КУРСОВАЯ РАБОТА
ПО ДИСЦИПЛИНЕ:
«Автоматизация технологического процесса»
НА ТЕМУ:
«Автоматизация технологического процесса обработки детали»
Содержание
1 Разработка технологического процесса изготовления детали
1.1 Анализ конструкции детали
1.2 Выбор метода получения заготовки
1.3 Разработка технологического процесса
1.4 Расчёт режимов резания и норм времени
2 Разработка автоматической линии
2.1 Выбор структурной схемы автоматической линии
2.2 Выбор и компоновка технологического оборудования
2.3 Выбор и компоновка транспортных средств
2.4 Выбор методов и средств контроля
2.5 Составление циклограммы работы автоматической линии
3 Построение системы управления электроприводом металлообрабатывающего станка
Список литературы
Анализ конструкции детали произведём с точки зрения её технологичности при обработке на станках, обеспечении требуемой программы выпуска, экономии материала, энергии, затрат производимых при изготовлении детали.
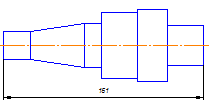
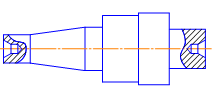
Данная деталь имеет простую конструкцию. Имеются поверхности для базирования и закрепления на станках на всех операциях.
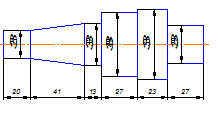
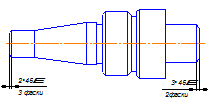
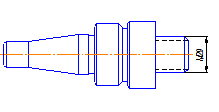
Обрабатываемая деталь – ступенчатый вал, изготавливаемый из стали 40, имеет повышенные требования к качеству поверхностей Æ29 и конусной поверхности, шероховатость которых Ra 1,25 мкм. Шероховатость Ra 3,2 мкм имеют поверхности Æ49, Æ55. Поверхности Æ37 и Æ21 свободны.
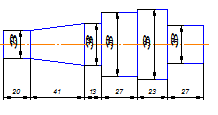
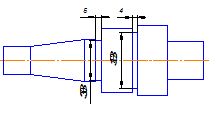
Канавки могут быть получены канавочным резцом после обработки шеек вала. Фаски точатся в последнюю очередь. На поверхности с неуказанной шероховатостью в соответствии с чертежом необходимо обеспечить Ra 6,3 мкм.
При данной форме и конфигурации детали имеется возможность обработки большинства поверхностей проходным резцом. Диаметральные размеры шеек вала убывают к концам вала, что несколько затрудняет их обработку. Шпоночные канавки отсутствуют, что сокращает число операций. В конструкции детали отсутствуют резкие перепады диаметров.
Деталь имеет достаточную жесткость для применения высокопроизводительных методов обработки.
Отношение длины вала к минимальному диаметру не должно превышать 15:
Таким образом, можно сделать вывод, что деталь технологична за исключением уменьшающихся к концам вала диаметров шеек и резьбы.
Материал детали сталь 40 – среднеуглеродистая с содержанием углерода 0,40%. Имеет хорошую пластичность, вязкость, высокое сопротивление появлению трещин. Применяют для большой группы деталей машин работающих не только при статических нагрузках, но и в условиях циклических нагрузок. Относится к недорогому конструкционному материалу.
Заготовку для производства вала можно получить несколькими способами. Рассмотрим следующие из них: литьё под давлением, поперечно-клиновый прокат и использование в качестве заготовки круглого проката. Оценивать тот или иной способ будем по коэффициенту использования металла, подверженности металла данному методу обработки, а так же по себестоимости получения заготовки.
При литье сталь имеет высокую усадку, низкую жидкотекучесть, склонность к образованию горячих трещин. Припуски на последующую механическую обработку получаются в пределах 4…6 мм, что приводит к уменьшению коэффициента использования металла – много металла уходит в стружку, что приводит к увеличению времени на механическую обработку и удорожанию обработки.
При использовании круглого проката припуски получаются автоматически, и будут на отдельных частях детали очень большими. Коэффициент использования металла 0,6…0,7. В связи с этим также увеличивается время на обработку, повышается износ инструмента, а значит, возрастает себестоимость готовой детали.
Наиболее оптимальный способ получения заготовки – это поперечно-клиновой прокат, который позволяет назначить припуски в пределах 1,5…2,5 мм в зависимости от размеров поверхности. При прокате повышаются механические свойства металла. Метод имеет высокую производительность, что удешевляет заготовку. Коэффициент использования металла 0,9.
Операции будут строиться из малого числа простых технологических переходов, то есть технологический процесс разрабатываем по принципу дифференциации операций. Это связано в первую очередь с возможностью отделения сложной и точной чистовой обработки, требующей высокоточных станков, от предварительной черновой обработки, которая может производиться высокопроизводительными способами. Дифференциация в условиях средне - серийного производства является экономически целесообразным построением технологического процесса.
Минимально возможным числом операций может быть четыре, это связано с особенностями и методами обработки отдельных поверхностей вала, а также осуществлением чистовой и черновой обработки на отдельных станках.
Операция фрезерно-центровальная: на фрезерно-центровальном автомате за один установ можно произвести фрезерованием торцов вала и их зацентровку.
Операция токарная: на токарном автомате производится черновое наружное точение шеек вала проходным резцом.
Операция токарная: на токарном автомате чистовая обработка шеек вала с выдерживанием диаметральных и линейных размеров согласно требованиям чертежа.
Операция токарная: прорезка канавок канавочным резцом и снятие фаски фасочным резцом на токарном автомате.
В соответствии с требуемой точностью обработки и шероховатостью поверхностей следует назначать режимы резания: скорость вращения шпинделя, глубину резания, подачу.
Общий припуск под всю механическую обработку 2,5 мм на сторону. Припуск под черновую токарную обработку - 2 мм, под чистовую – 0,5 мм.
При фрезеровании торцов принимаем подачу S=0,2 мм/об, частоту вращения инструмента (фрезы) n=650 мин-1
, глубину равную припуску на торце t=2,5 мм. Длину рабочего хода:

где dТ
– наибольший диаметр фрезеруемого торца, мм.
Расчётное время обработки

При черновом точении принимаем следующие режимы: глубина резания t=2 мм, подача S=0,4 мм/об., частота вращения заготовки n=650мин-1
. Длину рабочего хода принимаем равной длине шейки вала. Расчётное время обработки:

Остальные режимы резания и время на обработку приведём в технологической карте (таблица 1.1).
Таблица 1.1 – Маршрут технологического процесса
| Операции |
Операционный
эскиз
|
Припуск
мм
|
Длина раб. хода,
мм
|
Режимы |
tP
,
мин
|
n,
мин-1
|
S,

|
t,
мм
|
i |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Фрезеро-вание
торцов
|
|
2,5 |
32 |
650 |
0,2 |
2,5 |
1 |
0,3 |
Центро-вание
торцов
|
|
2,5 |
10 |
500 |
0,1 |
2 |
1 |
0,2 |
Черновое
точение шеек
№1
№2
№3
№4
№5
№6
|
|
2 |
20
42
13
27
23
27
|
650 |
0,5 |
2 |
1 |
0,061
0,129
0,040
0,083
0,070
0,083
|
Чистовое
точение шеек
№1
№2
№3
№4
№5
№6
|
 |
0,5 |
20
42
13
27
23
27
|
1000 |
0,15 |
0,5 |
1 |
0,133
0,280
0,087
0,180
0,153
0,180
|
Прорезка
канавок
|
 |
1
3,5
|
17 |
800 |
0,12 |
1
3,5
|
1 |
0,177 |
| Точение фасок |
 |
2
2
3
2
3
|
5 |
800 |
0,1 |
2
2
3
2
3
|
1 |
0,06 |
Нарезание
резьбы
|
 |
2 |
27 |
90 |
1 |
2 |
2 |
0,6 |
На основе определённого времени на обработку составим типовой технологический маршрут.
Таблица 1.2 – Типовой технологический маршрут
| Операции |
ТО
, мин |
Фрезерование торцов
Зацентровка торцов
|
0,25
0,2
|
| I позиция – 0,45 |
Черновая токарная обработка
шеек вала
№1
№2
№3
№4
№5
№6
|
0,061
0,129
0,040
0,083
0,070
0,083
|
| II позиция – 0,466 |
Чистовая токарная обработка
шеек вала
№1
№2
№3
№4
№5
№6
|
0,133
0,280
0,087
0,180
0,153
0,180
|
| III позиция – 1,013 |
Прорезка канавок
Точение фаски
|
0,177
0,06
|
| IV позиция – 0,237 |
Нарезание
резьбы
|
0,6 |
| V позиция – 0,6 |
Минимальная компоновка автоматической линии будет состоять из пяти позиций: одного фрезерно-центровального автомата и четырёх токарных автоматов. Лимитирующей позицией является чистовая обработка шеек вала – 1,013 мин.
Дифференцируя общий объём обработки вала на число позиций (станков), можно сократить длительность рабочих ходов цикла. Переходы, основное время которых превышает 0,25 мин, необходимо расчленить на более мелкие. Максимальное число позиций 10 ограничивается невозможностью дробления фрезерования торцов на 2 станка.
Приведём технологическую схему обработки при восьми позиционном варианте (q=5):
I поз. – 0,45 мин: фрезерование торцов, центрование торцов;
II поз. – 0,466 мин: черновое точение шеек №1, №2, №3, №4, №5, №6
III поз. – 1,013 мин: чистовое точение шеек №1, №2, №3, №4, №5, №6;
IV поз. – 0,237 мин: прорезка канавок и точение фасок.;
V поз. – 0,6 мин: нарезание резьбы;
Таким образом, для обработки вала даже при простейшем построении однопоточной обработки и жёсткой межагрегатной связью автоматическую линию можно построить по 8 вариантам q=5…13.
Для выбора варианта структуры автоматической линии необходимо рассчитать производительность автоматической линии по формуле:
 , шт/смену
, шт/смену
где Р=1 – количество параллельных линий,
ТО
max
– время наиболее длительной операции,
tX
=0,25 мин – время холостых ходов,
∑Сi
=0,12 мин/шт – ожидаемые внецикловые потери,
te
=0,02 мин/шт –ожидаемые простои и внецикловые потери из-за
отказов устройств и механизмов,
ny
=1,2,3,4 – число участков,
w – коэффициент возрастания внецикловых потерь при различных вариантах количества участков.
Определим QАЛ
для варианта q=5, ny
=1, ТО
max
=1,013 мин
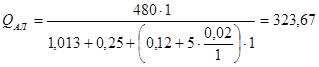 шт/см. шт/см.
Значения производительностей для других структурных вариантов сведём в таблицу 1.3 и рисунок 1.1.
Таблица 1.3 – Производительности автоматической линии
| q |
Tomax, мин |
Qал, шт/смену |
| nу=1 |
nу=2 |
nу=3 |
nу=4 |
| 5 |
1,013 |
323,6682 |
| 6 |
0,6 |
440,367 |
458,0153 |
465,6577 |
| 7 |
0,513 |
469,2082 |
| 8 |
0,5 |
466,0194 |
494,8454 |
513,0398 |
| 9 |
0,46 |
475,2475 |
525,5091 |
| 10 |
0,45 |
470,5882 |
509,5541 |
| 11 |
0,367 |
501,5674 |
| 12 |
0,333 |
509,0138 |
566,706 |
593,3251 |
606,2137 |
| 13 |
1,013 |
516,129 |
Из задания требуемая производительность автоматической линии QАЛ(
min
)
=395 шт/см, с увеличением до Qmax
=513,5 шт/см. В данный диапазон попадает 2 структурных варианта:
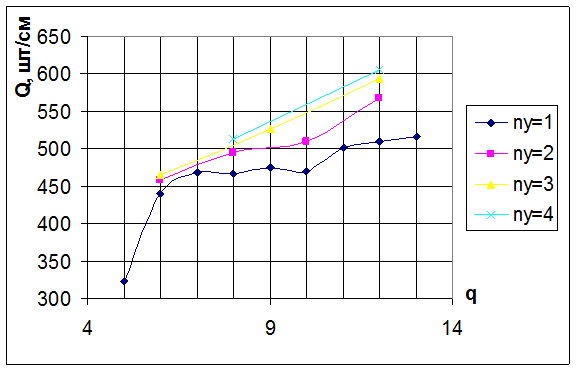
Рисунок 1.1 Производительность автоматических линий обработки ступенчатого вала при различных структурных вариантах обработки
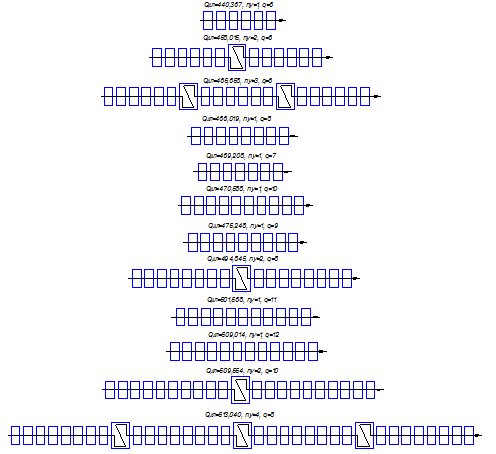
Рисунок 1.2 Конкурирующие структурные варианты построения автоматической линии обработки ступенчатого вала
2 Разработка автоматической линии
Определим приведённые затраты для каждого из вариантов
 , ,
где Кi
– стоимость оборудования для i-го варианта, €,
Сi
– годовые эксплуатационные затраты для i-го варианта, €,
ЕН
=0,15 – нормативный коэффициент эффективности
 , ,
где САВТ
=29000 у.е. - стоимость одного станка автомата,
СНАК
=4000 у.е. - стоимость накопителя,
СЗУ
=2000 у.е. - стоимость загрузочного устройства,
СТС
– стоимость транспортной системы,
 у.е.,
у.е.,
 у.е., у.е.,
 , ,
где А – амортизационные отчисления, принимаем 12% от стоимости оборудования,
ЗР
– затраты на текущий ремонт и межремонтное обслуживание, принимаем 7% от стоимости оборудования,
ЗПЛ
– годовой фонд заработной платы рабочих при двухсменной работе,
СИН
=4500 у.е. – годовые расходы на инструмент и электроэнергию.
 у.е., у.е.,
Тогда приведённые затраты для первого варианта
 у.е. у.е.
При сравнении все полученные значения приведённых затрат должны быть скорректированы на одинаковый выпуск продукции CП
i
*φi
.
 у.е. у.е.
Результаты вычисления приведённых затрат сводим в таблицу4.
Таблица 4 – Приведённые затраты
| q |
ny |
Q |
СТС
|
K |
С |
СП
|
φ1 |
СП
|
| 6 |
1 |
440,367 |
6600 |
192600 |
53574 |
82464 |
1,165 |
96065,4 |
| 6 |
2 |
458,015 |
9600 |
199600 |
54904 |
84844 |
1,120 |
95029,5 |
| 6 |
3 |
465,658 |
12600 |
206600 |
56234 |
87224 |
1,102 |
96091,9 |
| 8 |
1 |
466,019 |
7800 |
255800 |
65582 |
103952 |
1,101 |
114431,7 |
| 7 |
1 |
469,208 |
7200 |
224200 |
59578 |
93208 |
1,093 |
101907,2 |
| 10 |
1 |
470,588 |
9000 |
319000 |
77590 |
125440 |
1,090 |
136745,3 |
| 9 |
1 |
475,248 |
8400 |
287400 |
71586 |
114696 |
1,079 |
123807,2 |
| 8 |
2 |
494,845 |
10800 |
262800 |
66912 |
106332 |
1,037 |
110233,0 |
| 11 |
1 |
501,567 |
9600 |
350600 |
83594 |
136184 |
1,023 |
139288,1 |
| 12 |
1 |
509,014 |
10200 |
382200 |
89598 |
146928 |
1,008 |
148078,6 |
| 10 |
2 |
509,554 |
12000 |
326000 |
78920 |
127820 |
1,007 |
128684,4 |
| 8 |
4 |
513,040 |
16800 |
276800 |
69572 |
111092 |
1,000 |
111083,4 |
Наиболее оптимальный вариантом является QАЛ1
=469,208 шт/см, q=7, ny=1, ТOmax
=0,513 мин.
Автоматическая линия представляет собой группу станков, расположенных по ходу технологического процесса, связанных между собой транспортной системой и имеющих единую систему управления.
По виду передачи изделий от станка к станку принимаем автоматическую линию с боковым (фронтальным) транспортированием.
По расположению оборудования автоматическая линия незамкнутая с жёсткой связью. Все станки работают в одном такте. Транспортная система проходит через все рабочие позиции, во время обработки детали снимаются с транспортёра, фиксируются и зажимаются на базовых поверхностях.
В соответствии с разработанным технологическим процессом выбираем следующее технологическое оборудование автоматической линии:
Обработка торцов и центрование: двухсторонний фрезерно-центровальный станок модели 6С230 со следующими основными характеристиками:
Наибольший диаметр вала 60 мм;
Наибольшая длинна вала 160 мм;
Частота вращения шпинделя 125-1250 мин-1
;
Мощность электродвигателя 4,2 кВт;
Габариты (ДхШхВ) 1400х2160х3200 мм;
Масса 4,2 т.
Обработка шеек вала, точение фасок прорезка канавок: и нарезание резьбы, одношпиндельный токарно-револьверный автомат модели МЕ226С1:
Наибольший диаметр вала 60 мм;
Наибольшая длинна вала 200 мм;
Частота вращения шпинделя 33-2000 мин-1
;
Мощность электродвигателя 5,5 кВт;
Габарит (ДхШхВ) 2200х1250х1850 мм;
Масса 3,2 т.
Для проектируемой автоматической линии с параллельной работой и фронтальным расположением оборудования необходимы механические подъёмники, которые будут осуществлять загрузку и выгрузку заготовок и деталей, а так же отводящий конвейер для перемещения деталей между позициями.
Автоматические подъёмники прерывистого действия широко применяются в транспортных системах автоматических линий. В процессе транспортировки в подъёмниках детали могут ориентироваться для загрузки на станок в определённом направлении. Выбираем подъёмник модели КК5А.
Диаметр транспортируемых валов до 80 мм;
Наибольшая длинна валов 160 мм;
Тип привода пневматический;
Регулирование скорости бесступенчатое;
Скорость движения:
Каретки 10 м/мин;
Кассеты загрузки/выгрузки 12 м/мин;
Габариты (ДхШхВ) 1250х900х1900 мм;
Масса 800 кг.
Отводящие конвейеры обеспечивают непрерывное принудительное перемещение заготовок или деталей по фронту автоматической линии с распределением их между параллельно работающими станками и сбором обработанных деталей.
Наибольшие требования по точности получаемого вала предъявляются к диаметрам шеек, а также к геометрической точности цилиндрических поверхностей вала. В связи с этим принимаем в качестве измерительной станции КА-60:
Контролируемые параметры – наружный диаметр, конусность, бочкообразность;
Диапазон размеров контролируемых деталей:
По диаметру 5…60 мм;
По длине 100…200 мм;
Предельно допустимая погрешность измерений автомата 0,2 мкм;
Тип преобразователей оптикоэлектронный;
Производительность 1500 шт/час;
Мощность электродвигателя 2,5 кВт;
Габариты (ДхШхВ) 1300х1000х1680 мм.
Транспортирование изделий между рабочими позициями осуществляется отводящим конвейером. Определим время на перемещения изделия:
 с, с,
где l=800 мм – расстояние между двумя соседними изделиями на конвейере;
VK
=12 м/мин – скорость движения конвейера.
Время на подвод изделия в рабочую позицию, а также зажим и фиксацию принимаем согласно технической характеристики автоматического подъёмника t=4 с.
Время быстрого подвода инструмента к обрабатываемой поверхности вала:
 с, с,
где ln
=200 мм – путь холостого хода инструмента;
Vn
=10 м/мин – скорость быстрых перемещений.
Время отвода инструмента:
 с, с,
где lO
=300 мм – путь пройденный инструментом при отводе.
Составим циклограмму обработки.
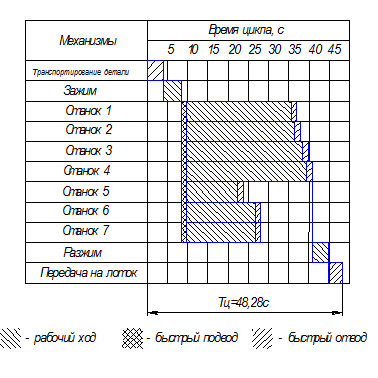
Рисунок 1 – Циклограмма автоматической линии
На фрезерном станке производится цикл обработки Т-образного паза Т-образной фрезой. Вращение шпинделя осуществляется от индивидуального привода – двигателя постоянного тока М1. Привод подач также имеет два индивидуальных двигателя постоянного тока для движения стола вдоль каждой из осей.
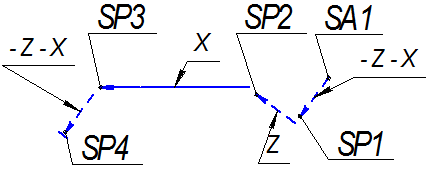
Рисунок 3.1 – Типовой цикл фрезерования прямого паза концевой фрезой
Согласно заданию можно составить словесное описание процесса обработки:
- по разрешающему сигналу включаются двигатели М2 и М3 и осуществляется вспомогательный ход вдоль осей X и Z в обратном направлении;
- срабатывает датчик перемещения SP1 и движение вдоль осей X и Z прекращается, включается вспомогательное прямое перемещение по оси Z;
- при срабатывании датчика SP2 движение вдоль оси Z прекращается, включается вращение шпинделя (двигатель М1) и рабочий ход по оси X в прямом направлении;
- при срабатывании датчика SP3 отключается рабочий ход по оси X, а включается вспомогательный ход вдоль осей X и Z в обратном направлении;
- при срабатывании датчика SP4 отключается перемещение по осям X и Z в обратном направлении и выключается вращение шпинделя.
Чтобы реализовать данный цикл обработки необходимо управление тремя двигателями в замкнутой последовательности. В схеме необходимо предусмотреть реверс двигателей М2 и М3, а также регулирование скорости двигателя М2. Снижение скорости вращения двигателя будем осуществлять путём включения в цепь якоря дополнительного сопротивления.
Составим циклограмму работы автомата (рисунок 3.2).
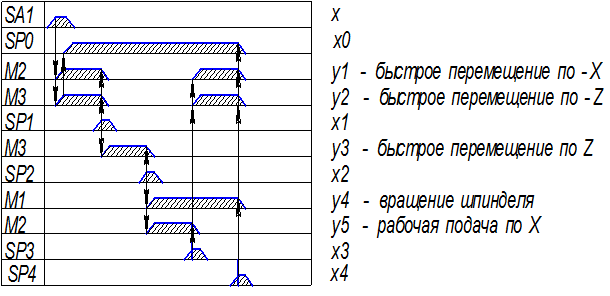
Рисунок 3.2 – Циклограмма работы автомата
Составим логические функции:
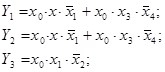 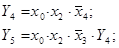
В схеме управления необходимо предусмотреть элементы памяти, так как конечные выключатели формируют кратковременный импульс.
Определим параметры источника питания, который включает стабилизатор напряжения, трансформатор, выпрямитель и С-фильтр:
Ток нагрузки
 мА мА
где IR1
=IВЫХ
=1 мА – ток на выходе логического устройства;
IK
=ICP
=60 мА – ток срабатывания реле К;
Прямой ток диодов для мостовой схемы:
 мА мА
Максимальное обратное напряжение диода:
 В В
где UН
=UП
=10 В – напряжение на нагрузке.
По каталогу выбираем диодыRVD1SR35
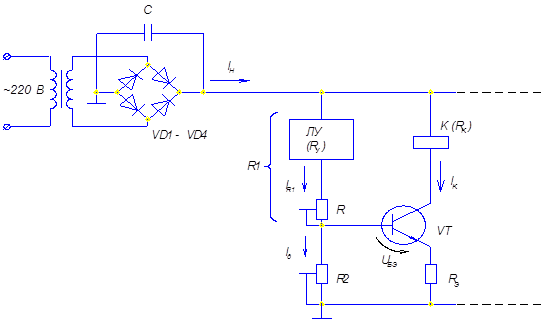
Рисунок 3.1 – Схема источника питания
Действующее напряжение вторичной обмотки:
 В В
Коэффициент трансформации:
Параметры С-фильтра выбираем исходя из допустимого коэффициента пульсации для С-фильтра КП
= 0,1%
где m=1 – число фаз;
fC
= 50 Гц – частота тока;
 Ом Ом
 мкФ мкФ
Рабочее напряжение конденсатора:
 В В
Принимаем конденсатор 75мкФх15В.
Определим параметры каскада транзисторного усилителя. Исходные данные: напряжение питания 9 В, ток коллектора равный току срабатывания реле 60мА, сопротивление цепи коллектора равное сопротивлению катушки реле 115 Ом, напряжение UБЭ
=1 В (для кремниевых транзисторов UБЭ
=0,6…1,1 В), статический коэффициент передачи тока βСТ
=80 (50…250). Глубина отрицательной обратной связи задаётся коэффициентом обратной связи 1<FI
<2, принимаем FI
=1,5.
Сопротивление цепи эмиттера:
 Ом Ом
Напряжение между коллектором и эмиттером:
 В В
По каталогу выбираем транзистор 2SC2001K
Делитель напряжения включает два сопротивления, причём R1
=R+RУ
. Задаём ток делителя:
 А А
принимаем Iд
= 0,004 А = 4 мА
 Ом Ом

 Ом Ом
где Rу
= 115 Ом – сопротивление логического устройства.
Резисторы R и R2 выбираем подстроечные.
В качестве исполнительного устройства принимаем двигатели постоянного тока 4ПФ132S.
1 Автоматические линии в машиностроении. Справочник в 3-х томах./Под ред. Волочевича Л.И. М.: Машиностроение 1984.
2 Справочник технолога-машиностроителя в 2-х томах./Под ред. А.Г.Косиловой, Р.К.Мещерякова. М.: Машиностроение 1985.
3 Комышный Н.И. Автоматизация загрузки станков. М.: Машиностроение 1977.
4 Корсаков В.С. Автоматизация производственных процессов. М.: Высшая школа 1978.
|