Приоритетные пути развития и реализации новых технологий, отвечающих требованиям промышленной экологии
1. Ресурсосберегающая техника производства стеклянного волокна
В химико-технологическую систему производства стекловолокна входят следующие подсистемы, операторы и процессоры:
A. Подсистема выработки непрерывного стеклянного волокна с показателями качества, соответствующими определенным стандартам.
I. Оператор выработки непрерывного стекловолокна: 1 - процессор намотки стеклонити на бобины, 2 - процессор смачивания пучка волокон ззмасливателем, 3 - процессор формирования пучка волокон, 4 - процессор расплавления стеклошариков, 5 - процессор дозирования стеклошариков.
B, Подсистема выработки стеклянных шариков.
I. Оператор выработки готовых стеклошариков: 1 - процессор охлаждения отжига готовых стеклошариков, 2 - процессор формования заготовок стеклокапли в шарики, 3 - процессор транспортировки заготовок стекломассы, 4 - процессор дозирования струи стекломассы на заготовки, 5 - процессор формирования струи стекломассы.
С*. Подсистема образования стекломассы из компактированной шихты с заданными показателями.
I. Оператор образования стекломассы из компактированной шихты с заданными показателями: 1 - процессор охлаждения стекломассы, 2 - процессор гомогенизации стекломассы, 3 - процессор осветления стекломассы, 4 - процессор стеклообразования, 5 - процессор силикато-образования.
II. Оператор пламенного нагрева стекломассы: 1 - процессор пламено-го нагрева стекломассы, 2 - процессор дозирования топлива.
III. Оператор дозирования и загрузки компактированной шихты и стеклобоя: 1 - процессор дозирования компактированной шихты, 2 - процессор дозирования стеклобоя, 3 - процессор транспортировки компактированной шихты, 4 - процессор транспортировки стеклобоя.
IV. Оператор вторичного использования тепла отходящих газов: 1 - процессор рекуперации тепла отходящих газов, 2 - процессор дозирования воздуха.
С2
. Подсистема классификации компактированной шихты по фракциям.
1. Оператор классификации компактированной шихты: 1 - процессор транспортировки возвратных фракций, 2 - процессор классификации компактированной шихты по фракциям, 3 - процессор дробления компактированной шихты.
С3
. Подсистема образования компактироованной шихты с заданными технологическими и структурно-деформационными свойствами.
I. Оператор охлаждения и упрочнения компактированной шихты: 1 - процессор транспортировки компактированной шихты и просыпи, 2 - процессор упрочнения компактированной шихты за счет протекания твердофазных реакций и тепломассообменных процессов.
II. Оператор образования компактированной шихты в виде плитки с заданными технологическими и структурно-деформационными свойствами:
1 - процессор охлаждения плитки после ее выхода из валкового пресса, 2 - процессор образования из порошкообразной шихты компактированной в виде плитки, 3 - процессор предварительного уплотнения порошкообразной шихты, 4 - процессор дозирования возвратных фракций, 5 - процессор дозирования порошкообразной шихты.
С4
. Подсистема увлажнения и смешения порошкообразной шихты. 1. Оператор увлажнения и смешения порошкообразной шихты: 1 - процессор смешения исходных компонентов в гомогенную смесь,
2 - процессор увлажнения и дозирования связующего компонента, 3 - процессор дозирования компонентов шихты.
Аналогичным образом анализируется операторная модель с эколого-экономических позиций.
Техника измельчения ПМ
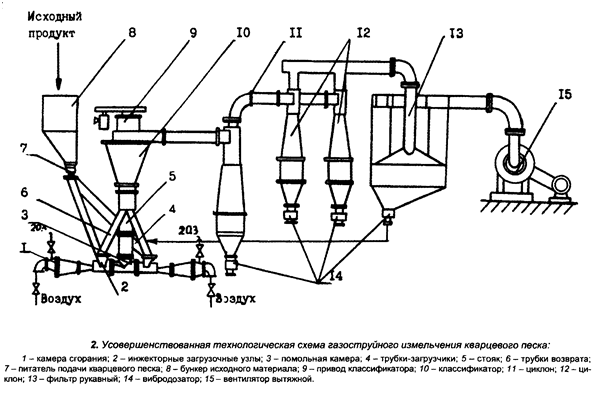
Промышленная установка газоструйного измельчения кварцевого песка представлена на р и с. 2.
Энергоносителем является или холодный воздух, или нагретая газовоздушная смесь. Исходный кварцевый песок с размером частиц не более 0,8 мм и влажностью до 0,5% через дозатор по течкам поступает в инжекционные узлы, где увлекается скоростным потоком горячего воздуха с одновременным термическим ударом и в разгонных трубках ускоряется до 300-400 м/с. Оптимальные режимные параметры промышленной установки для достижения необходимых дисперсионных характеристик измельченного кварцевого песка представлены в табл. 1.
| Наименование параметров |
Характеристика параметров |
| Режим 1 |
Режим 2 |
| Удельный расход энергоносителя, нм3
/т кварцевого песка |
1440 |
1100 |
| Расход энергоносителя,hmj
/h |
2600 |
2400 |
| Температура энергоносителя, °С |
35 |
590 |
| Удельный расход электроэнергии, кВт ч/т измельченного кварцевого песка |
7,4 |
6,0 |
Длительная промышленная эксплуатация установки в различных аэродинамических и температурных диапазонах показала, что работа измельчителя в режиме 1 является наиболее приемлемой для заводских условий и позволяет получать заданные технологическим регламентом характеристики сырья.
Для компонентов с твердостью 3-5 ед. по шкале Мооса на базе ударно-отражательного измельчителя разработана технология измельчения карбонатного сырья, предусматривающая ввод в измельчитель ПАВ в количестве 0,03-0,4% с плотностью, промежуточной между насыпной плотностью исходного и насыпной плотностью измельченного сырья. С целью повышения надежности и снижения износа рабочих органов измельчителя на первых двух стадиях в питание дробилки дополнительно вводится измельченный продукт в количестве 7-25%, а на последующих стадиях это количество уменьшается до 1-5%, причем дополнительно вводимый продукт увлажняется до 0,2-3,5% боросодержащим 30-70%-ым раствором или обрабатывается порошкообразным боросодержащим сырьем в количестве 2-7%-ым с удельной поверхностью в 1,1-2,3 раза превышающей удельную поверхность измельченного карбонатного сырья. Дополнительно карбонатное сырье перед измельчением однократно-трехкратно может обрабатываться 7-25%-ым подогретым до 65-95 °С водным раствором А!2
03
и CaF2
, включающим компоненты в следующем соотношении: А12
03
- 11-18; CaF2
- 0,5-4 в количестве 0,5-10% от массы сырья, и подвергаться одно-трехкратному охлаждению путем эндотермического удара длительностью 0,5-2,5 мин.
На рис. 3 представлена усовершенствованная технологическая схема аэробильного измельчения известняка и доломита, реализованная на заводах стеклянного волокна.
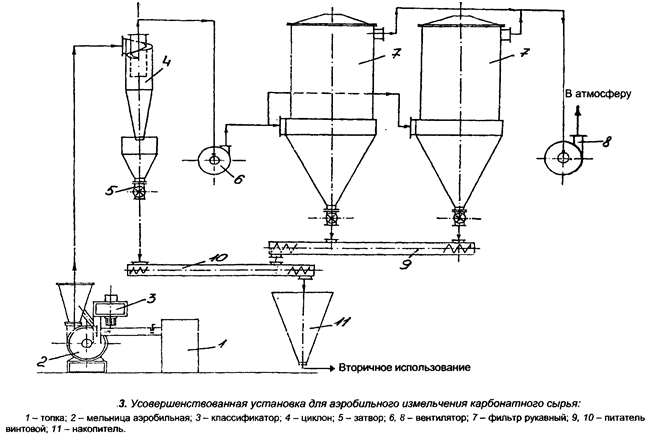
Отличительной особенностью данной схемы является конструкция ударной поверхности ротора измельчителя, выполненная со сквозными вдоль оси каналами. Универсальность оборудования и постоянство дисперсного состава независимо от минерального состава сырья обеспечивается эффектом периодического увеличения скорости ротора измельчителя в 1,5-1,65 раза, затем - уменьшения до первоначального значения.
Техника смешения порошковых материалов
Целью смешения ПМ является получение высокооднородной, активированной смеси из компонентов с различными фракционными и химическими характеристиками, а также в ряде случаев ввод технологических и увлажняющих добавок.
На рис. 4 представлен вариант ресурсосберегающей технологической схемы пневматического смешения-измельчения стекольной шихты. Процесс смешения в аппарате основан на принципе «единый бункер». Поступившие совместно взвешенные компоненты шихты пневматически смешиваются системой струй воздуха, создающих пульсирующие вихревые условия внутри смесителя, что и позволяет создать гомогенную смесь компонентов. Длительность смешения составляет 2-3 мин, а среднее потребление воздуха - 425 м3
/ч при стандартной температуре и давлении. После окончания процесса смешения сырьевая смесь пневматически транспортируется на следующую заранее выбранную стадию процесса примерно за 5 мин. Заполнение смесителя компонентами занимает около 1 мин. Отработанный воздух выпускается через рукавный фильтр. Ниже приведены технические характеристики смесителя-измельчителя.
1. Вместимость - 1250 кг.
2. Корпус - из листовой низкоуглеродистой стали толщиной 10 мм.
3. Выпускной клапан - 0 406 мм. Клапан воздушного фильтра - 0 150 мм.
Выпускной клапан - 0 101,6 мм.
4. Масса оборудования - 1080 кг.
Размер компонентов шихты - Д - 400 мкм.
5. Влажность - 0,8%, исключая отходы стекловолокна и технологических связующих.
6. Масса одной партии шихты - 1250 кг.
7. Длительность отвесов компонентов шихты, смешения -измельчения и транспортировки ~ 22 мин.
8. Длительность последующих циклов взвешивания, смешения-измельчения и транспортировки - 12 мин.
9. Насыпная масса шихты - 960 кг/м3
.
Некоторые другие технологические характеристики представлены в табл. 2.
Наименование компонентов шихты
|
Насыпная, масса, кг/м3
|
Длительность подачи, с |
Влажность, % |
Размер частиц, мкм |
| Оксид кремния |
1300 |
117 |
0,5 |
(90%) 70 |
| Борная кислота |
700 |
87 |
1,0 |
(97%) 400 |
| Доломит |
1200 |
51 |
0,5 |
(40%) 75 |
| Мел |
900 |
63 |
0,5 |
(40%) 75 |
| Глинозем обожженный |
1100 |
38 |
2,0 |
(100%) 150 |
| Сульфат натрия или отходы газоочистки |
1100 1100 |
31 150 |
2,0 не регл. |
(100%) 150 (100%) 150 |
| Флюорит |
1500 |
32 |
1,0 |
(45%) 53 |
Комплексное изучение и анализ процесса смешения борсодержащих шихт в пневмоструйном смесителе позволили оптимизировать данную технологию и в промышленных условиях достигать высокой однородности порошковых шихт. Рекомендуются следующие режимные параметры смесителя:
Давление воздуха Длительность Длительность Длительность на смешение, МПа смешения, мин п
°Дачи
импульса задержки подачи воздуха, с импульса воздуха, с
0,35-0,40 2,7-3,0 3,0 2-4
На базе реализованного в промышленности смесителя разработаны и внедрены новые способы подготовки стекольных шихт, сочетающих одновременно эффект смешения и измельчения основных, как правило, наиболее тугоплавких компонентов. Процесс стекловарения такой шихты в сравнении с традиционной показал следующие преимущества: длительность варки сокращается на 18-24%, а однородность стекла растет на 12-14%
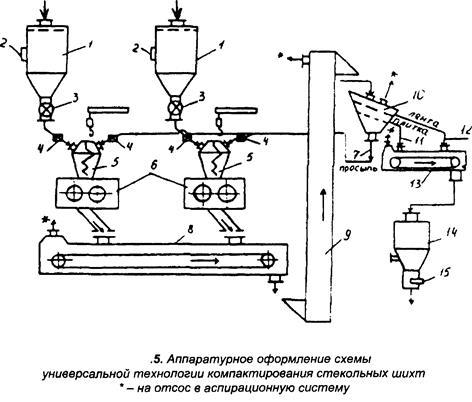
Техника компактирования ПМ
Сырьевые компоненты шихты, прошедшие стадии предварительной подготовки направляются по трубопроводу в накопительной бункер 1 с вибратором 2, а из него через дозатор 3 в расходный бункер 5 с подпрессователем-смесителем валкового пресса 6. Основной агрегат установки - валковый пресс конструкции МГУИЭ имеет следующие характеристики:
1. Диаметр валков, м 0,52
2. Длина рабочей поверхности валков, м 0,16
3. Частота вращения валков, мин"18
4. Размер сечения загрузочного бункера, м0,16x0,40
5. Высота заполнения бункера шихтой, м1,4
6. Величина регулируемого зазора между валками х 103
, м2-8
7. Давление в гидросистеме, МПа10-25
8. Производительность по плитке, т/ч5-6
Количество подаваемой шихты на компактирование составляет 300-1200 кг/м3
и регулируется вначале «грубо», например, шлюзовым затвором 3 и затем «плавно» вибрационным питателем 4. Толщину ленты устанавливают в зависимости от максимальных размеров наиболее твердого компонента шихты, например, кварцевого песка с твердостью по шкале Мооса 6,5-7 ед., которую регулируют в пределах dmax
. Скорость компактирования шихты при этом устанавливают в диапазоне 0,02-5,2 м/с. За счет стабилизированного столба шихты над валками, сил внутреннего трения частиц шихты и внешнего трения на границе раздела «шихта-валок» происходит процесс разрушения отдельных частиц шихты. Наблюдается процесс измельчения отдельных компонентов, имеющих твердость по шкале Мооса 3-9 ед. Происходит изменение формы их зерен от сферической до игольчатой и увеличивается удельная поверхность шихты. Следовательно, ее активность также повышается: а) в холодном состоянии при компактировании растет прочность и плотность ленты, уменьшается количество просыпи, то есть растет производительность по готовому продукту; б) в горячем состоянии при стекловарении наблюдается значительное ускорение процессов растворения тугоплавких зерен шихты вследствие нарушения их структуры и уменьшения размеров. Таким образом, процесс компактирования сопровождается при этих режимах механическим измельчением отдельных компонентов шихты. Образуются новые поверхности со специфическими центрами с преобладанием отрицательно заряженных ионов О2
". Вследствие гидролиза на поверхности таких компонентов появляются также отрицательные заряды, например, у кварцевого песка по следующей схеме:

Этот механизм обуславливает протекание на поверхности частиц шихты обменных химических и твердофазных реакций с присоединением положительно заряженных остальных компонентов. Растет плотность и прочность плиток, а следовательно, и производительность процессов компактирования и стекловарения.
Таблица
Параметры компактированной шихты
| Характеристика компактированной шихты |
Показатели |
| /. Характеристика свежеприготовленных плиток шихты в |
| зимних условиях |
| 1. Плотность, кг/м3
|
1920 |
| 2. Насыпной вес, кг/м3
|
860 |
| 3. Прочность, МПа |
| - на растяжение |
0,5-0,8 |
| - на сжатие |
1,0-1,5 |
| 4 Влажность,% |
6-8 |
| //. Характеристика плиток шихты после 5-суточного хра- |
| нения при |
| 1. Прочность, МПа |
| - на растяжение |
2,5 |
| - на сжатие |
4,8 |
| 2. Влажность,% |
5-7 |
| ///. Толщина плиток, мм |
4-6 |
| IV. Распределение плиток шихты по размерам,% |
| 50x80 мм |
6-10 |
| 32x25 мм |
60-75 |
| менее 35x25 мм |
18-34 |
Далее компактированная шихта поступает на конвейер 8 и элеватором 9 подается для классификации в грохот 10 в зависимости от требований производства на плитку или ленту 11 и 12. Конвейером 13 готовый продукт направляется в бункер-накопитель 14 с шибером 15, а из него - на склад или в стекловаренную печь.
В табл. 4 представлены варианты использования способа с различными режимными и технологическими параметрами и даны технические характеристики способа. Отсутствие стадий увлажнения шихты специальным связующим, ввода пара для подогрева и сушки плиток или ленты, а также простота конструкции пресса в сравнении с другими методами уплотнения ПМ значительно повышают плотность плиток и снижают разброс по плотности при повышении качества стекла.
| Наименование параметров компактирования |
ЕД иэм. |
Шихта |
| АБ-1 |
НС-3 |
XT-1 |
НС-2 |
ОС |
НС-2А |
| 1. Начальная влажность шихты |
% |
3,4 |
3,3 |
4,3 |
3,6 |
2,1 |
2,6 |
| 2. Влажность шихты перед компактированием |
% |
6,3 |
5,2 |
6,8 |
8,4 |
4,1 |
5,6 |
| 3. Количество просыпи |
% |
35 |
3 |
15 |
20 |
20 |
23 |
| 4. Толщина плиток |
мм |
2,3 |
2,0 |
2,0 |
2,4 |
2,1 |
2,5 |
| 5. Характерный линейный размер плиток |
мм |
19 |
14 |
28 |
20 |
22 |
33 |
| 6. Влажность плиток |
% |
4,0 |
3,4 |
6,3 |
5,9 |
3,6 |
4,8 |
| 7. Прочность на сжатие |
МПа |
0,7 |
1,6 |
2,9 |
1,7 |
1.4 |
2,6 |
| 8. Плотность |
кг/м3
|
1450 |
1570 |
1727 |
1870 |
1900 |
1770 |
| 9. Давление компактирования |
МПа |
110 |
110 |
110 |
110 |
110 |
110 |
| 10. Ускорение процесса варки |
% |
30 |
30 |
20 |
10 |
15 |
20 |
Технико-экономический эффект от использования разработанного способа подготовки шихт выражается в увеличении производительности процесса компактирования в 1,2-1,5 раза, а процесса стекловарения на 23-40%. Летучесть щелочных соединений в процессе варки шихты уменьшилась на 1,6-5,3%, а запыленность атмосферы снизилась в 2,4-7,5 раза. Одновременно снизился расход топлива в среднем на 20%. Выход годной продукции увеличился на 5-7%. Неоднородность стекломассы уменьшилась со 150-180 А до 120 А.
Техника вторичной переработки твердых силикатных отходов
На основе разработанного алгоритма созданы и предлагаются к реализации новые процессы и аппараты, технологические комплексные линии и изделия, направленные на защиту биосферы и человека от воздействия отходов стекла, образующихся как в промышленном, так и коммунально-городском секторах экономики.
По предложенной классификации отходов выявлены на примере московского и владимирского регионов приоритетные направления экобиозащит-ных технологий, которые успешно апробированы и реализуются в промышленном масштабе.
Первая технология - получение из стеклобоя порошков с максимальным размером до 800 мкм. Процесс заключается в термообработке и резком охлаждении нагретого боя. За счет эндоудара происходит изменение структуры отходов с последующим их самоизмельчением.
Все стадии процесса протекают в одном аппарате. Технология отличается компактностью и экологической безопасностью.
Вторая технология - получение из стеклобоя также различного происхождения расплава с последующей его грануляцией до размеров 2-5 мм. Реактор для переплавки снабжен двойным сводом, в котором размещен рекуператор. Установка отличается высокой производительностью и отвечает требованиям современных малоотходных производств.
Область использования: полученные порошки и гранулы повторно используют в процессах стекловарения или в качестве дешевых наполнителей различного вида в производстве стройматериалов, дорожных работах и др.
Учитывая специфические свойства стеклянных отходов, предложена третья технология - полученные по первым двум технологиям порошки и гранулы перерабатывают в камере-формователе в уникальные микроизделия: светоотражающие шарики размером до 650 мкм и пустотелые сферы - до 200 мкм. Технические преимущества нового материала - низкая себестоимость по сравнению с отечественными и зарубежными аналогами, так как не требуется подготовки специальных компонентов и стекломассы.
Область использования: на базе полученных микроизделий разработан ряд товарной продукции - лакокрасочные и антикоррозионные покрытия, светоотражающие мастики и специальная термоизоляция, выпуск которых налажен на российских предприятиях.
Основные технические характеристики микроизделий
| Шарики |
Полые сферы |
Плотность 2,50-2,55 г/см3
Состав стекла: натрий-кальций-силикатный;
боросиликатный и др.
Показатель преломления 1,52-1,54
Твердость (по Моосу) 5-6 ед.
Температура размягчения 650-730 °С
|
Плотность - 0,24-0,40 г/см3
Кажущаяся плотность - 0,11-0,35 г/см3
Коэффициенты заполнения объема (КЗО) - 55-64 Плавучесть - больше 92% Изостатическая прочность - 5-10 МПа |
Перспективным является использование микроизделий в качестве абразивного материала для автомобилестроения и наполнителя лечебно-ожоговых и противопролежневых кроватей.
На рис. 6. изображена схема аппаратурного оформления технологической линии получения стеклянных микрошариков. В состав основного оборудования для получения микрошариков входят измельчитель стеклогранулята со встроенным воздушно-механическим классификатором 1, сепаратор-циклон 2 для отделения от потока воздуха измельченных частиц стекла, направляемых в дальнейшем на формование микрошариков, рукавный фильтр 3 для отделения стеклянной пыли и очистки сбрасываемого воздуха в атмосферу, вентилятор 4, обеспечивающий газодинамический режим работы измельчителя и сепараторов, питатель микрошариков стекла 5, воздушный эжектор 6, печь формования микрошариков 7, сепаратор-циклон 8 для отделения основной массы сферических частиц от газовоздушного потока, сепаратор 9 для выделения микрошариков маленького размера, классификатор виброкипящего слоя 11 с сепараторами 12.1-12.3, хвостовые вентиляторы 10, 13, обеспечивающие газодинамические режимы работы соответственно печи формования и классификатора виброкипящего слоя.
Процесс изготовления стеклянных микрошариков осуществляется следующим образом. Исходный стеклогранулят загружается в измельчитель с встроенным классификатором 1, в котором происходит его измельчение и предварительная классификация частиц стекла по размерам. Из классификатора порошок стекла потоком воздуха уносится в первый сепаратор 2, в бункере которого осуществляется сбор стеклопорошка, направляемого далее в печь формования. Поток воздуха после отделения основной массы частиц стекла в сепараторе 2 направляется в рукавный фильтр 3, в котором осуществляется эффективная очистка газовоздушного потока перед выбросом в атмосферу. Стеклянный порошок из бункера сепаратора 2 транспортируется в бункер питателя 5, из которого с помощью воздушного эжектора 6 поступает в пневмотранспортную систему 14. Транспортирование порошка в печь формования 7 осуществляется потоком сжатого воздуха, нагреваемого отходящими газами в спиральном теплообменнике 15, установленном в верхней части печи формования. Отформованные микрошарики охлаждаются в потоке газов за счет подсоса холодного атмосферного воздуха в верхней части печи формования. Отделение отформованных микрошариков от газовоздушного потока осуществляется последовательно в первом сепараторе 8 и втором сепараторе 9, причем во втором сепараторе происходит выделение наиболее мелких частиц. Стеклянные микрошарики, собранные в бункере сепаратора 8, транспортируются в классификатор виброкипящего слоя 11, где происходит разделение всей массы частиц по размерам на отдельные фракции, улавливаемые в сепараторах. Газодинамический режим работы установки формования и классификатора микрошариков по размерам обеспечивается работой хвостовых вентиляторов 10 и 13 соответственно.

Таким образом, рекуперация отходов стекла и стеклянного волокна имеет большое значение для окружающей среды, экономии сырьевых материалов и энергии. При этом целесообразность применения того или иного способа рекуперации в первую очередь определяется возможностью направленной их переработки в качестве сырья для основного производства и создания замкнутых химико-технологических систем с использованием вторичных материальных ресурсов.
Сравнительные показатели микроизделий -стеклошариков (СШ) и микросфер (МС)
| Наименование показателей |
Ед. изм. |
Предлагаемый вариант [4] |
АО «Пульс» («Химлаб-прибор»), г. Клин |
АО «Новгородский з-д стекловолокна» |
« Potters Industries lnc.» (США) |
| СШ |
МС |
СШ |
МС |
СШ |
| 1. Размеры частиц |
мкм |
40-600 |
10-200 |
300-700 |
50-120 |
40-150 |
| 2. Плотность |
г/смл
|
2,5-2,55 |
0,24-0,40 |
2,5 |
0,35-0,52 |
2,5 |
| 3. Плавучесть, более |
% |
— |
5-10 |
— |
3-7 |
— |
| 4. Светоотражение |
% |
78-82 |
80-83 |
67-69 |
— |
87-91 |
| 5. Твердость |
ед. (по Моосу) |
5-6 |
— |
4-5 |
— |
| 6. Температура размягчения |
°С |
650-730 |
650-730 |
530-580 |
660-680 |
| 7.Состав стекла |
алюмо-силикатный |
боро-силикатный |
натрий-кальций силикатный |
| 8, Исходное сырье |
промышленные и бытовые отходы стекла |
специально подготовленная стекломасса |
специально подготовленный расплав |
| 9. Разброс по размерам |
% |
±4+6 |
±7+9 |
±30+35 |
±40+50 |
9+7 |
| 10 Стоимость |
$/кг |
1 |
2 |
1,5 |
4-5 |
2,5-3 |
| 11. Производительность установки |
кг/час |
100 |
75 |
30 |
40-45 |
2. Фильтровальная техника защиты биосферы от промышленных выбросов порошковых и других технологий
Предложенные выше технические решения, направленные на интенсификацию малоотходных процессов порошковых технологий, как правило, включают в свой состав аспирационные устройства, снижающие остаточное количество вредных выбросов до предельно допустимых концентраций. Учитывая планируемый рост объемов производства и соответствующее увеличение безвозвратных потерь ценных компонентов со шламом и сточными водами, за основу производства принят сухой способ очистки пылегазовых потоков технологического оборудования.
Стекольное производство
По результатам промышленных исследований режимов фильтрования пылегазовых потоков в линиях измельчения карбонатного сырья и кварцевого песка разработан новый способ очистки и устройства для его реализации - фильтры рукавные и высокотемпературное исполнение - до 350 °С: ФРИТ-30, обеспечивающие снижение запыленности газов на выходе из аппарата до 0,20 мг/м3
при гидравлическом сопротивлении Ар £ 550 Па. Конструкция бункерного фильтра ФРИД-15 для газовых потоков с входной запыленностью 500 г/м3
также обеспечивает выполнение требований промышленной экологии.
Данные технические решения внедрены на ряде промышленных предприятий. На р и с. 7 показан общий вид фильтра серии ФРИ. Модульное исполнение устройства обеспечивает его применимость как в технологических линиях, так и в системе общей аспирации производственных помещений. Конструкция отличается высокой эффективностью и обеспечивает достижение ПДВ перерабатываемых ПМ. В табл. 7 приведены основные показатели фильтра ФРИ-ЗОЛ в линии роторных измельчителей карбонатного сырья.

Технические показатели фильтра ФРИЗОЛ
| № |
Наименование показателей |
Единицы измерения |
Значение показателей |
| паспортные данные |
по результатам испытаний |
| 1. |
Производительность (пропускная способность) по очищаемому газу, не менее |
м3
/ч |
3700 |
3770 |
| 2. |
Степень очистки, не менее |
% |
99,99 |
99,97 |
3.
3.1.
3.2.
|
Массовая концентрация веществ в газовых выбросах: на входе, не более на выходе |
г/м3
г/м3
|
500 0,02 |
65 0,018 |
| 4. |
Гидравлическое сопротивление, не более |
кПа |
3,0 |
1,06 |
| 5. |
Разрежение очищаемого газа, не более |
кПа |
8,0 |
U6 |
| 6. |
Температура очищаемого газа, не более |
°С |
130 |
90 |
| 7. |
Габаритные размеры, не более |
мм |
2328x4770x1985 |
2328x4770x1985 |
| 8. |
Энергетические затраты на очистку 1000 м3
/ч, не более |
кВт-ч |
1,16 |
0,723 |
9. 9.1
9.2
9.3
|
Показатели надежности: установленная безотказная наработка
показатель ремонтопригодности
назначенный ресурс до капитального ремонта
|
ч ч
год
|
5000 36 5 |
5760 8 |
Способ промышленной реализации очистки пылегазовых выбросов в зависимости от режимов работы рукавных фильтров, химического и гранулометрического составов шихт и их ингредиентов заключается в следующем. Запыленный поток газа поступает в корпус фильтра, проходит через фильтрующие рукава, очищается от пыли и выбрасывается в атмосферу. Время работы одного ряда рукавов в режиме фильтрации за один цикл составляет 2-5 мин и определяется временем, которое идет на продувку соседних рукавов и временем между продувками. Регенерация рукавов фильтра осуществляется импульсной продувкой сжатым воздухом. При достижении гидравлического сопротивления 0,6-1,5 кПа и создания дополнительного фильтрующего пылевого слоя с относительной толщиной ПфС
/птк
= 0,5-1,2 проводят последовательно импульсную продувку при соотношении времени между регенерациями одного и того же ряда к време
ни между регенерациями соседних рядов Тмр
/Тср
= 20-50. Период фильтрации должен составлять 1,5-6 мин, а удельная нагрузка по газу - 0,5-2,5 м3
/м2
мин. Результаты заводских испытаний сведены в табл. 8, из которых следует, что рекомендуемые режимы фильтрации способствуют увеличению срока службы рукавов на 30%, а эффективность очистки растет с 99,4% до 99,9%.
Гальваническое и травильное производства
Фильтр предназначен для санитарной очистки аспирационного воздуха от растворимых в воде аэрозольных частиц примесей в гальванических и травильных производствах машиностроительных предприятий.
Волокнистый фильтр ФВГ-М по сравнению с аналогом ФВГГ имеет следующие преимущества: меньшие габариты; возможность очищать воздух как от аэрозолей кислот, так и от щелочей; простота обслуживания.

Эффективность очистки составляет 90-95%, гидравлическое сопротивление фильтра составляет 500-700 Па. Применение фильтров позволяет снизить выбросы в атмосферу токсичных веществ до норм ПДВ.
Принцип работы фильтра заключается в следующем. Жидкие и твердые, растворимые в воде аэрозольные частицы, содержащиеся в очищаемом газе, улавливаются волокнистой фильтрующей перегородкой. Уловленная жидкость стекает в нижнюю часть перегородки и выводится из аппарата через сливные штуцеры. Твердые частицы образуют осадок на фильтровальной перегородке, что приводит к возрастанию гидравлического сопротивления фильтра. При достижении определенной величины сопротивления производится промывка фильтрматериала водой с обеих сторон. Промывные воды через сливные штуцеры выводятся на станцию нейтрализации. Возможна промывка фильтрующего элемента вне корпуса.
Фильтры изготавливаются в двух исполнениях. Исполнение 1 применяется в случаях, когда в очищаемом воздухе содержатся жидкие частицы, которые требуют непрерывного вывода уловленной жидкости из корпуса аппарата, например, для таких операций, как хромирование, травление нержавеющей стали в серной кислоте и др. В тех случаях, когда улавливаемые частицы кристаллизуются в газоходе до фильтра или непосредственно на фильтрующей перегородке, то наряду с исполнением 1 возможно применение фильтра исполнения 2. В этом случае промывка кассеты производится только вне корпуса, например, в процессах сернокислотного никелирования, электрохимического обезжиривания и др. Периодичность промывки зависит от концентрации улавливаемого продукта и ориентировочно составляет 1 раз в 15-30 суток.
Механосборочное, металлообрабатывающее и электродное производства
Фильтры предназначены для очистки воздуха от жидких аэрозолей. Могут использоваться в комплекте с холодновысадочными автоматами, фрезерными, токарными и другими металлообрабатывающими станками, а также в других производствах, где образуются жидкие аэрозоли. Позволяют возвращать уловленные СОЖ и масла в технологический процесс.
Основные преимущества: ФРМ-1500- малые габариты и простота обслуживания; ФВА-М-2000 - высокая степень очистки; ФВМ - эффективное использование в вентсистемах для централизованной очистки воздуха от многих единиц оборудования.
Агрегат для отсоса и улавливания пыли АОУМ-1000 предназначен для отсоса и очистки воздуха от абразивной пыли и других аэрозольных частиц сухих пылей в механосборочных, металлообрабатывающих, электродных и др. производствах при концентрации пыли до 3 г/м3
и размере частиц более 3 мкм. Позволяет возвращать очищенный воздух в атмосферу цеха с соблюдением санитарных норм за счет использования высокоэффективных фильтрующих материалов.
Агрегат включает:
-две ступени очистки: 1-я ступень - инерционный осадитель грубых частиц и 2-я ступень тонкой очистки от сухой пыли на рукавном фильтре с механическим отряхиванием;
- бункер для сброса уловленной пыли с выгрузкой в контейнер;
- центробежный вентилятор типа ВЦ-14-46 с камерой шумоглушения.
Техническая характеристика
1. Производительность, м3
1000
2. Разрежение во всасывающем патрубке, Па300
3. Мощность электродвигателя, кВт1,5
4. Число рукавов, шт.16
5. Размеры рукавов, мм
диаметр 120 высота 1000
6. Степень очистки воздуха,% 95
7. Габаритные размеры, мм 1000x1070
высота 2100
8. Масса, кг 170
По сравнению с аналогичными аппаратами ЗИЛ-900 и ПА-218 агрегат АОУМ-1000 имеет следующие преимущества:
- более высокая степень очистки;
- высокоэффективный механизм регенерации запыленных рукавов;
- наличие приборов контроля за насыщением фильтра;
- экономия тепла и электроэнергии за счет рециркуляции воздуха.
Лазерная и плазменная обработка металлов
Рекомендуется использовать фильтр складчатый кассетный ФСК для улавливания тонкодисперсных пылей. Фильтр предназначен для очистки воздуха и газов от аэрозольных частиц сухих пылей при концентрации их в объеме до 50 мг/м3
и размере частиц от 0,3 мкм и более.
Фильтры могут использоваться для очистки воздуха и газов при электро- и газосварке, лазерной и плазменной обработке металлов; при рассеве и упаковке порошков тонкого помола, их обжиге и спекании, а также в радиоэлектронной, медицинской, микробиологической и других отраслях промышленности.
Фильтры ФСК обладают высокой степенью очистки воздуха от вредных компонентов и обеспечивают возврат очищенного воздуха в цех при соблюдении санитарных норм.
Фильтры выпускаются производительностью 1000-2000 м3
/ч по очищаемым газам, имеют исполнение стационарное и передвижное. По желанию заказчика фильтры оснащаются предфильтром большой пылеемкости и постфильтром для очистки воздуха от вредных газовых компонентов.
Фильтрующая кассета имеет пылеемкость 250 г/м3
и способна накапливать до 5 кг пыли, после чего меняется на новую.
Производства с отходами в виде высокодисперсных твердых и жидких аэрозолей
Рекомендуется использовать универсальные электростатические фильтры ЭФВА, предназначенные для очистки воздуха от сварочных, масляных и других высокодисперсных электронепроводящих аэрозолей при их концентрации до 200 мг/м3
и размере частиц от 0,001 мкм и более. Исполнение - передвижные автономные с вентиляторами и полноповоротными воздуховытяжными устройствами и стационарные производительностью от 1 до 40 тыс. м3
/ч очищаемого воздуха. Степень очистки воздуха от аэрозолей 93-99%. Фильтрующие кассеты из алюминия легко регенерируются промывкой.
Основные преимущества: низкие эксплуатационные затраты, малые габариты и аэродинамическое сопротивление, способность улавливать высокодисперсные твердые и жидкие аэрозоли.
3. Перспективные концепции ядерных технологий
Ядерная энергетика
Для массового внедрения ядерной энергетики необходимо разработать новое поколение АЭС, которое бы полностью исключало попадание радионуклидов в окружающую среду при любых авариях на энергоблоке. В основу положен многобарьерный принцип удержания радионуклидов в случае аварии. Первый барьер - сама таблетка диоксида урана. Большая часть продуктов распада удерживается в самой таблетке. Второй барьер - герметичная оболочка тепловыделяющих элементов, которая удерживает даже газообразные радионуклиды. Третий барьер - плотно-прочные корпус реактора и трубопроводы первого контура, которые удерживают радионуклиды в случае разгерметизации оболочки твэлов. Четвертый барьер - массивная, прочная герметичная оболочка, окружающая водо-водяные реакторы или здание реактора.
Приоритетными направлениями перспективных АЭС является создание такой системы безопасности, которая практически полностью исключала бы влияние обслуживающего персонала на ход остановки и расхолаживания реактора в случае аварии. Такой подход позволит в перспективе иметь реактор с внутренне присущей безопасностью. В наибольшей степени в настоящее время этому принципу соответствует проект атомной станции теплоснабжения, принципиальная схема имеет шесть защитных барьеров) которой представлена на рис. 9. Атомная станция теплоснабжения проектировалась для строительства в непосредственной близости к крупным городам. Поэтому ACT удовлетворяет наиболее строгим требованиям по обеспечению безопасной работы энергоблока.
Окончательное удаление радиоактивных отходов
Хранилище для окончательного удаления РАО часто называют могильником. Хотя такое хранилище непременно должно содержать средства контроля за миграцией радионуклидов, а также технические барьеры для препятствий этой миграции. Конструкция хранилища и его расположение различны для разных категорий отходов. Для низкоактивных отходов можно строить приповерхностные и наземные сооружения; для среднеактивных предлагается строительство подземных специальных хранилищ; для высокоактивных предполагается их удаление в глубокие геологические формации, возраст которых составляет сотни миллионов лет.
4. Вторичная переработка и уничтожение продуктов оборонной промышленности. Конверсионные технологии
Ядерное оружие - переработка плутония оружейного качества
Разработан простой технологический процесс перевода плутония оружейного качества в смешанное уран-плутониевое топливо ядерных реакторов типа БН и ВВЭР, основанный на использовании пирохимических процессов в расплавленных солевых системах.
Особенности технологии:
- высокая скорость растворения плутония;
- минимум химических операций по очистке и конверсии плутония в оксидное топливо;
- компактность оборудования;
- минимум радиактивных отходов;
- возможность получения различных видов топлива:
гранулят - для виброуплотненных твэлов; мелкодисперсный порошок - для изготовления таблеток.

Химическое оружие
В соответствии с Конвенцией о запрещении разработки, производства, накопления ХО и его уничтожения прелагаются десятки отечественных и зарубежных технологий вторичной переработки и уничтожения основных отравляющих веществ, среди которых особое место в связи с их высокой токсичностью занимают кожно-нарывные и нервно-паралитические ОВ. Наиболее сложным в технологическом оформлении является уничтожение ОВ в боевых оболочках.
В США используют два метода уничтожения: химическая нейтрализация и высокотемпературное сжигание. В основу этих технологий заложены следующие методы уничтожения ХО: термические -пиролиз и сжигание; химический и электрохимический; плазменный; лазерный; криогенный; биологическая детоксикация и уничтожение ядерным взрывом. Пример реализации одного из методов представлен на р и с. 12.
Всесторонний анализ рассмотренных методов уничтожения ХО позволил американским специалистам выбрать в качестве базового метода прямое сжигание ОВ в специальных печах при высоких температурах. Этот метод прошел экспериментальную проверку и был реализован на установке JASADS.
В РФ разработан и экспериментально подтвержден способ взаимоутилизации ОВ типа люизит и отвального гексафторида урана - отхода атомной промышленности.
Производство порохов
Конверсия пороховых заводов осуществляется по двум направлениям
1. Продолжение выпуска порохов в мирных целях для различных отраслей промышленности.
2. Организация на базе пороховых заводов выпуска товаров народного потребления.
Вторичное использование баллиститного пороха основано на том, что он является конденсированным источником энергии, которая может быть выделена в следующих трех режимах: горения, детонации и газификации.
Режим горения используется для изготовления зарядов двигателей ракет широкого назначения, фейерверков, МГД-генераторов и др.
Режим детонации - взрыв может совершать как разрушительную, так и созидательную работу.
Режим газификации обеспечивает управляемую генерацию газов по требуемому режиму.
Выпуск гражданской продукции на базе вторичного использования баллиститного пороха позволяет:
- использовать пороха для добычи нефти, в геологии, для горных и других работ;
- осуществлять поиск полезных ископаемых методом сейсмоэффекта;
- применять пороховые аккумуляторы давления и газогенераторы давления в установках для тушения пожаров;
- использовать пороха для импульсной обработки металлов; резки громоздких металлоконструкций; упрочнения материалов направленным взрывом и др.
- применять пороха для синтеза алмазов, корунда, нитрида бора и других сверхтвердых материалов.
- использовать пороха в системах для борьбы с градом, громом, дождем и повышения ресурсов водообеспечения засушливых районов, а также в качестве зарядов для метеорологических и геофизических ракет типа «Алазань», «Кристалл» и др.
Основные направления конверсионных технологий:
1. Производство различного вида лакокрасочной продукции, основанной на использовании в качестве сырья нитроклетчатки и, в первую очередь, коллоксилина.
2. Выпуск различных декоративно-отделочных материалов, например, линолеума на основе нитроклетчатки или поливинилхлорида.
3. Производство клеящих, чистящих и моющих веществ.
4. Производство медицинских, парфюмерно-косметических препаратов и др.
Характерной особенностью новых разработок является их реализация на основе двойных, наукоемких и автоматизированных технологий, что должно явиться гарантом конкурентоспособности, постоянного спроса и экологической чистоты изделий.
5. Оригинальные технологии снижения акустического загрязнения окружающей среды
В РФ разработаны и действуют 80 стандартов, устанавливающих требования к нормированию, измерению и снижению шума. Человек подвергается действию повышенного шума чаще всего на транспортных средствах, в жилой застройке и на рабочих местах.
Современная виброакустика предлагает следующие средства защиты от шума:
- Улучшение качества воспринимаемого звука - методика базируется на понимании, что шум разного частотного состава, но одинаковый по уровню звука, воспринимается по-разному. Психоакустиками доказано, что разница в восприятии может достигать 10-14 ДВА.
- Активная шумозащита, принцип которой основан на интерференции звуковых волн при их наложении. Эта мера осуществляется путем генерирования звуковой энергии дополнительным источником.
В развитых странах выпуск специальных устройств активной шумозащиты налажен в широких масштабах. Анализ приведенных данных показывает, что активная шумозащита обеспечивает снижение УЗД на 7-15 дБ на низких частотах. Это большое преимущество активной шумозащиты, так как так называемая пассивная шумозащита наименее эффективна именно на низких частотах. Наиболее эффективно применение активных средств в совокупности с пассивными.
6. Решение проблемы электромагнитной безопасности населения
Линии электропередач
Для защиты населения вдоль ЛЭП устанавливаются санитарно-защит-ные зоны, в пределах которых запрещается строить жилые и общественные здания. Границы таких зон вдоль трассы ЛЭП с горизонтальным расположением проводов и без средств снижения поля устанавливаются на следующих расстояниях от проекции на землю крайних фазных проводов в направлении, перпендикулярном к ЛЭП напряжением:
- 330 кВ 20 м
- 500 кВ 30 м
- 650 кВ 40 м
- 1150 кВ 55 м
Радиопередающие устройства
Границы санитарно-защитных зон вблизи излучающих систем определяются в зависимости от частоты и мощности излучения.
Мониторы с электронно-лучевыми трубками персональных ЭВМ
ЭЛТ являются источниками ЭМИ весьма широкого диапазона частот. Порождаемое ЭЛТ низкочастотное, высокочастотное, инфракрасное, видимое световое, ультрафиолетовое и рентгеновское излучения требуют специального анализа и специфических экозащитных мероприятий. Основными источниками ЭМП в НЧ и ВЧ диапазонах являются экран монитора, питающие провода и системный блок.

Излучение монитора должно укладываться в нормы ГОСТ Р 50949-96 и СанПиН № 2.2.2.542-96, которые в основном соответствуют известному шведскому стандарту безопасности MPR II, принятому в конце 1990 г. Данный стандарт разработан на принципе ALARA, и учитывает комплексное воздействие на оператора многих психофизиологических и физических факторов, включая ЭМП естественного происхождения. Мониторы ведущих стран с маркировкой «LowRadiation» оснащены встроенными средствами защиты и в полной мере отвечают требованиям Международной организации по стандартизации ISO. Новым направлением является применение металлизированных покрытий, экранизирующих волокон, наносимых изнутри на стенки корпуса монитора, а также специальный состав стекла, из которого сделан экран ЭЛТ. Данные технические решения снижают уровень электростатического поля в 10-100 раз, а переменных электрических и магнитных полей - в 2-5 раз по сравнению с незащищенными моделями мониторов.
Дополнительным мероприятием остается использование экранных фильтров. Наивысшую степень защиты обеспечивают следующие фильтры:
Эргостар, Polaroid, CP-Workstation, АЗФ-1 «Эргон», «Русский щит».
ПК с жидкокристаллическим экраном не имеют источников мощного излучения ЭМП и при работе от аккумуляторов практически безопасны. При работе от сети блок питания необходимо размещать не менее 1,2 м от пользователя.
|