ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
Разработка приспособления для фрезерования и сверления отверстий в держателе манометра МПЗ-У
2008
Содержание
Введение
1. Конструкторская часть
1.1 Анализ исходных данных и разработка технического задания на проектирование станочного приспособления
1.2 Разработка принципиальной расчетной схемы и компоновка приспособления
1.3 Описание конструкции и работы приспособления
1.4 Определение необходимой силы зажима
1.5 Выбор привода зажимного устройства и расчет его параметров
1.6 Разработка технических требований на изготовление и сборку приспособления
1.7 Проектирование технологии сборки
1.7.1 Анализ технологичности конструкции
1.7.2 Разработка технологической схемы сборки
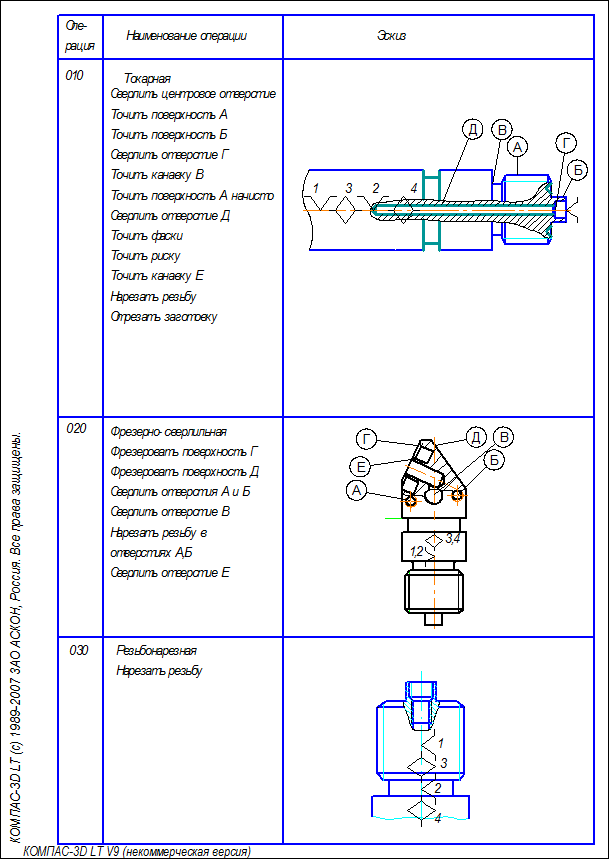
1.7.3 Разработка маршрутного технологического процесса сборки и содержание операций
1.8 Расчет точности приспособления
2. Технологическая часть
2.1 Анализ чертежа детали «Держатель» и ее технологичности
2.2 Выбор исходной заготовки
2.3 Проектирование технологического маршрута «Держатель»
2.4 Расчет припусков на обработку
2.5 Размерный анализ технологического процесса
2.6 Определение режимов резания
2.7 Расчет основного времени
2.8 Определение вспомогательного  , штучного , штучного  и штучно-калькуляционного и штучно-калькуляционного  времени времени
3. Экономическая часть
3.1 Калькуляция на существующий технологический процесс
3.1.1 Расчет стоимости материала
3.1.2 Основная заработная плата производственных рабочих на изделие
3.1.3 Дополнительная заработная плата
3.1.4 Отчисления на социальные цели
3.1.5 Прямые затраты
3.1.6 Расходы на электроэнергию
3.1.7 Расходы на оснастку
3.1.8 Полная себестоимость
3.2 Калькуляция на усовершенствованный технологический процесс
3.2.1 Расчет стоимости материала
3.2.2 Основная заработная плата производственных рабочих на изделие
3.2.3 Дополнительная заработная плата
3.2.4 Отчисления на социальные цели
3.2.5 Прямые затраты
3.2.6 Расходы на электроэнергию
3.2.7 Расходы на оснастку
3.2.8 Расходы на амортизацию оборудования и приспособлений
3.2.9 Полная себестоимость
3.3 Экономическая эффективность
3.4 Сроки окупаемости приспособления
Заключение
4. Безопасность жизнедеятельности
4.1 Производственная безопасность
4.1.1 Анализ опасных и вредных производственных факторов при изготовлении держателя манометра МПЗ-У и мероприятия по их устранению
4.1.1.1 Поражение электрическим током
4.1.1.2 СОЖ (смазочно-охлаждающая жидкость)
4.1.1.3 Стружка
4.1.1.4 Вращающиеся части станков
4.1.1.5 Слабое и ненадежное крепление инструмента
4.1.2 Анализ вредных факторов при изготовлении держателя манометра МПЗ-У и мероприятия по их устранению
4.1.2.1 Микроклимат
4.1.2.2 Недостаточная освещенность
4.1.2.2.1 Расчет искусственного освещения
4.1.2.3 Повышенный уровень шума
4.1.2.3.1 Расчет уровня шума
4.1.2.4 Некомфортабельные условия4.2 Пожарная и взрывная безопасность
4.3 Экологическая безопасность
4.4 Безопасность в чрезвычайных ситуациях
Заключение
Список литературы
Введение
Темой данного дипломного проекта является «Разработка приспособления для фрезерования и сверления отверстий в держателе манометра МПЗ-У».
Целью конструкторской части является спроектировать приспособление для фрезерования и сверления, выполнить необходимые расчеты, оформить чертежи.
В технологической части необходимо составить технологический маршрут изготовления детали “Держатель”, составить карты наладки на операции с применением станков с ЧПУ, размерный анализ, рассчитать режимы резания и припуски на обработку, произвести анализ технологичности конструкции детали и обосновать выбор заготовки.
В разделе безопасность жизнедеятельности проведен анализ технологического процесса детали «Держатель» с точки зрения наличия или возможного появления опасных и вредных факторов, а также их воздействия на работающих. В разделе разработаны мероприятия по технике безопасности и производственной санитарии, направленные на снижение или устранение опасных и вредных факторов производства, а также приведен расчет защитного заземления; разработаны мероприятия противопожарной профилактики; ГО; охраны окружающей среды.
В экономической части произведен расчет себестоимости детали типа «Держатель».
1. Конструкторская часть
1.1 Анализ исходных данных и разработка технического задания на проектирование станочного приспособления
Техническое задание на проектирование специальных средств технологического оснащения разрабатывается в соответствии с ГОСТ 15.001-73 [22, с. 175].
Техническое задание на проектирование специального приспособления приведено в таблице 1.
Таблица 1
| Раздел |
Содержание раздела |
| Наименование и область применения |
Приспособление для установки и закрепления детали «держатель» на вертикально-фрезерном станке MCV-1250 |
| Основание для разработки |
Операционная карта технологического процесса механической обработки детали «держатель». |
| Цель и назначение разработки |
Проектируемое приспособление должно обеспечить: точную установку и надежное закрепление заготовки «держатель» с целью получения необходимой точности размеров; удобство установки, закрепления и снятия заготовки. |
| Технические (тактико-технические) требования |
Тип производства – среднесерийныйПрограмма выпуска - 5000 шт. в год.Установочные и присоединительные размеры приспособления должны соответствовать станку MCV-1250.Входные данные о заготовке, поступающей на многоцелевую операцию: высота заготовки64-0,37мм, Rа = 6,3 мкм.
Сечение для зажима –квадрат 22
Операция выполняется за 8 переходов
|
| Документация, подлежащая разработке |
Пояснительная записка (раздел - конструкторская часть), чертеж общего вида для технического проекта универсального приспособления, спецификация, принципиальная схема сборки универсального приспособления. |
1.2 Разработка принципиальной расчетной схемы и компоновка приспособления
Имея технические решения и исходные данные, представленные в техническом задании, приступаем к проектированию приспособления. Цель данного раздела - создать работоспособную, экономичную в изготовлении и отвечающую всем требованиям конструкцию приспособления.
Перед разработкой принципиальной схемы и перед компоновкой приспособления, необходимо определить относительно каких поверхностей заготовки будет происходить ее фиксация во время обработки на станке. Изобразим принципиальную схему зажима заготовки в приспособлении с указанием мест приложения силы зажима (рис. 1).
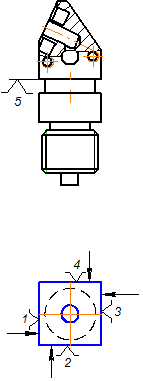
Рис. 1. Принципиальная схема зажима заготовки в приспособлении с указанием мест приложения силы зажима
Компоновка (общий вид) приспособления показан на чертеже.
1.3 Описание конструкции и работы приспособления
Приспособление применяется для точной установки и надежного закрепления заготовки «держатель» при ее обработке на вертикально-фрезерном станке MCV-1250.
Компоновка приспособления приведена на формате А1.
Заготовка зажимается за боковые плоские поверхности с помощью самоцентрирующего механизма приспособления. Тем самым исключается погрешность базирования, вызванная смещением заготовки вследствие неточности изготовления. Опорной базой служит “штифт опорный”.
Зажим осуществляется вручную при помощи гаечного ключа за шестигранную поверхность ходового винта. Усилия через ходовой винт передается на зажимные губки, которые зажимают деталь.
Базовые поверхности заготовки контактируют с установочными поверхностями приспособления.
Конструкции и размеры деталей приспособления должны выбираться по ГОСТ и нормативам машиностроения.
Поверхности установочных деталей должны обладать большой износоустойчивостью. Поэтому их обычно изготавливают и сталей 15 и 20 с цементацией на глубину 0,8 - 1,2 мм и с последующей закалкой до твердости HRCЭ50…55.
1.4 Определение необходимой силы зажима
На основе принятой схемы компоновки разрабатываем принципиальную схему расчета приспособления (рис. 2), учитывающий тип, число и размеры установочных и зажимных устройств.
Самая большая нагрузка на приспособления будет идти при сверлении отверстия специальным сверлом, имеющим наружный диаметр 16,2 мм.
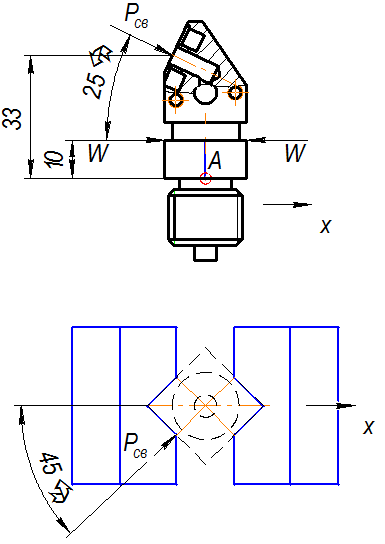
Рис 2. Расчет силы зажима от осевой силы
Расчет по осевой силе:
1. Глубина резания:
t= 0,5*D= 0,5*16,2 = 8,1 мм;
2. Подача по табл. 25 [30,Т.2,стр.277] : 0,1-0,38 мм/об,
S= 0.1мм/об;
3. Скорость резания определяется по формуле:
 (1) (1)
Период стойкости инструмента принимаем по табл. 30 [30,Т.2,стр.279]: Т=45мин.
Значения коэффициентов: СV = 9,8; q = 0,4; m = 0,2; y = 0,5– определены по табл. 28 [30,Т.2,стр.278].
Коэффициент KV :
KV = KМV *KlV *KИV, (2)
где KlV - коэффициент, учитывающий глубину сверления;
KМV = 0,8
По табл. 31 [30,Т.2,стр.280]: KlV = 0,75.
KV = KМV*KlV *KИV = 0,8*0,75*1 = 0,628.
Скорость резания :

4. Расчётное число оборотов шпинделя:
n = 1000*V/( *D) = 1000*27,7/(3,14*16,2) = 544об/мин; (3) *D) = 1000*27,7/(3,14*16,2) = 544об/мин; (3)
5. Определяем осевую силу по формуле:
Ро = 10*Cp *Dq * Sy * Kp,
Значения коэффициентов: Сp = 68; q = 1; y = 0,7 – определены по
табл. 32 [30,Т.2,стр.281].
Осевая сила:
Ро = 10*Cp *Dq * Sy * Kp=10*68 *16,2 * 0,10,7 * 1,1 = 2416 Н; (4)
По рис 2 определяем W
 (5) (5)
1.5 Выбор привода зажимного устройства и расчет его параметров
Определение диаметра ходового винта:
 , (6) , (6)
Принимаем конструктивно, с учетом возможных перегрузок d=16 мм.
Определение момента затяжки:
 Нм; (7) Нм; (7)
При зажиме ключом длиной 14 см:
 ,т.е 11 кг. ,т.е 11 кг.
1.6 Разработка технических требований на изготовление и сборку приспособления
Станочное приспособление должно обеспечивать строго определенное положение обрабатываемых поверхностей, которые определяются координирующими размерами и геометрическими соотношениями – параллельностью, соосностью, перпендикулярностью и т.д. Все необходимые требования, указания предельных отклонений, формы и расположения поверхностей приведены на чертеже приспособления, в соответствии с ГОСТ 2.308-68.
1.7 Проектирование технологии сборки
1.7.1 Анализ технологичности конструкции
Сконструированное приспособление достаточно технологично. Приспособление не имеет сложных поверхностей, соответственно может быть изготовлено на простых станках (фрезерный, токарный, шлифовальный).
Оно не требует больших затрат на изготовление, но в тоже время позволяет значительно ускорить обработку отверстий в держателе.
Данное приспособление целесообразно применять в любом типе производства.
1.7.2 Разработка технологической схемы сборки
Последовательность общей сборки изделия в основном определяется его конструктивными особенностями и принятыми методами достижения требуемой точности, а по этому не может быть произвольной. На этом этапе важно уметь правильно выделить в изделии сборочные единицы соответствующего порядка, которые характеризуются независимостью и законченностью сборки, а при транспортировании по рабочим местам сборки на распадаются на отдельные детали [24, с. 60]. Технологическая схема сборки приспособления приведена на формате А1.
1.7.3 Разработка маршрутного технологического процесса сборки и содержание операций
На основании рекомендаций [24,стр.32] составим технологическую карту сборки приспособления, маршрут технологического процесса сборки приведен в таблице2.
Таблица 2
| № операции |
Название |
Содержание |
| 05 |
Сборка призмы (Сб.9) |
1. Запрессовать штифт опорный 14 в призму 9; |
| 10 |
Сборка ползуна левого(Сб. 3) |
1. Установить штифты 13 в ползун левый 3;
2. Установить призму (Сб.9);
3. Свинтить винты 7.
|
| 15 |
Сборка ползуна правого(Сб. 2) |
1. Установить штифты 13 в ползун правый 3 ;
2. Установить призму 9;
3. Свинтить винты 7.
|
| 20 |
Сборка универсального приспособления |
1. Установить ползун левый (Сб. 3) и ползун правый (Сб. 2) одновременно в корпус вместе с ходовым винтом 2;
2. Установить вилку 4 в корпус 1;
3. Свинтить винты 4 с корпусом 1;
4. Свинтить винты 5 с корпусом 1;
5. Свинтить пробки 10 с корпусом 1;
6. Установить болты 11 в корпус 1;
7. Свинтить гайки 8 с болтами 11;
8. Запрессовать шпонки 12 в корпус 1;
9. Завинтить винты 6.
|
| 25 |
Контрольная |
1. Проверить отклонение от перпендикулярности рабочей поверхности губок относительно основания (не более 0,05). |
Задачей данной работы являлась разработка и конструкторская проработка приспособления. Закрепили навыки нахождения конструктивных решений на поставленные задачи. Была проделана следующая работа: разработано техническое задание на проектирование специального станочного приспособления (таблица 2); разработана принципиальная схема и компоновка приспособления; расчет исполнительных размеров элементов приспособления; составлена расчетная схема и определена сила зажима; расчет точности приспособления.
С учетом того, что приспособление устанавливается на вертикально-фрезерный станок MCV-720, конструктивно проработали компоновку приспособления. Зажим осуществляем вручную ключом.
1.8 Расчет точности приспособления
Методика расчета точности приспособления взята из [25, с.113].
Вследствие того, что на данной операции выполняется несколько переходов с применением различного инструмента выбираем для расчета точности переход с наиболее высокими требованиями обеспечения точности размеров.
Сверление отверстия под резьбу М4 с соблюдением межцентрового расстояния с допуском 0,18 мм.
На точность обработки влияет ряд технологических факторов, вызывающих общую погрешность обработки εО, которая не должна превышать допуск δ выполняемого размера при обработке заготовки, т.е. ε0 ≤ δ.
1.Для расчета точности приспособления εпр следует пользоваться формулой:
 (8) (8)
δ – допуск выполняемого размера, δ = 0,18мм.;
 – коэффициент, учитывающий отклонение рассеяния значений составляющих величин от закона нормального распределения; – коэффициент, учитывающий отклонение рассеяния значений составляющих величин от закона нормального распределения;
 – коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках,; – коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках,;
 – коэффициент, учитывающий долю погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими от приспособления, ; – коэффициент, учитывающий долю погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими от приспособления, ;
 – погрешность базирования заготовки в приспособлении (в данном случае нет отклонения фактически достигнутого положения заготовки от требуемого) – погрешность базирования заготовки в приспособлении (в данном случае нет отклонения фактически достигнутого положения заготовки от требуемого)
 – погрешность закрепления заготовки, возникающая в результате действия сил зажима; – погрешность закрепления заготовки, возникающая в результате действия сил зажима;
 – погрешность установки приспособления на станке; – погрешность установки приспособления на станке;
 – погрешность положения заготовки, возникающая в результате износа установочных элементов приспособления; – погрешность положения заготовки, возникающая в результате износа установочных элементов приспособления;
 – погрешность от перекоса (смещения) инструмента; – погрешность от перекоса (смещения) инструмента;
 – экономическая точность обработки; – экономическая точность обработки;
По формуле 5 определяем:

Это значение допуска должно соответствовать техническому требованию 1 на чертеже приспособления.
2. Технологическая часть
2.1 Анализ чертежа детали «Держатель» и ее технологичности
Чертёж детали представлен с достаточным количеством видов, разрезов и выносных элементов. Все необходимые размеры нанесены и защищены допусками. Допуски формы и расположения поверхностей в пределах поля допуска на размер.
В целом чертеж выполнен правильно.
Конструкция держателя имеет несложную форму, исключением является сложное отверстие со стороны лыски. Для его обработки необходимо применение специального комбинированного инструмента.
К детали предъявлены сравнительно невысокие требования к точности размеров (до 12 квалитета) и шероховатости поверхностей (до Rа 6,3). Также предъявлены высокие требования обеспечения перпендикулярности поверхностей (0,02).
Большинство размеров заданных на чертеже можно измерить непосредственно, но есть и исключения. К ним относятся межосевые расстояния отверстий.
При закреплении детали в большинстве случаев используем в качестве базы ось держателя (базирование в самоцентрирующих приспособлениях).
Корпус является жестким.
Учитывая, написанное выше, приходим к выводу, что деталь технологична.
2.2 Выбор исходной заготовки
Материал заготовки задан конструктором ЛС 59-1 ГОСТ 15527-2004.
Выбор заготовки зависит от формы детали и ее размеров, исходного материала, типа и вида производства, наличия необходимого оборудования, требования к качеству готовой детали, экономичности изготовления. Существуют различные способы получения заготовок. Анализируя чертеж, отметим что деталь имеет небольшие габариты и несложную форму, в качестве заготовки можно выбрать прокат калиброванный.
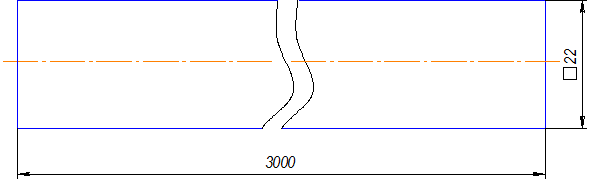
Рис 3. Заготовка
2.3 Проектирование технологического маршрута «Держатель»
Проектирование технологических процессов (ТП) механической обработки начинается с изучения служебного назначения детали, технических требований к ней, норм точности и программы выпуска, анализа возможности предприятия по обработке данной детали.
Проектирование ТП представляет собой многовариантную задачу, правильное решение которой требует проведения ряда расчетов. В начале проектирования предварительно устанавливаются виды обработки отдельных поверхностей заготовки и методы достижения их точности, соответствующие требованиям чертежа, серийности производства и существующего на предприятии оборудования.
При низкой точности исходных заготовок ТП начинается с черновой обработки поверхности, имеющей наибольшие припуски. При этом в самую первую очередь снимается припуск с тех поверхностей, на которых возможны дефекты с целью скорейшего отсеивания брака.
Таблица 3
Дальнейший маршрут строится по принципу обработки сначала грубых, а затем более точных поверхностей. Наиболее точные поверхности обрабатываются в последнюю очередь.
В конце маршрута выполняются и второстепенные операции (сверление малых отверстий, нарезание крепежной резьбы, снятие фасок, заусениц и т.д.). Наиболее легко повреждаемые поверхности обрабатываются на заключительной стадии ТП.
Маршрут технологии изготовления платформы представлен в виде таблицы 3, где также обозначены технологические базы.
2.4 Расчет припусков на обработку
Минимальный припуск на обработку поверхностей вращения определяется по формуле:
zi min = 2*(Rzi-1 + hi-1 +  ), (9) ), (9)
где Rzi-1 – шероховатость поверхности на предшествующем переходе или операции, мкм;
hi-1 – толщина дефектного поверхностного слоя, полученного на предшествующем переходе или операции, мкм;
 i-1 – суммарное пространственное отклонение обрабатываемой поверхности, полученного на предшествующем переходе или операции, мкм; i-1 – суммарное пространственное отклонение обрабатываемой поверхности, полученного на предшествующем переходе или операции, мкм;
 I - погрешность установки заготовки на выполняемом переходе, мкм. I - погрешность установки заготовки на выполняемом переходе, мкм.
Минимальный припуск при последовательной обработке поверхностей
zi min = Rzi-1 + hi-1 + ; ;
Для определения минимальных припусков первоначально составляем размерные схемы для линейных и диаметральных размеров. Все параметры составляющие величину припусков выбираем из соответствующих таблиц[2]и [3].
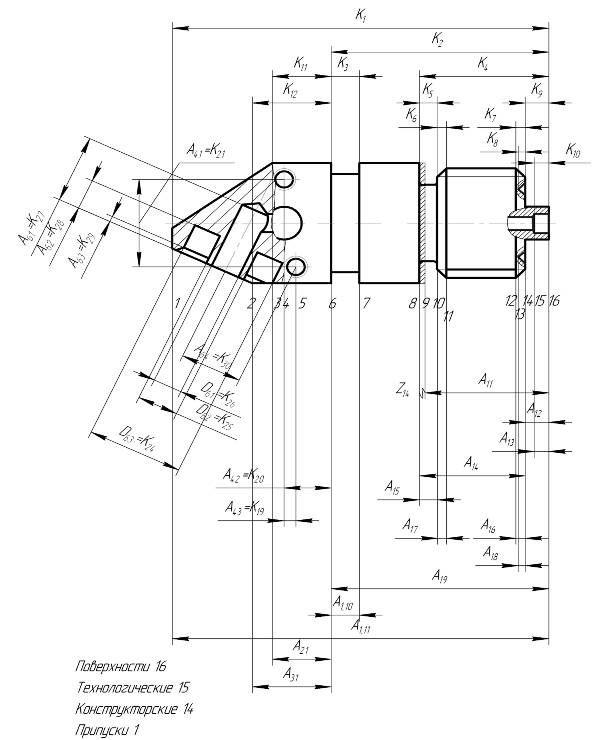
Рис 4. Размерная схема технологического процесса изготовления держателя (продольное направление)
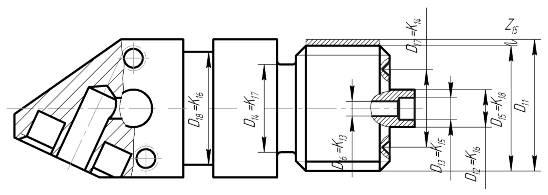
Рис 5. Размерная схема технологического процесса изготовления платформы (радиальное направление)

Рис 6. Граф технологических размерных цепей
Расчет припусков на обработку производим по вышеуказанной формуле (9) и сводим их в таблицу 4.
Таблица 4 Расчет припусков на обработку

При определении продольных припусков в качестве  выбираем отклонение от перпендикулярности ,торцовое биение. Параметры шероховатости, величины дефектного слоя и погрешность установки в трехкулачковом патроне выбираем из соответствующих таблиц[3].При определении продольных припусков погрешность закрепления не учитываем т.к. она входит в допуск на размер. выбираем отклонение от перпендикулярности ,торцовое биение. Параметры шероховатости, величины дефектного слоя и погрешность установки в трехкулачковом патроне выбираем из соответствующих таблиц[3].При определении продольных припусков погрешность закрепления не учитываем т.к. она входит в допуск на размер.
Продольные припуски
Z14=100+100+120=320мкм;
При определении радиальных припусков в качестве выбираем радиальное биение.
Z15=2*( )=650мкм. )=650мкм.
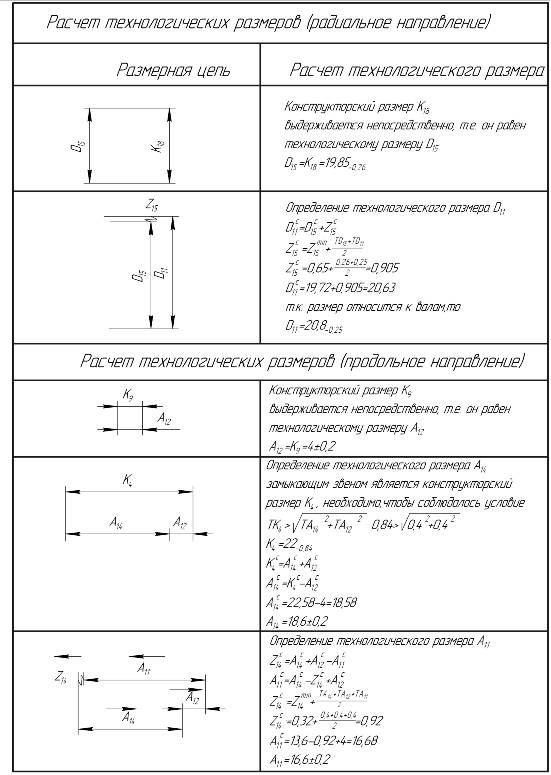
2.5 Размерный анализ технологического процесса
Составляющими звеньями в технологических размерных цепях обычно является технологические размеры, которые указаны в технологической документации (размеры исходной заготовки; все размеры получаемые при механической обработке). Технологические размеры могут совпадать с размерами, указанными на чертеже, т.е. с конструкторскими размерами. В таком случае говорят, что конструкторские размеры выдерживаются непосредственно.
При несовпадении технологического размера с конструкторским необходимо выявить размерную цепь, в которую входит рассматриваемый конструкторский размер и технологические размеры, необходимые для его выполнения. В этом случае замыкающими звеньями в технологических размерных цепях являются конструкторские размеры, но могут быть и припуски на обработку. Мы последовательно рассматриваем размерные цепи с одним неизвестным технологическим размером и рассчитываем номинальный размер и отклонения этого звена
Таблица 5
Исходными данными для размерного анализа являются:
1. Чертеж детали;
2. Чертеж исходной заготовки;
3. Технологический процесс обработки заготовки.
Размерный анализ производим в соответствии с методикой изложенной в [3,стр 5]
Размерные схемы представлены выше. Граф технологических размерных цепей изображен выше (рис 4). Расчет технологических размеров представлен в виде таблицы 5. Расчет производим только для тех размеров, которые не выдерживаются непосредственно. Все остальные размеры выдерживаются непосредственно и следовательно равны соответствующим им конструкторским размерам.
2.6 Определение режимов резания
Основное внимание, как потребителей, так и производителей всегда сосредоточено на постоянном повышении эффективности металлорежущих станков: увеличении производительности обработки, повышении уровня точности, гибкости и надежности. Главным, при соблюдении необходимых требований, остается максимальное снижение себестоимости обработки детали, что в наше время достигается повышением уровня автоматизации и интенсификации режимов резания.
Наиболее эффективным методом снижения себестоимости обработки является использование числового программного управления (ЧПУ). К числу тенденций развития станков с ЧПУ относят концентрацию операций на одном станке и совмещение ряда операций во времени (одновременная обработка несколькими инструментами). Это позволяет производить на одном станке комплексную обработку сложных по конфигурации деталей при многократном сокращение оперативного времени и всего производственного цикла изготовления деталей. Что дает существенную экономию в производственных площадях и капитальных вложениях. Современное оборудование, в зависимости от его технических возможностей, материала заготовки, инструмента, необходимой точности изделия и других требований потребителя, способно само выбирать наиболее экономически выгодные режимы механообработки. Также этим станкам присуще использование адаптивной (самонастраивающейся) системы управления, то есть системы, которая обеспечивает автоматическое приспособление процесса обработки заготовки к изменяющимся условиям обработки (непрерывно меняющимся режущим свойствам инструмента, неопределенности свойств всей технологической системы, разбросу припусков и твердости для каждой заготовки для обрабатываемой партии и др.). Адаптивные системы управления на основе получаемой информации, увеличивая или уменьшая толщину снимаемого с заготовки припуска, позволяют поддерживать постоянным предельное значение какого-либо заданного параметра обработки (например, силы резания или оптимальной точности).
Токарная операция 030:
Станок Токарный шестишпиндельный автомат 1Б240-6, N=17кВт, n=101-1820.
1. Глубина резания: t = 1мм;
2. Поперечная подача по табл. 11 [30,Т.2,стр.266] для данной глубины резания 0,6-1,2 мм/об, но с учётом имеющихся подач на станке принимаем:
S= 1 мм/об:
3. Скорость резания определяется по формуле:
 (10) (10)
Период стойкости инструмента принимаем: Т=60 мин.
Значения коэффициентов: СV 328; m = 0,28; x = 0,12; y = 0,5– определены по табл. 17 [30,Т.2,стр.269].
Коэффициент KV :
KV = KМV *KПV *KИV, (11)
где KМV – коэффициент, учитывающий качество обрабатываемого материала;
KПV - коэффициент, отражающий состояние поверхности заготовки;
KИV – коэффициент, учитывающий качество материала инструмента.
По табл. 1,5,6 [30,Т.2,стр.261]:
 , (12) , (12)
Значение коэффициента  и показатель степени и показатель степени  для материала инструмента из твердого сплава при обработке заготовки из ЛС 59-1 ГОСТ 15527-2004 берем для материала инструмента из твердого сплава при обработке заготовки из ЛС 59-1 ГОСТ 15527-2004 берем
из табл. 2 [30,Т.2,стр.262]:  , ,  ; ;
 , ,
KМV = 0,8; KПV = 0,9; KИV =1.
KV = KМV*KПV *KИV = 2,03*0,9*1= 1,83; (13)
Скорость резания,

4. Расчётное число оборотов шпинделя:
n = 1000*V/( *d) = 1000*191/(3,14*20) = 3043 об/мин; (14) *d) = 1000*191/(3,14*20) = 3043 об/мин; (14)
d- диаметр обтачиваемой поверхности.
5. Принимаем фактическое число оборотов, с учетом типа станка:
nф =1820 об/мин;
6. Фактическая скорость резания:
V = *d* nф/1000 =3,14*20*1820/1000=114 м/мин. (15)
7. Определяем главную составляющую силы резания по формуле:
Pz = 10*Cp * tx * Sy * Vn * Kp, (16)
Значения коэффициентов: Сp = 55; n = 0; x = 1,0; y = 0,66 – определены по табл. 22 [30,Т.2,стр.273].
Глубина резания в формуле: t= 1мм.
Коэффициент Kp :
KP = KМP *K P *K P *K P * K P * K P * K P * K P, (17) P, (17)
Коэффициенты, входящие в формулу, учитывают фактические условия резания.
По табл. 9,23 [30,Т.2,стр.264]:
KМP = 1,1; KP 1; KP = 1,0; KP = 1,0; KP = 0,93.
KP = KМP *KP *KP * KP * KP = 1,1*1*1,0*1,0*0,93 = 0,93;
Главная составляющая силы резания, форм. (7):
Pz = 10*Cp * tx * Sy * Vn * Kp =10*55 * 11 * 10,66 * 1140 * 0,93 =511,5 Н; (18)
8. Мощность резания:
N= Pz*V/(1000*60) = 511*114/(1000*60)= 0,97 кВт; (19)
9. Мощность привода главного движения:
Nпр= N/ =0,97/0,85= 1,14 кВт. (20) =0,97/0,85= 1,14 кВт. (20)
Мощность электродвигателя станка – 17 кВт, она достаточна для выполнения операции.
Операция 040:
Вследствие того, что на всех переходах за исключением последнего применяется инструмент Sandvik Coromant, классический расчет режимов резания здесь не подходит (нет данных по коэффициентам для твердосплавных пластин Sandvik Coromant). Для всех переходов режимы назначаем в соответствии с рекомендациями Sandvik Coromant.
Вертикально-фрезерный станок MCV-1250. Выполняем расчет для 7 перехода.
Сверление отверстия ø6мм:
1. Обрабатываемый материал по стандарту Coromant СМС 30.21 (ЛС59)
2. Пластина R365-12T3M-PM Сверло Сoromant U R416.2-0320L40-21
3. Рекомендуемая скорость резания 300-440 м/мин, принимаем V=350м/мин
Подача  мм/об, принимаем мм/об, принимаем  мм/об. мм/об.
4. Расчетное число оборотов шпинделя
 ; ;
Принимаем n=8000 об/мин (максимальные обороты)
 м/мин; м/мин;
5. Минутная подача сверла
 мм/мин; (21) мм/мин; (21)
6. Сила резания
 ; (22) ; (22)
 удельная сила резания; удельная сила резания;
Для ЛС59  =800 Н/ =800 Н/
 Н/ (23) Н/ (23)
 Н; Н;
7. Мощность резания
 кВт; (23) кВт; (23)
С учетом КПД станка
 кВт; кВт;
8. Крутящий момент
 , где , где  глубина резания; (24) глубина резания; (24)
 =0,83 Н*м. =0,83 Н*м.
Фрезерование лысок:
1. Обрабатываемый материал по стандарту Coromant СМС 30.21 (ЛС59)
2. Фреза Фреза СoroMill 245 R245-032А32-12М
3. Рекомендуемая скорость резания 400 м/мин;
Подача на зуб  мм/зуб; мм/зуб;
4. Расчетное число оборотов шпинделя
 ; ;
5. Минутная подача стола
 мм/мин; (25) мм/мин; (25)
6. Расчет мощности
 , (26) , (26)
где глубина резания;
 ширина обработки; ширина обработки;
 -минутная подача стола; -минутная подача стола;
 удельная сила резания; удельная сила резания;
При увеличении переднего угла
 , ,
при   ; ;
При ширине резания более 40% от величины диаметра фрезы  ; ;
 кВт; кВт;
С учетом КПД станка  кВт. кВт.
2.7 Расчет основного времени
Основное время определяем по формуле:
t0 = L*i/(n*S), мин (27)
где L – расчётная длина обработки, мм;
i - число рабочих ходов;
n – частота вращения шпинделя, об/мин;
S – подача, мм/об (мм/мин).
Расчётная длина обработки:
L = l + lВ + lСХ (28)
где l – размер детали на данном переходе, мм;
lВ - величина врезания инструмента, мм;
lПБ– величина перебега инструмента, мм;
t0 = (l+ lВ + lПБ)*i/(n*S), (29)
Величины врезания на операциях определяем из соответствующих таблиц 2-12 [26, стр 621].
Основное время для первой токарной операции: (считаем для первых двух переходов, на остальные назначаем по рекомендациям)
переход 1:
t0 = l *i/(n*S) = 11*1/(1500*0,1)=0,07мин;
переход 2:
t0 =(l+ lВ +lПБ )*i/(n*S)= (22+5+1)*1/(1820*1) = 0,01 мин.
Основное время для второй фрезерно-сверлильной операции:
переход 1:
t0 =(l+ lВ +lПБ )*i/(n*S)= (20+32)*5/(3980*0,3) = 0,21 мин;
переход 2:
t0 =(l+ lВ +lПБ )*i/(n*S)= (15+32)*5/(3980*0,3) = 0,2мин;
переход 3:
t0 =(l+ lВ )*i/(n*S)= (12+3)*1/(8000*0,15) = 0,012 мин;
переход 4:
t0 =(l+ lВ )*i/(n*S)= (12+3)*1/(8000*0,15) = 0,012 мин;
переход 5
t0 =(l+ lВ )*i/(n*S)= (12+3)*1/(8000*0,15) = 0,012 мин;
переход 6
t0 =(l+ lВ )*i/(n*S)= (12+3)*1/(8000*0,15) = 0,012 мин;
переход 7
t0 =(l+ lВ )*i/(n*S)= (9+3)*1/(8000*0,15) = 0,01 мин;
переход 8
t0 =(l+ lВ )*i/(n*S)= (3+1)*1/(8000*0,15) = 0,003 мин;
переход 9
t0 =(l+ lВ )*i/(n*S)= (30+3)*1/(500*0,05) = 1,32 мин.
Основное время резьбонарезной операции 050:
переход 2:
t0 =(l+ lВ +lПБ )*i/(n*S)= (8+4)*2/(750*0.75) = 0,04 мин.
2.8 Определение вспомогательного  , штучного , штучного  и штучно-калькуляционного и штучно-калькуляционного  времени времени
 ; (30) ; (30)
где  - время установки и снятия детали; - время установки и снятия детали;
 - время закрепления и открепление детали; - время закрепления и открепление детали;
 - время на управления станком; - время на управления станком;
 - время на измерение. - время на измерение.
 ; (31) ; (31)
где  - основное время; - основное время;
 - время на техническое обслуживание рабочего места; - время на техническое обслуживание рабочего места;
 - время на организационное обслуживание рабочего места; - время на организационное обслуживание рабочего места;
 - время на отдых. - время на отдых.
 ; (32) ; (32)
где  - подготовительно-заключительное время; - подготовительно-заключительное время;
n – число деталей в пробной партии;
 шт. шт.
Нормативы времени для среднесерийного производства. По табл. 5 [26,стр.197].
Операция 030:
 ; ;
 ; ;
 ; ;
Операция 040:
Операция включает 4 поворота стола,
12 подводов и отводов различных инструментов,
8 смен инструментов,
Время на поворота стола=3 с,
Время смены инструмента=3,5 ,
Время подвода инструмента 0,05 мин.
 ; ;
 ; ;
 ; ;
 . .
Операция 050:
 ; ;
 ; ;
 . .
3. Экономическая часть
Целью выполнения данного исследования является оценка экономической эффективности модернизации технологического процесса изготовления корпуса манометра. Усовершенствование технологического процесса требует привлечения финансовых затрат и трудовых ресурсов, которые должны быть экономически оправданы. Совершенствованный технологический техпроцесс будет являться более экономичным за счёт уменьшения штучного времени.
Сравнительная экономическая эффективность - разность между сравниваемыми общими величинами экономического эффекта, исчисляемыми при различных вариантах (вновь разрабатываемый вариант и базовый). Себестоимость продукции - денежное выражение текущих затрат на производство и реализацию продукции. Себестоимость продукции- часть стоимости, включающая затраты на потребление средств производства и оплату труда.
Таблица 6 Исходные данные (базовый технологический процесс)
| № п.п. |
Исходные данные. |
Значение |
| 1 |
Вес изделия |
0,21 кг. |
| 2 |
Средний коэффициент использования матматериалов |
42% |
| 3 |
Цена материала |
120 руб./кг. |
| 4 |
Цена отходов от стоимости материалов |
10 % |
| 5 |
Годовой фонд времени работы оборудования |
2032 ч/год |
| 6 |
Годовой фонд времени работы рабочих |
1989 ч/год |
| 7 |
Стоимость технологического оборудования |
38*106 руб. |
| 8 |
Время необходимое для выполнения всех операций |
15,57 м. |
3.1 Калькуляция на существующий технологический процесс
3.1.1 Расчет стоимости материала
Методика расчета взята из [31].
Цена материала одного изделия составляет:
1)  руб; (33) руб; (33)
где gн – норма расхода материала (gн=вес изделия/коэффициент использования );
Цм – стоимость материала, руб/кг.
 кг; кг;
Тогда цена материала:
 руб, руб,
где 7%-транспортно-заготовительные расходы.
2) Реализуемые отходы.
Реализуемые отходы определятся зависимостью:
 ; (34) ; (34)
где g – вес изделия;
Цотх– цена отходов;
Цена отходов на одно изделие:
 руб.; (35) руб.; (35)
3) Затраты на основные материалы за вычетом отходов.
Затраты на основные материалы за вычетом отходов на единицу изделия составят:
 руб.; (36) руб.; (36)
Основная заработная плата производственных рабочих на изделие
 ; (37) ; (37)
где,
m – количество операций;
Сч – часовая ставка для первого разряда;
КТК – тарифный коэффициент соответствующего разряда, показывающий во сколько раз оплата труда соответствующего разряда, превосходит оплату труда первого разряда;
Кпр – коэффициент, учитывающий доплаты (Кпр=1,4);
Кр – коэффициент, учитывающий районные выплаты (Кр=1,3);
 , ,
где Сr – тарифная ставка рабочего.
030 Автоматно-токарная операция
 руб. ; руб. ;
040 Фрезерная
 руб.; руб.;
050 Сверлильные операции
 руб.; руб.;
080 Резьбонарезные операции
 руб.; руб.;
∑Сз=(Со.т+ Со.ф+Со.с.+Со.р) ×К1×К2,;
где К1 – премиальный коэффициент,
К2 – районный коэффициент.
Сз=(0,63+0,38+0,78+0,21) ×1,4×1,3=3,64 руб.;
3.1.3 Дополнительная заработная плата
Дополнительная заработная плата, не связанная с производством.
- оплата труда полагающаяся по закону за не проработанное время, составляет 9% от основной заработной платы.
Дополнительная заработная плата на единицу изделия составит:
 руб. (38) руб. (38)
3.1.4 Отчисления на социальные цели
Отчисления на социальные цели на одно изделие определятся следующей зависимостью:
 ; (39) ; (39)
где
Ксоц – коэффициент единого социального налога (Ксоц=26,5%);
Отчисления на социальные цели на одно изделие составят:
 руб. (40) руб. (40)
3.1.5 Прямые затраты
Сп = См+Сз+Сдоп+Ссоц = 249,2+3,64+0,33+1,052 = 254,22 руб. (41)
3.1.6 Расходы на электроэнергию
Определение затрат на электроэнергию
Затраты на технологическую электроэнергию составляют самую значительную часть от технологической себестоимости. Эти затраты определяются о формуле:
 , (42) , (42)
где Od - количество единиц оборудования;
Р - мощность единицы оборудования;
Fп - планируемый фонд времени работы оборудования;
Ц - стоимость электроэнергии;
η - к.п.д. оборудования.
Результаты расчетов приведены в таблице 7 .
Таблица 7
| Оборудование |
Od, шт |
Р, кВт |
η |
Fп |
Затраты на эл/энергию, руб/год |
| 1. 1Б240-6 |
1 |
4,15 |
0,87 |
400 |
2862,01 |
| 2. FU400 |
1 |
3,47 |
0,86 |
207 |
1252,83 |
| 3. С-0161 |
1 |
2,14 |
0,86 |
176 |
656,93 |
| 4. С-25 |
1 |
2,05 |
0,84 |
128 |
468,57 |
| 5. С-0228 |
2 |
3,88 |
0,85 |
206 |
2854,77 |
| 6. Р-130 |
1 |
1,75 |
0,84 |
139 |
434,375 |
Таким образом, затраты на электроэнергию для базового варианта составят:
Сэл1=8529,48 руб/год;
Для изделия:
Сэл2 = Сэл1 /5000 =8529,48 /5000=1,705 руб/год. (43)
3.1.7 Расходы на оснастку
 , (44) , (44)
где k — число операций изготовления продукции; h — количество типоразмеров оснастки, необходимой для выполнения i-й операции;  — стоимость одного экземпляра оснастки d-ro типоразмера, руб.; — стоимость одного экземпляра оснастки d-ro типоразмера, руб.;  — количество экземпляров оснастки d-ro типоразмера, необходимое для бесперебойного выполнения i-й операции, шт.; — количество экземпляров оснастки d-ro типоразмера, необходимое для бесперебойного выполнения i-й операции, шт.;  — коэффициент занятости технологической оснастки d-ro типоразмера при выполнении i-й операции. — коэффициент занятости технологической оснастки d-ro типоразмера при выполнении i-й операции.
Расходный фонд режущего инструмента:
 , (44) , (44)
где  -стачивание, мм; -стачивание, мм;
zд — число типоразмеров деталей, обрабатываемых при помощи данного инструмента;
k — число операций обработки деталей j-го размера, ч/дет.-опер.;
Тcт — период стойкости инструмента между переточками (или между восстановлениями);
nпер — число переточек данного инструмента;
nвос — число восстановительных ремонтов данного инструмента;
kвос — коэффициент, учитывающий изменение стойкости инструмента после его восстановления;
kyб— коэффициент случайной убыли инструмента.
Тогда
030 Автоматно-токарная операция
Переход 1:  шт/год; шт/год;
Переход 2: шт/год; шт/год;
Переход 3:  шт/год; шт/год;
Переход 4:  шт/год; шт/год;
Переход 5: шт/год; шт/год;
Переход 6: шт/год; шт/год;
Переход 7: шт/год; шт/год;
Переход 8: шт/год; шт/год;
Переход 9: шт/год; шт/год;
Переход 10: шт/год; шт/год;
Переход 11: шт/год;
Переход 12: шт/год. шт/год.
040-050 Фрезерная
Переход 1: шт/год; шт/год;
060 Сверлильная операция
Переход 1: шт/год; шт/год;
070 Сверлильная операция
Переход 1: шт/год; шт/год;
080 Сверлильная операция
Переход 1: шт/год; шт/год;
090 Сверлильная операция
Переход 1: шт/год; шт/год;
100 Резьбонарезная операция
Переход 1: шт/год; шт/год;
110 Резьбонарезная операция
Переход 1: шт/год; шт/год;
Тогда, расходы на оснастку:
 (20*105)+(4*115)+(14*117)+(11*28)+(7*114)+(11*110)+(52*27)+(1*111)+(170*30)+(1*109)+(1*105)+(39*120)+(530*180)+(73*25)+(6*23)+(37*16)+(618*120)+(35*45)+(18*45)=167800 руб. (20*105)+(4*115)+(14*117)+(11*28)+(7*114)+(11*110)+(52*27)+(1*111)+(170*30)+(1*109)+(1*105)+(39*120)+(530*180)+(73*25)+(6*23)+(37*16)+(618*120)+(35*45)+(18*45)=167800 руб.
Из расчета на одну деталь:
 =33,56руб. =33,56руб.
3.1.8 Полная себестоимость
Сполн= Сп.+ Сэл2 +Косн1= 257,02+1,705+33,56 = 292,28руб. (46)
Результаты расчётов сводим в таблицу 8.
Таблица 8
| Наименование статей затрат |
Себестоимость в руб.коп |
| 1. Основные материалы |
249,2 |
| 2. Основная з/п производствен. рабочих |
3,64 |
| 3. Дополнительная зарплата |
0,33 |
| 4. Социальный налог |
1,05 |
| 5. Прямые затраты |
257,02 |
| 5. Расходы на электроэнергию |
1,705 |
| 6. Расходы на оснастку |
33,56 |
| 7. Полная себестоимость |
292,28 |
3.2 Калькуляция на усовершенствованный технологический процесс
3.2.1 Расчет стоимости материала
Цена материала одного изделия составляет:
1)  руб; руб;
где gн – норма расхода материала (gн=вес изделия/коэффициент использования );
Цм – стоимость материала, руб/кг.
 кг; кг;
Тогда цена материала:
руб,
где 7%-транспортно-заготовительные расходы.
2) Реализуемые отходы.
Реализуемые отходы определятся зависимостью:
;
где g – вес изделия;
Цотх– цена отходов;
Цена отходов на одно изделие:
руб.;
3) Затраты на основные материалы за вычетом отходов.
Затраты на основные материалы за вычетом отходов на единицу изделия составят:
руб.
3.2.2 Основная заработная плата производственных рабочих на изделие
,
где,
m – количество операций;
Сч – часовая ставка для первого разряда;
КТК – тарифный коэффициент соответствующего разряда, показывающий во сколько раз оплата труда соответствующего разряда, превосходит оплату труда первого разряда;
Кпр – коэффициент, учитывающий доплаты (Кпр=1,4);
Кр – коэффициент, учитывающий районные выплаты (Кр=1,3);
,
где Сr – тарифная ставка рабочего.
030 Автоматно-токарная операция
руб.;
020 Фрезерно-сверлильная
 руб.; руб.;
080 Резьбонарезная операция
 руб.; руб.;
∑Сз=(Со.а-т+Со.ф-с.+Со.р) ×К1×К2,
где К1 – премиальный коэффициент,
К2 – районный коэффициент.
Сз=(0,63+0,91+0,11) ×1,4×1,3=3 руб.
3.2.3 Дополнительная заработная плата
Дополнительная заработная плата, не связанная с производством.
- оплата труда полагающаяся по закону за не проработанное время, составляет 9% от основной заработной платы.
Дополнительная заработная плата на единицу изделия составит:
 руб. руб.
3.2.4 Отчисления на социальные цели
Отчисления на социальные цели на одно изделие определятся следующей зависимостью:
;
где
Ксоц – коэффициент единого социального налога (Ксоц=26,5%);
Отчисления на социальные цели на одно изделие составят:
 руб. руб.
3.2.5 Прямые затраты
Сп = См+Сз+Сдоп+Ссоц = 249,2+3,64+0,27+0,866 = 254 руб.
3.2.6 Расходы на электроэнергию
Затраты на технологическую электроэнергию составляют самую значительную часть от технологической себестоимости. Эти затраты определяются о формуле:
 , ,
где  - Суммарная установленная мощность электрооборудования, занятого при выполнении i-ой операции, кВт; - Суммарная установленная мощность электрооборудования, занятого при выполнении i-ой операции, кВт;
 - коэффициент спроса электроэнергии при выполнении i-ой операции; - коэффициент спроса электроэнергии при выполнении i-ой операции;
 - часовая производительность единицы оборудования, занятого при выполнении i-ой операции, шт/ч; - часовая производительность единицы оборудования, занятого при выполнении i-ой операции, шт/ч;
 - количество изделий данного типоразмера, запускаемых в производство, шт/год. - количество изделий данного типоразмера, запускаемых в производство, шт/год.
Результаты расчетов приведены в таблице 9 .
Таблица 9
| Оборудование |
Od, шт |
Р, кВт |
η |
Fп |
Затраты на эл/энергию, руб/год |
| 1. 1Б240-6 |
1 |
4,15 |
0,87 |
400 |
2862,01 |
| 2. MCV-720 |
1 |
3,56 |
0.85 |
578 |
3317,08 |
| 3. Р-130 |
1 |
1,75 |
0,84 |
139 |
474,375 |
Затраты на электроэнергию для предлагаемого варианта составят:
Сэл2=6653.46руб/год;
Для изделия:
Сэл2 = Сэл1 /5000 =6653.46/5000= 1,33 руб/год.
3.2.7 Расходы на оснастку
 , ,
где k — число операций изготовления продукции; h — количество типоразмеров оснастки, необходимой для выполнения i-й операции;  — стоимость одного экземпляра оснастки d-ro типоразмера, руб.; — стоимость одного экземпляра оснастки d-ro типоразмера, руб.;  — коэффициент занятости технологической оснастки d-ro типоразмера при выполнении i-й операции. — коэффициент занятости технологической оснастки d-ro типоразмера при выполнении i-й операции.
Расходный фонд режущего инструмента:
 , ,
где zд — число типоразмеров деталей, обрабатываемых при помощи данного инструмента;
k — число операций обработки деталей j-го размера, ч/дет.-опер.;
Тcт — период стойкости инструмента между переточками (или между восстановлениями);
nпер — число переточек данного инструмента;
nвос — число восстановительных ремонтов данного инструмента;
kвос — коэффициент, учитывающий изменение стойкости инструмента после его восстановления;
kyб— коэффициент случайной убыли инструмента.
Тогда
030 Автоматно-токарная операция
Переход 1: шт/год;
Переход 2: шт/год;
Переход 3: шт/год;
Переход 4: шт/год;
Переход 5: шт/год;
Переход 6: шт/год;
Переход 7: шт/год;
Переход 8: шт/год;
Переход 9: шт/год;
Переход 10: шт/год;
Переход 11: шт/год;
Переход 12: шт/год.
020 Фрезерно-сверлильная
Переход 1,2:  шт/год; шт/год;
Переход 3,4,5,6:  шт/год; шт/год;
Переход 7:  шт/год; шт/год;
Переход 8:  шт/год; шт/год;
Переход 9:  шт/год. шт/год.
080 Резьбонарезная операция
Переход 1: шт/год; шт/год;
Тогда, расходы на оснастку:
,
где k — число операций изготовления продукции; h — количество типоразмеров оснастки, необходимой для выполнения i-й операции; — стоимость одного экземпляра оснастки d-ro типоразмера, руб.; — коэффициент занятости технологической оснастки d-ro типоразмера при выполнении i-й операции.
(20*105)+(4*115)+(14*117)+(11*28)+(7*114)+(11*110)+(52*27)+(1*111)+(170*30)+(1*109)+(1*105)+(39*120)+(50*270)+(12*60)+(3*75)+(1*70)+(340*150)+(9*75)= 84210 руб
Из расчета на одну деталь:
=16,84руб.
Расходы на амортизацию оборудования и приспособлений
 , ,
где  —стоимость единицы оборудования, руб./ед.; —стоимость единицы оборудования, руб./ед.;
 —стоимость единицы станочного приспособления руб./ед.; —стоимость единицы станочного приспособления руб./ед.;
 — количество технологического оборудования, занятого при выполнении i-й операции, ед.; — количество технологического оборудования, занятого при выполнении i-й операции, ед.;
 —коэффициент занятости технологического оборудования выполнением i-й операции изготовления данных изделий; —коэффициент занятости технологического оборудования выполнением i-й операции изготовления данных изделий;
а — норма амортизационных отчислений на замену оборудования в год, %;
 — годовое количество изделий, запускаемых в производство по варианту, шт./год — годовое количество изделий, запускаемых в производство по варианту, шт./год
= + + ; ;
где —стоимость поворотного стола, руб./ед.;
—стоимость станочного приспособления руб./ед.;
Тогда,  руб/шт; руб/шт;
Итого, сумма амортизационных отчислений по предгогаемому варианту составит:
Саi=12,82руб/шт.
3.2.8 Полная себестоимость
Сполн= Сп.+ Сэл2 +Косн1+сai= 254+1,33+16,84+12,82 =283,06 руб.
Результаты расчётов сводим в таблицу 10.
Таблица 10
| Наименование статей затрат |
Себестоимость в руб. |
| 1. Основные материалы |
149,2 |
| 2. Основная з/п производствен. рабочих |
3 |
| 3. Дополнительная зарплата |
0,27 |
| 4. Социальный налог |
0,866 |
| 5. Прямые затраты |
254 |
| 6. Расходы на электроэнергию |
1,33 |
| 7. Расходы на оснастку |
16,84 |
| 8. Расходы на амортизацию оборудования и приспособлений |
12,82 |
| 9. Полная себестоимость |
284,90 |
3.3 Экономическая эффективность
Годовая программа выпуска 5000 шт.
Экономическая эффективность предлагаемого варианта тех. процесса относительно существующего варианта на годовой объём выпуска:
Эг = (Сс - Сп)  N = (292,28 – 284,90)5000 = 36900 руб. (48) N = (292,28 – 284,90)5000 = 36900 руб. (48)
Сроки окупаемости приспособления
Сроки окупаемости определяются по формуле:
 , (49) , (49)
где  -себестоимость изготовления приспособления; -себестоимость изготовления приспособления;
 - Коэффициент проектирования данного приспособления выражается отношением расходов на проектирование и отладку к себестоимости его изготовления (принимается =0,5). - Коэффициент проектирования данного приспособления выражается отношением расходов на проектирование и отладку к себестоимости его изготовления (принимается =0,5).
 - Коэффициент эксплуатации данного приспособления является отношением расходов на эксплуатацию (ремонт и уход) за год с себестоимости изготовления (принимается =0,2…0,3). - Коэффициент эксплуатации данного приспособления является отношением расходов на эксплуатацию (ремонт и уход) за год с себестоимости изготовления (принимается =0,2…0,3).
 - срок службы приспособления. Для простых приспособлений средней сложности рекомендуется принимать =2…3 года. - срок службы приспособления. Для простых приспособлений средней сложности рекомендуется принимать =2…3 года.
Срок окупаемости:
 0,16. 0,16.
Эффективность усовершенствованного техпроцесса была достигнута за счёт внедрения нового приспособления, расчетов режимов времени и нормирования технологического процесса. Как следствие, снижены такие статьи расходов как заработная плата и отчисления на социальное страхование.
Приведённые выше расчеты доказывают, что усовершенствованный техпроцесс действительно выгоден и может быть внедрён в производство.
4. Безопасность жизнедеятельности
В данном разделе ВКР инженера рассмотрены вопросы, связанные с организацией рабочего места на механическом участке №4, промышленного предприятия ОАО «Манотомь», в соответствии с нормами производственной санитарии, техники производственной безопасности и охраны окружающей среды.
Предприятие размещается на двух промгшощадках: 1 (основная) - пр. Комсомольский, 62; 2 (вспомогательная - гараж) - ул. Шевченко, 496.
ОАО «Манотомь» специализируется на выпуске манометров различного типа и направленности (железнодорожных, судовых, дифференциальных, молочных, аммиачных, виброустойчивых, сигнализирующих, специальных), в т. ч. во взрывоопасном и коррозионностойком исполнении.
Расстояние до ближайшей жилой зоны составляет: 60 м на запад от основной промплощадки, 100 м на северо-запад от вспомогательной площадки , 80 м на юго-восток от вспомогательной площадки. Расстояние до ближайшего водного объекта (р. У шайка) --1600 м.
Площадка № 1 (пр. Комсомольский, 62) граничит с территорией предприятий: с севера - ООО «Томь - Экстра», ЗАО «ЗПП», А/к 1975, МП «Жилремэксплуатация Советского района»; с востока — ОАО «Сибэлектромотор»; с юга - МП «Томское трамвайное управление»; с запада - проезжая часть пр. Комсомольский.
Площадка № 2 (ул. Шевченко, 496). С севера па расстоянии 30 м территорию предприятия от территории ГРЭС —2 отделяет проезжая часть ул. Шевченко. С востока — пустырь, с юга — ОАО « Желдортранс», предприятие «Новые окна», гаражи, складские помещения; с запада - ООО «Аскон Плюс».
Карта - схема с нанесенными источниками выбросов загрязняющих веществ для основной площадки выполнена в масштабе 1:1000 (Рис 7).
Основной целью данного раздела является создание оптимальных норм для улучшения условий труда, обеспечения производственной безопасности человека, повышения его производительности, сохранения работоспособности в процессе деятельности, а также охраны окружающей среды.
В связи с тем, что дипломная работа предусматривает разработку нормативной и технической документации, вопросы производственной и экологической безопасности рассматриваются с позиции разработчика комплекта документов. Производственная среда, организация рабочего места должна соответствовать общепринятым и специальным требованиям техники безопасности, эргономики, нормам санитарии, экологической и пожарной безопасности.
4.1 Производственная безопасность
Администрация предприятий (учреждений) обязана обеспечивать надлежащее техническое оборудование всех рабочих мест и создавать на них условия работы, соответствующие правилам охраны труда (правилам по технике безопасности, санитарным нормам и правилам и др.) [20].
Технологический процесс изготовления детали типа «Держатель» характеризуется наличием опасных и вредных производственных факторов характерных для машиностроительных предприятий.
На участке, где находится оборудование, могут быть следующие опасные и вредные факторы [1] :
- Поражение электрическим током;
- СОЖ (смазочно-охлаждающая жидкость);
- Стружка;
- Вращающиеся части станков;
- Слабое и ненадежное крепление инструмента;
Все выше описанные опасные и вредные факторы представляют существенную опасность для рабочего персонала участка, а следовательно возникает потребность в проведении мероприятий снижающих или удаляющих влияние этих факторов на здоровье производственного персонала. Данные мероприятия должны быть согласованы с санитарно-гигиеническими и другими нормами охраны труда.
4.1.1 Анализ опасных и вредных производственных факторов при изготовлении корпуса манометра 5Ш8.102 и мероприятия по их устранению
4.1.1.1 Поражение электрическим током
Основные причинами воздействия тока на человека являются: случайные проникновения или приближение на опасное расстояние к токоведущим частям; появление напряжения на металлических частях оборудования в результате повреждения изоляции и др.
Поражающее действие электрического тока зависит от значения и длительности протекания тока через тело человека, рода и частоты тока, места протекания тока, индивидуальных свойств человека. Наиболее опасным для человека является переменный ток с частотой 20 – 100 Гц. Опасной величиной тока является ток, равный 0,001 А, а смертельный 0,1 А. Также исход электропоражения зависит от состояния внешней среды. Могут быть следующие виды воздействий [9]:
- термическое (ожог);
- электрическое;
- биологическое (паралич мышц, электрический удар).
Устанавливает предельно допустимые уровни (ПДУ) напряжений и токов ГОСТ 12. 1. 038-82 ССБТ [10].
Согласно ПУЭ производственное помещение участка относится к категории помещений c повышенной опасностью, если в нем присутствуют следующие факторы:
1.Сырость (относительная влажность более 75%);
2.Наличие токопроводящего пола;
3.Высокая температура (когда температура длительно «свыше суток» превышает +35 градусов) и токопроводящая пыль.
Следовательно, наше помещение относится к этой категории, так как в нем присутствуют такие факторы, как токопроводящий пол, так как он железобетонный, и токопроводящая пыль. Проблема токопроводящих полов решается оборудованием рабочих мест деревянными плитами (решетками). А токопроводящая пыль устраняется с помощью устройств местной вытяжной вентиляции.
Мероприятия по защите от поражения электрическим током [9]:
1.Обеспечение недоступности токоведущих частей, находящихся под напряжением путем надежной изоляции, вывешивание плакатов и знаков и т.д.;
2.Электрическое разделение сети;
3.Устранение опасности поражения электрическим током при появлении напряжения на корпусах, кожухах и других частях электрооборудования достигается применением малых напряжений, использованием двойной изоляции, выравниванием потенциала, защитным заземлением, занулением и др.;
4.Применение специальных электрозащитных средств;
5.Правильная эксплуатация электроустановок.
В нашем случае производство «Держателя» осуществляется на металлорежущих станках. А так как каждый металлорежущий станок имеет электропривод, все выше перечисленные меры защиты от поражения электрическим током должны применятся на каждом рабочем месте.
4.1.1.2 СОЖ (смазочно-охлаждающая жидкость)
При обработке используется СОЖ (смазочно-охлаждающая жидкость). При попадании СОЖ на пол во время работы на станке возможны падения и, как следствие, вывихи, переломы и повреждения кожного покрова, а также попадание СОЖ в глаза. Использование СОЖ приводит к различным заболеваниям кожи, а также раздражающе действует на слизистые оболочки верхних дыхательных путей.
Мероприятия по устранению СОЖ:
При работе на токарных, фрезерных, сверлильных станках во избежание попадания стружки в глаза необходимо установить защитные заграждения [4]. Чтобы устранить вредное воздействие на здоровье рабочих продуктов горения и испарения СОЖ необходимо установить в цехе систему вентиляции, поддерживающую необходимый состав атмосферы в рабочем помещении. Кроме того, для устранения влияния СОЖ на кожу рук рабочих необходимо выдавать им мыло и «биологические перчатки».
4.1.1.3 Стружка
При фрезеровании и точении деталей возможна вероятность отлета стружки в сторону рабочего места. В этом случае есть вероятность травмы глаз и открытых частей тела.
Мероприятия по устранению попадания стружки:
Для устранения возможности попадания стружки в глаза на станках, где есть такая возможность, необходимо установить защитные заграждения, а там, где установка невозможна по техническим причинам необходимо выдавать рабочим защитные очки [3].
4.1.1.4 Вращающиеся части станков
При работе на токарных, фрезерных станках, используемых в данном технологическом процессе, возможен захват волос или элементов одежды вращающимися частями станков. Следствием этого может быть тяжелая травма, и даже смертельный исход.
Мероприятия по устранению травматизма, вызванного вращающиеся частями станков:
Для того чтобы предотвратить захват волос вращающимися частями станков или режущим инструментом необходимо выдавать рабочим специальные береты [3].
4.1.1.5 Слабое и ненадежное крепление инструмента
Слабое и ненадежное крепление инструмента (фрезы, резца, сверла) на станке может явиться причиной травм рук (ушибов и переломов) станочника.
Мероприятия по устранению травматизма, вызванного слабым и ненадежным креплением инструмента:
Проведение периодического инструктажа, направленного на соблюдение техники безопасности на рабочих местах [2], использование защитных экранов [4] .
4.1.2 Анализ вредных факторов при изготовлении держателя манометра МПЗ-У и мероприятия по их устранению
Производственная санитария – это система организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на рабочих вредных производственных факторов.
Согласно ГОСТ 12. 0. 003 – 74.ССБТ [1] все вредные опасные факторы, воздействующие при эксплуатации оборудования, можно классифицировать следующим образом:
а) поражение электрическим током при прикосновении к открытым токоведущим частям электрооборудования или при нарушении изоляции проводов;
б) санитарно – гигиенически: нерациональное освещение, содержание вредных и отравляющих веществ в воздухе;
в) организационно – технические: неправильная организация труда и рабочего места (заграможденность помещения, присутствие ненужных и отсутствие необходимых для работы приборов и приспособлений), недостаточное обучение работников правилам технике безопасности.
Изучение причин производственного травматизма даёт возможность разработать меры по их предотвращению. Важной организационной мерой является установление научно обоснованных норм по гигиене труда.
ГОСТ 120005-74 устанавливает оптимальные и допустимые метеоусловия в зависимости от времени года, категории работ, классификации помещения.
Для производства «Держателя» вредными факторами являются [1]:
- Микроклимат;
- Недостаточная освещенность;
- Повышенный уровень шума;
- Некомфортабельные условия.
4.1.2.1 Микроклимат
Параметры микроклимата в производственном помещении на ОАО «Манотомь» установлены в соответствии СН 245 – 95 в следующих пределах: температура воздуха в тёплое время года от +19 до +24, в холодное время года от +17 до +23, относительная влажность не более 60%, скорость движения воздуха не более 0,2 м/c.
Под микроклиматом производственной среды согласно ГОСТ 12. 1.005 – 88. ССБТ [6] понимают сочетание температуры, относительной влажности воздуха и интенсивности теплового излучения. Перечисленные параметры оказывают огромное влияние на функциональную деятельность человека, его самочувствие, здоровье, надежность работы.
Работы делятся на три категории тяжести на основе общих энергозатрат организма. Работа, относящаяся к инженерам – разработчикам, относится к категории легких работ. Допустимые значения микроклимата для этого случая даны в таблице 4.1 [13].
Таблица 4.1Требования к микроклимату
| Период года |
Категория работы |
Температура, °С |
Относительная влажность, % |
Скорость движения воздуха, м/с |
| Холодный |
средняя |
21 – 23 |
40 - 60 |
0.1 |
| Теплый |
средняя |
22 - 24 |
50 - 60 |
0.2 |
Помещение, где находятся рабочие места, соответствуют данным нормам.
Помещение, его размеры (площадь, объем) должны в первую очередь соответствовать количеству рабочих и размещенному в нем оборудованию.
Для обеспечения нормальных условий труда санитарные нормы СН 245 – 71 устанавливают, что на одного рабочего должно приходиться 4,5 м2 площади помещения и 20 м3 объема воздуха.
Помещение имеет следующие параметры:
- длина помещения - 60 м;
- ширина - 20 м;
- высота - 10 м.
Исходя из этих параметров, площадь данного помещения составляет:
S = 60 * 20 = 1200 кв.м;
объем: V = 60 * 20 *10= 12000 куб.м.
В лаборатории работает 52 человека. Значит, на каждого человека приходится 230 куб.м объема воздуха. Это очень хорошо удовлетворяет санитарным нормам.
В данном помещении используют искусственное и естественное освещение, поскольку работа в основном зрительная, то естественного освещения не достаточно, особенно в темное время суток.
4.1.2.2 Недостаточная освещенность
При работе на станках недостаточная освещенность рабочего места и производственного помещения в целом приводит к ослаблению зрения и общей утомляемости рабочего.
Мероприятия по устранению недостаточной освещенности:
1. Освещенность рабочего места должна быть согласно СНиП П-4-85 в пределах 150 – 300 лк. Обеспечить это требование естественным освещением практически невозможно, поэтому должно применяться комбинированное освещение.
2. Контроль естественного и искусственного освещения в производственных помещениях следует проводить один раз в год.
4.1.2.2.1 Расчет искусственного освещения
Недостаточная освещенность рабочей зоны и производственных помещений. Система освещения в цехе должна включать в себя общее и местное освещение. Величина минимальной освещенности должна составлять 200 лк согласно СНиП 23-05-95 [14]. В нашем случае освещенность цеха комбинированная – сочетание общего освещения с местным источником света на рабочем месте. При устройстве освещения следует помнить, что оно нормируется и по показателям яркости рабочей поверхности. Поверхности, отражающие свет, не должны производить слепящего действия на человека. Наиболее благоприятно для человека естественное освещение. Физиологами установлено, что при естественном освещении производительность труда рабочих на 10% выше чем при искусственном.
Правильно спроектированное и выполненное освещение обеспечивает высокий уровень работоспособности, оказывает положительное психологическое действие на человека и способствует повышению производительности труда.
Механический цех №4 имеет размеры: длина А = 60 м, ширина В = 18 м, высота Н = 10 м.
Площадь помещения:
 ; (52) ; (52)
Высота рабочей поверхности hр = 0,8 м.
В цехе производятся работы средней точности, (минимальная величина различия составляет 0.5-1мм).
Рекомендуемая освещенность помещения, при среднем контроле различия с тёмным фоном, составляет Е0=200лк [16], учитывая коэффициент запаса (загрязнение светильника) К=1.5, получаем освещенность в помещении:
 ; (53) ; (53)
Требуется создать освещенность Е = 300 Лк.
Коэффициент отражения стен Rc=70%, потолка Rn= 50%.
Коэффициент запаса k =1,5, коэффициент неравномерности Z = 1,1. [16]
Рассчитываем систему общего люминесцентного освещения:
Выбираем светильники типа ОД, l = 1,4.
Рассчитаем h высоту светильника над рабочей поверхностью по формуле:
h =hn – hp – hc, (54)
Приняв hс = 4 м, где hc – расстояние светильников от перекрытия (свес), получаем
h = 10 - 4 - 0,8 = 5,2 м;
L = 1,4 × 5,2 = 7,28 м, где L – расстояние между соседними светильниками или рядами.
L/3 = 2,41 м.
Размещаем светильники в три ряда. В каждом ряду можно установить 27 светильника типа ОД мощностью 40 Вт (с длиной 1,23 м), при этом разрывы между светильниками в ряду составят 50 см. Изображаем в масштабе план помещения и размещения на нем светильников (рис. 2). Учитывая, что в каждом светильнике установлено две лампы, общее число ламп в помещении n = 162.
Находим индекс помещения по формуле:
i = S/ h(A+B); (55)
тогда
i = 1200 / (5,2(60 + 18)) = 2,66.
По таблице 8 определяем коэффициент использования светового потока:
h = 0,66.
Определяем потребный световой поток ламп в каждом из рядов, по формуле:
Ф = Ен × S × Kз × Z / n ×h, (56)
Тогда

По табл. 1 выбираем ближайшую стандартную лампу – ЛБ 80 Вт с потоком 5400 Лм. Делаем проверку выполнения условия:
 , ,
Получаем -10% ≤ 7,4% ≤ +20%.
4.1.2.3 Повышенный уровень шума
Шум неблагоприятно воздействует на организм человека, вызывает психические и физиологические нарушения, снижение слуха, работоспособности, создают предпосылки для общих и профессиональных заболеваний и производственного травматизма, а также происходит ослабление памяти, внимания, нарушение артериального давления и ритма сердца.
Производственное оборудование и инструменты, создающие в процессе эксплуатации шум, необходимо конструировать в соответствии с требованиями этого стандарта и снабжать паспортом с указанием спектра излучаемой звуковой мощности, определяемой по ГОСТ 12. 1. 003 – 83 ССБТ.
Мероприятия по устранению повышенного уровня шума [12]:
- правильная организация труда и отдыха;
- ликвидация шума в источнике его возникновения путем своевременного устранения неисправности технологического оборудования;
- применение звукопоглощающих материалов в конструкциях шумящих механизмов и оборудования;
- облицовка помещений (потолка и стен в небольших помещениях) звукоизолирующими и звукопоглощающими материалами;
- применение индивидуальных средств защиты органов слуха – наушников, вкладышей, шлемов (ГОСТ 12. 4. 011-89 ССБТ) [11].
4.1.2.3.1 Расчет уровня шума
Основные источники шума технологическое оборудование в основных производственных цехах, металлообрабатывающие станки основного и вспомогательного производств.
Максимальная шумовая характеристика станков от 87 до 92 дБА в соответствии с ГОСТ12.1.003-76. Индекс изоляции шума ограждением составляет 60,4 дБА. Уровень шума около наружной стены здания составляет 31,6 дБА.
Поэтому расчет снижения уровня шума на расстоянии проводить нецелесообразно.
4.1.2.4 Некомфортабельные условия
В помещении, где проводятся работы в силу различных причин, может появиться такой фактор, как отклонение температуры и влажности от норм. Это создает дискомфортные условия для работы человека. Параметры микроклимата в производственном помещении в соответствии с СН 245-71 устанавливаются в следующих пределах:
Температура воздуха +19-25 ° С,
Относительная влажность - не более 70%,
Движение воздуха - не более 0,2 м/с.
Мероприятия по устранению некомфортабельные условий:
Температура, относительная влажность и скорость движения воздуха в рабочей зоне производственных помещений в холодный и переходный период должны соответствовать нормам, указанным в ГОСТ 12.1.005 – 76, поддерживаемые источниками отопления и вентиляции. В доступных местах цеха быть аптечки, укомплектованные необходимыми медицинскими средствами для оказания первой помощи пострадавшему. Должна быть также оборудована система пожарного оповещения, специальные места со средствами тушения пожаров. Кроме того, для создания комфорта, рабочее место должно быть оснащено гибким креслом.
4.2 Пожарная и взрывая безопасность
Пожары на машиностроительных предприятиях представляют большую опасность для работников и могут причинить огромный материальный ущерб. Вопросы обеспечения пожарной безопасности производственных зданий и сооружений имеют большое значение и регламентируются государственными постановлениями и указами.
Пожаром называется неконтролируемое горение вне специального очага, наносящего материальный ущерб. Согласно ГОСТ 12. 1.004 – 91 ССБТ [5] понятие пожарная безопасность означает состояние объекта, при котором с установленной вероятностью исключается возможность возникновения и развития пожара и воздействия на людей опасных факторов пожара, а также обеспечивается защита материальных ценностей.
Возникновение пожара при работе с электронной аппаратурой может быть по причинам как электрического, так и неэлектрического характера.
Причины возникновения пожара неэлектрического характера [15]:
а) халатное неосторожное обращение с огнем (курение, оставленные без присмотра нагревательные приборы, использование открытого огня);
б) самовоспламенение и самовозгорание веществ.
Причины возникновения пожара электрического характера: короткое замыкание, перегрузки по току, искрение и электрические дуги, статическое электричество и т. п.
Для устранения причин возникновения пожаров в помещении цеха должны проводиться следующие мероприятия:
а) сотрудники предприятия должны пройти противопожарный инструктаж;
б) сотрудники обязаны знать расположение средств пожаротушения и уметь ими пользоваться;
в) необходимо обеспечить правильный тепловой и электрический режим работы оборудования;
г) пожарный инвентарь и первичные средства пожаротушения должны содержаться в исправном состоянии и находиться на видном и легко доступном месте.
4.3 Экологическая безопасность
В современных условиях одной из важнейших задач является защита окружающей среды. Выбросы промышленных предприятий, энергетических систем и транспорта в атмосферу, водоемы и недра земли на данном этапе развития достигли таких размеров, что в ряде крупных промышленных центров, уровни загрязнении существенно превышают допустимые санитарные нормы.
Согласно данным инвентаризации источников валовых выбросов загрязняющих веществ в атмосферу было выявлено 65 источников выбросов, все организованные. Общее количество выбрасываемых в атмосферу загрязняющих веществ равно 21 тонн/год. Число выбрасываемых в атмосферу загрязняющих веществ 39,376 тонн/год.
Производственные участки предприятия:
а)основное производство - цех № 4 (гальванический участок; участок металлообработки; участок горячей штамповки, сварки и пайки), цех № 8 (участок малярный, участок литейный, участок пластмасс), цех № 5 (цинкография, литография, участок обезжиривания и резки органического стекла), цех № 7 (участок термический, участок металлообработки);
б)вспомогательное производство - цех № 7 (участок термический, участок металлообработки), участок деревообработки, участок сварки и металлообработки энергомеханического производства, гараж, котельная.
Характеристика предприятия как источника загрязнения атмосферы (Рис 1):
0001.Цинкография. Загрязняющие вещества: азотная кислота, хлористый водород.
0002,0020. Сварочный пост - сварка в среде аргона. Загрязняющие вещества: ангидрид вольфрамовый, оксид меди.
0003.Ванна обезжиривания деталей. Загрязняющие вещества: сода кальцинированная.
0004,0005,0009-0017,0029., 0052, 0056, 0070, 0081-0083. Обработка оргстекла, полировальный станок. Загрязняющие вещества: железа оксид, пыль хлопковая, пыль абразивная, эмульсол.
0006. Типография. Загрязняющие вещества: соединения свинца.
0007-0008. Термический участок. 3арязняющие вещества: хлористый барий, хлористый водород, хлористый натрий, нитрат натрия, натр едкий, азота диоксид, сажа, окись углерода, масло минеральное.
ОКБ. Загрязняющие вещества: соединения свинца, оксид олова.
Гибка трубок — пыль неорганическая.
0021. Паяльное оборудование. Загрязняющие вещества: оксид олова, свинец и его неорганические соединения.
0024.Окрасочные работы. Загрязняющие вещества: ацетон, бутилацетат, толуол, ксилол, бутиловый спирт, этиловый спирт.
0025,0067, 0077. Ультразвуковое обезжиривание, резка органического стекла. Загрязняющие вещества: натр едкий, соляная кислота, сода кальцинированная, пыль стекловолокна.
0026-0027. Подготовка к оксидированию и никелированию. Загрязняющие вещества: натр едкий, сода кальцинированная, соляная кислота, натрий ортофосфат.
0028. Нанесение гальванопокрытий. Загрязняющие вещества: азота диоксид, азотная кислота.
0030. Резка трубок - железа оксид.
0031-0032. Гальванический участок. Загрязняющие вещества: натр едкий, сода кальцинированная, никель, растворимые соли, оксид хрома, сульфид натрия, азота диоксид, азотная кислота, аммиак, борная кислота, соляная кислота, кислота серная, натрия ортофосфат.
0033-0037. Тигельная печь. Загрязняющие вещества: алюминия оксид, азота диоксид, кремния диоксид аморфный, сернистый ангидрид, сероводород, окись углерода, углеводороды предельные С12-С19.
0039-0047, 0053, 0054, 0078. Малярный участок. Загрязняющие вещества: бутиловый спирт, этиловый эфир этиленгликоля, сольвент нафта, уайт-спирит, взвешенные вещества.
0058. Травление держателей. Загрязняющие вещества: азотная кислота.
0059-0061. Металлообработка. Загрязняющие вещества: железа оксид, масло минеральное.
0062. Приготовление эмульсола (ванна) - эмульсол.
0064-0065. Термопластавтомат - литье пластмасс. Загрязняющие вещества: окись углерода, уксусная кислота.
0066, 0068. Гидропрессы. Загрязняющие вещества: фенол, формальдегид.
Пескоструйная камера — горячая штамповка. Загрязняющие вещества: оксид железа.
Печь МП-12. Загрязняющие вещества: окись углерода.
Штамповочный пресс. Загрязняющие вещества: железа оксид, масло минеральное, окись углерода.
Деревообработка - пыль древесная.
0075-0076, 0079. Сварочные работы. Загрязняющие вещества: оксид железа, марганец и его соединения, ангидрид сернистый, окись углерода, пыль неорганическая, ((пор и фтористые газообразные соединения.
0087. Аккумуляторная - кислота серная.
0100. Гараж. Загрязняющие вещества: свинец и его неорганические соединения, азота диоксид, сажа, ангидрид сернистый, окись углерода, бензин, углеводороды предельные С123-С19.
0104-0107. Котельная газовая. Загрязняющие вещества: азота диоксид, азота оксид, окись углерода, бензапирен.
0108. Склад дизтоплива. Загрязняющие вещества: сероводород, углеводороды предельные С12-С19.
Металлообрабатывающие участки оснащены пылеуловителями типа «Циклон».
Существует множество мероприятий по защите окружающей среды [19]:
Механизация и автоматизация производственных процессов, сопряженных с опасностью для здоровья.
Применение технологических процессов и оборудования, исключающих появление вредных факторов.
Защита работающих от источников тепловых излучений.
Устройство и оборудование вентиляции и отопления.
Применение средств воздухоочистки.
Предотвращение выброса вредных веществ в окружающую среду.
Вывоз отходов, не подвергающихся вторичному использованию в специальные места захоронения.
Применение средств индивидуальной защиты работающих.
В охране окружающей среды важную роль играют службы контроля качества окружающей среды, призванные вести, систематизированные наблюдения за состоянием атмосферы, воды и почв для получения фактических уровней загрязнения окружающей среды.
4.4 Безопасность в чрезвычайных ситуациях
Чрезвычайная ситуация (ЧС) – состояние, при котором в результате возникновения источника ЧС на объекте, определенной территории или акватории нарушаются нормальные условия жизни и деятельности людей, возникает угроза их жизни и здоровью, наносится ущерб имуществу населения, народному хозяйству и окружающей природной среде.
В настоящее время существует два основных направления минимизации вероятности возникновения последствий ЧС на промышленных объектах. Первое направление заключается в разработке технических и организационных мероприятиях, уменьшающих вероятность реализации опасного поражающего потенциала в современных технических системах. В рамках этого направления на заводе технические системы снабжают защитными устройствами – средствами взрыво- и пожарозащиты технологического оборудования, электро- и молниезащиты, локализации и тушения пожаров и т.д.
Второе направление заключается в подготовке объекта и обслуживающего персонала к действиям в условиях ЧС. Основой второго направления является формирование планов действий в ЧС. Для этого на заводе прогнозируют размеры и степень поражения объектов при воздействии на него поражающих факторов различных видов (взрывы, пожары, отключения электроэнергии, наводнения, землетрясения, террористические акты, нападение вероятного противника и др.), опираясь на экспериментальные и статистические данные о физических и химических явлениях, составляющих возможную аварию.
Повышение устойчивости технических систем и объектов достигается главным образом организационно-техническими мероприятиями. Для этого сначала исследуется устойчивость и уязвимость предприятия в условиях ЧС.
Исследования включают в себя анализ:
- надежности установок и технологических комплексов;
- последствий аварий отдельных систем производства;
- распространения ударной волны по территории предприятия при взрывах коммуникаций;
- распространения огня при пожарах различных видов;
- рассеивания веществ, высвобождающихся при ЧС;
- возможности вторичного образования токсичных, пожаро- и взрывоопасных смесей и т.п.
Затем разрабатываются мероприятия по повышению устойчивости и подготовке объекта к восстановлению после ЧС. К таким мероприятиям относятся правильная планировка наземных и подземных зданий и сооружений основного и вспомогательного производства, складских помещений и зданий административно-бытового назначения; внутренняя планировка помещений; расстановка сил и состояние пунктов управления, и надежность узлов связи; безопасное хранение горючих и токсичных веществ и т.д.
В случае возникновения очага возгорания эвакуация людей и оборудования должна производится по специальным эвакуационным путям, обозначенные на планах эвакуации в случае пожара, которые должны быть вывешены в наиболее видных местах. Эвакуационными выходами служат двери и ворота, ведущие из помещения наружу.
В соответствии со СНиП II–2–80 все производства делят на категории по пожарной, взрывной и взрывопожарной опасности. Цех, в котором изготавливается сверло-зенкер, относится к категории Д, так как в нашем производстве обрабатываются негорючие вещества и материалы в холодном состоянии [8].
Заключение
В ходе работы был спроектирован механизм подъема манипулятора, выполнены все необходимые расчеты, разработан технологический процесс изготовления детали типа «вал» с помощью системы автоматизированного проектирования САПР-ТП2, КОМПАС 8, составлена управляющая программа, составлена карта наладки инструментов, размерный анализ, рассчитаны режимы резания и припуски на обработку, был проведен анализ технологичности конструкции детали и обоснованный выбор заготовки, произведен расчет себестоимости детали, проведен анализ технологического процесса детали типа «Вал» с точки зрения наличия или возможного появления опасных и вредных факторов.
В результате работы были выполнены все поставленные задачи.
Список литературы
1. ГОСТ 12. 0. 003 – 74.ССБТ. Опасные и вредные производственные факторы. Классификация.
2. ГОСТ 12. 0. 004 – 90 ССБТ. Обучение работающих безопасности труда.
3. ГОСТ 12. 2. 003 - 91 ССБТ. Оборудование производственное. Общие требования безопасности.
4. ГОСТ 12. 2. 062-81 ССБТ. Оборудование производственное. Ограждения защитные.
5. ГОСТ 12. 1.004 – 91 ССБТ. Пожарная безопасность. Общие требования (01. 07. 92).
6. ГОСТ 12. 1.005 – 88. ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны (01. 01.89).
7. ГОСТ 12. 1. 007 – 76 ССБТ. Вредные вещества. Классификация и общие требования безопасности.
8. ГОСТ 12. 1. 010-76 ССБТ. Взрывобезопасность. Общие требования.
9. ГОСТ 12. 1. 019 -79 ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты.
10. ГОСТ 12. 1. 038-82 ССБТ. Электробезопасность. Предельно допустимые уровни напряжений прикосновения и токов.
11. ГОСТ 12. 4. 011-89 ССБТ. Средства защиты работающих. Общие требования и классификация.
12. СНиП П-12-77. Защита от шума.
13. СанПиН 2.2.4.548-96. Гигиенические требования к микроклимату производственных помещений.
14. СНиП 23-05-95 Естественное и искусственное освещение.- М.: Госстрой России, ГУП ЦПП, 2003.-60 с.
15. CНиП 21-01-97. Пожарная безопасность зданий и сооружений. М.: Гострой России, 1997. – с. 12.
16. Назаренко О.Б. Расчёт искусственного освещения. Методические указания к выполнению индивидуальных заданий для студентов дневного и заочного обучения всех специальностей. – Томск: Изд. ТПУ, 2001. – 15 с.
17. Справочная книга по охране труда в машиностроении / Г.В. Бектобеков, Н.Н. Борисова, В.И. Коротков и др.; Под общей ред. О.Н. Русака – Л.: Машиностроение, 1989. – 541 с.
18. Безопасность жизнедеятельности. Безопасность технологических процессов и производств: Учеб. пособие для вузов / П.П. Кукин, В.Л. Лапин, Н. Л. Пономарев и др. – 3-е изд., испр. – М.: Высш. шк., 2004. - 319 с.
19. Охрана окружающей среды: Учеб для техн. вузов / С.В. Белов, Ф.А. Барбинов, А.Ф. Козьяков и др.; Под ред. С.В. Булова, 2-е изд., испр. и доп. – М.: Высш. шк., 1991. - 319 с.
20. Охрана труда в машиностроении. Учебник для машиностроительных ВУЗов./ Под ред. Фельдштейна Е.Э. – Минск: Дизайн ПРО, 1997 – 384с.
21. Анурьев В.И. Справочник конструктора машиностроителя. Том 1-3 М: Машиностроение, 1982г.
22. Горбацевич Н.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. - Минск – Высшая школа,1983. – 253с.
23. Должиков В. П. Основы программирования и наладки станков с ЧПУ: Учебное пособие. – Томск: Изд. ТПУ, 2001. – 112 с.
24. Жабин, Александр Иванович. Сборка изделий в единичном и мелкосерийном производстве / А. И. Жабин, А. П. Мартынов. — М. : Машиностроение, 1983. — 185 с. : ил. — Библиогр.: с. 182-184.
25. Горохов, Вадим Андреевич. Проектирование и расчет приспособлений : учебное пособие / В. А. Горохов. — Минск : Высшая школа, 1986. — 238 с.
26. Панов А. А. и др. Обработка металлов резанием: Справочник технолога. - М.: Машиностроение, 1988.
27. Размерный анализ технологических процессов. / В. В Матвеев, М. М. Тверской, Ф. И. Бойков и др. // Б-ка технолога. – М.: Машиностроение, 1982. – 264 с.
28. Режимы резания металлов. Справочник/ Ю.В. Барановский, Л.А. брахман, Ц.З. Бродский и др. Изд. 3-е, переработанное и дополненное. М.: Машиностроение, 1972. – 409с.
29. Справочник контролёра машиностроительного завода. Допуски, посадки, линейные измерения/ А.Н. Виноградов, Ю.А. Воробьёв, Л.Н. Воронцов и др. Под ред. А.И. Якушева – 3-е изд., - М.: Машиностроение, 1980.- 527с.
30. Справочник технолога-машиностроителя. В 2-х т. Т.1 / под ред. А. Г. Косиловой и Р. К. Мещерякова. // 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 656 с.: ил.
31. Экономика и организация производства в дипрломных проектах: Учеб. Пособие для машиностроительных вузов/ К.М. Великанов, Э.Г. Васильева, В.Ф. Власов и др.;-4-е изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние, 1986-285 с.: ил.
|