| Министерство сельского хозяйства
Федеральное государственное образовательное учреждение
Высшего профессионального образования
«Пермская государственная сельскохозяйственная академия»
Имени академика Д.Н.Прянишникова
Кафедра «Ремонт машин»
Контрольная работа
Технология и организация восстановления деталей машин
Выполнил студент 4-го курса
Факультета заочного обучения
Специальности сервис в автомобильном транспорте
Поздеев Д.А. Гр.Сау-07-116
Проверил:
Ст. преподаватель
Коморовский Иосиф Вечеславович
Пермь 2008
1. Допустимые и предельные износы деталей машин
Отдельные детали и механизмы машин в процессе эксплуатации изнашиваются под воздействием сил трения, нагрузок, условий работы и окружающей среды. Особенно большой износ имеют детали, работающие в непосредственном контакте с грунтом. К ним относятся режущие элементы рабочих органов — ножи отвалов бульдозеров, скреперов и автогрейдеров, клыки корчевателей, зубья рыхлителей и экскаваторов, а также детали гусеничного хода — звенья гусениц, опорные и поддерживающие катки, звездочки и т. д.
Изнашивание деталей, выполняющих различные функции, происходит неравномерно. По мере увеличения износа нарушается нормальная работа самой машины. С течением времени основные эксплуатационные показатели заметно ухудшаются. Серьезные изменения происходят вследствие изнашивания силовой установки: резко уменьшается мощность двигателя, повышается расход топлива и смазочных материалов, увеличиваются потери на трение в механизмах силовой передачи. Значительны также изменения и в других механизмах. Износ деталей ведет к уменьшению надежности машины в целом — машина работает с перебоями, что снижает коэффициент ее использования в течение смены, месяца, года. Иногда износ отдельных деталей делает невозможной дальнейшую работу машины. В этом случае важно установить предельно допустимые износы в деталях и сборочных единицах, что позволит исключить работу машин на износ.
В каждом механизме всегда есть два типа соединений деталей: неподвижные и подвижные. В новой машине характер каждого сопряжения задается в виде определенной посадки. В подвижных сопряжениях посадка определяет свободу относительного перемещения деталей, а у неподвижных — прочность их взаимного соединения. Подвижные посадки характеризуются величиной зазора, а неподвижные — натягом. Следовательно, причину нарушения работоспособности деталей и механизмов машины нужно искать в нарушении работоспособности отдельных сопряжений, что вызывается превышением предельно допустимых зазоров в подвижных сопряжениях и нарушением прочности соединения деталей в неподвижных сопряжениях.
Если отдельные детали и механизмы перестают удовлетворять предъявляемым к ним требованиям, то это означает, что в машине появились неисправности, требуется ремонт. Заменяя по мере необходимости изношенные детали новыми или восстановленными, поддерживают работоспособность машины.
Одним из критериев необходимости ремонта сопряженных деталей является их предельный износ, при котором дальнейшая нормальная работа этих сопряжений невозможна.
Эксплуатационные испытания строительных машин позволили найти основные показатели изнашивания деталей — количественную величину износа, скорость и темп изнашивания (отношение величины износа к единице выработки машины). Например, срок службы ножей бульдозеров в грунтах II группы не превышает 500—600 ч, зубьев роторного экскаватора 50—60 ч, а ножей автогрейдеров 200—300 ч.
При любой самой совершенной конструкции и тщательном техническом уходе неизбежен износ машины, который определяется как отношение фактического срока службы или выполненного машиной объема работ к средним или нормативным срокам или объемам работ.

Степень износа определяют с целью установления стоимости машин на какой-либо определенный момент. Кроме того, износ одних деталей часто влечет за собой повышенный износ сопряженных с ними. При износе возникают дополнительные динамические нагрузки и прочность деталей уменьшается, что повышает вероятность неожиданных поломок и аварий.
Большинство деталей строительных машин подвергается воздействию различных видов изнашивания. Преобладающим является механическое, которое подчиняется определенной закономерности. Изнашивание деталей может быть естественным и форсированным. Естественное изнашивание получается в результате старения машины (в связи с этим происходит изменение физико-механических свойств металла и трения, нарушение зазоров в сопрягаемых поверхностях деталей), различных тепловых и химических воздействий среды. Такое изнашивание имеет закономерный характер. На рис. 16.1 процесс изнашивания деталей представлен графически. По горизонтальной оси откладывается время работы детали в часах, а по вертикальной — износ детали в микронах. Кривая изнашивания имеет участок ОА
(период приработки детали), участок АВ
(период нормального естественного изнашивания) и участок ВС
(период форсированного изнашивания детали).
В течение первого периода эксплуатации машины — периода приработки
сопряженных деталей — изнашивание трущихся поверхностей происходит интенсивно. За некоторое время t\
трущиеся поверхности деталей подготавливаются к восприятию эксплуатационных нагрузок. Новые детали имеют поверхности со значительными неровностями, а, следовательно, и небольшую площадь соприкосновения. По мере приработки эти неровности сглаживаются, фактическая площадь контакта увеличивается, и скорость изнашивания уменьшается.
В процессе приработки деталей режим работы машины должен быть значительно облегчен, иначе большое тепловыделение в зонах трения может привести к сплавлению и отрыву частиц металла сопряженных поверхностей. При этом смазка разжижается и обильно загрязняется металлической пылью.
К концу приработки скорость нарастания износа уменьшается, приближаясь к некоторой постоянной величине, и наступает период нормального изнашивания.
На участке АВ
износ продолжается, но интенсивность его при нормальных условиях работы сопряжения незначительна. Отрезок времени t2
соответствует большей части работы механизма, когда износ нарастает равномерно, почти по прямой линии.
По мере изнашивания деталей зазоры в подвижных сопряжениях увеличиваются, вызывая дополнительные динамические нагрузки и ухудшение условий смазывания трущихся поверхностей. После достижения некоторой величины износа (участок кривой от точки В
и далее) скорость изнашивания резко увеличивается, и наступает третий период работы сопряженных деталей, характеризующийся резким увеличением износа и недопустимым увеличением зазора в сопряжениях. В этот период изменяются геометрическая форма деталей и условия работы поверхностей трения. При этом жидкостное трение может перейти в пограничные области и вызвать выплавление антифрикционного сплава у подшипников, образование задиров на трущихся поверхностях и т. д., поэтому дальнейшая эксплуатация деталей нежелательна.
Такой износ, при котором эксплуатация детали делается невозможной или недопустимой, называется предельным. Предельный износ деталей
— это достижение таких размеров и состояния, при которых нормальная работа сопряженных деталей невозможна, так как может привести к аварии, т. е. деталь выработала ресурс.
Допустимыми
называются размеры и другие характеристики детали, при которых деталь может быть использована в машине без ремонта. Их определяют исходя из предельных размеров износа деталей.
2. Основы технологии сборки машин. Применяемое оборудование и инструмент
Под сборкой понимают процесс соединения деталей в пары и узлы, деталей в агрегаты, агрегатов, узлов, деталей в машину с соблюдением кинематических схем, посадок, размерных цепей, заданных техническими условиями и сборочными чертежами.
При сборке должны выполняться следующие требования:
- строгая последовательность выполнения операций при сборке машины в соответствии с требованиями технологии; деталь – сопряжение – сборочная единица – узел – агрегат – машина;
- сборка должна выполняться с помощью современных средств (стендов, кантователей, прессов, гайковертов и д.р.);
- перед сборкой детали должны быть промыты, рабочие поверхности протерты и смазаны маслом, каналы продуты;
- перед сборкой необходимо проверить статическую и динамическую балансировку деталей;
- при сборке следует соблюдать зазоры, натяги, разбеги, люфты, соосности, регулировки, затяжку резьб и др. параметры;
- при сборке необходимо тщательно следить за герметичностью сборки трубопроводов, фланцевых соединений, не допуская подтекания топлива, масла, воды, подсоса воздуха;
- при сборке нераскомплектованные детали следует ставить парами по меткам, нанесенным при разборке.
Процесс сборки узлов и агрегатов слагается в основном из ряда типовых сборочных работ (сборка соединений с неподвижными и подвижными посадками, сборка конусных, шлицевых, шпоночных соединений, сборка шестерен и т.д.).
Особенности сборки основных типовых составных частей.
Сборку резьбовых соединений
включает: подачу деталей, их установку и предварительное ввертывание, подвод и монтаж инструмента, завинчивание, затяжку, отвод инструмента, дотяжку, стопорение от самоотвинчивания. По ориентировочным подсчетам резьбовые соединения составляют более 70% от всех соединений, имеющихся в современных конструкциях машин. Трудоемкость сборки этих соединений занимает 25…30% в общем объеме сборочных работ.
На качество сборки резьбовых соединений большое влияние оказывают состояние опорных поверхностей деталей; состояние и точность изготовления резьб; жесткость скрепляемых деталей; прочность стопорных устройств; отсутствие искривлений и перекосов на сопрягаемых поверхностях.
Стопорение соединений с целью предотвращения самоотвинчивания болтов, винтов, гаек должно производиться правильно выбранными способами и средствами. Существуют следующие способы стопорения: контргайкой, проволокой, шплинтом, пружинными, тарельчатыми шайбами, применением герметиков и анаэробных составов, стопорными шайбами и др.
Усилие затяжки (момент) резьб следует выдерживать в определенных пределах, используя динамометрические ключи и рекомендации НТД.
Сборка опор с подшипниками качения.
Детали сборочной единицы, собираемые с подшипниками качения, должны быть чистыми, посадочные места на валу и в корпусе подшипника должны иметь установленную техническими требованиями форму и надлежащую шероховатость поверхности.
Усилие запрессовки должно передаваться непосредственно и исключительно на торец сопрягаемого кольца: внутреннего – при напресовке на вал и наружного – при постановке в корпусе подшипника. Передача усилия через шарики, ролики, сепараторы при монтаже подшипников запрещена.
Правильно посаженный подшипник должен легко и плавно вращаться от руки без заметного торможения. Радиальный люфт подшипника оценивают осевым перемещением внутреннего кольца относительно наружного, он должен быть 0,15…0,25 мм.
Сборка подшипников скольжения.
В тракторах, автомобилях, сельскохозяйственных машинах применяются подшипники скольжения, конструктивно оформленные в виде втулок или разъемных вкладышей.
Втулки чаще запрессовывают в корпуса с натягом. Реже их устанавливают с подвижной посадкой и при этом стопорят.
Усилие следует прилагать равномерно по всей окружности запрессовываемой детали, применяя специальные оправки. При этом очень важно установить ее правильно для предотвращения перекоса. Перед запрессовкой втулка и отверстие корпуса должны быть тщательно очищены, а острые углы – опилены. Для предотвращения появления задиров поверхность детали смазывают минеральным маслом. Следует иметь в виду, что после запрессовки внутренний диаметр втулки уменьшается. Поэтому втулки растачивают или развертывают после запрессовки в корпусе.
При сборке подшипников скольжения необходимо проверять соосности опор и масляный зазор в сопряжении.
Сборка прессовых соединений.
Надежность прессовых соединений зависит от размеров, геометрической формы, шероховатости деталей, а также от способа формирования соединения. Размеры, геометрическая форма, шероховатость деталей соединения должны соответствовать техническим требованиям. Соединения с неподвижными посадками собираются путем запрессовки одной детали в другую вхолодную при помощи гидравлических или механических прессов. Усилие запрессовки контролируется манометром пресса.
Детали небольших диаметров и со слабым натягом собирают при помощи ручного пресса или вручную ударами молотка, изготовленного из мягкого материала. При этом надо пользоваться приспособлениями, позволяющими равномерно распределять ударную силу. Во избежание перекосов на деталях делают фаски, используют центрирующие оправки, специальные приспособления.
Детали значительных диаметров, а также с большим натягом собирают после предварительного нагрева охватывающей детали или охлаждения охватываемой. Общий нагрев деталей не должен превышать 5000
С. Нагревают детали в масле или расплавленном свинце, а охлаждают в жидком азоте.
Сборка шпоночных соединений.
При сборке ряда деталей применяют призматические и сегментные шпонки. Особое внимание уделяют подгонке шпонок по торцам и зазору по наружной стороне шпонки.
Обычно шпонку устанавливают в паз вала плотно или с натягом, а в пазу охватывающей детали создают более свободную посадку. Люфт шпонок в канавках валов не допускается. Охватывающая деталь не должна «сидеть» на шпонке. Ее необходимо центрировать по цилиндрической или конической поверхности вала. При этом между верхней плоскостью шпонки и впадиной паза должен быть достаточный зазор.
При сборке шпонок небольших размеров применяют молотки или оправки из цветного металла. Целесообразнее запрессовывать шпонки прессом или специальными струбцинами.
Сборка шлицевых соединений.
Шлицевое соединение деталей может быть подвижным и неподвижным. Независимо от вида шлицевого соединения сборку следует начинать с осмотра состояния шлицов обеих деталей. Не допускаются забоины, задиры, заусенцы. Особое внимание должно быть уделено осмотру внешних кромок и закруглений внутренних углов шлицов. При подвижной посадке шестерни на шлицевом валу должны свободно перемещаться вдоль вала без заедания и не должна иметь на нем люфта.
При сборке шлицевого соединения по шлицевому валу подбирают сопрягаемую деталь (шестерню, муфту и др.).
Необходимость этого вызывается тем, что в процессе механической обработки не удается обеспечить точность сопрягаемых поверхностей.
После сборки шестерни со шлицевым валом ее проверяют на биение при помощи индикатора на призмах или в специальных центрах.
Герметизация при сборке машин.
Герметизацию картеров, корпусов, полостей машин можно обеспечить:
- применением прокладочного материала: картона, паронита, бумаги, ткани, резины, пробковых прокладок, самотвердеющих и жидких прокладок (герметиков, замазок, паст);
- применением специальных устройств: магнитожидкостных уплотнителей, сальников (самоподжимных, простых, резиновых, войлочных, комбинированных);
- применением микроконусов.
3. Ремонт чугунных и алюминиевых деталей сваркой
Свариваемость чугуна.
Чугун относится к материалам, обладающим плохой технологической свариваемостью. Основные трудности при сварке обусловлены высокой склонностью его к отбеливанию, т.е. появлению участков с выделениями цементита, а также образованию трещин в шве и околошовной зоне. Кроме того, чугун имеет низкую по сравнению со сталью температуру плавления (1200-1250о
С) и быстро переходит из жидкого состояния в твёрдое. Это вызывает образование пор в шве, поскольку интенсивное выделение газов из сварочной ванны продолжается и на стадии кристаллизации.
Повышенная жидкотекучесть чугуна затрудняет удержание расплавленного металла от вытекания и усложняет формирование шва. Вследствие окисления кремния на поверхности сварочной ванны возможно образование тугоплавких оксидов, что может привести к непроварам.
При выборе способа сварки чугуна необходимо учитывать следующие особенности:
· высокая его хрупкость при неравномерном нагреве и охлаждении может вызвать появление трещин в процессе сварки;
· ускоренное охлаждение приводит к образованию отбеленной прослойки в околошовной зоне и затрудняет его дальнейшую механическую обработку;
· сильное газообразование в жидкой ванне может вызывать пористость сварных швов;
· высокая жидкотекучесть чугуна обусловливает необходимость в ряде случаев подформовки.
Чугунные детали, работающие длительное время при высоких температурах, почти не поддаются сварке. Это происходит в результате того, что под действием высоких температур (300-400о
С и выше) углерод и кремний окисляются, и чугун становится очень хрупким. Чугун, содержащий окислённый углерод и кремний, называют горелым.
Плохо свариваются также чугунные детали, работающие длительное время в соприкосновении с маслом и керосином. Поверхность чугуна пропитывается маслом и керосином, которые при сварке сгорают и образуют газы, способствующие появлению сплошной пористости в сварном шве.
Способы сварки чугуна.
Сварку чугуна применяют при ремонтно-восстановительных работах и для изготовления сварно-литых конструкций. Чугун сваривают преимущественно при устранении дефектов литья в чугунных отливках до и после механической обработки, а также при ремонте деталей.
К сварным соединениям чугунных деталей в зависимости от условий эксплуатации предъявляются различные требования - от декоративной заварки наружных дефектов до получения соединений, равнопрочных с основным металлом.
Чугун можно сваривать дуговой сваркой металлическим или угольным электродом, порошковой проволокой, газовой сваркой и другими способами.
Наиболее часто способы сварки чугуна классифицируют по состоянию свариваемой детали. В зависимости от температуры предварительного подогрева различают сварку с подогревом (горячую сварку) и без подогрева (холодную сварку).
Горячую дуговую сварку чугуна применяют в случаях, когда металлом шва должен быть чугун, по своим свойствам приближающийся к свойствам основного металла детали.
Холодную дуговую сварку чугуна выполняют на обрабатываемых и обработанных поверхностях деталей, когда дефекты литья незначительны или средних размеров, когда они несквозные или сквозные, но небольшой протяжённости и, наконец, когда наплавляемый металл не предусмотрен в виде чугуна. При холодной сварке свариваемые детали не подвергают предварительному нагреву.
Особенности применения различных способов дуговой сварки чугуна показаны в таблице 1. Выбор способа и технологии сварки зависит от требований к сварному соединению. При выборе технологии сварки учитывают необходимость подогрева металла, а также механической обработки металла шва и околошовной зоны после сварки.
Таблица1.
Области применения различных способов дуговой сварки чугуна.
| Способ сварки
|
Область применения
|
Характеристика наплавленного металла
|
| Горячая ванная ручная чугунными электродами и механизированная порошковой проволокой.
|
Различные дефекты крупных размеров на обрабатываемых, обработанных и ответственных необрабатываемых поверхностях
|
Хорошие обрабатываемость и плотность, макроструктура, твёрдость, прочностные показатели аналогичны основному металлу.
|
| Ручная электродами на медно-никелевой основе.
|
Несквозные дефекты небольших и средних размеров на обработанных поверхностях. В отдельных случаях сквозные дефекты небольшой протяжённости.
|
Хорошие обрабатываемость, плотность и прочность.
|
| Ручная электродами на железо-никелевой основе.
|
Различные дефекты небольших и средних размеров на поверхностях отливок и деталей.
|
Хорошие обрабатываемость, плотность и прочность. Цвет совпадает с цветом основного металла.
|
| Ручная электродами на основе низкоуглеродистой стали со специальным покрытием.
|
Несквозные дефекты небольших размеров на обработанных поверхностях.
|
Твёрдость и цвет совпадают с твёрдостью и цветом основного металла.
|
| Ручная электродами на медно-стальной основе.
|
Сквозные дефекты на необрабатываемых поверхностях отливок и стенках резервуаров.
|
Высокие плотность и прочность. Обрабатываемость затруднена. Отличается по цвету.
|
| Холодная ручная стальными электродами.
|
Несквозные дефекты на необрабатываемых поверхностях отливок.
|
Высокая твёрдость, недостаточные плотность и прочность.
|
Горячая сварка чугуна.
Технологический процесс состоит из механической обработки под сварку, формовки свариваемых деталей, предварительного подогрева, сварки и последующего медленного охлаждения.
Подготовка под сварку дефектного места заключается в тщательной его очистке от загрязнений и в разделке свариваемых кромок.
При сварке сквозных трещи или заварке дефектов, находящихся на краю деталей, необходимо применять графитовые формы, предотвращающие вытекание жидкого металла из сварочной ванны. Формы изготавливают из графитовых пластинок, скрепляемых формовочной массой, которая состоит из кварцевого песка, замешанного на жидком стекле. Кроме того, формы можно скреплять в опоках формовочными материалами, применяемыми в литейном производстве.
Детали и чугунные отливки нагревают до температуры 300-700о
С (в зависимости от формы детали, дефекта, способа сварки). Сварку выполняют чугунными электродами или порошковой проволокой с присадкой керамического стержня. Подогрев необходим для того, чтобы после сварки происходило равномерное охлаждение всего изделия и не образовывались трещины.
Детали нагревают в специальных печах или с помощью индукционных нагревателей. Для ручной дуговой сварки используют плавящиеся электроды марок ЦЧ-4, ЭВЧ-1, МНЧ-2, ОЗЧ-2 и др.
Горячую сварку чугуна выполняют на большой силе сварочного тока без перерывов до конца заварки дефекта при большой сварочной ванне. Так, для сварки электродом диаметром 8мм требуется ток 600А, а диаметром 12мм - ток 1000А. Используют электродержатели, имеющие защиту руки сварщика от теплового излучения.
Варка угольным электродом ведётся постоянным током прямой полярности: для электродов диаметром 8-20мм используются соответственно токи 280-600А. Применяют преобразователи ПСМ-1000, выпрямители ВАМ-1601, трансформаторы ТДФ-1601.
Во время сварки следует непрерывно поддерживать значительный объём расплавленного металла в сварочной ванне и тщательно перемешивать его концом электрода или присадочного стержня. Для медленного охлаждения заваренные детали засыпают мелким древесным углём или сухим песком. Остывание массивных деталей может длиться 3-5 суток.
Основными недостатками горячей сварки чугуна являются большая трудоёмкость процесса и тяжёлые условия труда сварщиков.
Холодная сварка чугуна.
Сварка чугуна без подогрева изделия применяется шире, чем с подогревом. Подготовка поверхности дефектов к заварке заключается в сверлении, зачистке, фрезеровании и т.д. до получения чистой поверхности основного металла.
Разделку краевых дефектов осуществляют таким образом, чтобы предупредить сколы при механической обработке.
При сварке без предварительного нагрева дефекты, расположенные друг от друга на расстоянии более чем 20мм, вырубают или высверливают порознь, при более близком расположении - производят сплошную вырубку дефектного участка. Разделка кромок зависит от толщины детали. При глубине дефекта 5-7мм вырубают фаску с углом раскрытия 70-80о
. В местах, доступных для сварки с двух сторон, производят Х-образную разделку кромок. Зазор b составляет 0-3мм, притупление с- 0-3мм.
Если концы трещины не выходят на поверхность детали, то в местах окончания трещины сверлят отверстия и участок видимой части трещины вырубают (вышлифовывают) или разделывают воздушно-дуговой резкой.
По концам несквозной трещины просверливают отверстия глубиной 2-4мм, а по концам сквозной трещины - на всю глубину сверлом диаметром 6-10мм.
Наплавку ведут через центр разделки, а затем наплавляют валики на правой и левой её частях.
Трещины, сколы разделывают (V-образная разделка кромок) для односторонней сварки.
На практике используют несколько разновидностей холодной сварки: стальными, медно-железными, медно-никелевыми, железо-никелевыми, никелевыми и другими электродами.
Сварное соединение, полученное холодной сваркой, неоднородно. Оно состоит из наплавленного металла, зон сплавления и термического влияния. Размер зоны сплавления зависит от диаметра электрода (3-6мм - по размеру завариваемого дефекта).
Применяя медно-никелевые (марки МНЧ-2) и медно-стальные (марки ОЗЧ-2) электроды, получают наплавленный металл, легко поддающийся механической обработке. Наплавку образуют однослойной или многослойной укладкой валиков.
Для сварки чугуна наиболее часто используют электроды марок МНЧ-1, МНЧ-2, ЦЧ-4, ОЗЖН-1 и др.
Стальные электроды марки ЦЧ-4 (на основе проволоки из низкоуглеродистой стали с карбидообразующим покрытием) применяют при ремонте неответственных чугунных изделий небольших размеров с малым объёмом наплавки, не требующих после сварки механической обработки.
Сварку стальными электродами с защитно-легирующими покрытиями выполняют с V- или X-образной разделкой кромок. Для устранения неравномерного разогрева детали сваривают отдельными участками вразбивку. Длина этих участков сварного шва не должна превышать 100-120мм. После сварки участкам дают возможность остыть до температуры 60-80о
С. Наилучшие результаты получают при сварке электродами с покрытием марки УОНИ-13/45 постоянным током обратной полярности.
Медно-железные электроды применяют для заварки отдельных дефектов или небольших несплошностей, создающих течи на отливках ответственного назначения, в том числе и работающих под давлением. Наиболее совершенные из них - электроды марки ОЗ4-2, представляющие собой медный стержень диаметром 4-5мм, на который нанесено покрытие, состоящее из смеси электродной обмазки марки УОНИ-13/45 (50%) и жидкого стекла. При сварке не следует допускать сильного разогрева свариваемых деталей. После сварки лёгким молотком выполняют проковку наплавленного металла в горячем состоянии. Она уменьшает сварочные напряжения и снижает опасность образования трещин в околошовной зоне. В результате наплавленный металл приобретает высокую пластичность и удовлетворительно обрабатывается.
Медно-никелевые электроды применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твёрдости недопустимо. В промышленности используются электроды марки МНЧ-1 со стержнем из монель-металла и марки МНЧ-2 со стержнем из константана. Сварку выполняют электродами диаметром 1-4мм ниточным швом короткими участками. При этом не следует допускать перегрева детали, для чего рекомендуются перерывы в работе для охлаждения шва. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами лёгкого молотка. Положительные свойства электродов заключаются в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твёрдость после нагрева и быстрого охлаждения. Наплавленный металл обладает низкой твёрдостью, хорошо обрабатывается.
Железно-никелевые электроды марки ОЗЖН-1 используют для заварки отдельных небольших дефектов на обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна. Наплавленный металл имеет высокую прочность и плотность, хорошо обрабатывается.
Никелевые электроды марки ОЗЧ-3 применяют для исправления небольших дефектов в ответственных изделиях. Электродами марки ОЗЧ-4 наплавляют последний слой на поверхности, работающей на трение.
Способ сварки чугуна с помощью шпилек применяется для восстановления ответственных изделий, работающих при значительных нагрузках и не требующих обработки после сварки. Сварка комбинируется с механическим усилением зоны сплавления путём ввёртывания в металл изделия стальных шпилек, которые связывают металл шва и основной металл, разгружая хрупкую закаленную прослойку в зоне сплавления.
Диаметр шпилек составляет 5-16мм. Максимальное их количество по площади не должно превышать 25% площади излома детали. Высота шпилек над поверхностью металла - не более 5-6мм, глубина ввёртывания-1,5 диаметра шпильки.
Для сварки используются электроды диаметром 3-4мм любой марки, обеспечивающие мягкий наплавленный металл. Сварку ведут на малой силе сварочного тока (100-120А) для обеспечения малой глубины проплавления чугуна и минимального нагрева изделия, что уменьшает отбеливание и предотвращает появление трещин.
Вначале кольцевыми швами обвариваются ввёрнутые шпильки. Обварку производят вразброс, чтобы получить более равномерный нагрев детали. Затем наплавляют отдельными валиками участки между обваренными шпильками. Длина каждого валика не должна превышать 100мм. Второй слой валиков наносят перпендикулярно к направлению валиков первого слоя. После наплавки кромок заваривают разделку трещины. Для ускорения заварки трещины вводят дополнительные металлические связи (в виде прутков). Сварка с применением шпилек может выполняться в любом пространственном положении.
Сварка деталей из алюминия и его сплавов.
Такая сварка затруднена из-за постоянно образующейся на поверхности расплавленного металла тугоплавкой пленки-оксида алюминия AL2
O3
, которая плавится при температуре 2050 0
С, в то времяпература плавления алюминия 6580
С.
Алюминий и его сплавы сваривают с помощью электродуговой, аргонно-дуговой и газовой смеси. Перед сваркой алюминиевые изделия специально подготавливают: обезжиривают поверхность растворителями и зачищают стальной щеткой до блеска. Детали толщиной до 20…25 мм сваривают без предварительного нагрева. При большей толщине детали перед сваркой рекомендуется подогреть до 300…4000
С.
Для сплавления алюминия с присадочным металлом необходимо разрушить и снять оксидную пленку, что достигается применением специальных флюсов или механическим удалением ее с помощью металлического прутка. В состав флюсов входят следующие материалы: хлористый натрий, калий, литий, магний; фтористые: калий, литий, натрий, барий и др. Самый распространенный флюс АФ-4А содержит 28% хлористого натрия, 50% хлористого калия, 14% хлористого лития и 8% фтористого натрия.
При электродуговой сварке алюминия металлическими электродами флюс в виде покрытия толщиной 0,5…1,0 мм наносят на электродные прутки. Для сварки чистого алюминия выпускают электроды ОЗА-1, а для сварки сплавов алюминия – ОЗА-2. Сварку ведут на постоянном токе обратной полярности.
Алюминий и его сплавы можно сваривать угольными или графитовыми электродами с присадочным материалом. В качестве присадки используют проволоки из алюминия и его сплавов; Св-АВ00, Св-1А, Св-АК5, Св-АМЦ и др. Перед сваркой на кромки трещин насыпают слой флюса. После сварки детали из алюминия и его сплавов медленно охлаждают в термосе. Затем шов тщательно промывают горячей водой и зачищают стальными щетками. Чтобы избежать проплавления металла при заварке трещин в пустотелых деталях, их набивают песком.
В ремонтных мастерских применяют также газовую сварку алюминия и его сплавов без флюсов. В процессе подогрева и расплавления металла разрушают и удаляют оксидную пленку металлическим скребком.
Широкое применение в ремонтном производстве получила электродуговая сварка неплавящимся (вольфрамовым) электродом в среде аргона. Присадочные алюминиевые прутки вводят в дугу, которая горит между деталью и вольфрамовым электродом. Сварку можно вести как на постоянном токе обратной полярности, так и на переменном. Для аргонно-дуговой сварки промышленность выпускает установки УДАР-300-1, УДАР-500-1 и УДГ-301, УДГ-501.
4.
Выбор рационального способа восстановления деталей. Критерии выбора
Для повышения надежности и долговечности, капитально отремонтированных автомобилей большое значение имеют научно обоснованные способы и технологические процессы восстановления деталей. Решение этого вопроса имеет большое народнохозяйственное значение, особенно в связи с развитием централизованного восстановления деталей на специализированных предприятиях в условиях крупносерийного и возможно массового производства.
В отличие от технологического процесса изготовления деталей процесс их восстановления имеет много специфических особенностей. При изготовлении сырьем для готовой детали служит заготовка, в то время как при восстановлении заготовкой является сама деталь. Поэтому целью технологического процесса восстановления деталей является не превращение заготовки в готовую деталь путем оптимального варианта механической обработки, а возвращение детали утраченной работоспособности наиболее рациональным способом, обеспечивающим необходимую долговечность детали при наименьшей стоимости ее восстановления. Таким образом, выбор рационального способа является одним из основных вопросов при разработке технологических процессов восстановления деталей.
Рациональная разработка технологических процессов восстановления конкретных деталей определяется главным образом выбором способа, обеспечивающего наибольшую долговечность детали при наименьших затратах на их восстановление. В настоящее время ремонтные предприятия располагают значительным количеством способов восстановления деталей, которые применяют для устранения разнообразных дефектов - (износы, механические повреждения, трещины и др.). Для восстановления одной и той же детали пригодны несколько способов, часто неравноценных по своим технико-экономическим показателям. Поэтому обоснование выбора оптимального способа восстановления детали или группы деталей является важной и сложной задачей, которую следует решать в комплексе технических, экономических и организационных вопросов.
Прежде чем выбрать рациональный способ восстановления, необходимо решить вопрос о целесообразности восстановления деталей того или иного наименования. При этом большое значение имеет качественное проведение дефектовочных работ, содержанием которых является контроль и определение технического состояния деталей, их сортировка по группам: годные, негодные и подлежащие восстановлению.
Для выбора рационального способа восстановления деталей целесообразно пользоваться методикой, разработанной В. А. Шадричевым и уточненной М. А. Масино, основанной на последовательном рассмотрении восстановления деталей согласно трем критериям: применимости, долговечности, технико-экономической эффективности.
Критерий применимости
, или технологический критерий, позволяет из различных способов восстановления выбрать тот, который наиболее полно удовлетворяет требованиям восстановления данной детали.
Этот критерий описывается следующей функцией:
К
т
=f(М
д
;Ф
д
; D
д
; И
д
; H
д
;
 )
)
где Мд - материал детали; Фд, Dд- форма и диаметр восстанавливаемой поверхности детали; Ид- износ детали; Hд- величина и характер нагрузки, воспринимаемой деталью;
 - с
умма технологических особенностей способа, определяющих область его рационального применения. - с
умма технологических особенностей способа, определяющих область его рационального применения.
Критерий применимости не выражается числом, а является предварительным критерием. Он дает возможность определить способы, с помощью которых группы деталей могут быть восстановлены, т. е. позволяет классифицировать детали по способам их восстановления.
При помощи этого критерия можно выбрать все способы, применяемые для восстановления данной детали, но нельзя сказать, какой из них лучший. Поэтому на следующем этапе рассматривают, какой из предварительно отобранных способов обеспечивает наибольшую долговечность восстановленной детали.
Критерий, позволяющий оценить способ восстановления детали с точки зрения ее последующей работоспособности, называют критерием долговечности.
Он численно выражается коэффициентом долговечности для каждого из способов восстановления и каждой конкретной детали или группы конструктивно одинаковых деталей. При помощи критерия долговечности можно определенно назвать способ восстановления, который обеспечивает наибольший ресурс детали, но нельзя сказать, что этот способ рациональный, так как неизвестна стоимость.
С помощью критерия долговечности,
численно определяемого коэффициентом долговечности Кд ,
из числа способов, отвечающих критерию применимости, выбирают способы, восстановление которыми обеспечивает последующий межремонтный срок службы деталей:
К
д
=f(К
и
, К
в
, К
сц
),
Где Ки
- коэффициент износостойкости; Кв
- коэффициент выносливости; К сц
- коэффициент сцепляемости.
Коэффициенты Ки,
Кв
определяют в результате проведения лабораторных испытаний (на машинах трения, машинах для испытания на усталость) на образцах, соответствующих по своим параметрам новым или восстановленным деталям. Для определения Ксц
наиболее широкое применение получил метод отрыва штифта.
Окончательное решение о выборе рационального способа восстановления детали выносят на основании технико-экономического критерия
, объединяющего долговечность детали и затраты на ее восстановление.
Стоимость новой детали берут по прейскуранту, а стоимость восстановления подсчитывают в зависимости от конкретных условий ремонтного предприятия.
5. Характерные неисправности и ремонт электрооборудования
Предприятия сельского хозяйства – крупные потребители электроэнергии. В них работают около 10 млн электродвигателей, 100 тыс. сварочных трансформаторов и др. около четверти выпускаемых асинхронных электродвигателей используют в сельском хозяйстве. Электродвигатели, трансформаторы и другое электрооборудование работает в усложненных условиях: при резких колебаниях температуры и высокой влажности воздуха; в агрессивной и влажной среде и т.д. Большинство электрооборудования характеризуется низкой степенью использования по времени как в течении суток, так и на протяжении года.
В процессе кратковременной работы оборудования изоляция не просушивается, а постепенно увлажняется, что приводит к снижению ее сопротивления и увеличению возможности пробоя. Кроме того, влажная, агрессивная среда и перепады температуры ускоряют старение изоляции и уменьшают ее сопротивление.
Порядок обслуживания и ремонта электрооборудования в сельском хозяйстве регламентируется планово-предупредительной системой. Она предусматривает производственное и межремонтное техническое обслуживание, текущий и капитальный ремонты. Периодичность технического обслуживания и ремонтов устанавливается этой системой в зависимости от вида электрооборудования и характера среды, в которой оно работает.
Характерные неисправности.
Изоляция электрооборудования – наименее надежный элемент, регламентирующий его ресурс. Поэтому периодически при эксплуатации и ремонте контролируют состояние изоляции. Даже перед пуском новой, длительно не работавшей электрической машины необходимо проверить состояние ее изоляции, так как она может быть, например, чрезмерно увлажнена и без соответствующей сушки возможен ее пробой.
При проверке изоляции предусмотрены следующие испытания: измерение сопротивления; определение степени увлажнения; испытание электрической прочности.
В зависимости от конструкции у электрооборудования встречаются дефекты обмоток, токособирательной системы (коллекторов, щеток, контактных колец), механической части (подшипников, валов, корпусов и др.) и активной стали.
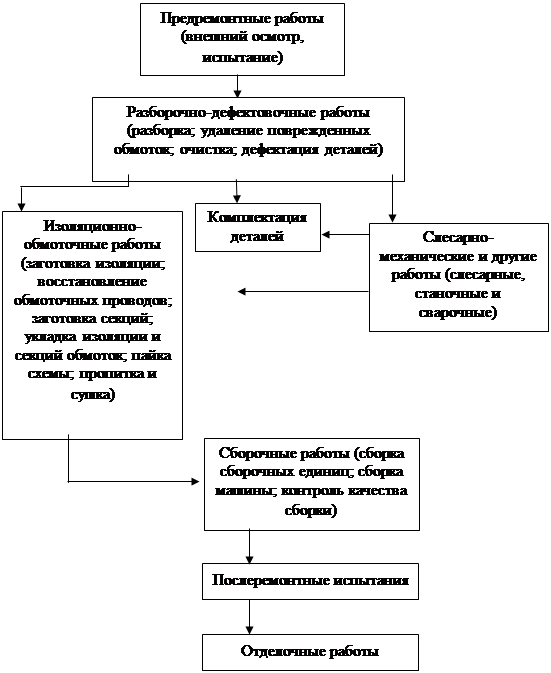
Ремонт электрооборудования.
Схема технологического процесса ремонта электрооборудования.
6. Характерные неисправности и ремонт молотильного аппарата, зерноуборочных аппаратов
Ремонт зерноуборочного комбайна. Обкатка после ремонта.
Обычно ломаются: режущий аппарат (сухое трение и запыленность). Дефекты: гладкие сегменты тупятся, насечные элементы - износ насечек, выкрашивание кромок, трещины. Спинка ножа скручивается. Пальцевой брус - деформируется. Устранение: элементы выпрессовывают и заменяют (ставят на заклепки). Спинки ножа - выправляют в тисках. Пальцевой брус - уголки местным нагревом, правят.
Неисправности молотильного аппарата: износ бичей (не восстанавливают) неплотное их прилегание к подбичникам. Трещины в дисках барабанов (заваривают) с одной стороны, а с другой ставят усиливающий диск, износ подшипников, изгиб вала.
Обкатка комбайна: холодную обкатку делают на стенде, двигателем 7КвТ и КПП, которое изменяет частоту вращения. Горячую обкатку делают на стенде с роликами. Режимы обкатки идут по максимальным оборотам и минутам: молотилка -40..45 мин, бункер и выгрузное устройство -20 мин, копнитель 15 минут, КПП -5 минут на каждой передаче, из них 3 минуты под нагрузкой. Собранный комбайн перед обкаткой прокрутить от руки за шкив барабана. Комбайн обкатывают 20 минут при 600..700 оборотах, затем до 1200..1400.
|