Содержание
Введение
Глава 1. Деформации древесины и их причины
Глава 2. Процесс сушки древесины
2.1 Атмосферная сушка
2.2 Укладка штабеля при атмосферной сушке
2.3 Технические виды сушки древесины
2.3.1Камерная сушка
2.3.2 Конденсационная сушка
2.3.3 Высокочастотная сушка
2.3.4 Вакуумная сушка
Глава 3. Деформации, возникающие в древесине при сушке и методы их предупреждения
Глава 4. Укладка пиломатериалов в штабель для камерной сушки
Глава 5. Деформации, возникающие прираспиловке древесины
Заключение
Список литературы
Приложения
Введение
Основной продукцией лесопильного производства является пиленая продукция (пилопродукция) и сопутствующей – технологическая щепа.
Пилопродукцию получают в результате продольного деления бревен и кряжей на части и продольного и поперечного раскроя полученных частей.
К пилопродукции относятся пиломатериалы, заготовки, шпалы и обапол.
Пиломатериалы – продукция определенных размеров и качества с двумя плоскопараллельными пластями, в виде досок, брусков и брусьев, используемая в целом виде или для выработки заготовок, деталей и изделий из древесины.
Заготовки – пилопродукция с размерами и качеством, соответствующим изготовляемым деталям и изделиям, и с припусками на механическую обработку и усушку.
Шпала – пилопродукция в виде бруса, предназначенная для использования в качестве опор для рельсов железнодорожных путей.
Различают обрезные и необрезные шпалы.
Обапол – пилопродукция, получаемая из боковой части бревна и имеющая одну пропиленную, а другую непропиленную или частично пропиленную поверхности. Различают дощатый и горбыльный обапол. Обапол используют для затяжки кровли, почвы и боковых пород при креплении горных выработок в шахтах.
Пиленая продукция вырабатывается из различных древесных пород. По породам древесины её можно разделить на три группы : продукция хвойных пород (около 80%), продукция мягких лиственных пород (2%) и продукция твердых лиственных пород (18%).
Размерные и качественные требования к пиленой продукции регламентируются техническими условиями (ТУ) или государственными стандартами (ГОСТ).
В пиленой продукции широкие стороны называют пластями, узкие боковые - кромками, перпендикулярные им концевые – торцами. Линии пересечения пластей и кромок пилено продукции называют ребрами. Часть поверхности бревна, оставшаяся на пиломатериалах, называется обзолом.
Толщина пиленой продукции измеряется по кромке как расстояние между пластями; ширина – по пласти как расстояние между двумя кромками; длина – как расстояние между двумя торцами.
Пиломатериалы по размерам поперечного сечения разделяют на брусья, бруски и доски.
Доски – пиломатериалы толщиной от 16 до 100 мм, шириной более двойной толщины.
Бруски – пиломатериалы, толщина которых от 50 до 100 мм, ширина не более двойной толщины.
Брусья – пиломатериалы, толщина и ширина которых 100 мм и более.
Пиломатериалы могут быть обрезными, необрезными и односторонними обрезными. У обрезных пиломатериалов пласти и кромки пропилены по всей длине или имеется обзол не более допустимого. У необрезных - пласти пропилены, а кромки не пропилены или пропилены частично и величина непропиленной части превышает допускаемые размеры для обрезных пиломатериалов. У односторонних обрезных пиломатериалов одна кромка опилена полностью, а другая кромка не опилена совсем или опилена частично и имеется обзол более допустимого в обрезном пиломатериале.
1. Деформации древесины и их причины
В данной работе будет рассмотрено понятие деформации древесины, а так же будут подробно разобраны процессы обработки древесины, в ходе которых могут возникнуть различного рода деформации.
Деформации – при этом также говорят о покоробленной или перекошенной древесине – это простое или многократное искривление сортимента в продольном направлении. Узкая сторона пиломатериала может иметь продольную деформацию, доска и брусок могут быть искривлены по ширине, то есть быть выпуклыми или вогнутыми. Пиломатериал в продольном направлении может быть изогнут спирально или в форме пропеллера. Покоробленности вызываются большим количеством причин, например: неравномерная усушка, напряжения усушки, дефекты штабелирования и косослойность.В частности, продольная покоробленность возникает из-за различий в усушке по длине волокон. Например, в одном сортименте оказываются участки разной по строению древесины, молодая древесина у сердцевины, имеющая большую усушку, чем нормальная древесина (рисунок 1)

Рисунок 1.
Такую разновидность покоробленности как крыловатость вызывает наклон волокон - порок строения древесины (рисунок 2).

Рисунок 2.
Покоробленность может привести к большим потерям материала при обработке или сделать древесину непригодной для предусмотренного использования. К тому же нужно учитывать, что коробление после обработки пиломатериала в конечное изделие может продолжиться или начаться заново.
2. Процесс сушки древесины
Сушкой называется процесс удаления из древесины влаги испарением. В деревообрабатывающих производствах промышленное применение имеют два способа сушки: конвективная газопаровая и конвективная атмосферная. При сушке древесины этими способами необходимая для испарения влаги теплота передается древесине путем конвекции от газообразной среды. Эта среда называется агентом сушки. Она обеспечивает также поглощение испарившейся влаги и ее удаление. Газообразными агентами сушки являются атмосферный воздух, топочные газы, водяной пар и их смеси.
Сушка улучшает физико-механические свойства древесины, обеспечивает устойчивость формы и размеров древесных сортиментов, повышает стойкость против гниения и уменьшает массу древесины.
2.1 Атмосферная сушка
Атмосферная сушка производится на открытых складах или под навесами при размещении пиломатериалов в штабелях. Агентом сушки является атмосферный воздух. Так как холодный воздух слабо поглощает влагу, то атмосферная сушка протекает медленно, а в зимнее время практически прекращается. Регулировать скорость атмосферной сушки можно лишь в незначительной степени путем изменения плотности укладки материала в штабеля.
2.2 Укладка штабеля при атмосферной сушке
При укладке штабеля следует обращать внимание на безупречное основание штабеля, правильный выбор и расположение штабельных реек, защиту торцов, а также аккуратное штабелирование и укрытие пиломатериалов.
Основание штабеля состоит из штабельных ножек и лежней (прокладок). Расстояние между ножками штабеля рассчитывают на основании толщины высушиваемого материала. Чем толще штабелируемый пиломатериал, тем больше может быть расстояние между отдельными ножками, как правило, от 1,00 до 1,25 м. в продольном направлении и от 0,50 до 1,50м. – в поперечном. Для обеспечения хорошего проветривания штабеля штабельные ножки должны иметь такую высоту, чтобы нижний слой штабеля находился на высоте от 0,40 до 0,60 м. над полом. Прокладки в штабеле должны лежать в поперечном направлении горизонтально, в продольном – с уклоном от 1 до 5 см. на метр. Это делает возможным сток попавших на штабель дождевых капель.
Штабельные рейки или пластины делают возможным проветривание высушиваемых пиломатериалов. Особенно удобны рейки с квадратным сечением, так как исключена возможность положить их неправильно. Штабельные рейки должны иметь такую длину, чтобы штабелируемый пиломатериал помещался на них по всей своей ширине. Тем самым будет предотвращено коробление пиломатериала. Рейки с немного большей длиной делают возможным поперечное соединение между отдельными штабелями и уменьшают опасность разрушения штабеля (рисунок 3).
При штабелировании пиломатериалов штабельные рейки должны укладываться перпендикулярно друг к другу, что бы предотвратить прогиб и коробление досок или брусков. Расстояние между рейками рассчитывается в зависимости от толщины штабелируемых изделий. Для досок толщиной до 15мм расстояние между рейками должно быть более 50 см, для досок толщиной более 15 мм – от 75 до 100 см, для брусков - от 130 до 150 см. Внутри одной зоны штабеля могут прокладываться только рейки с одинаковым поперечным сечением. Тем самым обеспечивается равномерность и постоянство расстояния по высоте между досками или брусками, и пиломатериал не коробится. Штабельные рейки должны быть изготовлены из ели, так как еловая древесина не приводит к окрашиванию высушиваемого материала и не образует на нем вмятин.
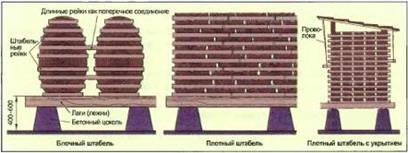
Рисунок 3.
2.3 Технические виды сушки древесины
2.3.1 Камерная сушка
Газопаровая сушка, проводимая в специальных помещениях – сушильных камерах, называется также камерной. Высушиваемая древесина штабелируется в теплоизолированных камерах из стали, алюминия или кирпича. Камеры, различные по размеру и форме, оснащены оборудованием, с помощью которого влажность, температура и поток воздуха могут быть установлены или отрегулированы таким образом, что для сушки древесины будет создан оптимальный климат. Таким техническим оборудованием в основном являются: нагревательный прибор, трубопровод для распылителя, двигатель аксиального вентилятора, клапаны приточного и вытяжного воздуха, промежуточное перекрытие с поворотными дугами, а также измерительные и контрольные приборы для регулирования и контроля процесса сушки (рисунок 4).
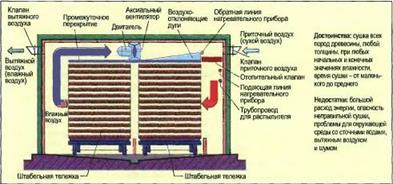
Рисунок 4.
С помощью нагревательного прибора повышается температура воздуха в камере. Нагретый воздух, подгоняемый вентилятором, отдает тепло влажной древесине и одновременно забирает из высушиваемого сортимента исходящую в виде пара влагу (рисунок 4). Если воздух в камере слишком сухой или относительная влажность слишком низкая, то процесс сушки будет протекать слишком быстро и может вызывать повреждения древесины, например образование трещин. С помощью разбрызгивающего оборудования можно установить желаемую относительную влажность воздуха в камере.
Воздух в зависимости от температуры может принять только определенное количество водяного пара. При сушке температура не меняется. Для поддержания процесса сушки необходим постоянный приток свежего воздуха, так называемого сухого воздуха, через приточный клапан в сушильную камеру. В это время воздух, обогащенный водяными парами, так называемый влажный воздух, через вытяжной клапан отводится наружу. Конвекционная сушка по этой причине так же обозначается как приточно-вытяжная сушка. Конвекция в данном случае значит подведение и удаление.
То, как работа отдельных элементов оборудования камерной сушки будет согласована между собой, будет зависеть от породы подлежащей сушке древесины, от толщины сортимента, значений начальной и желаемой конечной влажности. Некоторые породы могут сушиться при температуре ниже 100 C, другие – выше 100 C . Твердая древесина сохнет сложнее и требует большего времени сушки, чем мягкая. Древесина с высокой начальной влажностью должна провести в сушильной камере больше времени, чем предварительно просушенная древесина.
В соответствии с планом сушки высушивание древесины производится в пять этапов:
- нагрев находящегося в камере воздуха;
- прогрев находящейся в камере древесины;
- непосредственно процесс сушки с применением нагретого приточного воздуха и при необходимости распыленного пара;
- кондиционирование, то есть дополнительный обдув высушиваемого сортимента в конце сушки для лучшего выравнивания различий влажности и напряжений сушки;
- медленное охлаждение;
В зависимости от температуры воздуха сушки разделяют на низкотемпературные, нормальные и высокотемпературные.
Низкотемпературная сушка: древесина высушивается при температуре ниже 45 C. Процесс сушки длится медленнее, древесина высушивается бережнее и без напряжений (так называемая мягкая сушка). Этот метод применяется для толстой, трудно поддающейся сушке и склонной к изменению цвета древесины. Значение конечной влажности составляет примерно 20%, то есть речь идет о предварительном просушивании.
Сушка при нормальной температуре: температура воздуха в сушильной камере лежит в интервале от 45 до 90 C. Этот диапазон температур подходит для древесины хвойных пород и для легко сохнущих лиственных пород. Начальная влажность не ограничена. Этим методом древесину можно высушить до достижения конечного значения влажности.
Высокотемпературная сушка: температура воздуха в сушильной камере лежит в интервале от 100 до 130 C. При такой быстрой и резкой сушке существует опасность возникновения повреждений древесины, например образования трещин усушки, изменения цвета и т.д. Этот метод применяется для древесины хвойных пород. Многие лиственные породы, например дуб и бук, могут высушиваться при высоких температурах, начиная с уровня влажности древесины менее 30%.
При высокотемпературной сушке различают сушку горячим воздухом и горячим паром. При сушке горячим воздухом используют горячий сухой воздух (паровоздушную смесь), сушка является резкой. При сушке горячим паром применяют перегретый водяной пар без примешивания воздуха. Такое высушивание является более мягким.
2.3.2 Конденсационная сушка
При конденсационной сушке находящийся в камере воздух попеременно нагревают и охлаждают. Нагрев и охлаждение воздуха производится в приборе для удаления влаги из древесины, называемом конденсационной сушилкой. Этот прибор может находиться внутри или снаружи сушильной камеры. Конденсационная сушилка работает как холодильная установка. Воздух камеры, который принял в себя влажность из древесины, подается в конденсационную сушилку и проходит через испаритель. Здесь воздух охлаждается до температуры ниже точки росы. Имеющаяся в воздухе влага конденсируется на испарителе в виде воды и выводится наружу. Воздух, который освобожден от влаги и может снова впитывать влагу из древесины, с помощью расположенного в камере вентилятора проходит через штабель древесины (рисунок 5). Этот процесс продолжается до тех пор, пока влажность высушиваемой древесины не достигнет желаемого значения (макс. 12%).

Рисунок 5.
Конденсационная сушка применяется, прежде всего, для высушивания чувствительной древесины, то есть той древесины, которая требует особо щадящего высушивания. Так как такое высушивание древесины, как правило, производится при низких температурах (до 40 C), опасность трещинообразования и коробления значительно снижена.
2.3.3 Высокочастотная сушка
При высокочастотной сушке древесина подается на конвейере в область действия высокочастотного переменного электрического поля, мощность которого можно менять для достижения различных степеней высушивания древесины (рисунок 6). Достоинство такой сушки заключается в том, что древесина достаточно быстро нагревается изнутри. Это способствует высушиванию, таким образом, требуется значительно более короткое время, чем при других методах сушки, даже для большого поперечного сечения. Время сушки лежит в пределах нескольких минут. Древесина типа дуба и бука при высокочастотной сушке имеет тенденцию к изменению окраски.
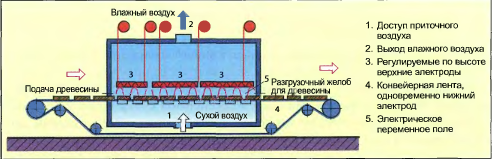
Рисунок 6.
2.3.4 Вакуумная сушка
При вакуумной сушке высушиваемая древесина находится в имеющем форму трубы металлическом цилиндре, в котором имеется пониженное давление. Снижение давления примерно на 200мбар приводит к тому, что испарение влаги из древесины при температуре 80 C начинает происходить очень быстро. Вакуумная сушка может использоваться различными способами.
В установках с нагревательными плитами между отдельными слоями прокладываются плиты, которые через систему шлангов соединены с системой нагрева (рисунок 7). После установки высушиваемого сортимента в сушильную камеру происходит нагрев воздуха, и давление воздуха снижается. Приток тепла происходит постоянно. Испаряющаяся из древесины влага охлаждается на встроенных поверхностях охлаждения, конденсируется и отводится. Незадолго до достижения желаемой конечной влажности нагрев выключают. Затем камера проветривается и открывается.
Для вакуумной сушки без нагревательных пластин между отдельными слоями древесины укладываются штабельные рейки, благодаря этому нагреваемый воздух может окружить древесину со всех сторон. Нагревание воздуха происходит при помощи отопительного клапана. Движение нагретого воздуха обеспечивается при помощи вентилятора. Вакуумная сушка, как правило, применяется тогда, когда требуется быстро и бережно высушить небольшой объем древесины.

Рисунок 7.
3. Деформации, возникающие в древесине при сушке и методы их предупреждения
В процессе сушки имеется перепад влажности по сечению древесины. В связи с этим связанная с влажностью усушка не одинакова. Последнее обстоятельство приводит к образованию внутренних напряжений.
На первой стадии сушки влажность поверхностных слоев быстро опускается ниже точки насыщения волокна и они стремятся к усушке. Этому стремлению противодействуют внутренние слои древесины, усушка которых еще не начиналась. Поэтому наружные слои будут испытывать растягивающие напряжения, а во внутренних возникнут сжимающие напряжения, уравновешивающие растягивающие.
Если бы древесина была идеально упругим материалом, то появившееся на первой стадии сушки внутренние напряжения в дальнейшем постепенно уменьшились бы и в конце сушки – в момент выравнивания влажности – исчезли бы окончательно. В действительности же внутренние напряжения исчезают на некотором промежуточном этапе сушки, но в конце сушки появляются снова с противоположным знаком.
Если внутренние напряжения в древесине превысят определенный предел, то материал растрескается. Так как предел прочности при растяжении поперек волокон меньше, чем при сжатии, то в начальной стадии сушки появляются поверхностные, а в конце сушки внутренние трещины.
Избежать внутренних напряжений при сушке невозможно. Однако при правильном режиме их значения могут оставаться меньше предела прочности. Кроме того, внутренние напряжения можно значительно уменьшить за счет влаготеплообработки древесины. При влаготеплообработке на древесину воздействуют воздухом повышенной температуры с высокой степенью насыщения. Увлажнение поверхностных слоев во время обработки вызывает возникновение в них сжимающих напряжений, которые противоположны по знаку действовавшим на первой стадии напряжениям и, следовательно, снижают их влияние.
Кроме внутренних напряжений, вызываемых перепадом влажности, в древесине возникают напряжения из-за различной степени усушки в тангенциальном и радиальном направлениях. Эти напряжения становятся причиной деформации материала.
Еще одной причиной коробления материала во время сушки является плохое его зажатие, т.е. неудовлетворительная его укладка в штабель.
4. Укладка пиломатериалов в штабель для камерной сушки
На равномерность сушки и сохранение правильной формы досок после сушки большое влияние оказывает качество формирования штабелей (пакетов). Деформирование высушиваемых пиломатериалов - это результат недостаточного их зажатия, т.е. неправильной укладки в штабель.
При камерной сушке используются штабеля двух типов: пакетный, формируемый из нескольких (2…4) сушильных пакетов, и цельный, собираемый целиком на месте его формирования.
Штабель должен состоять из пиломатериалов одной породы и толщины.
Подштабельное основание должно быть прочным, жестким, а верх его - горизонтальным. Длина основания должна равняться длине штабеля. Основанием штабеля наиболее часто служат специальные рельсовые вагонетки, собранные из треков. Трек представляет собой двухколесную тележку, установленную на один рельс. Треки соединяются между собой брусками сечением 100х100 мм, устанавливаемых в соответствующие пазы на треках. Длина брусков должна равняться ширине штабеля.
Форма поперечного сечения пакетов и штабелей должна быть прямоугольной, а торцы их выровнены по вертикали.
Разные по длине доски укладывают вразбежку, причем самые длинные - по краям. Такая укладка предохраняет концы досок от коробления. Стыкуемые доски (длина которых меньше половины длины штабеля) располагают не менее чем на двух прокладках, при этом внешние торцы выравнивают по торцам штабеля.
Если доски имеют разную ширину, то узкие укладывают в середину, а широкие - по краям пакета или штабеля. Если по ширине пакета или штабеля целое количество досок не размещается, то зазор оставляют по середине ширины штабеля.
Недогрузка штабеля по высоте недопустима, так как за счет больших утечек сушильного агента через пространство над штабелем резко снижается скорость циркуляции в самом штабеле. Это приводит к увеличению сроков сушки и в некоторой степени к неравномерному просыханию материала.
Необразные доски укладывают комлями в разные стороны (рисунок 8).
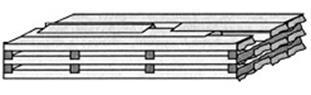
Рисунок 8.
В зависимости от характера циркуляции агента сушки через штабель пиломатериалы укладывают:
1. сплошными рядами без промежутков (шпаций) между досками для камер с горизонтальной циркуляцией поперек штабелей (рисунок 9.1);
2. с промежутками (шпациями) между досками для камер с горизонтальной циркуляцией вдоль штабелей и с вертикальной, в том числе естественной циркуляцией (рисунок 9.2).

Рисунок 9.
В штабелях или пакетах со шпациями общая ширина шпаций должна составлять при укладке обрезных досок - 35%, необрезных - 57% от ширины штабеля. Шпации должны быть распределены равномерно по ширине штабеля.
Горизонтальные ряды пиломатериалов в пакетах и штабелях должны разделяться межрядовыми прокладками, а пакеты по высоте штабеля - межпакетными.
Главное внимание уделяют шагу прокладок, а также вертикальности их рядов - это основной признак качества укладки пиломатериалов.
Расстояние между прокладками по длине штабеля (шаг прокладок) зависит от древесной породы, толщины и ширины пиломатериала, конечной влажности.
При высушивании хвойных пиломатериалов с конечной влажностью (10…12)% шаг прокладок принимают равным 20-кратной толщине досок, т.е. шаг = 20Т.
При сушке дубовых и буковых досок, которые значительно коробятся, шаг = 15 Т.
Если конечная влажность древесины (5…7) %, а сортименты короткие, назначают шаг = 10Т.
В случае высушивания хвойных пиломатериалов до транспортной влажности следует принимать шаг = 35Т.
Длина межрядовых прокладок зависит от ширины штабеля, их ширина (35…45) мм, толщина (25 ± 0,5) мм.
При сушке толстых пиломатериалов в высоких штабелях рекомендуются прокладки шириной 50 мм.
Межпакетные прокладки изготавливают квадратного сечения не менее 70 х 70 мм.
По высоте штабеля прокладки следует укладывать строго вертикально одна над другой. Сбившиеся прокладки выправляют. Нижняя прокладка должна находиться над опорным брусом или над другим прочным основанием. Крайние прокладки у лицевого ровного торца штабеля укладывают заподлицо с торцами досок.
Прокладки изготавливаются из древесины хвойных и лиственных пород, не имеющей гнили и синевы.
Количество межрядовых прокладок по длине пакета или штабеля приведено в таблице 1.
Таблица 1.
| Толщина пиломатериалов, мм |
Хвойные породы |
Лиственные породы |
| длина пакета или штабеля, м |
| 2,5 |
4,0…4,5 |
6,5…6,8 |
2,5 |
4,0…4,5 |
6,5…6,8 |
| 16…19 |
5 |
8 |
12 |
7 |
10 |
14 |
| 22…25 |
5 |
7 |
10 |
6 |
9 |
12 |
| 32…40 |
4 |
5 |
7 |
5 |
7 |
9 |
| 50 и более |
3 |
4 |
6 |
4 |
5 |
7 |
Количество межпакетных прокладок по длине пакетного штабеля должно быть таким же, как и количество межрядовых прокладок. При формировании штабеля межпакетные прокладки должны размещаться в одном вертикальном ряду с межродовыми прокладками пакетов.
5. Деформации, возникающие при распиловке древесины
Деформации так же могут возникнуть в процессе распиловки древесины. Причиной этого является особенности строения дерева. Например, одной из особенностей строения ствола может являться косослойность. Простая косослойность отличается спиралевидным, в основном параллельным расположением волокон под наклоном к оси дерева. В результате, перед распиловкой в дереве присутствуют внутренние напряжения, которые проявляются в процессе распиловки. Как следствие древесина становится деформированной.
Заключение
В ходе данной работы было разобрано понятие геометрической формы пиломатериалов и понятие деформации или коробления древесины. Так же были подробно разобраны процессы первичной обработки пиломатериалов на лесопильных предприятиях и установлены возможные причины изменения геометрической формы пиломатериалов. У меня данная работа вызвала большой интерес, т.к. кроме новых знаний, приобретенных в ходе данной работы, я получил возможность предложить свой метод расчета величины прогиба пиломатериалов.
Список литературы
1. Тюкина Ю.П., Макарова Н.С. Технология лесопильно-деревообрабатывающего производства: Учеб. для СПТУ. — М.: Высш. шк. , 1988 - 271с, ил.
2. Расев А. И. Сушка древесины. Учебник для проф. -техн. училищ. — М.: Высш. школа, 1980. —181 с.
3. под ред. В. Нуча Деревообработка. Техносфера, 2007-848с.
4. Кречетов И.В. Сушка древесины. 3-е изд. перераб. М.: Лесн. пром-сть, 1980.-432 с.
Приложение
Расчет величины прогиба доски
В данной части работы мне нужно предложить метод измерения величины прогиба пиломатериала.
a – величина прогиба пиломатериала

Рисунок 10.
Обозначим начальные условия. Пусть у нас имеется доска длинной l = 6 метров. Пусть доска изогнута вдоль пласти или вдоль кромки (как показано на рисунке 10), причем изгиб равномерный, т.е., другими словами, эта доска является дугой окружности какого либо радиуса R. Мне нужно определить величину a, которая показана на рисунке 10, причем не напрямую, а с помощью однократного измерения прогиба конкретной части доски. Переводя все выше сказанное в геометрическую форму, мы получим задачу, сходящуюся к нахождению наибольшего расстояния от хорды (в нашем случае это поверхность на которой находится доска или условная линия, соединяющая два конца доски ) до окружности ( в нашем случае это есть поверхность доски) (рисунок 11).

Рисунок 11.
На рисунке 11 дуга BD – доска длинной 6 м.
Кроме заданных условий пусть у нас имеется измерительный прибор, который измеряет величину прогиба не всей доски, а только ее части.
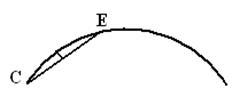
Рисунок 12.
На рисунке 12 этот прибор изображен виде хорды CE. Пусть длина этой хорды стандартна и равна 2 метра, а измеряется максимальное расстояние от хоры до окружности – обозначим его за X.
Итак, далее после одного измерения величины X, мы должны с помощью расчетов определить искомую величину a.
Сначала, зная длину хорды СЕ и определив X, мы можем найти радиус окружности R (рисунок 11).
Находим R по формуле
R =((CE/2)^2+X^2)/2*X = (1+ X^2) )/2*X
Теперь мы знаем радиус окружности. Нам нужно определить длину хорды BD (рисунок 11) что бы через нее, зная радиус, найти искомую величину a.Длину L хорды окружности радиусом R можно определить по величине стягиваемой ею дуги φ по формуле:
L = 2R·sin(φ/2)
φ = l / R, где l – длина дуги BD (рисунок 11).
φ =6/((1+ X^2) )/2*X)
отсюда
L = ((1+X^2)·sin(6*X/(1+X^2)))/X
Теперь, зная длину хорды BD (рисунок 11) , зная радиус R, мы можем найти искомую величину a
Запишем, как выражается радиус через эти две величины:
R =((L/2)^2+a^2)/2*a
Отсюда получаем квадратное уравнение
a^2-2*a*((1+ X^2) )/2*X) +(L/2)^2=0,
гдеL = ((1+X^2)·sin(6*X/(1+X^2)))/X
Решая его, мы найдём искомую величину a, принимая за нее положительный корень уравнения.
|