| Государственное образовательное учреждение
высшего профессионального образования
«ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ПУТЕЙ СООБЩЕНИЯ МИНИСТЕРСТВА ПУТЕЙ СООБЩЕНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ»
Кафедра «Технология металлов»
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИИ
И СЕРТИФИКАЦИИ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОЙ РАБОТЕ
НА ТЕМУ:
АНАЛИЗ КАЧЕСТВА ИЗДЕЛИЯ МАШИНОСТРОЕНИЯ
САНКТ-ПЕТЕРБУРГ
2011
Реферат
Данная курсовая работа посвящена анализу качества изделия машиностроения.
Она состоит из пояснительной записки и чертежа вала на формате А4. Пояснительная записка состоит из 27 листов, содержит 16 рисунков и 7 таблиц. В записке описывается 11 задач.
В первой задаче приведен пример стандарта, используемого на предприятии, и определение стандартизации.
Во второй задаче рассчитана и выбрана посадка с натягом для соединения зубчатого колеса с валом. Выполнен анализ полученной посадки и построена схема расположения полей допусков. Обозначена посадка соединения и поля допусков сопрягаемых деталей на эскизах.
В третьей задаче подобраны посадки внутреннего и наружного колец подшипника.
Выполнен анализ полученных посадок. Построены схемы расположения полей допусков. Обозначены на эскизах посадки соединяемых деталей и поля допусков этих деталей.
В четвертой задаче подобраны размеры шпонки для соединения шкива с валом.
Назначены посадки шкива на вал и посадки шпонки с пазом вала и пазом втулки в соответствии с вариантом задания. Выполнен анализ полученных посадок шпонки с пазом вала и пазом втулки. Построены схемы расположения полей допусков этих соединений. Обозначены на эскизах посадки соединяемых деталей и поля допусков деталей соединения.
В пятой задаче назначены недостающие осевые и диаметральные размеры ступеней вала, исходя из особенностей конструкции.
В шестой задаче составлена схема размерной цепи. Решена задача расчета размерной цепи с помощью метода полной взаимозаменяемости.
В задачах 7-11 рассмотрены вопросы дальнейшего проектирования вала.
деталь конструкция вал колесо
Задача 1
Приведите пример стандарта, используемого на вашем предприятии, и определение стандартизации.
Стандартизация – установление и применение правил с целью упорядочения деятельности в определенной области на пользу и при участии всех заинтересованных сторон, в частности для достижения всеобщей оптимальной экономии при соблюдении условий эксплуатации и требований безопасности. Стандартизация основывается на объединенных достижениях науки, техники и передового опыта. Она определяет основу не только настоящего, но и будущего развития и должна осуществляться непрерывно.
Стандарт – нормативно-технический документ по стандартизации, устанавливающий комплекс норм, правил, требований к объекту стандартизации и утвержденный компетентным органом.
Приведем примеры стандартов, используемых на предприятии.
При оформлении конструкторской документации используются: ГОСТ 2.301-68, ГОСТ 2.302-68, ГОСТ 2.303-68, ГОСТ 2.304-68 и т.д.
Электромонтаж производится в соответствии с требованиями ГОСТ 23592-79.
Разделка проводов и крепление жил производится в соответствии с требованиями ГОСТ 23587-79.
Задача 2
1. Рассчитать и выбрать посадку с натягом для соединения зубчатого колеса с валом.
2. Выполнить анализ полученной посадки и построить схему расположения полей допусков.
3. Обозначить посадку соединения и поля допусков сопрягаемых деталей на эскизах.
Решение.
Значение наименьшего расчетного натяга:
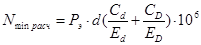 , ,
где Рэ
– удельное контактное эксплуатационное давление при действии крутящего момента, Па.
 , ,
где f = 0,15 – коэффициент трения,
n = 1,5 – 2 – коэффициент запаса прочности соединения,
D = d – номинальный диаметр соединения, м,
L – длина соединения, м.

СD
и Cd
– коэффициенты Ламэ:
 , ,
 , ,
где d1
– внутренний диаметр вала (если вал полый). d1
= 0.
d2
– диаметр впадин зубчатого колеса.

Наибольший расчетный натяг:
 , ,
где Рдоп
– наибольшее допускаемое давление на поверхности вала или втулки, Па.
На поверхности втулки отсутствуют пластические деформации при:

На поверхности вала отсутствуют пластические деформации при:


Поправка к расчетному натягу на смятие неровностей поверхности детали URz
, остальные поправки можно принять равными нулю.
 , ,
где к – коэффициент, учитывающий высоту смятия неровностей отверстия втулки и вала. Для принятого метода сборки (с нагревом зубчатого колеса) принимаем: к = 0,5.
С учетом поправки величины граничных допустимых значений функциональных натягов для выбора посадки будут равны:


Выберем стандартную посадку по наибольшему натягу.
Посадку будем выбирать в системе отверстия.
В этой системе отверстие имеет основное нижнее отклонение Н, где ЕI=0.
Исходя из условия, что натяг, обеспечиваемый стандартной посадкой (ГОСТ 25347-82), должен быть меньше функционального:
Nmax
ф
> Nmax
= es – EI,
Определяем наибольшее допустимое значение верхнего отклонения вала:
es < Nmax
ф
– EI = 232 – 0 = 232 мкм.
В соответствии с неравенством по ГОСТ 25347-82 выбираем поле допуска вала:
95u8: es = +173 мкм < (232 мкм = Nmax
ф
).
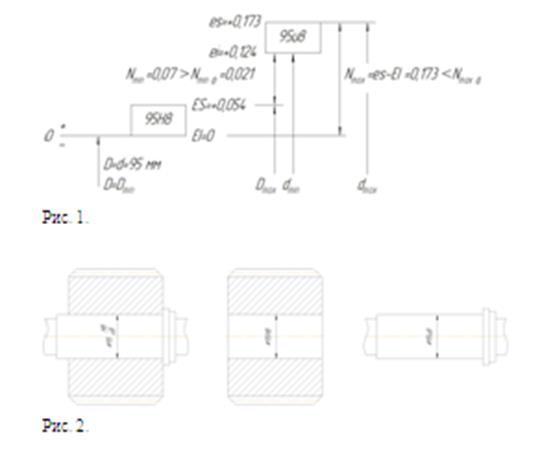
Принимаем поле допуска 95u8 (es = +173 мкм, ei = +124 мкм).
Исходя из условия:
Nmin
ф
< Nmin
= ei – ES
определяем наибольшее допустимое значение верхнего отклонения основного отверстия:
ES < ei - Nmin
ф
= +124 – 21 = 103 мкм.
В соответствии с неравенством по ГОСТ 25347-82 выбираем поле допуска основного отверстия:
95Н8: ES = +54 мкм < 103 мкм.
Принимаем поле допуска 95Н8 (ES = +54 мкм, EI = 0).
Посадка 95Н8/u8 – относится к рекомендуемым.
Проанализируем выбранную посадку с натягом, данные сведем в табл. 1.
Построим схему расположения полей допусков (рис. 1) и эскизы сопрягаемых деталей (рис. 2).
Таблица 1
| Параметры сопряжения
|
Для вала
|
Для отверстия
|
| Номинальный размер, мм
|
95
|
95
|
| Квалитет
|
8
|
8
|
| Условное обозначение основного отклонения
|
u
|
Н
|
| Условное обозначение поля допуска
|
u8
|
Н8
|
| Верхнее отклонение, мм
|
еs = +0,173
|
ES = +0,054
|
| Нижнее отклонение, мм
|
ei = +0,124
|
EI = 0
|
| Наибольший предельный размер, мм
|
dmax
= 95,173
|
Dmax
= 95,054
|
| Наименьший предельный размер, мм
|
dmin
= 95,124
|
Dmin
= 95,0
|
| Допуск размера, мм
|
Td = 0,049
|
TD = 0,054
|
Характеристики посадки с натягом.
Наибольший натяг: Nmax
= dmax
– Dmin
= 95,173 – 95,0 = 0,173 мм
Наименьший натяг: Nmin
= dmin
– Dmax
= 95,124 – 95,054 = 0,070 мм
Средний натяг: Nm
= (Nmax
+ Nmin
)/2 = (0,173 + 0,070)/2 = 0,1215 мм
Допуск натяга: TN
= Nmax
– Nmin
= 0,173 – 0,070 = 0,103 мм
TN
= TD
+ Td
= 0,054 + 0,049 = 0,103 мм
Задача 3
Вал вращается, корпус редуктора неподвижен. Вид нагружения наружного кольца – местный, внутреннего – циркуляционный. Осевая нагрузка на опору отсутствует.
1. Подобрать посадки внутреннего и наружного колец подшипника.
2. Выполнить анализ полученных посадок.
3. Построить схемы расположения полей допусков.
4. Обозначить на эскизах посадки соединяемых деталей и поля допусков этих деталей.
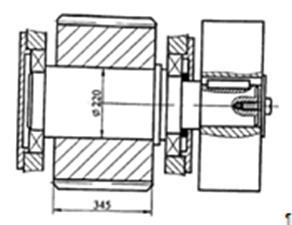
Подшипник №214, класс точности: 5, d = 70 мм, D = 125 мм, В = 24 мм, r = 2,5 мм,
d’ = 79 мм, R = 19,5 кН, перегрузка: 300%.
Решение
Интенсивность нагрузки на посадочные поверхности:
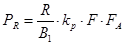 , ,
где B1
– рабочая ширина посадочного места, м:
В1
= В – 2r = 24 – 5 = 19 мм.
kp
= 1,8 - динамический коэффициент посадки, при перегрузке до 300%.
F = 1 – коэффициент, учитывающий степень ослабления посадочного натяга (при сплошном вале).
FА
= 1 – коэффициент неравномерности распределения радиальной нагрузки.

По найденному значению РR
и исходным данным выбираем поле допуска посадочной поверхности вала: n6. [2]
Поле допуска отверстия в корпусе под наружное кольцо выбираем в зависимости от перегрузки, типа корпуса и типа подшипника: Js7. [2]
Определяем числовые значения отклонений для этих полей допусков вала и отверстия в корпусе согласно ГОСТ 25347-82.
Отклонения вала Ø70n6: es = +39 мкм; ei = +20 мкм.
Отклонения отверстия в корпусе Ø125Js7: ES = +20 мкм; EI = -20 мкм.
Числовые значения отклонений для полей допусков подшипника L5 и l5 определяем по ГОСТ 520-89.
Отклонения отверстия внутреннего кольца Ø70L5: ES = 0; EI = -9 мкм.
Отклонения наружного кольца подшипника Ø125l5: es = 0; ei = -11 мкм.
Посадка внутреннего кольца подшипника на вал: Ø70L5/n6 (с натягом).
Посадка наружного кольца в отверстие в корпусе: Ø125Js7/l5 (переходная).
На рис. 3 приведем пример обозначения посадок подшипников качения на сборочных чертежах.

По найденным значениям отклонений сопрягаемых деталей строим схемы расположения полей допусков наружного кольца подшипника с корпусом и внутреннего кольца с валом и проводим анализ этих посадок аналогично второй задаче (табл. 2,3; рис. 4,5).
Характеристики посадки с натягом.
Наибольший натяг: Nmax
= dmax
– Dmin
= 70,039 – 69,991 = 0,048 мм
Наименьший натяг: Nmin
= dmin
– Dmax
= 70,020 – 70 = 0,020 мм
Средний натяг: Nm
= (Nmax
+ Nmin
)/2 = (0,048 + 0,020)/2 = 0,034 мм
Допуск натяга: TN
= Nmax
– Nmin
= 0,048 – 0,020 = 0,028 мм
TN
= TD
+ Td
= 0,019 + 0,009 = 0,028 мм
Таблица 2
| Параметры сопряжения
|
Для вала
|
Для отверстия
|
| Номинальный размер, мм
|
70
|
70
|
| Квалитет
|
6
|
5
|
| Условное обозначение основного отклонения
|
n
|
L
|
| Условное обозначение поля допуска
|
n6
|
L5
|
| Верхнее отклонение, мм
|
еs = +0,039
|
ES = 0
|
| Нижнее отклонение, мм
|
ei = +0,020
|
EI = -0,009
|
| Наибольший предельный размер, мм
|
dmax
= 70,039
|
Dmax
= 70
|
| Наименьший предельный размер, мм
|
dmin
= 70,020
|
Dmin
= 69,991
|
| Допуск размера, мм
|
Td = 0,019
|
TD = 0,009
|

Таблица 3
| Параметры сопряжения
|
Для вала
|
Для отверстия
|
| Номинальный размер, мм
|
125
|
125
|
| Квалитет
|
5
|
7
|
| Условное обозначение основного отклонения
|
l
|
Js
|
| Условное обозначение поля допуска
|
l5
|
Js7
|
| Верхнее отклонение, мм
|
еs = 0
|
ES = +0,020
|
| Нижнее отклонение, мм
|
ei = -0,011
|
EI = -0,020
|
| Наибольший предельный размер, мм
|
dmax = 125,0
|
Dmax = 125,020
|
| Наименьший предельный размер, мм
|
dmin = 124,989
|
Dmin = 124,980
|
| Допуск размера, мм
|
Td = 0,011
|
TD = 0,040
|

Характеристики переходной посадки.
Наибольший зазор: Smax
= Dmax
– dmin
= 125,020 – 124,989 = 0,031 мм
Наибольший натяг: Nmax
= dmax
– Dmin
= 125,0 – 124,980 = 0,020 мм
Средний зазор: Sm
= (Smax
+ Smin
)/2 = (0,031 – 0,020)/2 = 0,011 мм
Средний натяг: Nm
= (Nmax
+ Nmin
)/2 = (0,020 - 0,031)/2 = -0,011 мм
Допуск зазора: TS
= Smax
+ Nmax
= 0,031 + 0,020 = 0,051 мм
Допуск натяга: TN
= Smax
+ Nmax
= 0,031 + 0,020 = 0,051 мм
Задача 4
1. Подобрать размеры шпонки для соединения шкива с валом.
2. Назначить посадку шкива на вал и посадки шпонки с пазом вала и пазом втулки в соответствии с вариантом задания.
3. Выполнить анализ полученных посадок шпонки с пазом вала и пазом втулки.
4. Построить схемы расположения полей допусков этих соединений.
5. Обозначить на эскизах посадки соединяемых деталей и поля допусков деталей соединения.
Вид шпоночного соединения: нормальное, d = 55 мм, l = 56 мм.
Решение.
По ГОСТ 23360-78 для вала Ø55 находим сечение шпонки bxh = 16х10 мм и ширину ступицы шкива lc
= 75 мм > l.
Допуски на глубину пазов вала и втулки:
t1
= 6+0,2
или d - t1
= 55 – 6 = 49-0,2
;
t2
= 4,3+0,2
или d + t2
= 55 + 4,3 = 59,3+0,2
.
Предельные отклонения размеров по ширине паза вала и паза втулки должны соответствовать полям допусков ГОСТ 25347-82:
При нормальном соединении: на валу N9, во втулке Js9.
Предельные отклонения на ширину шпонки устанавливают по h9.
Сопряжение шпонки с пазом вала будет осуществляться по посадке 16N9/h9, а с пазом втулки - 16Js9/h9 (переходные посадки).
Отклонения на несопрягаемые размеры, которые рекомендует ГОСТ 23360.
На высоту шпонки 10h11 = 10-0,090
На длину шпонки 56h14 = 56-0,74
На длину паза вала 56H15 = 56-1,2
В соответствии с рекомендациями [2] принимаем посадку шкива на вал 55Н9/h9.
По ГОСТ 25347-82 находим отклонения, соответствующие принятым полям допусков.
Для ширины шпонки b = 16h9; es = 0, ei = -43 мкм.
Для ширины паза вала: В = 16N9: ES = 0, EI = -43 мкм.
Для ширины паза втулки: Ввт
= 16Js9: ES = +21 мкм, EI = -21 мкм.
Проведем анализ посадок табл. 4,5; приведем схему расположения полей допусков рис. 6 и эскиз шпоночного соединения рис. 7.
Таблица 4
| Параметры сопряжения
|
Для вала
|
Для отверстия
|
| Номинальный размер, мм
|
16
|
16
|
| Квалитет
|
9
|
9
|
| Условное обозначение основного отклонения
|
h
|
N
|
| Условное обозначение поля допуска
|
h9
|
N9
|
| Верхнее отклонение, мм
|
еs = 0
|
ES = 0
|
| Нижнее отклонение, мм
|
ei = -0,043
|
EI = -0,043
|
| Наибольший предельный размер, мм
|
16,0
|
16,0
|
| Наименьший предельный размер, мм
|
15,957
|
15,957
|
| Допуск размера, мм
|
Td = 0,043
|
TD = 0,043
|
Характеристики переходной посадки.
Наибольший зазор: Smax
= Dmax
– dmin
= 16,0 – 15,957 = 0,043 мм
Наибольший натяг: Nmax
= dmax
– Dmin
= 16,0 – 15,957 = 0,043 мм
Средний зазор: Sm
= (Smax
+ Smin
)/2 = (0,043 – 0,043)/2 = 0
Средний натяг: Nm
= (Nmax
+ Nmin
)/2 = (0,043 – 0,043)/2 = 0
Допуск зазора: TS
= Smax
+ Nmax
= 0,043 + 0,043 = 0,086 мм
Допуск натяга: TN
= Smax
+ Nmax
= 0,043 + 0,043 = 0,086 мм
Характеристики переходной посадки.
Наибольший зазор: Smax
= Dmax
– dmin
= 16,021 – 15,957 = 0,064 мм
Наибольший натяг: Nmax
= dmax
– Dmin
= 16,0 – 15,979 = 0,021 мм
Средний зазор: Sm
= (Smax
+ Smin
)/2 = (0,064 – 0,021)/2 = 0,0215 мм
Средний натяг: Nm
= (Nmax
+ Nmin
)/2 = (0,021 – 0,064)/2 = -0,0215 мм
Допуск зазора: TS
= Smax
+ Nmax
= 0,064 + 0,021 = 0,085 мм
Допуск натяга: TN
= Smax
+ Nmax
= 0,064 + 0,021 = 0,085 мм
Таблица 5
| Параметры сопряжения
|
Для вала
|
Для отверстия
|
| Номинальный размер, мм
|
16
|
16
|
| Квалитет
|
9
|
9
|
| Условное обозначение основного отклонения
|
h
|
Js
|
| Условное обозначение поля допуска
|
h9
|
Js9
|
| Верхнее отклонение, мм
|
еs = 0
|
ES = +0,021
|
| Нижнее отклонение, мм
|
ei = -0,043
|
EI = -0,021
|
| Наибольший предельный размер, мм
|
16,0
|
16,021
|
| Наименьший предельный размер, мм
|
15,957
|
15,979
|
| Допуск размера, мм
|
Td = 0,043
|
TD = 0,042
|

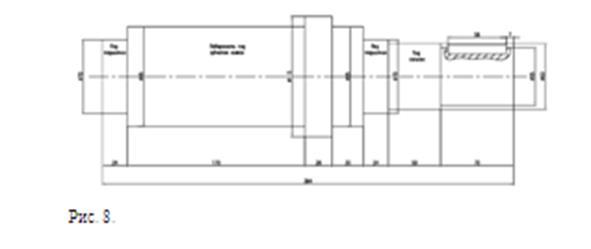
Задача 5
Используя заданные по варианту размеры назначить недостающие осевые и диаметральные размеры ступеней вала, исходя из особенностей конструкции.
Решение.
Назначаем недостающие размеры (табл. 6.).
Таблица 6
| Диаметр ступени,
мм
|
Заданные размеры
сопрягаемых деталей,
мм
|
Конструктивно назначенные
размеры ступеней вала,
мм
|
| 1
|
2
|
3
|
| Ø70
|
Ширина подшипника В=24
|
Ширина ступени: 24
|
| Ø95
|
Ширина зубчатого колеса L=150
|
Ширина ступени: 170
|
| -
|
Буртик-упор для зубчатого колеса
|
Назначаем: Ø115;
ширина: 26
|
| -
|
Ступень для съемника перед правым подшипником
|
Назначаем: Ø95;
ширина: 30
|
| Ø70
|
Ширина подшипника В=24
|
Ширина ступени: 24
|
| -
|
Ступень под крышку с сальниковым уплотнением
|
Назначаем: Ø63;
ширина: 50
|
| Ø55
|
Ширина шкива b=75
|
Ступень под шкив на 5 мм короче: 70
|
| |
|
Общая длина вала: 394 мм
|

Задача 6
При обработке вала с размерами, установленными в задаче 5, необходимо обеспечить отклонения размера между опорами под подшипник по двенадцатому квалитету (h12). Для этого необходимо:
1. Составить схему размерной цепи.
2. Решить прямую задачу (задачу синтеза) размерной цепи с помощью метода полной взаимозаменяемости.
Решение.
Необходимо при обработке вала выдержать размер АΔ
= 226h12 = 226-0,46
(рис. 9).
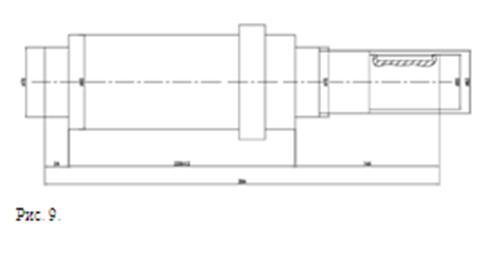
Составим схему размерной цепи (рис. 10).

Производим проверку замкнутости размерной цепи, мм:
 , ,
где Aj
– номинальные размеры составляющих звеньев;
m-1 – общее число составляющих звеньев без замыкающего;
εj
– передаточные отношения составляющих звеньев.
АΔ
= +1·394 - 1·144 - 1·24 = 226 мм
Найдем значения единиц допуска для составляющих звеньев.

А1
= 394 мм; 
А2
= 144 мм; 
А3
= 24 мм; 
Коэффициент точности:

По данным ГОСТ 25346-89 ближайшее меньшее значение коэффициента точности к полученному будет для 10 квалитета. Оно равно 64 (IT10=64i).
Назначаем по ГОСТ 25346-89 допуски составляющих звеньев по 10 квалитету:
ТА1
= 0,230; ТА2
= 0,140 мм.
Звено А3
выбираем увязывающим.
Сумма допусков составляющих звеньев без увязывающего:

Допуск увязывающего звена:

Отклонения составляющих звеньев назначаем в тело детали:
А1
(394h10): Es = 0; Ei = -230; Ec = -115 мкм;
А2
(144Н10): Es = +140; Ei = 0; Ec = +70 мкм;
АΔ
(226h12): Es = 0; Ei = -460; Ec = -230 мкм.
Рассчитаем положение середины поля допуска увязывающего звена:

Предельные отклонения увязывающего звена:
EsАувяз
= EсАувяз
+ ТАувяз
/2 = +45 + (90/2) = +90 мкм
EiАувяз
= EсАувяз
- ТАувяз
/2 = +45 - (90/2) = 0 мкм
Результаты расчетов сведем в табл. 7.
Таблица 7
| Номиналь-ный размер звена Aj, мм
|
Допуск размера ТАj, мкм
|
Верхнее отклонение EsAj, мкм
|
Нижнее отклонение EiAj, мкм
|
Середина поля допуска ЕсАj, мкм
|
Передаточ-ное отношение звена εj
|
Произведе-ние ε·ЕсАj, мкм
|
| 226h12
|
460
|
0
|
-460
|
-230
|
|
|
| A1=394h10
A2=144H10
|
230
140
|
0
+140
|
-230
0
|
-115
+70
|
+1
-1
|
-115
-70
|
| A3увяз=24
|
90
|
+90
|
0
|
+45
|
-1
|
-45
|
Проверка правильности выполненных расчетов.



Задача 7
Используя данные задач 2, 3, 4, 5, 6 указать на эскизе полученные поля допусков осевых и диаметральных размеров вала.
Решение.
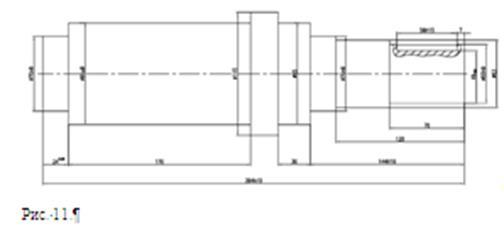
Проставим размеры на рабочем чертеже вала, используя комбинированный метод (рис. 11).
Для обработки левой части (после обработки правой) вал поворачивают на 180°, т.е. происходит смена технологических баз для формирования размеров как вдоль оси, так и диаметральных.
Обеспечение при обработки точности размеров 24+0,09
, 144Н10, 394h10 обеспечит точность размера 226h12, определяющего качество сборки.
Для всех свободных размеров отклонения принимаем по 14 квалитету (по «среднему» классу точности). На чертеже об этом сделаем запись в технических требованиях.
Задача 8
1. Выбрать средство измерения для контроля размера вала под посадку с натягом.
2. Охарактеризовать выбранное измерительное средство: наименование, ГОСТ, цена деления шкалы, диапазон измерений, погрешность измерения, температурный режим, вариант использования.
Решение.
Размер вала под посадку с натягом: 95u8. По ГОСТ 8.051-81 определяем:
Допускаемая погрешность измерения: 12 мкм.
Допуск размера: 54 мкм.
Так как вал имеет значительную массу, то будем использовать не станковые, а накладные средства измерения.
Рекомендуемые средства измерения:
1. Микрометр гладкий МК с величиной отсчета 0,01 мм, с закреплением на стойке, предельная погрешность измерения: 5 мкм.
2. Скобы индикаторные с ценой деления 0,01 мм, с закреплением на стойке, предельная погрешность измерения: 15 мкм.
Для контроля размера выберем микрометр. Микрометр гладкий МК ГОСТ 6507-78; цена деления 0,01 мм; диапазон измерений 75-100; погрешность измерения 5 мкм; температурный режим - 2°С; закреплен на стойке (изолирован от рук оператора).
Задача 9
Назначить допуски соосности и цилиндричности для поверхностей вала под подшипники, и радиального биения – для поверхностей вала под зубчатое колесо и под шкив, используя нормальный уровень относительной геометрической точности.
Решение.
Назначим отклонения формы и расположения для поверхностей вала диаметром Ø95u8, Ø70n6, Ø55h9.
Задан нормальный уровень относительной геометрической точности А. По ГОСТ 24643-81 определяем соответствующую степень точности формы. Для Ø95u8 – 7 степень точности, для Ø70n6 – 5 степень точности, для Ø55h9 – 8 степень точности.
Допуск цилиндричности по ГОСТ 24643-81 для Ø70n6 и 5 степени точности – 6 мкм.
Допуск радиального биения по ГОСТ 24643-81 для Ø95u8 и 7 степени точности – 40 мкм, для Ø55h9 и 8 степени точности – 60 мкм.
Допуск соосности поверхностей под подшипники в диаметральном выражении по ГОСТ 24643-81. Для вала Ø70n6 (5 степень точности) он составит 16 мкм. В радиусном выражении – 16/2=8 мкм.
В качестве базы для оценки радиального биения примем ось вала.
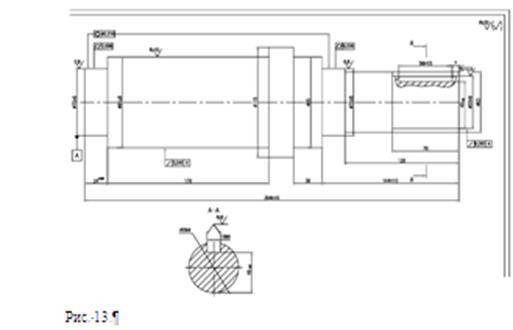
Обозначение отклонений формы и расположения поверхностей покажем на рисунке 12.

Задача 10
Назначить требования к шероховатости поверхностей вала, исходя из нормального уровня относительной геометрической точности А.
Решение.
Для нормального уровня точности А принимаем Rz≤0,2T в пределах от 320 до 10 мкм и от 0,10 до 0,025 мкм. Rа≤0,05T в пределах от 2,5 до 0,002 мкм.
Величины допусков для рассматриваемых размеров принимаются по ГОСТ 25346-89. Расчетные значения Rа или Rz округляем до ближайшего меньшего стандартного значения.
Для Ø70n6: Т = 19 мкм, Rа ≤ 0,95 мкм, выбираем Rа = 0,8 мкм.
Для Ø95u8: Т = 54 мкм, Rz ≤ 10 мкм, выбираем Rz = 10 мкм.
Для Ø55h9: Т = 74 мкм, Rz ≤ 14 мкм, выбираем Rz = 12,5 мкм.
Для 16N9: Т = 43 мкм, Rz ≤ 8 мкм, выбираем Rz = 8 мкм.
Для прочих поверхностей назначаем Rz = 20.
Обозначение параметров шероховатости поверхностей вала приведем на рисунке 13.
Задача 11
1. Проанализировать точность резьбового соединения в соответствии с заданием по своему варианту.
Привести эскизы резьбового соединения с обозначением посадки и отдельно деталей соединения с обозначением полей допусков.
1. Пояснить содержание условных обозначений.
2. Определить номинальные размеры параметров резьбы, показав их на эскизе.
3. Установить предельные отклонения диаметров резьбы, их предельные размеры и допуски. Определить зазоры.
4. Построить в масштабе схему расположения полей допусков, указав предельные размеры диаметров резьбы.
Резьба М22-6Н/6d-30.
Решение.
Проанализируем точность резьбового соединения М22-6Н/6d-30. На рис. 14 приведем эскизы резьбового соединения, и эскизы полей допусков деталей соединения.

Условное обозначение указывает, что резьба метрическая (угол профиля 60°), с крупным шагом, диаметром 22 мм, длиной свинчивания 30 мм.
6Н/6d – обозначение посадки резьбового соединения;
6Н – поле допуска среднего и внутреннего диаметров резьбы гайки;
6d – поле допуска среднего и наружного диаметров резьбы болта;
6 – степень точности, определяющая допуски диаметров резьбы гайки и болта;
Н, d – основные отклонения соответственно диаметров резьбы гайки и болта.
ГОСТ 24705-81 и ГОСТ 8724-81 определяем номинальные размеры наружного D (d), внутреннего D1
(d1
) и среднего D2
(d2
) диаметров резьбы, шага резьбы Р, исходной высоты профиля Н, а также угла профиля α для резьбы с номинальным диаметром 22 и крупным шагом.
D = d = 22,000; D1
= d1
= 19,294; D2
= d2
= 20,376; Р = 2,5;
Н = 0,8667Р = 2,167; α = 60°.
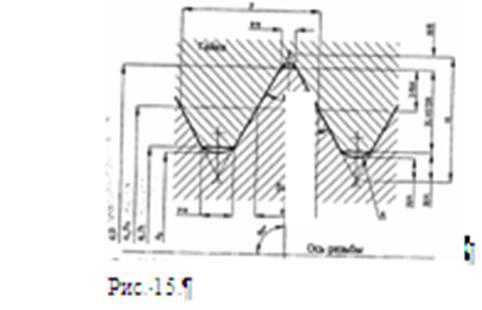
На рис. 15 показаны основные параметры анализируемой резьбы.
По ГОСТ 16093-81 устанавливаем предельные отклонения диаметров резьбы, сопрягаемых на посадках с зазором, мкм:
Для гайки М22-6Н:
ESD
= +Н/8; EID
= 0;
ESD
2
= +224; EID
2
= 0;
ESD
1
= +450; EID
1
= 0.
Для болта М22-6d:
esd
= -106; eid
= -441;
esd2
= -106; eid2
= -276;
esd1
= -106; eid1
= -Н/8.
Предельные размеры и допуски средних диаметров резьбы болта и гайки, мм:
D2max
= 20,376 + 0,224 = 20,6; d2max
= 20,376 - 0,106 = 20,27;
D2min
= 20,376 + 0= 20,376; d2min
= 20,376 - 0,276 = 20,1;
TD2
= D2max
- D2min
= 0,224; Td2
= d2max
- d2min
= 0,17
Для других диаметров резьбы расчет предельных размеров аналогичен. Отклонения шага и половины угла профиля, влияющие на взаимозаменяемость, учитываются допуском на средний диаметр.
Зазоры в соединении по среднему диаметру, мм:
S2max
= D2max
- d2min
= 20,6 - 20,1 = 0,5;
S2min
= D2min
- d2max
= 20,376 - 20,27 = 0,106.
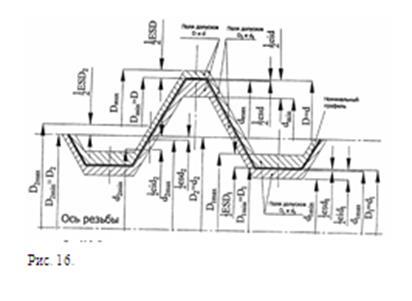
На рис. 16 покажем расположение полей допусков диаметров резьбы, предельные размеры и зазоры в масштабе 100:1.
В отличие от схем расположения полей допусков гладких соединений для схемы расположения полей допусков резьбового соединения условно принимается соосное расположение резьбы болта и гайки, поэтому на схеме откладываются половины значений отклонений.
Учитывая особенности работы резьбового соединения М22-6Н/6d-30 и его точность, контроль параметров резьбы рекомендуется осуществлять резьбовыми калибрами.
Список использованной литературы
1. Анурьев В.И. Справочник конструктора-машиностроителя: в 2 т. / В.И. Анурьев. – М.: Машиностроение, 2001. – Т. 2. – 912 с.
2. Допуски и посадки: справочник: в 2 ч. / под ред. В.Д. Мягкова. – Л.: Машиностроение, 1982. – Ч. 1. – 544 с.; Ч. 2. – 448 с.
3. Крылова Г.Д. Основы стандартизации, сертификации, метрологии/ Г.Д. Крылова. – М.: ЮНИТИ-ДАНА, 2000. – 711 с.
4. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения / А.И. Якушев. – М.: Машиностроение, 1986. – 352 с.
5. Зябрева Н.Н. Пособие к решению задач по курсу «Взаимозаменяемость, стандартизация и технические измерения» / Н.Н. Зябрева, Е.И. Перельман, М.Я. Шегал. – М.: Высшая школа, 1977. – 176 с.
6. Сергеев А.Г. Сертификация. / А.Г. Сергеев, М.В. Латышев. - М.: Логос, 2000. – 248 с.
|