| СОДЕРЖАНИЕ
Введение
1. Характеристика и устройство ультразвукового дефектоскопа УД2-12
2. Основные неисправности колесных пар
3. Технология ультразвукового контроля осей колесных пар вагонов
4. Механизация и автоматизация при дефектоскопии
5. Организация рабочего места при дефектоскопии
6. Техника безопасности при дефектоскопии
7. Охрана окружающей среды и экология
Список литературы
Приложение
ВВЕДЕНИЕ
Главным направлением развития железнодорожного транспорта на современном этапе развития является его реформирование, основная цель структурной реформы снижения совокупных народно-хозяйственных затрат на железнодорожные перевозки за счет передачи в муниципальную собственность объектов коммунального хозяйства.
Ориентировочно к 2005 стоимость железнодорожной перевозки снизится на 30-40% за счет снижения до минимума перекрестного субсидирования пассажирских перевозок грузовыми.
Реально ведут к снижению железнодорожных тарифов на половину. Реформирование отрасли будет проводиться в три этапа. На первом подготовительном рассчитанном на 1998-2000 гг. должны были отработаны все вопросы связанные с созданием законодательной базы отрасли. Сделаны расчеты возможных последствий реформы.
Выполнены работы по освобождению железной дороги от производственной инфраструктуры, а также по погашению задолженности МПС перед государством. На втором этапе будет принято решение и отработаны аспекты деятельности грузовых и пассажирских положений, на третьем этапе принято решение, каким образом должны разделяться пассажирские и хозяйственные вагоны функции МПС и на сколько необходимо создание центральной железнодорожной компании. В 1998 г. тарифы снижены в среднем на 5%.
Современный уровень развития народного хозяйства требует непрерывного совершенствования эксплуатации железнодорожного транспорта для повышения качества и интерфиксации перевозочного процесса. Выполнение этих требований связано с увеличением скоростей и уплотненного графика движения, ростом нагрузок на подвижной состав и элементы пути. Ужесточение балласта пути и применение более мощных профилей рельсов ведут к увеличению нагрузок, возникающих при взаимодействие пути и ходовой части подвижного состава. В таких условиях нередко возникают дефекты усталостного происхождения в ответственных деталях подвижного состава (элементах колесных пар, буксовых узлах, силовых передачах и т.п.). Под дефектами понимают несплошности металла, снижающие надежность изделия и угрожающие его разрушением в процессе эксплуатации. Для обнаружения дефектов в изделиях с помощью методов неразрушающего контроля промышленность выпускает специальные приборы – дефектоскопы, основная задача которых – определить факт, т.е. установить, есть ли в изделии дефект или нет. Кроме того в некоторых случаях с помощью того или иного дефектоскопа могут быть определены форма и размеры дефекта, а также его место нахождения в изделии.
В данном курсовом проекте описывается принципы работы и основные характеристики ультразвуковых дефектоскопов, используемых предприятиями для обнаружения в деталях и узлах подвижного состава и механизмах усталостных трещин, угрожающих безопасности движения; приведены сведения о конструкции и функциональных возможностях, о порядке подготовки дефектоскопов к работе, об определении и фиксации их рабочих режимов и расшифровке результатов контроля.
1. ХАРАКТЕРИСТИКА И УСТРОЙСТВО УЛЬТРОЗВУКОВОГО ДЕФЕКТОСКОПА УД2-12
Ультразвуковые дефектоскопы УД2-12 и УД-11ПУ обеспечивают обнаружение несплошностей в различных металлах или пластмассах теневым или эхо методом, а также может при необходимости быть использован для целей толщинометрии. При ремонте подвижного состава основной задачей является обнаружение усталостных трещин, поэтому дефектоскопы используют, как правило, лишь как индикаторы несплошностей, а узлы измерения недоиспользуются.
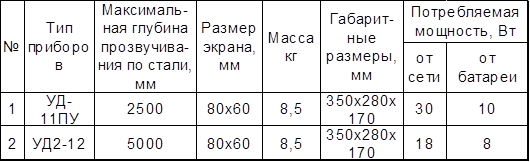
Из множества технико-эксплутационных и метрологических характеристик дефектоскопов основной интерес для потребителя, занятого ремонтом подвижного состава железных дорог, представляют параметры, определяющие пригодность дефектоскопа для контроля деталей вагонов. Такими параметрами в первую очередь являются максимальная глубина прозвучивания и чувствительность, а также эргономические показатели: размер экрана, масса, габариты, простота управления. Основные параметры ультразвуковых дефектоскопов, которыми оснащается ремонтные предприятия МПС, приведены в таблице.
Отечественные дефектоскопы УД2-12 и УД-11ПУ идентичны по своим основным характеристикам. Отличаются повышенной сложностью управления (особенно при регулировке чувствительности). Дефектоскоп УД2-12 оснащен устройством цифровой индикации расстояний и уровней сигналов, что может быть использовано для оперативной оценки величины затухания ультразвука в проверяемой детали. Эта особенность может быть использована для оценки качества термообработки стальных изделий.
Таблица Основные параметры ультразвуковых дефектоскопов
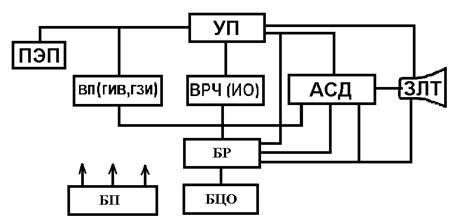
Упрощенная схема дефектоскопа УД2-12 изображена на рисунке 1
Рис. 1. Упрощенная схема дефектоскопов УД-11ПУ, УД2-12. Дефектоскоп содержит следующие основные узлы: генератор импульсов возбуждения (ГИВ), устройство приемное (УП), блок развертки (БР), измеритель отношений (ИО), блок цифрового отсчета (БЦО), блок автоматического сигнализатора дефектов (АСД), блок электронно-лучевой трубки (ЭЛТ), блок питания (БП). Отличительные особенности дефектоскопа УД2-12 связаны с функциональными возможностями блоков ИО, БЦО, АСД и БП.
Блок измерителя отношений позволяет измерить и отобразить в цифровом виде уровень сигнала от дефекта в децибелах. Входящая в его состав и управляющая работой усилителя схема временной регулировки чувствительности (ВРЧ) предназначена для выравнивания уровней сигналов, наблюдаемых на экране электронно-лучевой трубки (ЭЛТ), полученных на различных дальностях от преобразователя.
Наличие в дефектоскопе блока цифрового отсчета обеспечивает возможность определения расстояний до отражателей, не превышающих 999 мм, или времени распространения ультразвука (в микросекундах).
Дефектоскоп УД2-12 содержит одноканальный трех пороговый АСД. Он срабатывает при превышении амплитуды видеосигнала, находящегося в заданной зоне контроля какого-либо из трех различных пороговых уровней. При этом загорается зеленый, желтый или красный транспарант на передней панели дефектоскопа.
Питание дефектоскопа может осуществляться от сети переменного тока 220 В, а также от аккумулятора или батареи напряжением 12 В. При работе от сети 220 В обязательным является заземление дефектоскопа.
Дефектоскоп УД2-12 комплектуется ультразвуковыми пьезоэлектрическими преобразователями (ПЭП) с частотами ультразвука 1,25; 1,8; 2,5; 5,0 и 10 МГц (прямые), а также наклонными ПЭП на частоты от 1,25 до 5,0 МГц с углами ввода ультразвука в стали 40, 50, 65° и на частоте 5,0 МГц дополнительно 70°. Следует заметить, что дефектоскоп УД2-12 комплектуется ПЭП новой конструкции. Поэтому ранее выпускавшиеся ПЭП из комплектов дефектоскопов УД-10П и УД11ПУ совместно с дефектоскопом УД2-12 быть использованы не могут (возможно. их использование после переделки сигнального кабеля). Кроме того, если на ранее выпускавшихся преобразователях указывались углы призмы, то на ПЭП к дефектоскопу УД2-12 указаны углы ввода ультразвука в стали. Это важное различие следует всегда помнить при работе с наклонными преобразователями.
2. ОСНОВНЫЕ НЕИСПРАВНОСТИ КОЛЕСНЫХ ПАР
Колесные пары, работающие в тяжелых условиях подвержены трещинообразованию, т.е. зарождению и развитию в них усталостных трещин. Такие трещины, являются сильными концентраторами напряжений, развиваясь, угрожают разрушением детали в процессе работы и созданием аварийных ситуаций. Поэтому для безопасности эксплуатации наиболее ответственные детали периодически контролируют. Цель контроля в условиях эксплуатации или ремонта – обнаружение усталостных трещин и выбраковка деталей, уряжающих поломкой. Такой контроль во многих случаях невозможно осуществлять на глаз из-за недостаточной достоверности визуального контроля. Для этой цели применяют различные виды неразрушающего контроля, который может быть реализован с помощью взаимодействия различных физических полей или веществ с проверяемой деталью.
Основные типы дефектов (по классификации ИТМ1-В), выявляемых в оси колесной пары при контроле по настоящей инструкции:
50- трещины на цилиндрических поверхностях шеек и предподступичных частей;
51- трещины в галтелях шеек и предподступичных частей;
52- трещины в подступичной части;
53- поперечные трещины в средней части.
3. ТЕХНОЛОГИЯ УЛЬТРОЗВУКОВОГО КОНТРОЛЯ ОСЕЙ КОЛЕСНЫХ ПАР ВАГОНОВ
Ультразвуковому контролю подвергаются оси вагонных колесных пар типов РУ1-950; РУ1Ш-950; РУ-950 при их формировании и освидетельствование. Для выполнения ультразвукового контроля осей колесных пар должен быть обеспечен доступ к торцевым поверхностям осей.
Выполнение ультразвукового контроля по данной технологии обеспечивает выявление «непрозвучиваемых» осей, а также обнаружение в осях усталостных трещин и внутренних несплошностей, является браком завода-изготовителя, эквивалентных или больших по своим отражающим свойствам искусственным отражателям в контрольном образце оси, используемым для настройки чувствительности ультразвукового контроля (УЗК) соответствующей части оси.
Комплект оборудования для ультразвукового контроля осей колесных пар включает:
- ультразвуковой дефектоскоп УД2-12 или УД11-ПУ;
- стандартный образец СО-2 или СО-3Р;
- прямой пьезоэлектрический преобразователь (П111-2,5-К12-002);
- наклонный пьезоэлектрический преобразователь (П121-2,5-50-002);
- наклонный пьезоэлектрический преобразователь (П121-2,5-18);
- комбинированный пьезоэлектрический преобразователь из комплекта ПКО (П131-2,5-0/18).
Для проверки работоспособности, а также настройки чувствительности дефектоскопа необходимо изготовить контрольные образцы осей РУ 1 и РУ1Ш рисунок 2. Рис.2. Контрольная ось типа РУ1
Требования, которым должен удовлетворять контрольный образец оси РУ1:
1. Линейно-угловые размеры оси должны соответствовать требованиям чертежа оси тира РУ1. Шероховатости торца шейки оси, расположенного после зарезьбовой канавки, должна соответствовать Rz =10-20 мкм
2. Ось должна удовлетворять требованиям «прозвучиваемости» и отсутствия дефектов, выявляемых при ультразвуковом контроле.
3. Ширина пропилов эталонных отражений должна быть 2±1 мм. Пропилы должны быть перпендикулярны к продольной оси колесной пары.
4. Пропилы на подступичной части оси должны быть выполнены рядом со ступицей без распрессовки колес.
5. Расстояние от начала подступичной части оси до пропилов в сечении Б-Б и Д-Д должно быть не менее 20±5 мм.
6. На шейку оси с моделью дефекта в сечение А-А должны быть надеты кольца роликовых подшипников.
7. Размеры L указаны относительно ближнего к пропилу торца оси. Контрольная ось типа РУ1Ш изготавливается аналогично контрольной оси РУ1.
Технология контроля включает в себя следующие этапы:
-подготовка к контролю;
-проведение контроля;
-оценка качества проконтролированной детали.
Подготовка к контролю включает в себя:
-подготовку аппаратуры к работе;
-подготовка оси.
Подготовка аппаратуры включает в себя:
-подготовку дефектоскопа к работе;
-настройку масштаба развертки;
-настройка чувствительности дефектоскопа.
Подготовка дефектоскопа к работе:
Установить органы управления дефектоскопа в исходные положения в соответствие с приложением.
Настройки масштаба развертки:
Перед проведением контроля осей необходимо настроить масштаб развертки дефектоскопа. Для этого:
а) подключить к дефектоскопу прямой или комбинированный пьезоэлектрический преобразователь (ПЭП) (угол ввода 0°,частота 2,5 МГц)%;
б) установить его на торец контрольного образца (КО);
в) получить донный сигнал;
г) кнопками аттенюатора уменьшить его до высоты масштабной сетки экрана (ЭЛТ);
д) регулятором на блоке А6 выставляют донный сигнал на следующие деление горизонтальной шкалы экрана (ЭЛТ).
-для РУ1-9,0
-для РУ1Ш-8,9
-для РУ-9,4
е) довести кнопками аттенюатора амплитуду донного сигнала до середины экрана электронно-лучевой трубки (ЭЛТ);
з) отжать кнопку «х2» на задней панели дефектоскопа.
Установленный масштаб развертки дефектоскопа для продольных волн составит Мпропер.=140 мм/дел.
Настройка чувствительности дефектоскопа:
Для настройки чувствительности необходимо знать основные этапы ультразвукового контроля осей вагонных колесных пар: поверка осей на «прозвучиваемость» (проводится при формировании колесных пар);
1-й этап – ультразвукового контроля средней части и дальней подступичной части оси;
2-й этап – ультразвукового контроля шейки и предподступичной части оси;
3-й этап – ультразвукового контроля ближней подступичной части оси в зоне под внешней кромкой ступицы.
На практике необходимо проводить проверку осей с демонтажем буксового узла без снятия внутренних колец подшипников и осей со снятыми внутренними кольцами подшипников; во всех случаях выполняются все три перечисленных этапа контроля.
Настройка чувствительности дефектоскопа для проведения УЗК осей с демонтажем буксового узла без снятия внутренних колец подшипников.
а) Проверка осей на «прозвучиваемость»- значит проверить, удовлетворяет ли данная ось норме по затуханию ультразвука. Если удовлетворяет – ось имеет мелкозернистую структуру, соответствующую требованиям ГОСТ 4008-89, если нет, – значит, ось имеет крупнозернистую структуру. Такие оси в эксплуатацию не допускаются, а бракуются.
Для проверки оси на «прозвучивание» необходимо сравнить амплитуду донного сигнала в стандартном образце СО-2 (Nсо-2) по ГОСТ – 14782 (или вСО-3Р по ГОСТ – 18576) и амплитуду донного сигнала в проверяемой оси N0
. Если разница составит более 46 дБ, то ось считается «непрозвучиваемой».
(Nco-2) – (N0
)>46 дБ.
Поэтому необходимо измерить амплитуду донного сигнала в СО-2 или СО-3Р, для этого:
-установить прямой ПЭП на поверхность СО-2 или СО-3Р;
-получить серию донных сигналов;
-первый донный сигнал кнопками аттенюатора довести до средней линии экрана ЭЛТ;
-показания аттенюатора Nсо-2 занести в журнал установленной формы, приведенной в технической характеристике.
Примечание: при невозможности установить амплитуду донного сигнала до средней линии экрана ЭЛТ уменьшить амплитуду на блоке А8 регулятором, в дальнейшем трогать регулятор на блоке А8 ЗАПРЕЩЕНО.
б) 1-й этап – для ультразвукового контроля (УЗК) средней части и дальней подступичной части оси.
Для выполнения УЗК средней части и дальней подступичной части оси браковочную чувствительность N1
настраивают по эхо-сигналу от пропила глубиной 4мм, выполненному вблизи внутренней кромки ступицы колеса. Для этого:
-прямой ПЭП (П111-2,5-К12-002) или комбинированный ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 0°) устанавливают на торец оси (РУ1Ш);
-комбинированный ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 0°) устанавливают в за резьбовую канавку (оси РУ1 ,РУ);
-Получают эхо-сигнал от пропила и кнопками аттенюатора доводят его до средней линии экрана ЭЛТ. Показания аттенюатора N1
заносят в журнал установленной формы, приведенной в технологической инструкции.
в) 2-й этап – для УЗК ближних шейки и предподступичной части оси браковочную чувствительность N2
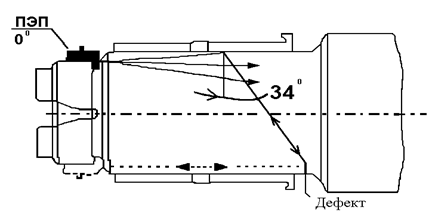
настраивают по эхо-сигналу от пропила в галтели шейки под кольцами роликовых подшипников глубиной 3 мм, на расстоянии 150-165 мм от поверхности сканирования. Для этого:
-прямой ПЭП или комбенированый ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 0°) устанавливают в резьбовую канавку (оси РУ1, РУ) рисунок 3. Рис.3 Схема прозвучивания оси.
-получают эхо-сигнал от пропила и кнопками аттенюатора доводят его до средней линии экрана ЭЛТ. Показания аттенюатора N2
заносят в журнал установленной формы, приведенной в технической инструкции.
г) 3-й этап – для выполнения УЗК ближней подступичной части оси в зоне под внешней кромкой ступицы браковочную чувствительность N3
настраивают по эхо-сигналу от пропила вблизи внешней кромки ступицы колеса глубиной 3мм на расстояние 280-330 мм от поверхности сканирования. Для этого:
-наклонный или комбинированный ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 18°) устанавливают в за резьбовую канавку (РУ1, РУ) или на торец оси (РУ1Ш).
-получают эхо-сигнал от пропила и кнопками аттенюатора доводят его до средней линии экрана электронно-лучевой трубки. Показания аттенюатора N3
заносят в журнал установленной формы, приведенной в технической характеристики.
Подготовка оси:
Очистка обеспечивает подготовку поверхностей колесных пар для выполнения дефектоскопии. Основными требования к способам очистки колесных пар является высокое качество и быстрота очистки при сохранение нормальных условий труда. Известны следующие способы отчистки колесных пар: механический (механизированный и ручной), при котором в качестве рабочих органов используются металлически щетки или скребки; струйно-гидравлический с использованием щелочного раствора или чистой воды; гидромеханический; пескоструйный; вываривание в щелочном растворе (погружение в ванну); химический (обмазывание специальной мастикой).
Механический способ очистки применяют как основной, так и дополнительный в сочетание с другими способами для удаления различных нерастворимых органических соединений, ржавчины, старой краски. При ремонте колесных пар очистку скребками или металлическими щетками, применяют до обмывки колесных пар в моечной машине и после нее. Ручная очистка колесных пар щетками и скребками обеспечивает тщательное удаление загрезнений, представляет собой трудоемкую и малопроизводительную работу.
В последнее время находят применения механизированные установки для предварительной отчистки колесной пары металлическими щетками или скребками. Такие установки снабжены механизмами вращения колесной пары и пневматическими цилиндрами для прижатия щеток к элементам колесных пар в процессе их отчистки; убедится в отсутвие поверхностных дефектов.
Проведение контроля
а) Проверка осей на «прозвучиваемость».
Проверку осей на прозвучиваемость выполняют при формировании колесных пар до и после на прессовки колес.
Проверку осей на «прозвучиваемость» выполняют путем установки комбинированного ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 0°) или прямого ПЭП на торец оси. При этом измеряют амплитуду донного сигнала от противоположного торца оси N0
в 4-х точках, выбирают меньшее значение и сравнивают с амплитудой донного сигнала в СО-2.
Ось бракуется, если разница между N0
и Nсо-2 превышает 46 дБ;
(Nсо-2) – (Nсо-2)>46 дБ.
Проверку всех частей оси проводят на поисковой чувствительности Nn, которая на 6-8 дБ выше браковочной N. Поэтому, чтобы определить знание поисковой чувствительности, необходимо от значения браковочной чувствительности отнять 6 (8) дБ.
Nn=N-6(8), дБ.
Полученное значение Nn выставляют на аттенюаторе дефектоскопа для проведения контроля.
б)1-й этап – УЗК средней части и дальней подступичной части оси.
УЗК средней части и дальней подступичной части оси выполняют прямым или комбинированным ПЭП (частота 2,5 МГц, угол ввода 0°) поочередно с каждого торца оси.
Зона контроля пол горизонтальной шкале масштабной сетки экрана ЭЛТ составляет 4,0-7,8 деления.
Для выполнения УЗК осей следует:
-нанести на торец оси (зарезьбованную канавку) контактную смазку;
-установить прямой или комбинированный ПЭП на торец оси (за резьбовую канавку);
-получить донный сигнал;
-кнопками аттенюатора довести амплитуду донного сигнала до средней линии экрана ЭЛТ;
-показания аттенюатора N0
занести в рабочей журнал;
-если разность показания аттенюатора (N0-N0')<10 дБ, установить на аттенюаторе значение поисковой чувствительности Nn1;
Примечание. Если разность показаний аттенюатора (N0-N0')>10 дБ, установить на аттенюаторе значение браковочной чувствительности, равное N1'=N1-(N0-N0'),дБ, если N1
'<0,то ось подлежит браковке как "не бракуемая".
-выставить на аттенюаторе поисковую чувствительность, уменьшив показания аттенюатора N1' на 6-8 дБ;
-выполнение сканирование, перемещая комбинированный ПЭП по зарезьбовой канавке (РУ1, РУ) или устанавливая прямой ПЭП на торце оси в 20-25 точках (РУ1Ш);
-при появление в зоне контроля одиночного эхо-сигнала уменьшить чувствительность до браковочной.
в)2-й этап – УЗК ближних шейки и предподступичной части оси.
УЗК ближней шейки и предподступичной части оси выполняют поочередно с каждого торца оси прямым или комбинированным ПЭП (частотой 2,5 МГЦ, угол ввода 0°
).
Зона контроля пол горизонтальной шкале масштабной сетки экрана ЭЛТ составляет 0,4-1,4 деления.
Для выполнения УЗК ближних шейки и предподступичной части оси следует:
-выставить на аттенюаторе поисковую чувствительность Nn
2
;
-нанести на торец (за резьбовую канавку) оси контактную смазку;
-установить прямой ПЭП на торец оси (за резьбовую канавку);
-выполнить сканирование, перемещая ПЭП по зарезьбовой канавке или устанавливая его в 20-25 точках на торце оси;
-при появлении в зоне контроля одиночного эхо-сигнала уменьшить чувствительность до браковочной.
г)3-й этап – УЗК ближней подступичной части оси в зоне под внешней кромкой ступицы.
УЗК ближней подступичной части оси в зоне под внешней кромкой ступицы выполненного поочередном с каждого торца оси комбинированный ПЭП (частота 2,5 МГ, угол ввода 18°).
Зона контроля УЗК ближней подступичной части в зоне под внешней кромкой ступицы следует:
-вставить на аттенюаторе поисковую чувствительность Nn
3
;
-нанести на торец оси (зарезьбоаую канавку) контактную смазку;
-установить комбинированный ПЭП на торце оси (зарезьбоаую канавку);
-выполнение сканирования, перемещая ПЭП по зарезьбовой канавке или устанавливая его в 20-25 точках на торце оси;
-при появлении в зоне контроля одиночного эхо –сигнала уменьшить чувствительность до браковочного.
Оценка качества проконтролированной детали:
Ось колесной пары подлежит браковке, если:
-отсутствует сигнал от противоположного торца оси при сквозном прозвучивание (ослабление сигнала от противоположного торца оси (донного сигнала) относительно донного сигнала, измеряемого по СО-2 минус 46 дБ и менее);
-в зоне контроля при браковочной чувствительности имеется эхо-сигнал, превышающий среднюю линию экрана ЭЛТ.
Результаты УЗК заносятся в журнал установочной формы, приведенной в технической инструкции.
4. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ПРИ ДЕФЕКТОСКОПИИ
дефектоскоп ультразвуковой трещина движение
Существенное влияние на производительность труда и интенсивность использования технологического оборудования оказывают применяемые в колесных цехах погрузочно-разгрузочные, транспортные и подъемно-транспортные средства. В комплексе с технологическим оборудованием они определяют уровень механизации и автоматизации производственного процесса. Они должны обеспечивать заданный уровень механизации и автоматизации подъемно-транспортных работ, обладать необходимой надежностью и достаточной производительностью, обеспечивать наиболее благоприятные условия труда и наименьшую стоимость перемещения колесных пар и их элементов.
В колесных цехах вагоноремонтных и вагоностроительных предприятий применяют различные средства механизации. В соответствии с классификацией все эти средства разделены на две группы: вспомогательные и основные. К группе основных средств относятся подъемно-транспортные машины периодического и непрерывного действия. При этом к машинам периодического действия относятся различные грузоподъемные краны, монорельсовый и напольный транспорт, а к машинам непрерывного действия конвейеры различного типа. К группе вспомогательных средств относятся грузозахватные приспособления, кантователи, самотечные, поворотные и другие устройства.
Из всего многообразия подъемно-транспортных средств в колесных цехах наибольшее распространение получили подъемно-транспортные машины периодического действия и вспомогательные устройства, такие, как захватные приспособления, стеллажи, поворотные устройства, наклонные пути для перемещения колесных пар, желоба для колес.
Применяемое в колесных цехах оборудование разделяется на производственное, вспомогательное и подъемно-транспортное. Производственное оборудование это все рабочие машины, станки, установки, стенды, занятые на выполнение основных операций технологического процесса. Вспомогательное это оборудование, непосредственно не участвующее в выполнении технологического процесса, но используемое для обслуживания основного производства.
5. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ПРИ ДЕФЕКТОСКОПИИ
В организации производства колёсного цеха существенную роль играет правильная организация труда и квалификация рабочих. С целью создания условий для постоянного увеличения производительности труда необходимо в процессе организации и совершенствования производства осуществлять нормирование труда, устанавливать обоснованные нормы выработки на основе технических норм времени на каждую операцию. Технической нормой времени на операции называется минимально необходимое для данных технических условий производства время на выполнение операции при нормальных условиях работы и при наиболее рациональном использовании всех средств производства. Для наилучшего использования оборудования и достижения наибольшей производительности труда необходимо предусматривать рациональную организацию рабочего места с учётом положений научной организации труда (НОТ) и технической эстетики. Рациональная планировка рабочего места, т.е. взаимное расположение рабочего, дефектоскопов, инструмента, приспособления, колёсной пары, зависит от вида выполняемых работ и формы организации производства и должна удовлетворять следующим требованиям:
1) в процессе работы рабочий не должен совершать лишних движений;
2) не должно быть потерь времени и излишней утомляемости рабочего, вызываемых нерациональным взаимным расположением всех элементов, входящих в состав рабочего места;
3) во время работы рабочий не должен испытывать неудобств и стеснении;
4) инструмент и техническая документация должны находиться в определённых доступных для рабочего местах;
5) рабочее место должно быть оборудовано с учётом обеспечения требований охраны труда;
6) на рабочем месте должны быть обеспечены благоприятные санитарно-технические условия в отношении света, тепла, чистоты и т.д.
6. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ДЕФЕКТОСКОПИРОВАНИЕ
Все виды работ при подготовке и проведение испытаний на растяжение и ультразвуковом методе должны проводиться при строгом соблюдение правил техники безопасности, промышленной санитарии и пожарной безопасности. К проведению неразрушающего контроля всеми методами допускаются дефектоскописты, прошедшие обучение и инструктаж по безопасности труда в соответствие с ГОСТ 12.0.004-79.
Оборудование участков и рабочих мест для проведения контроля дефектоскопами и вспомогательными устройствами и механизмами и их обслуживание должно осуществляться в соответствие с ГОСТ 12.2.007. 0-75, ГОСТ 12.1.019-79. Правилами устройства электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей.
Размещение, хранение, транспортирование и использование дефектоскопических и вспомогательных материалов и отходов производства должно проводиться с соблюдением требований защиты от пожаров по ГОСТ 12.1.004-85.
На каждом участке должна быть вывешена на видном месте инструкция по технике безопасности и пожарной безопасности, утвержденная главным инженером предприятия.
Подьемно-транспортные устройства должны удовлетворять требованиям действующих правил устройства и безопасной эксплуатации грузоподъемных кранов от 23 июля 1974 г. и Инструкции по безопасному ведению работ для стропальщиков, обслуживающие грузоподъемные краны.
При работе с ультразвуковым дефектоскопам следует пользоваться руководствами по эксплуатации соответствующих дефектоскопов. Переносные электрические светильники должны иметь напряжение питания не более 36 В.
Отходы производства в виде отработанных дефектоскопических материалов подлежат утилизации, регенерации, удалению в установленные сборники или уничтожению.
7. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ И ЭКОЛОГИЯ
Охрана окружающей среды и рациональное использование природных ресурсов – одна из актуальных задач современности. В условиях научно-технической революции всё более усложняются взаимоотношения человека с окружающей средой. Расширение использование естественных сырьевых ресурсов и увеличение промышленных и бытовых отходов резко усиливает воздействие человека на природу.
Главными проблемами охраны окружающей среды являются следующие:
1) определение оптимальных условий жизнедеятельности населения и путей сохранения свойств окружающей среды;
2) разработка методом скорейшего и полного перевода промышленного производства на безотходную технологию и замкнутые циклы воздухо- и водопотребления для ликвидации вредных выбросов и отходов в окружающую среду;
3) рациональная эксплуатация естественных ресурсов, прежде всего воды, воздуха, почвы и животного мира, чтобы обеспечить им охрану, восстановление и расширенное производство;
Основными источниками загрязнения атмосферного воздуха в индустриальных странах являются промышленные предприятия, тепловые электростанции, транспорт. Так, в атмосферу ежегодно выбрасывается 200-250 миллионов тон золы и до 60 миллионов тон сернистого газа. Огромное количество пыли, сернистых и других вредных видов газов, выделяющихся при различных технологических процессах (выпуск чугуна, стали, шлака из доменных и сталеплавильных печей, дробления и обжиг серного колчедана – сырья для получения серной кислоты, разлома и обжиг сырых материалов в цементном производстве и т.д.), выбрасывают в атмосферу предприятия металлургической, химической, строительной и других отраслей промышленности.
Одно из эффективных средств защиты атмосферного воздуха от загрязнения – очистка газопылевых выбросов промышленных предприятий. При обезвреживании токсичных выбросов вредные для человека и природной среды примеси отделяют от относительно безвредного основного газового потока. Существует также метод обезвреживания выбросов путём перевода токсических примесей, содержащихся в газовом потоке, в менее вредных или даже в практически безвредные.
Техника газоочистки располагает разнообразными методами и аппаратами для удаления пыли и вредных газов. Выбор метода для очистки газообразных примесей зависит от химических свойств примесей, характера производства: пригодности находящихся в производстве веществ в качестве поглотителей газа, возможности регенерации поглотителей, целесообразности утилизации уловленных продуктов. Для отчистки газового потока могут быть использованы также сухие и мокрые окислительные процессы каталитического превращения.
Отчистку газов и воздуха от пыли производят электрофильтрами при оптимальных условиях работы очень высокая – степень очистки 96-98% (для пыли диаметром 2 мкм). Оптимальные условия работы электрофильтра – постоянство скорости и плотности газов (а следовательно, состава, температуры, давления и т.д.)
Унифицированными горизонтальными электрофильтрами производят сухую отчистку запылённых газов в чёрной и цветной металлургии, теплоэнергетике, в промышленности строительных материалов, а мокрыми электрофильтрами – тонкую очистку газов от пыли.
Во всех отраслях промышленности для очистки газов можно применять конусные барьотажные абсорбенты, которые улавливают токсические примеси, растворимые и химические взаимодействующие с поглотительной жидкостью. Применение конусных барботажных абсорбентов для локальной очистки дренажных и технологических газовых выбросов позволяет резко сократить загрязнение воздушного бассейна.
Говоря об эффективности способ очистки газопылевых выбросов в атмосферу, следует помнить, что одним из наиболее важных факторов (наряду со стабильностью технологического процесса), обеспечивать высокую эффективность очистки, следует считать постоянный контроль за работой газоочистительных установок. Контроль должен осуществляться на каждом предприятии, как эксплуатационным персоналом, так и специальными службами (санитарным лабораториями и др.)
Контроль за соблюдением газо-пылеулавливающих установок должен включать наблюдение за их рабочими параметрами и проверки эффективности работы в сроки, установленные Государственной инспекцией по контролю за работой газоочистных и пылеулавливающих установок. Цель контроля – осуществление бесперебойной и эффективной работы установок санитарной очистки газов, а также своевременное внедрение в промышленное производство нового газоочистительного и пылеулавливающего оборудования, отвечающего достижениями отечественной и зарубежной науки и техники.
Несмотря на быстрый рост промышленного производства, развитие и совершенствование очистных устройств позволяет уменьшить выбросы пыли, углеводов и некоторых других загрязняющих атмосферу веществ, а в целом – стабилизировать объём промышленных выбросов.
СПИСОК ЛИТЕРАРУРЫ
1. Богданов А.Ф., Чурсин В.Г. Эксплуатация и ремонт колёсных пар вагонов. – М.: Транспорт, 1985г. – 270 с.
2. Душина Ж.В. Физические основы ультразвуковой дефектоскопии и технология ультразвукового контроля деталей подвижного состава – М.: УМК МПС РФ, 2000 г.
3. Ильин В.А., Батунер А.П., и др. Новые приборы неразрушающего контроля: (дефектоскопы УД-11ПУ, УД2-12,DI-4) М.: Транспорт, 1990г.
4. Инструкция по формированию и содержанию колёсных пар тягового подвижного состава железных дорог колеи 1520 мм. – М.: Транспорт, 1988г.
5. Лобанов А.Н. Дефектоскопирование деталей и узлов вагонных конструкций. М.: УМК МПС РФ, 1999 г.
6. Скиба И.Ф. Вагоны. – М.: транспорт, 1979г. – 303 с.
|