Введение
Обработка металлов давлением основана на использовании пластичности металла, т. е. его свойстве изменять первоначальную форму под действием внешних сил или внутренних напряжений без разрушения и сохранять вновь полученную форму после прекращения действия нагрузки.
Обработка давлением обычно преследует две основные цели: получение изделий сложной формы из заготовок простой формы и улучшение кристаллической структуры исходного литого металла повышением его механических свойств.
Получение изделий и полуфабрикатов при обработке давлением осуществляется путем пластического деформирования (перераспределения) металла исходной заготовки или разрезанием его и снятия стружки под давлением рабочего инструмента: бойков, штампов, ножей и др. Объем металла и плотность его при этом практически не изменяются, поэтому объем исходной заготовки равняется объему полученного изделия плюс объем отходов металла данном процессе обработки.
Обработка давлением является экономичным и прогрессивным отческим процессом. Отходы металла при этом незначительны и не превышают обычно (за исключением свободной ковки) -25% от массы получаемого изделия или полуфабриката, ряде процессов, например при холодной штамповке, составляют всего 5—10%. В то же время при формообразовании изделий обработкой резанием отходы металла в виде стружки составляют свыше 50% от веса готовой детали; расходуются непроизводительно рабочая сила, энергия, материалы, инструмент. В стружку удаляются наиболее прочные периферийные слои металла прутковых заготовок, имеющие лучшую мелкокристаллическую структуру.
Объёмная горячая штамповка является одним из видов обработки металлов давлением. Объёмная горячая штамповка производится в кузнечном и прессово-кузнечном цехах, а также на специализированных кузнечных заводах. В современной металлообработке кузнечная промышленность занимает высокое место. Она является одним из основных способов изготовления заготовок и деталей. Объемной штамповкой изготавливаются детали от нескольких грамм до десятков сотен тонн Детали, полученные ковкой и объемной штамповкой, имеют высокую прочность, ударную вязкость, поэтому ответственные детали машин делают штампованными.
Объёмная штамповка отличается высокой производительностью, по сравнению с другими методами обработки, благодари высоким скоростям обработки и одновременному деформированию всего объема заготовки или значительной его части. Например, при прокатке скорость выпуска готовой продукции достигает 20—30 м/сек; при горячей штамповке за 1 мин на одном штамповочном молоте или прессе изготовляются две-три поковки сложной формы при массе поковки до 20—50 кг; при холодной штамповке производится 1300—1500 мелких деталей в минуту на одном прессе-автомате.
Помимо высокой производительности штамповка обеспечивает получение поковок с высокой точностью размеров. Она позволяет заметно уменьшить расход металла на изготовление детали и снизить трудоёмкость при последующей обработке резанием. Кроме того, штамповка обеспечивает получение высокого качества поверхности поковок, при этом исключается необходимость последующей обработки резанием всей поковки, а обрабатывается только та часть, которая будет соприкасаться с другими деталями. Вместе с тем следует отметить, что штамповка обеспечивает получение деталей сложной формы, во многих случаях невыполнимых в условиях ковки без припусков.
Процессы обработки металлов давлением развиваются и совершенствуются в направлении приближения формы и размеров заготовки к конфигурации и размерам готовой детали, что обеспечивает снижение трудоемкости последующей их обработки давлением, себестоимости продукции и повышение коэффициент использования металла.
1.Назначение детали и технические требования к ней
Валы, как правило, предназначены для передачи крутящего момента и поддержания, установленных на них деталей, вращающихся вокруг оси вала. Опорами валов служат подшипники и подпятники. Помимо крутящих моментов валы загружены поперечными силами и изгибающими моментами от усилий в зацеплениях, опорах, муфтах и рабочих органов машин-двигателей и орудий.
Основными критериями работоспособности валов и осей являются объемная прочность, износостойкость сопряженных поверхностей и жесткость. Наиболее полно всем этим требованиям удовлетворяют стали, и в ряде случаев высокопрочные чугуны. После токарной обработки валов и осей поверхности их, сопрягаемые с другими деталями, шлифуют.
Первичный вал- деталь ответственная. Вал постоянно вращается, следовательно, в процессе эксплуатации деталь подвергается напряжению кручения, трения- скольжения с переменной нагрузкой и ограниченной смазкой. Предполагаемые повреждения- усталостные изломы, изнашивание, трещины. Шлицы и канавки вала не должны иметь вмятин. Поэтому материал вала должен быть твердым, износостойким, выдерживать большие контактные нагрузки. Такие требования может обеспечить легированная сталь.
2. Анализ технологичности детали и выбор метода изготовления
Конструкции детали должна быть технологична, т.е. должна быть приспособлена к определенной технологии производства. В связи с этим требуется определить место изготовления поковки и дать оценку технологичности детали.
Возможно изготовление поковки на паровоздушных штамповочных молотах (ПВШМ), горизонтально ковочных машинах (ГКМ) и на винтовом прессе с заготовкой в виде проката изготовляемого на молотах или ковочных вальцах. Для изготовления поковок на этих видах оборудования необходимо выполнить следующие условия:
-материал детали должен обеспечить хорошую деформируемостъ заготовки;
-форма детали должна обеспечить возможность изготовления двух половинах штампа (чтобы не было больших отличий в форме между верхней и нижней части детали, т.е. чтобы не было больших выступов и деформация в верхней и нижней половинах штампа была примерно одинаковой);
-шероховатость не слишком маленькой;
-необходимость плавных переходов но сечению поковки;
-деталь должна свободно извлекаться из штампа.
Конструкция детали удовлетворяет всем выше перечисленным требованиям, следовательно, деталь технологична, для выбора оборудования необходимо сравнить достоинства и недостатки каждого способа штамповки.
Производим выбор способа штамповки на основании сравнительной оценки ряда показателей.
При выборе пресса исходят из следующих соображений:
1)тип пресса и величина хода ползуна должны соответствовать технологической операции;
2)номинальное усилие пресса должно быть больше усилия, требуемого для;
3)мощность пресса должна быть достаточной для выполнения работы, необходимой для данной операции;
4)пресс должен обладать достаточной жесткостью (малой упругой деформацией), а для разделительных операций - также повышенной точностью направляющих;
5)закрытая высота пресса должна соответствовать или быть больше закрытой высоты штампа;
6)габаритные размеры стола и ползуна пресса должны давать возможность установки и закрепления штампов и подачу заготовок, а отверстие в столе пресса - позволять свободное проваливание штампуемых деталей (при штамповке „на провал");
7)число ходов пресса должно обеспечивать достаточно высокую производительность штамповки;
8)в зависимости от рода работы должно быть предусмотрено наличие специальных устройств и приспособлений (буфера, выталкиватели, механизмы подачи и т. п.);
9)удобство и безопасность обслуживания пресса должны соответствовать требованиям техники безопасности.
Таким образом, основными механическими параметрами для выбора пресса являются: усилие, работа, жесткость, величина хода, закрытая высота и размеры стола пресса.
3. Разработка чертежа поковки
Разработка чертежа поковки производится в соответствии с ГОСТ 7505-74 и сводится к определению:
1.припусков и допусков;
2.штамповочных уклонов;
3.радиусов закруглений контуров поковок;
4.допускаемых отклонений формы поковки.
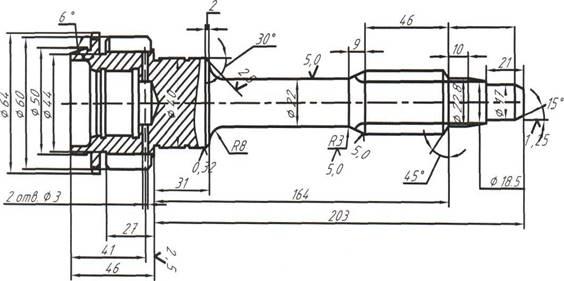
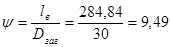
Рис. 1. Эскиз детали.
3.1 Определение данных для расчета
Исходные данные на деталь:
Материал сталь 20ХГНМ (по ГОСТ 4543-71) 0,16-0,23% С; 0,17-0,37% Si; 0,70-l,00%Mn;0,80-l,00%Mg.
Исходные данные для расчета:
Расчетная масса поковки.
МПР
, =МД
·КР
; Мд
=
V
·р
где V
,
p
-
соответственно объем и плотность материала поковки
КР
- расчётный коэффициент, устанавливается по таблице.(Кр= 1,5 с прямой осью).[3]
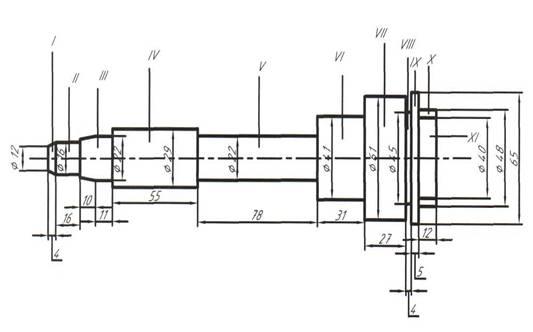
Рис. 2. Определение объема детали.
V=V I+V2+V3+V4+V5+V6+V7+V8+V9+V10+V11
Разбиваем деталь на 10 элементарных объемов, в данном случае это цилиндры (рис 2).
Vum
=n*R2
*H
Vl=3.14*0,85^
2*0,4=0,907 (
см
3
)
V2=3.14*0,85^
2* 1.7=3,86 (см3
)
V3=3.14*l,l^
2*l,8=6,18(см3
)
V4=2,9^
2*5,5=46,26(см3
)
V5=3.14*1,1^
2*7.8=29, 64 (см3
)
V6=3.14*2^
2*3.1=38, 94 (см3
)
V7=3.14*3,0^
2* 1,3=36, 74 (см3
)
V8=3.14*2,25^
2*0,4=6, 36 (см3
)
V9=3.14*3,2^
2*0,48=15, 43 (
см
3
)
V10=V10-Vl 1=3.14*2,5^
2*1,1-3.14*2A
2*1,1=7,77 (
см
3
)
V=Vl+V2+V3+V4+V5+V6+V7+V8+V9+V10=0,907+3,86 16,18+46,26+29,64+38,94+
36 ,74+6,36+15,43+7,77=192,09 (см3
)
МД
=У
-/7 = 7.85*192,09 = 1.5*2
МПР
= 1.5* 1,5 = 2,25кг
Класс точности -Т4, т. к штамповку производят на ГКМ ([3],стр15), Группа стали-М1, т.к. используется материал. - сталь 20ХГНМ, где массовая доля углерода 0,16-0,23 ([3] стр.13, табл. 3.2).
Степень сложности С2 .
Конфигурация поверхности разъема штампа П (плоская). Исходный индекс-11 .
3.2 Припуски и кузнечные напуски
Основные припуски на размеры:
1,6 - диаметр 22,8 мм и чистота поверхности - 1,25 1,5 - диаметр 29 мм и чистота поверхности - 2,5
1,5 - диаметр 22 мм и чистота поверхности - 5,0
1,8 - диаметр 40 мм и чистота поверхности - 0,32
1,6 - диаметр 60,44 мм и чистота поверхности - 2,5
1,8 - диаметр 64 мм и чистота поверхности - 0,5
1,8 - диаметр 50 мм и чистота поверхности - 0,5
1,8 - длина 203,1 мм и чистота поверхности - 5,0
1,8 - длина 164,1 мм и чистота поверхности - 5,0
1,8 - длина 46,45 мм и чистота поверхности - 0,5
1,6 - длина 21 мм и чистота поверхности - 1,25
1,6 - длина 35 мм и чистота поверхности - 1,25
1,6 - длина 10 мм и чистота поверхности - 1,25
1,6 - длина 46 мм и чистота поверхности - 5,0
1,5 - длина 9 мм и чистота поверхности - 5,0
1,6 - длина 31 мм и чистота поверхности - 0,32
1,6 - длина 26,4 мм и чистота поверхности - 0,5
1,6 - длина 37,5 мм и чистота поверхности - 0,5
Дополнительные припуски учитывающие: отклонения от плоскостности, изогнутости и прямолинейности-0,5;
Смещение по поверхности разъёма штампа-0,4.
3.3 Размеры поковки и их допускаемые отклонения
Размеры поковки, мм.
Диаметр29: +(1,5+0,4+0,3)*2=33,4 мм принимается 33,5мм
Диаметр22: 22+(1,5+0.4+0,3)*2=26,5 мм принимается 27 мм
Длина: 203,1+(1,8+0,4)* 2=207,5 мм принимается 207,5 мм
Рабочие закругления наружных углов- 3 мм
Допускаемые отклонения размеров диаметры:  ; ;  ; ;  ; ;
длина:  ; ;  ; ;  ; ; . .
Неуказанные предельные отклонения размеров±0,8 Неуказанные радиусы закруглений 2мм.
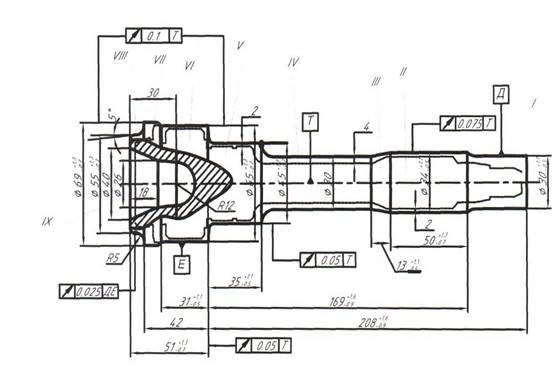
Рис.3. Эскиз поковки
4.Определение объема и массы поковки и заготовки, размеров исходной заготовки
Объём поковки:
V1=3.14*3,9^
2* 1,35=22,32 (см3
)
V2=3.14*1,7^
2*5=45,37 (см3
)
V3=3.14*1,7^
2*1,3=11,72(см3
) V4=3,14*l,35^
2*7,l=40,63 (см3
)
V5=3.14*2,25^
2*3.5=55.64 (см3
)
V6=3.14*3,25^
2*3.1=102,82 (см3
)
V7=3.14*3,45^
2*1,1=41,11 (см3
)
V8=3.14*2,75^
2*0,9=21,37 (см3
)
V9=3,14*
l/3*l,8(2^
2+l,2^
2+2*l,2)+3,14*l,2^
2*1.2=19,7(
см
3
)
V=V I+V2+V3+V4+V5+V6+V7+V8-V9=22,32+45,37+l 1,72+40,63+55,64+102,82+41,11+21,37-19,7=321,28(
см
3
)
Масса поковки:
Gn
=
V
*ρ= 321,28*7,85 = 2.5кг
Определяем размеры заготовки:
1Ш
=
(4·  )(π·
d )(π·
d
 ) =
(4·321280)/(3,14·302
) = 479 мм. ) =
(4·321280)/(3,14·302
) = 479 мм.
Принимаю 1ЗАГ
=
479 мм.
5. Раскрой сортового проката. Определение нормы расхода металла
Наиболее распространенным способом получения заготовок для горячей штамповки из прутков и штанг сортового проката является резка на пресс-ножницах, как наиболее дешевая и производительная.
На машиностроительные предприятия сортовой металлопрокат поставляется в основном интервальной, кратной и мерной длины.
Прутки стали горячекатаной (ГОСТ 2590-71) поставляют длиной: от 3 до Юм из углеродистой обыкновенного качества и низколегированной стали; от 2 до 6м из качественной углеродистой и легированной стали; от 1,5 до 6м из высоколегированной стали.
5.1 Раскрой интервального проката
Поставляемые партии проката могут иметь значительные колебания длин штанг.
При резке такого проката на заготовки образуется торцевые (концевые) отходы, которые связаны с наличием металлургических дефектов (заусенцев) на концах штанг и отход, образующийся из-за колебаний длин штанг, который называется некратностью.
| 1Т.
|
L3
|
L3
|
L3
|
L3
|
L3
|
L3
|
Lh
|
| Lpu
|
Рис.4. Схема раскроя металлопроката кратной длины
L
3
-
длина заготовки;
LH
- длина некратности;
L
Т
- длина на торцевую обрезку. Если торцы не зачищены, то
Lr
=
0,5D
3
при D
3
<
50 мм
; LT
=
0 при D
3
>
50 мм ,
где D
3
- диаметр заготовки.
1Т
=0,5·30 = 15 мм.
Длину некратности принимаю равной половине длины заготовки: LH
= 0,5 · L
3
=
0,5 · 479 = 239,5 мм .
Расчетная интервальная длина штанг для качественной стали конструкционного назначения принимаю L
РИ
=3692 мм .
Расчетное количество отрезаемых заготовок при этом составляет:
N = (
L
РИ
-
LT
) / L
3 =
(3692 -15) / 479 = 7,6 ; Принимаю 7 заготовок.
Раскройный коэффициент:
К
= (L
РИ
- Lr
-LH
)I L
РИ
= (3692 -115 - 239,5) / 3692 = 0,9 .
5.2 Раскрой кратного проката
Штанги кратного проката могут иметь различную длину в определенном интервале размеров. Однако, они должны удовлетворять условию двойной кратности: быть кратными величине длины отрезаемых заготовок L
3
с учетом доли отхода на торцевой обрезок L
Т
и кратными длине LK
,
которая не должна быть меньше Lmm
(минимально допустимая длина штанги интервального проката), определяемой по прейскуранту (для горячекатаной качественной стали всех сечений Lmm
=2000( мм).

Рис.5. Схема раскроя металлопроката кратной длины
Кроме торцевой обрезки, учитываются потери металла, связанные с положительным отклонением длин штанг от номинальных размеров. Они составляют Дтах
- предельное отклонение по длине проката (ГОСТ 2590 - 88), мм:
Δмах
=+30 при LT
<4м
Δмах
= +50 при 4 < LT
<
6м
;
Δмах
= +70при LT
>
6 м
.
Длина кратной штанги: LK
=
N
·
LKP
,
где N- число заготовок;
LT
=15 мм
;

Принимаю 4 шт.
LKP
-
длина расчетной кратной заготовки;
LKP
=
L
3
A
Г+
 =
479 + =
479 +  = 482,75 мм
; = 482,75 мм
;
LK
=
N
·
LKP
=5·
482,75 = 1931 мм
;
Согласно ГОСТ должно соблюдаться условие:
Lmin≤ Lk
≤
L
max;
так как LK
<
Lmin
, то N
принимаем равным 5
LKP
=
L
3
A
Г+
 =482мм =482мм
LK
=
N
-
LKP
=
5 * 482 = 2410 мм
;
Теперь условие соблюдается
Раскройный коэффициент:
КР
=(LK
-Δmax
-LT
)/LK
=(2410-30-15)/2410 = 0,98.
5.4 Раскрой мерного проката
Штанги мерного проката также кратны длине отрезаемой заготовки, но в отличие от интервального проката имеют одну и ту же длину:
Lm
=
N
-
L
3
+
LT
=12-479 + 15 = 5763мм
где N - число заготовок при раскрое штанги длиной Lmax
на отрезкиL3.
Рис.6. Схема раскроя мерного металлопроката.
N = (Lmax
-LT
)/L
заг
;
N
= (6000 -15) /479 = 12,4;
Принимаю N = 12 шт.
Раскройный коэффициент: КР
=(5763-15)/5763 = 0,99.
5.5 Расчет нормы расхода металла на поковку

где Q
3
A
Г
-
масса заготовки;
Кр-
раскойный коэффициент;

Наиболее рентабельным с точки зрения экономии материала является раскрой мерного металлопроката, при котором Qm=2.5кг.
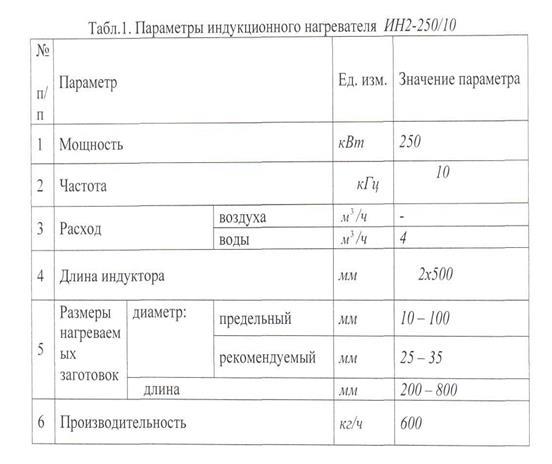
6. Установление режима нагрева заготовок и выбор типа нагревательной установки
Температурный интервал штамповки является одним из самых основных является одним из основных термомеханических параметров, без знания которого невозможна разработка рационального технологического процесса штамповки. Температурный интервал имеет верхний и нижний пределы. Нагрев металла сопровождается изменением структуры и механических свойств металла: снижение прочностных свойств, а следовательно и снижение сопротивления деформированию; уменьшение требуемой мощности оборудования.
Температурный интервал штамповки зависит от: массы заготовки, химического состава металла, металлургической технологии, степени деформации. Необходимо различать допустимый и рациональный интервал штамповки. Рациональный интервал штамповки. Рациональный интервал устанавливается на основе допустимого интервала и опыта освоения технологического процесса.
Температурный интервал определяют по диаграмме состояния стали,
пластичности и рекристаллизации. Для стали 20ХГНМ температурный интервал составляет:
- max температура нагрева металла перед штамповкой - 1230°С;
- min температура окончания штамповки — 900°С. [1]
При выборе типа нагревательного устройства необходимо учитывать следующие требования:
- должна быть обеспечена требуемая температура;
- равномерный нагрев по поверхности и по сечению;
- минимальное окисление поверхности или образования угара и т.д.
В нашем случае необходимо применение индукционной нагревательной установки, т.к. она повышает производительность труда, позволяет провести полную автоматизацию и обеспечить высокую стабильность процесса, улучшить условия труда и сократить потери металла на окалинообразование. Индукционный нагрев концов заготовок целесообразно выполнять в специальных индукторах — щелевых.
1. Необходимая частота тока индуктора: 8000 Гц для d
заг=20...40мм;
2.
Продолжительность нагрева (обычного): t
н =56 сек
3. Напряжение на индукторе принимаю: 750В
4. Глубина проникновения тока в металл: D
=6,2 мм
[1]
5. Размеры индуктора:
- внутренний диаметр индуктора:
d
вн =
d3A
Г
+S
,
где S
—
толщина тепло- и электроизоляции
d
вн
=30 + 14 = 44 мм;
-
длина индуктора:l1= п · 1ЗАГ
+ Δl,
где Δl- компенсация краевого эффекта,
Δl= 1,5· d
3
A
Г
=45 мм;
L1=12*479 + 45 = 5793 мм.
6. Средняя мощность, развиваемая на нагревателе в процессе нагрева:
7. Мощность, подводимая к индуктору:

где η
= 0,6;
В соответствии с данными техническими характеристиками подбираю кузнечный индукционный нагреватель, с пневматическим механизмом перемещения заготовок, с питанием от машинных преобразователей частоты по схеме централизованного питания: ИН2-250/10
[1]
7. Расчет переходов штамповки
Определяем объём высаживаемой части.
 =321280-22320-45370-11720-40630 = 201240 мм3 =321280-22320-45370-11720-40630 = 201240 мм3
Определяем длину высаживаемой части.
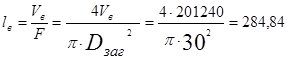 мм мм
Проведем проверку на устойчивость.

т.к.2.3<ψ=9,49 то , следовательно необходим наборный переход Определим размеры полости наборной части ручьёв.
1 переход : набор в коническом пуансоне
Рис.7. Эскиз полуфабриката после первого перехода.
Диаметр меньшего основания
dk
=η· Dзаг;
dk
=1,04·30 = 31,2мм;
Диаметр большего основания
Dk= ε·Dзаг
Dk
=1.34*30 = 40.2мм
Lk- Длина конуса
где u- коэффициент запаса пространства полости штампа, принимаем равным 1,09 следовательно

Переходы 2,3,... необходимы, если ψп
>ψд
,
где

6,1 >2,26 - необходим дополнительный переход
2 переход: набор в коническом пуансоне
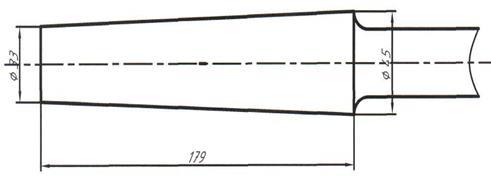
Рис.8. Эскиз полуфабриката после второго перехода.
Диаметр меньшего основания
dk
=η· Dзаг;
dk
=1,04*31,2 = 32,45мм;
Диаметр большего основания
Dk= ε·Dзаг
Dk
=1.25*35,7 = 44мм
Lk- Длина конуса
где u- коэффициент запаса пространства полости штампа, принимаем равным 1,06 следовательно

Переходы 2,3,... необходимы, если ψп
>
 д,
где д,
где


4,7 >2,26 - необходим дополнительный переход
3 переход
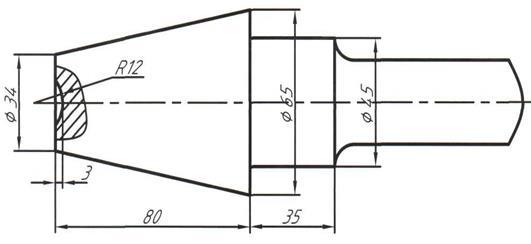
Рис.9. Эскиз полуфабриката после третьего перехода.
Диаметр меньшего основания
dk
=η· Dзаг;
dk
=1,04*32,5 = 33,8;
Диаметр большего основания
Dk= ε·Dзаг
Dk
=1.69*38 = 64,6
Lk- Длина конуса
где u- коэффициент запаса пространства полости штампа, принимаем равным 1,05 следовательно

Переходы 2,3,... необходимы, если ψп
>
д,
где


2,06 <2,26 -переходов не требуется. 4й формовочный переход завершающий.
4 переход: формовочный переход
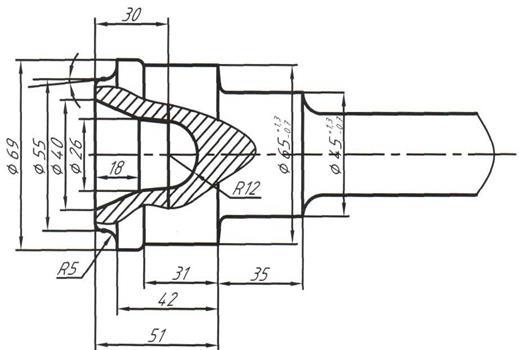
Рис.10. Эскиз полуфабриката после четвёртого перехода
8. Определение усилий штамповки и выбор оборудования.
Наибольшие усилия возникают при штамповке в окончательном формовочном ручье, поэтому выбираем номинальное усилие пресса в зависимости от усилий, возникающих в чистовом ручье.
1) Для правой стороны
Усилие при штамповке на ГКМ в открытых штамповочных ручьях определяют по формуле :

где σт
=82МПа- предел текучести металла при температуре штамповки ;
D- диаметр поковки;
К-коэффициент определяемый в зависимости от вида штамповки на ГКМ.
Высота штампа:
Н =
 = 40 + 45 + 65 + 69 = 40 + 45 + 65 + 69
+ 0,3((382 + 40) + (352 + 45) + (288 + 65) + (259 + 69)) + 10(4 +1) = 817,4мм
Где k -число переходов.
Выбираем ГКМ с усилием Р=8000 кН =8 МН ([I], с. 299, табл. 18).

9. Отделочные операции
9.1 Термическая обработка поковок (отжиг)
Отжиг применяется в качестве предварительной термообработки для снятия внутренних напряжений, улучшения обработки резанием, устранение структурной неоднородности и подготовки к следующей термообработке. Температура отжига t
=800 ºС.
9.2 Очистка поковок от окалины
Для очистки поковок от окалины используется дробеметно-дробеструйная камера периодического действия. [2]
Табл.3. Параметры дробеметно-дробеструйной камеры.
| № п/п
|
Параметр |
Ед. изм. |
Значение параметра |
| 1 |
Производительность |
т/ч
|
5-7
|
| 2 |
Внутренние размеры камеры |
м
|
4,5x4,5x3,0
|
| 3 |
Грузоподъемность тележки |
т
|
10
|
| 4 |
Диаметр поворотного стола |
мм
|
3200
|
| 5 |
Число аппаратов |
дробеметных |
шт. |
2
|
| дробеструйных |
1
|
| 6 |
Габаритные размеры камеры (длина х ширина х высота) |
м
|
9,5x10x6
|
| 7 |
Производительность одного аппарата |
дробеметного |
кг/мин
|
250
|
| дробеструйного |
25
|
10. Разработка конструкции штампов, деталирование
10.1 Выбор конструкции штампов
При конструировании ручьев штампов и их элементов следует пользоваться в качестве исходных данных расчетами по переходам штамповки. Штамповку поковки осуществляем в открытых ручьях. Высадку производим как в ручьях пуансона так и в ручьях матрицы.
При конструировании штампа проверяют возможность применения конструкции блоков матриц типа I [2] и только в случаях, когда не удается расположить все вставки в одном блоке, применяют другие конструкции блоков.
10.2 Конструктивная проработка штамповочных ручьев
10.2.1 Расчет размеров 1-го наборного ручья
Размеры зажимной части ручья -d
=30 мм
- диаметр заготовки,
I
-173мм -
длина зажимной части, d
=0
мм , т.к. штамповку ведем с применением прижима. Такие же зажимные вставки применяем во всех ручьях при штамповке.
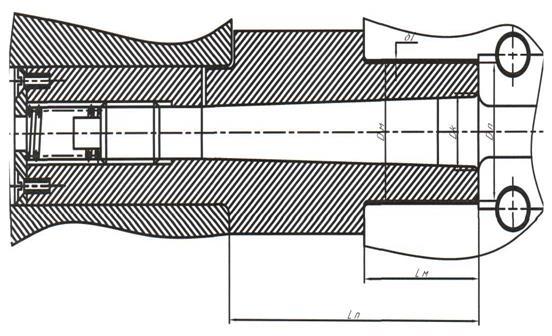
Рис. 11. Схема конструкции наборной части ручья.
Диаметр пуансона определяю по формуле:
Dn
>
DK
+0,2-(
DK
+
lK
) + 5,
где DK
,
LK
-
размеры требуемого наборного перехода с учетом усадки,
Dn
=40 + 0,2-(40 + 210) + 5 = 95 мм
Принимаю Dn
=
95 мм
Диаметр матрицы: DM
=
Dn
+ 2 · δ1=
95 + 2 · 0,6 = 96.4 мм ,
где δ1
-
радиальный зазор между пуансоном и блоком матриц
Длина матрицы: 1М
> (1выс
+
0,5·d
1
) - 1К
,
где 1выс
-
длина высаживаемой части,
d1 - диаметр исходной заготовки.
1М
≥
(284.84 + 0,5 ·30) - 210 = 89.84 мм
Длина пуансона: ln
=
lz
- (
lp
+
S
2
);
lz
=356 мм
;
1П
=
356-(174 + 2.5) = 176.5 мм
10.2.2 Расчет размеров 2-го наборного ручья.

Рис.12. Схема конструкции наборной части 2-го ручья.
Диаметр пуансона: Dn
=
DK
+0.2(
DK
+
lK
)
+ 5 = 44 + 0,2(44 +179) + 5 = 88,6 мм;
Диаметр матрицы: DM
=
Dn
+2·δ1
= 88.6 + 2· 0,6 = 89,8 мм
;
где δ
= 0,6 [2]
Длина пуансона: ln
=
lz
-
(lp + δ
3
); lz
=
356 мм
;
ln
=356-(174+ 2.5) = 176.5 мм.
10.2.3. Расчет размеров 3-го ручья.
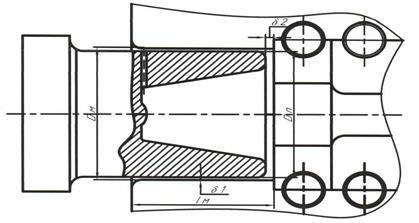
Рис.13. Схема конструкции наборной части 3-го ручья
Диаметр пуансона:
Dn
=
DK
+ 0.2(
DK
+
lk
) + 5 = 65 +
0,2(65 + 80) +5=99мм
;
Диаметр матрицы:
DM
= Dn
+ 2·δ
= 99 + 2 ·0,7 = 100,4 мм;
где δ = 0,7 [2]
Длина пуансона:
1П
=
l
7
-(
I
,. +
S
2
);
lz
=356 мм
;
lп
=356-(208 + 3) = 145 мм.
10.2.4 Расчет размеров 4-го ручья – формовочного
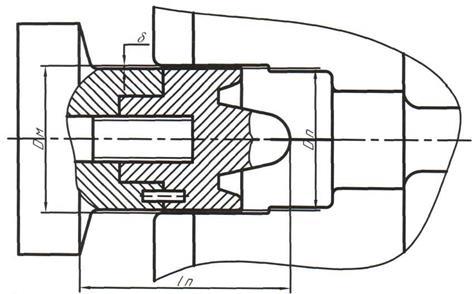
Рис.14. Схема 4-го ручья
Диаметр пуансона: Dn
=
D
ф
- 2δ
= 69 - 2 ·0,35 = 68,3 мм
;
Диаметр матрицы: DM
=
D
ф
=69 мм;
Длина пуансона: ln
=
lz
- (
Ip
+ 1Ф
)
; /z
= 356 мм;
ln
= 356 - (208 + 43) = 105 мм .
10.3 Конструктивные размеры штампа
Размеры вставок в блоке матриц по [2]
Размеры хвостовиков пуансонов по [2]
Размеры элементов формовочного пуансона [2]
Размер упор-клещей [2]
Нормирование детали штампа, их размеры LxBxH
мм
Блок матриц
Блок пуансонов [2]
Определим штамповое пространство ГКМ и сопоставим конструктивно с размерами штампа.

Рис.14. Схема размещения штампа на ГКМ.
Штамповое пространство ГКМ (
L
)
состоит из размера матриц (
L
2),
длины пуансонодержателя (
L
1),
исвободного пространства, по которому определяют длину пуансонов. По размерам штампового пространства определяют габаритные размеры штампов.
Для конструирования штампа необходимо определить расстояние между торцом пуансонодержателя и опорной поверхностью матриц (
lz
)
:
Lz
— L — L1
где L
=1120
mm
[1].
1
z
=
1200-590 = 610 мм.
11
. Планировка рабочего места
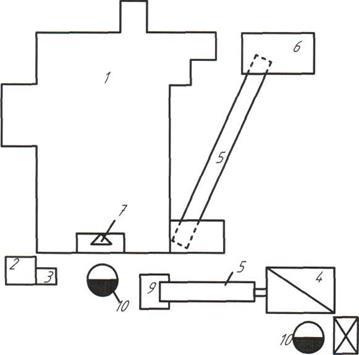
Планирование рабочего места необходимо для наиболее эффективного осуществления технологического процесса. Следуя рекомендациям и схемам источника [5], компонуем рабочее место для ГКМ.
Схема организации рабочего места для агрегата ГКМ
Рис. 16. Организация рабочего места для ГКМ
Условные обозначения:
1-ГКМ
2-Пульт управления и показаний
3-Механизм включения (педальный)
4- Индукционный нагреватель
5-Транспортёр
6-Тара для поковок
7-Манипулятор
8-Стол оснастки и инструментов
9-Тара для заготовок
10-рабочее место
Список литературы
1. Ковка и штамповка: Справочник. T.I. /Под ред. Е. И. Семёнова. -М.Машиностроение, 1985, 567с.
2. Ковка и штамповка: Справочник, Т.2. /Под ред. Е- И. Семёнова. -М. Машиностроение, 1986, 592с.
3. Составление чертежа штампованной поковки: Методические указания /Сост.Ю. Н. Берлет, -Ульяновск 1993, 60с.
4. Методические указания по курсу «Горячая штамповка» для студентов специальности 0503/Сост. Б.А. Наумчев, Ю.Н. Берлет,- Ульяновск 1979, 217с.
|