Міністерство освіти і науки України
Житомирський державний технологічний університет
Кафедра ТМ і КТС
Група МС-112
Курсовий проект
з дисципліни: "Технологія машинобудування"
Тема: "Розробка технологічного процесу виготовлення деталі - "Корпус""
Житомир
Зміст
Завдання на проектування
Вступ
1. Призначення і характеристика об’єкта виробництва
2. Технологічний розділ:
2.1 Аналіз технологічності деталі
2.2 Вибір виду і форми заготовки
2.3 Розрахунок припусків на обробку
2.3.1 Розрахунок припусків табличним методом
2.3.2 Визначення припусків розрахунково-аналітичним методом
2.4 Розробка технологічного процесу
2.5 Вибір металорізального обладнання
2.6 Розрахунок режимів різання
2.7 Технічне нормування технологічного процесу
3. Організаційний розділ
4. Конструкторський розділ
4.1 Обґрунтування необхідності проектування спеціального пристрою для однієї з операцій
4.2 Розробка теоретичної схеми базування та затискання на заданій операції
4.3 Розрахунок похибок базування, затискання та встановлення заготовки в пристрої
4.4 Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
4.5 Визначення фактичної сили затискання заготовки в пристрої
4.6 Опис принципу роботи спроектованого пристрою
4.7 Технічні вимоги на виготовлення конструкції пристрою
Література
Завдання на проектування
Вихідними даними для проектування є:
- робоче креслення деталі типу "Корпус", для якої розробляється технологічний процес (наведено в додатку до курсової роботи);
- річна програма випуску деталей: N = 5000 шт./рік.
За цим даними необхідно спроектувати операційний технологічний процес виготовлення заданої деталі.
Вступ
Машинобудування - провідний комплекс галузей в промисловості. Його рівень визначає подальший розвиток всього народного господарства.
Розвиток машинобудування ставить нові проблеми, пов’язані з підвищенням якості виробів, продуктивності праці і вимагає їх вирішення. Сучасне машинобудування використовується практично в усіх сферах людської діяльності, досягло величезних успіхів у підвищенні її ефективності і врешті перетворилось у технологічну базу промисловості, що визначає рівень технічного розвитку країни та її безпеки.
Технологія машинобудування, як галузь науки, займається дослідженням технологічних процесів виготовлення машинобудівних виробів з метою використання результатів дослідження для забезпечення необхідної якості та кількості виробів з найвищими техніко-економічними показниками.
Сучасна технологія розвивається за наступними основними напрямками: створення нових матеріалів; розробка нових технологічних принципів, методів, процесів, обладнання; механізація і автоматизація технологічних процесів, що зменшує безпосередню участь в них людини.
Будівництво матеріально-технічної бази і необхідність безперервного підвищення продуктивності праці на основі сучасних засобів виробництва ставить перед машинобудуванням досить відповідальні задачі. До їх числа відносяться підвищення якості машин, зниження їх матеріаломісткості, трудомісткості і собівартості виготовлення, нормалізація та уніфікація їх елементів, запровадження поточних методів виробництва, його механізація і автоматизація, а також скорочення термінів підготовки виробництва нових об’єктів. Вирішення вказаних задач забезпечується поліпшенням конструкції машин, удосконаленням технології їх виготовлення, застосуванням прогресивних засобів і методів виробництва.
У зв’язку з неперервно зростаючими вимогами до якості виробів, швидкої зміни номенклатури виробів зростає обсяг технологічної підготовки виробництва за одиницю часу. Таким чином виникає проблема, яка полягає в тому, що технолог в сучасних умовах повинен виконувати не тільки більший обсяг роботи, а й робити її на більш якісному рівні. Вирішення цієї проблеми полягає в автоматизації праці технолога, а це в свою чергу, вимагає подальшого розвитку наукових основ технології машинобудування. Все це повинно проходити в напряму більш глибокого вивчення закономірностей технологічних процесів, підвищення рівня узагальнень, формалізації результатів досліджень, застосування математичних методів, удосконалення методів розрахунку та розробки технологічних процесів, проектування засобів технологічного оснащення, методів організації технологічної підготовки виробництва.
1. Призначення і характеристика об’єкта виробництва
Призначення деталі
По заводському шифру на кресленні деталі визначаємо, що вона входить до приводу поздовжніх подач револьверного супорту верстату 1В340Ф30.
Токарно-револьверний верстат з револьверною головкою на хрестовому супорті з ОСУ підвищеної точності мод. 1В340Ф30 призначений для виконання різноманітних токарних робіт у межах встановленої потужності, в основному, при обробці складних деталей зі ступінчатим і криволінійним профілем. Верстат призначений для роботи в умовах серійного та дрібносерійного виробництва.
Основні переваги верстату:
- конструкція 8-ми позиційної револьверної головки забезпечує високу жорсткість (фіксація головки на плоскі зубчасті колеса) і високу швидкодію;
- обробка деталей з прутка в автоматичному циклі;
- широкий діапазон нарізуваних різьб, включаючи багатозаходні;
- хрестовий супорт з вертикальною віссю револьверної головки дозволяє виконувати всі види токарної обробки малою кількістю інструментів;
- наявність оперативної системи управління дозволяє робітнику на робочому місці, в ході обробки першої деталі за допомогою засобів ручного управління та використовуючи елементи автоматичного управління формувати керуючу програму, яка дозволяє уже наступну деталь обробляти в автоматичному циклі.
Задана деталь (корпус) призначена для закріплення кулькової гвинтової пари поздовжнього переміщення супорту верстата.
Поздовжні переміщення револьверного супорту здійснюються за допомогою високомоментного електродвигуна, що встановлюється на кронштейні, який кріпиться до правого торцю станини. Обертання двигуна на пару гвинт-гайка кочення передається зубчастою пасовою передачею. Опорою гвинта служать підшипники, що встановлюються в КОРПУС (задана деталь), який жорстко кріпиться на правому торці станини. Для контролю положення револьверного супорту існує датчик зворотного зв’язку, вал якого з’єднаний з парою гвинт-гайка кочення за допомогою спеціальної муфти. Натягування зубчастого пасу здійснюється переміщенням кронштейну у вертикальній площині.
Характеристика матеріалу деталі
Матеріал деталі, виходячи з креслення, - сірий чавун СЧ 20. Сірий чавун є технологічним матеріалом, йому властива гарна рідко текучість, мала схильність до утворення усадочних дефектів в порівнянні із чавунами інших типів. З нього можна виготовляти виливки самої складної конфігурації з товщиною стінок від 2 до 500 мм. Механічні властивості сірого чавуну забезпечуються в литому стані або після термічної обробки.
Область застосування чавуну СЧ 20
наведена в табл. 1.1.:
Таблиця 1.1. Застосування чавуну СЧ 20
| Вимоги до деталей |
Деталі, що виготовляються |
| Умовні напруження згину приблизно до 30 МПа |
Станини довбальних верстатів, вертикальні стійки фрезерних, стругальних та розточувальних верстатів |
| Умовні тиски між поверхнями, що труться > 0,5 МПа (> 0,15 МПа у виливках масою більше 10 т) або піддавання поверхонь загартуванню |
Станини з направляючими більшості металорізальних верстатів, зубчасті колеса, маховики, гальмівні барабани, диски зчеплення |
| Висока герметичність |
Гідро циліндри, гільзи, корпуси гідронасосів, золотників і клапанів середнього тиску )до 8 МПа) |
Механічні властивості матеріалу заданої деталі представлені у табл. 1.2.
Таблиця 1.2. Механічні властивості сірого чавуну СЧ 20 за ГОСТ 1412-85
| Товщина стінки, мм |
Границя міцності на розтяг,
МПа, не менше
|
Твердість НВ |
| 4 |
270 |
255 |
| 8 |
220 |
240 |
| 15 |
200 |
230 |
| 30 |
160 |
216 |
| 50 |
140 |
170 |
| 80 |
130 |
163 |
| 150 |
120 |
143 |
Хімічний склад чавуну вказаний в табл. 1.3.
Таблиця 1.3. Масова доля складових елементів сірого чавуну СЧ 20, у %
| C |
Si |
Mn |
P |
S |
| не більше |
| 3,3 – 3,5 |
1,4 – 1,7 |
0,6 – 0,9 |
0,3 |
0,12 |
2. Технологічний розділ
2.1 Аналіз технологічності деталі
Деталь виготовляється з сірого чавуну литтям, тому конфігурація зовнішнього контуру і внутрішніх поверхонь не викликає значних труднощів при отриманні заготовки. Однак виливка потребує застосування стержневої формовки для утворення внутрішніх порожнин (для формування внутрішніх отворів застосовується збірні стержні).
Багато поверхонь деталі необроблювані, тобто отримуються литтям.
До внутрішніх оброблюваних поверхонь ø 85Н7 та ø 95Н7, окрім точності обробки самих отворів, ставиться жорсткий доступ щодо їх співвісності. Такі вимоги можуть бути забезпечені обробкою поверхонь з однієї установки. Форма і розташування отворів зручні для обробки з одного боку виливки.
До плоских поверхонь висуваються вимоги щодо їх паралельності, це забезпечується при взаємному їх базуванні. Конструкція деталі допускає обробку площин на прохід, такій обробці нічого не заважає.
Передбачена обробка ряду глухих отворів, що використовуватимуться як кріпильні, тому наскрізними отворами їх замінити не можна.
Дещо складною є обробка отворів, розташованих на зовнішній циліндричні поверхні. Отвори розташовані під різними кутами до площини входу-виходу. Тому така обробка вимагає спеціального поворотного пристрою.
В цілому деталь є досить технологічною, допускає застосування високопродуктивних режимів обробки, оскільки:
- до оброблюваних поверхонь є вільний доступ інструмента;
- жорсткість деталі є достатньою і не обмежує режимів різання;
- базові поверхні мають велику протяжність;
- відсутні оброблювані площини, що розташовані під тупими або гострими кутами;
- в конструкції відсутні внутрішні різьби великого діаметру.
2.2 Вибір виду і форми заготовки
Спосіб лиття для деталі не заданий. Оскільки деталь містить необроблювані поверхні, то за рекомендаціями [п.3, 10] вибір способу лиття проводимо за чотирма ознаками: - точність розмірів і висота шорсткості таких поверхонь, а також матеріал і тип виробництва (середньосерійний) - (табл. 2.2.1.). Спосіб вважається обраним, якщо значення усіх чотирьох ознак в таблиці, характерних для цього способу, відповідають значенням цих ознак, наведеним у кресленні деталі.
Таблиця 2.2.1. Алгоритм вибору основних способів лиття
| Спосіб лиття |
Умови вибору основних способів лиття |
Економічно рекомендована товщина стінки,
мм
|
Найменший діаметр отвору, що проливається, мм |
Найменший радіус скруглення, мм |
Точність розмірів, в квалітетах |
Висота шорсткості по Ra, мкм |
Матеріал заготовки |
Тип виробництва заготовок |
| Під тиском |
2…4 |
1 |
0,5 |
10…14 |
2,5…0,32 |
Кольорові сплави |
с/с, б/с, масовий |
| В кокіль |
5…12 |
5 |
3 |
12…16 |
20…2,5 |
Кольорові сплави, чавун |
с/с, б/с, масовий |
| По виплавлюваним моделям |
2…7 |
3 |
5 |
12…14 |
10…1,25 |
Сталь, кольорові сплави |
д/с, с/с, б/с, масовий |
| В оболонкові форми |
4…9 |
6 |
5 |
11…14 |
20…2,5 |
Кольорові сплави, сталь, чавун |
с/с, б/с |
| В піщані форми |
5…15 |
8 |
5 |
14…17 |
80…10 |
Будь-який |
одиничний, д/с, с/с |
| Відцентрове |
5…20 |
- |
- |
12…16 |
40…5 |
Чавун, сталь, бронза |
с/с, б/с, масовий |
За наведеними чотирма основними ознаками для деталі за заданим кресленням відповідає лиття у піщано-глинисті форми
. Такий же спосіб рекомендовано згідно [табл.4.2., 11].
Згідно [п.14, 10] оцінимо вибраний спосіб лиття за запропонованими економічними оціночними показниками.
Таблиця 2.2.2. Показники порівняння основних способів лиття (чим менше число, тим кращий показник: 1 - найкращий; 5 – найгірший)
| Спосіб лиття |
Продук-тивність |
Вихід годного (якість лиття) |
Вартість оснастки |
Тривалість засвоєння технології лиття |
Ріст економічності із ростом серійності |
Сума балів |
| Під тиском |
1 |
1 |
5 |
5 |
1 |
13 |
| В кокіль |
2 |
5 |
4 |
2 |
2 |
15 |
| По виплавлюваним моделям |
5 |
2 |
2 |
3 |
5 |
17 |
| В оболонкові форми |
3 |
4 |
3 |
4 |
4 |
18 |
| В піщані форми |
4 |
3 |
1 |
1 |
3 |
12 |
За показниками табл. 2.2.2. обраний спосіб лиття є найбільш економічно вигідним.

Зобразимо форму майбутньої заготовки, встановимо розміри, що визначають її. Серед них виділимо виконавчі розміри (ті, за якими ведеться розрахунок припусків) і позначимо їх великими буквами латинського алфавіту (A, B, C …).
Решта розмірів не мають відношення до оброблюваних поверхонь. За ними не ведеться розрахунок припусків (розміри для довідок, розміри необроблюваних поверхонь, кутові розміри...).
Розрахунок виливки для заданої деталі будемо проводити згідно [3].
Таблиця 2.3.1. Параметри відливки згідно ГОСТ 26645-85
| Спосіб лиття |
в піщано-глинисті форми |
| Клас розмірної точності виливок |
9 |
| Степінь точності поверхні виливок |
15 |
| Ряд припусків на механічну обробку |
8 |
| Степінь жолоблення елементів виливок |
7 |
| Допуск нерівностей поверхні виливки, мм |
1,2 |
| Допуск форми і розташування поверхонь виливки, мм (Тфрп. отл.
) |
1,6 |
| Допуск маси виливки = 12%Gотл.
, кг |
0,052 |
| Мінімальний ливарний припуск на сторону, мм |
1 |
| Клас точності маси |
10 |
| Виконавчий розмір |
Допуск розміру деталі, мм
(Тр.д.
)
|
Допуск розміру виливки, мм
(Тр.отл.
)
|
Допуск форми і розташування поверхонь деталі, мм
Тфрп. д.
= 0,25Тр.д.
|
Вид обробки за співвідношенням Тр.д.
/Тр.отл.
|
Вид обробки за співвідношенням
Тфрп. д
/ Тфрп. отл.
|
Результуючий вид обробки |
Загальний допуск, мм
Тобщ.
|
Припуск на сторону, мм
(Прст.
)
|
Середній розмір деталі, мм |
Кінцевий розмір виливки, мм |
| A |
Ø 95H7 (+0,035
) |
0,035 |
2,2 |
0,00875 |
Тонка |
Тонка |
Тонка |
3,2 |
3,1 |
95,0175 |
88,82 |
| B |
Ø 85H7 (+0,035
) |
0,035 |
2,2 |
0,00875 |
Тонка |
Тонка |
Тонка |
3,2 |
3,1 |
85,0175 |
78,82 |
| C |
130 IT14/2 ± 0,500 |
1,0 |
2,4 |
0,25 |
Напівчистова |
Чистова |
Чистова |
3,2 |
3,0 |
130 |
136 |
2.3 Розрахунок припусків на обробку
2.3.1 Розрахунок припусків табличним методом
Розрахунок виливки за цим методом будемо проводити згідно 3 - [3]:
За табл. 9, [3] в залежності від вибраного способу лиття, найбільшого габаритного розміру виливки (318 мм) та типу сплаву (сірий чавун) визначимо клас розмірної точності виливок 7 – 12. Для заданого типу виробництва (середньосерійного) найдоцільніше обрати клас розмірної точності - 9
.
За табл. 11, [3] в залежності від вибраного способу лиття, найбільшого габаритного розміру виливки (318 мм) та типу сплаву (сірий чавун) визначимо степінь точності поверхонь виливок 10 – 17. Для заданого типу виробництва (середньосерійного) оберемо степінь точності поверхонь виливок - 15
.
За табл. 12, [3] обраному степеню точності поверхонь виливок – 9, відповідає шорсткість поверхні Ra = 50 мкм
.
За табл. 14, [3] в залежності від вибраного степеню точності поверхні, визначимо ряд припусків на подальшу механічну обробку – 8 (6...9)
.
Мінімальний ливарний припуск на обробку поверхні виливки для усунення нерівностей та дефектів литої поверхні призначаємо в залежності від ряду припусків за табл. 5, [3]: мінімальний ливарний припуск на сторону – 1 мм
.
За табл. 10, [3] в залежності від відношення найменшого розміру виливки до найбільшого (16/318 » 0,0503) визначимо степінь жолоблення елементів виливки – (5...8) 7
.
За табл. 2, [3] в залежності від степеню жолоблення елементів виливки (7) та номінального розміру нормованої ділянки виливки (найбільша ділянка для якої регламентується форма і розташування поверхні = 318 мм) визначимо допуск форми і розташування поверхонь виливки = 1,6 мм
.
В залежності від степені точності поверхонь виливки визначимо за табл. 3, [3] допуск нерівностей поверхонь виливки – 1,2 мм.
За [ГОСТ 25347-82] визначимо допуски та граничні відхилення розмірів деталі. Всі попередні і подальші результати зводимо в табл. 2.3.1.
За табл. 1, [3] в залежності від класу розмірної точності та номінального розміру виливки (за номінальний розмір виливки приймаємо відповідний номінальний розмір деталі, що задана) визначаємо для кожного виконавчого розміру допуск розміру виливки
.
За табл. 7, [3] в залежності від допуску відповідного розміру виливки та співвідношенням між допусками розміру деталі та виливки попередньо визначаємо вид завершальної механічної обробки кожної поверхні.
За табл. 8, [3] в залежності від допуску відповідного розміру виливки та співвідношенням між допусками форми і розташування поверхонь деталі та виливки попередньо визначаємо вид завершальної механічної обробки кожної поверхні.
Співставляючи отримані результати, приймаємо остаточний вид завершальної механічної обробки
як найточніший з двох визначених за таблицями 7 та 8 [3] для кожного виконавчого розміру.
За табл. 16, [3] в залежності від допуску відповідного розміру виливки та допуску форми і розташування поверхонь виливки визначаємо для кожного розміру загальний допуск елементу виливки
, який враховує допуск розміру виливки, а також допуск форми і розташування поверхні.
За табл. 6, [3] в залежності від загального допуску елементу виливки, ряду припусків (4) і методу завершальної обробки для кожного розміру визначаємо загальний припуск на сторону
. Причому згідно п.4.2.1, [3], загальні припуски на сторону для поверхонь обертання та протилежних поверхонь, що використовуються взаємних баз при їх обробці, призначають по половинним значенням загального допуску.
Визначаємо середній розмір деталі (враховуючи граничні відхилення):
Визначаємо остаточні розміри виливки з урахуванням припусків на сторону, додаючи або віднімаючи (виходячи з креслення) його одинарну або подвійну (для діаметральних розмірів) його величину.
Допуски усіх розмірів на оброблювані поверхні обраний за стандартом допуск буде симетричним, тобто табличне значення допуску необхідно поділити навпіл і вказати зі знаком "±".
Визначаємо формовочні уклони
за [табл. 1, с.3 ГОСТ 3212-92]:
За кресленням деталі невказані ливарні радіуси
дорівнюють 3…5 мм
.
За табл. 13, [3] в залежності від вибраного способу лиття, номінальної маси виливки (10…100 кг) та типу сплаву (сірий чавун) визначимо клас точності маси виливок 6 – 13. Для заданого типу виробництва оберемо клас точності маси виливок - 10
.
За табл. 4, [3] в залежності від номінальної маси виливки (10…40 кг) та класу точності маси виливок 10, визначаємо допуск маси виливки у відсотках від номінальної маси виливки – 12 %
.
2.3.2 Визначення припусків розрахунково-аналітичним методом
Спираючись на попередні розрахунки та на робоче креслення деталі визначимо всі необхідні величини та зведемо їх у відповідні таблиці.
Поверхня 1 і 2 - площини: Г і протилежна їй (за кресленням)
Так як ці поверхні протилежні та використовуються для взаємного базування, приймемо, що припуски для них матимуть рівне значення.
Таблиця 2.3.2.1.
| Технологічні переходи обробки поверхні 1, 2 |
Елементи припуску,
мкм
|
zmin
, мкм |
| RZ
|
T |
ρ |
ε |
| Заготовка |
700 |
318 |
- |
- |
| 1 – чорнове фрезерування |
50 |
50 |
16 |
240 |
1258 |
| 2 – чистове фрезерування |
10 |
15 |
- |
12 |
128 |
За [табл. 27, с.65, 6] в залежності від способу лиття, класу точності виливки визначимо величини RZ
та T для заготовки, результати занесемо в табл. 2.3.2.1.
RZ
– висота мікронерівностей поверхні;
T– глибина дефектного поверхневого шару;
За [табл. 29, с.67, 6] в залежності від виду обробки визначимо величини RZ
та T для всіх переходів обробки поверхні 1, 2 (чорнове і чистове фрезерування).
За [табл. 31, с.68, 6] в залежності від типу деталі та способу базування (за протилежною площиною) визначимо розрахункову формулу для сумарного значення просторових відхилень:
 , ,
тут  - жолоблення, - жолоблення,
L = 318 мм – найбільша довжина в напрямку обробки (довжина оброблюваної поверхні);
 мкм – питома кривизна заготовок в мкм на 1 мм довжини (визначаємо за [табл. 8, с.183, Т1, 13] або за [табл. 32, с.72, 6] в залежності від виду деталі та способу отримання заготовки). мкм – питома кривизна заготовок в мкм на 1 мм довжини (визначаємо за [табл. 8, с.183, Т1, 13] або за [табл. 32, с.72, 6] в залежності від виду деталі та способу отримання заготовки).
тоді сумарне значення просторових відхилень:
 (мкм) (мкм)
За рекомендаціями [с.74, 6] визначимо коефіцієнт уточнення форми  після чорнового фрезерування – 0,05. після чорнового фрезерування – 0,05.
Визначимо залишкові просторові відхилення після чорнової обробки:

 (мкм) (мкм)
Похибка встановлення заготовки при обробці плоских поверхонь, паралельних установочній базі, визначається за формулою:

При такій схемі базування (на протилежну площину) похибка базування: 
Похибку закріплення визначимо за [табл. 40, с.82, 6] в залежності від характеристики базової поверхні, поперечних розмірів заготовки та типу затискного пристосування:
 240 мкм 240 мкм
Отже, похибка встановлення заготовки:
 =240 мкм =240 мкм
Похибка встановлення заготовки після чорнового розточування:
 (мкм) (мкм)
При послідовній обробці протилежних або окремо розташованих площин величина мінімального припуску на обробку визначається за формулою згідно [табл.26, с.65, 6]:

Припуск на чорнову обробку:
 (мкм) (мкм)
Припуск на чистову обробку:
 (мкм) (мкм)
Згідно з рекомендаціями [прим.3, табл. 25, с.64, 6] доцільно з міркувань режимних умов обробки припуск, розрахований на чорнову обробку, розподілити між чорновою та напівчистовою обробкою: 60...70% припуску зняти на чорновій обробці, 30...40% - на чистовій.
Отже, припуск на чорнову обробку приймемо = 755 мкм, на напівчистову = 503 мкм.
З урахуванням цього таблиця розрахункових розмірів матиме вигляд (табл.2.3.2.2.):
Таблиця 2.3.2.2.
| Технологічні переходи обробки поверхні 1,2 |
zmin
, мкм |
bр
, мм |
δ, мм |
bmin
, мм |
bmax
, мм |
zпр
min
, мм |
zпр
max
, мм |
| Заготовка |
- |
131,261 |
2,4 |
131,26 |
133,66 |
- |
- |
| 1- чорнове фрезерування |
755 |
130,506 |
1,0 |
130,51 |
131,51 |
0,75 |
2,15 |
| 2- напівчистове фрезерування |
503 |
130,003 |
0,63 |
130,0 |
130,63 |
0,51 |
0,88 |
| 3- чистове фрезерування |
128 |
129,875 |
0,25 – на обробку
(за кресл. = 1,0)
|
129,88 |
130,13 |
0,12 |
0,5 |
| ∑ |
1,38 |
3,53 |
Визначимо розрахункові розміри, починаючи з кінцевого розміру (за кресленням), шляхом послідовного додавання розрахункового мінімального припуску кожного технологічного переходу:
 (мм) (мм)
 (мм) (мм)
 (мм) (мм)
 (мм) (мм)
За [табл.7, с.30, 6], кресленням деталі і СТ СЭВ 145-88 визначимо відповідно допуск розміру виливки, готової деталі та допуск для відповідної стадії обробки в залежності від точності отримуваних розмірів (враховуючий параметр шорсткості на певній стадії, спираючись на [табл. 20, с.827, 7]) , дані занесемо в таблицю.
Розрахуємо значення максимальні значення оброблюваного розміру, отримані результати в таблицю:
 (мм) (мм)
 (мм) (мм)
 (мм) (мм)
 (мм) (мм)
Розрахуємо максимальну і мінімальну величину припусків, результати зведемо в таблицю:


Загальні припуски визначаємо, сумуючи проміжні припуски по переходам, і їх значення записуємо внизу відповідних граф таблиці:
 (мм) (мм)
 (мм) (мм)
Загальний номінальний припуск:
 (мм) (мм)
 - відповідно верхні відхилення заготовки та деталі - відповідно верхні відхилення заготовки та деталі
Номінальний розмір заготовки:
 (мм) (мм)
Перевірка правильності розрахунків:






Можна судити про правильність виконання розрахунків.
Поверхня 3 - отвір ø95Н7
Таблиця 2.3.2.3.
| Технологічні переходи обробки поверхні 3 |
Елементи припуску,
мкм
|
2zmin
, мкм |
dр
, мм |
| RZ
|
T |
ρ |
ε |
| Заготовка |
700 |
1418 |
- |
- |
89,215 |
| 1- чорнове розточування |
50 |
50 |
71 |
1425 |
92,415 |
94,62 |
| 2- чистове розточування |
10 |
15 |
- |
71 |
94,635 |
95,02 |
За [табл. 27, с.65, 6] в залежності від способу лиття, класу точності виливки визначимо величини RZ
та T для заготовки, результати занесемо в табл. 2.3.2.3.
RZ
– висота мікро нерівностей поверхні;
T– глибина дефектного поверхневого шару;
За [табл. 30, с.67, 6] в залежності від виду обробки визначимо величини RZ
та T для всіх переходів обробки поверхні 3 (чорнове, чистове розточування).
Сумарне значення просторових відхилень для заготовки даного типу при обробці отвору 3 визначається:
 , ,
Визначимо жолоблення:
 (мкм) - жолоблення, (мкм) - жолоблення,
L = 45мм –довжина оброблюваного отвору;
 мкм – питома кривизна заготовок в мкм на 1 мм довжини ( визначаємо за [табл. 32, с.72, 6] в залежності від виду деталі та способу отримання заготовки). мкм – питома кривизна заготовок в мкм на 1 мм довжини ( визначаємо за [табл. 32, с.72, 6] в залежності від виду деталі та способу отримання заготовки).
d = 95 мм – діаметр оброблюваного отвору.
Сумарне зміщення отвору у виливці відносно зовнішньої її поверхні являє геометричну суму в двох взаємно перпендикулярних площинах [рис.15, с.86, 6]:
 (мкм) (мкм)
де  - допуски на розміри (Б) і (Г) за класом точності, що відповідає даній виливці (2 клас) - визначаємо за [табл. 7, с.30, 6]. - допуски на розміри (Б) і (Г) за класом точності, що відповідає даній виливці (2 клас) - визначаємо за [табл. 7, с.30, 6].
Отже, сумарне значення просторових відхилень складе:
 (мкм) (мкм)
За рекомендаціями [с.74, 6] визначимо коефіцієнт уточнення форми після чорнового розточування – 0,05.
Визначимо залишкові просторові відхилення після чорнової обробки:
 (мкм) (мкм)
Похибка встановлення заготовки визначається за формулою:
При такій схемі базування (у призмі) похибка базування :
 (мкм) (мкм)
 = 2000 мкм - допуск на розмір (Д) за класом точності, що відповідає даній виливці (2 клас) - визначаємо за [табл. 7, с.30, 6]; 90º - кут призми. = 2000 мкм - допуск на розмір (Д) за класом точності, що відповідає даній виливці (2 клас) - визначаємо за [табл. 7, с.30, 6]; 90º - кут призми.
Похибку закріплення визначимо за [табл. 40, с.82, 6] в залежності від характеристики базової поверхні (отримана литтям), поперечних розмірів заготовки та типу затискного пристосування:
 180 мкм 180 мкм
Отже, похибка встановлення заготовки при чорновому розточуванні:
 (мкм) (мкм)
Похибка встановлення заготовки після чорнового розточування:
 (мкм) (мкм)
При обробці зовнішніх поверхонь обертання величина мінімального припуску на обробку визначається за формулою згідно [табл.26, с.65, 6]:

Припуск на чорнову обробку:
 (мкм) (мкм)
Припуск на чистову обробку:
 (мкм) (мкм)
Згідно з рекомендаціями [прим.3, табл. 25, с.64, 6] доцільно з міркувань режимних умов обробки припуск, розрахований на чорнову обробку, розподілити між чорновою та напівчистовою обробкою: 60...70% припуску зняти на чорновій обробці, 30...40% - на чистовій.
Отже, припуск на чорнову обробку приймемо ≈ 3,2 мм, на напівчистову ≈ 2,22 мм.
З урахуванням цього таблиця розрахункових розмірів матиме вигляд:
Таблиця 2.3.2.4.
| Технологічні переходи обробки поверхні 3 |
2zmin
, мкм |
dр
, мм |
δ, мм |
dmin
, мм |
dmax
, мм |
2zпр
min
, мм |
2zпр
max
, мм |
| Заготовка |
- |
89,215 |
2,2 |
87,02 |
89,22 |
- |
- |
| 1- чорнове розточування |
3200 |
92,415 |
0,350 |
92,07 |
92,42 |
3,2 |
5,05 |
| 2- напівчистове розточування |
2220 |
94,635 |
0,200 |
94,44 |
94,64 |
2,22 |
2,37 |
| 3- чистове розточування |
400 |
95,035 |
0,035 |
94,97 |
95,04 |
0,4 |
0,56 |
| ∑ |
5,82 |
7,98 |
Визначимо розрахункові розміри, починаючи з кінцевого розміру (за кресленням), шляхом послідовного віднімання (оскільки поверхня внутрішня) розрахункового мінімального припуску кожного технологічного переходу:

 (мм) (мм)
 (мм) (мм)
 (мм) (мм)
 (мм) (мм)
За [табл.7, с.30, 6], кресленням деталі і ГОСТ 25347-82 визначимо відповідно допуск розміру виливки, готової деталі та допуск для відповідної стадії обробки в залежності від точності отримуваних розмірів, дані занесемо в табл. 2.3.2.4.
Розрахуємо значення мінімальних діаметральних розмірів і зведемо отримані результати в табл. 2.3.2.4.

 (мм) (мм)
 (мм) (мм)
 (мм) (мм)
 (мм) (мм)
Розрахуємо максимальну і мінімальну величину припусків, результати зведемо в таблицю:


Загальні припуски визначаємо, сумуючи проміжні припуски по переходам, і їх значення записуємо внизу відповідних граф таблиці:
 (мм) (мм)
 (мм) (мм)
Загальний номінальний припуск:
 (мм) (мм)
- відповідно верхні відхилення заготовки та деталі
Номінальний діаметр заготовки:
 (мм) (мм)
Перевірка правильності розрахунків:






Можна судити про правильність виконання розрахунків
Поверхня 4 - отвір ø85Н7
Розрахунки проведемо аналогічно поверхні 3, результати зведемо в табл. 2.3.2.5.
Таблиця 2.3.2.5
| Технологічні переходи обробки поверхні 4 |
2zmin
, мкм |
dр
, мм |
δ, мм |
dmin
, мм |
dmax
, мм |
2zпр
min
, мм |
2zпр
max
, мм |
| Заготовка |
- |
79,215 |
2,2 |
77,02 |
79,22 |
- |
- |
| 1- чорнове розточування |
3200 |
82,415 |
0,350 |
82,07 |
82,42 |
3,2 |
5,05 |
| 2- напівчистове розточування |
2220 |
84,635 |
0,200 |
84,44 |
84,64 |
2,22 |
2,37 |
| 3- чистове розточування |
400 |
85,035 |
0,035 |
84,97 |
85,04 |
0,4 |
0,56 |
| ∑ |
5,82 |
7,98 |
Загальний номінальний припуск:
(мм)
- відповідно верхні відхилення заготовки та деталі
Номінальний діаметр заготовки:
 (мм) (мм)
Перевірка правильності розрахунків:
Можна судити про правильність виконання розрахунків.
2.4 Розробка технологічного процесу
Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту.
2.5 Вибір металорізального обладнання
Вихідними даними для вибору металорізального устаткування є:
- метод обробки відповідних поверхонь або їх поєднання;
- точність та шорсткість поверхонь;
- припуски на обробку;
- обсяг і тип виробництва.
На основі цих даних вибираємо верстати для технологічного процесу, що проектується, згідно з рекомендаціями [с. 50, 6], їх характеристики наведемо нижче в табл. 2.5.1.
Таблиця 2.5.1. Технічні характеристики металорізального обладнання
№
опер.
|
Назва
операції
|
Обладнання |
Характеристики верстату |
010,
020
|
фрезерна |
вертикально-фрезерний верстат 6Н13П |
- робоча поверхня столу, мм: |
400 × 1600 |
| - число швидкостей шпинделя: |
18 |
| - межі частот обертання шпинделя, об/хв; |
30 – 1500 |
| - число подач столу: |
18 |
| - межі подач столу, мм/хв: |
7,8 - 1180 |
| - потужність приводу головного руху, кВт |
10 |
| - габарити, мм: |
2475×2170×2250 |
| - маса, кг: |
4250 |
15,
25
|
фрезерно-
розточна
|
вертикально-фрезерний верстат з ЧПК 6Р13Ф3 |
- робоча поверхня столу, мм: |
400 × 1600 |
| - число швидкостей шпинделя: |
18 |
| - межі частот обертання шпинделя, об/хв; |
40 – 2000 |
| - регулювання подач: |
безступінчасте |
| - межі подач столу, мм/хв: |
3 – 4800 |
| - швидкість прискореного руху роб. органів, мм/хв: |
4800 |
| - потужність приводу головного руху, кВт |
7,5 |
| - габарити, мм: |
2595×3200×2965 |
| - маса, кг: |
4450 |
30,
35
|
свердлувальна |
вертикально-свердлильний верстат з ЧПК 2Р135Ф2 |
- робоча поверхня столу, мм: |
400 × 710 |
| - найбільший діаметр обробки, мм |
35 |
| - число швидкостей шпинделя: |
12 |
| - межі частот обертання шпинделя, об/хв; |
31,5 – 1400 |
| - межі подач, мм/хв: |
10 – 500 |
| - число подач: |
18 |
| - швидкість прискореного ходу столу, мм/хв: |
4000 |
| - потужність приводу головного руху, кВт |
4 |
| - габарити, мм: |
2500×1800×2700 |
| - маса, кг: |
4700 |
| 40 |
свердлувальна |
радіально-свердлильний верстат 2Н55 |
- найбільший діаметр обробки, мм |
50 |
| - число швидкостей шпинделя: |
21 |
| - межі частот обертання шпинделя, об/хв; |
20 – 2000 |
| - межі подач, мм/об: |
0,056 – 2,5 |
| - число подач: |
12 |
| - потужність приводу головного руху, кВт |
4,5 |
| - габарити, мм: |
2625×968×3265 |
| - маса, кг: |
4100 |
2.6 Розрахунок режимів різання
Операція 010:
чорнове фрезерування поверхні шириною 220 мм та довжиною 318 мм
Вихідні дані:
матеріал: СЧ20, HB 230,  МПа; МПа;
шорсткість поверхні після обробки : Rz = 40 мкм;
обробка без охолодження згідно [табл. 39, с. 288, 13]
верстат: 6Н13П;
потужність двигуна головного руху – 10 кВт;
діапазон частоти обертання шпинделя – 31,5...1500 об/хв;
регулювання – ступінчасте.
інструмент: [табл. 94, с. 187, 13]
фреза торцева ø 250 , матеріал твердосплавних пластин – ВК6, кількість зубів z =24, ширина B = 47 мм (ГОСТ 9473-80), головний кут в плані φ = 60º.
Глибина різання:
Призначаємо глибину різання рівною припуску на обробку (згідно розрахованих раніше значень):
t = 1,8 мм
Подача:
Приймаємо подачу на зуб фрези sz
в межах 0,14...0,24 мм/зуб за [табл. 33, с. 283, 13] в залежності від потужності верстата (5-10 кВт), оброблюваного та оброблюючого матеріалів.
Враховуючи примітку до [табл. 33, с. 283, 13], оскільки ширина фрезерування більша 30 мм, зменшуємо табличне значення подачі на 30%:
sz
= 0,098...0,168 мм/зуб
Приймемо подачу sz
≈ 0,1 мм/зуб
Подача на оберт складе:
 (мм/об) (мм/об)
Швидкість різання (колова швидкість фрези):

В цій формулі:
D = 250 мм – діаметр фрези;
B = 47 мм – ширина фрези
z = 24 – кількість зубів інструменту
Значення коефіцієнта СV
та показників степеню в цій формулі визначаємо за [табл. 39, с. 288, 13] в залежності від типу фрези, виду операції, матеріалу ріжучої частини:
СV
= 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32
Т = 240 хв – період стійкості фрези за [табл. 40, с. 290, 13].
Загальний поправочний коефіцієнт на швидкість різання:

В цій формулі:
За [табл. 1, с. 261, 13] поправочний коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання для сірого чавуну:
 , ,
де  - показник степені, що визначається за [табл. 2, с. 262, 13] - показник степені, що визначається за [табл. 2, с. 262, 13]
Поправочний коефіцієнт, що враховує вплив стану поверхні заготовки на швидкість різання за [табл. 5, с. 263, 13]:  ; ;
Поправочний коефіцієнт, що враховує вплив інструментального матеріалу на швидкість різання за [табл. 6, с. 263, 13]: 
Отже, розрахункова швидкість різання:
 (м/хв) (м/хв)
Розрахункова частота обертання ріжучого інструменту:
 (об/хв) (об/хв)
Розрахункова хвилинна подача:
 (мм/хв) (мм/хв)
Узгодимо за паспортними даними верстата отримані результати і остаточно приймемо:
Фактична частота обертання:
 (об/хв) (об/хв)
Фактична хвилинна подача:
 (мм/хв) (мм/хв)
Уточнимо значення швидкості та подачі на зуб:
 (м/хв) (м/хв)
 (мм/зуб) (мм/зуб)
Сила різання:
Головна складова сили різання (при фрезеруванні - колова сила):
Значення коефіцієнта Ср
та показників степеню в цій формулі визначаємо за [табл. 41, с. 291, 13] в залежності від типу фрези, оброблюваного і оброблюючого матеріалів:
Ср
= 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 13]:
Отже, колова сила
:
 (Н) (Н)
Величини решти складових сили різання визначаємо із їх співвідношення з головною складовою – коловою силою за [табл. 42, с. 292, 13]:
Горизонтальна сила
(сила подачі):
 (Н) (Н)
Вертикальна сила:
 (Н) (Н)
Радіальна сила:
 (Н) (Н)
Осьова сила:
 (Н) (Н)
Крутний момент на шпинделі:
 (Н∙м) (Н∙м)
Ефективна потужність різання:
 (кВт) (кВт)
Основний технологічний час
підраховується за формулою згідно [п. ІІ , с. 190, 9]:
 (хв), тут (хв), тут
L – довжина шляху, що проходить інструмент в напрямку подачі;
l – довжина оброблюваної поверхні (за кресленням) = 318 мм;
l1
– величина на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 6, с. 378, 9] в залежності від типу фрези (торцьова), схеми її установки (симетрична) й ширини фрезерування (за кресленням = 220 мм);
sхв
– хвилинна подача фрези, визначена раніше;
і– число проходів.
Операція 015:
Фрезерно-розточувальна (чорнова)
Вихідні дані:
матеріал: СЧ20, HB 230, МПа;
шорсткість поверхні після обробки : Rz = 40 мкм;
обробка без охолодження згідно [табл. 39, с. 288, 13]
верстат: 6Р13Ф3;
потужність двигуна головного руху – 7,5 кВт;
діапазон частоти обертання шпинделя – 40...2000 об/хв;
діапазон подач за координатами X, Y, Z – 3...4800 мм/хв;
число ступеней регулювання частоти обертання – 18
ФРЕЗРУВАННЯ
Розрахунок режимів різання проводимо аналогічно операції 010.
інструмент: [табл. 94, с. 187, 13]
фреза торцева ø 160 , матеріал твердосплавних пластин – ВК6, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80)
Глибина різання:
Рівна припуску на обробку: t = 1,8 мм
Подача:
За [табл. 33, с. 283, 13] з урахуванням поправки на ширину фрезерування:
sz
≈ 0,1 мм/зуб
Подача на оберт складе:
 (мм/об) (мм/об)
Швидкість різання:
 , де , де
D = 160 мм – діаметр фрези;
B = 46 мм – ширина фрези
z = 16 – кількість зубів інструменту
Значення коефіцієнта СV
та показників степеню в цій формулі визначаємо за [табл. 39, с. 288, 13]:
СV
= 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32
Т = 190 хв – період стійкості фрези за [табл. 40, с. 290, 13].
Загальний поправочний коефіцієнт на швидкість різання:

В цій формулі:
За [табл. 1, с. 261, 13]:  , ,
За[табл. 5, с. 263, 13]: ;
З [табл. 6, с. 263, 13]: .
Отже, розрахункова швидкість різання:
 (м/хв) (м/хв)
Розрахункова частота обертання ріжучого інструменту:
 (об/хв) (об/хв)
Хвилинна подача:
 (мм/хв) (мм/хв)
Узгодимо за паспортними даними верстата і остаточно приймемо фактичну частоту обертання:
 (об/хв) (об/хв)
Тоді фактична хвилинна подача:
 (мм/хв) (мм/хв)
Уточнимо значення швидкості різання:
 (м/хв) (м/хв)
Сила різання:
Головна складова сили різання:
Значення коефіцієнта Ср
та показників степеню в цій формулі визначаємо за [табл. 41, с. 291, 13]:
Ср
= 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 13]:
Отже, колова сила
:
 (Н) (Н)
За [табл. 42, с. 292, 13]:
Горизонтальна сила
(сила подачі):
 (Н) (Н)
Вертикальна сила:
 (Н) (Н)
Радіальна сила:
 (Н) (Н)
Осьова сила:
 (Н) (Н)
Крутний момент на шпинделі:
 (Н∙м) (Н∙м)
Ефективна потужність різання:
 (кВт) (кВт)
Основний технологічний час згідно [п. ІІ , с. 190, 9] та [п. 2.2.6., с. 104, 4]:
 (хв) (хв)
РОЗТОЧУВАННЯ
Вибір глибини різання:
Враховуючи раніше визначені припуски на обробку та рекомендації [карти 2.2., с.174, 4] визначаємо глибину різання для поверхонь 1 та 2:
- чистове розточування t3
= 0,4 мм
- напівчистове розточування t2
= 1,1 мм
- для чорнового розточування t1
= (6,2/2 -1,1 - 0,4) = 1,6 мм
Різальний інструмент:
Для обробки поверхонь 1 і 2 вибираємо розточувальні різці з пластинами з твердого сплаву за ГОСТ 9795-84 типу 4, виконання 1 (керуючись заводським техпроцесом), позначення різця - 2142-0444 (лівий, з кутом врізання 10º).
Геометричні параметри різця
:
- переріз різця: h×b = 16×16 мм;
- довжина різця L = 63 мм;
- довжина пластина l = 12 мм;
- тип пластин за ГОСТ 25396-82 : 07;
- головний кут в плані: φ = 60º,
- допоміжний: φ1
= 35º.
Вибір матеріалу твердосплавних пластин проводимо відповідно до рекомендацій додатку [Д. 2.1., с.444, 4].
Для чорнової обробки деталі (СЧ20) приймається твердий сплав ВК6, Решту геометричних параметрів різця вибираємо за [Д. 2.7., с.450, 4] :
Для чорнової обробки:
- α = 6º - задній кут;
- γ = 8º - передній кут;
- f = 0,4 мм - ширина фаски різальної кромки;
- ρ = 0,02 мм - радіус округлення різальної кромки;
- rв
= 0,8 мм - радіус вершини різця.
Нормативний період стійкості за [Д. 2.10., с.459, 4]: Т = 30 хв.
Вибір подач
Для чорнового розточування за [табл. 12, с.267, 13] при заданому перерізі різця та глибині різання рекомендується подача S = 0,2...0,3 мм/об.
Приймаємо подачу S = 0,22 мм/об.
Швидкості різання
Визначатимемо їх за формулами теорії різання, згідно [п. 3, с.265, 13]:
Значення коефіцієнтів в цій формулі знаходимо за [табл. 17, с.266, 13]:

Швидкісний коефіцієнт:
 , ,
В цій формулі:
За [табл. 1, с. 261, 13]: ,
За [табл. 5, с. 263, 13]:  ; ;
За [табл. 6, с. 263, 13]: ; ;
Отже, загальний швидкісний коефіцієнт:
 ; ;
При внутрішній обробці (розточуванні) згідно рекомендацій за [табл. 17, с. 270, 13] на швидкість різання додатково водиться поправочний коефіцієнт 0,9:
Таким чином швидкість різання:
 (м/хв); (м/хв);
Розрахункова частота обертання шпинделя визначається за наступною формулою:  , розраховане значення уточнюємо за паспортом верстата: , розраховане значення уточнюємо за паспортом верстата:
Поверхня 1
(ø95 Н7):  (об/хв); (об/хв);  об/хв; об/хв;
Поверхня 2
(ø85 Н7):  (об/хв); (об/хв);  об/хв; об/хв;
Уточнюємо значення швидкості різання:

Поверхня 1
(ø95 Н7):  (м/хв) (м/хв)
Поверхня 2
(ø85 Н7):  (м/хв) (м/хв)
Сила різання:
Величини тангенційної PZ
, радіальної PY
і осьової PX
складових сили різання при розточуванні визначаються за формулою:

За [табл. 22, с. 274, 13] знаходимо коефіцієнти для визначення складових сили різання:
 ; ;
 ; ;
 . .
Поправочний коефіцієнт на силу різання являє собою добуток наступних коефіцієнтів:

За [табл.9, с.264 і табл.23, с.275, 13] визначаються поправочні коефіцієнти для складових сили різання в залежності від:
- механічних властивостей матеріалу, що оброблюється –
 ; ;
Поправочні коефіцієнти що враховують вплив геометричних параметрів:
- головного кута в плані - КРφХ
= 1,11; КРφУ
=0,77; КРφZ
= 0,94;
- переднього кута - КРγХ
= КРγУ
= КРγZ
=1,0;
- кута нахилу різальної кромки - КРλХ
= 0,8; КРλУ
= 1,3; КРλZ
= 1,0;
Тоді:
 ; ;
 ; ;
 . .
Складові сили різання:
 (Н); (Н);
 (Н); (Н);
 (Н); (Н);
Потужність різання розраховують за формулою:
 , ,
Поверхня 1
(ø95 Н7):  (кВт); (кВт);
Поверхня 2
(ø85 Н7):  (кВт); (кВт);
Визначення основного часу:
Основний технологічний час на перехід, підраховується за формулою згідно [р. ІІ , с. 55, 92]:
 , ,
Поверхня 1
(ø95 Н7):  (хв); (хв);
Поверхня 2
(ø85 Н7):  (хв); (хв);
Сумарний основний час
на операції:
 (хв) (хв)
Операція 020:
напівчистове і чистове фрезерування поверхні шириною 220 мм та довжиною 318 мм
Вихідні дані:
матеріал: СЧ20, HB 230, МПа;
шорсткість поверхні після обробки : Rа = 2,5 мкм;
обробка без охолодження згідно [табл. 39, с. 288, 13]
верстат: 6Н13П;
потужність двигуна головного руху – 10 кВт;
діапазон частоти обертання шпинделя – 31,5...1500 об/хв;
регулювання– ступінчасте.
інструмент: [табл. 94, с. 187, 13]
- фреза торцева ø 250 , матеріал твердосплавних пластин – ВК6, кількість зубів z =24, ширина B = 47 мм (ГОСТ 9473-80); - напівчистове обробка
- фреза торцева ø 250 , матеріал твердосплавних пластин - ВК3М, кількість зубів z = 24, ширина B = 47 мм (ГОСТ 9473-80); - чистова обробка
Глибина різання:
Призначаємо глибину різання рівною припуску на обробку:
t = 0,8 мм - для напівчистової;
t = 0,4 мм - для чистової;
Подача:
Для напівчистової обробки
приймаємо подачу на зуб фрези sz
за [табл. 33, с. 283, 13] з урахуванням поправки на ширину фрезерування:
sz
≈ 0,07 мм/зуб;
Подача на оберт складе:  (мм/об) (мм/об)
Для чистової обробки
приймаємо подачу на оберт s за [табл. 37, с. 285, 13]:
s = 0,6 мм/об
Подача на зуб складе:
 (мм/зуб) (мм/зуб)
Швидкість різання:
Значення коефіцієнта СV
та показників степеню в цій формулі визначаємо за [табл. 39, с. 286, 13:
СV
= 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32
Т = 240 хв – період стійкості фрези за [табл. 40, с. 290, 13].
Загальний поправочний коефіцієнт на швидкість різання:
 , де , де
За [табл. 1, с. 261, 13]: ,
За [табл. 5, с. 263, 13]:  ; ;
За [табл. 6, с. 263, 13]: .
Отже, розрахункова швидкість різання:
 (м/хв) (м/хв)
- при напівчистовому фрезеруванні;
 (м/хв) (м/хв)
- при чистовому фрезеруванні;
Розрахункова частота обертання ріжучого інструменту:
 (об/хв) - при напівчистовому фрезеруванні; (об/хв) - при напівчистовому фрезеруванні;
 (об/хв) - при чистовому фрезеруванні; (об/хв) - при чистовому фрезеруванні;
Розрахункова хвилинна подача:
 (мм/хв) - при напівчистовій обробці; (мм/хв) - при напівчистовій обробці;
 (мм/хв) - при чистовій обробці; (мм/хв) - при чистовій обробці;
Узгодимо за паспортними даними верстата, приймемо фактичну частоту обертання і хвилинну подачу:
 (об/хв); (об/хв);  (мм/хв) - при напівчистовій обробці; (мм/хв) - при напівчистовій обробці;
 (об/хв); (об/хв);  (мм/хв) - при чистовій обробці; (мм/хв) - при чистовій обробці;
Уточнимо значення швидкості та подачі на зуб:
 (м/хв) - при напівчистовій обробці; (м/хв) - при напівчистовій обробці;
 (м/хв) - при чистовій обробці; (м/хв) - при чистовій обробці;
 (мм/зуб) - при напівчистовій обробці; (мм/зуб) - при напівчистовій обробці;
 (мм/зуб) - при чистовій обробці; (мм/зуб) - при чистовій обробці;
Сила різання:
Головна складова сили різання:
Значення коефіцієнта Ср
та показників степеню в цій формулі визначаємо за [табл. 41, с. 291, 13]:
Ср
= 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
За [табл. 9, с. 264, 13]:
Отже, колова сила
:
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
За [табл. 42, с. 292, 13]:
Горизонтальна сила
(сила подачі):
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Вертикальна сила:
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Радіальна сила:
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Осьова сила:
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Крутний момент на шпинделі:
 (Н∙м) - при напівчистовій обробці; (Н∙м) - при напівчистовій обробці;
 (Н∙м) - при чистовій обробці; (Н∙м) - при чистовій обробці;
Ефективна потужність різання:
 (кВт) - при напівчистовій обробці; (кВт) - при напівчистовій обробці;
 (кВт) - при чистовій обробці; (кВт) - при чистовій обробці;
Основний технологічний час згідно [п. ІІ , с. 190, 9]:
 , ,
 (хв) - для напівчистової обробки; (хв) - для напівчистової обробки;
 (хв) - для чистової обробки; (хв) - для чистової обробки;
Сумарний основний час
на операції:
 (хв) (хв)
Операція 025:
Фрезерно-розточувальна (чистова і напівчистова)
Вихідні дані:
матеріал: СЧ20, HB 230, МПа;
обробка без охолодження згідно [табл. 39, с. 288, 13]
верстат: 6Р13Ф3;
потужність двигуна головного руху – 7,5 кВт;
діапазон частоти обертання шпинделя – 40...2000 об/хв;
діапазон подач за координатами X, Y, Z – 3...4800 мм/хв;
число ступеней регулювання частоти обертання - 18
Розрахунок режимів різання проводимо аналогічно операції 015.
ФРЕЗЕРУВАННЯ
Інструмент: [табл. 94, с. 187, 13]
- фреза торцева ø 160 , матеріал твердосплавних пластин – ВК3М, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80); - для чистової обробки;
- фреза торцева ø 160 , матеріал твердосплавних пластин – ВК6, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80); - для напівчистової обробки;
Глибина різання:
Призначаємо глибину різання рівною припуску на обробку:
t = 0,4 мм - для чистової обробки;
t = 0,8 мм - для напівчистової обробки.
Подача:
Для напівчистової обробки
приймаємо подачу на зуб фрези sz
за [табл. 33, с. 283, 13], враховуючи поправку на ширину фрезерування:
sz
≈ 0,07 мм/зуб
Подача на оберт складе:
 (мм/об) (мм/об)
Для чистового фрезерування
приймаємо подачу на оберт фрези s за [табл. 37, с. 285, 13]:
s = 0,6 мм/об
Тоді подача на зуб:
 (мм/об) (мм/об)
Швидкість різання:
Значення коефіцієнта СV
та показників степеню в цій формулі визначаємо за [табл. 39, с. 286, 13]:
СV
= 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32
Т = 190 хв – період стійкості фрези за [табл. 40, с. 290, 13].
Загальний поправочний коефіцієнт на швидкість різання:

Отже, розрахункова швидкість різання:
 (м/хв) - при напівчистовій обробці; (м/хв) - при напівчистовій обробці;
 (м/хв) - - при чистовій обробці; (м/хв) - - при чистовій обробці;
Розрахункова частота обертання ріжучого інструменту:
 (об/хв) - при напівчистовій обробці; (об/хв) - при напівчистовій обробці;
 (об/хв) - при чистовій обробці; (об/хв) - при чистовій обробці;
Узгодимо за паспортними даними верстата і остаточно приймемо фактичну частоту обертання:
 (об/хв) - при напівчистовій обробці; (об/хв) - при напівчистовій обробці;
 (об/хв) - при чистовій обробці; (об/хв) - при чистовій обробці;
Фактична хвилинна подача:
 (мм/хв) - при напівчистовій обробці; (мм/хв) - при напівчистовій обробці;
 (мм/хв) - при чистовій обробці; (мм/хв) - при чистовій обробці;
Уточнимо значення швидкості різання:
 (м/хв) - при напівчистовій обробці; (м/хв) - при напівчистовій обробці;
 (м/хв) - при чистовій обробці; (м/хв) - при чистовій обробці;
Сила різання: Головна складова (при фрезеруванні - колова сила):
Значення коефіцієнта Ср
та показників степеню в цій формулі визначаємо за [табл. 41, с. 291, 13]:
Ср
= 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 13]:
Отже, колова сила
:
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Величини решти складових сили різання визначаємо за [табл. 42, с. 292, 13]:
Горизонтальна сила
(сила подачі):
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Вертикальна сила:
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Радіальна сила:
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Осьова сила:
 (Н) - при напівчистовій обробці; (Н) - при напівчистовій обробці;
 (Н) - при чистовій обробці; (Н) - при чистовій обробці;
Крутний момент на шпинделі:
 (Н∙м) - при напівчистовій обробці; (Н∙м) - при напівчистовій обробці;
 (Н∙м) - при чистовій обробці; (Н∙м) - при чистовій обробці;
Ефективна потужність різання:
 (кВт) - при напівчистовій обробці; (кВт) - при напівчистовій обробці;
 (кВт) - при чистовій обробці; (кВт) - при чистовій обробці;
Основний технологічний час на перехід згідно [п. ІІ , с. 190, 9] та [п. 2.2.6., с. 104, 4]:
, де
 (хв) - при напівчистовій обробці (хв) - при напівчистовій обробці
 (хв) - при чистовій обробці (хв) - при чистовій обробці
РОЗТОЧУВАННЯ
Глибина різання:
Враховуючи раніше визначені припуски на обробку та рекомендації [карти 2.2., с.174, 4] визначаємо глибину різання для поверхонь 1 та 2 складе:
- чистове розточування t3
= 0,4 мм
- напівчистове розточування t2
= 1,1 мм
Інструмент:
Для обробки поверхонь 1 і 2 вибираємо розточувальні різці з пластинами з твердого сплаву за ГОСТ 9795-84 типу 4, виконання 1, позначення різця - 2142-0444 (лівий, з кутом врізання 10º).
Геометричні параметри різця
:
- переріз різця: h×b = 16×16 мм;
- довжина різця L = 63 мм;
- довжина пластина l = 12 мм;
- тип пластин за ГОСТ 25396-82 : 07;
- головний кут в плані: φ = 60º,
- допоміжний: φ1
= 35º.
Вибір матеріалу твердосплавних пластин проводимо відповідно до рекомендацій додатку [Д. 2.1., с.444, 4].
Для чорнової та напівчистової обробки деталі (СЧ20) приймається твердий сплав ВК6, Решту геометричних параметрів різця вибираємо за [Д. 2.7., с.450, 4] :
Для напівчистової обробки:
- α = 6º - задній кут;
- γ = 8º - передній кут;
- f = 0,4 мм - ширина фаски різальної кромки;
- ρ = 0,02 мм - радіус округлення різальної кромки;
- rв
= 0,8 мм - радіус вершини різця.
Для чистової обробки (форма передньої поверхні - без фаски):
- α = 8º - задній кут;
- γ = 12º - передній кут;
- ρ = 0,02 мм - радіус округлення різальної кромки;
- rв
= 0,6 мм - радіус вершини різця.
Нормативний період стійкості за [Д. 2.10., с.459, 4] - Т = 30 хв.
Вибір подач:
Для напівчистової обробки
: за [табл. 12, с.267, 13] : S = 0,18 мм/об.
Для чистового розточування
отворів за [табл. 19, с.271, 4]: s = 0,05 мм/об
Швидкості різання:
Визначатимемо їх за формулами теорії різання, згідно [п. 3, с.265, 13]:
Значення коефіцієнтів в цій формулі знаходимо за [табл. 17, с.266, 13]:

Швидкісний коефіцієнт:  , ,
- для чистової обробки:  ; ;
- для напівчистової обробки:  ; ;
При внутрішній обробці (розточуванні) згідно рекомендацій за [табл. 17, с. 270, 13] на швидкість різання додатково водиться поправочний коефіцієнт 0,9:
Таким чином, розрахункова швидкість різання:
- для напівчистового розточування:
 (м/хв); (м/хв);
- для чистового розточування
 (м/хв); (м/хв);
Частота обертання шпинделя визначається за наступною формулою:  , розраховані значення уточнюємо за паспортом верстата: , розраховані значення уточнюємо за паспортом верстата:
Поверхня 1
(ø95 Н7):
- для напівчистової обробки:  (об/хв); (об/хв);  об/хв; об/хв;
- для чистової обробки:  (об/хв); (об/хв);  об/хв; об/хв;
Поверхня 2
(ø85 Н7):
- для напівчистової обробки:  (об/хв); об/хв; (об/хв); об/хв;
- для чистової обробки:  (об/хв); (об/хв);  об/хв; об/хв;
Уточнимо швидкість різання:
 : :
Поверхня 1
(ø95 Н7):
для напівчистової обробки:  (м/хв) (м/хв)
- для чистової обробки:  (м/хв) (м/хв)
Поверхня 2
(ø85 Н7):
- для напівчистової обробки:  (м/хв) (м/хв)
- для чистової обробки:  (м/хв) (м/хв)
Сила різання
Величини тангенційної PZ
, радіальної PY
і осьової PX
складових сили різання при розточуванні визначаються за формулою:
За [табл. 22, с. 274, 13] знаходимо коефіцієнти для визначення складових сили різання:
 ; ;
 ; ;
 . .
Поправочний коефіцієнт на силу різання являє собою добуток наступних коефіцієнтів:

За [табл.9, с.264 і табл.23, с.275, 13] визначаються поправочні коефіцієнти для складових сили різання в залежності від:
- механічних властивостей матеріалу, що оброблюється –
 ; ;
Поправочні коефіцієнти що враховують вплив геометричних параметрів:
головного кута в плані - КРφХ
= 1,11; КРφУ
=0,77; КРφZ
= 0,94;
- переднього кута - КРγХ
= КРγУ
= КРγZ
=1,0;
- кута нахилу різальної кромки - КРλХ
= 0,8; КРλУ
= 1,3; КРλZ
= 1,0;
Тоді:
 ; ;
 ; ;
 . .
Складові сили різання:
- при напівчистовій обробці:  (Н); (Н);
 (Н); (Н);
 (Н); (Н);
- при чистовій обробці:  (Н); (Н);
 (Н); (Н);
 (Н); (Н);
Потужність різання:  , ,
Поверхня 1
(ø95 Н7):
- напівчистове розточування:  (кВт); (кВт);
- чистове розточування:  (кВт); (кВт);
Поверхня 2
(ø85 Н7):
- напівчистове розточування:  (кВт); (кВт);
- чистове розточування:  (кВт); (кВт);
Визначення основного часу:
Основний технологічний час на перехід за формулою згідно [р. ІІ , с. 55, 92]:
 , ,
Поверхня 1
(ø95 Н7):
 (хв) - напівчистова обробка; (хв) - напівчистова обробка;
 (хв) - чистова обробка; (хв) - чистова обробка;
Поверхня 2
(ø85 Н7):
 (хв) - напівчистова обробка; (хв) - напівчистова обробка;
 (хв) - чистова обробка; (хв) - чистова обробка;
Сумарний основний час
роботи верстата на операції:
 (хв) (хв)
Операція 030:
Свердлувальна
Вихідні дані:
матеріал: СЧ20, HB 230, МПа
верстат: 2Р135Ф2
межі частот обертання - 31..1400 об/хв;
потужність головного приводу - 4 кВт;
регулювання – ступінчасте.
СВЕРДЛУВАННЯ
Інструмент:
1) отвори ø 6,7 : свердло ø 6,7 - 0054 ГОСТ 10903-77
2) отвори ø 18 : свердло ø 18 - 0061 ГОСТ 10903-77
3) отвори ø 12 : свердло ø 12 - 0039 ГОСТ 10903-77
4) отвори ø 30 : цековка ø 30 - 2350-0728 ГОСТ 26258-87
Глибина різання:
Для свердління призначаємо глибину різання рівною половині діаметру свердла:
1) отвори ø 6,7 : t = 3,35 мм;
2) отвори ø 18 : t = 9 мм;
3) отвори ø 12 : t = 6 мм;
Для цекування отворів ø 30:
4)  (мм); (мм);
Подача:
Приймаємо подачу за [табл. 25, с. 277, 13] в залежності від діаметру свердла та оброблюваного матеріалу (СЧ20), причому для отворів в яких надалі нарізатиметься різь рекомендовано ввести поправочний коефіцієнт 0,5, тобто зменшити задану в таблиці подачу вдвічі згідно [прим. 2, табл. 25, с. 277, 13]:
1) отвори ø 6,7 : S = 0,2 мм/об;
2) отвори ø 18 : S = 0,42 мм/об;
3) отвори ø 12 : S = 0,32 мм/об;
4) отвори ø 30 : S = 0,32 мм/об;
Швидкість різання:
Згідно [с. 276, 13] для свердління швидкість різання визначається за формулою:
 , ,
для цекування за формулою:
В цій формулі Т - період стійкості інструменту, що визначається в залежності від його діаметру та виду оброблюваного і оброблюючого матеріалу за [табл. 30, с. 280, 13]:
1) отвори ø 6,7 : Т = 35 хв;
2) отвори ø 18 : Т = 60 хв;
3) отвори ø 12 : Т = 60 хв;
4) отвори ø 30 : Т = 75 хв;
Значення коефіцієнтів та показників степеню з формули для визначення швидкості різання визначаємо за [табл. 28, с. 279, 13] для свердління:
отвори ø 6,7 та ø 10,2 :  ; ;
отвори ø 18 і ø 12:  ; ;
для цекування за [табл. 29, с. 280, 13]:
отвори ø 30:  . .
Поправочний коефіцієнт на швидкість різання:
 , ,
За [табл. 1, с. 261, 13]: , ,
За [табл. 6, с. 263, 13]: для свердління: ;
За [табл. 31, с. 280, 13]: 
Отже, загальний швидкісний коефіцієнт:
 ; ;
Тоді швидкість різання:
1) отвори ø 6,7 :  (м/хв); (м/хв);
2) отвори ø 18 :  (м/хв); (м/хв);
3) отвори ø 12 :  (м/хв); (м/хв);
4) отвори ø 30 :  (м/хв); (м/хв);
Розрахункова частота обертання визначається за формулою:, а потім знайдене значення уточнюється за паспортом верстата:
1) отвори ø 6,7 :  (об/хв); (об/хв);  об/хв об/хв
2) отвори ø 18 :  (об/хв); (об/хв);  об/хв об/хв
3) отвори ø 12 :  (об/хв); (об/хв);  об/хв об/хв
4) отвори ø 30 :  (об/хв); об/хв (об/хв); об/хв
Розрахункові значення хвилинних подач визначаємо за формулою  , отримані значення уточнюємо за паспортом верстата: , отримані значення уточнюємо за паспортом верстата:
1) отвори ø 6,7 :  (мм/хв); (мм/хв); (мм/хв); (мм/хв);
2) отвори ø 18 :  (мм/хв); (мм/хв);  (мм/хв); (мм/хв);
3) отвори ø 12 :  (мм/хв); (мм/хв);  (мм/хв); (мм/хв);
4) отвори ø 30 :  (мм/хв); (мм/хв);  (мм/хв); (мм/хв);
Визначимо фактичні значення швидкості різання:

1) отвори ø 6,7 :  (м/хв) (м/хв)
2) отвори ø 18 :  (м/хв) (м/хв)
3) отвори ø 12 :  (м/хв) (м/хв)
4) отвори ø 30 :  (м/хв) (м/хв)
Уточнимо фактичну подачу на оберт:

1) отвори ø 6,7 :  (мм/об) (мм/об)
2) отвори ø 18 :  (мм/об) (мм/об)
3) отвори ø 12 :  (мм/об) (мм/об)
4) отвори ø 30 :  (мм/об). (мм/об).
Крутний момент та осьова сила:
при свердлінні:
 , ,  ; ;
при цекуванні:
 , ,  ; ;
За [табл. 9, с. 264, 13]:
 ; ;
За [табл. 32, с. 281, 13] знаходимо значення коефіцієнтів:
при свердлінні:
 - для знаходження крутного моменту; - для знаходження крутного моменту;
 - для знаходження осьової сили різання; - для знаходження осьової сили різання;
при цекуванні:
 - для знаходження крутного моменту; - для знаходження крутного моменту;
 - для знаходження осьової сили різання; - для знаходження осьової сили різання;
1) отвори ø 6,7 :  (Н∙м); (Н∙м);
 (Н); (Н);
2) отвори ø 18 :  (Н∙м); (Н∙м);
 (Н); (Н);
3) отвори ø 12 :  (Н∙м); (Н∙м);
 (Н); (Н);
4) отвори ø 30 :  (Н∙м); (Н∙м);
 (Н); (Н);
Основний час по переходам:
Основний технологічний час згідно [п. ІІ , с. 88, 9]:
 , ,
1) отвори ø 6,7 : i = 4, l = 20 мм, l1
= 4 мм;  (хв); (хв);
2) отвори ø 18 : i = 6, l = 35 мм, l1
= 8 мм;  (хв); (хв);
3) отвори ø 12 : i = 2, l = 35 мм, l1
= 6 мм;  (хв); (хв);
4) отвори ø 30 : i = 6, l = 16 мм, l1
= 1 мм;  (хв); (хв);
НАРІЗАННЯ РІЗІ
Інструмент: мітчик 2640-0083 ГОСТ 3266-81
Крок: Р = 1,25 мм;
Швидкість різання:
Згідно [с. 297, 13] для нарізання різьби мітчиками швидкість різання визначається за формулою:
 , ,
В цій формулі S=Р - кроку різьби; період стійкості інструменту (Т ), а також відповідні коефіцієнти визначаємо за [табл. 49, с. 296, 13]:
 , Т = 90 хв. , Т = 90 хв.
Загальний поправочний коефіцієнт на швидкість різання:
 , ,
(Складові загального поправочного коефіцієнту визначаємо за [табл. 50, с. 298, 13]:
 ; ; ; ;  ) )
Тоді швидкість різання:
 (м/хв); (м/хв);
Частота обертання:
Розрахункова частота обертання визначається за формулою:  , потім уточнюємо її значення за паспортом верстата: , потім уточнюємо її значення за паспортом верстата:
 (об/хв); (об/хв);  об/хв об/хв
Крутний момент:
 , ,
Коефіцієнти та показники степенів в цій формулі визначимо за [табл. 51, с. 298, 13] та за [табл. 50, с. 298, 13]:
 , отож: , отож:
 (Н∙м); (Н∙м);
Потужність різання:
 (кВт); (кВт);
При нарізанні на верстатах машинними мітчиками число обертів при вигвинчуванні мітчика з отвору визначаємо за [картою 84, с. 149, 9]:
 (об/хв); (об/хв);  об/хв; об/хв;
Основний технологічний час на перехід, згідно [п. ІІ , с. 88, 9]:
 , ,
 (хв); (хв);
ЦЕНТРУВАННЯ
Інструмент: свердло ø 16 ГОСТ 10903-77 ;
Подача на оберт: S = 0,2 мм/об.
Частота обертання :  об/хв; об/хв;
Основний час на перехід згідно [п. ІІ , с. 88, 9]:
 (хв); (хв);
L= 2 мм – довжина шляху, що проходить інструмент в напрямку подачі; Рівна l1
– величині на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 3, с. 375, 9].
Основний технологічний час на операцію
визначається:
 (хв) (хв)
Операція 035:
Свердлувальна
Вихідні дані:
матеріал: СЧ20, HB 230, МПа
верстат: 2Р135Ф2
межі частот обертання - 31..1400 об/хв;
потужність головного приводу - 4 кВт;
регулювання – ступінчасте.
Розрахунок режимів різання будемо вести аналогічно операції 030.
СВЕРДЛУВАННЯ
Інструмент:
свердло ø 10,2 - 0050 ГОСТ 10903-77
Глибина різання:
Для свердління призначаємо глибину різання рівною половині діаметру свердла:
t = 5,1 мм;
Подача:
Приймаємо подачу за [табл. 25, с. 277, 13]:
S =0,16( мм/об).
Швидкість різання:
Згідно [с. 276, 13] для свердління швидкість різання визначається за формулою:
,
В цій формулі Т - період стійкості інструменту, що визначається за [табл. 30, с. 280, 13]: Т = 35 хв;
Значення коефіцієнтів та показників степеню з формули для визначення швидкості різання визначаємо за [табл. 28, с. 279, 13] для свердління:
;
Поправочний коефіцієнт на швидкість різання:
:
За [табл. 1, с. 261, 13]:  , ,
За [табл. 6, с. 263, 13]: ;
За [табл. 31, с. 280, 13]: .
Отже, загальний швидкісний коефіцієнт:
;
Тоді розрахункова швидкість різання:
 (м/хв); (м/хв);
Розрахункова частота обертання обчислюється за формулою , отримане значення уточнюється за паспортом верстата:
 (об/хв); (об/хв);  об/хв об/хв
Розрахункове значення хвилинної подачі визначаємо за формулою , отримане значення уточнюємо за паспортом верстата:
 (мм/хв); (мм/хв);  (мм/хв); (мм/хв);
Уточнюємо значення швидкості різання:
 (м/хв); (м/хв);
Уточнимо значення подачі на оберт:
 (мм/об) (мм/об)
Крутний момент та осьова сила:
, ;
Коефіцієнт, що враховує фактичні умови обробки
За [табл. 32, с. 281, 13] знаходимо значення коефіцієнтів:
- для знаходження крутного моменту;
- для знаходження осьової сили різання;
 (Н∙м); (Н∙м);  (Н); (Н);
Потужність різання:
 (кВт); (кВт);
Визначення основного часу:
Основний технологічний час на перехід згідно [п. ІІ , с. 88, 9]:
 , ,
отвори ø 10,2 : i = 6, l = 25 мм, l1
= 6 мм;  (хв); (хв);
НАРІЗАННЯ РІЗІ:
інструмент: мітчик 2640-0153 ГОСТ 1604-71;
Крок різьби М12-7Н: Р = 1,5 мм;
Швидкість різання згідно [с. 297, 13]:
,
В цій формулі S=Р - кроку різьби; період стійкості інструменту (Т ), а також відповідні коефіцієнти визначаємо за [табл. 49, с. 296, 13]:
, Т = 90 хв.
Загальний поправочний коефіцієнт на швидкість різання:
,
(Складові загального поправочного коефіцієнту визначаємо за [табл. 50, с. 298, 13]:
; ;  ) )
Тоді швидкість різання:
 (м/хв); (м/хв);
Частота обертання:
Розрахункова частота обертання обчислюється за формулою , отримане значення уточнюється за паспортом верстата:
 (об/хв); (об/хв);  об/хв об/хв
Уточнимо швидкість різання:
 (м/хв); (м/хв);
Крутний момент:
,
Коефіцієнти та показники степенів в цій формулі визначимо за [табл. 51, с. 298, 13] та за [табл. 50, с. 298, 13]:

 (Н∙м); (Н∙м);
Потужність різання:
 : :  (кВт); (кВт);
При нарізанні на верстатах машинними мітчиками число обертів при вигвинчуванні мітчика з отвору визначаємо за [картою 84, с. 149, 9]:
 (об/хв); (об/хв);  об/хв; об/хв;
Визначення основного часу:
Основний технологічний час на перехід згідно [п. ІІ , с. 88, 9]:
 , ,
i = 6, l = 16 мм, l1
= 3 мм:  (хв); (хв);
ЦЕНТРУВАННЯ
Інструмент: свердло ø 15 - 0050 ГОСТ 10903-77
Подача на оберт: S = 0,2 мм/об.
Частота обертання :  об/хв; об/хв;
Швидкість:
 (м/хв); (м/хв);
Основний технологічний час на перехід згідно [п. ІІ , с. 88, 9]:
 (хв); (хв);
Основний технологічний час на операцію
визначається:
 (хв) (хв)
Операція 040:
Свердлувальна
Вихідні дані:
матеріал: СЧ20, HB 230, МПа
верстат: 2Н55
межі частот обертання - 20..2000 об/хв;
потужність головного приводу - 4 кВт;
регулювання – ступінчасте.
Інструмент:
1) отвори ø 4,2 : свердло ø 4,2 2300-0029 ГОСТ 886-77;
2) отвори ø 5 : свердло ø 5 2300-7001 ГОСТ 886-77;
3) отвори ø 8,6 : свердло ø 8,6 2300-7001 ГОСТ 886-77;
Глибина різання:
Для свердління призначаємо глибину різання рівною діаметру свердла:
1) отвори ø 4,2 : t = 2,1 мм;
2) отвори ø 5 : t = 2,5 мм;
3) отвори ø 8,6 : t = 4,3 мм;
Подача:
Приймаємо подачу за [табл. 25, с. 277, 13]:
1) отвори ø 4,2 : SТ
= 0,5∙0,18=0,09 (мм);
2) отвори ø 5 : SТ
= 0,12 мм;
3) отвори ø 8,6 : SТ
= 0,5∙0,30= 0,15(мм);
Коректуємо вибрані подачі за паспортом верстата:
1) отвори ø 4,2 : S = 0,08 мм;
2) отвори ø 5 : S = 0,112 мм;
3) отвори ø 8,6 : S = 0,16 мм;
Швидкість різання згідно [с. 276, 13]:
 , ,
В цій формулі Т - період стійкості інструменту, що визначається за [табл. 30, с. 280, 13]:
1) отвори ø 4,2 : Т = 20 хв;
2) отвори ø 5 : Т = 20 хв;
3) отвори ø 8,6 : Т = 35 хв;
Значення коефіцієнтів та показників степеню визначаємо за [табл. 28, с. 279, 13]:
 ; ;
Поправочний коефіцієнт на швидкість різання:
, де
За [табл. 1, с. 261, 13] :
,
За [табл. 6, с. 263, 13]: ;
За [табл. 31, с. 280, 13]:
1) отвори ø 4,2 :  ; ;
2) отвори ø 5 : ;
3) отвори ø 8,6 : ;
Отже, загальний швидкісний коефіцієнт:
1) отвори ø 4,2 :  ; ;
2) отвори ø 5 : ;
3) отвори ø 8,6 : ;
Тоді розрахункова швидкість різання:
1) отвори ø 4,2 :  (м/хв); (м/хв);
2) отвори ø 5 :  (м/хв); (м/хв);
3) отвори ø 8,6 :  (м/хв); (м/хв);
Згідно рекомендацій приміток до [табл. 28, с. 279, 13], знайдені значення швидкості слід помножити на коефіцієнт  , що враховує одинарну заточку свердел, отже розрахункова швидкість різання матиме значення: , що враховує одинарну заточку свердел, отже розрахункова швидкість різання матиме значення:
1) отвори ø 4,2 :  (м/хв); (м/хв);
2) отвори ø 5 :  (м/хв); (м/хв);
3) отвори ø 8,6 :  (м/хв); (м/хв);
Частота обертання:
Розрахункова частота обертання визначається за формулою:

1) отвори ø 4,2 :  (об/хв); (об/хв);
2) отвори ø 5 :  (об/хв); (об/хв);
3) отвори ø 8,6 :  (об/хв); (об/хв);
Скоректуємо розраховані значення за паспортом верстата і остаточно приймемо:
1) отвори ø 4,2 :  (об/хв); (об/хв);
2) отвори ø 5 :  (об/хв); (об/хв);
3) отвори ø 8,6 :  (об/хв); (об/хв);
Уточнимо швидкість різання:

1) отвори ø 4,2 :  (об/хв); (об/хв);
2) отвори ø 5 :  (об/хв); (об/хв);
3) отвори ø 8,6 :  (об/хв); (об/хв);
Крутний момент та осьова сила:
, ;
За [табл. 9, с. 264, 13]: ;
За [табл. 32, с. 281, 13] знаходимо значення коефіцієнтів:
- для знаходження крутного моменту;
- для знаходження осьової сили різання;
1) отвори ø 4,2 :  (Н∙м); (Н∙м);
 (Н); (Н);
2) отвори ø 5 :  (Н∙м); (Н∙м);
 (Н); (Н);
3) отвори ø 8,6 :  (Н∙м); (Н∙м);
 (Н); (Н);
Потужність різання: 
1) отвори ø 4,2 :  (кВт); (кВт);
2) отвори ø 5 :  (кВт); (кВт);
3) отвори ø 8,6 :  (кВт); (кВт);
Визначення основного часу:
Згідно [п. ІІ , с. 88, 9]:
,
1) отвори ø 4,2 : i = 4, l = 16 мм, l1
= 2,5 мм;  (хв); (хв);
2) отвори ø 5 : i = 2, l = 5 мм, l1
= 2,5 мм;  (хв); (хв);
3) отвори ø 8,6 : i = 2, l = 10 мм, l1
= 4 мм;  (хв); (хв);
ЗАСВЕРДЛЮВАННЯ
Інструмент: свердло ø 9 2300 - 7005 ГОСТ 886-77
Подача на оберт: S = 0,2 мм/об.
Частота обертання : об/хв;
Швидкість:  (м/хв); (м/хв);
Основний технологічний час на перехід згідно [п. ІІ , с. 88, 9]:
 (хв); (хв);
Основний технологічний час на операцію
:
 (хв) (хв)
Режими різання оброблюваних поверхонь
| Перехід |
t,
мм
|
Sz,
мм/зуб
|
SoН
,
мм/об
|
SoФ
,
мм/об
|
SхвН
,
мм/об
|
SхвФ
,
мм/об
|
VР
,
м/хв
|
VФ
,
м/хв
|
nР
,
хв-1
|
nФ
,
хв-1
|
l, мм |
l1
,
мм
|
і |
Тo,
хв
|
| Фрезерувати площину 318×220 начорно |
1,8 |
0,1 |
2,4 |
2,5 |
425 |
400 |
139 |
126 |
177 |
160 |
318 |
70 |
1 |
0,97 |
| Фрезерувати площину 266×130 начорно |
1,8 |
0,1 |
1,6 |
1,6 |
440 |
400 |
138 |
126 |
275 |
250 |
266 |
38 |
1 |
0,76 |
| Розточити отвір Æ95 начорно |
1,6 |
- |
0,22 |
0,22 |
80 |
88 |
105 |
116 |
363 |
400 |
45 |
2,5 |
1 |
0,54 |
| Розточити отвір Æ85 начорно |
1,6 |
- |
0,22 |
0,22 |
90 |
88 |
105 |
103 |
408 |
400 |
35 |
2,5 |
1 |
0,43 |
| Фрезерувати площину 318×220 напівчисто |
0,8 |
0,07 |
1,68 |
1,59 |
477 |
500 |
223 |
247 |
284 |
315 |
318 |
70 |
1 |
0,78 |
| Фрезерувати площину 318×220 начисто |
0,4 |
0,025 |
0,6 |
0,5 |
271 |
250 |
355 |
393 |
452 |
500 |
318 |
250 |
1 |
2,27 |
| Фрезерувати площину 266×130 напівчисто |
0,8 |
0,07 |
1,12 |
1,12 |
492 |
448 |
221 |
200 |
439 |
400 |
266 |
38 |
1 |
0,68 |
| Фрезерувати площину 266×130 начисто |
0,4 |
0,038 |
0,6 |
0,6 |
362 |
378 |
303 |
316 |
603 |
630 |
266 |
160 |
1 |
1,13 |
| Розточити отвір Æ95 напівчисто |
1,1 |
- |
0,18 |
0,18 |
88 |
90 |
145 |
148 |
491 |
500 |
45 |
2,5 |
1 |
0,53 |
| Розточити отвір Æ85 напівчисто |
1,1 |
- |
0,18 |
0,18 |
99 |
90 |
145 |
132 |
548 |
500 |
35 |
2,5 |
1 |
0,42 |
| Розточити отвір Æ95 начисто |
0,4 |
- |
0,05 |
0,05 |
42 |
40 |
253 |
239 |
848 |
800 |
45 |
2,5 |
1 |
1,19 |
| Розточити отвір Æ85 начисто |
0,4 |
- |
0,05 |
0,05 |
47 |
50 |
253 |
267 |
948 |
1000 |
35 |
2,5 |
1 |
0,75 |
| Центрувати 4 отвори Æ 6,7 до Æ10 |
- |
- |
0,2 |
0,2 |
100 |
100 |
- |
15,7 |
- |
500 |
2 |
- |
4 |
0,08 |
| Центрувати 6 отворів Æ18 і 2 отвори Æ12 до Æ13 |
- |
- |
0,2 |
0,2 |
100 |
100 |
- |
20,4 |
- |
500 |
2 |
- |
8 |
0,16 |
| Свердлити 4 отвори Æ 6,7 |
3,35 |
- |
0,2 |
0,18 |
278 |
250 |
29,2 |
29,4 |
1388 |
1400 |
20 |
4 |
4 |
0,38 |
| Свердлити 6 отворів Æ 18 |
9 |
- |
0,42 |
0,45 |
173 |
160 |
23,3 |
20,1 |
412 |
355 |
35 |
8 |
6 |
1,61 |
| Свердлити 2 отвори Æ 12 |
6 |
- |
0,32 |
0,28 |
200 |
200 |
23,5 |
26,7 |
624 |
710 |
35 |
6 |
2 |
0,41 |
| Цекувати 6 отворів Æ 30 |
6 |
- |
0,32 |
0,35 |
121 |
125 |
32,8 |
33,4 |
348 |
355 |
16 |
1 |
6 |
0,90 |
| Нарізати різь М8-7Н в 4 отворах |
- |
- |
1,25 |
1,25 |
548 |
625 |
11 |
12,56 |
438 |
500 |
16 |
3 |
4 |
0,42 |
| Центрувати 6 отворів Æ 10,2 до Æ12,5 |
- |
- |
0,2 |
0,2 |
100 |
100 |
- |
20 |
- |
500 |
2 |
- |
6 |
0,12 |
| Свердлити 6 отворів Æ 10,2 |
5,1 |
- |
0,16 |
0,18 |
180 |
180 |
36 |
32 |
1124 |
1000 |
25 |
6 |
6 |
1,03 |
| Нарізати різь М12-7Н в 6 отворах |
- |
- |
1,5 |
1,5 |
398 |
400 |
10 |
9,4 |
265 |
250 |
16 |
3 |
6 |
0,78 |
| Центрувати 4 отвори Æ 4,2 до Æ 4,5 |
- |
- |
0,1 |
0,1 |
50 |
50 |
- |
7 |
- |
500 |
2 |
- |
4 |
0,16 |
| Центрувати 2 отвори Æ 8,6 до Æ 9 |
- |
- |
0,1 |
0,1 |
50 |
50 |
- |
14,1 |
- |
500 |
2 |
- |
2 |
0,08 |
| Свердлити 4 отвори Æ 4,2 |
2,1 |
- |
0,09 |
0,08 |
194 |
160 |
27,9 |
26,4 |
2156 |
2000 |
16 |
2,5 |
4 |
0,46 |
| Свердлити 2 отвори Æ 5 |
2,5 |
- |
0,12 |
0,112 |
225 |
179 |
29,5 |
25,1 |
1878 |
1600 |
5 |
2,5 |
2 |
0,08 |
| Свердлити 2 отвори Æ 8,6 |
4,3 |
- |
0,15 |
0,16 |
143 |
160 |
25,9 |
27 |
959 |
1000 |
15 |
4 |
2 |
0,24 |
2.7 Технічне нормування технологічного процесу
Операція 010:
чорнове фрезерування
Основний час при чорновому фрезеруванні, виходячи з визначених попередньо значень:
 (хв) (хв)
Допоміжний час
Допоміжний час визначається (згідно [п. ІІІ, с.15, 10]) за формулою:
 , де , де
 хв - допоміжний час на встановлення (та зняття) деталі у тисках; згідно [карти 9, с. 43, поз. 6, 10]: установочна поверхня - необроблена, встановлення без вивірки, вага деталі до 30 кг; хв - допоміжний час на встановлення (та зняття) деталі у тисках; згідно [карти 9, с. 43, поз. 6, 10]: установочна поверхня - необроблена, встановлення без вивірки, вага деталі до 30 кг;
 (хв) - допоміжний час пов’язаний з операцією: для фрезерування площини з фрезою, установленою на розмір, група верстату - ІІІ, вимірюваний розмір більше 100 мм (довжина столу до 1800 мм); визначається за [картою 31., с. 108, поз. 2, 10]. (хв) - допоміжний час пов’язаний з операцією: для фрезерування площини з фрезою, установленою на розмір, група верстату - ІІІ, вимірюваний розмір більше 100 мм (довжина столу до 1800 мм); визначається за [картою 31., с. 108, поз. 2, 10].
 - допоміжний час на вимірювання штангенциркулем оброблюваного розміру: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії: - допоміжний час на вимірювання штангенциркулем оброблюваного розміру: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
 (хв); (хв);
Сумарний допоміжний час
рівний:
 (хв); (хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
 оперативного часу [карта 19., с. 110, 10] оперативного часу [карта 19., с. 110, 10]
Час на відпочинок і особисті потреби складе:
 оперативного часу [карта 88., с. 203, 10] оперативного часу [карта 88., с. 203, 10]
Отже:

Норма штучного часу складає:
 (хв); (хв);
Підготовчо-заключний час
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А
), часу на додаткові прийоми (Тп.з.Б
), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В
).
Підготовчо-заключний час визначається за [картою 32., с. 110, 10] для вертикально-фрезерних верстатів. Для обробки в універсальному пристрої (тиски) без ділильної головки, при кількості встановлюваних фрез 1-2:
Тп.з.А
= 18 хв
В даному випадку на додаткові прийоми час не витрачається, тому
Тп.з.Б
= 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В
= 10 хв
Таким чином:
Тп.з.
= Тп.з.А
+ Тп.з.Б
+ Тп.з.В
=18 + 0 + 10 = 28 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
 (хв) (хв)
Операція 015:
Фрезерно-розточувальна (чорнова)
Сумарний основний час роботи верстата на операції, визначений раніше:
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
 , де , де
 - загальний машинно-допоміжний час на автоматичну зміну позицій інструмента: - загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
 , тут , тут
 = 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата); = 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
k - загальна кількість змін інструмента;
 - загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів: - загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів:
 , де , де
LXXj
– довжина j-ї ділянки холостого ходу інструмента;
SXXj
– подача (швидкість) холостих ходів за паспортом верстата = 4800 мм/хв
Тривалість машинно-допоміжного часу за наближеними розрахунками :  (хв) (хв)
Допоміжний час
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
, де
 хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основні елементи пристрою - площина і призма, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10]; хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основні елементи пристрою - площина і призма, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
 (хв) (хв)
- допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
· 0,6 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,2 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,04 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
- допоміжний час на контрольні вимірювання включає в себе час на два контролювання отворів гладким двостороннім калібром пробкою та визначення їх відхилень від геометричної форми індикатором часового типу , а також вимірювання штангенциркулем ШЦ-I-150-0,1 фрезерованого розміру, визначається за [картою 86., арк. 4, с. 188, поз. 73, 10], [картою 86., арк. 8, с. 192, поз. 187, 10] й за [картою 86., арк. 8, с. 192, поз. 181, 10] - (ОТК - 10%):
 (хв); (хв);
Сумарний допоміжний час рівний:
 (хв); (хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
оперативного часу [карта 32., с. 110, 10]
Час на відпочинок і особисті потреби складе:
оперативного часу [карта 88., с. 203, 10]
Отже: 
Норма штучного часу:
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД
, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
 (хв); (хв);
Підготовчо-заключний час
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А
), часу на додаткові прийоми (Тп.з.Б
), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В
).
Підготовчо-заключний час визначається за [картою 32., с. 110, 10] для вертикально-фрезерних верстатів. Група верстатів ІІІ. Для обробки в спеціальному пристрої, при кількості встановлюваних інструментів > 2:
Тп.з.А
= 30 хв
В даному випадку на додаткові прийоми час не витрачається, тому
Тп.з.Б
= 0
Час на отримання і здання інструментів працівником для ІІІ групи верстатів складає:
Тп.з.В
= 10 хв
Таким чином: Тп.з.
= Тп.з.А
+ Тп.з.Б
+ Тп.з.В
= 30 + 0 + 10 = 40 (хв)
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії:
 (хв) (хв)
Операція 020:
напівчистове і чистове фрезерування
Сумарний основний час на операції, визначений раніше:
(хв)
Допоміжний час
Допоміжний час визначається (згідно [п. ІІІ, с.15, 10]) за формулою:
, де
 хв - допоміжний час на встановлення (та зняття) деталі у тисках; згідно [карти 9, с. 43, поз. 1, 10]: установочна поверхня - оброблена, встановлення без вивірки, вага деталі до 30 кг; хв - допоміжний час на встановлення (та зняття) деталі у тисках; згідно [карти 9, с. 43, поз. 1, 10]: установочна поверхня - оброблена, встановлення без вивірки, вага деталі до 30 кг;
 (хв) - допоміжний час пов’язаний з операцією: (хв) - допоміжний час пов’язаний з операцією:
- для фрезерування площини зі фрезою, встановленою на розмір, група верстату - ІІІ, вимірюваний розмір більше 100 мм (довжина столу до 1800 мм); визначається за [картою 31., с. 108, поз. 2, 10] = 0,22 хв;
- для зміни числа обертів шпинделя та подачі (відповідно по 0,08 хв) за [картою 31., с. 108, поз. 15,16, 10]
- допоміжний час на вимірювання штангенциркулем оброблюваного розміру: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
 (хв); (хв);
Сумарний допоміжний час рівний:
 (хв); (хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
оперативного часу [карта 19., с. 110, 10]
Час на відпочинок і особисті потреби складе:
оперативного часу [карта 88., с. 203, 10]
Отже:
Норма штучного часу складає:
 (хв); (хв);
Підготовчо-заключний час
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А
), часу на додаткові прийоми (Тп.з.Б
), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В
).
Підготовчо-заключний час визначається за [картою 32., с. 110, 10] для вертикально-фрезерних верстатів. Для обробки в універсальному пристрої (тиски) без ділильної головки, при кількості встановлюваних фрез 1-2:
Тп.з.А
= 18 хв
В даному випадку на додаткові прийоми час не витрачається, тому
Тп.з.Б
= 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В
= 10 хв
Таким чином:
Тп.з.
= Тп.з.А
+ Тп.з.Б
+ Тп.з.В
=18 + 0 + 10 = 28 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
 (хв) (хв)
Операція 025:
Фрезерно-розточувальна (чистова і напівчистова)
Основний час роботи верстата на операції, визначений раніше:
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
, де
- загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
, тут
= 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
k - загальна кількість змін інструмента;
- загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів:
, де
LXXj
– довжина j-ї ділянки холостого ходу інструмента;
SXXj
– подача (швидкість) холостих ходів за паспортом верстата = 4800 мм/хв
Тривалість машинно-допоміжного часу за наближеними розрахунками:
 (хв) (хв)
Допоміжний час:
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
, де
хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основні елементи пристрою - площина і призма, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
(хв) - допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
· 0,6 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,2 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,04 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
- допоміжний час на контрольні вимірювання включає в себе час на два контролювання отворів гладким двостороннім калібром пробкою та визначення їх відхилень від геометричної форми індикатором часового типу , а також вимірювання штангенциркулем ШЦ-I-150-0,1 фрезерованого розміру, визначається за [картою 86., арк. 4, с. 188, поз. 73, 10], [картою 86., арк. 8, с. 192, поз. 187, 10] й за [картою 86., арк. 8, с. 192, поз. 181, 10], - (ОТК - 10%):
(хв);
Сумарний допоміжний час рівний:
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
оперативного часу [карта 32., с. 110, 10]
Час на відпочинок і особисті потреби складе:
оперативного часу [карта 88., с. 203, 10]
Отже:
Норма штучного часу:
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД
, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
 (хв); (хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А
), часу на додаткові прийоми (Тп.з.Б
), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В
).
Підготовчо-заключний час визначається за [картою 32., с. 110, 10] для вертикально-фрезерних верстатів. Група верстатів ІІІ. Для обробки в спеціальному пристрої, при кількості встановлюваних інструментів > 2:
Тп.з.А
= 30 хв
В даному випадку на додаткові прийоми час не витрачається, тому
Тп.з.Б
= 0
Час на отримання і здання інструментів працівником для ІІІ групи верстатів складає:
Тп.з.В
= 10 хв
Таким чином:
Тп.з.
= Тп.з.А
+ Тп.з.Б
+ Тп.з.В
= 30 + 0 + 10 = 40 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
 (хв) (хв)
Операція 030:
Свердлувальна
Основний технологічний час на операцію, визначений раніше:
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
, де
- загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
, тут
= 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
k - загальна кількість змін інструмента;
- загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів;
, де
LXXj
– довжина j-ї ділянки холостого ходу інструмента;
SXXj
– подача (швидкість) холостих ходів за паспортом верстата = 4000 мм/хв
За наближеними розрахунками:  (хв) (хв)
Допоміжний час:
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
, де
хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основний елемент пристрою - площина, вага деталі до 30 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
 (хв) (хв)
- допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
· 0,2 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,12 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,03 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
- допоміжний час на вимірювання: контролюємо вибірково кожну 10-ту деталь в партії; допоміжний час витрачається на контроль 7-и відстаней штангенциркулями ШЦ І 125-0,1 та ШЦ І 300-0,05, 4-х отворів індикаторним нутроміром, діаметрів 12-и отворів гладкими калібрами пробками; 4-х різьбових отворів різьбовими калібрами; визначається за [картою 86., 10] :
 (хв); (хв);
Сумарний допоміжний час рівний:
 (хв); (хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (IIІ група верстатів):
Час на обслуговування робочого місця складе:
оперативного часу [карта 28., с. 100, 10]
Час на відпочинок і особисті потреби складе:
оперативного часу [карта 88., с. 203, 10]
Отже:
Норма штучного часу:
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД
, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
 (хв); (хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А
), часу на додаткові прийоми (Тп.з.Б
), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В
).
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А
= 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б
= 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В
= 6 хв
Таким чином:
Тп.з.
= Тп.з.А
+ Тп.з.Б
+ Тп.з.В
= 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
 (хв) (хв)
Операція 035:
Свердлувальна
Основний технологічний час на операцію, визначений раніше:
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
, де
- загальний машинно-допоміжний час на автоматичну зміну позицій інструмента:
, тут
= 5 с ≈ 0,083 хв - час на зміну інструмента (за паспортними даними верстата);
k - загальна кількість змін інструмента;
- загальний машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів;
, де
LXXj
– довжина j-ї ділянки холостого ходу інструмента;
SXXj
– подача (швидкість) холостих ходів за паспортом верстата = 4000 мм/хв.
За наближеними розрахунками:  (хв) (хв)
Допоміжний час:
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
, де
 хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основний елемент пристрою - площина, вага деталі до 20 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10]; хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; установочна площина - горизонтальна, основний елемент пристрою - площина, вага деталі до 20 кг, тип пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
(хв) - допоміжний час пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз. 1,4,6, 4], група верстатів - фрезерна:
· 0,2 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,12 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,03 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
- допоміжний час на вимірювання: контролюємо вибірково кожну 10-ту деталь в партії; допоміжний час витрачається на контроль відстані штангенциркулем ШЦ І 125-0,1, та 6 різьбових отворів різьбовими калібрами-пробками; визначається за [картою 86., 10]:
 (хв); (хв);
Сумарний допоміжний час рівний:
 (хв); (хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування:
Час на обслуговування робочого місця складе:
оперативного часу [карта 28., с. 100, 10]
Час на відпочинок і особисті потреби складе:
оперативного часу [карта 88., с. 203, 10]
Отже:
Норма штучного часу :
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД
, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
 (хв); (хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А
), часу на додаткові прийоми (Тп.з.Б
), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В
).
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А
= 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б
= 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В
= 6 хв
Таким чином:
Тп.з.
= Тп.з.А
+ Тп.з.Б
+ Тп.з.В
= 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
 (хв) (хв)
Операція 040:
Свердлувальна
Основний час, визначений раніше:
(хв)
Допоміжний час:
Допоміжний час визначається (згідно [п. ІІІ, с.15, 10]) за формулою:
, де
хв - допоміжний час на встановлення (та зняття) деталі у спеціальному пристрої; згідно [карти 9, с. 54, поз. 6, 10]: установочна поверхня - оброблена, встановлення без вивірки, вага деталі до 20 кг; основний елемент пристрою площина, установочна площина - вертикальна; пристрій закритий (кондуктор).
 - допоміжний час пов’язаний з операцією, визначається за [картою 29., с. 108-109, 10]: група верстату - ІІ (найбільший діаметр просверлюваних отворів до 50 мм), довжина горизонтального переміщення інструменту для обробки наступного отвору до 200 мм. Його складові : - допоміжний час пов’язаний з операцією, визначається за [картою 29., с. 108-109, 10]: група верстату - ІІ (найбільший діаметр просверлюваних отворів до 50 мм), довжина горизонтального переміщення інструменту для обробки наступного отвору до 200 мм. Його складові :
· 0,12 хв - час на свердління по кондуктору, [поз. 3];
· 0,02 хв - час на ввімкнення/вимкнення обертів шпинделя, [поз. 10];
· 0,09 хв - час на зміну числа обертів шпинделя або величини подачі [поз. 13];
· 0,09 хв - час на встановлення та зняття інструменту у швидкозмінному патроні з вимкненням обертів шпинделя, [поз. 18];
· 0,09 хв - час на поворот деталі з пристроєм на кут з фіксацією, [поз. 3];
Враховуючи структуру операції: кількість змін інструменту, числа обертів шпинделя та подачі, поворотів деталі у пристрої, допоміжний час, пов’язаний з операцією, дорівнюватиме:
 (хв); (хв);
- допоміжний час на вимірювання штангенциркулем 9 розмірів: визначається за [картою 86., арк. 8, с. 192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
 (хв); (хв);
Сумарний допоміжний час рівний:
 (хв); (хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (II група верстатів):
Час на обслуговування робочого місця складе:
оперативного часу [карта 19., с. 110, 10]
Час на відпочинок і особисті потреби складе:
оперативного часу [карта 88., с. 203, 10]
Отже:
Норма штучного часу складає:
 (хв); (хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А
), часу на додаткові прийоми (Тп.з.Б
), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В
).
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А
= 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б
= 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В
= 6 хв
Таким чином:
Тп.з.
= Тп.з.А
+ Тп.з.Б
+ Тп.з.В
= 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
 (хв) (хв)
3. Організаційний розділ
Форма організації роботи виробництва
Вибір раціональної форми організації виробництва в цеху проводимо, виходячи з конструктивних й технологічних особливостей заданої деталі, масштабу виробництва і ступеня його спеціалізації. Враховуючи перераховані ознаки, для заданих умов найбільш раціональною формою організації виробництва є - непотокове.
Для обладнання, що використовується, найбільш раціональною буде робота у дві зміни.
Дійсний річний фонд роботи обладнання (в середньому) визначаємо за [табл. 5, с.23, 6]:
 = 4015 год = 4015 год
Уточнення серійності виробництва
До табл. 3.1. зводимо розраховані у попередньому розділі норми основного, штучного та штучно-калькуляційного часу по операціям.
Таблиця 3.1. Норми часу
| № |
Операція |
Верстат |
tо
,
хв
|
tшт.,
хв
|
tшт.к.,
хв
|
| 010 |
фрезерна |
6Н13П |
0,97 |
1,98 |
3,38 |
| 015 |
фрезерно-розточувальна |
6Р13Ф3 |
1,73 |
3,48 |
5,48 |
| 020 |
фрезерна |
6Н13П |
3,05 |
4,31 |
5,71 |
| 025 |
фрезерно-розточувальна |
6Р13Ф3 |
4,7 |
7,04 |
9,04 |
| 030 |
свердлильна |
2Р135Ф2 |
3,96 |
7,05 |
8,0 |
| 035 |
свердлильна |
2Р135Ф2 |
1,93 |
3,66 |
4,61 |
| 040 |
свердлильна |
2Н55 |
1,02 |
3,70 |
4,65 |
Визначимо такт випуску деталей згідно [ф. 2, с.21, 6]:
 (шт./хв) , де (шт./хв) , де
N = 5000 шт./рік - річна програма випуску деталей;
Сумарний штучний час :
 хв.
хв.
Середній штучний час:
 (хв)
(хв)
Коефіцієнт серійності визначимо згідно [ф.1, с.20, 6] :
→ виробництво середньосерійне згідно [табл., с.20, 6].
Визначення необхідної кількості обладнання
Трудоємкість обробки деталі на верстатах даного типорозміру при непотоковому методі організації виробничого процесу визначається за формулою:
 , де
, де
 - штучно-калькуляційний час виконання і-ї операції;
- штучно-калькуляційний час виконання і-ї операції;
m - число операцій обробки на верстатах даного типорозміру
6Н13П:  (верстато-годин); (верстато-годин);
6Р13Ф3:  (верстато-годин); (верстато-годин);
2Р135Ф2:  (верстато-годин); (верстато-годин);
2Н55:  (верстато-годин); (верстато-годин);
Розрахунки зводимо до табл. 3.2.
Таблиця 3.2. Розрахунок потрібної кількості верстатів
Типорозмір
верстату
|
 , верст.-год. , верст.-год. |
ВР
|
ВПР
|
ηЗ, %
|
| 6Н13П |
0,15 |
0,193 |
1 |
19,3 |
| 6Р13Ф3 |
0,24 |
0,308 |
1 |
30,8 |
| 2Р135Ф2 |
0,21 |
0,27 |
1 |
27 |
| 2Н55 |
0,08 |
0,103 |
1 |
10,3 |
Розрахункова кількість верстатів визначається діленням сумарної трудоємкості обробки всіх деталей на верстатах даного типорозміру на дійсний фонд роботи обладнання:
 , де
, де
Отже, визначену розрахункову кількість верстатів по кожному типорозміру заносимо в табл. 3.2.
Коефіцієнт завантаження обладнання рівний відношенню розрахункової кількості верстатів до прийнятої:

З даних табл. 3.2. очевидно, зо обладнання значно недозавантажене. Також є недоцільним використання лише одного верстату певного типорозміру. Це свідчить про те, що організація цеху (дільниці) лише для виготовлення заданої деталі є непланомірною. Тому слід довантажити виробництво іншими деталями, або збільшити програму випуску.
4. Конструкторський розділ
4.1 Обґрунтування необхідності проектування спеціального пристрою для однієї з операцій
Виходячи з наведеного технологічного процесу, можна зробити висновок, що для обробки заданої деталі необхідні як універсальні, так і спеціальні пристрої. Зокрема найбільш доцільним є застосування спеціальних пристроїв на усіх трьох свердлильних операціях (030, 035, 040). Це обумовлено перш за все конфігурацією деталі та розташуванням оброблюваних отворів.
В нашому випадку проектуватимемо пристосування для свердлувальної операції 030
. Нескладний за своєю сутністю пристрій для цієї операції забезпечуватиме задану точність базування деталі, просте затискання і разом з тим його використання підвищить ефективність обробки, дозволить відмовитись від складних операцій розмітки. Конструкція пристосування буде досить простою та типовою, тому кінцева вартість його виготовлення буде у значній мірі перекриватися економічним ефектом від скорочення допоміжного та машинного часу, оскільки дозволить обробити необхідну кількість отворів (яка є досить значною) з однієї установки з потрібною точністю міжосьових відстаней, що надалі буде підтверджено відповідними розрахунками.
4.2 Розробка теоретичної схеми базування та затискання на заданій операції
З урахуванням технічних вимог на виготовлення деталі, а також можливості їх реалізації в конструкції пристрою, розробимо теоретичну схему її базування на заданій операції.
Розроблена схема позбавляє заготовку шести ступенів вільності, тобто забезпечує повне її базування. В цьому випадку для базування використовується комплект технологічних баз (установочної, направляючої та опорної):
Установочною базою є площина A, яка несе на собі три опорні точки (1, 2, 3) і позбавляє заготовку трьох ступенів вільності (переміщення вздовж однієї з координатних осей та обертання навколо двох інших).
Напрямною базою є поверхня отвору B, яка містить дві опорні точки (4, 5) і позбавляє тіло двох ступенів вільності (переміщення вздовж однієї з координатних осей та обертання навколо іншої).
Опорна база в даному випадку - це поверхня торця деталі C, яка містить на собі одну опорну точку (6) і позбавляє заготовку одного ступеня вільності (переміщення вздовж однієї з координатних осей).
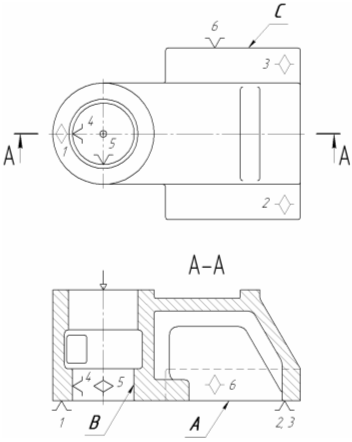
Рис. 4.2.1. Теоретична схема базування та затискання деталі
4.3 Розрахунок похибок базування, затискання та встановлення заготовки в пристрої. Перевірка умови забезпечення необхідної точності. Висновки
Похибка базування
Для розрахунку похибок базування відповідних розмірів, позначимо їх великими літерами латинського алфавіту A, B, C, D, E та F, вказуючи відповідні допуски на кожен розмір.

Похибка базування  - це різниця граничних відстаней вимірювальної бази відносно встановленого на заданий розмір деталі різального інструмента. Виникає, коли опорна установочна база не суміщена з вимірювальною. Визначаємо похибки базування відповідних розмірів, користуючись [дод. 2, 16]. - це різниця граничних відстаней вимірювальної бази відносно встановленого на заданий розмір деталі різального інструмента. Виникає, коли опорна установочна база не суміщена з вимірювальною. Визначаємо похибки базування відповідних розмірів, користуючись [дод. 2, 16].
Похибка базування для розмірів А та В однакова і визначається за формулою:
 , де , де
 - допуск розміру отвору ø85Н7. За ГОСТ 25347-85 граничні відхилення для поля допуску Н7: ø85 - допуск розміру отвору ø85Н7. За ГОСТ 25347-85 граничні відхилення для поля допуску Н7: ø85 , тоді: , тоді:
 (мм); (мм);
 - допуск розміру пальця ø85g7. За ГОСТ 25347-85 граничні відхилення для поля допуску g7: ø85 - допуск розміру пальця ø85g7. За ГОСТ 25347-85 граничні відхилення для поля допуску g7: ø85 , тоді: , тоді:
 (мм); (мм);
 (мм) - мінімальний зазор посадки ø85Н7/g7; (мм) - мінімальний зазор посадки ø85Н7/g7;
 = 0,02 мм - ексцентриситет зовнішньої поверхні заготовки відносно отвору. = 0,02 мм - ексцентриситет зовнішньої поверхні заготовки відносно отвору.
Отже,
 (мм) (мм)
Для розмірів С, D та F положення вимірювальної бази може змінюватися у межах допуску на розмір В, тому похибка базування обчислюється так:
 (мм) (мм)
Для розміру Е положення вимірювальної бази може змінюватися у межах допуску на розмір D, тому похибка базування обчислюється так:
 (мм). (мм).
Похибка затискання
Похибка затискання  являє собою різницю найбільшої і найменшої проекцій зміщення вимірювальної бази на напрям виконуваного розміру при прикладенні до заготовки сили затискання. являє собою різницю найбільшої і найменшої проекцій зміщення вимірювальної бази на напрям виконуваного розміру при прикладенні до заготовки сили затискання.
В даному випадку похибка затискання рівна нулю ( ), оскільки прикладена затискна сила перпендикулярна до усіх витримуваних розмірів. ), оскільки прикладена затискна сила перпендикулярна до усіх витримуваних розмірів.
Похибка положення заготовки в пристрої
Похибка положення заготовки  , яка викликається неточністю пристрою, визначається похибками при виготовленні і складанні його установочних елементів , яка викликається неточністю пристрою, визначається похибками при виготовленні і складанні його установочних елементів  , їх зносом , їх зносом  та помилками встановлення пристрою на верстаті та помилками встановлення пристрою на верстаті  . .
Складова характеризує неточність положення встановлювальних елементів пристрою. Згідно [§ 2, с.19, 5] при використанні одного пристосування (як в нашому випадку) це - систематична постійна похибка, яка ліквідується налагодженням верстата, тому  . .
Складову приймемо рівною  мм - похибка зносу установочних елементів, яка є функцією часу та залежить від програми випуску. конструкції та розмірів деталі, матеріалу і маси деталі, стану технологічних баз деталі, умов її встановлення і зняття. мм - похибка зносу установочних елементів, яка є функцією часу та залежить від програми випуску. конструкції та розмірів деталі, матеріалу і маси деталі, стану технологічних баз деталі, умов її встановлення і зняття.
Складова виражає похибку встановлення пристосування на столі верстата, обумовлену зміщенням корпусу пристосування на столі верстата. Згідно [§ 2, с.21, 5] приймемо  мм. мм.
та вважаються випадковими величинами, - постійною.
При використанні пристроїв в серійному виробництві (як в нашому випадку) згідно [§ 2, с.22, 5] похибка положення заготовки визначається:
 , де , де
t = 3 - коефіцієнт, що визначає долю можливого браку, %;
 = 1/3 - коефіцієнт для кривої рівної ймовірності; = 1/3 - коефіцієнт для кривої рівної ймовірності;
 = 1/9 - коефіцієнт для кривої Гауса; = 1/9 - коефіцієнт для кривої Гауса;
Отже, з урахуванням вище наведених коефіцієнтів, похибка положення визначатиметься:
 (мм); (мм);
Похибка встановлення
Так як , , являють собою поля розсіювання випадкових величин, що підкоряються закону нормального розподілу, то похибка встановлення  як сумарне поле розсіювання виконуваного розміру визначають за формулою: як сумарне поле розсіювання виконуваного розміру визначають за формулою:

Визначимо похибку встановлення для кожного розміру :
 (мм); (мм);
 (мм); (мм);
 (мм). (мм).
Перевірка умови забезпечення необхідної точності обробки. Висновок
Точність обробки забезпечиться лише у тому випадку, якщо похибка базування буде меншою за допуск на відповідний розмір.
Допуски на розміри задані за кресленням:
 мм; мм;
 мм; мм;
 мм (допуск не вказано, отже визначаємо його за 14-м квалітетом) мм (допуск не вказано, отже визначаємо його за 14-м квалітетом)
Порівнюючи знайдені значення похибок встановлення, можна зробити висновок, що для кожного розміру їх значення менше за відповідний допуск. Це свідчить про те, що прийнята конструкція пристрою є задовільною і є доцільним розробляти її далі.
4.4 Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання
В ході обробки на заданій (свердлувальній) операції на заготовку діють осьові сили та крутні моменти при обробці кожного отвору відповідно. Їх значення були визначені в п. 4.1.6. при знаходженні режимів обробки.
Необхідна величина сили затискання заготовки в пристрої визначається при вирішенні задачі статики на рівновагу твердого тіла, що знаходиться під дією всіх прикладених до нього сил та моментів.
Схему взаємодії сил та моментів складемо для найбільш несприятливого випадку - цекування отвору Æ 30, що знаходиться найдалі від місця прикладення затискної сили. Серед усіх перелічених переходів для цекування крутний момент найбільший. У цьому випадку плече буде найбільшим, а отже момент, який намагатиметься провернути заготовку, також буде найбільшим. Тому шукана сили затискання повинна бути такою, щоб протистояти йому.
Попередньо подамо відомий крутний момент при цекуванні у вигляді добутку сили PZ
на половину діаметру оброблюваного отвору (що видно з рисунка):


Звідси знайдемо силу PZ
, яка намагається провернути заготовку відносно центру базуючого отвору:
 (Н) (Н)
Проаналізувавши сили, що діють на заготовку, можна зробити висновок, що осьова сила PО
діє в одному напрямку із силою затискання Q і намагається притиснути заготовку до столу, а тангенційна силаPZ
намагається провернути заготовку відносно осі базуючого отвору.
Тому момент тертя, що створюється на відповідних поверхнях (між шайбою та поверхнею заготовки - поверхня 1, між установочно поверхнею заготовки та опорами - поверхня 2;) повинен перевищувати максимальний момент різання, який створюється силою PZ
на величину коефіцієнта запасу затискання.
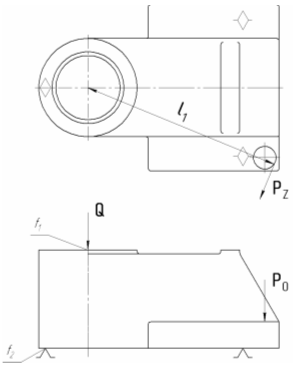
Рис. 4.5.1. Схема взаємодії сил та моментів, що діють на заготовку
Момент різання від сили PZ
:
 (Н∙м), (Н∙м),
тут  мм (за кресленням) - довжина плеча. мм (за кресленням) - довжина плеча.
Тоді рівняння взаємодії моментів різання та моментів тертя має вигляд:
 , де , де
 - відповідно моменти тертя на першій і другій поверхнях; - відповідно моменти тертя на першій і другій поверхнях;
 - коефіцієнт запасу затискання. - коефіцієнт запасу затискання.
На поверхні 1
між шайбою та поверхнею заготовки між момент тертя створюється лише силою затискання Q і дорівнює:
 , ,
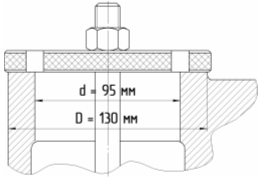
де  - приведений радіус тертя на кільцевій поверхні : - приведений радіус тертя на кільцевій поверхні :
 (мм) [див. рис.] (мм) [див. рис.]
 = 0,16 - коефіцієнт тертя на поверхні 1 між шайбою та поверхнею заготовки; = 0,16 - коефіцієнт тертя на поверхні 1 між шайбою та поверхнею заготовки;
На поверхні 2
між шайбою та поверхнею заготовки момент тертя створюється силою затискання Q, до якої додається осьова сила PО
:
 , ,
 (мм) (мм)

де  = 0,16 - коефіцієнт тертя на поверхні 2 між установочно поверхнею заготовки та опорами; = 0,16 - коефіцієнт тертя на поверхні 2 між установочно поверхнею заготовки та опорами;
Формула для визначення моменту тертя між шайбою та поверхнею заготовки враховує лише момент тертя в лівій опорі (за рис.), моментом тертя в правій опорі нехтуємо.
Отже загальне рівняння взаємодії моментів різання та моментів тертя матиме вигляд:
 , ,
або

Тоді необхідна сила затискання:
Коефіцієнт запасу затискання розраховується згідно [пр.3, 16] як добуток ряду коефі-цієнтів, що враховують конкретні умови обробки:
 , де , де
 - коефіцієнт гарантованого запасу затискання; - коефіцієнт гарантованого запасу затискання;
 - коефіцієнт, що враховує підвищення сил різання в залежності від стану шорсткості поверхонь, що обробляються (при чорновій обробці); - коефіцієнт, що враховує підвищення сил різання в залежності від стану шорсткості поверхонь, що обробляються (при чорновій обробці);
 - коефіцієнт, що характеризує підвищення сил різання в результаті затуплення ріжучого інструменту; - коефіцієнт, що характеризує підвищення сил різання в результаті затуплення ріжучого інструменту;
 - коефіцієнт, що враховує підвищення сил різання при переривчастому різанні (в нашому випадку обробка неперервна); - коефіцієнт, що враховує підвищення сил різання при переривчастому різанні (в нашому випадку обробка неперервна);
 - коефіцієнт, що характеризує нестабільність сили затискання в затискному механізмі з ручним приводом; - коефіцієнт, що характеризує нестабільність сили затискання в затискному механізмі з ручним приводом;
 - коефіцієнт, що характеризує ергономічність ручних затискних механізмів (зручність розташування рукояток та важелів в затискних механізмах з ручним приводом) - в нашому випадку при зручному та малому куті повороту; - коефіцієнт, що характеризує ергономічність ручних затискних механізмів (зручність розташування рукояток та важелів в затискних механізмах з ручним приводом) - в нашому випадку при зручному та малому куті повороту;
 - коефіцієнт, що враховується при наявності крутних моментів - в нашому випадку при встановленні заготовки на опорні пластини. - коефіцієнт, що враховується при наявності крутних моментів - в нашому випадку при встановленні заготовки на опорні пластини.
Отже загальний коефіцієнт запасу:

Необхідна сила затискання:
 (Н) (Н)
4.5 Визначення фактичної сили затискання заготовки в пристрої
Згідно [§ ІІІ.2., с.44, 2] в залежності від необхідної сили затискання, визначеної в п. 4.5., і допустимого напруження гвинта на розтяг, знаходимо номінальний зовнішній діаметр різьби гвинта:
 , де , де
 МПа - допустиме напруження на розтяг матеріалу гвинта при змінному навантаженні згідно [§ ІІІ.2., с.44, 2]. МПа - допустиме напруження на розтяг матеріалу гвинта при змінному навантаженні згідно [§ ІІІ.2., с.44, 2].
Отже, номінальний діаметр гвинта:
 (мм) (мм)
Приймаємо за номінальний діаметр гвинта найближчий більший із стандартного ряду:
 мм мм

Згідно [§ ІІІ.2., с.43, 2] фактична сила затискання при прикладеній силі Р на ключі різьбового зажиму з гайкою (рис.) обчислюється за формулою:

Р ≈ 160 Н - сила на ключі різьбового зажиму, що прикладається робітником;
l ≈ 14d - відстань від осі гвинта до точки прикладення сили Р, мм; l ≈ 14∙16 ≈ 224 мм;
Приймемо l = 200 мм;
мм - номінальний зовнішній діаметр різьби;
 - середній радіус різьби гвинта, мм; - середній радіус різьби гвинта, мм;
 мм; де мм; де
 мм - середній діаметр різьби гвинта за СТ СЭВ 181-75. мм - середній діаметр різьби гвинта за СТ СЭВ 181-75.
 - кут підйому витка різьби; - кут підйому витка різьби;
 - приведений кут тертя в різьбовій парі; - приведений кут тертя в різьбовій парі;
 - коефіцієнт тертя при плоскому контакті двох спряжених деталей (на нижньому торці гайки або гвинта); - коефіцієнт тертя при плоскому контакті двох спряжених деталей (на нижньому торці гайки або гвинта);
 мм - зовнішній діаметр опорного торця гайки; мм - зовнішній діаметр опорного торця гайки;
 мм - внутрішній діаметр опорного торця гайки; мм - внутрішній діаметр опорного торця гайки;
Фактична сила затискання
:
 (Н) (Н)
Отже, фактична сила затискання достатня для забезпечення надійного затиску заготовки.
4.6 Опис принципу роботи спроектованого пристрою
Розроблене пристосування доцільно використовувати в машинобудуванні в дрібносерійному та одиничному виробництві при обробці заданої деталі типу "Корпус" та подібних їй деталей.
Дане пристосування є одномісним. Воно є досить простим за конструкцією і водночас здатне забезпечити досить значну силу затискання, яка втримує заготовку від провертання під час обробки. Пристосування підвищує продуктивність праці, так як зменшується норма часу на операцію у вигляді допоміжного часу на встановлення деталі, підвищує безпеку свердлувальника на робочому місці та, найголовніше, забезпечує необхідну точність механічної обробки.
Верстатне пристосування для свердління отворів працює наступним чином:
Деталь базується на спеціальний ступінчастий установочний палець 1, що закріплюється на базовій плиті 2 пристрою чотирма гвинтами М8 (5). Діаметр меншої ступіні оброблений точно - ø85f7. З його допомогою забезпечується посадка заготовки діаметром ø85Н7 з гарантованим зазором, і вона, базуючись на короткий палець, позбавляється двох ступенів вільності. До обробки діаметру ø135 другої, більшої ступіні установочного пальця 1 високі вимоги щодо точності не висуваються. В цьому випадку точно обробленою є його плоска поверхня, оскільки на неї встановлюється заготовка своєю обробленою площиною. Разом з опорною пластиною 8 плоска поверхня установочного пальця 1 позбавляє заготовку ще трьох ступенів вільності. Опорна пластина кріпиться до базової плити 2 за допомогою двох гвинтів 6 діаметром М10. Останнього ступеня вільності заготовка позбавляється, спираючись на гладкий циліндричний упор 3, який кріпиться до базової плити 2 гвинтом 5 - М8. Палець 1 має різьбовий отвір, в який після встановлення на плиту заготовки, загвинчується гвинт 4, що забезпечує необхідну силу затискання. Після цього на торець деталі встановлюємо спеціальну швидкозмінну шайбу 4, в якій є відповідні пази для вільного доступу інструмента при обробці отворів М8 на даній операції.
Сам пристрій кріпиться на столі верстату чотирма болтами М12.
4.7 Технічні вимоги на виготовлення конструкції пристрою
Конструкція пристрою повинна перш за все забезпечити необхідну точність обробки заготовки на заданій операції. Через це до неї висуваються наступні технічні вимоги:
- матеріал деталей пристрою повинен бути вибраний згідно відповідних рекомендацій в залежності від службового призначення деталі, способу її отримання, складності та ін.;
- повинна бути забезпечена достатня твердість складових елементів пристрою, що є наслідком правильного вибору термічної обробки;
- відповідні розміри елементів пристрою згідно креслень повинні забезпечити точність встановлення заготовки;
- похибки виготовлення елементів пристрою не повинні перевищувати встановлені допустимі значення, які встановлені для уникнення неточностей взаємного розташування оброблюваних і базових поверхонь заготовки, спотворення форми поверхонь, похибки оброблюваних розмірів тощо;
- шорсткості установочних поверхонь елементів пристрою повинна бути значно меншою за шорсткість відповідних поверхонь встановлюваної деталі;
- для отримання заданої точності обробки деталей спроектований пристрій повинен бути достатньо жорстким;
- повинен бути забезпечений вільний доступ різального інструмента до усіх оброблюваних поверхонь;
Через різноманітність конструктивних особливостей деталей пристроїв матеріал і термічну обробку призначають з урахуванням наступних вимог:
o недопустимі різкі зміни форми деталей;
o деталі не повинні мати гострих кутів, виступів, тонкостінних кінців, надрізів;
o різкі переходи деталей повинні бути заокруглені;
o перерізи деталей повинні бути, по можливості, симетричними і не мати значної різниці у масі;
o при складній формі деталей, по можливості, призначати тільки місцеві зони високої твердості.
Конкретні технічні вимоги для кожної деталі пристрою формулюємо окремо, керуючись наведеними вище принципами, і зазначаємо на відповідних їм кресленнях. (Згідно [8] та відповідних стандартів).
Література
1. Анурьев В.И. – Справочник конструктора-машиностроителя: В 3 т. Т.1. – 8-е изд., перераб. и доп. Под. ред. И.Н. Жестковой. – М.: Машиностроение, 2001. – 920 с.
2. Белоусов А.П. - Проектирование станочных приспособлений. - Изд. 2-е, перераб. и доп. - Учеб. пособие для техникумов. М., "Высш. школа", 1974. - 264 с.
3. ГОСТ 26645-85. - Оливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
4. Кирилович В.А., Мельничук П.П., Яновський В.А. - Нормування часу та режимів різання для токарних верстатів з ЧПК: Навчальний посібник для студентів машинобудівних спеціальностей / Під заг. ред. В.А. Кириловича. - Житомир: ЖІТІ, 2001. - 600 с.
5. Корсаков В.С. - Основы конструирования приспособлений: Учебник для вузов. - 2-е изд., перераб. и доп. - М: Машиностроение, 1983. - 277 с.
6. Курсовое проектирование по технологии машиностроения./Под ред. А.Ф. Горбацевича. – Минск, Высш. шк., 1975. – 288 с.
7. Мельничук П.П., Боровик А.І., Лінчевський П.А., Петраков Ю.В. – Технологія машинобудування: Підручник. – Житомир: ЖДТУ, 2005. – 882 с.
8. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство.- Изд. 2-е, М: Машиностроение, 1974. – 426 с.
9. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть І. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. Изд. 2-е, М: Машиностроение, 1974. – 406 с.
10. Петров П.В. – Расчет оливки и оценка способа литья. - Методические указания для выполнения практической работы по дисциплине "Технология приборостроения". – Новосибирск, ИИОТ СГГА, 2005.
11. Проектирование и производство заготовок в машиностроении: Учеб. Пособие / П.А. Руденко, Ю.А. Харламов, В.М. Плескач; под общ. ред. В.М. Плескача. – К.: Выща шк., 1991. – 247 с.
12. Справочник по чугунному литью./Под ред. д-ра техн. наук Н.Г. Гришовича. – 3-е изд., перераб. и доп. – Л.: Машиностроение, 1978. – 758 с.
13. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т1 - 656 с., Т2 - 496 с.
14. Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т.1 / Под ред. Б.Н. Вардашкина, А.А. Шатилова, 1984. - 592 с.
15. Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т.2 / Под ред. Б.Н. Вардашкина, В.В. Данилевского, 1984. -656 с.
16. Яновський В.А., Сніцар В.Г. - Технологічна оснастка: Практичні заняття. Навчально-методичний посібник. - Житомир: ЖДТУ, 2005. - 118 с.
|