє на практиці порівнювати велику кількість показників якість продукції з такою ж кількістю базових показників. Він відображає таку сукупність властивостей продукції, за якою прийнято рішення оцінювати якість продукції. Комплексні показники визначають для усіченого і ієрархічного «дерев» властивостей якості. З точки зору оцінювання якості, якість представляють у вигляді ієрархічної структури «дерев властивостей». На самому низькому (нульовому) рівні «ієрархічного дерева властивостей» знаходиться якість, як узагальнена комплексна властивість продукції, на самому верхньому - прості одиничні властивості. Побудову «ієрархічного дерева якості» починають зі складання переліку одиничних показників якості (одиничних властивостей), які можуть виявитися істотними для розв'язуваної задачі оцінювання якості. У «дерево властивостей» не слід включати показники, що знаходяться в функціональній залежності з іншими показниками «дерева». Вибір одиничних показників якості обґрунтовують. Після складання списку показників, їх об'єднують у групи за характерними властивостями: призначення, технологічності, безпеки і інші. Розрахунок комплексного показника якості передбачає визначення коефіцієнтів вагомості. Комплексними показниками якості є головні, інтегральні і середньозважені. Коли це можливо, для оцінки використовується головний показник, який найбільш повно відображає основне призначення продукції.
Експертний метод ранжування
Коефіцієнти вагомості показників якості, що потрібні для визначення комплексних показників якості, визначаються експертними методом ранжування.
Експертні методи застосовуються під час вирішення наступних завдань:формулювання і уточнення мети оцінки якості продукції; розроблення класифікації продукції і споживачів; побудова ієрархічної структурної схеми показників якості;визначення коефіцієнтів вагомості показників; визначення базових значень показників і інші. Застосування експертного методу передбачає дотримання наступних умов:
- експертна оцінка проводиться у разі неможливості використання більш об'єктивних методів для вирішення питання;
- думки експертів повинні бути незалежними;
- формулювання питань, поставлених перед експертами, повинна виключати можливість різного тлумачення;
- експерти повинні бути компетентні в розв’язуваних питаннях;
- кількість експертів повинна бути оптимальною;
- відповіді експертів повинні бути однозначними і забезпечувати можливість їх математичної обробки. До недоліків експертного методу слід віднести властивий йому суб'єктивізм, а також явище конформізму - вплив переважаючого у групі судження на думку експерта. Сутність експертного методу ранжування. Ранжування припускає розстановку об'єктів вимірювань або показників якості в порядку їх уподобання або важливості. Для цього експертам пропонують проранжувати параметри в порядку зростання важливості, тобто мінімальний ранг аij
= 1 отримує найменш важливий показник, наступний, найменш важливий з решти, отримує ранг аij
= 2 і так далі. Найбільш важливому показнику присвоюється ранг N. Часто в процесі експертного опитування виникає ситуація, коли експерт не може провести чіткого розмежування між двома або кількома членами ряду. У такому випадку вводяться «зв'язані ранги». Ступінь узгодженості експертів (коефіцієнт конкордації W) визначається за результатами ранжирування.
Проведемо експертне опитування ранжування одиничних показників якості холодильних агегатів за допомогою експертної групи, що складається з п'яти чоловік. Таким чином, визначивши вагомості показників якості холодильних агрегатів.
Коефіцієнт вагомості qi
визначають за формулою: qi
= аі
/ Σ ai
, (2.3) де аі
- сума балів, присвоєних усіма експертами за i-тим показником якості; Σ ai
- сума балів, присвоєних усіма експертами за всіма показниками.Ступінь узгодженості думок експертів характеризується коефіцієнтом конкордації W. Істотність значення W встановлюють за допомогою критерію χ2
w
(розподіл Пірсона). Коефіцієнт конкордації W обчислюється за формулою:  (2.4) де S - сума квадратів відхилень суми рангів кожного об'єкта експертизи від середньоарифметичного значення рангів; n - число експертів; m - число показників якості. (2.4) де S - сума квадратів відхилень суми рангів кожного об'єкта експертизи від середньоарифметичного значення рангів; n - число експертів; m - число показників якості.
Таблиця 2. 3 - Результати експертного опитування
| Холодильні
агрегати
|
Показники
якості
|
Номер експерта
|
Сума балів
|
qi
|
| 1
|
2
|
3
|
4
|
5
|
| 1
|
Висота
|
3
|
3
|
1
|
2
|
5
|
14
|
0,08
|
| 2
|
Ширина
|
2
|
2
|
4
|
3
|
7
|
18
|
0,1
|
| 3
|
Довжина
|
1
|
1
|
5
|
4
|
4
|
15
|
0,083
|
| 4
|
Вага
|
4
|
5
|
2
|
1
|
1
|
13
|
0,072
|
| 5
|
Отримання льоду за 1 год.
|
5
|
4
|
3
|
5
|
2
|
19
|
0,11
|
| 6
|
Потужність
|
8
|
8
|
7
|
8
|
6
|
37
|
0,21
|
| 7
|
Витрата
електроенергії за добу
|
7
|
7
|
6
|
7
|
8
|
35
|
0,19
|
| 8
|
Потужність заморожування
|
6
|
6
|
8
|
6
|
3
|
29
|
0,16
|
| Всього: 180
|
Коефіцієнт конкордації може набувати значення від 0 (за відсутності узгодженості) до 1 (за повної одностайності). Якщо коефіцієнт конкордації має недостатньо високе значення, то з експертами проводяться тренування і обговорюють результати і аналізують помилки. Підвищення узгодженості в експертній групі може бути досягнуто за рахунок ретельного відпрацювання анкет опитування експертів, які складаються з пояснювальних записок і карт опитування експертів. Пояснювальна записка роз'яснює порядок проведення експертної оцінки якості продукції і визначає правила заповнення картки опитування. Карта опитування містить набір звернених до експерта питань про якість продукції Істотність значення W встановлюють за допомогою критерію:  Значення χ2
w
порівнюють з табличним під час заданого рівня значущості α = 0,05 і числі ступенів свободи f = m - 1. Під час χ2
w
більше χ2
а
(f) ступінь узгодженості між експертами не викликає сумніву. Визначаємо коефіцієнт конкордації W =0,6. Значення критерію χ2
w
= 22. Табличним значенням χ2
, а під час числа ступенів свободи f = m -1 = 8 - 1 = 7 є χ2
а
= =14,067. Отже, χ2
w
більше χ2
а
(f) і ступінь узгодженості між експертами не викликає сумніву. Підраховуємо значення комплексних показників якості для оцінюваних моделей холодильних агергатів за формулою: К = Σ Мj
Кj,
де Мj
– вагомість показника якості, а Кj
– відносний показник якості. Значення χ2
w
порівнюють з табличним під час заданого рівня значущості α = 0,05 і числі ступенів свободи f = m - 1. Під час χ2
w
більше χ2
а
(f) ступінь узгодженості між експертами не викликає сумніву. Визначаємо коефіцієнт конкордації W =0,6. Значення критерію χ2
w
= 22. Табличним значенням χ2
, а під час числа ступенів свободи f = m -1 = 8 - 1 = 7 є χ2
а
= =14,067. Отже, χ2
w
більше χ2
а
(f) і ступінь узгодженості між експертами не викликає сумніву. Підраховуємо значення комплексних показників якості для оцінюваних моделей холодильних агергатів за формулою: К = Σ Мj
Кj,
де Мj
– вагомість показника якості, а Кj
– відносний показник якості. Таблиця 2. 4 - Комплексні показники якості
| Моделі холодильних
агрегатів
|
Показники якості
|
| A
B
C
D
E
|
156,3
147,6
150,6
157,3
162,5
|
Висновок: На підставі розрахунку комплексних показників якості різних моделей холодильних агрегатів, можна зробити висновок, що з представлених моделей холодильних, агрегатів кращою з оцінюваних показниками якості є Е. Найгіршою моделлю, на підставі розрахунку, є В.
ПОРЯДОК ВИКОНАННЯ роботи
1) Провести розрахунки одиничних показників якості продукції, обраної в роботі № 1, побудувати відповідні графіки, зробити висновки.
2) Побудувати ієрархічне дерево показників якості.
3) Провести процедуру визначення коефіцієнтів вагомості в групах.
4) Результати оформити у вигляді табл. 2.1-2.4.
5) Розрахувати співвідношення ціна/якість для виробів і зробити висновки.
ЗАПИТАННЯ ДО САМОКОНТРОЛЮ
2.1) Що таке одиничні і комплексні показники якості?
2.2) Що таке кваліметрія і її методи?
2.3) Способи оцінювання показників якості.
2.4) Способи ранжування і розрахунку комплексного показника якості?
ЛАБОРАТОРНА РОБОТА № 3
3 Вивчення порядку роботи з нормативними документами (база, вибір за їх назвою, тематикою, типи)
Мета заняття: ознайомитися з класифікатором і вказівником державних стандартів. Набути навиків у пошуку стандартів за допомогою бібліографічних джерел.
Прилади і обладнання: нормативні документи, персональний комп’ютер.
Тривалість: 2 год.
Основні теоретичні положення
Стандарти відіграють важливу роль для суспільства взагалі, забезпечуючи певний рівень якості, безпеки виробів і послуг для споживачів. Суспільство має потребу в одержанні товарів і послуг, які пропонують високий рівень виконання і відсутність ризику для життя, здоров’я і навколишнього середовища. Для досягнення цього розробляються стандарти, які містять вимоги щодо безпеки і якості продукції, методів випробувань, певних систем класифікації, термінів і визначень, управління якістю і екологією.
Стандарти забезпечують доступ до світових ринків і підтримують якість. Вони становлять найбільш прийнятний компроміс між вимогами якості під час імпортування товарів і інтересами країн, що експортують ці товари. Очевидно, що вироби, які відповідають загальновизнаним стандартам, можуть бути більш легко продані покупцям і мати більш високу ціну на світовому ринку. Стандарти, таким чином, закладають основи для розвитку і зростання виробництва, експорту продукції і водночас відповідають інтересам країн, що імпортують і експортують.
Класифікатор стандартів – це документ, призначений для побудови каталогів, вказівників міждержавних, національних стандартів і інших нормативних документів, які відносяться до стандартизації, що містяться у базах даних, бібліотеках і т.д.
Міжнародні стандарти є ефективним інструментом усунення технічних бар’єрів в торгівлі (рис.3.1). Стандартизація - це потужний інструмент для отримання доступу на ринки.
В умовах глобалізації світової економіки і посилення конкуренції застосування міжнародних стандартів на продукцію і процедур оцінки її відповідності (випробувань, контролю, сертифікації, акредитації), а також впровадження передових методів управління якістю і екологією є єдино можливою мовою ведення сучасного бізнесу. Саме такий підхід дозволяє успішно долати існуючі технічні бар’єри в міжнародній торгівлі.

Рисунок 3. 1 – Класифікація вимогів стандартів
Порядок виконання роботи
1) Ознайомитися і вивчити класифікацію стандартів за допомогою класифікатора - електронної бази даних за розділами заданими викладачем. Під час цього слід звернути увагу на принцип поділу стандартів на групи і підгрупи.
2) Вирішити завдання, видане викладачем, за відомою позначкою документа, визначити його найменування, розділ, групу і підгрупу, термін чинності, чи внесені зміни. Заповнити табл. 3.1.
Таблиця 3. 1 – Параметри нормативних документів
| Номер нормативного документа
|
Найменування
|
Розділ
|
Група
|
Підгрупа
|
Дата внесення змін
|
| |
|
|
|
|
|
3) Визначити вид стандартів, виданих викладачем. Заповнити табл. 3.2
Таблиця 3. 2 – Види стандартів
| Номер
нормативного документа
|
Об’єкт
стандартизації
|
Область розповсюдження
|
Вид документа
|
| |
|
|
|
Запитання до самоконтролю
3.1) Які нормативні документи існують у сфері стандартизації?
3.2) Що таке класифікатор стандартів, для чого він використовується?
3.3) Які види стандартів Ви знаєте?
ЛАБОРАТОРНА РОБОТА № 4
4 Складання технічних умов на продукцію, процес, послугу
Мета заняття: вивчення вимог нормативних документів щодо правил побудови, викладання, оформлення, погодження, прийняття і позначання технічних умов. Набуття навичок розробляння технічних умов на продукцію.
Прилади і обладнання: нормативні документи, персональний комп’ютер.
Тривалість: 4 год.
Основні теоретичні положення
Технічні умови (ТУ) – нормативний документ, що встановлює технічні вимоги, яким мають відповідати продукція, процеси і послуги.
ТУ розробляють їх власники ініціативно або на замовлення, якщо:
– нема національних стандартів на розроблювану про-дукцію;
– потрібно конкретизувати, доповнити або підвищити вимоги чинних стандартів на дану продукцію, розширення асортименту (в таких ТУ мають бути лише вимоги, які відмінні від установлених цими стандартами, не повторюючи вже регламентованих норм і положень).
ТУ розробляють на:
– один конкретний вид продукції;
– декілька однорідних видів продукції – групу однорідної продукції (групові ТУ).
Побудова і викладання ТУ:
На даний час в Україні діють наступні основоположні документи, що встановлюють правила розробляння, погодження і реєстрації технічних умов:
– ДСТУ 1.3:2004 „Національна стандартизація. Правила побудови, викладання, оформлення, погодження, прийняття і позначення технічних умов”;
– ДСТУ 1.6:2004 „Національна стандартизація. Правила реєстрації нормативних документів”;
– ДСТУ-Н 4486:2005 „Система конструкторської документації. Настанови щодо типової побудови технічних умов”;
– ГОСТ 2.114-95 „ЕСКД. Технические условия”.
Позначання ТУ:
У позначенні ТУ має бути:
– індекс документа - «ТУ»;
– скорочена назва держави - «У» ;
– код продукції за ДК 016 (три перші знаки);
– код підприємства (організації) - власника ТУ згідно з «Єдиним державним реєстром підприємств і організацій України» (ЄДРПОУ) (вісім знаків);
– порядковий реєстраційний номер, що його надає власник ТУ (три знаки);
– рік прийняття (чотири знаки) для ТУ, прийнятих вперше чи на заміну чинних ТУ - через двокрапку.
Приклад:
ТУ У 27.1-21926977-001:2004
Термін чинності ТУ:
ТУ затверджують, зазвичай, без обмеження строку чин-ності.
Обмеження строку чинності встановлюють, за потреби, погодивши це із замовником (споживачем), або на письмово обґрунтовану вимогу органу держнагляду.
Строк чинності ТУ на харчові продукти і продовольчу сировину встановлюють не більше ніж 5 років.
Погодження ТУ:
Відповідно до вимог ДСТУ 1.3:2006:
– з Держбудом України підлягають погодженню ТУ на продукцію будівельного призначення;
– з центральним органом виконавчої влади з питань транспорту погоджують ТУ на конструкцію транспортних засобів, на продукцію для транспортної галузі і на транспортні послуги;
– з центральним органом виконавчої влади, на який, згідно з чинним законодавством, покладено контролювання за безпекою колісних транспортних засобів і дорожнього руху додатково погоджують ТУ на конструкцію дорожніх транспортних засобів, на послуги щодо переобладнування транспортних засобів;
– з центральним органом виконавчої влади з питань промислової політики погоджують ТУ на продукцію, яку виробляють з використанням брухту: кольорових металів і їх сплавів, легованих чорних металів і феросплавів;
– з Державним підприємством „Український державний центр радіочастот” підлягають погодженню ТУ на радіоелектронні засоби і випромінювальні пристрої.
Законодавством України також регламентується погодження технічних умов. Відповідно до Закону України „Про охорону праці” технічні умови на засоби праці і технологічні процеси повинні включати вимоги щодо охорони праці і погоджуватися з органами державного нагляду за охороною праці. Погодження ТУ на пожежонебезпечні технологічні процеси і продукцію з органами державного пожежного нагляду вимагає Закон України „Про пожежну безпеку”.
Відповідно до вимог Закону України "Про забезпечення санітарного і епідеміологічного благополуччя населення" ст.11:
– усі технічні умови підлягають державній санітарно-епідеміологічній експертизі.
У табл. 4.1 наведено вимоги до розділів технічних умов.
Комплект ТУ на реєстрацію:
Технічні умови (зміну до ТУ) подають на реєстрування із супровідним листом підприємства-розробника продукції чи підприємства-власника ТУ у трьох примірниках (оригінал і два дублікати), не пізніше 6 міс після прийняття ТУ разом з такими документами:
– копіями документів про погодження, в тому числі органами державного нагляду, якщо це погодження встановлено чинними технічними регламентами і законодавством (якщо нема погоджувальних підписів у ТУ, завірених печаткою органу чи установи);
– каталожною картою продукції у двох примірниках;
– копією контракту (ліцензії) на застосування для ТУ іноземних фірм.
Таблиця 4. 1- Вимоги до розділів технічних умов
| Види ТУ
|
ТУ на будь-яку
продукцію
|
ТУ на продукцію, що є складниками конструкторської документації
|
| Основоположні НД, що регламентують вимоги до побудови
|
ДСТУ 1.3:2004
ДСТУ 1.5:2003
|
ДСТУ 1.3:2004
ГОСТ 2.114-95
ДСТУ-Н 4486:2005
|
| Розділи ТУ
|
- сфера застосування;
- нормативні посилання;
- технічні вимоги (класифікація, параметри й розміри, основні показники і характеристики, вимоги до сировини, матеріалів, покупних виробів, комплектність, маркування, пакування);
- вимоги безпеки;
- вимоги охорони довкілля, утилізація;
- правила приймання;
- методи контролювання (випробування, аналізу, вимірювання);
- транспортування і зберігання;
- правила експлуатування, ремонту;
- гарантії виробника.
|
- вступна частина
- технічні вимоги (основні параметри і (чи) розміри, основні показники (характеристики, властивості) функціональної призначенності; вимоги до сировини, матеріалів, покупних виробів, складових частин виробу, елементів конструкції; комплектність постачання; маркування; пакування);
- вимоги безпеки;
- вимоги охорони довкілля, утилізація;
- правила приймання;
- транспортування і зберігання;
- правила експлуатування, ремонту;
- гарантії виробника;
- перелік НД, на які є посилання в ТУ (оформлюють, як додаток А до технічних умов).
|
Порядок виконання роботи
1) Вибрати об’єкт стандартизації для побудови технічних умов із заданого переліку (табл. 4.1).
2) Сформувати основні технічні вимоги до об’єкта стандартизації (показники якості).
3) Визначити показники безпеки і охорони довкілля.
4) Розробити проект технічних умов відповідно до вимог НД (ДСТУ 1.3:2004, ДСТУ-Н 4486:2005) та керуючись матеріали цих методичних вказівок (додаток А).
Запитання до самоконтролю
4.1) Що таке технічні умови?
4.2) У яких випадках розробляють технічні умови?
4.3) Який термін чинності технічних умов?
4.4) Які основні розділи загалом повинні бути в технічних умовах?
ЛАБОРАТОРНа РОБОТА № 5
5 Вивчення порядку сертифікації продукції, вибір і опис схеми сертифікації
Мета заняття: вивчення порядку проходження сертифікації продукції. Набуття навичок з вибору оптимальної схеми сертифікації і її опису.
Прилади і обладнання: нормативні документи, персональний комп’ютер.
Тривалість: 4 год.
Основні теоретичні положення
Система сертифікації УкрСЕПРО (далі - Система) – державна система сертифікації продукції на Україні, призначена для проведення обов'язкової і добровільної сертифікації продукції (процесів, послуг).
Основні принципи, структура і правила Системи регламентовані в ДСТУ 3410.
В Системі здійснюються наступні види діяльності:
- сертифікація продукції (процесів, послуг);
- сертифікація систем управління якістю;
- сертифікація систем управління навколишнім середовищем;
- сертифікація систем управління безпекою харчових продуктів;
- атестація виробництв;
- атестація аудиторів із сертифікації.
Загальне керівництво Системою, організація і координація робіт із сертифікації здійснюються національним органом України із сертифікації - спеціально уповноваженим центральним органом виконавської влади, яким є Державний комітет України із питань технічного регулювання і споживчої політики.
Сертифікація в Системі передбачає підтвердження третьою стороною показників (характеристик) продукції (процесів, послуг) на основі випробувань, обстеження, атестації виробництва і оцінки СУЯ.
Сертифікацію продукції ділять на обов'язкову і добровільну.
Обов'язкову сертифікацію проводять на відповідність вимогам нормативних документів, визначених законодавчими актами України і нормативних документів, включених у Перелік продукції, належній обов'язковій сертифікації на Україні, який затверджується спеціально уповноваженим центральним органом виконавської влади у сфері підтвердження відповідності.
Добровільну сертифікацію проводять в порядку, визначеному договором між замовником (виробником, постачальником) і органом із сертифікації. Під час цього підтверджується відповідність продукції (товарів, послуг) заявленим вимогам.
Системою окремо передбачена сертифікація продукції, що імпортується. Сертифікація такої продукції відповідно до ДСТУ 3417 проводиться за тими ж процедурами, що і вітчизняної. Процедура визнання результатів сертифікації продукції, що імпортується, здійснюється шляхом укладення міжнародної угоди про визнання результатів сертифікації і оформлення відповідного свідоцтва про визнання.
Під час обов'язкової сертифікації, перевірці підлягають наступні групи показників:
- безпеки;
- сумісності і взаємозамінності;
- енерго- і ресурсозберігання;
- впливи на охорону навколишнього середовища.
Органи із сертифікації продукції призначаються національним органом України із сертифікації. Вимоги до органу із сертифікації продукції встановлені ДСТУ 3411. Орган із сертифікації продукції виконує наступні основні функції:
- здійснює сертифікацію закріпленої за ним номенклатури продукції відповідно до правил Системи;
- видає сертифікати відповідності на продукцію і атестати виробництв.
Випробувальні лабораторії (центри), яким доручають проведення сертифікаційних випробувань, виконують такі основні функції:
- за дорученням органу із сертифікації випробовують продукцію, що підлягає сертифікації, і видають протоколи випробувань;
- беруть участь за пропозицією органу із сертифікації в проведенні технічного нагляду за виробництвом сертифікованої продукції, а за дорученням національного органу України із сертифікації - в проведенні інспекційного контролю. Вимоги до випробувальних лабораторій (центрів) встановлені ДСТУ 3412.
Роботи із сертифікації в Системі проводяться органами із сертифікації відповідно до вимог Системи з урахуванням правил діючих міжнародних систем сертифікації. Основні вимоги щодо порядку проведення сертифікації продукції встановлені ДСТУ 3413.
Основі етапи проведення сертифікації
- подача і розгляд заявки на сертифікацію продукції;
- аналіз наданої документації;
- ухвалення рішення про заявку з вказівкою схеми (моделі сертифікації);
- обстеження виробництва;
- атестація виробництва продукції, що сертифікується, оцінка системи управління якістю або сертифікація системи якості, якщо це передбачено схемою сертифікації;
- добір і ідентифікація зразків продукції і їхніх випробувань;
- аналіз отриманих результатів і ухвалення рішення про можливість видачі сертифіката відповідності;
- видача сертифіката відповідності, висновок ліцензійної угоди і занесення сертифікованої продукції до Реєстру Системи;
- визнання сертифіката відповідності, виданого закордонним органом;
- технічний нагляд за сертифікованою продукцією;
- інформація про результати робіт із сертифікації.
Схеми (моделі), які використовуються під час обов'язкової сертифікації продукції, визначає орган із сертифікації. Під час цього враховуються особливості виробництва, випробувань, поставки і використовування конкретної продукції, можливі витрати заявника. Види схем сертифікації наведені в (Додатку Г).
Схеми (моделі), використовувані під час обов'язкової сертифікації, визначає орган із сертифікації.
Під час вибору схеми сертифікації враховуються особливості виробництва, випробувань, постачання і використання конкретної продукції, можливі витрати заявника. Обрані схеми вказуються в документі, що визначає порядок проведення сертифікації конкретної продукції.
Схему, застосовувану під час добровільної сертифікації, вибирає сам заявник за згодою органу із сертифікації.
Порядок виконання роботи
1) Отримати у викладача завдання на лабораторну роботу (підприємство і продукцію).
2) Вибрати і обґрунтувати найбільш оптимальну схему проходження сертифікації відповідно до виданого завдання.
3) Описати схему сертифікації і оформити звіт.
Запитання до самоконтролю
5.1) Які основні цілі сертифікації продукції?
5.2) Які основні етапи сертифікації продукції відповідно до вимог стандарту ДСТУ 3413-1996?
5.3) Які існують схеми (моделі) сертифікації в системі УкрСЕПРО?
5.4) Якими документами може бути підтверджений факт сертифікації продукції?
ЛАБОРАТОРНА РОБОТА № 6
6. Розроблення основоположних документів системи управління якістю
Мета заняття: вивчення загальних засад розроблення системи управління якістю на підприємствах різних форм власності. Набуття навичок розроблення основоположних документів системи управління якістю (СУЯ).
Прилади і обладнання: нормативні документи, персональний комп’ютер.
Тривалість: 2 год.
Основні теоретичні положення
Останніми роками велике значення придбала добровільна сертифікація СУЯ підприємств на відповідність вимогам міжнародних стандартів серії ISO 9000. Дані стандарти встановлюють вимоги до процесів управління якістю на підприємствах. В основу стандартів ISO 9000 встановлено вісім принципів менеджменту якості – рис. 6.1.

Рисунок 6. 1 – Принципи управління якістю
Розглянемо етапи впровадження системи управління якістю:
1) прийняття рішення щодо впровадження системи управління якістю;
2) розподіл відповідальності і повноважень у межах організації під час розроблення і впровадження СУЯ;
3) залучення сторонніх організацій (консультантів) до розроблення і впровадження СУЯ;
4) навчання персоналу у сфері управління якістю;
5) ведення в дію СУЯ;
6) ознайомлення персоналу з вимогами документації СУЯ;
7) внутрішній аудит СУЯ.
Прийняття рішення щодо впровадження системи управління якістю
Рішення щодо початку робіт з розроблення і впровадження на підприємстві (в організації) системи управління якістю відповідно до вимог національного стандарту ДСТУ ISO 9001-2001 (який ідентичний міжнародному стандарту ISO 9001:2000), має бути рішенням найвищого керівництва підприємства (організації).
Прийняте рішення доцільно оформити наказом підприємства, в якому слід чітко викласти мету впровадження системи управління якістю, призначити представника керівництва, відповідального за створення, впровадження і функціонування системи управління якістю, затвердити персональний склад робочої групи, яка безпосередньо здійснюватиме роботу з розроблення і впровадження системи управління якістю. Інформація про прийняте рішення має бути доведена до всіх працівників.
Розподіл відповідальності і повноважень у межах організації під час розроблення і впровадження СУЯ
Згідно із вимогами стандарту ДСТУ ISO 9001 найвище керівництво організації зобов’язане:
- довести до всіх рівнів в організації важливість задоволення вимог замовника, а також відповідних законодавчих і нормативних вимог;
- сформулювати політику у сфері якості;
- забезпечити встановлення цілей у сфері якості;
- проводити періодичне аналізування системи управління якістю з погляду її результативності і можливостей поліпшення;
- забезпечувати розроблення, впровадження і функціонування СУЯ всіма необхідними ресурсами;
- призначити представника керівництва, відповідального за:
а) забезпечення встановлення, впровадження і підтримання процесів, необхідних для системи управління якістю;
б) звітування перед найвищим керівництвом про функціонування системи управління якістю і про потребу її поліпшення;
в) забезпечення обізнаності з вимогами замовника в межах організації.
- забезпечити встановлення в організації належних процесів інформування про політику, вимоги, цілі і досягнення у сфері якості.
Залучення сторонніх організацій (консультантів) до розроблення і впровадження СУЯ
Нижче наведено перелік питань, до яких доцільно залучати консультантів:
- інформування найвищого керівництва про вимоги до СУЯ;
- обстеження системи управління якістю організації;
- ідентифікація процесів, встановлення взаємозв’язків між ними, документування і впровадження СУЯ;
- проведення внутрішніх аудитів (хоча підготовка внутрішніх аудиторів може бути проведена і сторонніми організаціями, наприклад, у відповідних навчальних центрах);
- підготовка СУЯ до сертифікації.
Основне завдання консультанта - навчити персонал самостійно розробляти документацію і впроваджувати СУЯ на своєму робочому місці, вирішувати свої проблеми і використовувати нові можливості для поліпшення своєї діяльності.
Навчання персоналу у сфері управління якістю
Навчання персоналу в системі управління якістю необхідне для того, щоб персонал підприємства знав і розумів:
- вимоги законодавчих і нормативних документів з управління якістю;
- основні поняття з управління якістю;
- організацію і структуру СУЯ на підприємстві;
- вимоги СУЯ;
- свою відповідальність і обов’язки щодо постійного поліпшення продукції і задоволення вимог замовника.
Рекомендується диференційований підхід до навчання у сфері управління якістю різних категорій персоналу:
– найвищого керівництва підприємства;
– керівників підрозділів, інженерно-технічного персоналу підприємства;
– персоналу підприємства, задіяного безпосередньо у виробництві, інфраструктурній діяльності, обслуговуванні або наданні послуг;
– персоналу підприємства, який залучається (чи який передбачається залучати) до внутрішніх перевірок чи аудитів.
Введення в дію СУЯ
Для введення в дію системи управління якістю необхідно затвердити розроблену документацію СУЯ. Затвердження, як правило, здійснює перший керівник організації.
У загальному випадку дата затвердження документа і дата введення його в дію можуть не співпадати.
Визначаючи дату введення документа в дію слід, зокрема, враховувати час, необхідний для його тиражування і надання всім користувачам, а також для підготовки до впровадження всіх встановлених у ньому вимог.
Затверджувати документацію СУЯ слід лише після її погодження всіма зацікавленими посадовими особами. Один із можливих підходів до визначення кола осіб, з якими необхідно погоджувати окремі документи, розроблені в межах СУЯ. Було б логічним і доцільним, якби вся документація СУЯ в обов’язковому порядку погоджувалася із представником керівництва, відповідального за СУЯ. Перелік посадових осіб, з якими необхідно погоджувати окремі документи СУЯ, слід визначати, виходячи зі змісту документа.
Якщо в документі містяться вимоги до певних структурних підрозділів чи посадових осіб, керівники відповідних підрозділів мають погодити цей документ. Перелік осіб, які погоджують документацію СУЯ (а також зміни до неї), має бути регламентований в обов’язковій методиці з управління документацією або в Настанові з якості.
Ознайомлення персоналу з вимогами документації СУЯ
Впровадження СУЯ передбачає дотримання всіма виконавцями тих вимог, які встановлені в розробленій документації. Дуже важливо, щоб ще на етапі опису процесів і розроблення документації (до її затвердження) всі зацікавлені особи були ознайомлені з основними вимогами документації СУЯ, у т.ч. формами протоколів, процедурами прийняття рішень, періодичності звітності, критеріями оцінювання результативності процесів.
Для кожного документа СУЯ (Настанови з якості, методики, інструкції тощо) необхідно встановити всіх користувачів, щоб визначити необхідну кількість примірників. Рекомендується, щоб у кожному підрозділі, де є користувачі документа, був хоча б один примірник цього документа.
У межах структурного підрозділу відповідальність за доведення вимог СУЯ до відома персоналу покладається на керівника цього підрозділу.
Внутрішній аудит СУЯ
На етапі впровадження СУЯ внутрішній аудит проводять з метою отримання об’єктивних доказів щодо дотримання всіх вимог, встановлених в документації СУЯ.
ПОРЯДОК ВИКОНАННЯ роботи
1) Отримати у викладача завдання на лабораторне заняття (підприємство) з табл. 6.1.
2) Розробити основоположні документи системи управління якістю підприємства за зразком, поданим в Додатку В.
3) Описати особливості функціонування СУЯ підприємства, зробити висновки.
Таблиця 6.1 – Підприємства, для яких розробляється СУЯ
| Варіант
|
Підприємство
|
| 1
2
3
4
5
6
7
8
9
10
11
12
|
Управління бурових робіт
Управління магістральних газопроводів
Підземне сховище природного газу
Машинобудівний завод
Конструкторське бюро
Виробниче підприємство
Нафтопереробний завод
Газопереробний завод
Геофізична експедиція
Сервісна компанія
Науково-виробнича фірма
Венчурна компанія
|
Запитання до самоконтролю
6.1) Які основні принципи управління якістю?
6.2) Які основні етапи розроблення системи управління якістю?
6.3) Які основоположні документи розробляють для забезпечення функціонування системи управління якістю?
ЛАБОРАТОРНА РОБОТА № 7
7. Вивчення порядку сертифікації системи управління якістю на виробництві
Мета заняття: вивчення порядку проходження сертифікації системи управління якістю на виробництві
Прилади і обладнання: нормативні документи, персональний комп’ютер.
Тривалість: 4 год.
Основні теоретичні положення
Виробник, що претендує на сертифікацію системи управління якістю в Системі, подає до функціонуючого в Системі органу із сертифікації заявку формою, наведеної в (додатку А) ДСТУ 3419. У разі відсутності на момент подачі заявки відповідного органу із сертифікації заявка подається до Національного органу України із сертифікації. За наявності декількох органів із сертифікації систем управління якістю виробництва конкретної продукції, виробник подає заявку в будь-якій з них, якщо органом із сертифікації продукції не обумовлені інші умови.
Орган із сертифікації систем управління якістю розглядає заявку і посилає підприємству-заявнику:
- опитувальну анкету для проведення попереднього обстеження СУЯ підприємства-заявника ДСТУ 3419);
- перелік вихідних матеріалів, який повинно подати підприємство в орган із сертифікації для проведення попередньої оцінки СУЯ і стану виробництва (приблизний перелік вихідних матеріалів приведені в додатку В ДСТУ 3419).
Підприємство-заявник заповнює опитну анкету, готує всі необхідні вихідні матеріали і подає їх до органу із сертифікації.
Процес сертифікації систем управління якістю складається з таких етапів:
- попередня оцінка СУЯ;
- заключна перевірка і оцінка СУЯ;
- оформлення результатів перевірки;
- технічний нагляд за сертифікованою СУЯ на протязі терміна дії сертифіката;
1) Попередня (заочна) оцінка системи управління якістю
Попередня (заочна) оцінка системи управління якістю здійснюється з метою визначення доцільності продовження робіт із сертифікації системи управління якістю підприємства і, у разі встановлення такої доцільності, розробки програми перевірки.
Попередня оцінка здійснюється комісією органу із сертифікації шляхом проведення аналізу документів і вихідних матеріалів, одержаних від підприємства. До складу комісії повинен бути включений хоча б один аудитор, атестований в Системі.
Орган із сертифікації призначає головного аудитора, який формує комісію з компетентних фахівців для проведення аналізу одержаних матеріалів і підготовки попередніх висновків. Склад комісії затверджується керівником органу із сертифікації.
Комісія здійснює аналіз всіх матеріалів, одержаних від підприємства. У разі потреби головний аудитор може направити свого представника для неофіційних відвідин підприємства з метою проведення робіт за попередньою оцінкою системи управління якістю підприємства безпосередньо на місці або запитати у підприємства додаткові відомості і матеріали, необхідні для проведення оцінки.
Попередня оцінка системи управління якістю завершується підготовкою письмового висновку про доцільність або недоцільність проведення заключної перевірки і оцінки системи управління якістю. Висновок готується в двох екземплярах: один залишається в органі із сертифікації, інший передається підприємству-заявнику. Форма висновку наведена в (додатку Г) ДСТУ 3419.
У разі позитивного рішення орган із сертифікації посилає заявнику висновок і проект господарського договору на проведення заключної перевірки і оцінки системи управління якістю. У разі негативного рішення за наслідками оцінки в заключенні приводять причини такого рішення і всі невідповідності системи управління якістю, що перевіряється, вимогам відповідних нормативних документів. Виявлені невідповідності повинні бути усунені до відвідин виробника комісією. Після обліку всіх зауважень комісії підприємство може подавати документи на повторну попередню оцінку системи управління якістю, яку воно оплачує окремо.
2) Заключна перевірка і оцінка системи управління якістю
Перевірка здійснюється комісією, що проводила попередню оцінку, або іншою комісією, до складу якої обов'язково входять експерти, що виконували попередню оцінку. В комісію обов'язково включають експерта-фахівця із розроблення і (або) технології виробництва відповідної продукції. Склад комісії затверджується керівником органу із сертифікації, з ним також знайомлять заявника. Заявник може відхилювати запропонований склад комісії, якщо він вважає, що проведення перевірки цим складом може викликати конфліктні ситуації.
На основі результатів аналізу матеріалів, що поступили від підприємства-заявника на етапі попередньої оцінки, комісія розробляє програму (план) заключної перевірки системи управління якістю (з урахуванням специфіки підприємства, продукції, вимог споживачів і ін., що випускається), програму і методику перевірки і оцінки стану виробництва і готує необхідні робочі документи.
Програма (план) перевірки в загальному випадку повинна містити: мету і область перевірки; склад комісії з перевірки; дату і місце проведення перевірки; перелік документів, на відповідність яким здійснюється перевірка; перелік структурних підрозділів, що перевіряються; назву елементів системи управління якістю і виробництва, підлягаючих перевірці; розподіл обов'язків між членами комісії щодо перевірки елементів системи управління якістю і стану виробництва; джерела інформації про якість продукції; орієнтовні терміни проведення кожного з основних заходів програми; вимоги щодо забезпечення конфіденційності інформації, комерційною таємницею, що є; перелік організацій і осіб, яким надається звіт про перевірку.
З програмою (планом) необхідно ознайомити керівника підприємства-заявника до початку заключної перевірки. Спірні питання щодо змісту програми в цілому або деяких її пунктів повинні бути дозволені між головним аудитором і уповноваженим представником підприємства.
Програма і методика перевірки і оцінки стану виробництва розробляються з урахуванням положень ДСТУ 3414.
Перевірка включає такі процедури:
- проведення попередньої наради;
- проведення обстеження;
- проведення заключної наради;
- підготовка звіту про перевірку.
Попередню нараду організовують і проводять підприємство і головний аудитор. В ньому беруть участь члени комісії і персонал підприємства-заявника, призначений для участі в проведенні перевірки. Під час попередньої наради:
- радять членам комісії керівництва підприємства-заявника;
- інформують учасників наради про ціль і задачу перевірки, програм, методах і процедурах перевірки;
- встановлюють офіційні способи спілкування між аудиторами і персоналом підприємства;
- погоджують дату проведення заключної і проміжної наради (у випадку виникнення необхідності їх проведення);
- складають графік перевірки підрозділів і виробничих підприємств;
- з’ясовують всі незрозумілі питання програми перевірки.
За наслідками попередньої наради складається і підписується головним аудитором протокол, а також розподіл обов'язків між аудиторами, який є додатком до протоколу.
Під час обстеження збирають необхідні дані про систему управління якістю шляхом опитів, вивчення і здійснення наглядів на ділянках, що перевіряються. Ознаки, що вказують на можливість виникнення невідповідностей, повинні фіксуватися і окремо обстежуватися. Всі нагляди, зроблені в ході перевірки, повинні документуватися. Інформація, одержана в ході обстеження, повинна перевірятися шляхом порівняння з інформацією, одержаною з інших джерел.
Обстеження включає роботи за оцінкою стану виробництва, аналізу фактичного матеріалу і підготовці попередніх висновків для заключної наради.
Оцінка здатності виробництва забезпечувати стабільний випуск продукції необхідного рівня якості, здійснюється на основі аналізу відповідної інформації про якість продукції і наглядів за станом виробництва згідно програм і методик, розроблених комісією для даного підприємства або діючими на підприємстві і злагодженими з органом із сертифікації продукції або систем управління якістю.
У разі наявності на підприємстві атестованого в установленому порядку виробництва оцінка його стану за рішенням комісії може не проводитися.
Аналіз фактичного матеріалу здійснюється з метою встановлення відповідності або невідповідності елементів системи управління якістю підприємства-заявника вимогам стандарту, а також здатності виробництва забезпечувати стабільний випуск продукції необхідного рівня якості. Аналіз проводиться відповідно до програми і контрольних питань із перевірки і оцінки системи управління якістю.
Результати наглядів повинні розглядатися головним експертом разом із уповноваженим представником виробника. Всі нагляди, за наслідками яких виявлені невідповідності, повинні підтверджуватися виробником.
На основі результатів аналізу фактичного матеріалу готують попередні висновки про відповідність або невідповідність:
- СУЯ в цілому – вимогам нормативних документів на систему;
- виробництва – вимогам стабільного забезпечення необхідного рівня якості продукції.
Після обстеження комісія повинна провести заключну нараду з керівництвом підприємства і особами, відповідальними за об'єкти перевірки. Основна мета заключної наради - надати керівництву підприємства зауваження, складені за результатами перевірки і оцінки, а також зробити попередні висновки щодо можливості (або неможливості) видачі сертифікату відповідності системи управління якістю підприємства вимогам нормативних документів.
Проведення наради оформляється протоколом, який підписують всі члени комісії. Форма протоколу наведена в (додатку Д) ДСТУ 3419. З протоколом знайомиться керівництво підприємства, візує його і погоджує з комісією термін підготовки звіту про перевірку. Звіт про перевірку готує комісія під керівництвом головного аудитора. Під час цього кожний аудитор подає звіт про стан тих елементів системи управління якістю підприємства, які він перевіряв. Звіт підписують всі члени комісії. Головний аудитор затверджує звіт і несе відповідальність за його достовірність і повноту.
Звіт повинен містити:
- загальні свідоцтва про підприємство-заявника (назва, адреса, банківські реквізити, реєстраційний номер атестата акредитації органа);
- перелік основних документів, на відповідність яким здійснювалась перевірка;
- відомості про програму перевірки;
- результати попередньої оцінки і висновки;
- характеристики фактичного стану об’єктів перевірки;
- зауваження відносно відповідностей;
- висновки комісії про відповідність або невідповідність СУЯ вимогам нормативних документів;
- вказівки про конфіденційність інформації, використаної в звіті;
- висновки про можливість або неможливість видачі сертифіката;
- відомості про організації і осіб, яким надається звіт;
- відомості про експертів, про підстави для проведення перевірки, мета, задачі і масштаби перевірки.
Термін підготовки звіту - протягом місяця після заключної наради.
Орган із сертифікації передає заявнику два екземпляри звіту. Заявник сам вирішує, кому відіслати звіт.
В результаті перевірки і оцінки системи управління якістю можливі такі основні висновки:
- система повністю відповідає нормативним документам на СУЯ в такому випадку орган із сертифікації оформляє сертифікат встановленого зразка, реєструє його в Реєстрі Системи, видає підприємству-замовнику і відправляє копію органу із сертифікації продукції. Форма сертифіката відповідності наведена в (додатку Е) ДСТУ 3419. Реєстрація сертифікатів відповідності здійснюється згідно вимогам ДСТУ 3415;
- система в цілому відповідає нормативним документам на СУЯ, але виявлені деякі незначні невідповідності відносно окремих елементів системи, які можуть бути усунені достатньо швидко (в термін до шести місяців), в такому випадку якщо підприємство в термін, встановлений органом із сертифікації, усуне зауваження і звернеться з повторною заявою на сертифікацію, робота із сертифікації може здійснюватися за повною або скороченою схемою;
- система має серйозні невідповідності, які можна усунути тільки в результаті доопрацювання в ході достатньо тривалого часу, в такому випадку оцінка СУЯ підприємства здійснюється повторно в об’ємі всіх робіт і етапів, встановлених цим розділом за повною схемою.
Термін дії сертифікату визначає орган із сертифікації, але він не може перевищувати п’ять років.
Термін дії сертифікату не продовжується. Для отримання сертифікату на новий термін підприємство не пізніше, ніж за три місяці до закінчення терміну його дії посилає до органу із сертифікації систем управління якістю заявку за формою (додатку А) ДСТУ 3419.
Порядок повторної перевірки і оцінки системи управління якістю визначає орган із сертифікації у кожному конкретному випадку з урахуванням результатів технічного нагляду за сертифікованою системою управління якістю.
3) Технічний нагляд за сертифікованими системами управління якістю
Технічний нагляд за сертифікованими системами управління якістю підприємств протягом всього терміну дії сертифікату здійснює орган із сертифікації.
За пропозицією органу із сертифікації до технічного нагляду на основі відповідних угод повинні притягуватися державні центри стандартизації, метрології і сертифікації.
Об'єм, порядок і періодичність нагляду встановлюються органом із сертифікації під час проведення сертифікації системи управління якістю.
За наслідками технічного нагляду орган із сертифікації може припинити або відмінити дію сертифікату у випадках:
- виявлення невідповідності СУЯ вимогам стандартів;
- наявність обґрунтованих претензій споживачів даної продукції;
- виявлення невірного використання сертифіката;
- виявлення порушень правил або процедур, встановлених органом із сертифікації.
Порядок виконання роботи
1) Отримати у викладача завдання на лабораторну роботу згідно варіанту обраним у лабораторній роботі № 7 підприємством.
2) Розробити заявку на проходження сертифікації СУЯ і програму попередньої оцінки СУЯ відповідно до Додатку В.
3) Результати виконання оформити у звіті і зробити висновки.
Запитання до самоконтролю
7.1) В чому полягають основні цілі сертифікації системи якості?
7.2) Які основні етапи проведення сертифікації системи якості?
7.3) Які документи підлягають зберіганню після сертифікації системи якості?
7.4) Що саме перевіряють під час попередньої перевірки СУЯ?
ЛАБОРАТОРНА РОБОТА № 8
8. Акустичний контроль якості виробів і конструкцій
Мета заняття: вивчення умов застосування акустичного контролю якості. Набуття практичних навиків розрахунку параметрів акустичного контролю
Прилади і обладнання: персональний комп’ютер.
Тривалість: 2 год.
Основні теоретичні положення
Акустичний контроль якості ґрунтується на аналізі параметрів пружних хвиль, що взаємодіють з об’єктом контролю. Для акустичної дефектоскопії використовують коливання з частотою від 50 Гц до 50 МГц. Під час використання частот понад 20 кГц – вживають термін «ультразвуковий контроль».
Основними акустичними властивостями речовин, які використовуються під час контролю є швидкість звуку і загасання.
Загасання визначають коефіцієнтом загасання δ, який входить у формулу (8.1):
 , (8.1) , (8.1)
де А – амплітуда в місці вимірювання, А0
– амплітуда хвилі, яка пройшла відстань r без врахування загасань.
Коефіцієнт загасання вимірюють у метрах. Щоб підкреслити, що він входить до показника ступеня числа Непера е найчастіше застосовують таку одиницю, як Нп/м або Нп/мм. Коли відношення амплітуд вимірюють у децибелах, користуються наступною одиницею (розмірність дБ/м):
 , (8.2) , (8.2)
тоді  . .
Для рідин і газів δ пропорційна квадрату частоти  . .
Для твердих матеріалів коефіцієнт загасання складається з коефіцієнтів поглинання і розсіювання:  . .
Наступні вирази дозволяють визначити загасання для повздовжніх і поперечних хвиль у маловуглецевій сталі:
 . (8.3) . (8.3)
 . (8.4) . (8.4)
Приклади розв’язання розрахункових завдань акустичного контролю.
І Розрахуйте коефіцієнт загасання для заліза із середнім розміром зерна 0,05 мм на частоті 5 МГц.
Розв'язування. Згідно з (8.3) і (8.4)


Значення δl
збігаються зі знайденими за рис.8.1 (верхня штрихова крива). Значення δt
, за рис. 8.1 визначити неможливо через малий масштаб.
ІІ Оцініть ослаблення донного сигналу для поздовжніх хвиль внаслідок загасання у віконному склі товщиною 100 мм на частоті 2,5 МГц.
Розв'язування. Середнє значення коефіцієнта загасання у віконному склі дорівнює 0,55 Нп/м; у твердих тілах він пропорційний частоті, тому для частоти 7,5 МГц:

Ослаблення в децибелах на подвійній відстані 100 мм згідно з (8.2):

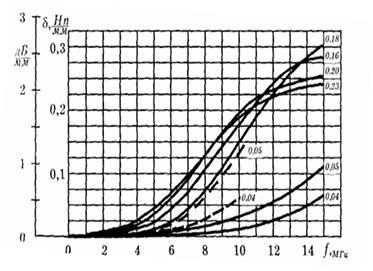
Рисунок 8.1 - Коефіцієнт загасання повздовжніх (-) і поперечних (- -) хвиль для армкозаліза (зазначено середній розмір зерна в мм)
Порядок виконання роботи
1) Отримати у викладача умови проведення акустичного контролю згідно варіанту з табл. 8.1.
2) Провести розрахунок необхідних показників акустичного контролю.
3) Розрахунки і отримані результати оформити відповідно до вищенаведених прикладів розрахунків.
Таблиця 8. 1 – Дані для розрахунків
| Варіант
|
Завдання І
(розмір зерна,
частота)
|
Завдання ІІ
(товщина, частота)
|
| 1
|
(0,05;1)
|
(30;1)
|
| 2
|
(0,04;1)
|
(35;2)
|
| 3
|
(0,05;2)
|
(40;3)
|
| 4
|
(0,04;2)
|
(45;4)
|
| 5
|
(0,05;3)
|
(50;5)
|
| 6
|
(0,04;3)
|
(55;7)
|
| 7
|
(0,05;3)
|
(60;8)
|
| 8
|
(0,04;4)
|
(65;9)
|
| 9
|
(0,05;2,5)
|
(70;10)
|
| 10
|
(0,04;2,5)
|
(75;2,5)
|
Запитання до самоконтролю
8.1) У чому полягають фізичні основи акустичного контролю?
8.2) Як визначається коефіцієнт загасання хвиль?
8.3) Як змінюється довжина хвилі під час акустичного контролю?
ЛАБОРАТОРНА РОБОТА № 9
9 Електричний контроль якості виробів і конструкцій
Мета заняття: вивчення умов застосування електричного контролю якості. Набуття практичних навиків розрахунку параметрів електричного контролю
Прилади і обладнання: персональний комп’ютер.
Тривалість: 2 год.
Основні теоретичні положення
Електричний неруйнівний контроль базується на аналізі взаємодії електричних полів з матеріалом об’єкта контролю. Під час цього об’єкт контролю, або його частину розташовують у зоні дії постійного або змінного струму. Фіксуючи відповідним способом параметри електричних полів в об’єкті контролю або параметри електричного поля, що містить об’єкт контролю або його частини, можна зробити висновки про властивості матеріалу або його зміну.
Вирішуючи практичні завдання, використовують наступні методи – електроємнісний, електропотенціальний, електричного опору, термоелектричний і електростатичний порошковий.
Одним із найбільш розповсюджених застосувань електроємнісного методу під час контролю якості продукції є вимірювання розмірів. Для вимірювання розмірів діелектричних напівпровідникових і провідникових об’єктів використовують накладні і прохідні перетворювачі. Товщину діелектричних лінійно протяжних об’єктів вимірюють безконтактним способом за допомогою двох електродів, між якими існує зазор h, в який вводять об’єкт контролю (рис. 9.1). Один з електродів (1) низько потенційний, як правило заземлений – це плоска металева пластина (рис. 9.1, а) або циліндричний опорний барабан (рис. 9.1, б). Другий електрод (2) - високо потенційний, він розташований в екрануючому корпусі (3).
Рисунок 9. 1- Вимірювання товщини діелектричних об’єктів а) листів і пластин, б) паперової стрічки, картону
Ємність С електродів за відсутності об’єкта контролю (4) в зазорі обернено пропорційна зазору h.
Розрахункове завдання електричного контролю.
Побудуйте градуювальну характеристику T = f(c) перетворювача, зображеного на рис. 9.1, вимірюючи товщину Т картону, якщо радіус R0
опорного барабану 1 дорівнює 100 мм, а ширина l = 1 мм, зазор h між барабаном і електродом 2,5 мм, товщина Т картону змінюється від 0,5 мм до 4 мм, а електрод 2 охоплює ¼ кола барабану. Відносну діелектричну проникність картону прийняти такою, що дорівнює трьом.
Розв’язування. Для побудови залежності T = f(c) скористаємося відомою формулою для ємності двошарового циліндричного конденсатора:
  , ,
де R0
– радіус внутрішнього електрода, R1
– зовнішній радіус першого діелектричного шару (в нашому випадку картону); R2
– радіус зовнішнього електроду, εr1
– відносна діелектрична проникність першого шару, εr2
= 1, оскільки другий шар – це повітряний зазор. Очевидно, що R1
= R0
+ T.
Через те, що у перетворювачі, зображеному на рис.9.1, зовнішній електрод охоплює тільки ¼ кола, то, нехтуючи крайовим ефектом, в формулу для ємності слід ввести коефіцієнт 1/4. Якщо в одержаній формулі розрахувати залежність C = f(R1
), то, використовуючи зв’язок між R1
, R0
, T, одержимо шукану залежність T = f(c).
Тоді розрахункова формула матиме вигляд:

Підставивши значення:

отримаємо у фарадах:

Результати розрахунків наведені нижче
| T, мм
|
0
|
0,5
|
1,0
|
1,5
|
2,0
|
2,5
|
3,0
|
4,0
|
4,5
|
5,0
|
| R, мм
|
100
|
100,5
|
101
|
101,5
|
102
|
102,5
|
103
|
104
|
104,5
|
105,0
|
| C, пФ
|
285
|
305
|
329
|
357
|
390
|
430
|
477
|
613
|
714
|
854
|
Градуювальну характеристику зображено на рис. 9.2. З характеристики видно, що у діапазоні Т = 0-2 мм характеристика близька до лінійної, якщо радіус R0
опорного барабану 1 дорівнює 100 мм, а ширина l = 1 мм, зазор h між барабаном і електродом 2,5 мм, товщина Т картону змінюється від 0,5 мм до 4 мм, а електрод 2 охоплює ¼ кола барабану.

Рисунок 9. 2- Градуйована характеристика перетворювача під час вимірювання товщини картону
Порядок виконання роботи
1) Отримати у викладача умови електроємнісного контролю згідно варіанту відповідно до табл. 9.1.
2) Провести розрахунок необхідних показників і побудувати характеристику перетворювача під час вимірювання товщини картону.
3) Розрахунки і отримані результати оформити відповідно до вищенаведених прикладів розрахунків, зробити відповідні висновки.
Таблиця 9. 1 – Варіанти завдань для виконання лабораторної роботи
| Варіант
|
R0
, мм
|
h, мм
|
Т, мм
|
Охоплення електродом 2 барабану
|
| 1
|
50
|
2,3
|
1,0-5,5
|
2/7
|
| 2
|
50
|
2,2
|
0,1-2,5
|
2/7
|
| 3
|
110
|
2,1
|
1,5-8,0
|
1/3
|
| 4
|
110
|
2,0
|
1,0-5,5
|
1/3
|
| 5
|
110
|
1,9
|
0,1-2,5
|
1/3
|
| 6
|
75
|
1,8
|
1,5-8,0
|
2/5
|
| 7
|
75
|
1,7
|
1,0-5,5
|
2/5
|
| 8
|
75
|
1,6
|
0,1-2,5
|
2/5
|
| 9
|
90
|
1,5
|
1,5-8,0
|
2/3
|
| 10
|
90
|
1,4
|
1,0-5,5
|
2/3
|
| 11
|
90
|
1,3
|
0,1-2,5
|
2/3
|
| 12
|
120
|
1,2
|
1,5-8,0
|
1/2
|
| 13
|
120
|
1,1
|
1,0-5,5
|
1/2
|
| 14
|
120
|
1,0
|
0,1-2,5
|
1/2
|
Запитання до самоконтролю
9.1) Які типи електричного контролю вам відомі?
9.2) Опишіть принцип роботи електростатичного методу?
9.3) Що характеризує діелектрична проникність?
ЛАБОРАТОРНА РОБОТА № 10
10. Магнітний контроль якості виробів і конструкцій
Мета заняття: вивчення умов застосування магнітного контролю якості. Набуття практичних навиків розрахунку параметрів магнітного контролю
Прилади і обладнання: персональний комп’ютер.
Тривалість: 2 год.
Основні теоретичні положення
Магнітна дефектоскопія базується на аналізі взаємодії магнітного поля з матеріалом об’єкту контролю. Залежно від завдань магнітного контролю, марки і властивостей об’єкту контролю, а також необхідної продуктивності використовують ті чи інші інформативні параметри. До числа найбільш розповсюджених відносяться: коерцитивна сила, намагніченість, індукція, магнітна проникність, напруженість, стрибки намагнічування.
Таблиця 10.1 - Відносна магнітна проникність деяких матеріалів
| Парамагнітні
|
μ
|
Діамагнітні
|
μ
|
Феромагнітні
|
μ
|
| Повітря Олово
Алюміній Платина Марганець Паладій
|
1,00000036 1,000001 1,000023 1,000361 1.0037 1,00009
|
Вісмут Граніт Сурма Срібло Мідь Ртуть Цинк
|
0.990825
0,999895
0.999937
0.999981
0.999991
0,999975
0,999981
|
Сталь Армко Пермалой Ст. Е1ААБ Електротехн. сталь Нікель Кобальт Чавун
|
7000 75000 15400 14400
1120
174
620
|
Магнітному контролю підлягають тільки феромагнітні матеріали, для яких μ > 40, а μ конструкційних сталей знаходиться в діапазоні 70 до 16000. Для діамагнітних і парамагнітних матеріалів, у яких μ дуже мало відрізняється від одиниці, на практиці вважають, що μ = 1.
Розрахункові завдання магнітного контролю якості виробів.
І Виберіть значення струму для створення магнітного поля напруженістю Н = 80 А/см на зовнішній і внутрішній поверхнях циліндричної втулки з внутрішнім діаметром 16 мм і зовнішнім діаметром 24 мм.
Розв'язування. Якщо струм, що намагнічує, пропускають безпосередньо у втулці в осьовому напрямку, то:
 . .
Напруженість циркулярного магнітного поля на внутрішній поверхні втулки дорівнює нулю, тому що ця поверхня не охоплює намагнічувальний струм. Тому у даній задачі намагнічування можливо лише пропусканням струму в стержні, що проходить через отвір втулки. Тоді напруженість поля на внутрішній поверхні втулки дорівнюватиме:
 , ,
що навіть перевищує потрібне значення. Таким чином, необхідний струм намагнічування складає 603 А.
ІІ Виявіть тріщину в циліндричній деталі довжиною l = =200 мм, зовнішнім діаметром (d = 35 мм і товщиною стінки δ = 2,5 мм) із загартованої сталі 45. Виберіть метод контролю і режим намагнічування.
Розв'язування
1) Вибираємо метод контролю. Спочатку визначаємо магнітні параметри Br
та Hc
, наприклад: Br
= 1,2 Тл і Hc
= 2160 А/м.
На підставі даних Сухорукова В.В. робимо висновки про те, що можливий контроль із залишковою намагніченістю, тому що параметри сталі марки 45 потрапляють в область, що лежить вище лінії Б. тобто вище потрібного рівня чутливості в даній задачі.
На рис. 10.1 знаходимо напруженість магнітного поля, необхідного для отримання потрібного значення Br
. Ця напруженість складає 15200 А/м.

1 - сталь ШХ15; 2 - сталь 30ХГСЛ; 3 - Сталь X12Ф1;
4 - сталь Х16Н6; 5 – сталь 10; 20; 45;
А, Б, В - умовні рівні чутливості ГОСТ 21105-87
Рисунок 10. 1- Номограма для визначення рівня чутливості під час контролю за залишковою намагніченістю
2) Розраховуємо струм циркулярного намагнічування для знаходження тріщин, що зорієнтовані подовжньо:
 . .
3) Визначаємо напруженість поля соленоїда для контролю поперечних тріщин. Через те, що відношення l/d < 30, то слід намагнічувати деталь за допомогою подовжувачів або об'єднати деталі ланцюгом і одночасно намагнічувати декілька деталей. Під час цього, не виникає ніяких особливостей розрахунку соленоїда і струм намагнічування визначається із відношення:
 , ,
де w - число витків; L - довжина соленоїда.
Слід вказати, що поблизу торців соленоїда напруженість магнітного поля може бути меншою, ніж розрахована. Тому необхідно передбачити можливість вимірювання напруженості поля поблизу торців соленоїда. На цьому закінчується вибір режиму магнітопорошкового контролю циліндричної деталі.
Порядок виконання роботи
1) Отримати у викладача умови проведення магнітного контролю згідно варіанту і завдання відповідно із табл. 10.1, 10.2.
2) Провести розрахунок необхідних показників із необхідними поясненнями.
3) Розрахунки і отримані результати оформити відповідно до вищенаведених прикладів розрахунків, зробити висновки.
Таблиця 10. 1 – Варіанти даних для завдання І
| Варіант
|
Н, А/см
|
dзв
,мм
|
ddn
, мм
|
| 1
|
100
|
30
|
15
|
| 2
|
90
|
32
|
24
|
| 3
|
80
|
27
|
12
|
| 4
|
70
|
25
|
20
|
| 5
|
60
|
24
|
12
|
| 6
|
50
|
20
|
8
|
| 7
|
40
|
16
|
10
|
Таблиця 10. 2– Варіанти даних для завдання ІІ
| Варіант
|
l, мм
|
d, мм
|
δ, мм
|
Br
, Тл
|
Нс
,А/м
|
| 1
|
151
|
20
|
1,2
|
0,6
|
20
|
| 2
|
155
|
22
|
1,4
|
0,7
|
23
|
| 3
|
160
|
24
|
1,6
|
0,8
|
26
|
| 4
|
165
|
26
|
1,8
|
0,9
|
29
|
| 5
|
170
|
28
|
2,0
|
1,0
|
32
|
| 6
|
175
|
30
|
2,2
|
1,1
|
35
|
| 7
|
180
|
32
|
2,4
|
1,2
|
38
|
| 8
|
185
|
34
|
2,6
|
1,3
|
41
|
| 9
|
190
|
36
|
2,8
|
1,4
|
44
|
| 10
|
195
|
38
|
3,0
|
1,5
|
47
|
ЗАПитання до сАмоконтролю
10.1) Які способи намагнічування поля використовують під час контролю
10.2) З якою метою використовують магнітні порошки у дефектоскопії?
10.3) Тріщина якого напрямку викликає максимальний потік розсіювання?
10.4) Які вимоги висувають, до поверхні ОК під час магнітопорошкового контролю?
лабораторна робота № 11
11 Радіаційний контроль якості виробів І конструкцій
Мета заняття: вивчення умов застосування радіаційного контролю якості. Набуття практичних навиків розрахунку параметрів радіографії.
Прилади і обладнання: персональний комп’ютер.
Тривалість: 2 год.
Основні теоретичні положення
Радіографія – це метод радіаційного контролю без руйнування, що полягає у перетворенні радіаційного зображення об’єкта контролю на радіографічний знімок або запис цього зображення в запам’ятовуючий пристрій з подальшим перетворенням у світлове зображення.
Застосування різних методів радіаційного контролю зумовлюється, як технічною доцільністю, так і економічною ефективністю. Основні технічні показники – це чутливість і продуктивність контролю.
Середні розміри мінімально виявлених дефектів можна подати такими значеннями:
Розмір виявленого дефекту: у напрямі просвічування – 0,1..5 мм, поперечний – 0,01..0,2 мм (табл. 11.1).
Підготовка до радіографування
Під час вибору джерела випромінювання спочатку згідно зі схемою контролю із урахуванням конструктивних особливостей об’єкта контролю встановлюють атомний номер, щільність матеріалу і радіаційну товщину, за даними табл. 11.2-11.6 визначають вид необхідного випромінювання і основну його характеристику (напругу на рентгенівській трубці, радіонуклід або енергію прискорених електронів).
Приклад розрахунку необхідних режимів просвічування під час радіографії
І На рентгенівському апараті, для якого побудовано номограму на рис. 11.1, на фокусній відстані, що дорівнює 750 см, просвічують зварний шов стальної деталі з товщиною стінки 5 мм на плівку РТ-5, розташовану між двома олов'янисто-свінцевими фольгами товщиною 0,05 мм. Визначить режими просвічування.
Таблиця 11. 1- Дефекти, які виявляються радіаційними методами
| Об’єкт, що контролюється
|
Дефекти або відхилення від заданих розмірів, що виявлені
|
| Злитки і відливки
|
Тріщини: газові раковини, пористість, рихлоти, усадні раковини, земляні включення, шлакові включення, незлитини, ліквідації
|
| Зварні з’єднання, одержані
зварюванням, плавленням
|
Тріщини (повздовжні і поперечні) в наплавленому і основному металах, непровари (суцільні і переривчасті), шлакові включення, включення вольфраму, пористість, підрізи, проплави,пропалини, зміщення кромки раковини
|
| Паяні з’єднання
|
Відсутність припою, тріщини в припої і основному матеріалі, пористість, чужорідні включення, підрізи основного металу
|
| Клепані з’єднання
|
Тріщини в тілі заклепки або в основному матеріалі, зазори між тілом заклепки і основного матеріалу, зміна форми тіла заклепки
|
| Збірні одиниці,
агрегати
|
Неправильна збірка, зазори, перекоси і руйнування внутрішніх елементів, сторонні об’єкти у внутрішніх порожнинах, ступінь заповнення внутрішніх порожнин
|
| Стінки і внутрішні елементи деталей і агрегатів
|
Відхилення від форми, відхилення від заданих розмірів
|
Розв’язування. Згідно з даними табл.11.2 під час просвічування сплавів на основі заліза і радіаційній товщині 5 мм напруга на рентгенівській трубці не повинна перевищувати 100 кВ. З номограми на рис.11.1 витікає, що під час просвічування сталі товщиною 5 мм і напрузі 100 кВ необхідна експозиція 10мАхв. Згідно з довідковими даними максимальний анодний струм трубки 0,3 БПВ6-150 апарата РУП-150/300-10 має значення 2мА.
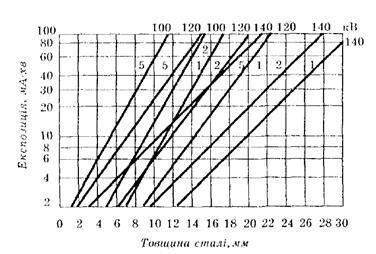
Рисунок 11. 1 – Номограма для визначення експозицій просвічування сплавів на основі заліза апаратом
РУП-150/300-10 з трубкою 0,3 БПВ6-150 на плівки
РТ-1 (1), РТ-2 (2), РТ-5 (5) (F = 750 мм, оптична густина почорніння знімка 1,5) з олов'янисто-свинцевими фольгами товщиною 50 мкм
Під час струму 2мА час просвічування:
 . .
Якщо потрібно проконтролювати об'єкти з матеріалів, не зазначених у табл. 11.2-11.6, необхідно знайти ряд значень товщини даного матеріалу, наведеного в таблиці.
Еквівалентну товщину об'єкта контролю, що піддають радіографуванню, обчислюють за формулою:
 (11.1) (11.1)
де  – лінійні коефіцієнти ослаблення випромінювання, – лінійні коефіцієнти ослаблення випромінювання,
Ееф
– ефективна енергія випромінювання,  – радіаційна товщина матеріалу, наведеного в табл. 11.2-11.6. – радіаційна товщина матеріалу, наведеного в табл. 11.2-11.6.
Ефективна енергія Ееф
випромінювання рентгенівських апаратів з напругою до 1 МеВ під час фотоелектричному поглинанні чисельно дорівнює 2/3 максимальної напруги на рентгенівській трубці.
У виразі (11.1) як матеріал, наведений у таблиці, слід використовувати найближчий за атомним номером до того матеріалу, що підлягає контролю, але не зазначений у таблицях.
Таблиця 11. 2 - Область застосування рентгенографії
| Товщина матеріалу, що просвічується (мм), на основі
|
Напруга на рентгенівській трубці, кВ
не вище
|
| заліза
|
титану
|
алюмінію
|
магнію
|
| 0,04
|
0,1
|
0,5
|
1,5
|
20
|
| 0,4
|
1
|
5
|
14
|
40
|
| 0,7
|
2
|
12
|
22
|
50
|
| 1
|
3
|
20
|
35
|
60
|
| 2
|
6
|
38
|
57
|
80
|
| 5
|
10
|
54
|
80
|
100
|
| 7
|
18
|
59
|
105
|
120
|
| 10
|
24
|
67
|
120
|
150
|
| 21
|
47
|
100
|
150
|
200
|
| 27
|
57
|
112
|
200
|
250
|
| 33
|
72
|
132
|
240
|
300
|
| 46
|
106
|
210
|
310
|
400
|
Таблиця 11. 3 - Область застосування рентгенографії під час просвічування тугоплавких матеріалів
| Товщина матеріалу, що просвічується (мм), з характеристиками z і ρ, г/см3
|
Напруга на рентгенівській
трубці, кВ
не вище
|
| Жаростійкий сплав
z = 31
ρ = 8,1
|
Молібден
z = 42
ρ = 10,1
|
Вольфрам
z = 74
ρ = 19,3
|
| 5
|
2
|
0,3
|
150
|
| 12
|
5
|
0,8
|
200
|
| 16
|
9
|
1,3
|
250
|
| 21
|
11
|
1,9
|
300
|
| 43
|
35
|
18
|
400
|
| 143
|
115
|
60
|
1000
|
Таблиця 11. 4 - Область застосування рентгенографії під час просвічування неметалів
| Товщина просвічування неметалу (мм),
з характеристиками
|
Напруга на рентгенівській трубці, кеВ, не вище
|
| z = 14
ρ = 1,39
г/см3
|
z = 6,2
ρ = 1,37
г/см3
|
z = 5,5
ρ = 0,92
г/см3
|
| 1
|
10
|
15
|
200
|
| 8
|
70
|
100
|
400
|
| 25
|
120
|
170
|
600
|
Таблиця 11. 5 - Область застосування рентгенографічного методу під час використання радіонуклідних джерел
| Товщина сплаву, що просвічується (мм), на основі
|
Закриті радіоактивні джерела
|
| заліза
|
титану
|
алюмінію
|
магнію
|
| від 1 до 20
|
від 2 до 40
|
від 3 до 70
|
від 10 до 200
|
| 5..30
|
7..50
|
20..200
|
30..300
|
70
Tm
|
| 5..100
|
10..120
|
40..350
|
70..450
|
75
Se
|
| 10..120
|
20..150
|
50..350
|
100..500
|
192
Ir
|
| 30..200
|
60..300
|
200..500
|
300..700
|
137
Cs
|
| 132..1349
|
|
|
|
160
Со
|
Таблиця 11. 6 - Область застосування радіографічного методу під час використання бетатронів
| Товщина сплаву, що просвічується (мм), на основі
|
Енергія прискорених електронів, МеВ
|
| свинцю
|
заліза
|
титану
|
алюмінію
|
| 30..60
|
50..100
|
90..190
|
150..350
|
6
|
| 40..110
|
70..180
|
130..350
|
220..570
|
9
|
| 50..110
|
100..220
|
190..430
|
330..740
|
18
|
| 60..120
|
130..250
|
250..490
|
480..920
|
25
|
| 60..150
|
150..350
|
290..680
|
570..1300
|
30
|
| 60..180
|
150..450
|
290..880
|
610..1800
|
35
|
Порядок виконання роботи
1) Отримати у викладача параметри рентгенографічного королю згідно варіанту і завдання із табл. 11.7.
2) Провести розрахунок необхідних показників із докладними поясненнями.
3) Розрахунки і отримані результати оформити відповідно до вищенаведених прикладів розрахунків, зробити висновки.
Таблиця 11. 7 – Варіанти даних для завдання І
| Варіант
|
Фок.відст. см
|
Товщ. стінки, мм
|
| 1
|
620
|
0,4
|
| 2
|
640
|
0,7
|
| 3
|
660
|
1,0
|
| 4
|
680
|
2,0
|
| 5
|
700
|
5,0
|
| 6
|
720
|
7,0
|
| 7
|
740
|
10,0
|
Запитання до самоконтролю
11.1) Область застосування радіографії.
11.2) Як визначаються режими рентгенівського випромінювання?
11.3) Як проводиться добір джерела випромінювання?
ПЕРЕЛІК ВИКОРИСТАНИХ І РЕКОМЕНДОВАНИХ ДЖЕРЕЛ
1 О.М. Карпаш, А.В. Яворський, М.О. Карпаш Основи забезпечення якості в нафтогазовій інженерії: Навч. посібник.– Івано-Франківськ: Факел, 2008. – 439 с.:іл.
2 ДСТУ 1.3:2004 Національна стандартизація. Правила побудови, викладання, оформлення,
3 Погодження, прийняття і позначання технічних умов
4 ДСТУ 1.5:2003 Національна стандартизація. Правила побудови, викладання, оформлення та вимоги до змістунормативних документів.
5 Вимоги до змісту нормативних документів.
6 ДСТУ 1.6:2004 Національна стандартизація. Правила реєстрації нормативних документів.
7 ГОСТ 2.104–68 ЕСКД. Основные надписи (ЄСКД. Основні написи).
|