ЭЛЕКТРОСТАЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
(филиал)
Московского Института Стали и Сплавов.
Кафедра экономики
Домашняя работа
По дисциплине Индустриальные системы и оборудование в металлургии
На тему:
Выбор технологии и состава оборудования для производства проката рельса Р75 из стали 45Г
Выполнила студентка
Группы ДЭМ 08-1
Губина Татьяна
Электросталь, 2010
Содержание
1. Назначение и механические характеристики стали 45Г
2. Выбор типа печного оборудования и оборудования для разливки стали 45Г. Его краткая характеристика
3. Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75
4. Расчет производительности последнего в техническом потоке стана (в общем виде)
5. Список используемой литературы
1. Назначение и механические характеристики стали 14 Х ГС
| Марка: |
14ХГС |
| Заменитель: |
15ХСНД, 16ГС, 14ГН, 16ГН, 14СНД |
| Классификация |
Сталь конструкционная низколегированная для сварных конструкций |
| Назначение: |
электросварные трубы магистральных газопроводов высокого давления; сварные конструкции, листовые, клапанные конструктивные детали. |
Вид поставки
Лист толстый ГОСТ 19282-73, ГОСТ 19903-74. Лист тонкий ГОСТ 17066-80, ГОСТ 19903-74, ГОСТ 19904-74. Полоса ГОСТ 82-70.
Химический состав в % материала 45Г . ГОСТ 4543 – 71
| Кремний (Si) |
Медь (Cu), |
Мышьяк (As) |
Марганец (Mn |
Никель (Ni), |
Фосфор (P), |
Хром (Cr) |
Сера (S), |
| 0.4-0.7 |
0.30 |
0.08 |
0.9-1.3 |
0.30 |
0.035 |
0.5-0.8 |
0.040 |
Механические свойства при Т=20 С материала 45Г . С материала 45Г .
| Сортамент |
Размер |
Напр. |
 |
 |
  |
y |
KCU |
Термообр. |
| - |
мм |
- |
МПа |
МПа |
% |
% |
кДж/м |
- |
| Пруток |
Ж 25 |
620 |
370 |
15 |
40 |
490 |
Закалка 850C, масло, Отпуск 600C, воздух, |
Обозначения:
Механические свойства :
- Предел кратковременной прочности , [МПа]
- Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
- Относительное удлинение при разрыве , [ % ]
y - Относительное сужение , [ % ]
KCU - Ударная вязкость , [ кДж / м2]
HB - Твердость по Бринеллю
Твердость материала 45Г после отжига:
HB = 229
Температура критических точек:
| Критическая точка |
°С |
Ac1
Ac3
Ar3
Ar1
|
715
735
710
635
|
Технологические свойства материала 45Г .
| Свариваемость: |
трудносвариваемая. |
| Склонность к отпускной хрупкости: |
малосклонна. |
Свариваемость:
без ограничений - сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая - сварка возможна при подогреве до 100-120 град. и последующей термообработке
трудносвариваемая - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг.
2. Выбор типа печного оборудования и оборудования для разливки стали 45Г. Его краткая характеристика
Сталь 45Г - конструкционная, легированная, поэтому ее можно производить в мартеновских печах. Мартеновская печь (рис. 1) — пламенная отражательная регенеративная печь.


Рис.1 Схема мартеновской печи.
Она имеет рабочее плавильное пространство, ограниченное снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной и кислой. Если в процессе плавки стали в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые — кислым. Основную мартеновскую печь футеруют магнезитовым кирпичом, на который набивают магнезитовый порошок. Кислую мартеновскую печь футеруют динасовым кирпичом, а подину набивают из кварцевого песка. Свод мартеновской печи делают из динасового кирпича или магнезитохромитового кирпича. В передней стенке печи имеются загрузочные окна 4 для подачи шихты и флюса, а в задней — отверстие 9 для выпуска готовой стали.
В нашей стране работают мартеновские печи вместимостью 200 - 900 т жидкой стали. Характеристикой рабочего пространства является площадь пода печи, которую условно подсчитывают на уровне порогов загрузочных окон. Например, для печи вместимостью 900 т площадь пода составляет 115 м2
. Головки печи 2 служат для смешения топлива (мазута или газа) с воздухом и подачи этой смеси в плавильное пространство.
Для подогрева воздуха и газа (при работе на низкокалорийном газе) печь имеет два регенератора 1. Регенератор — это камера, в которой размещена насадка — огнеупорный кирпич, выложенный в клетку. Отходящие из печи газы имеют температуру 1500—1600 °С. Попадая в регенераторы, газы нагревают насадку до 1250—1280 °С. Через один из регенераторов, например, правый, подают воздух, который, проходя через насадку, нагревается до температуры 1100— 1200 °С и поступает в головку печи, где смешивается с топливом; на выходе из головки образуется факел 7, направленный на шихту 6. Отходящие газы проходят через противоположную головку (левую), очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли, направляются во второй (левый) регенератор, нагревая его насадку. Охлажденные газы покидают печь через дымовую трубу 8. После охлаждения насадки правого регенератора переключают клапаны и поток газов в печи изменяет направление: через нагретые левый регенератор и головку в печь поступает воздух, а правый нагревается теплотой отходящих газов. Факел имеет температуру 1750—1800 °С и нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25— 45 % чушкового передельного чугуна; процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома;
2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна 55—75 %, скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи. Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой, что позволяет переделывать в сталь различные шихтовые материалы.
Плавка стали скрап-рудным процессом в основной мартеновской печи происходит следующим образом. В печь с помощью завалочной машины загружают железную руду и известняки после их прогрева подают скрап. По окончании прогрева скрапа в печь заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. В период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор по реакции, марганец и частично углерод. Оксиды Si02
, Р2
05
, МnО, а также СаО и извести образуют шлак с высоким содержанием FeO и МnО (железистый шлак).
После расплавления шихты, окисления значительней части примесей и разогрева металла проводят период кипения ванны: в печь загружают железную руду или продувают ванну подаваемым по трубам 3 (рис. 1) кислородом. Углерод в металле интенсивно окисляется, образуется оксид углерода. В это время отключают подачу топлива и воздуха в печь и удаляют шлак. Для удаления из металла серы наводят новый шлак, подавая на зеркало металла известь с добавлением боксита или плавикового шпата для уменьшения вязкости шлака. Содержание СаО в шлаке возрастает, aFeOуменьшается. В период «кипения» углерод интенсивно окисляется. Поэтому для «кипения» ванны шихта должна содержать избыток углерода (на 0,5—0,6 %) сверх заданного в выплавляемой стали. В процессе «кипения» металл доводится до заданного химического состава, его температура выравнивается по объему ванны, из него удаляются газы и неметаллические включения. Процесс «кипения» считают окончившимся, если содержание углерода в металле соответствует заданному, а содержание фосфора минимально. После этого металл раскисляют в два этапа:
1) в период «кипения» прекращают загрузку руды в печь, вследствие чего раскисление идет путем окисления углерода металла, одновременно подавая в ванну раскислители - ферромарганец, ферросилиций, алюминий;
2) окончательно раскисляют алюминием и ферросилицием в ковше при выпуске стали из печи. После отбора контрольных проб сталь выпускают в сталеразливочный ковш через отверстие в задней стенке печи.
В основных мартеновских печах выплавляют стали углеродистые конструкционные, низко- и среднелегированные (марганцовистые, хромистые), кроме высоколегированных сталей и сплавов, которые получают в плавильных электропечах.
Выплавленную сталь выпускают из плавильной печи в разливочный ковш, из которого ее разливают в изложницы или кристаллизаторы машины для непрерывного литья заготовок (МНЛЗ). В изложницах или кристаллизаторах сталь затвердевает, и получаются слитки, которые подвергают прокатке, ковке.
Изложницы — чугунные формы для изготовления слитков. Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями. Слитки квадратного сечения переделывают на сортовой прокат (двутавровые балки, швеллеры, уголки и т. д.). Слитки прямоугольного сечения с отношением ширины к толщине 1,5—3 переделывают на лист. Из слитков круглого сечения изготовляют трубы, колеса. Многогранные слитки используют для поковок.
Для прокатки отливают слитки массой 200 кг — 25 т; для поковок отливают слитки массой до 300 т и более. Обычно углеродистые спокойные и кипящие стали разливают в слитки массой до 25 т.
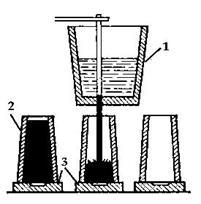
Рисунок 2. Схема разливки стали по изложницам
Разливка стали сверху:
1 — ковш с металлом;
2 — изложница;
3 — поддон
Сталь разливают в изложницы сверху, снизу (сифоном) и на машинах непрерывного литья заготовок (МНЛЗ). Для обычных углеродистых сталей используют разливку сверху. При разливке сверху сталь поступает непосредственно из ковша в изложницу; после наполнения изложницы отверстие в ковше закрывают, краном перемещают ковш к следующей изложнице, и процесс повторяется.
При таком способе разливки стали поверхность слитков вследствие попадания брызг жидкого металла на стенки изложницы может быть загрязненной пленками оксидов.
3.Технологический процесс и состав оборудования последних двух станов технологического потока производства рельса Р75
Блюминг
Блюминг (англ. blooming), высокопроизводительный прокатный стан для обжатия стального слитка большого поперечного сечения массой до 12 т и более в Блюм
. В некоторых случаях Б. используют для прокатки Сляб
ов, а также фасонных заготовок (для крупных двутавровых балок, швеллеров и др.). На металлургических заводах Б. — промежуточное звено между сталеплавильными и прокатными цехами, выпускающими готовую продукцию. На современных заводах Б. работают совместно с непрерывными заготовочными станами, которые выпускают заготовку для сортовых станов.
Б. характеризуются диаметром прокатных валков и бывают:
одноклетьевые
— а) реверсивные двухвалковые (табл.) — дуо (большие 1300—1150 мм, средние 900—950 мм и малые 800—750 мм) и б) нереверсивные трёхвалковые — трио 800—750 мм; сдвоенные
— из двух последовательно расположенных дуо-клетей с валками 1150 мм в первой клети и 1000—900 мм во второй; непрерывные
— несколько последовательно расположенных нереверсивных дуо-клетей с валками 1000— 800 мм; специализированные (одноклетьевые реверсивные дуо) 1400—1350 мм, выпускающие заготовку для широкополочных балок.

Рисунок 3. Макет блюминга: 1 — рабочая клеть; 2 — верхний валок; 3 — манипулятор; 4 — универсальные шпиндели; 5 — главные электродвигатели.
В состав собственно Б. (рис. 3) входят: рабочая клеть, главные электродвигатели и механизмы, приводящие во вращение Валки прокатные
. В состав цеха Б. входит вспомогательное оборудование (мостовые краны, слитковоз, манипуляторы, рольганги) и ножницы для резки выходящей из Б. полосы на заданные размеры. Рабочая клеть состоит из двух литых стальных станин массой 60—105 т, которые установлены на фундаментных плитах (плитовинах); прокатных стальных валков и их подшипников; механизма для установки (подъёма и опускания) верхнего валка и механизма для смены валков. Общая высота рабочей клети достигает 7—9 м. Вращение валков осуществляется от электродвигателей постоянного тока. У Б. с одним электродвигателем механизм, передающий вращение валкам, состоит из двух универсальных шпинделей, шестерённой клети с двумя зубчатыми шестернями, расположенными одна над другой, и коренной муфты, сцепляющей ведущий вал шестерни с валом электродвигателя. В Б. новейшей конструкции каждый рабочий валок снабжен индивидуальным электродвигателем; в этом случае вращение передаётся через приводные валы и универсальные шпиндели.
Технологический процесс прокатки в цехе Б. включает: доставку горячих слитков на ж.-д. платформах из сталеплавильного цеха к нагревательным колодцам; подогрев слитков в вертикальном положении в колодцах до 1100—1300°С (в зависимости от марки стали); подачу каждого слитка на слитковозе к приёмному рольгангу Б.; взвешивание слитка и подачу его по рольгангу к валкам Б.; прокатку в 11—19 проходов с обжатием 40—120 мм за проход и промежуточными кантовками на 90° (кантовка и перемещение полосы вдоль валков осуществляются манипулятором). У полосы, поступившей к ножницам, отрезают передний и задний концы, после чего она передаётся на заготовочные станы (См. Заготовочный стан
). Часто полосу разрезают на отдельные блюмы или слябы, которые передаются рольгангами на холодильник и затем на склад. Выход блюмов и слябов составляет 85—90% массы слитков. Применение Б. позволяет разливать сталь в крупные слитки, повышает качество готового проката.
Общий вид рабочей линии блюминга 1150.
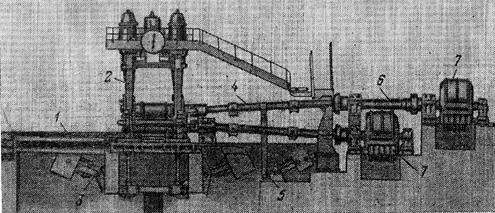
Рисунок 4. Общий вид рабочей линии блюминга 1150:
1 - устройство для смены валков; 2 - рабочая клеть; 3 - устройство для уравновешивания верхнего валка; 4 - универсальный шпиндель; 5 - устройство для уравновешивания верхнего шпинделя; 6 - промежуточный вал; 7 - главный электродвигатель.
Схема расположения оборудования блюминга 1150:
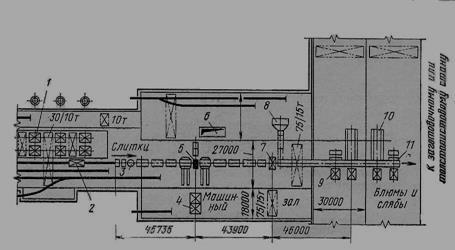
Рисунок 5. Схема расположения оборудования блюминга 1150:
1 - нагревательные колодцы; 2 - слитковоз; 3 - поворотный стол для слитков; 4 - главные электродвигатели; 5 - рабочая клеть; 6 - яма для окалины; 7 - ножницы; 8 - конвейер для обрезков; 9 - сталкиватель; 10 - холодильник для блюмов; 11 - подъемный стол-укладчик для слябов.
Рельсобалочные станы
Рельсобалочные станы металлургических заводов обычно реверсивные двухвалковые с расположением рабочих клетей в одну линию. Прокатка рельсов и балок на этих станах осуществляется без промежуточного нагрева блюмов. На крупных металлургических заводах установлены современные рельсобалочные станы. Эти станы расположены в две или три линии и состоят из 4—5 двухвалковых и трехвалковых рабочих клетей. Перед этими станами установлены методические печи для нагрева блюмов.
На рис. 6 изображено расположение оборудования в современном рельсобалочном стане950/800:

Рисунок 6. Расположение оборудования в современном рельсобалочном стане 950/800:
1 - загрузочная решетка для блюмов; 2 - рольганг; 3 - нагревательные печи; 4 - черновая двухвалковая клеть 950x2350 мм; 5 – яма для сбора мусора и выгрузки окалины; 6 - подъемно-качающиеся столы у трехвалковых клетей; 7 - две трехвалковые клети 800х1900 мм; 8 – чистовая двухвалковая клеть 850х1200 мм; 9 – дисковые пилы; 10 - клеймовочная машина; 11 - гибочная машина; 12 - холодильник; 13 - колодцы для замедленного охлаждения рельсов; 14 – неормализационные печи; 15,17 - фрезерные и сверлильные станки; 16 — поточные линии отделки рельсов; 18 — правильные машины для рельсов; 19 – инспекторские стеллажи; 20 – дисковая пила; 21 - правильный пресс.
На рис. 6 представлена схема расположения оборудования современного рельсобалочного стана 950/800 конструкции УЗТМ (Уральский завод тяжелого машиностроения) с размещением рабочих клетей в две линии. Для этого стана характерно расположение реверсивной черновой двухвалковой клети в самостоятельной линии. Реверсивная черновая клеть имеет валки диаметром 950 мм и длину бочки 2350 мм. Валки этой клети приводятся во вращение от электродвигателя постоянного тока мощностью 5000 кВт (0—70—110 об/мин) через зубчатую муфту, шестеренную клеть и универсальные шпиндели. Установка реверсивной черновой двухвалковой клети позволяет разгрузить блюминг, который в этом случае прокатывает блюмы сечением более 250x250 мм, кроме того, разгружаются чистовые клети от черновых проходов. Увеличение поперечного сечения блюмов приводит к повышению производительности стана и уменьшению потерь металла в обрезь.
Вторая линия рельсобалочного - стана состоит из двух черновых трехвалковых клетей и одной чистовой двухвалковой клети. Черновые трехвалковые клети имеют валки диаметром 800 мм с длиной бочки 1900 мм. Валки этих клетей приводятся во вращение от реверсивного электродвигателя мощностью 8100 кВт с частотой вращения ПО—200 об/мин. Установка реверсивного электродвигателя обеспечивает широкую регулировку числа оборотов валков, захват валками балок больших размеров при сниженных оборотах и быстрый разгон валков до необходимой скорости прокатки, а так же в случае необходимости обеспечивает реверсирование стана. Чистовая двухвалковая клеть имеет валки того же диаметра, что и валки черновых клетей, а в данном случае несколько большего (850 мм), но с длиной бочки 1100—1200 мм. Валки чистовой клети вращаются отдельным электродвигателем мощностью 2100 кВт с частотой вращения 100—220 об/мин. Для прокатки облегченных и широкополочных балок современные рельсобалочные станы оборудованы сменной универсальной клетью, устанавливаемой на место чистовой двухвалковой клети.
4. Расчет производительности последнего в техническом потоке стана (в общем виде)
Производительность сортовых станов
Технически возможная часовая производительность, т/ч, сортового стана А = 3600*G/T, где G – масса слитка, блюма, заготовки, и т.д., т; Т – ритм (темп) прокатки, с. Ритм прокатки на многоклетьевых станах линейного типа зависит от числа клетей и распределения проходов между ними. Он будет тем меньше, чем больше клетей имеет стан и чем равномернее распределена, продолжительность прокатки по клетям. Ритм прокатки будет наименьшим для данного стана, если ни одна из его клетей не будет являться узким местом (явление, при котором производительность или пропускная способность системы ограничена одной или несколькими компонентами или ресурсами).
Практически возможная часовая производительность А = 3600*G*k/T, где k— коэффициент использования стана. Практически возможная часовая производительность стана меньше технически возможной, так как во время работы стана неизбежны потери темпа из-за небольших и случайных издержек, нарушающих нормальный ритм работы стана. Чем больше коэффициент k , тем лучше используется стан, меньше разница между технически возможной и практически возможной часовой производительностью. Для рельсобалочного стана коэффициент использования стана принимают равным 0,85.
Выход годного из заготовки определяется потерями металла на угар в нагревательных печах и во время прокатки, на обрезь концов на ножницах или пилах и брак. К отходам при производстве относят обрезки, окалину, стружку и т.д. – все это составляет около 5%, для балок примерно 6% (Таблица 1). То есть выход годных двутавров из блюмов равен 94%. Тогда коэффициент расходования металла равен Крме
= 100/94 = 1,06.
Таблица 1.
| Стан |
Выход годного, % |
Потери, % |
Коэффициент рас-хода ме-талла на 1 т готового проката |
| угар |
обрезь |
Рельсобалочный:
прокатка рельсов
|
94 |
1,5 |
4,5 |
1,060 |
С учетом двух коэффициентов производительность сортовых станов можно рассчитать по формуле:
Р= Sсеч
* ν*ρ*Кис
* , где , где
Sсеч
– площадь сечения двутавра;
ν – скорость прокатки сортового рельсобалочного стана;
ρ – плотность стали;
Кис
– коэффициент использования стана;
Крме
– коэффициент расходования металла.
Годовая производительность стана рассчитывается как Аг
= Р*Ф, где Ф – фонд рабочего времени, т.е. для определения годовой производительности сортовых станов необходимо знать фактическое число часов работы в течение года. Современные сортовые станы работают по непрерывному графику, останавливаясь только на капитальные и планово-предупредительные ремонты. В таблице 2 приведены данные о времени работы рельсобалочного стана:
Таблица 2.
| Стан |
Капитальные и планово-предупредительные ремонты, сут |
Номинальное время работы в году |
Простои (перевалки валков, приемка к сдаче смен и пр.) |
Годовое число рабочих часов, ч |
| сут |
ч |
% |
ч |
| Рельсобалочный |
17 |
348 |
8352 |
15 |
1252 |
7100 |
В итоге можно сказать, что к основным факторам, способствующим увеличению производительности сортовых станов линейного типа, относят сокращение числа проходов за счет увеличения обжатия за отдельный проход; увеличение массы заготовки, что главным образом зависит от скорости прокатки; уменьшение пауз за счет механизации и автоматизации.
Список используемой литературы
1. Технология конструкционных материалов. Учебник для машиностроительных специальностей вузов / А.М. Дальский, И.А. Арутюнова, Т.М. Барсукова и др.; Под общ. ред. А.М. Дальского, М.: Машиностроение, 1985.
2. "Марочник сталей и сплавов" Под общ. ред. А.С. Зубченко 2-е издание доп. и испр. М.: Машиностроение 2003г.
3. Прокатное производство. Полухин П.И.; Федосов, Н.М.; Королев, А.А. Издательство: М.: Металлургия; Издание 3-е, перераб. и доп. 696 страниц; 1982г.
4. Машины и агрегаты металлургических заводов. В 3-х томах. Учебник для вузов/A.И. Целиков, П.И. Полухин, В.М. Гребеник, 2-е изд., перераб. и доп. — М.: Металлургия. 1988г.
5. Ресурсы сети Интернет.
|